Hydrodynamic Modeling and Mathematical Simulation on Flow Field and Inclusion Removal in a Seven-Strand Continuous Casting Tundish with Channel Type Induction Heating


Abstract
:1. Introduction
2. Physical Modelling
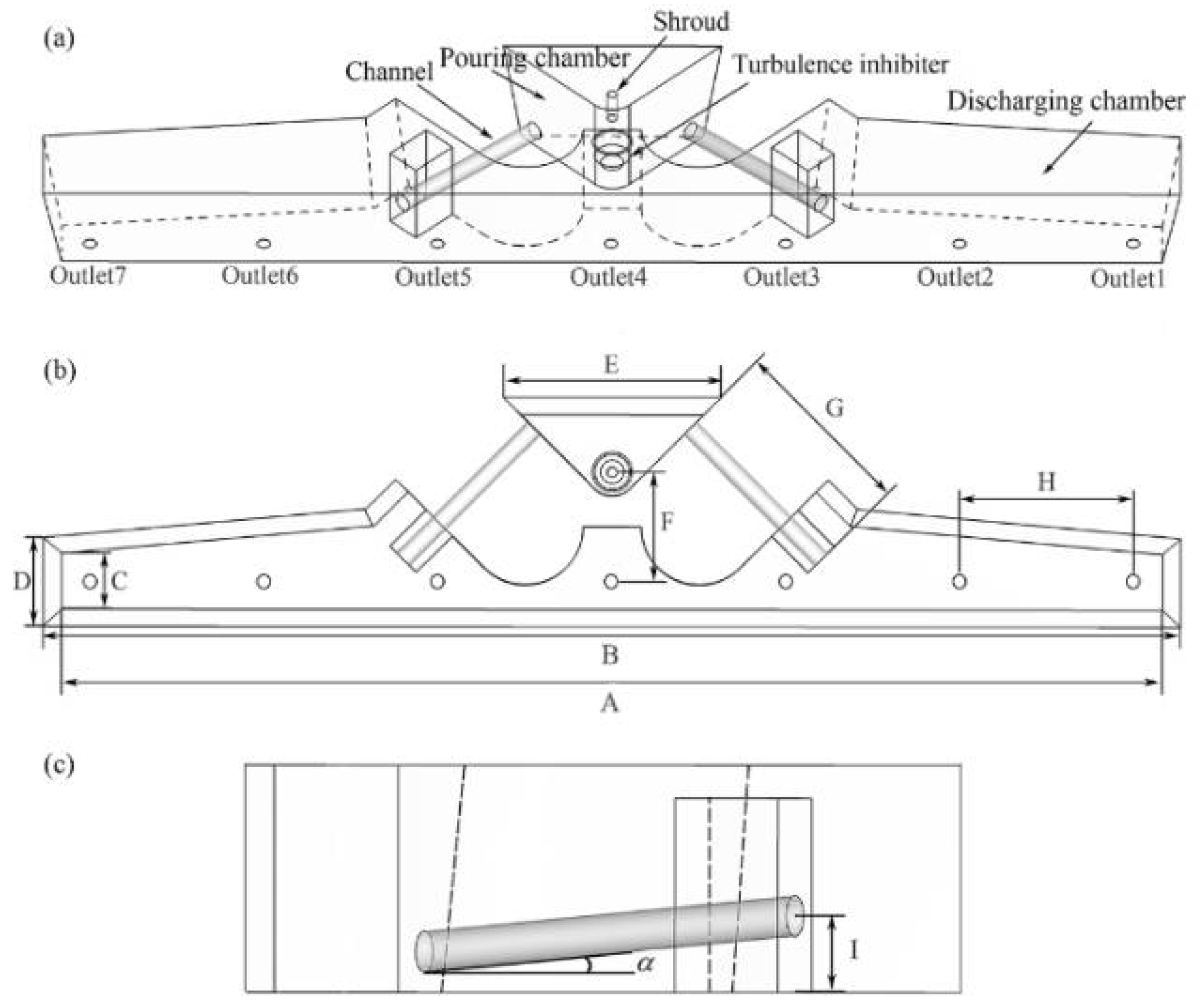
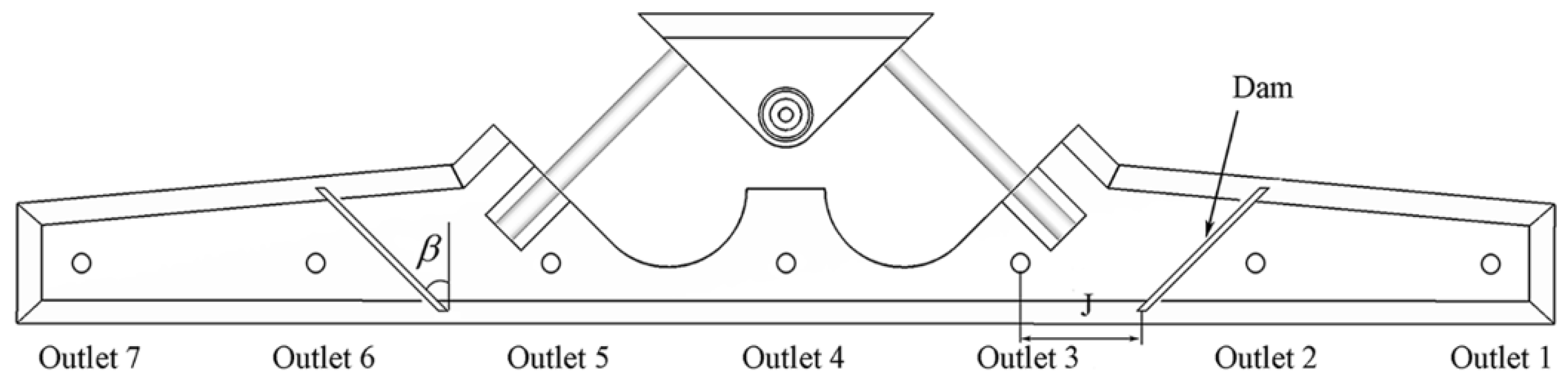
2.1. Description of the Tundish
2.2. Method and Criteria of Hydrodynamic Modelling
2.2.1. Experimental Setup and Method
2.2.2. Schemes of the Physical Experiments
3. Mathematical Model
3.1. Control Equations
3.2. Assumptions and Boundary Conditions
3.2.1. Main Assumptions
- (i)
- Molten steel is treated as a three-dimensional steady incompressible viscous fluid. The physical properties of the molten steel such as density, viscosity, specific heat and thermal conductivity are shown in Table 6.
- (ii)
- The influences of slag layer and re-oxidation are ignored, and the slag-steel surface is treated as a free surface. The stopper rod is assumed to have no effect on the fluid flowing.
- (iii)
- The induction heating effect is simulated by changing the temperature of molten steel at the induction channel exit.
