Thermal Stability of Ultrafine Grained Pure Copper Prepared by Large Strain Extrusion Machining

Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of UFG Copper
2.2. Heat Treatment Process Route and Equipment
2.3. Characterization Methods of Microstructure and Hardness Test
3. Results and Discussions
3.1. Grain Refinement by LSEM
3.2. Effect of Annealing Temperature
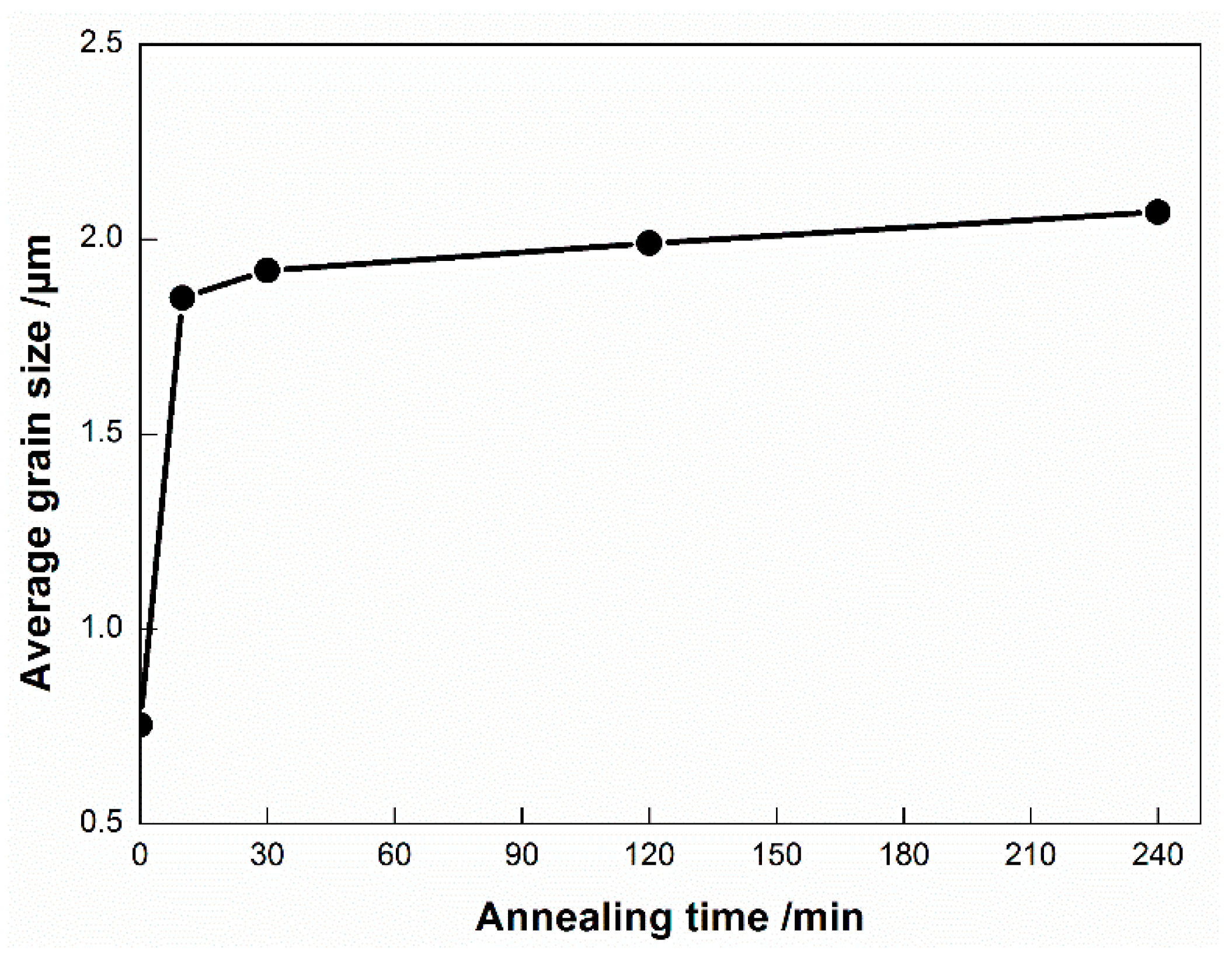
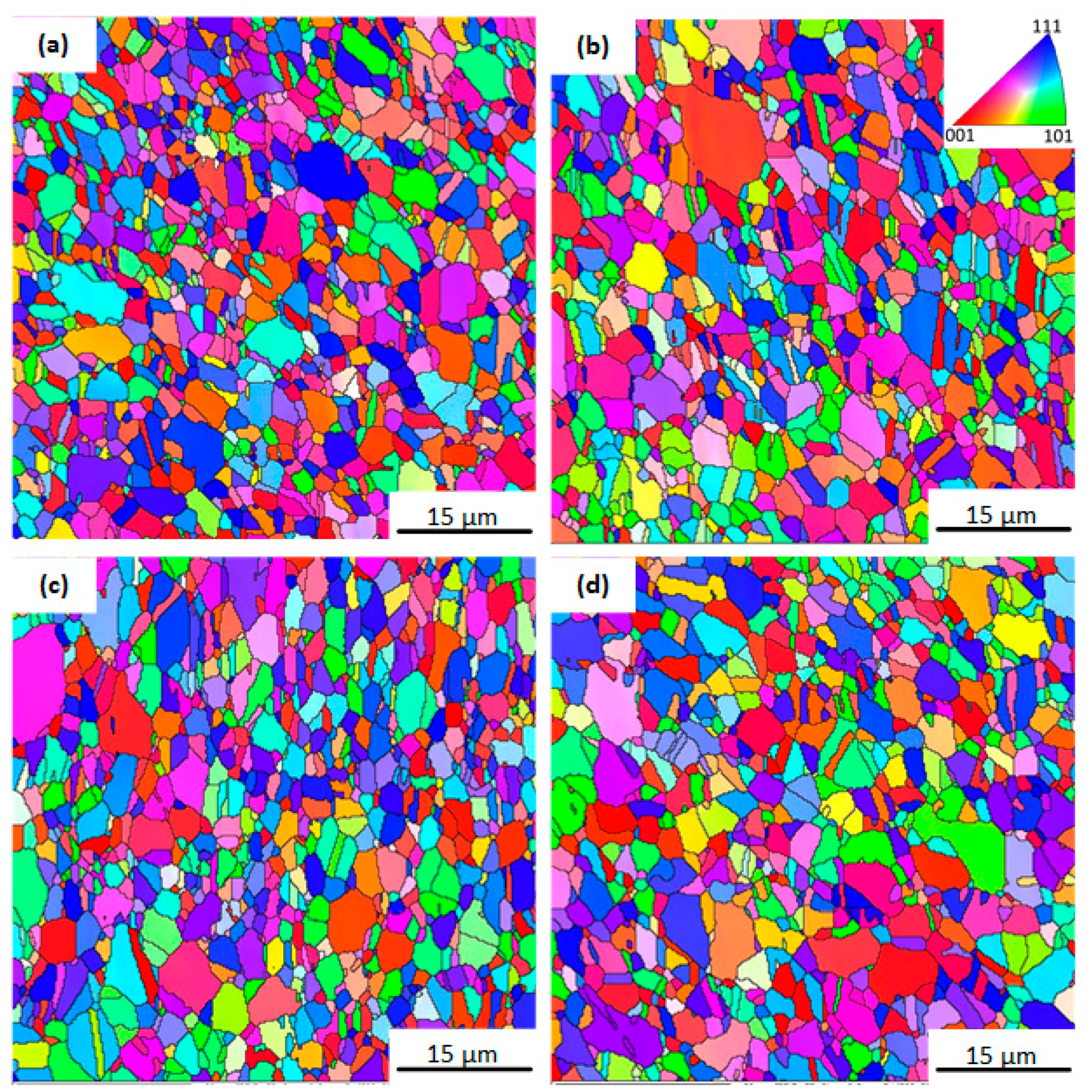
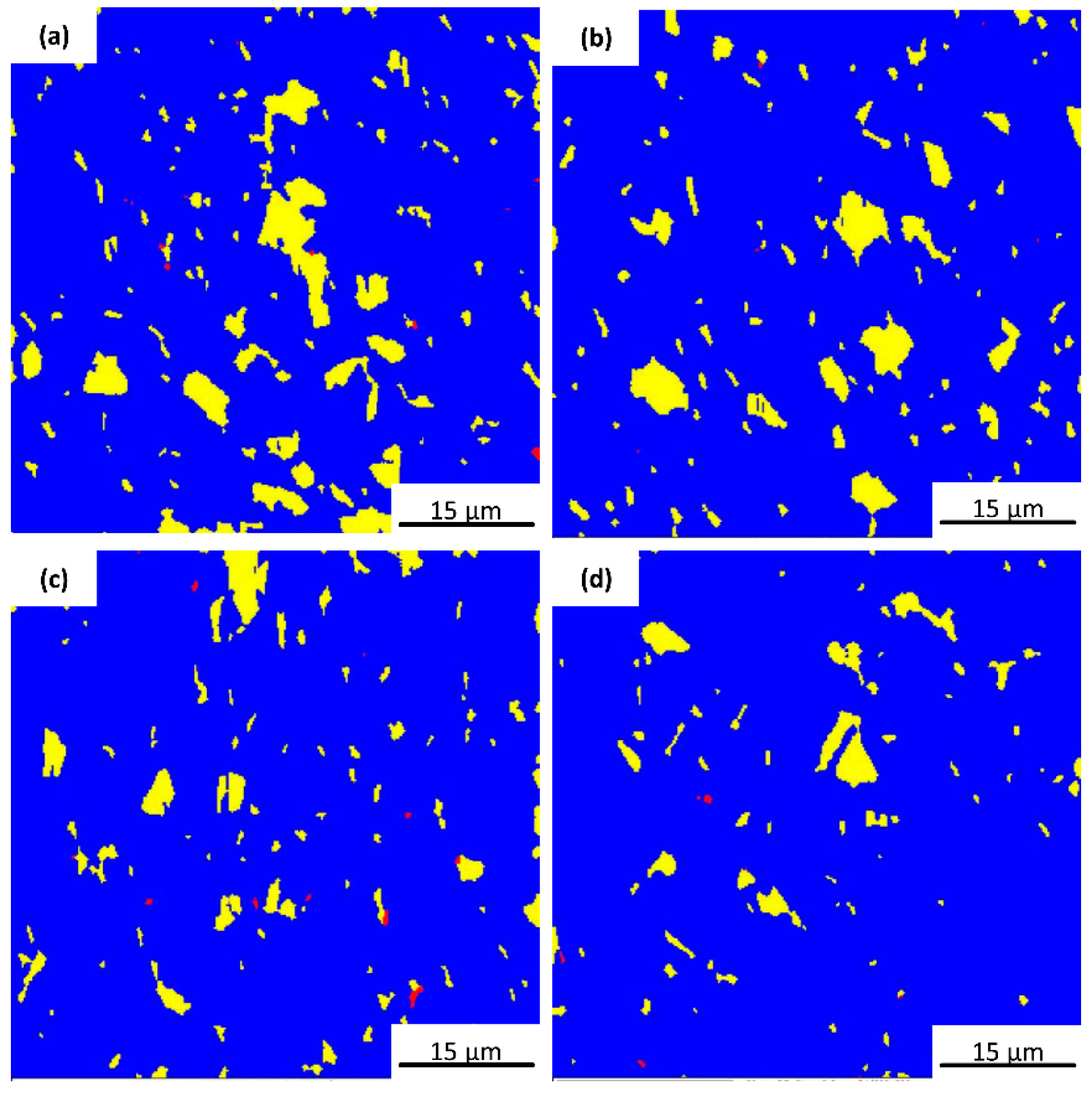
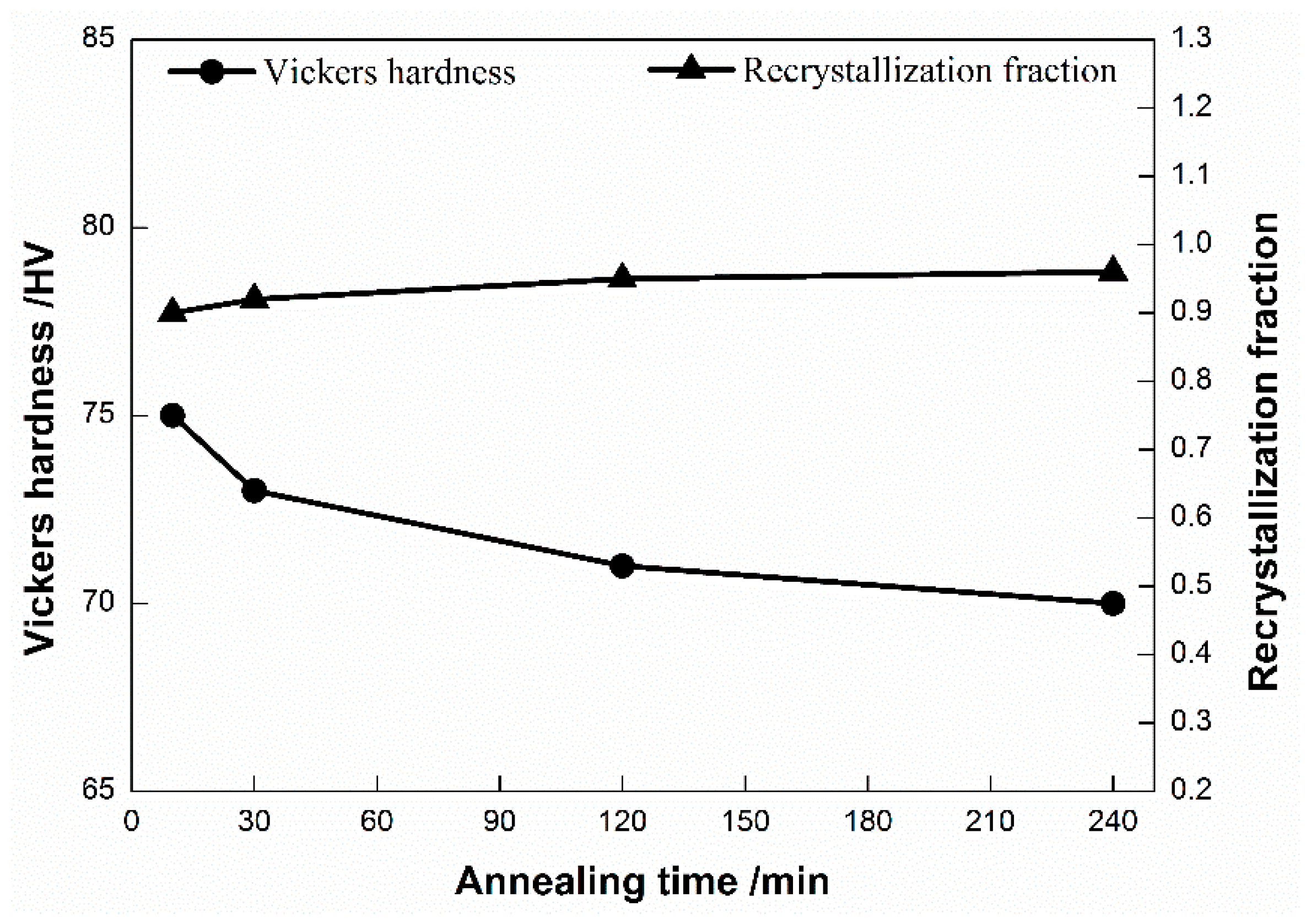
