Mechanical and Microstructural Investigations of the Laser Welding of Different Zinc-Coated Steels



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Process Parameters of Laser Welding
2.3. Metallography and Hardness Testing
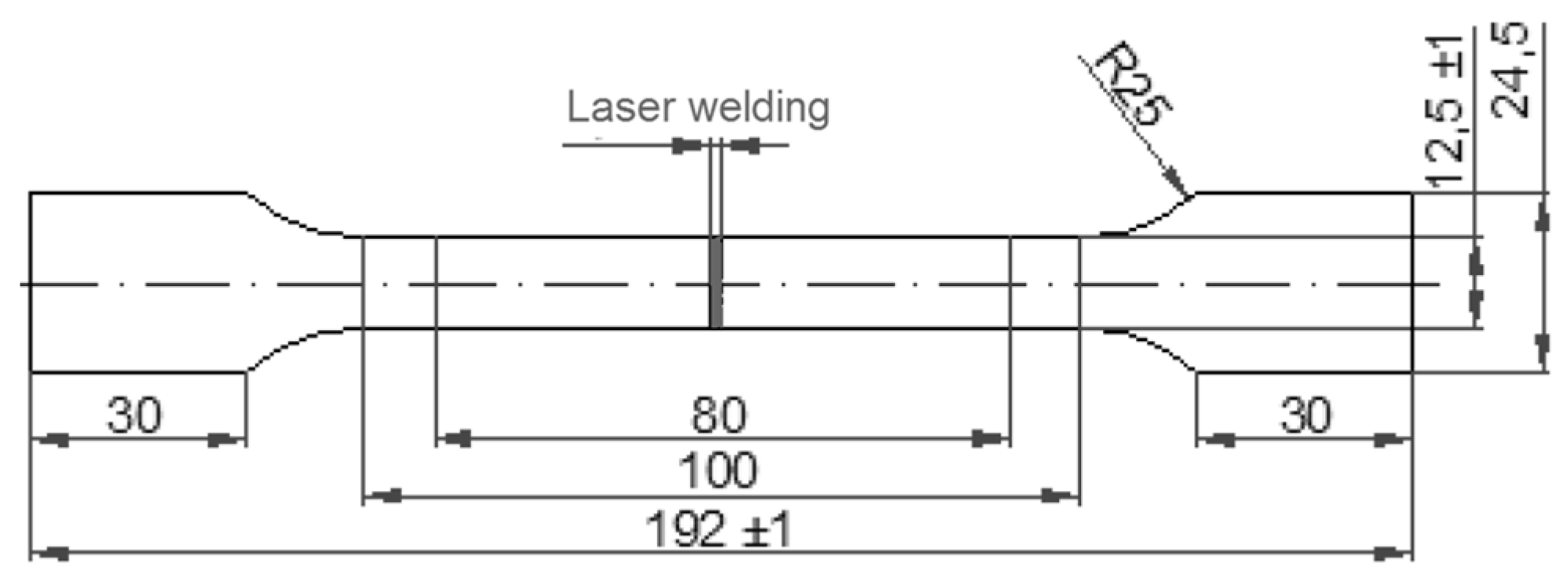
2.4. Tensile Tests and Formability
3. Results and Discussion
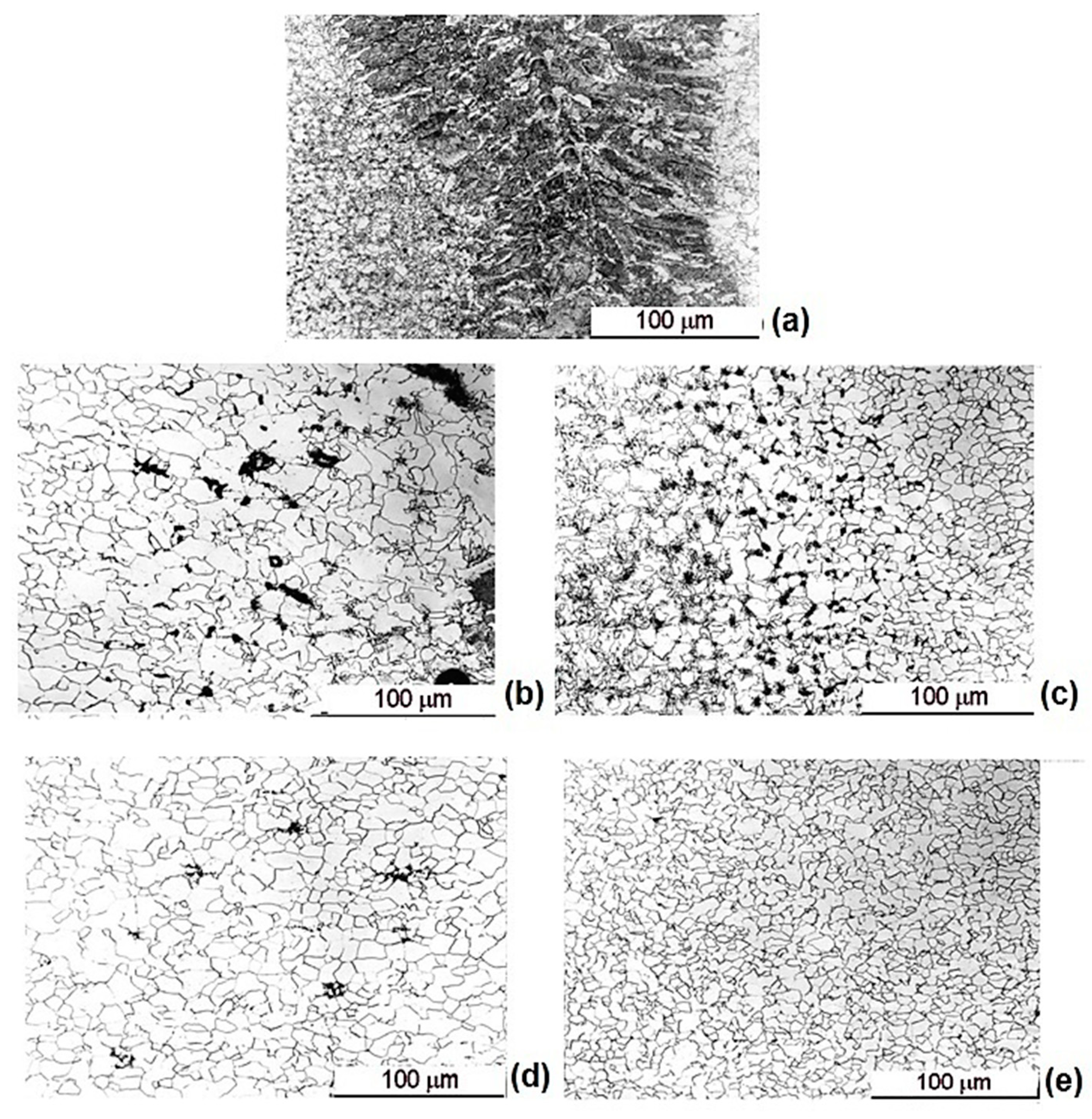
3.1. Microstructure Characterization of the Laser Welding Joints