3.2.2. Boundary Condition and Solution Method
3.3. Condition for Inclusions Behavior Simulation
4. Results and Discussions
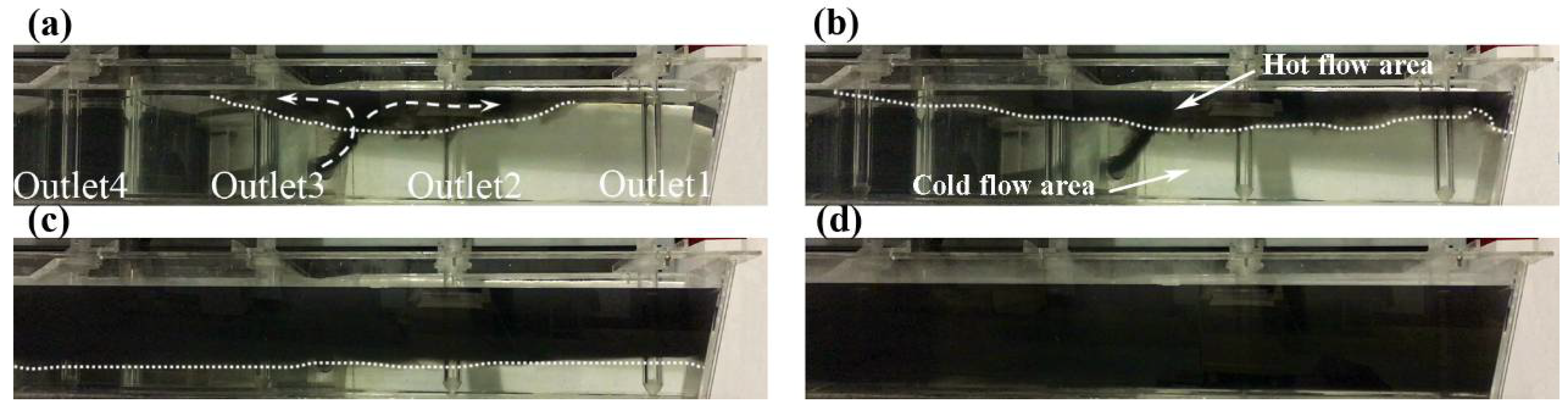
