Texture Evolution in Biocompatible Mg-Y-Re Alloy After Friction Stir Processing

Abstract
1. Introduction
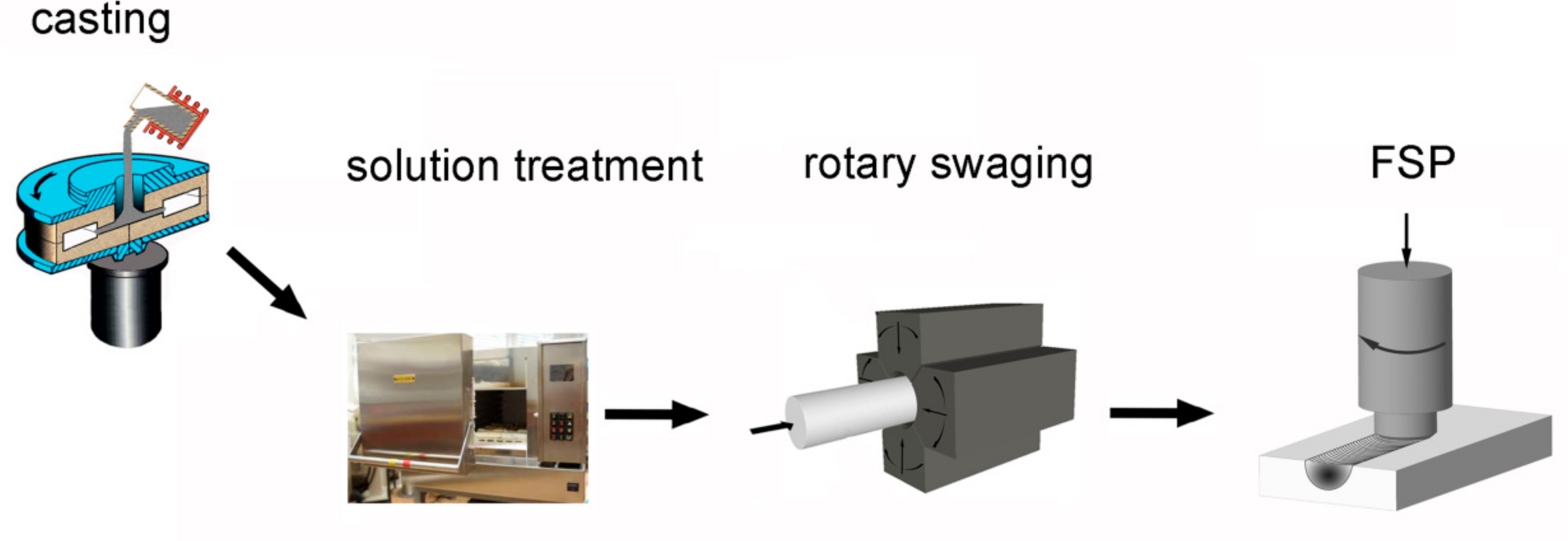
2. Materials and Methods
3. Results
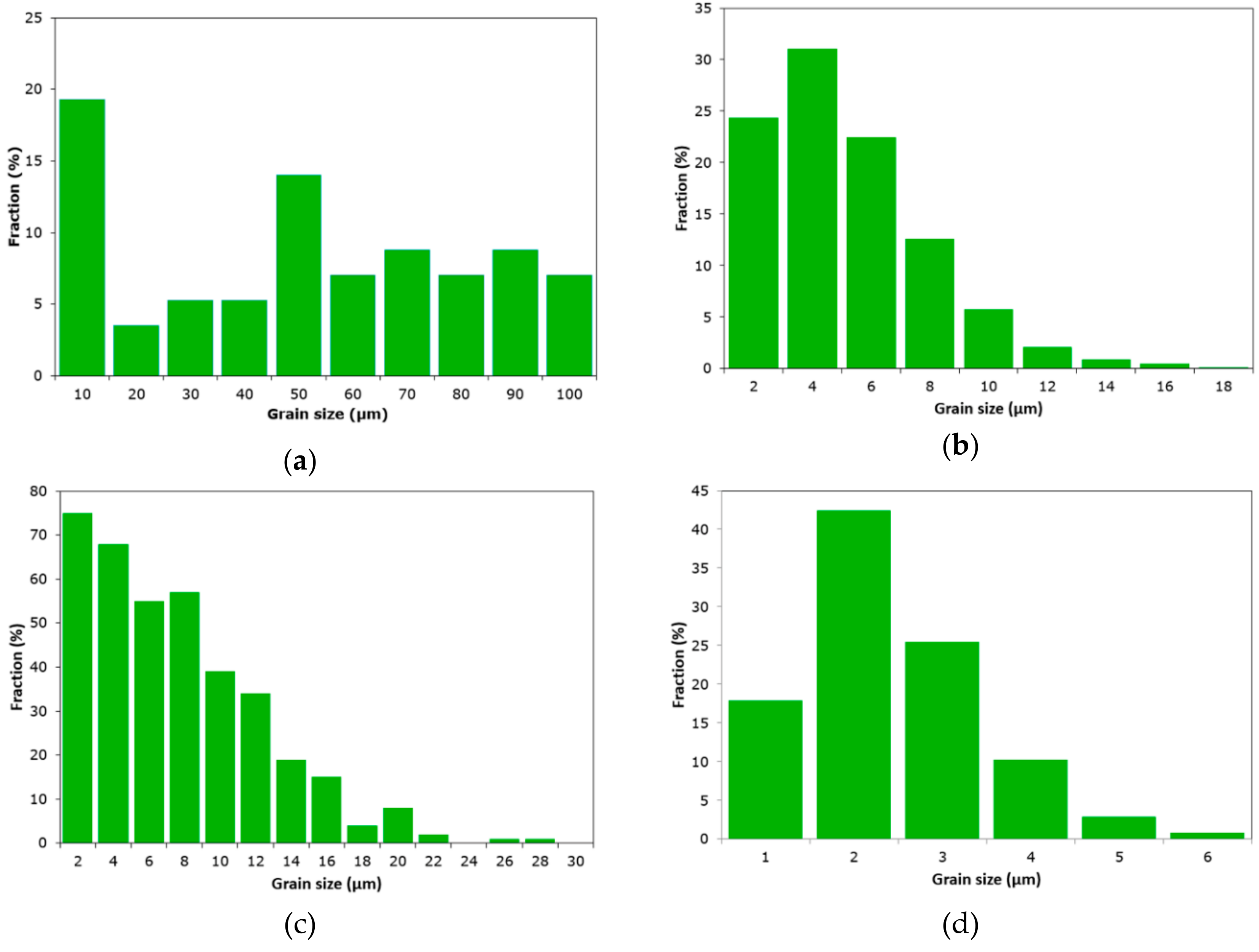
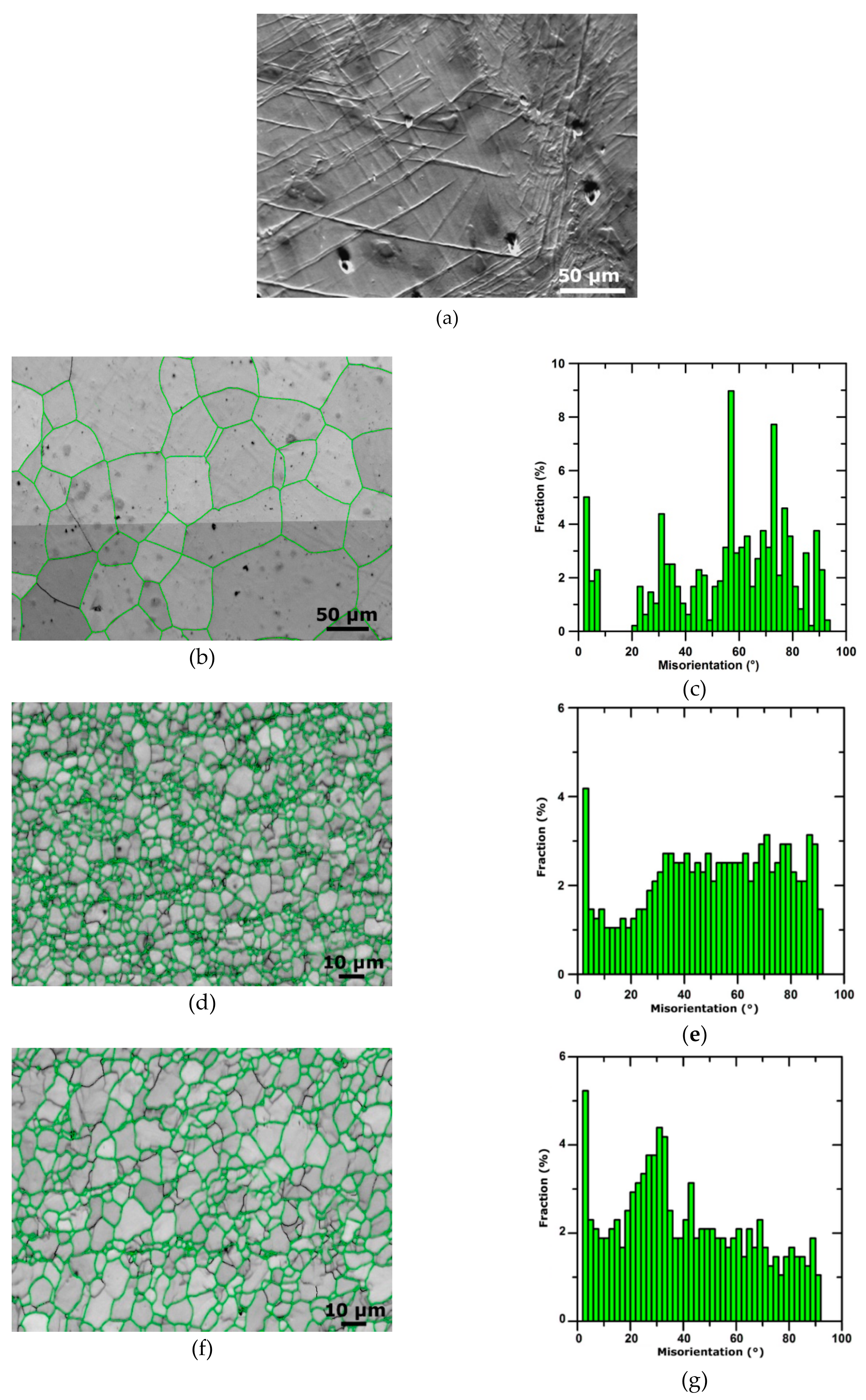
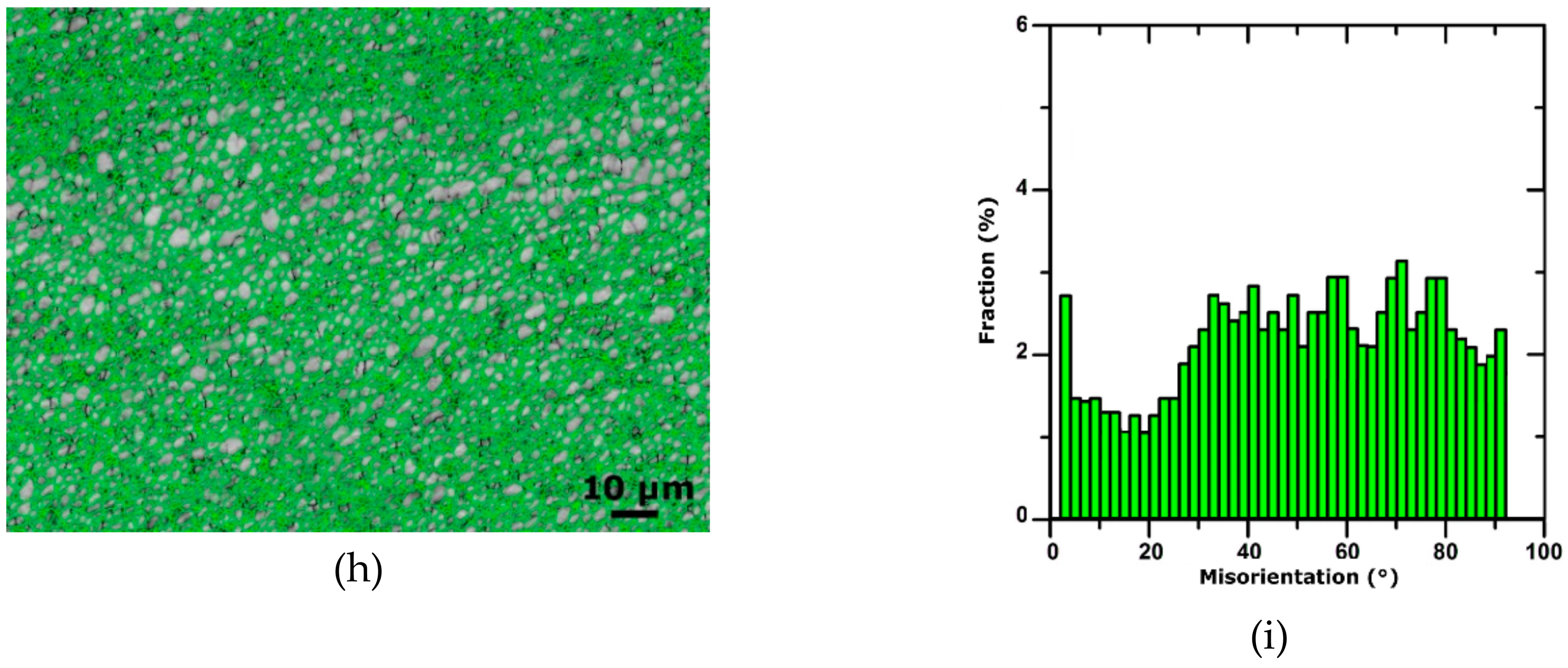
3.1. Grains and Boundaries Characterization
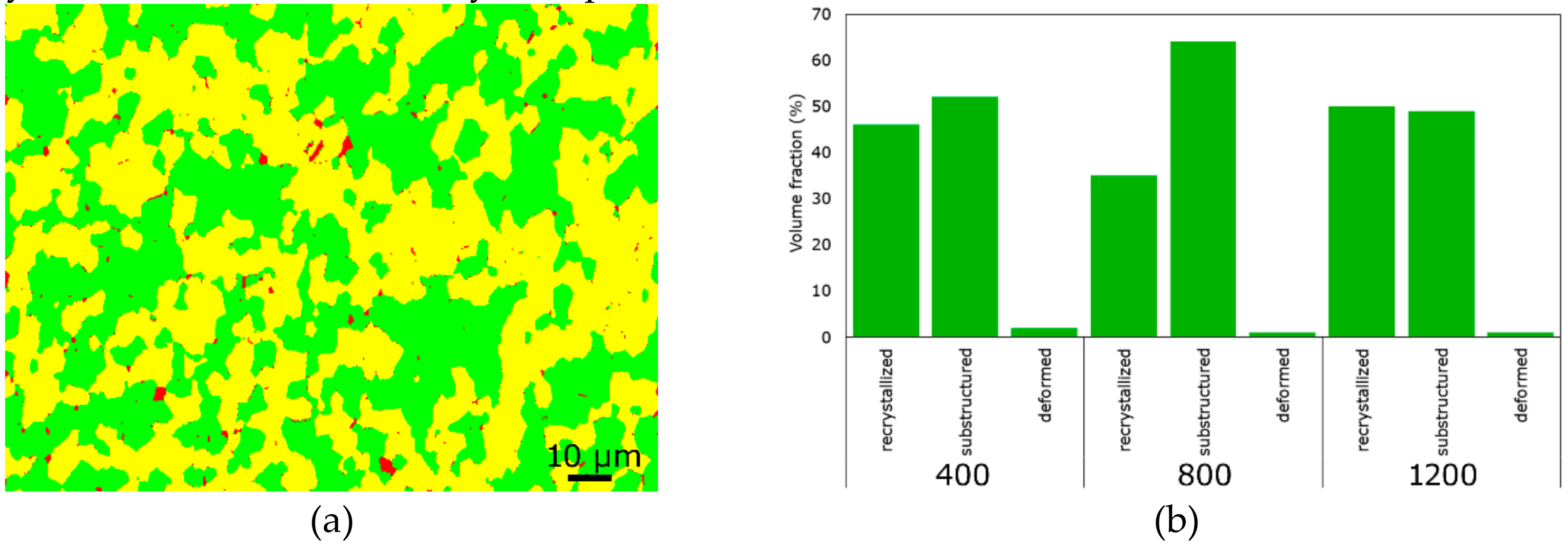
3.2. Recrystallized Fraction
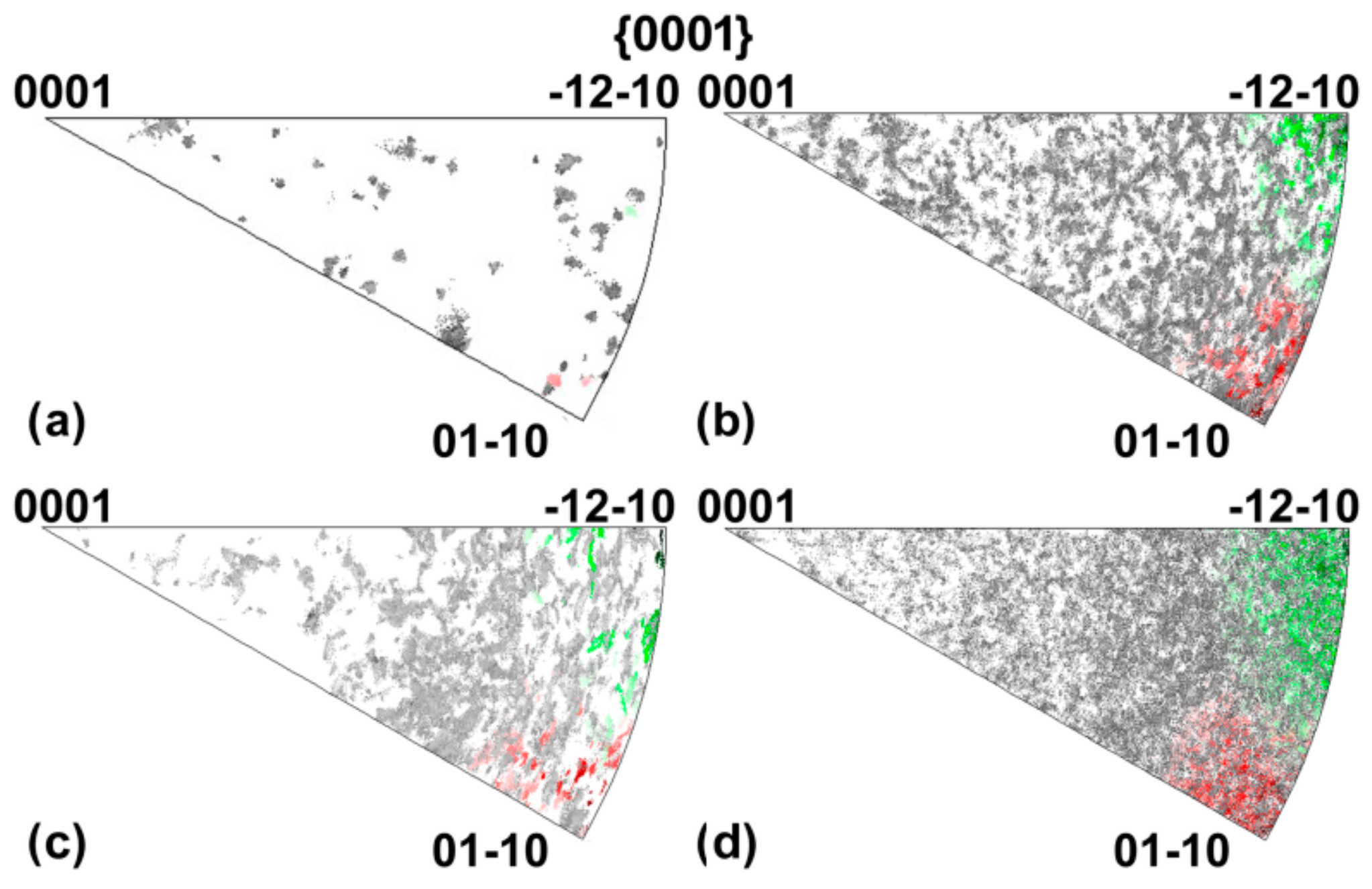
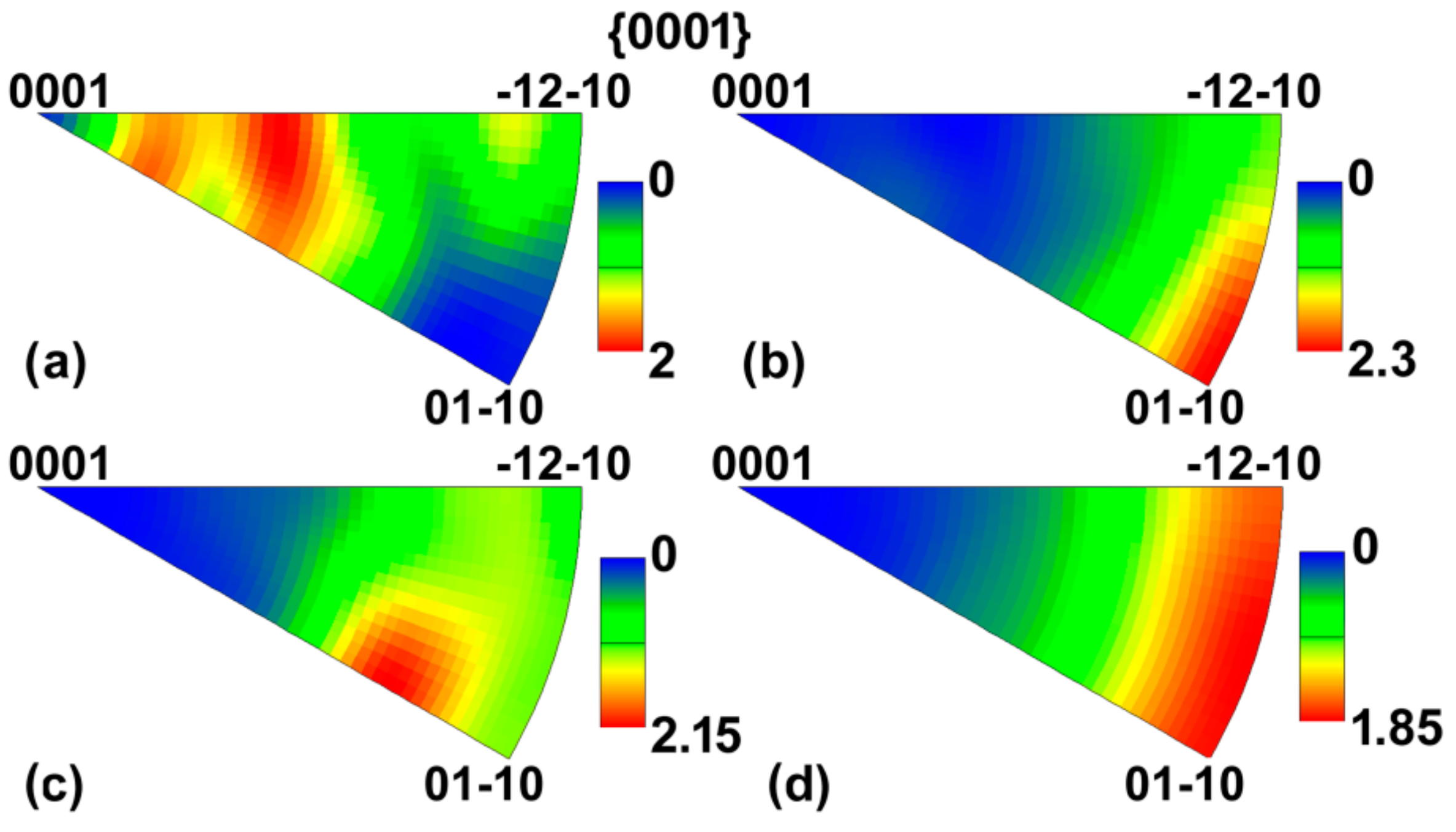
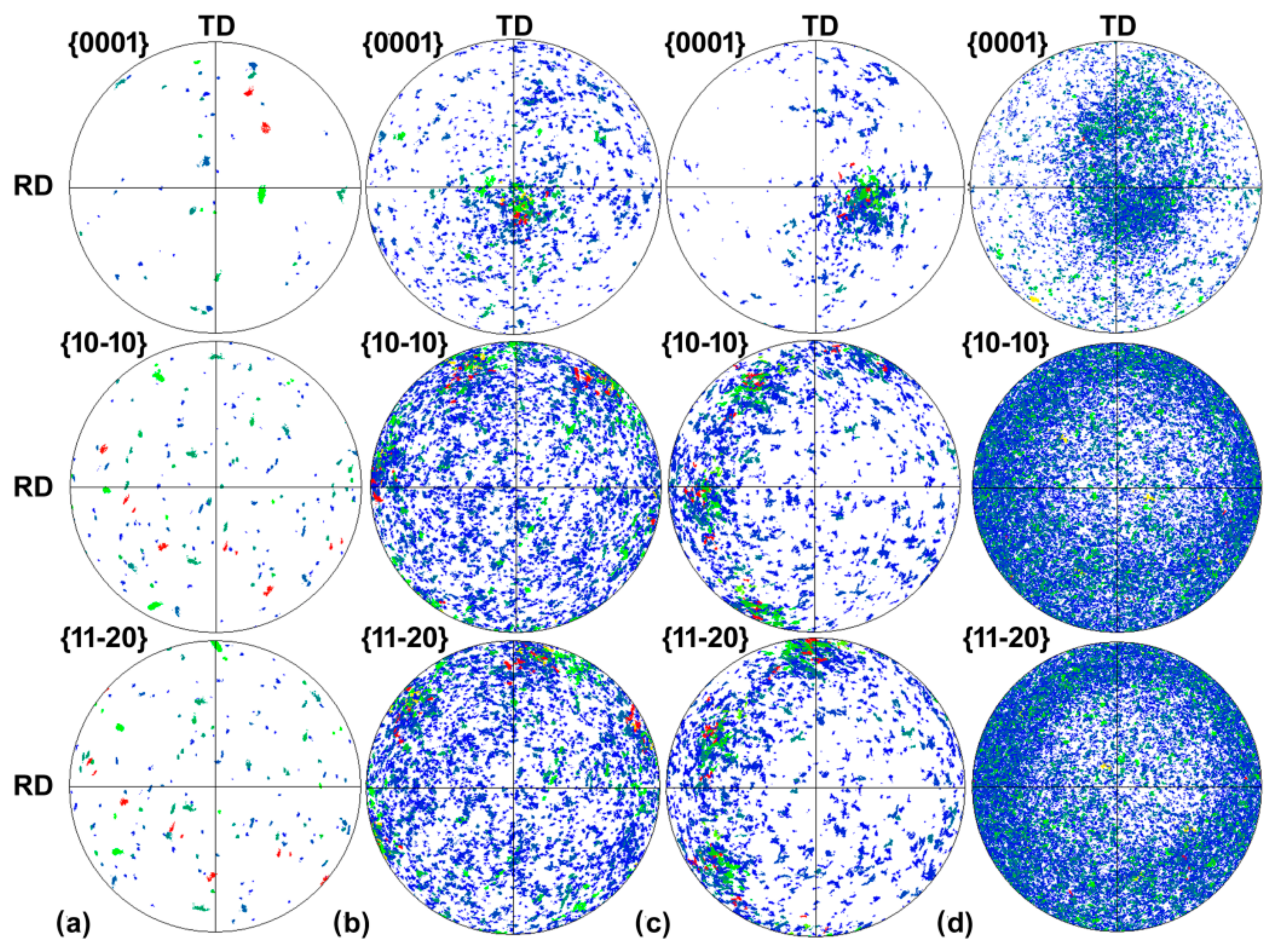
3.3. Texture
3.4. Mechanical Testing
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Russell, A.; Lee, K.L. Structure-Property Relations in Nonferrous Metals, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2005. [Google Scholar]
- Seetharaman, R.; Lavanya, B.; Niharika, N.; Thyagarajan, P. Development and Performance Validation of Engine Oil Pump for Passenger Cars Using Magnesium Alloy. Mater. Today Proc. 2017, 4, 6743–6749. [Google Scholar] [CrossRef]
- Bommala, V.K.; Krishna, M.G.; Rao, C.T. Magnesium matrix composites for biomedical applications: A review. J. Magnes. Alloy. 2019, 7, 72–79. [Google Scholar] [CrossRef]
- Witte, F. The history of biodegradable magnesium implants: A review. Acta Biomater. 2010, 6, 1680–1692. [Google Scholar] [CrossRef] [PubMed]
- Gu, X.N.; Zheng, Y.F. A review on magnesium alloys as biodegradable materials. Front. Mater. Sci. China 2010, 4, 111–115. [Google Scholar] [CrossRef]