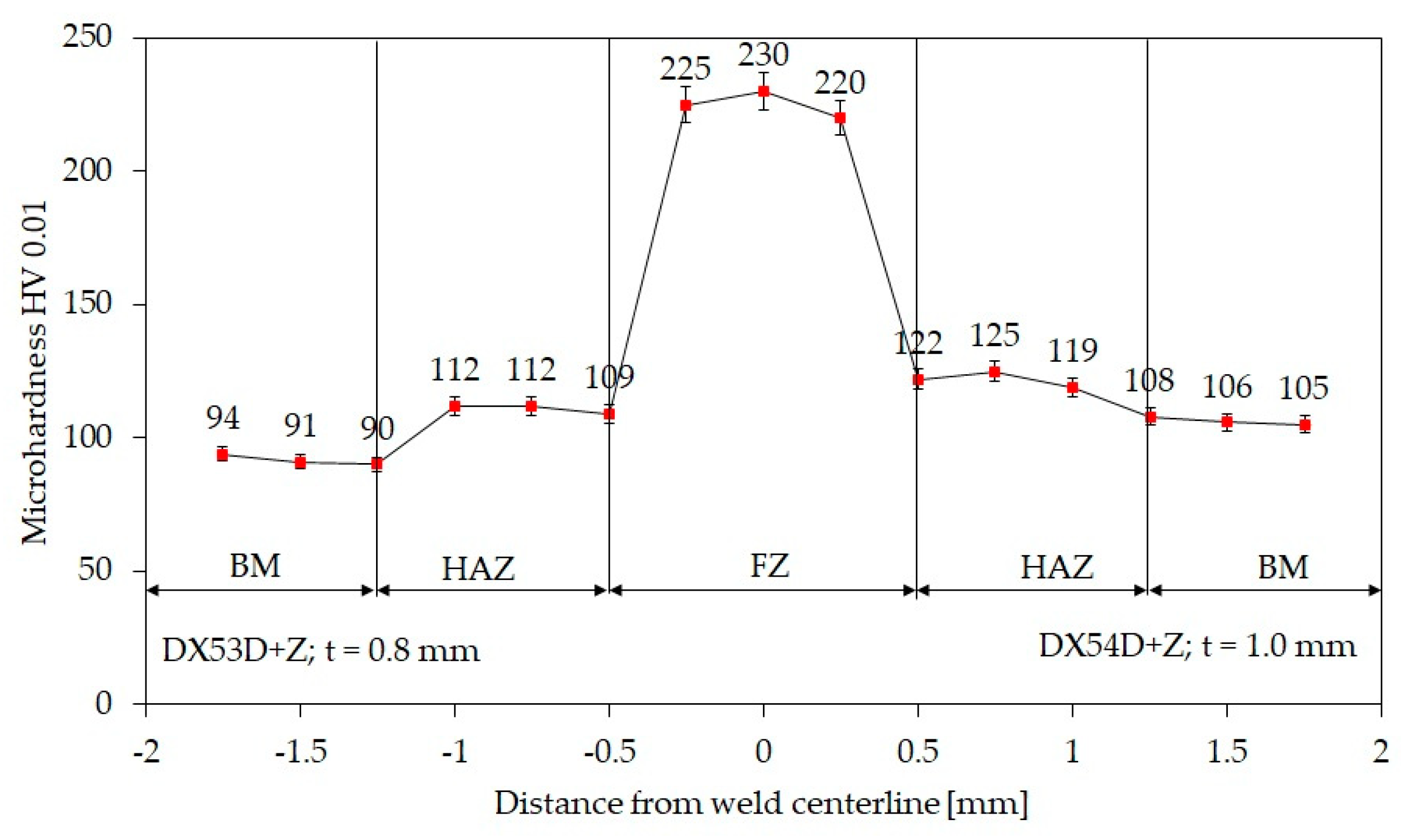
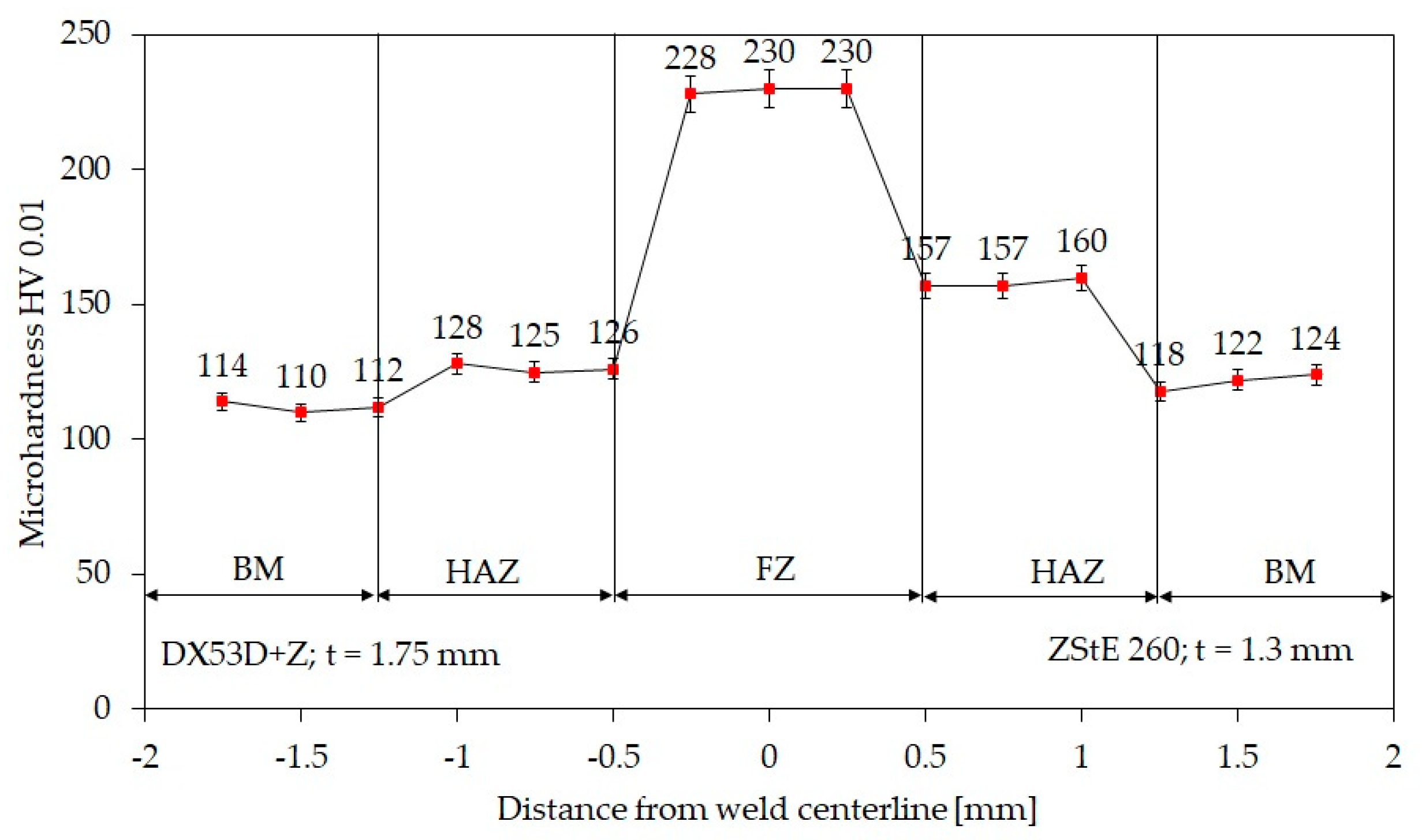
3.2. Analysis of the Microhardness
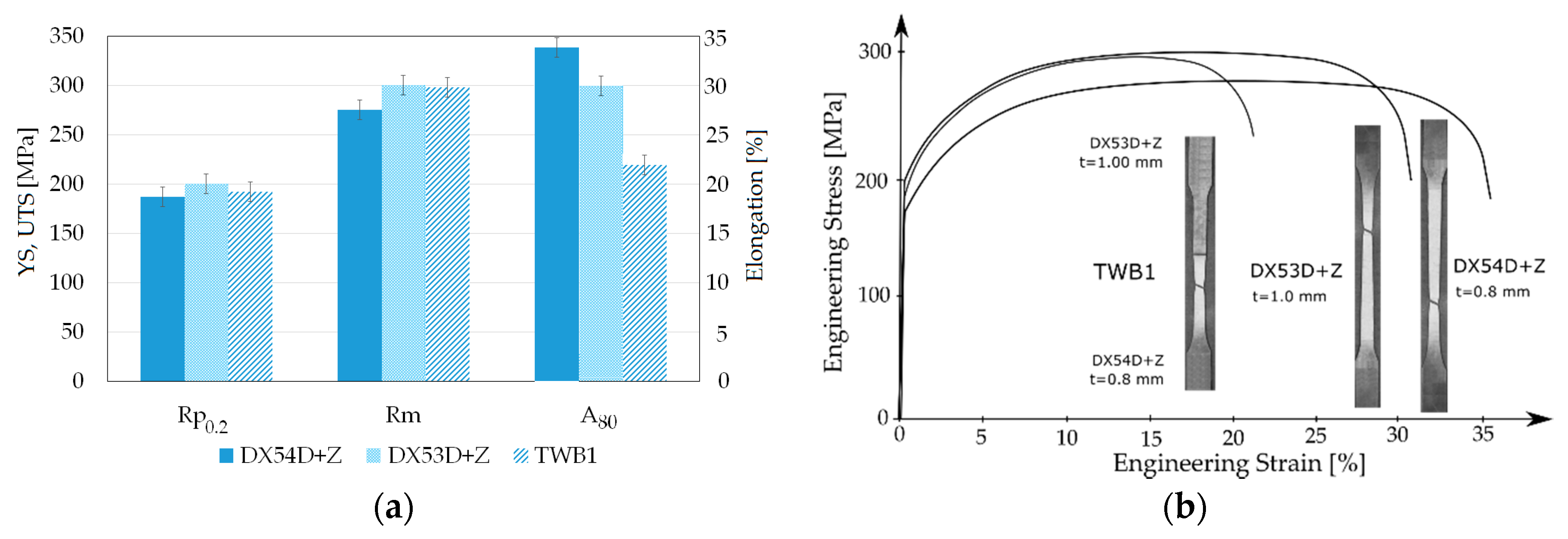
3.3. Results of the Tensile and Formability Tests
4. Conclusions
- The good weldability of microalloyed high-strength, Zn-coated steels was confirmed.
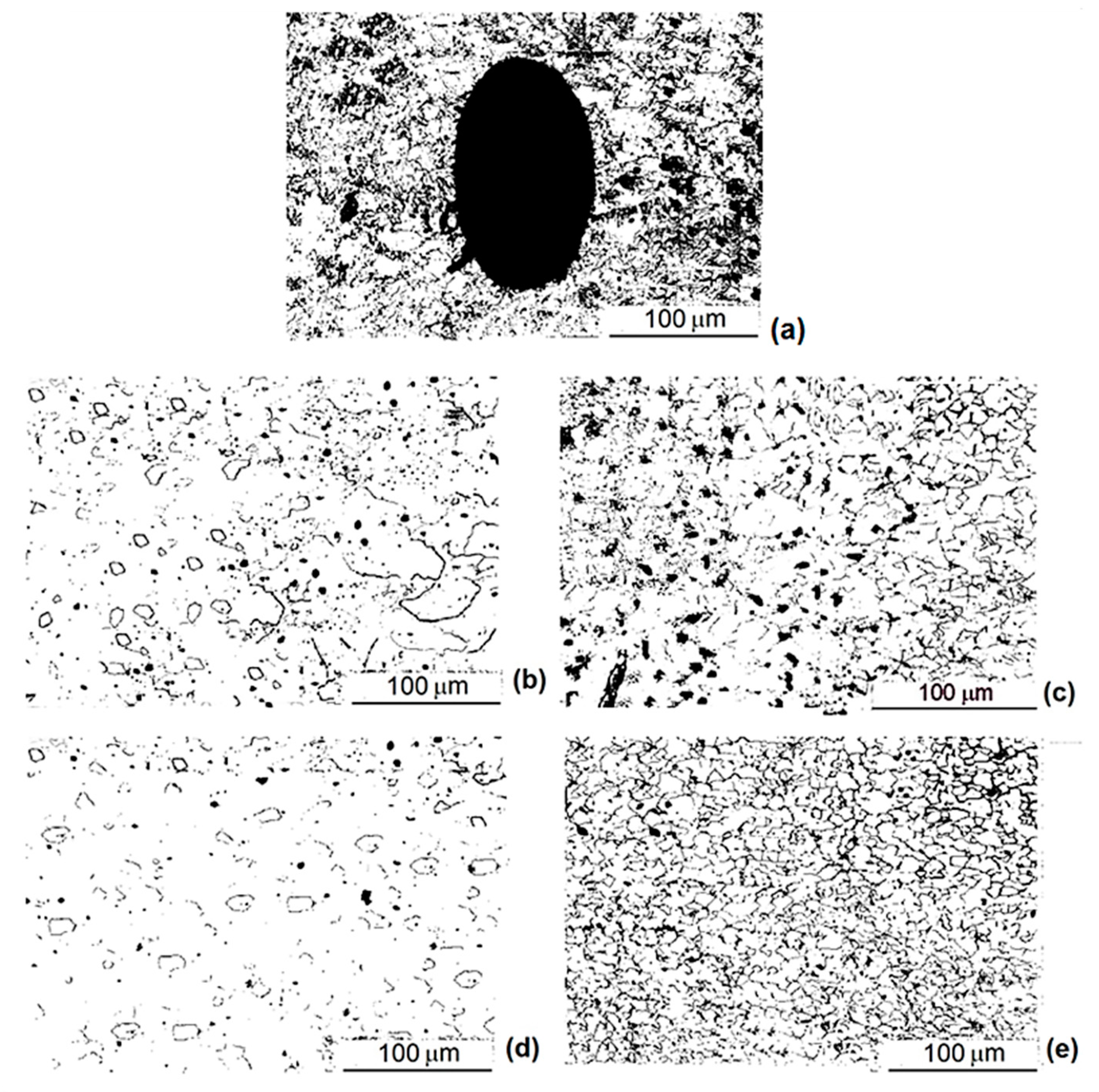
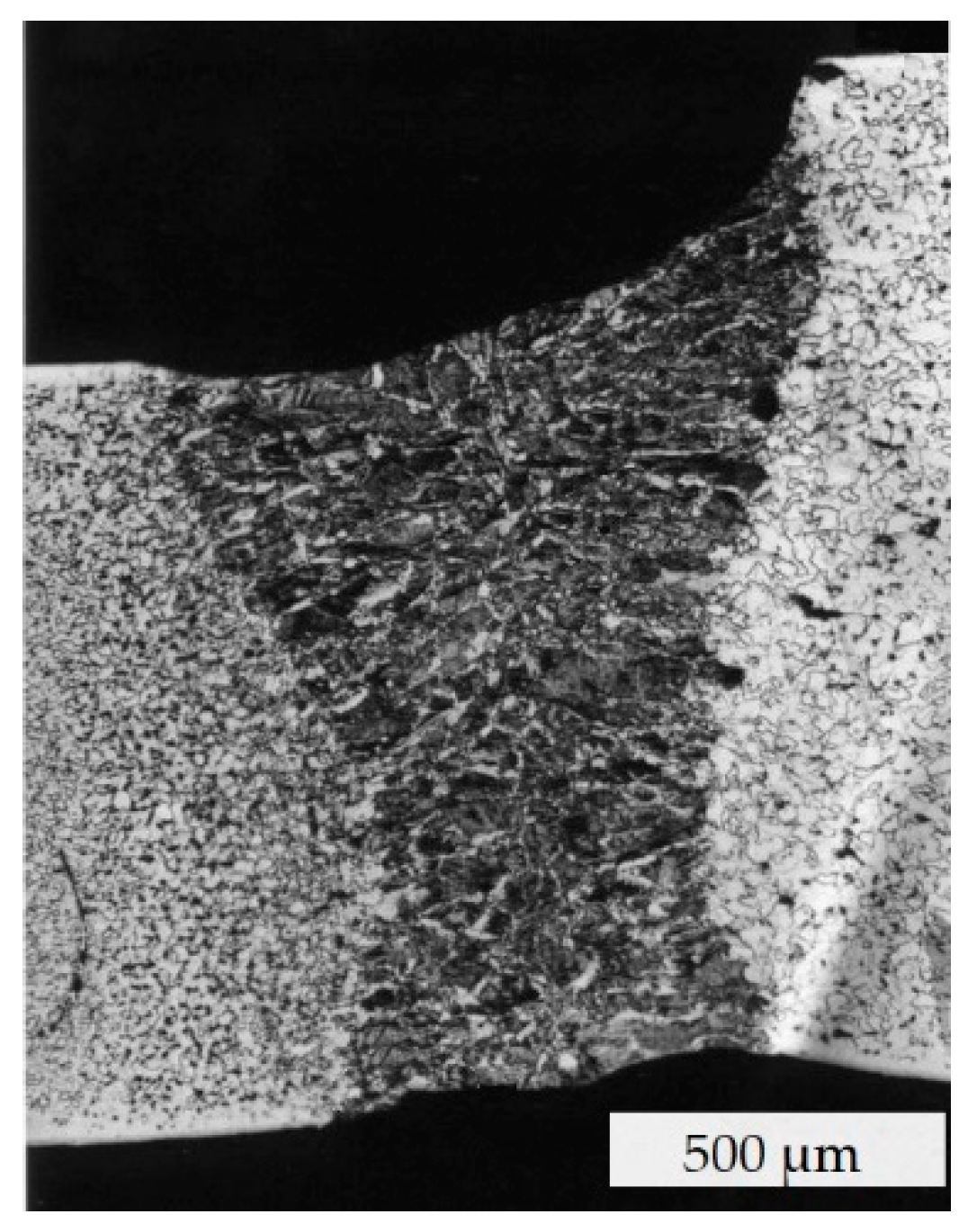
- In the microhardness test, hardness peaks were found in the weld