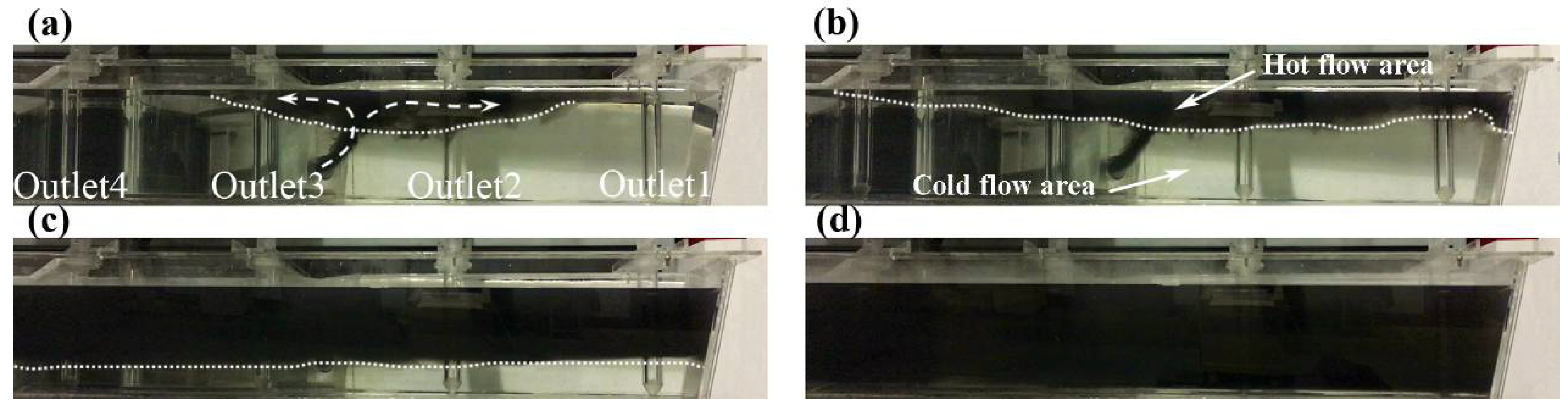
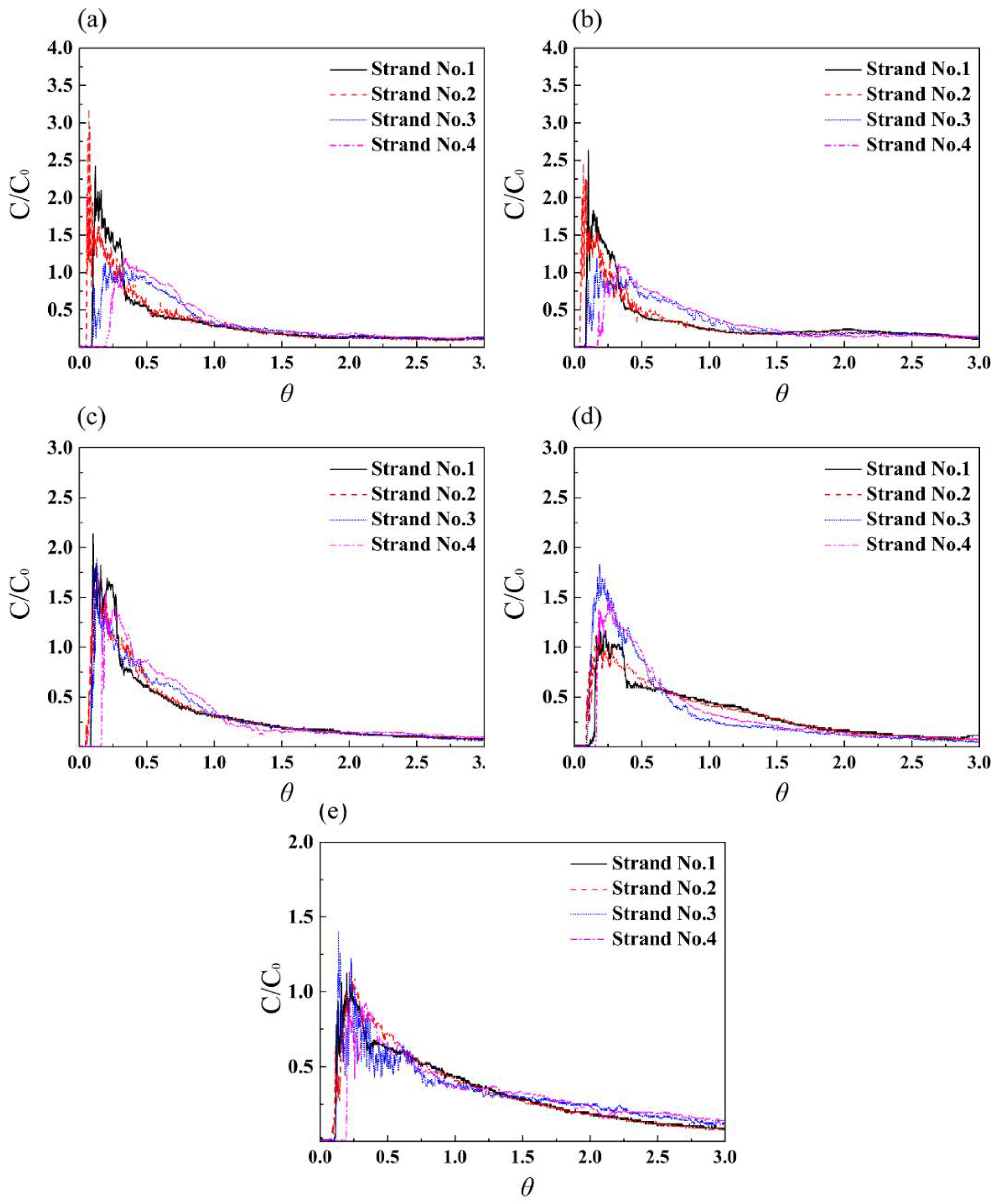
4.1. Results of the Non-Isothermal Experiment