- Lukac, P.; Kocich, R.; Greger, M.; Padalka, M.; Szaraz, Z. Microstructure of AZ31 and AZ61 Mg alloys prepared by rolling and ECAP. Kov. Mater. 2007, 45, 115–120. [Google Scholar]
- Hänzi, A.C.; Gerber, I.; Schinhammer, M.; Löffler, J.F.; Uggowitzer, P.J. On the in vitro and in vivo degradation performance and biological response of new biodegradable Mg-Y-Zn alloys. Acta Biomater. 2010, 6, 1824–1833. [Google Scholar] [CrossRef]
- Feng, Y.; Zhu, S.; Wang, L.; Chang, L.; Hou, Y.; Guan, S. Fabrication and characterization of biodegradable Mg–Zn-Y-Nd-Ag alloy: Microstructure, mechanical properties, corrosion behavior and antibacterial activities. Bioact. Mater. 2018, 3, 225–235. [Google Scholar] [CrossRef]
- Yang, L.; Huang, Y.; Peng, Q.; Feyerabend, F.; Kainer, K.U.; Willumeit, R.; Hort, N. Mechanical and corrosion properties of binary Mg-Dy alloys for medical applications. Mater. Sci. Eng. B 2011, 176, 1827–1834. [Google Scholar] [CrossRef]
- Yang, L.; Huang, Y.; Feyerabend, F.; Willumeit, R.; Mendis, C.; Kainer, K.U.; Hort, N. Microstructure, mechanical and corrosion properties of Mg-Dy-Gd-Zr alloys for medical applications. Acta Biomater. 2013, 9, 8499–8508. [Google Scholar] [CrossRef]
- Li, N.; Guo, C.; Wu, Y.H.; Zheng, Y.F.; Ruan, L.Q. Comparative study on corrosion behaviour of pure Mg and WE43 alloy in static, stirring and flowing Hank’s solution. Corros. Eng. Sci. Technol. 2012, 47, 346–351. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R. Comprehensive characterisation of a newly developed Mg-Dy-Al-Zn-Zr alloy structure. Metals 2018, 8, 73. [Google Scholar] [CrossRef]