metal. There was no evidence of martensite in the HAZ or the weld metal. For microalloyed steel, pearlite and bainite were precipitated in the HAZ, and bainite was precipitated in the low carbon steel. In all the TWBs, the FZ was predominantly formed by ferritic structures, with some grains of low-carbon bainite.
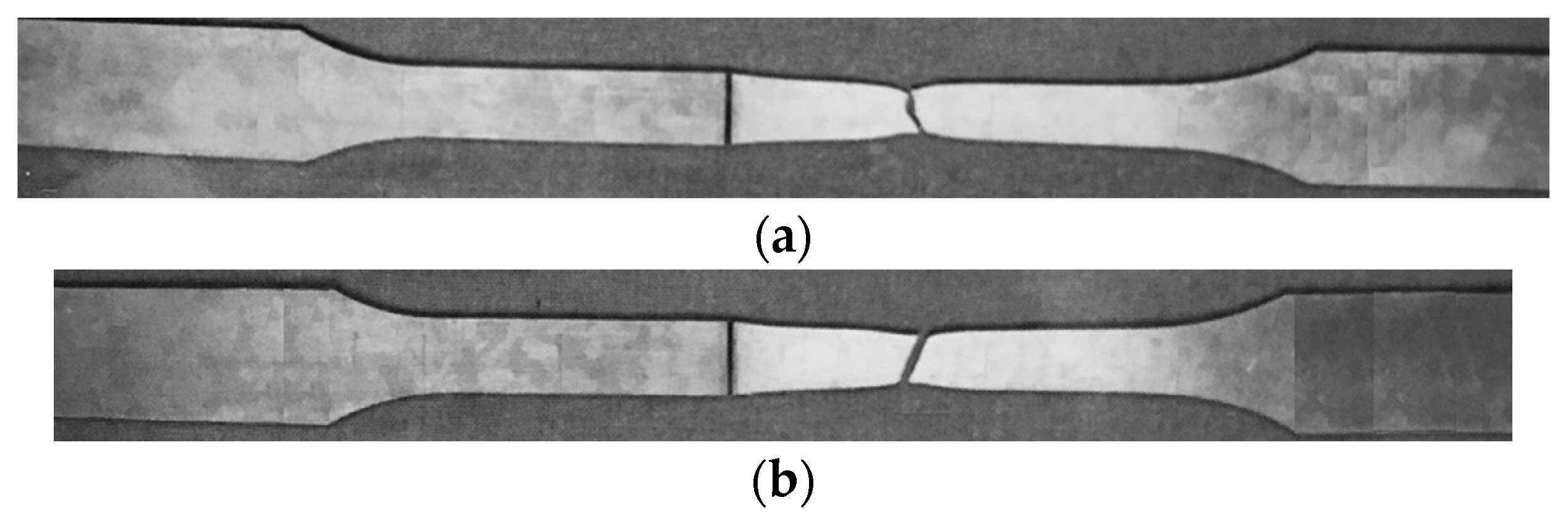
- A change in the mechanical properties of the welded joints and the base materials of the TWB was observed. A decrease of the ductility of both the TWB1 and TWB2 can be related to the heat-affected welding zone due to hardening. The thickness ratio and strength ratio had an effect on the failure, whereby the weaker material (low thickness, lower mechanical properties) deformed more and failed first. A larger thickness ratio forced more deformation into the weaker material and the strain was concentrated there, which resulted in premature failure.