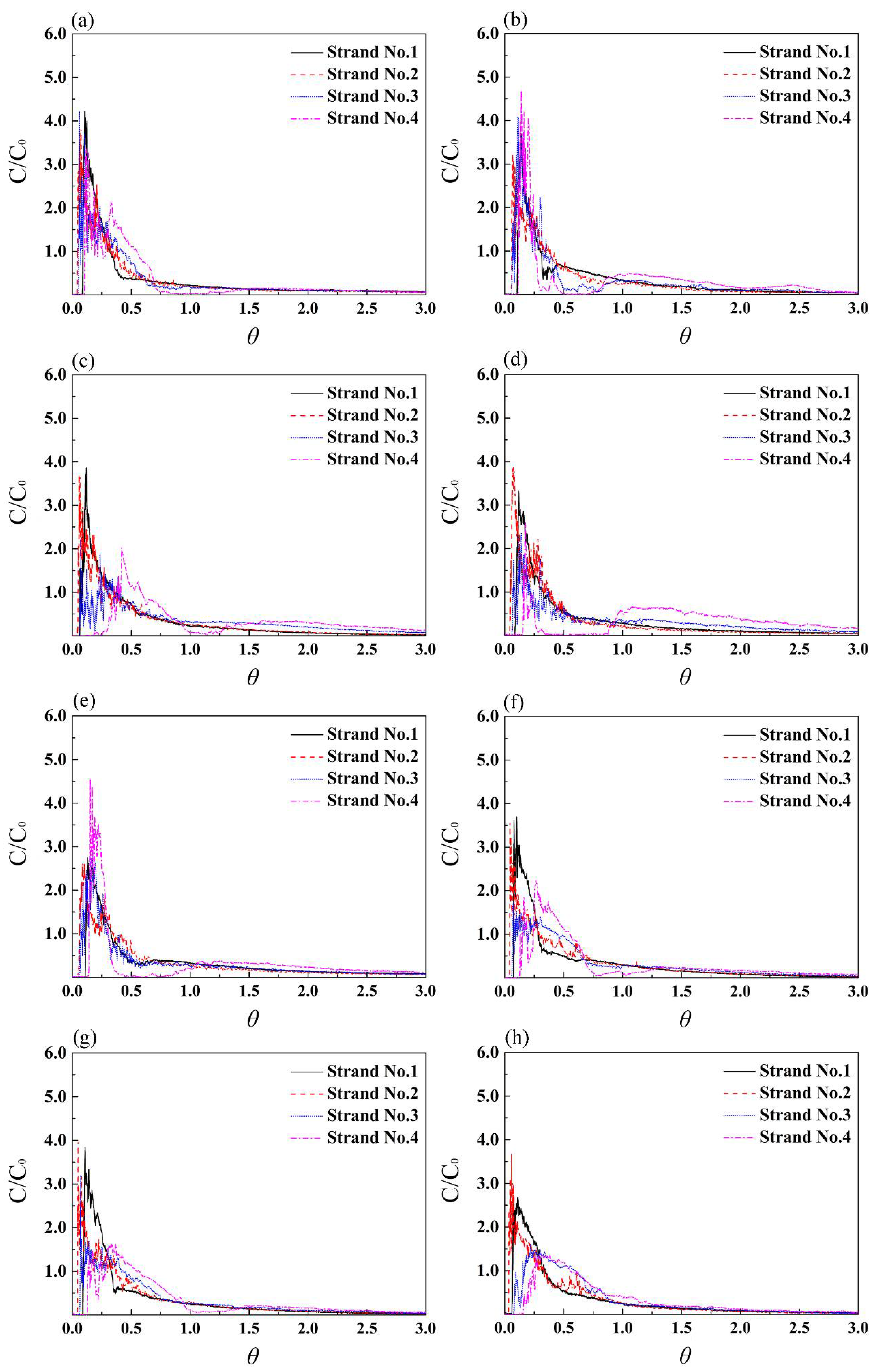
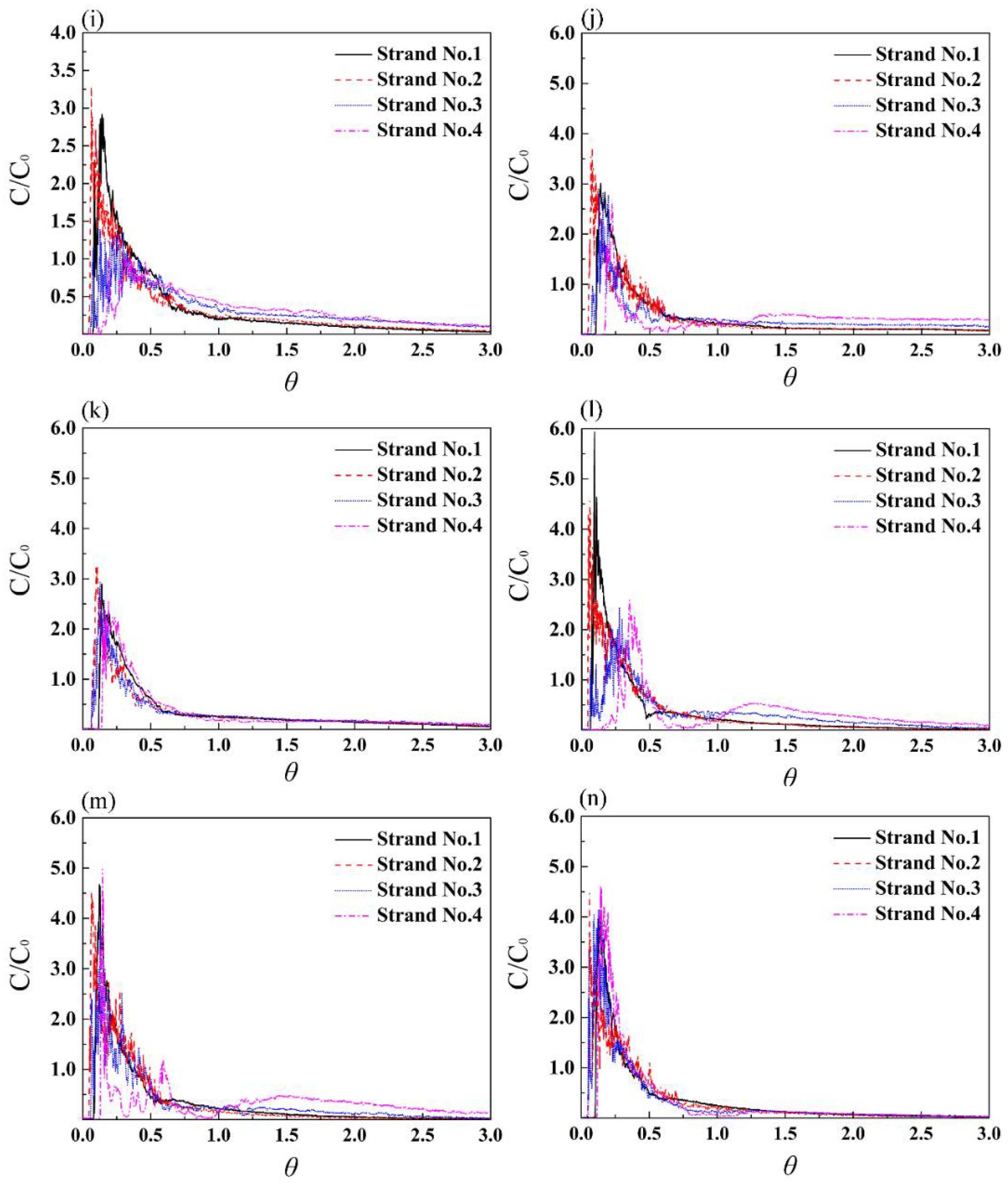
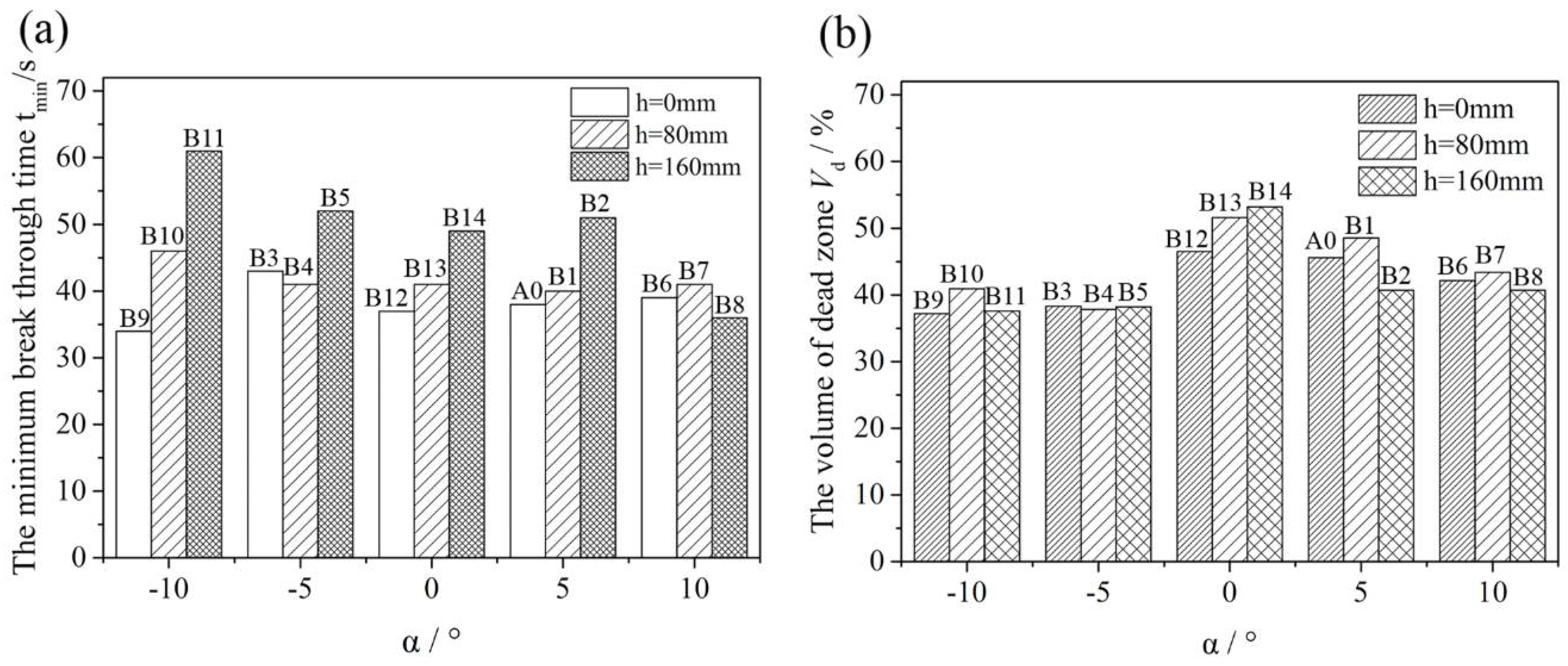
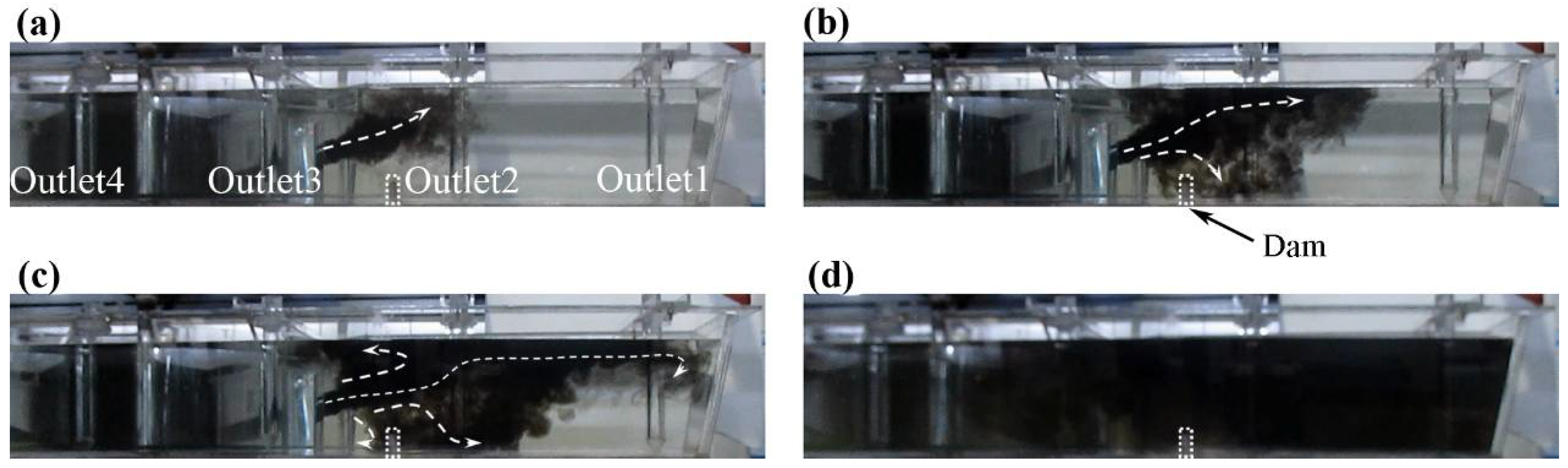