- Imandoust, A.; Barrett, C.D.; Al-Samman, T.; Inal, K.A.; El Kadiri, H. A review on the effect of rare-earth elements on texture evolution during processing of magnesium alloys. J. Mater. Sci. 2017, 52, 1–29. [Google Scholar] [CrossRef]
- Jung, I.-H.; Sanjari, M.; Kim, J.; Yue, S. Role of RE in the deformation and recrystallization of Mg alloy and a new alloy design concept for Mg–RE alloys. Scr. Mater. 2015, 105, 1–6. [Google Scholar] [CrossRef]
- Sandlöbes, S.; Zaefferer, S.; Schestakow, I.; Yi, S.; Gonzalez-Martinez, R. On the role of non-basal deformation mechanisms for the ductility of Mg and Mg–Y alloys. Acta Mater. 2011, 59, 429–439. [Google Scholar] [CrossRef]
- Kocich, R.; Kursa, M.; Szurman, I.; Dlouhý, A. The influence of imposed strain on the development of microstructure and transformation characteristics of Ni–Ti shape memory alloys. J. Alloys Compd. 2011, 509, 2716–2722. [Google Scholar] [CrossRef]
- Kapoor, R. Severe Plastic Deformation of Materials. In Materials Under Extreme Conditions, 1st ed.; Tyagi, A.K., Banerjee, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 717–754. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Drápala, J.; Andreyachshenko, V.A. FEM simulations and comparison of the ECAP and ECAP-PBP influence on Ti6Al4V alloy’s deformation behaviour. In Proceedings of the Metal 2013, 22nd International Conference on Metallurgy and Materials, Brno, Czech Republic, 15–17 May 2013; Tanger Ltd.: Ostrava, Czech Republic, 2013; pp. 391–396. [Google Scholar]