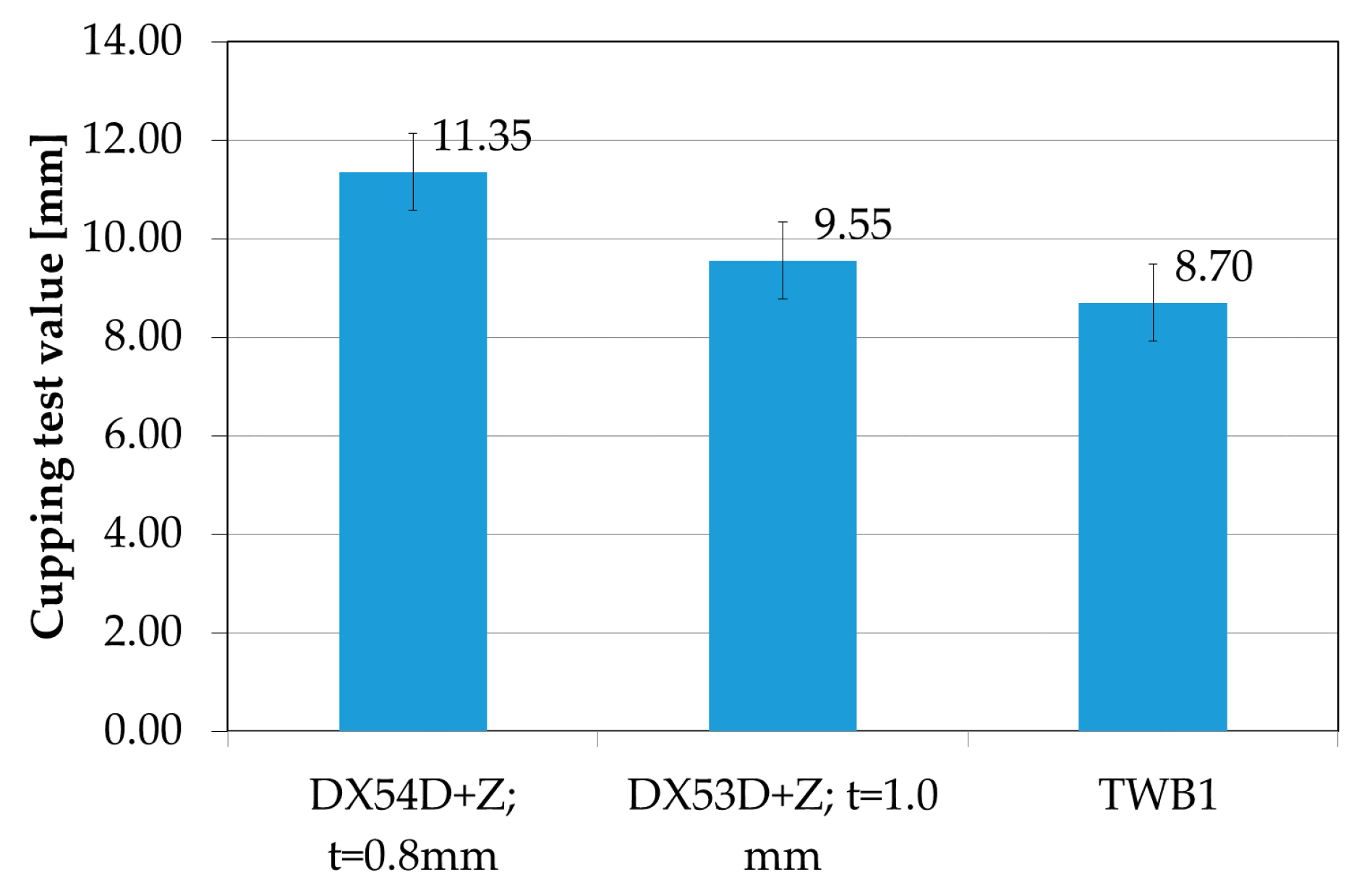
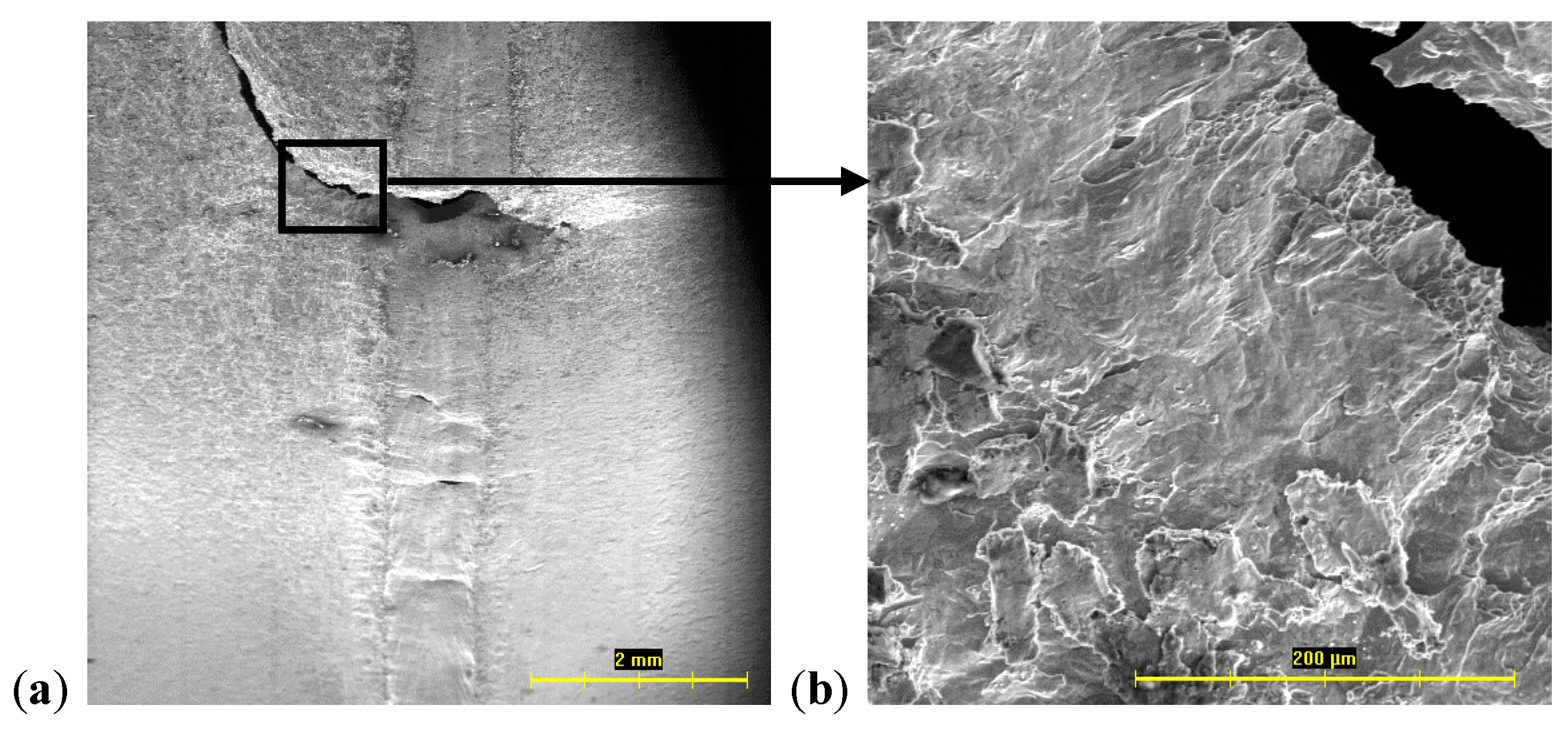
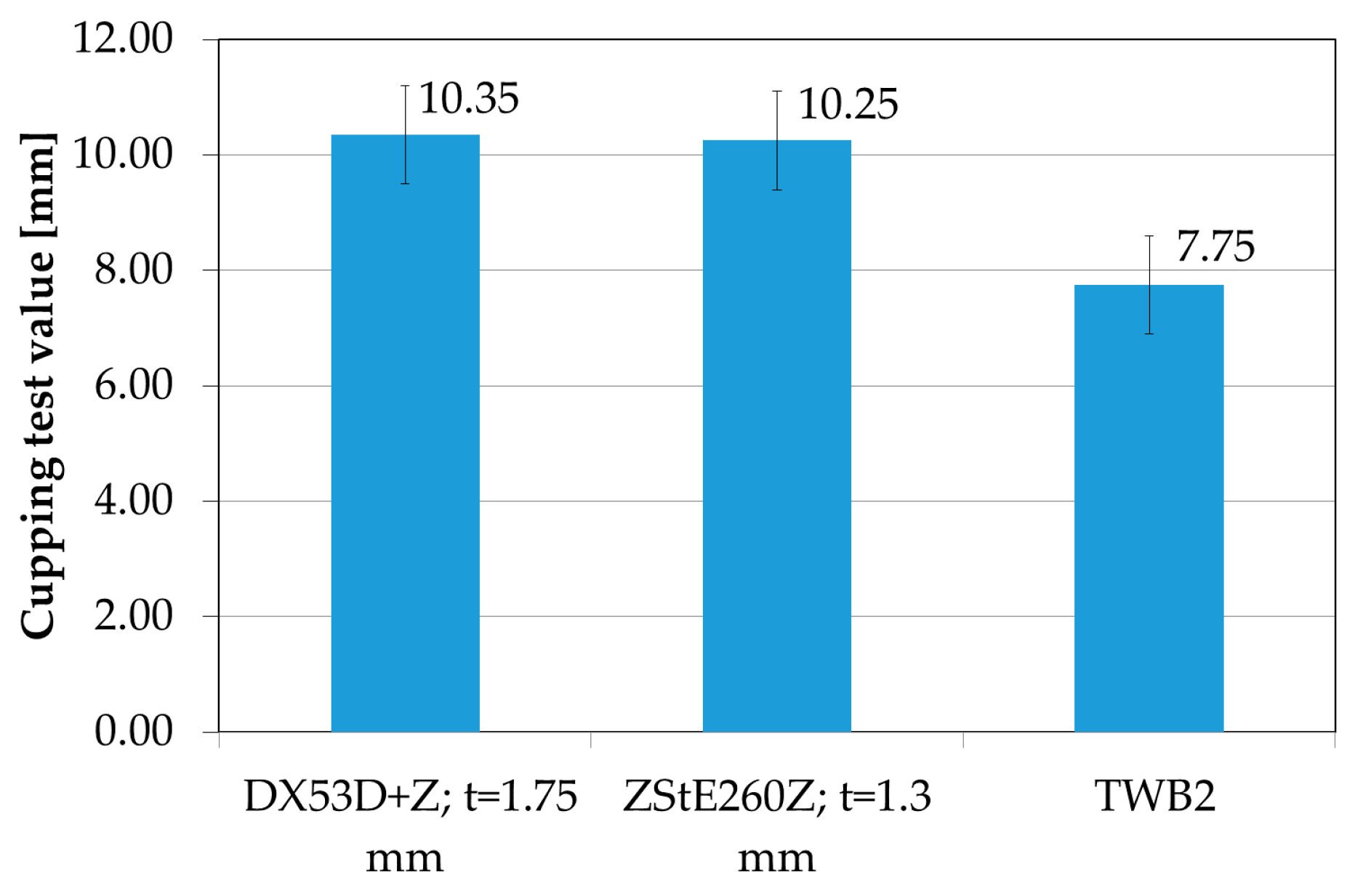
- During the Erichsen test for TWB1, a failure was initiated in the DX54Z+Z base material and its propagation was perpendicular to the weld line. In the TWB2 specimens, the crack was of a circular shape, and the failure occurred a sufficient distance from the weld in the thinner sheet metal.
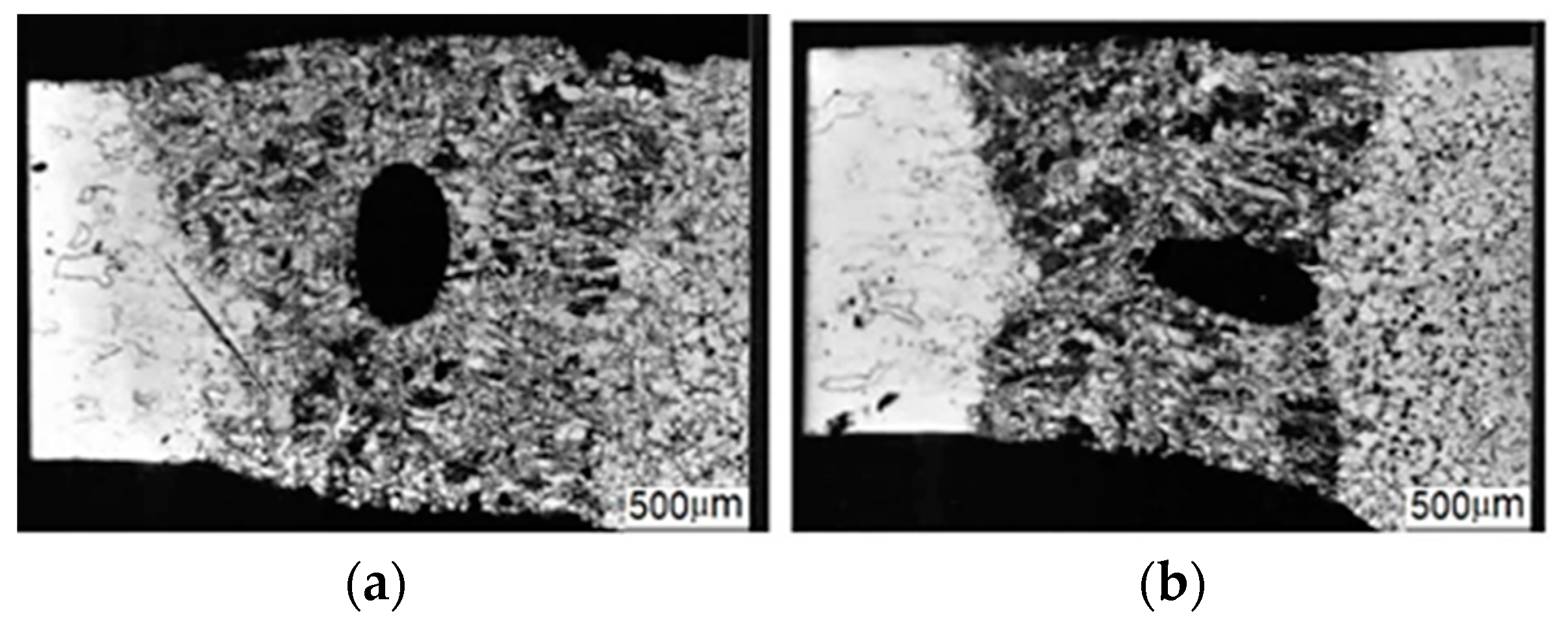
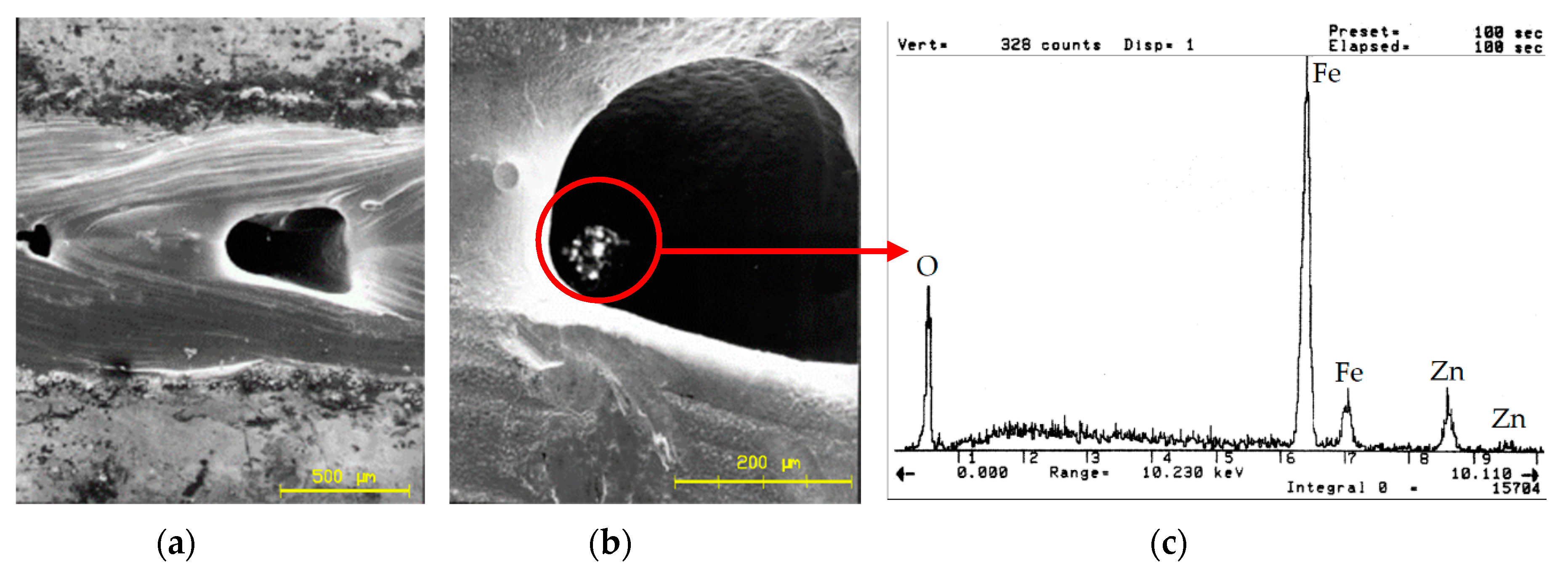
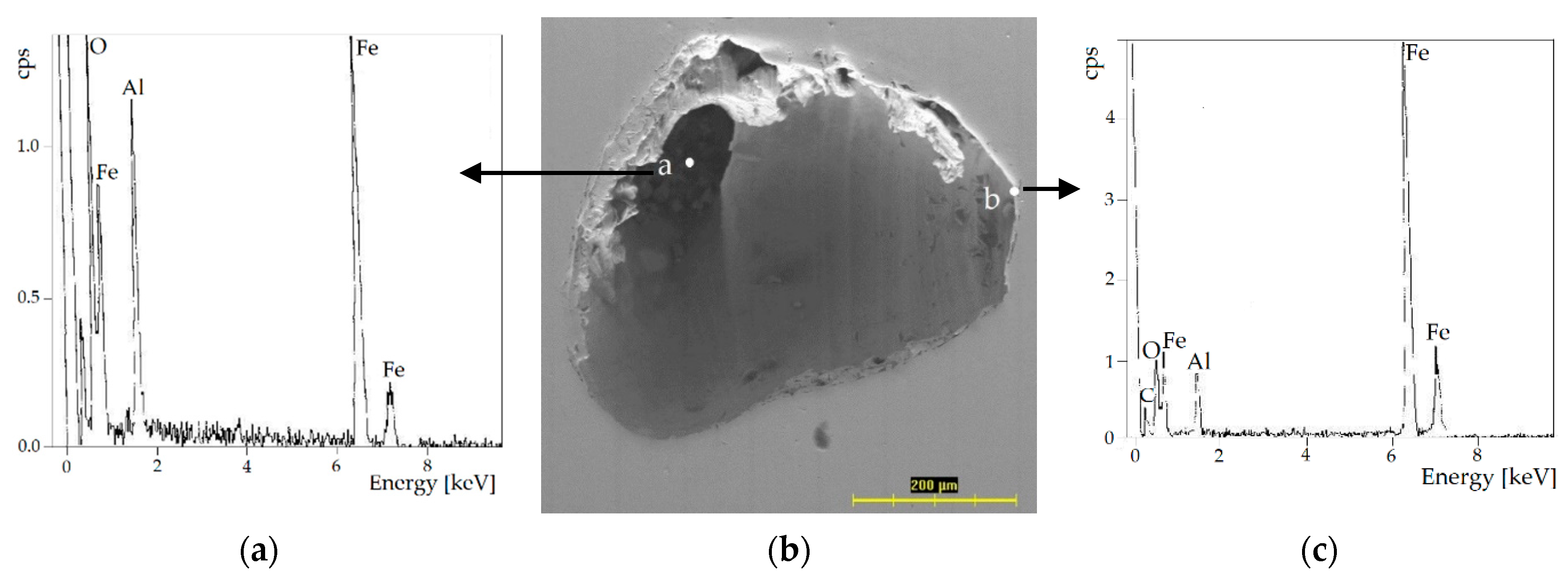
- The possible causes of porosity in the laser welds of hot-dip, Zn-coated, low carbon, microalloyed steel sheets were keyhole instability, improper gas shielding, surface contamination, improper edge preparation, and the improper setting of welding parameters.
- The tensile tests showed lower sensitivity to the detected defect bands. The pores did not have a detrimental effect on the tensile properties of the welded joint, which may be due to the high strength of the fusion zone, which effectively protects the defective weld zone. The strong weld retained the defect and prevented it from spreading. The Erichsen test showed higher sensitivity in the presence of pores.
- The preparation of thinner sheets for welding required consistent weld surface finishing as well as sheet metal fitting. It was found that the thin sheets were more sensitive to welding parameters, surface cleanness, and preparation of edges.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kim, J.D.; Na, H.; Park, C.C. CO2 Laser Welding of Zinc-Coated Steel Sheets. J. Mech. Sci. Technol. 1998, 12, 606–614. [Google Scholar] [CrossRef]
- Lu, J.; Kujanpää, V. Review study on remote laser welding with fiber lasers. J. Laser Appl. 2013, 25, 052008. [Google Scholar] [CrossRef]
- Popescu, A.C.; Delval, C.; Leparoux, M. Control of Porosity and Spatter in Laser Welding of Thick AlMg5 Parts Using High-Speed Imaging and Optical Microscopy. Metals 2017, 7, 452. [Google Scholar] [CrossRef]
- Wu, Q.; Gong, J.; Chen, G.; Xu, L. Research on laser welding of vehicle body. Opt. Laser Technol. 2008, 40, 420–426. [Google Scholar] [CrossRef]
- Merklein, M.; Johannes, M.; Lechner, M.; Kuppert, A. A review on tailored blanks—Production, applications and evaluation. J. Mater. Process. Technol. 2014, 214, 151–164. [Google Scholar] [CrossRef]
- Pan, Y.; Richardson, I.M. Keyhole behaviour during laser welding of zinc-coated steel. J. Phys. D Appl. Phys. 2011, 44, 045502. [Google Scholar] [CrossRef]