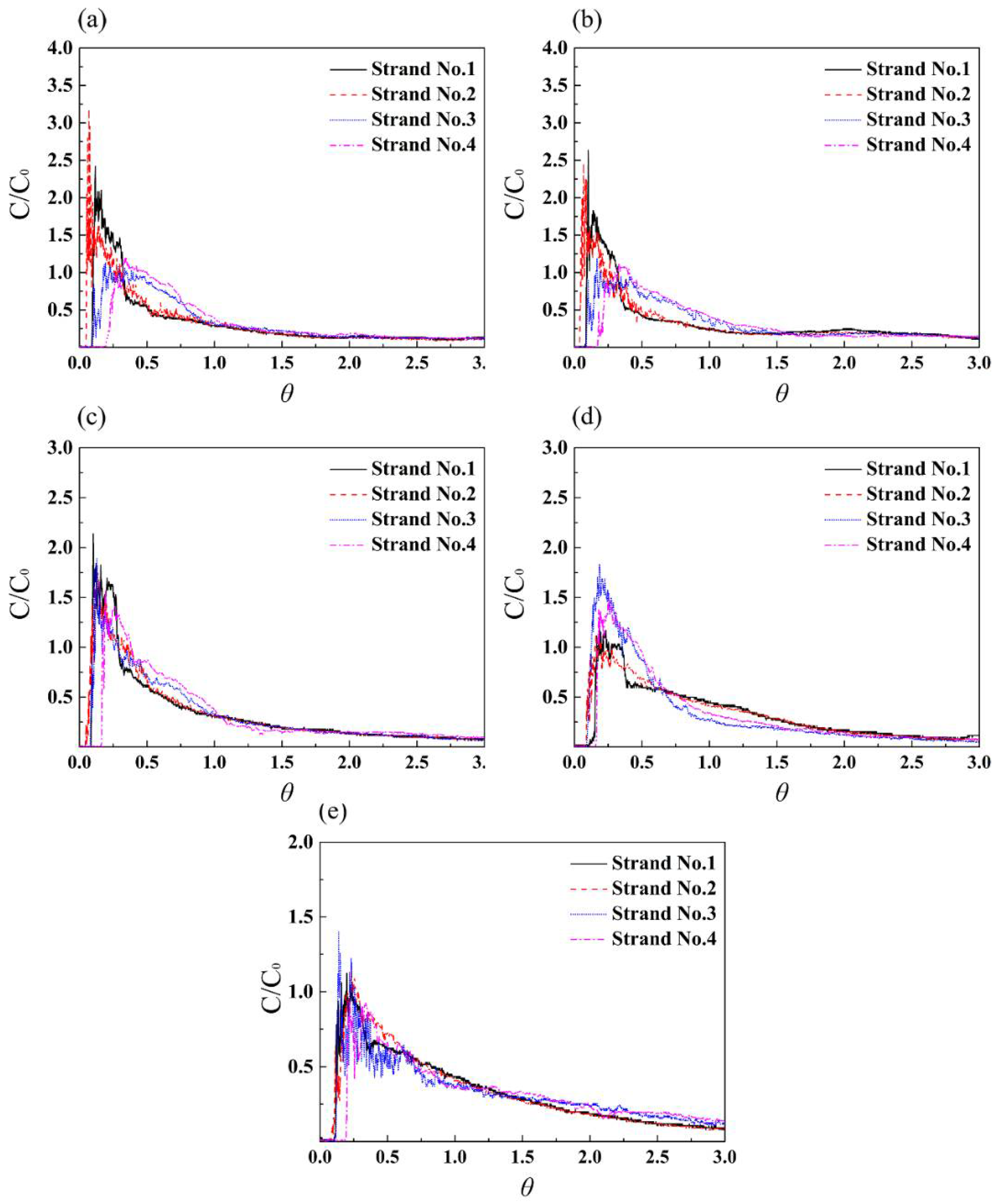
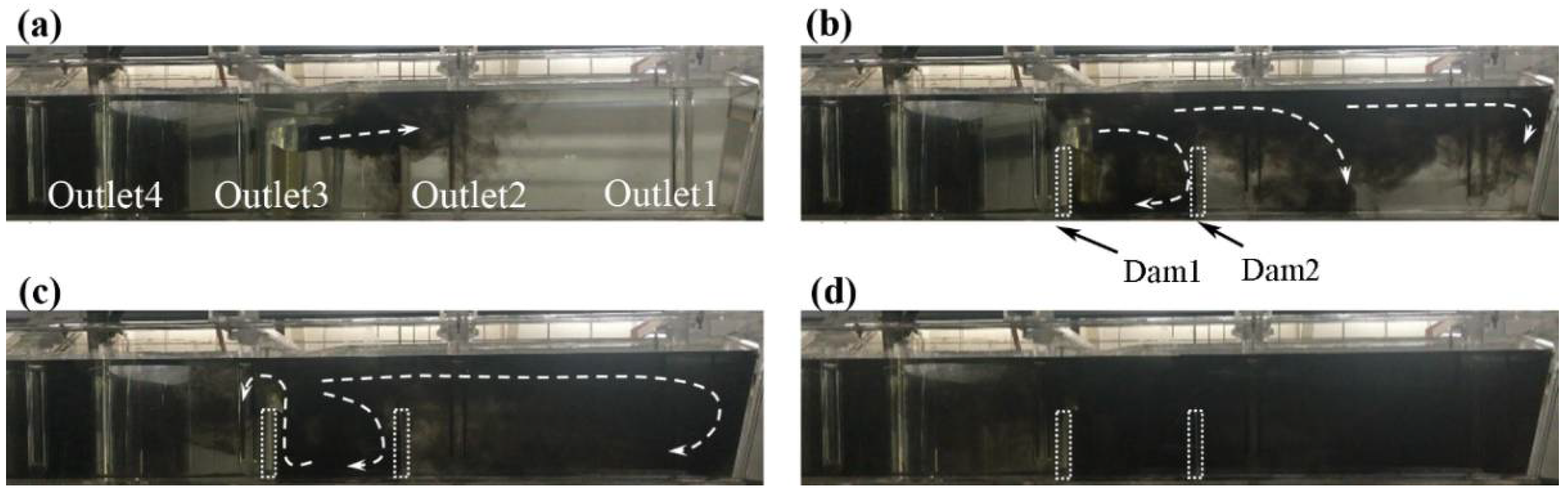
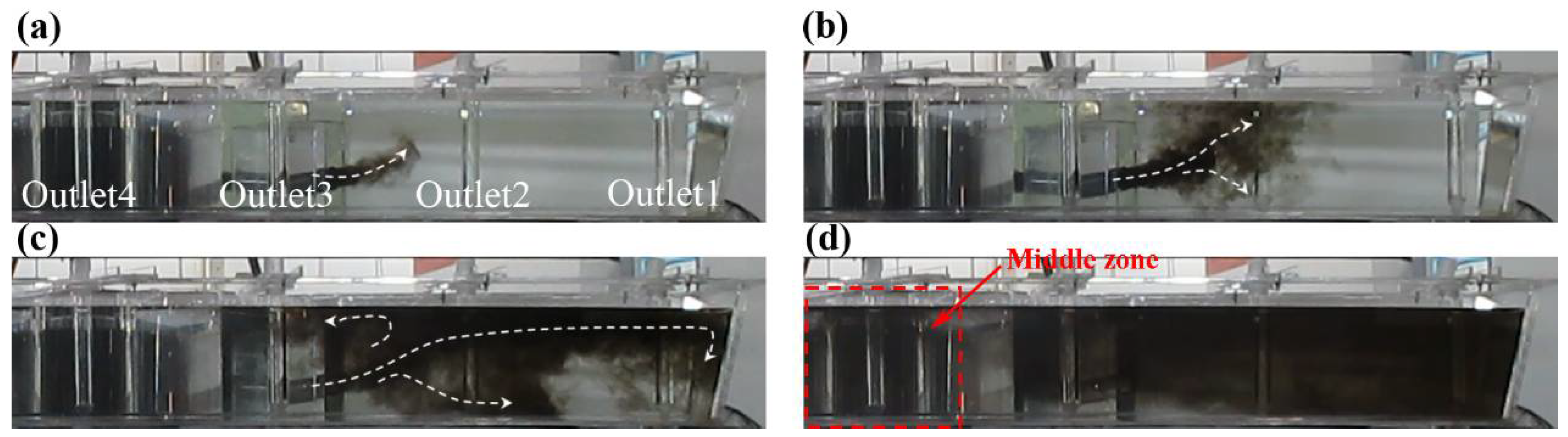