- Kocich, R.; Greger, M.; Macháčková, A. Finite element investigation of influence of selected factors on ECAP process. In Proceedings of the Metal 2010, 19th International Conference on Metallurgy and Materials, Brno, Czech Republic, 18–20 May 2010; Tanger Ltd.: Ostrava, Czech Republic, 2010; pp. 166–171. [Google Scholar]
- Kocich, R.; Szurman, I.; Kursa, M.; Fiala, J. Investigation of influence of preparation and heat treatment on deformation behaviour of the alloy NiTi after ECAE. Mater. Sci. Eng. A. 2009, 512, 100–104. [Google Scholar] [CrossRef]
- Kocich, R.; Macháčková, A.; Fojtík, F. Comparison of strain and stress conditions in conventional and ARB rolling processes. Int. J. Mech. Sci. 2012, 64, 54–61. [Google Scholar] [CrossRef]
- Kunčická, L.; Lowe, T.C.; Davis, C.F.; Kocich, R.; Pohludka, M. Synthesis of an Al/Al2O3 composite by severe plastic deformation. Mater. Sci. Eng. A 2015, 646, 234–241. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Macháčková, A.; Šofer, M. Improvement of mechanical and electrical properties of rotary swaged Al-Cu clad composites. Mater. Des. 2017, 123, 137–146. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Hervoches, C.H.; Macháčková, A. Study of structure and residual stresses in cold rotary swaged tungsten heavy alloy. Mater. Sci. Eng. A 2017, 704, 25–31. [Google Scholar] [CrossRef]