- Panda, S.K.; Kumar, D.R.; Kumar, H.; Nath, A.K. Characterization of tensile properties of tailor welded IF steel sheets and their formability in stretch forming. J. Mater. Process. Technol. 2007, 183, 321–332. [Google Scholar] [CrossRef]
- Ayres, K.R.; Hilton, P.A. CO2 laser butt welding of coated steels for the automotive industry. Weld. Met. Fabr. 1994, 62, 10–12. [Google Scholar]
- Hamidinejad, S.M.; Hasanniya, M.H.; Salari, N.; Valizadeh, E. CO2 laser welding of interstitial free galvanized steel sheets used in tailor welded blanks. Int. J. Adv. Manuf. Technol. 2013, 64, 195–206. [Google Scholar] [CrossRef]
- Villalobos, J.C.; Del-Pozo, A.; Campillo, B.; Mayen, J.; Serna, S. Microalloyed Steels through History until 2018: Review of Chemical Composition, Processing and Hydrogen Service. Metals 2018, 8, 351. [Google Scholar] [CrossRef]
- Shao, H.; Gould, J.; Albright, C. Laser blank welding of high strength steels. Metall. Mater. Trans. 2007, 38, 321–331. [Google Scholar] [CrossRef]
- Feliu, S., Jr.; Perez-Revenga, M.L. Effect of alloying elements (Ti, Nb, Mn and P) and the water vapour content in the annealing atmosphere on the surface composition of interstitial free steels at the galvanising temperature. Appl. Surf. Sci. 2004, 229, 112–123. [Google Scholar] [CrossRef]
- Abbasi, M.; Ketabchi, M.; Shakeri, H.R.; Shafaat, A. Obtaining high formability of IF-galvanized steel tailor welded blank by applying proper CO2 laser welding parameters. Int. J. Mater. Res. 2011, 102, 1295–1302. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, X. A new technology to improve the r̄-value of interstitial-free (IF) steel sheet. J. Mater. Process. Technol. 2001, 113, 659–661. [Google Scholar] [CrossRef]
- Yan, B.; Gallagher, M. Strength and fatigue of laser butt welds for IF, HSLA and dual phase sheet steels. In: International symposium on advanced high strength steels for the ground transportation industry. Mater. Sci. Technol. 2006, 2, 87–101. [Google Scholar]
- Chung, B.G.; Rhee, S.; Lee, C.H. The effect of shielding gas types on CO2 laser tailored blank weldability of low carbon automotive galvanized steel. Mater. Sci. Eng. A 1999, 272, 357–362. [Google Scholar] [CrossRef]
- Zdravecka, E.; Matta, M. Selected procedures for evaluation of “tailored welded blanks”. In Proceedings of the 6th International conference FORM 2002, Brno, Czech Republic, 16–18 September 2002; pp. 115–120. [Google Scholar]