3.3. Effect of Annealing Time
4. Conclusions
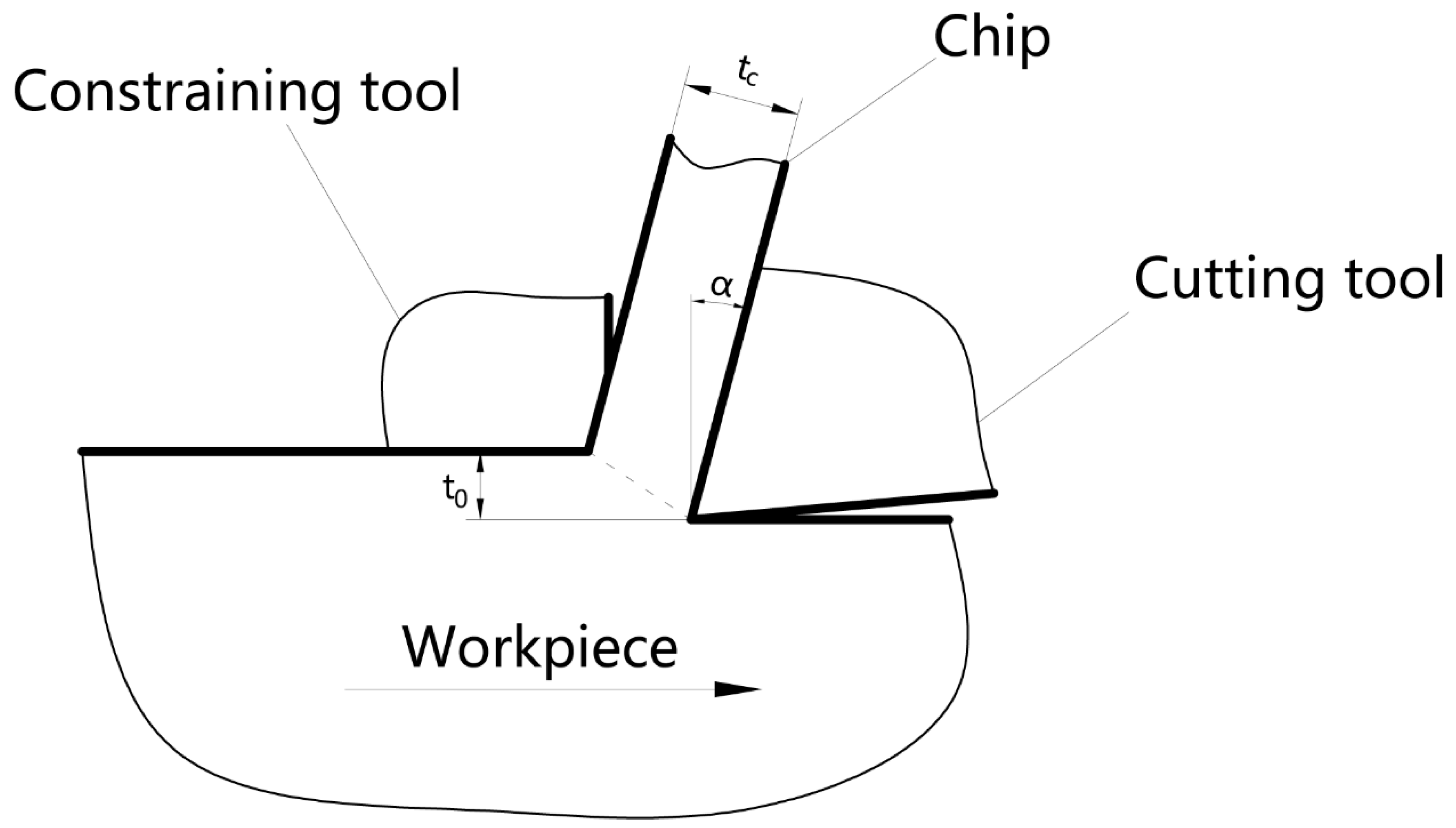
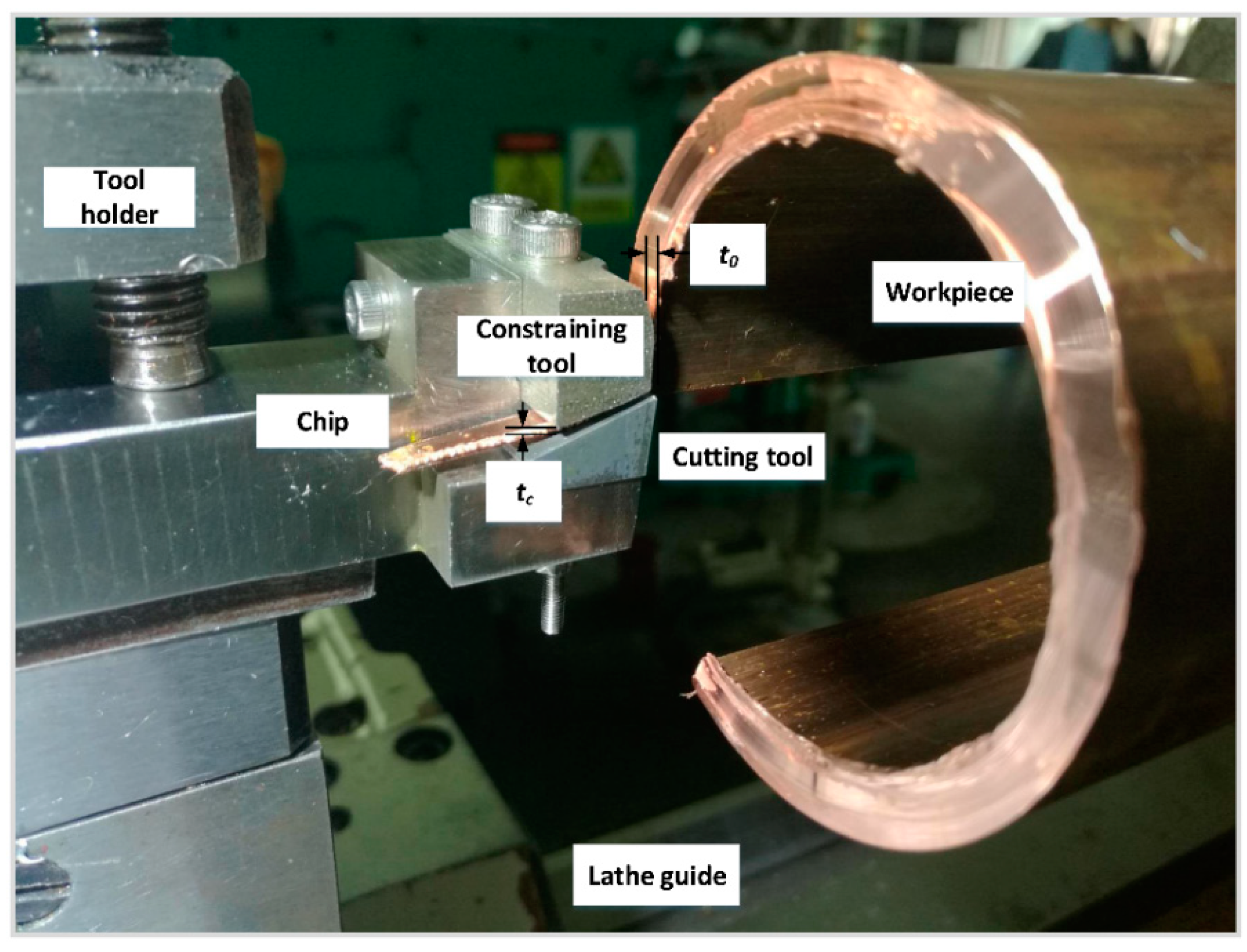
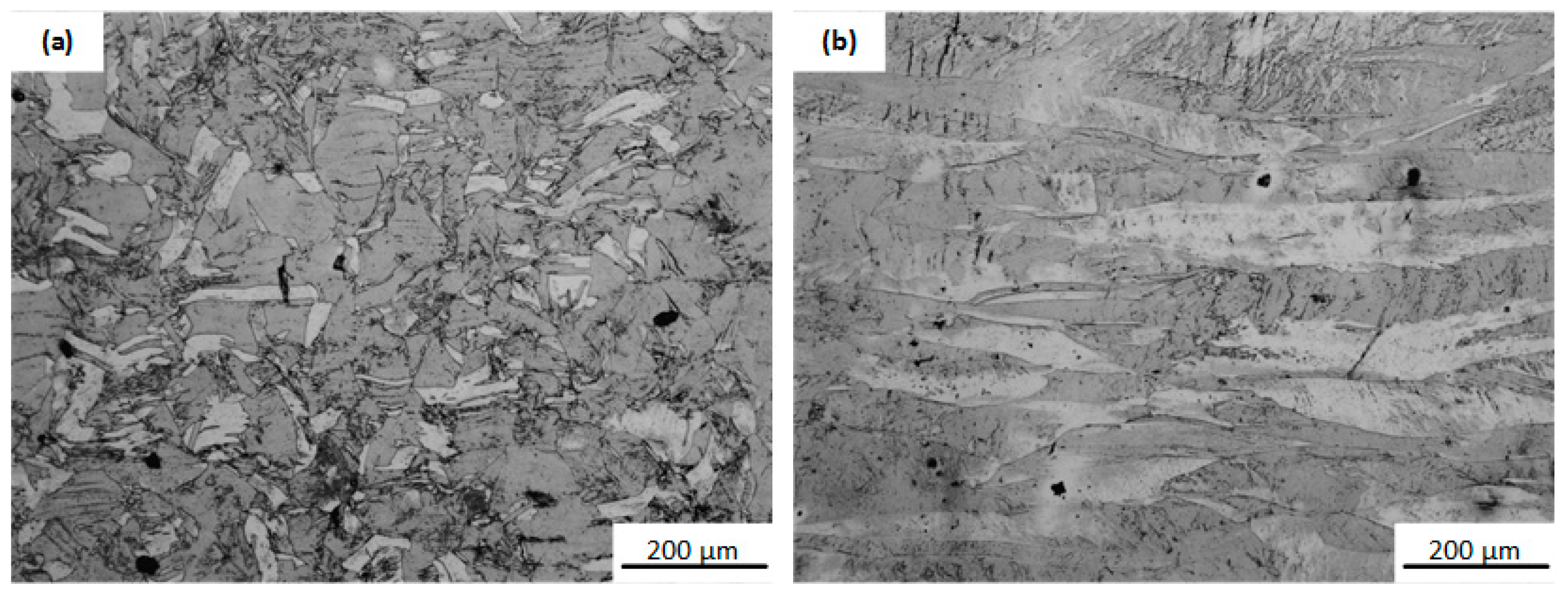
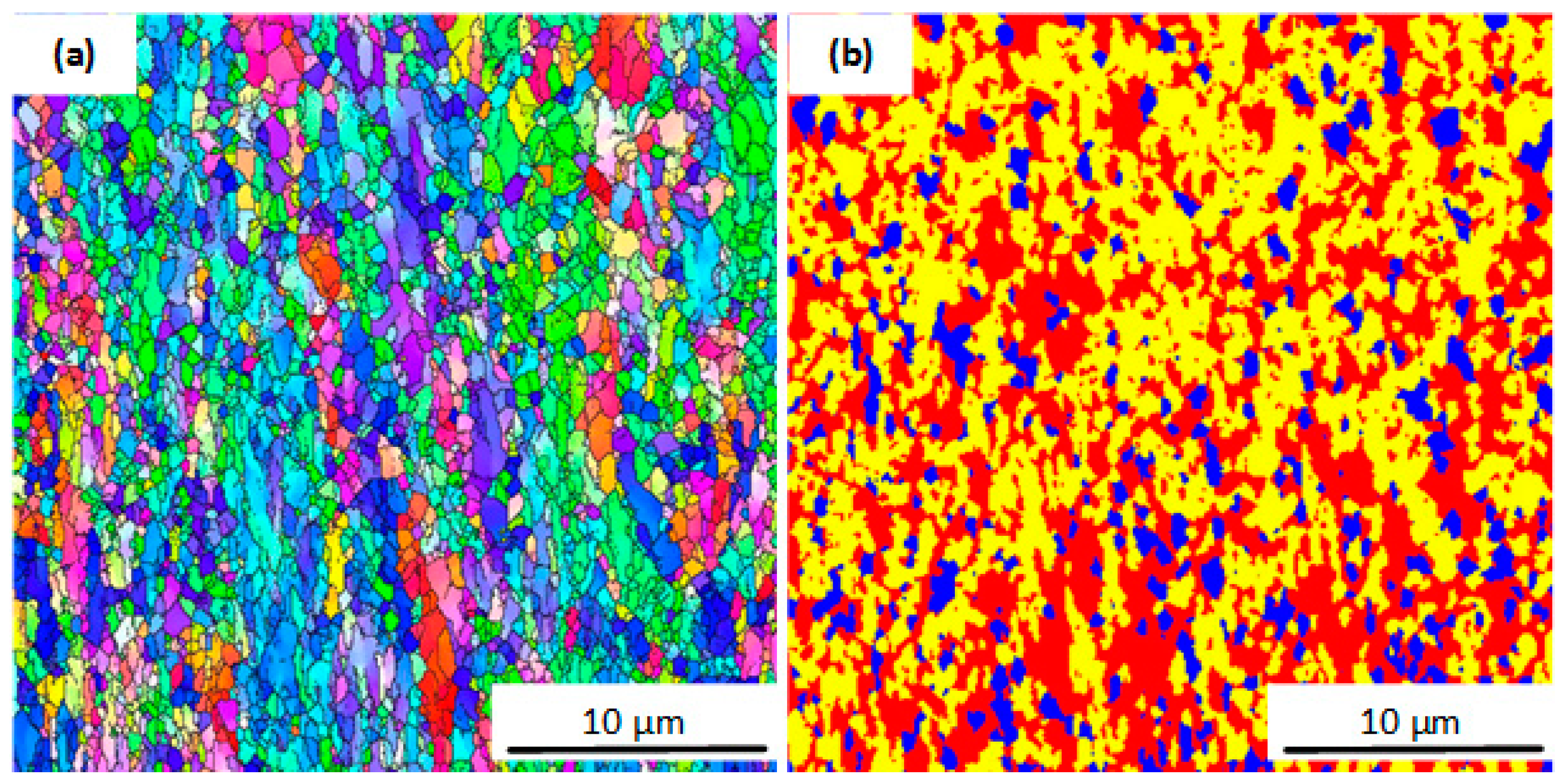
- Compared to pure copper raw materials, the UFG chips