- Nikulin, I.; Malopheyev, S.; Kipelova, A.; Kaibyshev, R. Effect of SPD and friction stir welding on microstructure and mechanical properties of Al-Cu-Mg-Ag sheets. Mater. Lett. 2012, 66, 311–313. [Google Scholar] [CrossRef]
- Kocich, R.; Kursa, M.; Macháčková, A. FEA of Plastic Flow in AZ63 Alloy during ECAP Process. Acta Phys. Pol. A 2012, 122, 581–587. [Google Scholar] [CrossRef]
- Cabibbo, M.; Paoletti, C.; Minárik, P.; Král, R.; Zemková, M. Secondary phase precipitation and thermally stable microstructure refinement induced by ECAP on Mg-Y-Nd (WN43) alloy. Mater. Lett. 2019, 237, 5–8. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Král, P.; Lowe, T.C. Texture, deformation twinning and hardening in a newly developed Mg–Dy–Al–Zn–Zr alloy processed with high pressure torsion. Mater. Des. 2016, 90, 1092–1099. [Google Scholar] [CrossRef]
- Hlaváč, L.M.; Kocich, R.; Gembalová, L.; Jonšta, P.; Hlaváčová, I.M. AWJ cutting of copper processed by ECAP. Int. J. Adv. Manuf. Technol. 2016, 86, 885–894. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Dvořák, K.; Macháčková, A. Rotary swaged laminated Cu-Al composites: Effect of structure on residual stress and mechanical and electric properties. Mater. Sci. Eng. A 2019, 742, 743–750. [Google Scholar] [CrossRef]
- Asadi, P.; Mahdavinejad, R.A.; Tutunchilar, S. Simulation and experimental investigation of FSP of AZ91 magnesium alloy. Mater. Sci. Eng. A 2011, 528, 6469–6477. [Google Scholar] [CrossRef]