- Zdravecka, E.; Kalmar, P. The Analysis of Structural Changes of Joints on Samples Created by Laser Welding Technology; Technical University of Kosice: Kosice, Slovak, 2003; 12p. [Google Scholar]
- Xie, J.; Ma, Y.; Ou, M.; Xing, W.; Zhang, L.; Liu, K. Evaluating the Microstructures and Mechanical Properties of Dissimilar Metal Joints Between a New Cast Superalloy K4750 and Hastelloy X Alloy by Using Different Filler Materials. Materials 2018, 11, 2065. [Google Scholar] [CrossRef]
- Podany, P.; Reardon, C.; Koukolikova, M.; Prochazka, R.; Franc, A. Microstructure, Mechanical Properties and Welding of Low Carbon, Medium Manganese TWIP/TRIP Steel. Metals 2018, 8, 263. [Google Scholar] [CrossRef]
- Wu, Y.; Liu, G.; Liu, Z.-Q.; Tang, Z.-J.; Wang, B. Microstructure, mechanical properties and post-weld heat treatments of dissimilar laser-welded Ti2AlNb/Ti60 sheet. Rare Met. 2018, 1–11. [Google Scholar] [CrossRef]
- Xu, W.; Westerbaan, D.; Nayak, S.S.; Chen, D.L.; Goodwin, F.; Zhou, Y. Tensile and fatigue properties of fiber laser welded high strength low alloy and DP980 dual-phase steel joints. Mater. Des. 2013, 43, 373–383. [Google Scholar] [CrossRef]
- Razmpoosh, M.H.; Macwan, A.; Biro, E.; Zhou, Y. Effect of coating weight on fiber laser welding of Galvanneal-coated 22MnB5 press hardening steel. Surf. Coat. Technol. 2018, 337, 536–543. [Google Scholar] [CrossRef]
- Schrek, A.; Svec, P.; Gajdosova, V. Deformation properties of tailor-welded blank made of dual phase steels. Acta Mech. Autom. 2016, 10, 38–42. [Google Scholar] [CrossRef]
- Yan, Q.; Cao, N.; Yu, N. Experimental study on formability of blanks after laser welding. Appl. Laser 2003, 2, 1–10. [Google Scholar]
- Svec, P.; Schrek, A.; Domankova, M. Microstructural characteristics of fibre laser welded joint of dual phase steel with complex phase steel. Kovove Mater. 2018, 56, 29–40. [Google Scholar] [CrossRef]
- Quan, Y.J.; Chen, Z.H.; Gong, X.S.; Yu, Z.H. Effects of heat input on microstructure and tensile properties of laser welded magnesium alloy AZ31. Mater. Charact. 2008, 59, 1491–1497. [Google Scholar] [CrossRef]
- Li, J. The Effect of Weld Design on the Formability of Laser Tailor Welded Blanks; University of Waterloo: Waterloo, ON, Canada, 2010. [Google Scholar]
- Chan, S.M.; Chan, L.C.; Lee, T.C. Tailor Welded Blanks of Different Thickness Ratios Effects on Forming Limit Diagrams. J. Mater. Process. Technol. 2003, 132, 95–101. [Google Scholar] [CrossRef]