prepared by LSEM are greatly refined. During the LSEM process, due to the shearing and friction introduced by the combined cutting tool, the coarse equiaxed structures are transformed into fine equiaxed structures with the grain size being refined from 100 to 0.3–0.7 . Furthermore, the Vickers hardness value of the chips is significantly increased because of the grain size reduction.
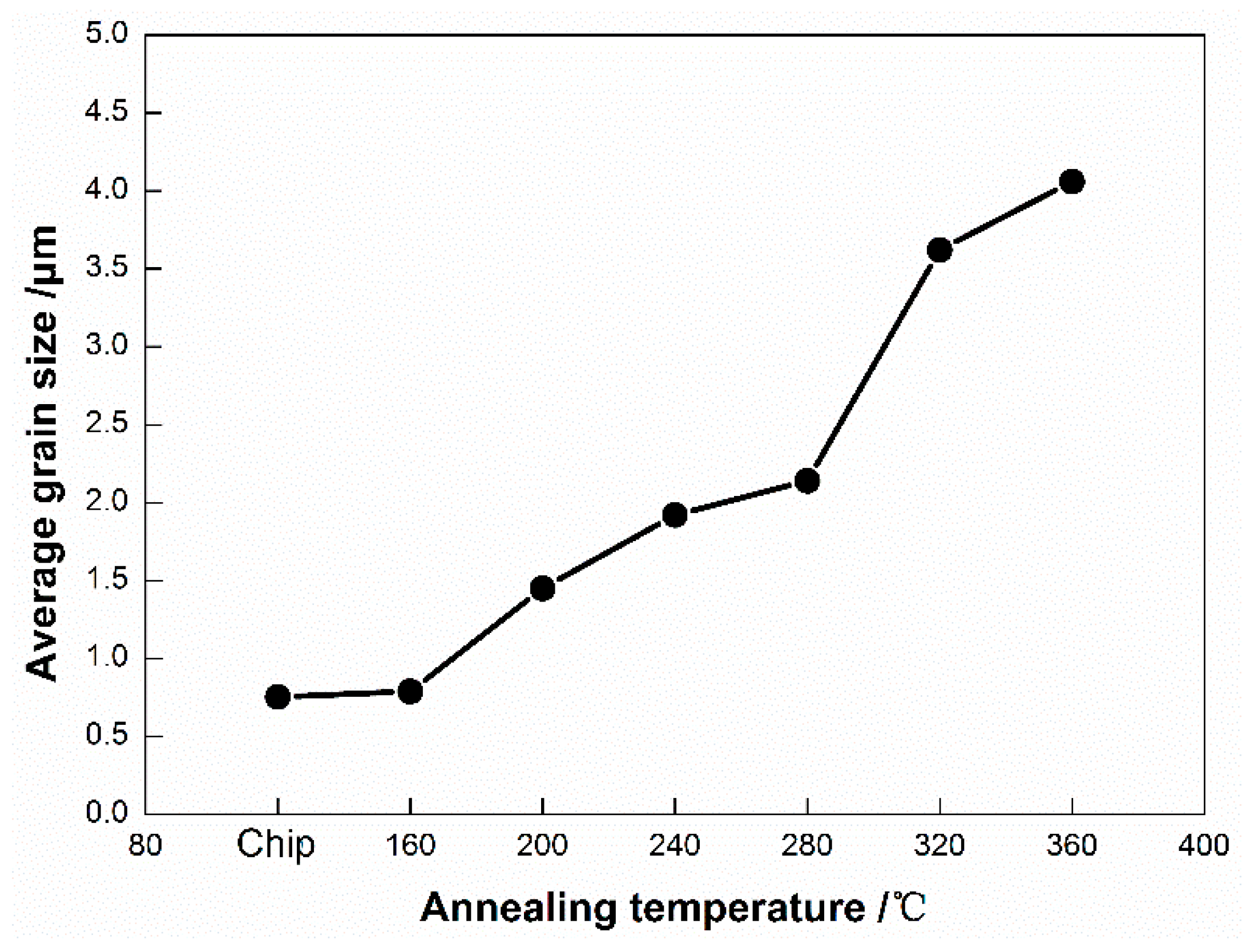
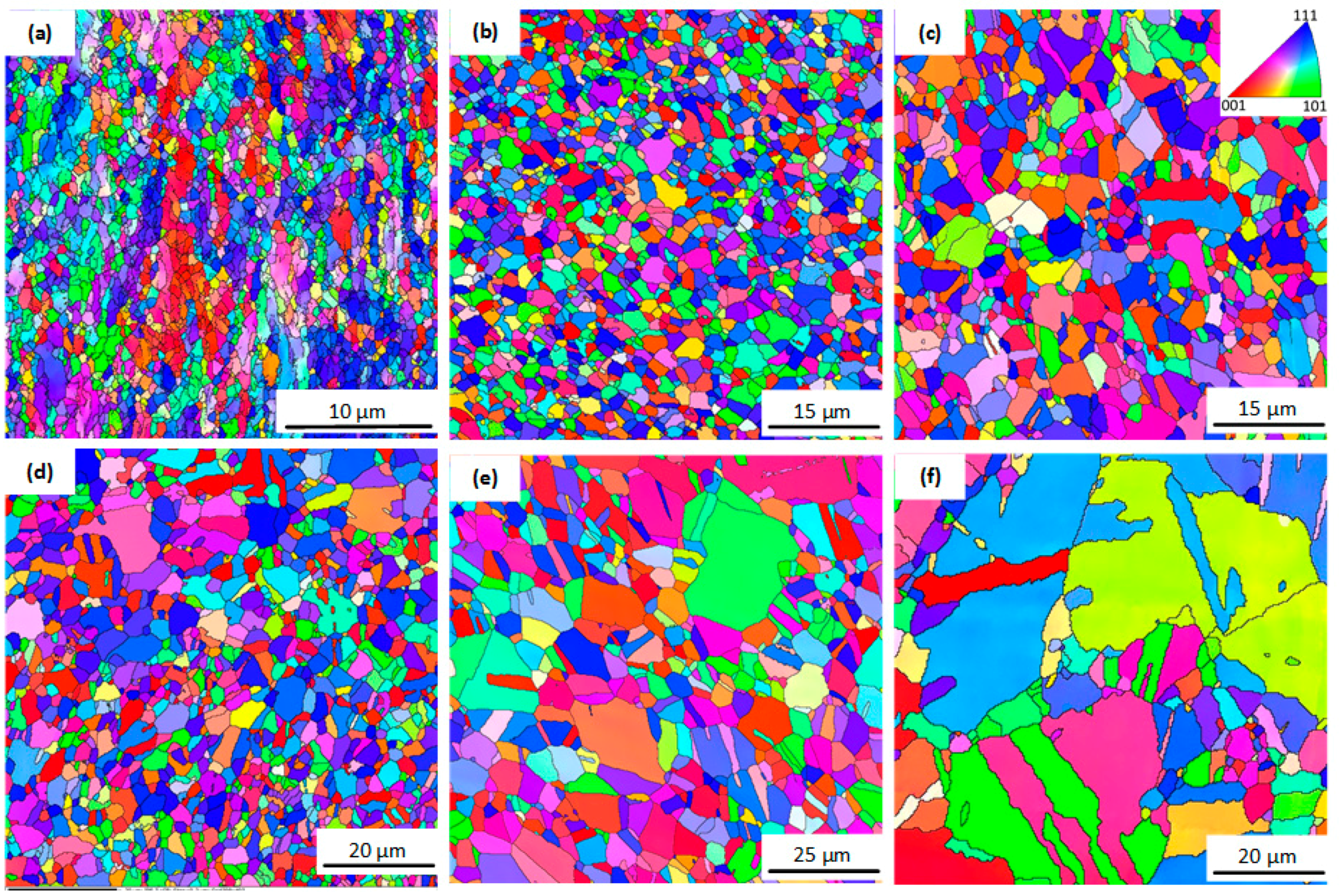
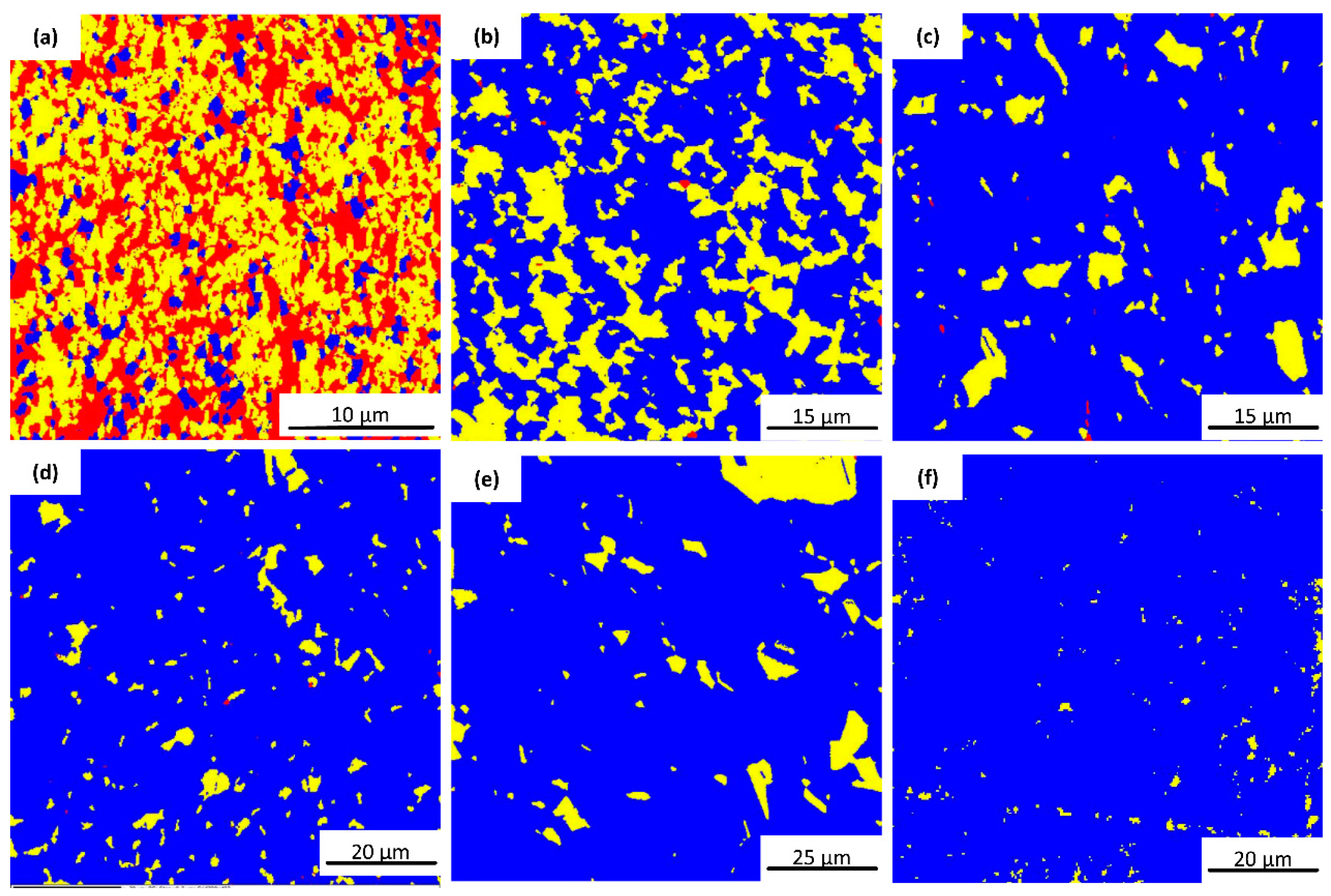
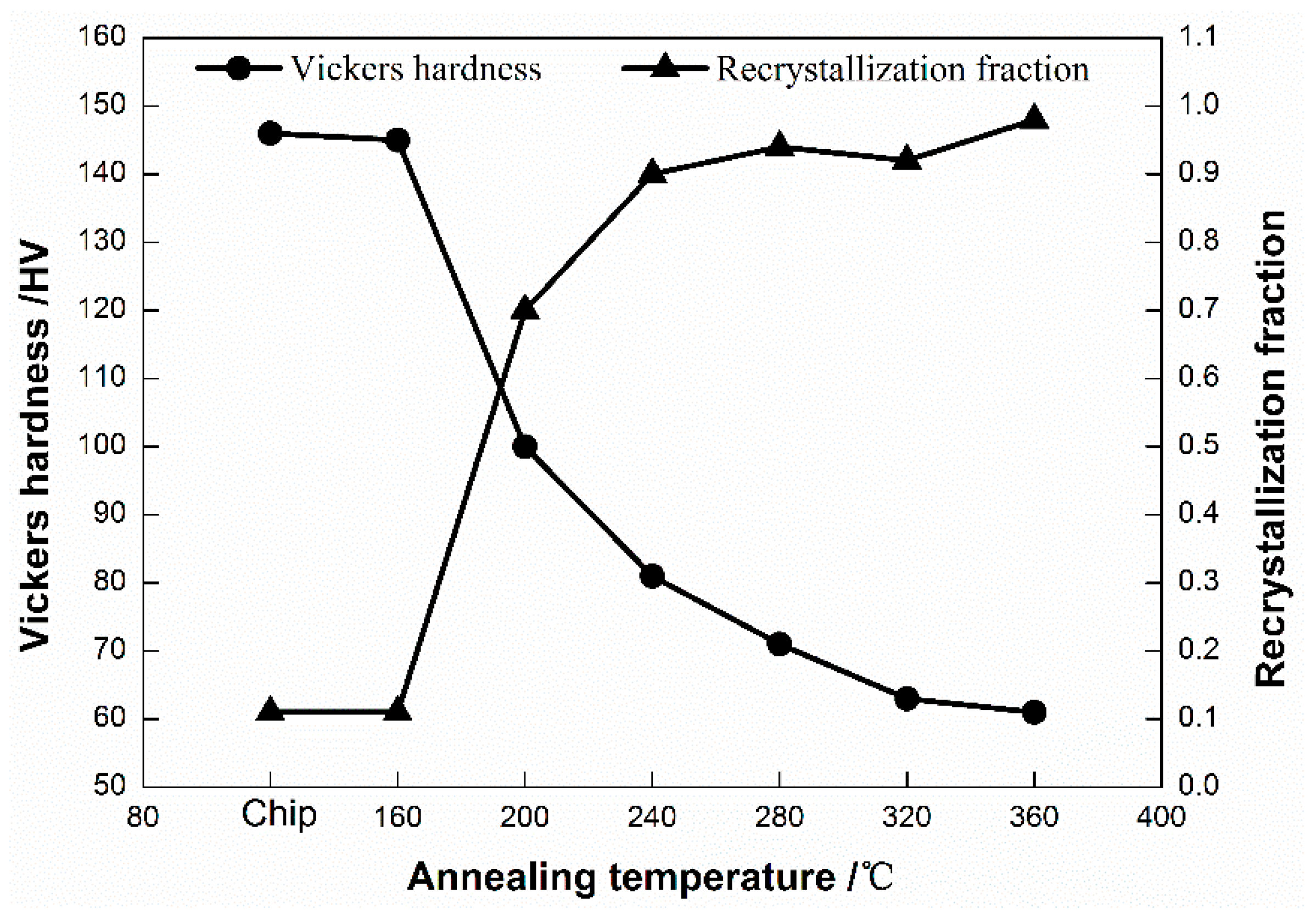
- Annealing temperature has an important impact on the microstructure and hardness of the UFG chips. As the temperature rises, recrystallized grains gradually replace deformed grains and subgrains. With this increase in the grain size, the Vickers hardness value experiences a slight decrease, a sharp drop, and then a relatively slow decline. The UFG chips can maintain high hardness when annealing at temperatures up to 160 °C, although the hardness starts to be reduced when the temperature reaches above 200 °C.