- Jamili, A.M.; Zarei-Hanzaki, A.; Abedi, H.R.; Minárik, P.; Soltani, R. The microstructure, texture, and room temperature mechanical properties of friction stir processed Mg-Y-Nd alloy. Mater. Sci. Eng. A 2017, 690, 244–253. [Google Scholar] [CrossRef]
- Gan, W.M.; Huang, Y.D.; Wang, R.; Zhong, Z.Y.; Kainer, K.U.; Schell, N.; Brokmeier, H.-G.; Schreyer, B.A. Bulk and local textures of pure magnesium processed by rotary swaging. J. Magnes. Alloy. 2013, 1, 341–345. [Google Scholar] [CrossRef]
- Gan, W.M.; Huang, Y.D.; Wang, R.; Wang, G.F.; Brokmeier, H.-G.; Schell, N.; Kainer, K.U.; Hort, N. Microstructures and mechanical properties of pure Mg processed by rotary swaging. Mater.Des. 2014, 63, 83–88. [Google Scholar] [CrossRef]
- Wang, C.; Yu, Z.; Cui, Y.; Yu, S.; Ma, X.; Liu, H. Effect of hot rotary swaging and subsequent annealing on microstructure and mechanical properties of magnesium alloy WE43. Met. Sci. Heat Treat. 2019, 60, 777–782. [Google Scholar] [CrossRef]
- Shabadi, R.M.; Ionescu, M.; Jeandin, M.; Richard, C.; Chandra, T. Strengthening of magnesium alloy WE43 by rotary swaging. Mater. Sci. Forum 2018, 941, 808–813. [Google Scholar] [CrossRef]
- Martynenko, N.S.; Luk’yanova, E.A.; Morozov, M.M.; Yusupov, V.S.; Dobatkin, S.V.; Estrin, Y. A study of the structure, mechanical properties and corrosion resistance of magnesium alloy WE43 after rotary swaging. Met. Sci. Heat Treat. 2018, 60, 253–258, ISSN 1573-8973. [Google Scholar] [CrossRef]