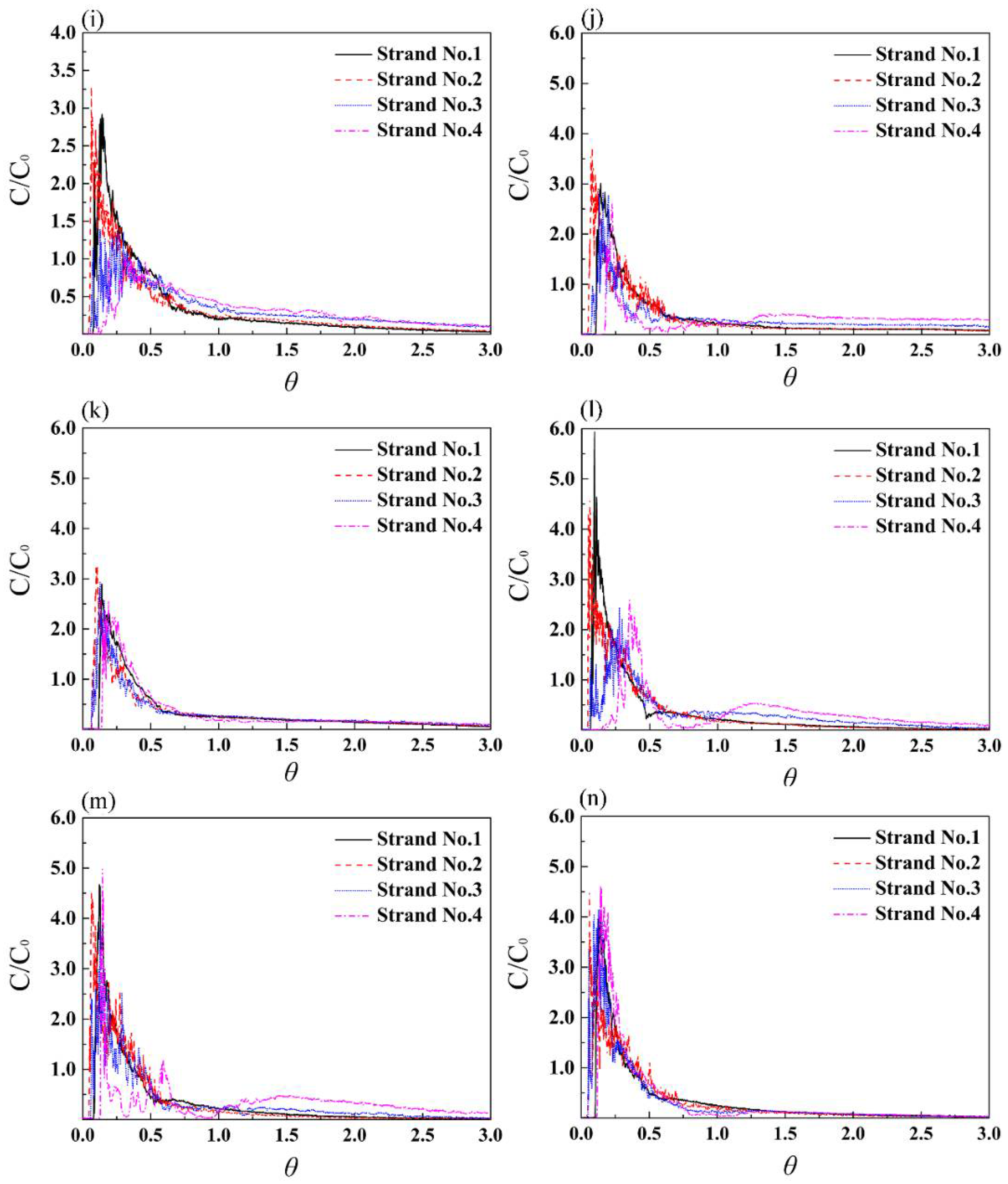
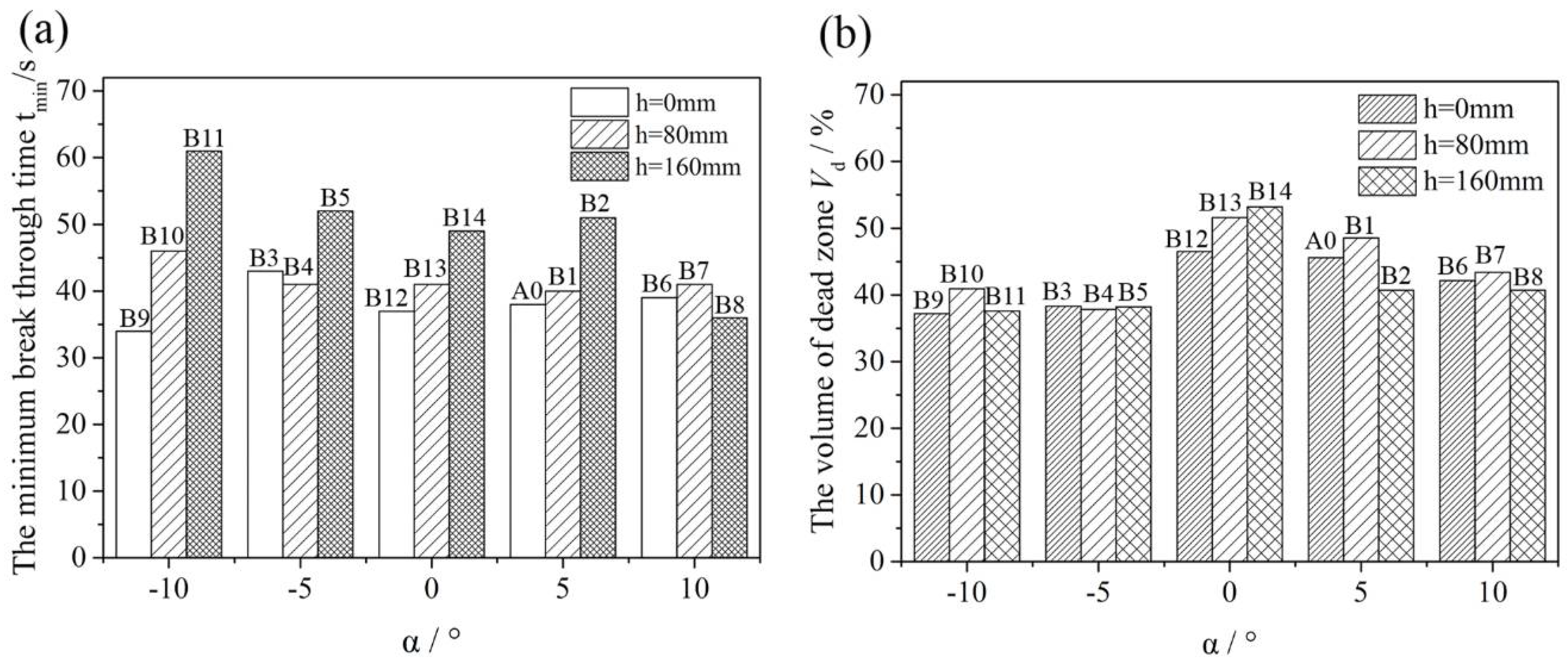
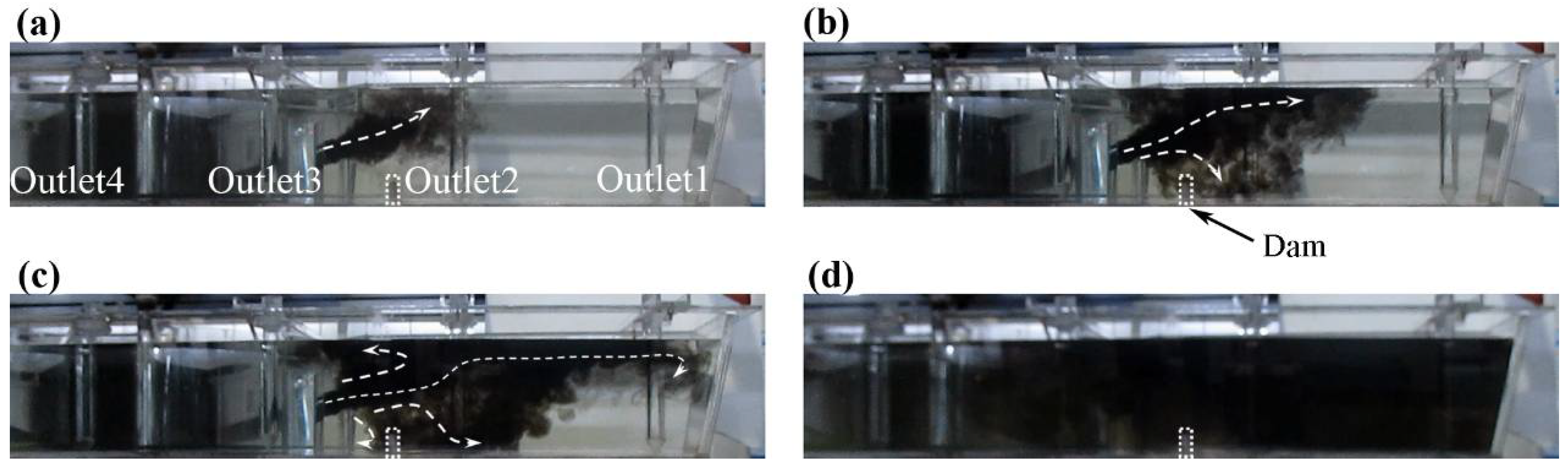
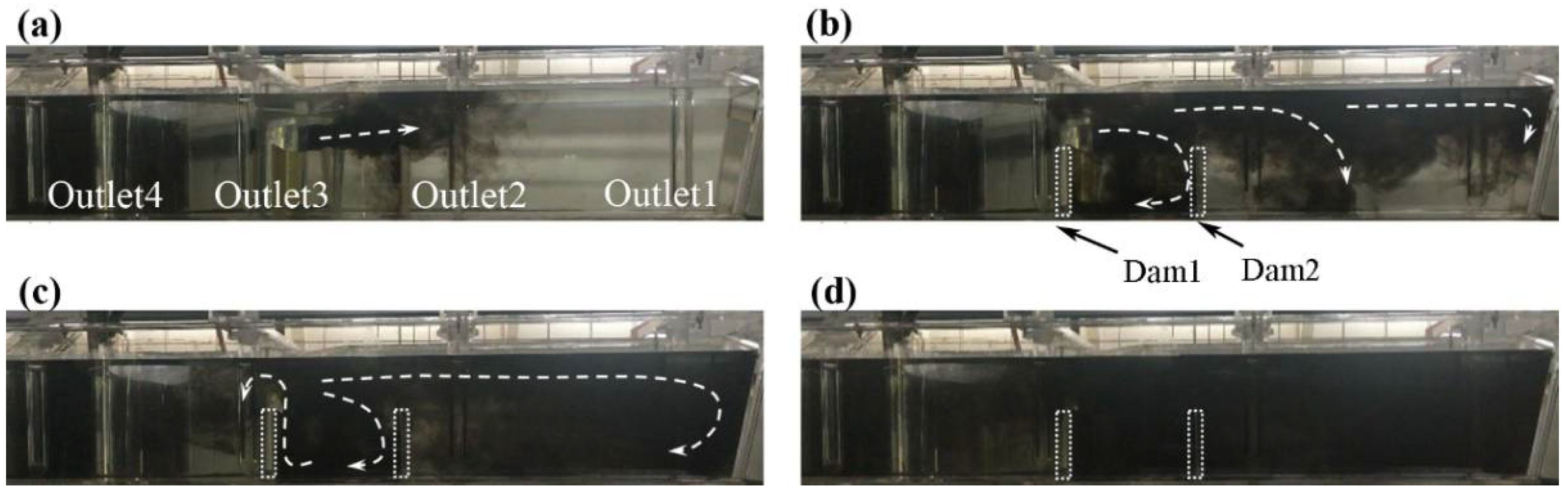