- Chan, L.C.; Cheng, C.H.; Chan, S.M.; Lee, T.C.; Chow, C.L. Formability Analysis of Tailor-Welded Blanks of Different Thickness Ratio. J. Manuf. Sci. Eng. 2005, 127, 743–751. [Google Scholar] [CrossRef]
- Chan, L.C.; Chan, S.M.; Cheng, C.H.; Lee, T.C. Formability and Weld Zone Analysis of Tailor-Welded Blanks for Various Thickness Ratio. J. Eng. Mater. Technol. 2005, 127, 179–185. [Google Scholar] [CrossRef]
- Babic, Z.; Aleksandrovic, S.; Stefanovic, M.; Sljivic, M. Determination of tailor welded blanks formability characteristics. J. Technol. Plast. 2008, 33, 39–48. [Google Scholar]
- Riahi, M.; Amini, A. Effect of different combinations of tailor-welded blank. Int. J. Adv. Manuf. Technol. 2013, 67, 1937–1945. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Thickness | Chemical Composition TWB1 (%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| (mm) | Cmax | Mnmax | Pmax | Smax | Simax | Al | Ti | Nbmax | Nmax | |
| DX54D+Z (IF) | 0.80 | 0.015 | 0.20 | 0.015 | 0.015 | – | 0.02 | 0.06–0.14 | – | 0.006 |
| DX53D+Z | 1.00 | 0.04 | 0.20 | 0.015 | 0.012 | 0.01 | 0.03–0.06 | – | – | 0.006 |
| Material | Thickness | Chemical Composition TWB2 (%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| (mm) | Cmax | Mnmax | Pmax | Smax | Simax | Al | Ti | Nbmax | Nmax | |
| DX53D+Z | 1.75 | 0.04 | 0.20 | 0.015 | 0.012 | 0.01 | 0.03–0.06 | – | – | 0.006 |
| ZStE260Z | 1.30 | 0.10 | 0.60 | 0.025 | 0.008 | 0.04 | 0.015 | 0.04 | 0.02–0.035 | – |
| LBW Parameters | TWB1 | TWB2 |
|---|---|---|
| Laser power (P) (kW) | 2.5 | 2.9 |
| Welding speed (s) (mm·s−1) | 45 | 45 |
| Shielding gas pressure (P) (MPa) | 0.2 Ar | 0.2 Ar |
| Focal position (F) (mm) | 0 | 0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zdravecká, E.; Slota, J. Mechanical and Microstructural Investigations of the Laser Welding of Different Zinc-Coated Steels. Metals 2019, 9, 91. https://doi.org/10.3390/met9010091
Zdravecká E, Slota J. Mechanical and Microstructural Investigations of the Laser Welding of Different Zinc-Coated Steels. Metals. 2019; 9(1):91. https://doi.org/10.3390/met9010091
Chicago/Turabian StyleZdravecká, Eva, and Ján Slota. 2019. "Mechanical and Microstructural Investigations of the Laser Welding of Different Zinc-Coated Steels" Metals 9, no. 1: 91. https://doi.org/10.3390/met9010091
APA StyleZdravecká, E., & Slota, J. (2019). Mechanical and Microstructural Investigations of the Laser Welding of Different Zinc-Coated Steels. Metals, 9(1), 91. https://doi.org/10.3390/met9010091