- Wang, Y.; Huang, Y.; Meng, X.; Wan, L.; Feng, J. Microstructural evolution and mechanical properties of MgZnYZr alloy during friction stir processing. J. Alloys Compd. 2017, 696, 875–883. [Google Scholar] [CrossRef]
- Kumar, N.; Mishra, R.S.; Dahotre, N.B.; Brennan, R.E.; Doherty, K.J.; Cho, K.C. Effect of friction stir processing on microstructure and mechanical properties of laser-processed Mg-4Y-3Nd alloy. Mater. Des. 2016, 110, 663–675. [Google Scholar] [CrossRef]
- Vargas, M.; Lathabai, S.; Uggowitzer, P.J.; Qi, Y.; Orlov, D.; Estrin, Y. Microstructure, crystallographic texture and mechanical behaviour of friction stir processed Mg–Zn-Ca-Zr alloy ZKX50. Mater. Sci. Eng. A. 2017, 685, 253–264. [Google Scholar] [CrossRef]
- Liu, G.; Ma, Z.; Wei, G.; Xu, T.; Zhang, X.; Yang, Y.; Xie, W.; Peng, X. Microstructure, tensile properties and corrosion behavior of friction stir processed Mg-9Li-1Zn alloy. J. Mater. Process. Technol. 2019, 267, 393–402. [Google Scholar] [CrossRef]
- Khan MD, F.; Karthik, G.M.; Panigrahi, S.K.; Janaki Ram, G.D. Friction stir processing of QE22 magnesium alloy to achieve ultrafine-grained microstructure with enhanced room temperature ductility and texture weakening. Mater. Charact. 2019, 147, 365–378. [Google Scholar] [CrossRef]
- Oxford Instruments. Providing Leading-Edge Tools for SEM, TEM &FIB—Nanoanalysis. 2018. Available online: https://nano.oxinst.com/ (accessed on 24 December 2018).