4.2. Results of the Isothermal Experiment
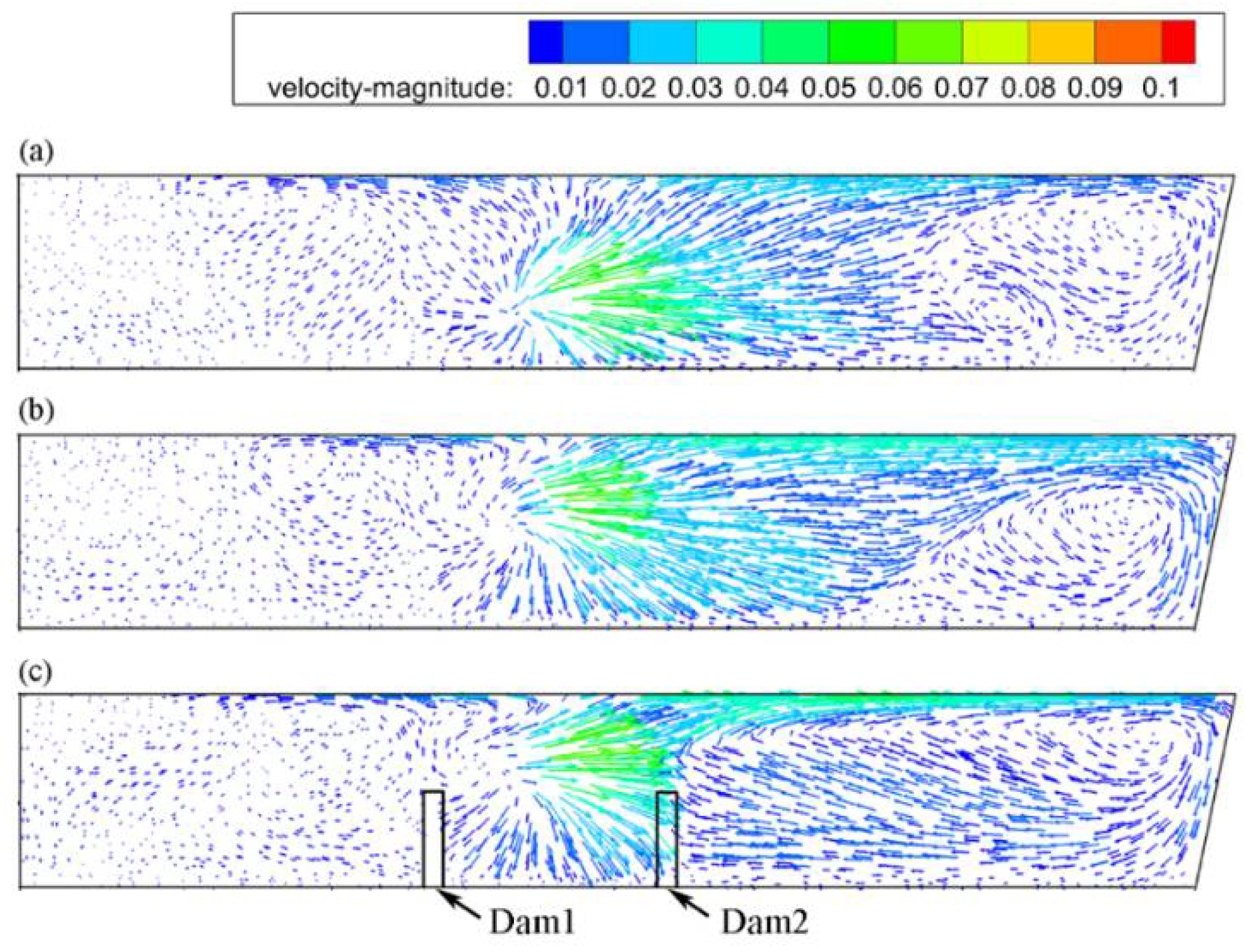
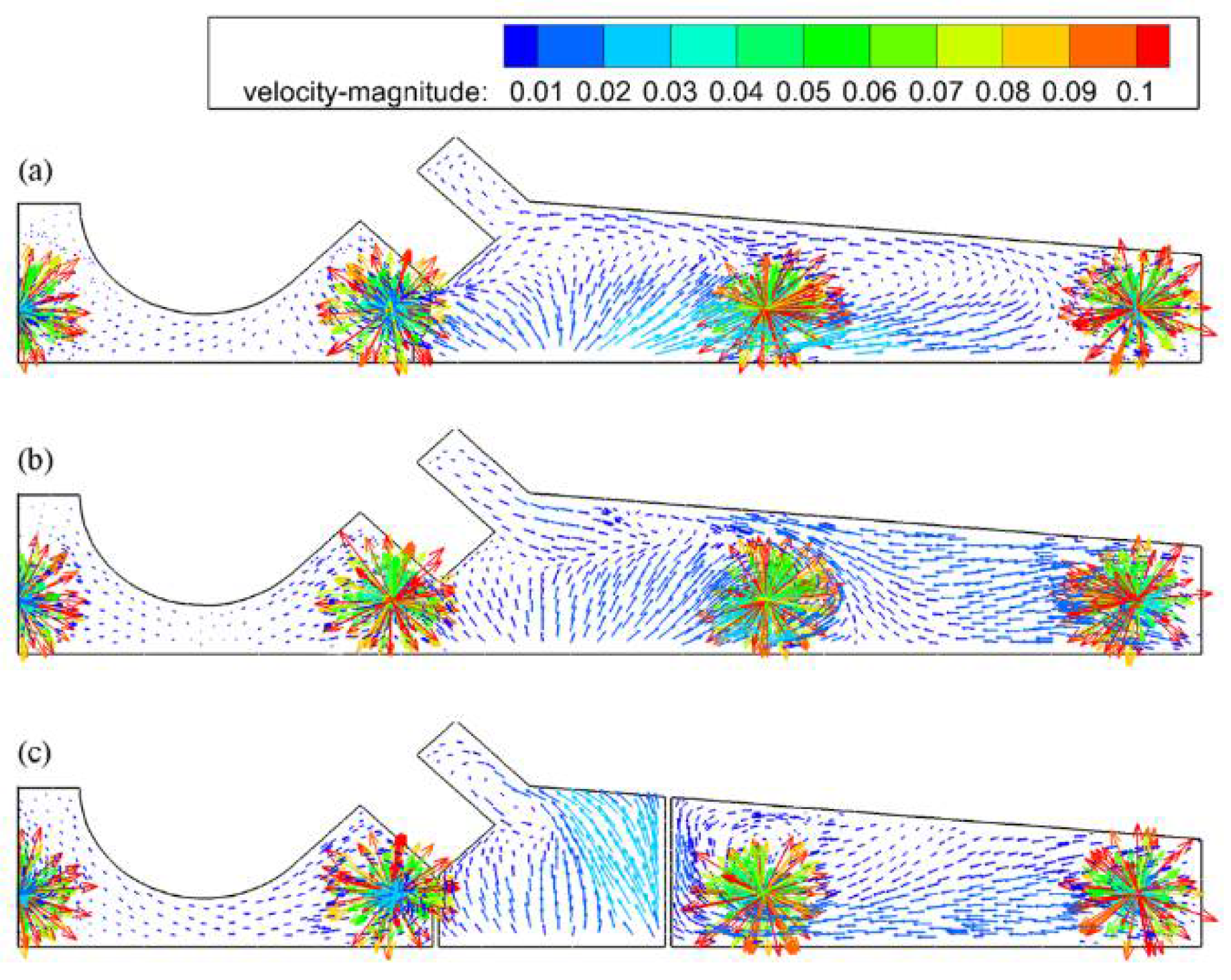
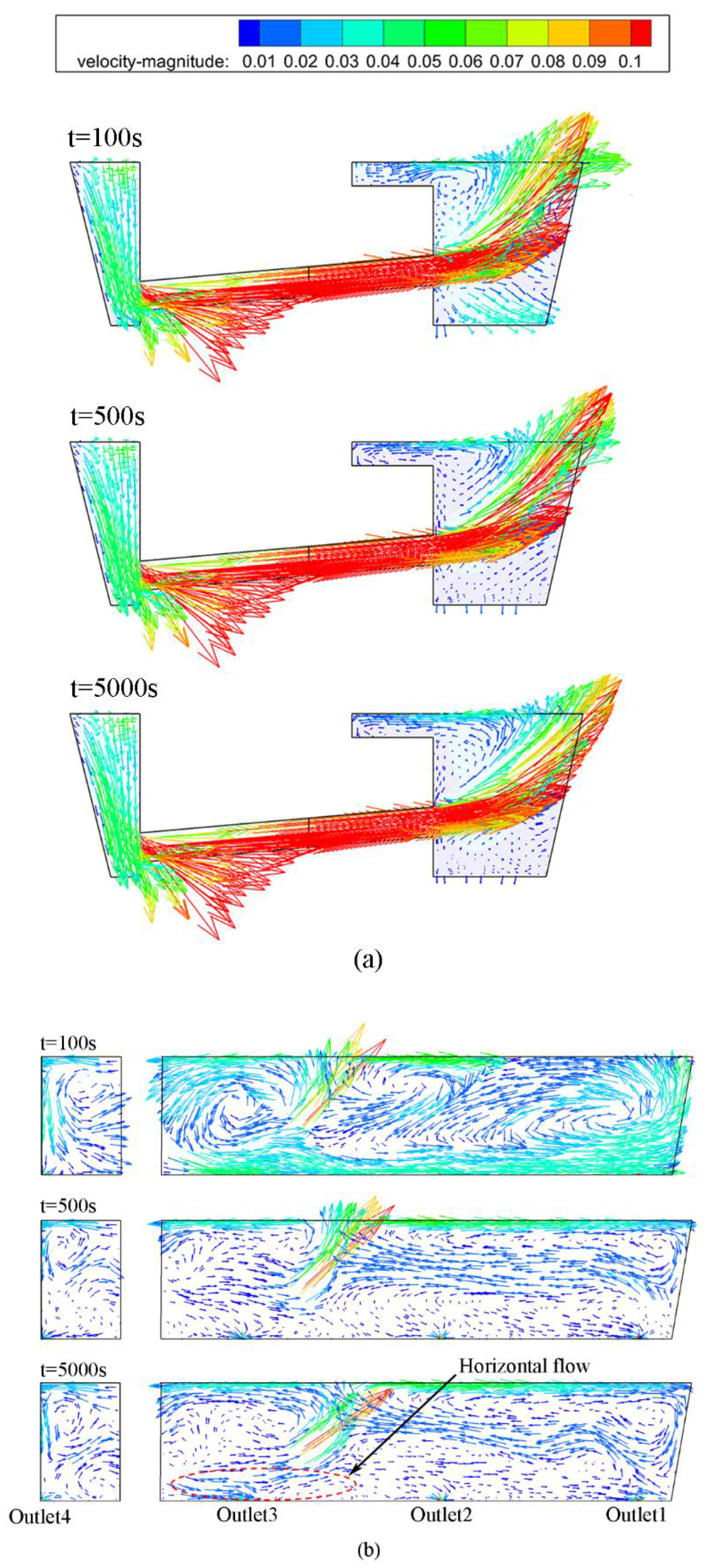