- When annealing at 280 °C, the chips start to recrystallize quickly. After holding the temperature for 10 min, most grains have already had a recrystallized structure. Almost all new dislocation-free equiaxed grains are formed, while the grain size reaches 1.85 at this time. With a prolonged incubation time, the microstructure of the chips becomes more uniform, the grain size reaches a stable level around 2 , and the Vickers hardness value reaches a stable value around 70 HV.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Kumar, K.S.; Swygenhoven, H.V.; Suresh, S. Mechanical behavior of nanocrystalline metals and alloys. Acta Mater. 2003, 51, 5743–5774. [Google Scholar] [CrossRef]
- Kobayashi, S.; Tsurekawa, S.; Watanabe, T. A new approach to grain boundary engineering for nanocrystalline materials. Beilstein J. Nanotechnol. 2016, 7, 1829–1849. [Google Scholar] [CrossRef] [PubMed]
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y. Producing Bulk Ultrafine-Grained Materials by Severe Plastic Deformation: Ten Years Later. JOM 2016, 68, 1216–1226. [Google Scholar] [CrossRef]
- Beygelzimer, Y.; Varyukhin, V.; Synkov, S.; Orlov, D. Useful properties of twist extrusion. Mater. Sci. Eng. A 2009, 503, 14–17. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Tsuji, N.; Saito, Y.; Lee, S.-H.; Minamino, Y. ARB (Accumulative Roll-Bonding) and other new Techniques to Produce Bulk Ultrafine Grained Materials. Adv. Eng. Mater. 2010, 5, 338–344. [Google Scholar] [CrossRef]
- Gashti, S.O.; Fattah-Alhosseini, A.; Mazaheri, Y.; Keshavarz, M.K. Effects of grain size and dislocation density on strain hardening behavior of ultrafine grained AA1050 processed by accumulative roll bonding. J. Alloys Compd. 2016, 658, 854–861. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Liu, H.; Ju, J.; Lu, F.; Yan, J.; Bai, J.; Jiang, J.; Ma, A. Dynamic precipitation behavior and mechanical property of an Mg94Y4Zn2 alloy prepared by multi-pass successive equal channel angular pressing. Mater. Sci. Eng. A 2017, 682, 255–259. [Google Scholar] [CrossRef]
- Deng, W.J.; Xia, W.; Li, C.; Tang, Y. Ultrafine Grained Material Produced by Machining. Mater. Manuf. Process. 2010, 25, 355–359. [Google Scholar] [CrossRef]
- Deng, W.J.; Xia, W.; Li, C.; Tang, Y. Formation of ultra-fine grained materials by machining and the characteristics of the deformation fields. J. Mater. Process. Technol. 2009, 209, 4521–4526. [Google Scholar] [CrossRef]
- Iglesias, P.; Bermúdez, M.D.; Moscoso, W.; Rao, B.C.; Shankar, M.R.; Chandrasekar, S. Friction and wear of nanostructured metals created by large strain extrusion machining. Wear 2007, 263, 636–642. [Google Scholar] [CrossRef]
- Iglesias, P.; Bermúdez, M.D.; Moscoso, W.; Chandrasekar, S. Influence of processing parameters on wear resistance of nanostructured OFHC copper manufactured by large strain extrusion machining. Wear 2010, 268, 178–184. [Google Scholar] [CrossRef]
- Moscoso, W.; Shankar, M.R.; Mann, J.B.; Compton, W.D.; Chandrasekar, C.S. Bulk nanostructured materials by large strain extrusion machining. J. Mater. Res. 2007, 22, 201–205. [Google Scholar] [CrossRef]
- Chiffre, L.D. Extusion-cutting. Int. J. Mach. Tool Des. Res. 1976, 16, 137–144. [Google Scholar] [CrossRef]
- Chiffre, L.D. Extrusion cutting of brass strips. Int. J. Mach. Tool Des. Res. 1983, 23, 141–151. [Google Scholar] [CrossRef]
- Sevier, M.; Yang, H.T.Y.; Moscoso, W.; Chandrasekar, S. Analysis of Severe Plastic Deformation by Large Strain Extrusion Machining. Metall. Mater. Trans. A 2008, 39, 2645–2655. [Google Scholar] [CrossRef]
- Guo, Y.; Efe, M.; Moscoso, W.; Sagapuram, D.; Trumble, K.P.; Chandrasekar, S. Deformation field in large-strain extrusion machining and implications for deformation processing. Scr. Mater. 2012, 66, 235–238. [Google Scholar] [CrossRef]
- Cai, S.L.; Chen, Y.; Ye, G.G.; Jiang, M.Q.; Wang, H.Y.; Dai, L.H. Characterization of the deformation field in large-strain extrusion machining. J. Mater. Process. Technol. 2015, 216, 48–58. [Google Scholar] [CrossRef]
- Deng, W.J.; Li, Q.; Li, B.L.; Xie, Z.C.; He, Y.T.; Tang, Y.; Xia, W. Thermal stability of ultrafine grained aluminium alloy prepared by large strain extrusion machining. Mater. Sci. Technol. 2014, 30, 850–859. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Li, B.L.; Zou, Z.J.; Zou, T.; Deng, W.J. Grain Refinement and Thermal Stability of AISI1020 Strips Prepared by Large Strain Extrusion Machining. Mater. Sci. Forum 2016, 836–837, 509–521. [Google Scholar] [CrossRef]
- Gubicza, J.; Dobatkin, S.V.; Khosravi, E.; Kuznetsov, A.A.; Lábár, J.L. Microstructural stability of Cu processed by different routes of severe plastic deformation. Mater. Sci. Eng. A 2011, 528, 1828–1832. [Google Scholar] [CrossRef]
- Tan, G.; Kalay, Y.E.; Gür, G.H. Long-Term Thermal Stability of Equal Channel Angular Pressed 2024 Aluminum Alloy. Mater. Sci. Eng. A 2016, 677, 307–315. [Google Scholar] [CrossRef]
- Abib, K.; Azzeddine, H.; Tirsatine, K.; Baudin, T.; Helbert, A.L.; Brisset, F.; Alili, B.; Bradai, D. Thermal stability of Cu-Cr-Zr alloy processed by equal-channel angular pressing. Mater. Charact. 2016, 118, 527–534. [Google Scholar] [CrossRef]
- Čížek, J.; Procházka, I.; Cieslar, M.; Kužel, R.; Kuriplach, J.; Chmelík, F.; Stulíková, I.; Bečvář, F.; Melikhova, O.; Islamgaliev, R.K. Thermal stability of ultrafine grained copper. Phys. Rev. B 2002, 65, 094106. [Google Scholar] [CrossRef]
- Tang, L.; Zhao, Y.; Islamgaliev, R.K.; Valiev, R.Z.; Zhu, Y.T. Microstructure and thermal stability of nanocrystalline Mg-Gd-Y-Zr alloy processed by high pressure torsion. J. Alloys Compd. 2017, 721. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Zn | P | Ni | Bi | Sn | Sb | As | O | Pb | Fe | S |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 99.95 | 0.005 | 0.002 | 0.002 | 0.002 | 0.002 | 0.002 | 0.001 | 0.001 | 0.001 | 0.001 | 0.0013 |
| Sample Number | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| Initial temperature | Room temperature | |||||
| Temperature rising rate | 10 °C/min | |||||
| Target temperature | 160 °C | 200 °C | 240 °C | 280 °C | 320 °C | 360 °C |
| Holding time | 1 h | |||||
| Sample Number | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| Initial temperature | Room temperature | |||
| Temperature rising rate | 10 °C/min | |||
| Target temperature | 280 | |||
| Holding time | 10 min | 30 min | 120 min | 240 min |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, B.; Chen, B.; Zou, Z.; Liao, S.; Deng, W. Thermal Stability of Ultrafine Grained Pure Copper Prepared by Large Strain Extrusion Machining. Metals 2018, 8, 381. https://doi.org/10.3390/met8060381
Wu B, Chen B, Zou Z, Liao S, Deng W. Thermal Stability of Ultrafine Grained Pure Copper Prepared by Large Strain Extrusion Machining. Metals. 2018; 8(6):381. https://doi.org/10.3390/met8060381
Chicago/Turabian StyleWu, Bangxian, Bin Chen, Zhijie Zou, Shaofeng Liao, and Wenjun Deng. 2018. "Thermal Stability of Ultrafine Grained Pure Copper Prepared by Large Strain Extrusion Machining" Metals 8, no. 6: 381. https://doi.org/10.3390/met8060381
APA StyleWu, B., Chen, B., Zou, Z., Liao, S., & Deng, W. (2018). Thermal Stability of Ultrafine Grained Pure Copper Prepared by Large Strain Extrusion Machining. Metals, 8(6), 381. https://doi.org/10.3390/met8060381