- Humphreys, F.J.; Hetherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier Ltd.: Oxford, UK, 2004. [Google Scholar]
- Kocich, R.; Kunčická, L.; Dohnalík, D.; Macháčková, A.; Šofer, M. Cold rotary swaging of a tungsten heavy alloy: Numerical and experimental investigations. Int. J. Refract. Met. Hard Mater. 2016, 61, 264–272. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R. Deformation behaviour of Cu-Al clad composites produced by rotary swaging. IOP Conf. Ser. Mater. Sci. Eng. 2018, 369, 012029. [Google Scholar] [CrossRef]
- Li, J.; Zhang, D.-T.; Chai, F.; Zhang, W. Microstructures and mechanical properties of WE43 magnesium alloy prepared by friction stir processing. Rare Met. 2014, 1–6. [Google Scholar] [CrossRef]
- Verlinden, B.; Driver, J.; Samajdar, I.; Doherty, R.H. Thermo-Mechanical Processing of Metallic Materials; Elsevier: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Chang, C.I.; Lee, C.J.; Huang, J.C. Relationship between grain size and Zener–Holloman parameter during friction stir processing in AZ31 Mg alloys. Scr. Mater. 2004, 51, 509–514. [Google Scholar] [CrossRef]
- Yuan, W.; Mishra, R.S. Grain size and texture effects on deformation behavior of AZ31 magnesium alloy. Mater. Sci. Eng. A 2012, 558, 716–724. [Google Scholar] [CrossRef]
- Liu, Y.T.; Zhou, J.X.; Liu, Y.T.; Tang, S.Q. Effect of Rare-Earth Element Y on the Microstructure and Mechanical Properties of the Mg-6.0wt.%Zn-0.5wt.%Zr Alloy. Mater. Sci. Forum 2017, 898, 91–96. [Google Scholar] [CrossRef]
- Pourbahari, B.; Mirzadeh, H.; Emamy, M. The Effects of Grain Refinement and Rare Earth Intermetallics on Mechanical Properties of As-Cast and Wrought Magnesium Alloys. J. Mater. Eng. Perform. 2018, 27, 1327–1333. [Google Scholar] [CrossRef]
- Torroni, A.; Xiang, C.; Witek, L.; Rodriguez, E.D.; Coelho, P.G.; Gupta, N. Biocompatibility and degradation properties of WE43 Mg alloys with and without heat treatment: In vivo evaluation and comparison in a cranial bone sheep model. J. Cranio Maxillofac. Surg. 2017, 45, 2075–2083. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | YS (MPa) | UTS (MPa) | Elongation to Failure (%) |
|---|---|---|---|
| As cast | 115 | 142 ± 15 | 3.8 ± 0.5 |
| RS-ST | 135 | 201 ± 10 | 5.8 ± 0.8 |
| 400 RPM | 166 | 232 ± 22 | 10.9 ± 0.9 |
| 800 RPM | 172 | 246 ± 19 | 9.2 ± 1.5 |
| 1200 RPM | 184 | 279 ± 28 | 11.7 ± 1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kunčická, L.; Král, P.; Dvořák, J.; Kocich, R. Texture Evolution in Biocompatible Mg-Y-Re Alloy After Friction Stir Processing. Metals 2019, 9, 1181. https://doi.org/10.3390/met9111181
Kunčická L, Král P, Dvořák J, Kocich R. Texture Evolution in Biocompatible Mg-Y-Re Alloy After Friction Stir Processing. Metals. 2019; 9(11):1181. https://doi.org/10.3390/met9111181
Chicago/Turabian StyleKunčická, Lenka, Petr Král, Jiří Dvořák, and Radim Kocich. 2019. "Texture Evolution in Biocompatible Mg-Y-Re Alloy After Friction Stir Processing" Metals 9, no. 11: 1181. https://doi.org/10.3390/met9111181
APA StyleKunčická, L., Král, P., Dvořák, J., & Kocich, R. (2019). Texture Evolution in Biocompatible Mg-Y-Re Alloy After Friction Stir Processing. Metals, 9(11), 1181. https://doi.org/10.3390/met9111181