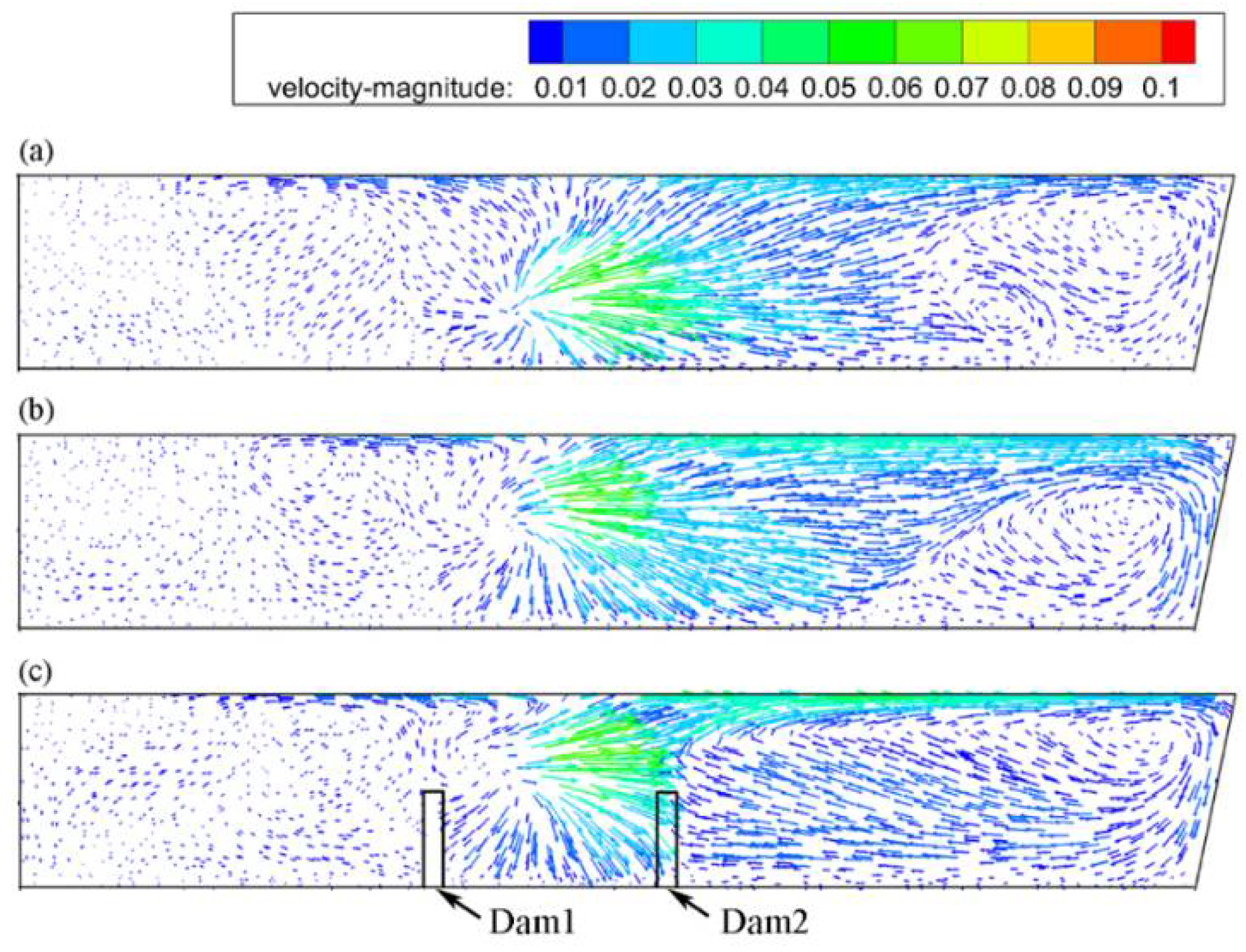
4.3. Results of Mathematical Simulation
4.4. Inclusion Removal Behavior
5. Conclusions
- (1)
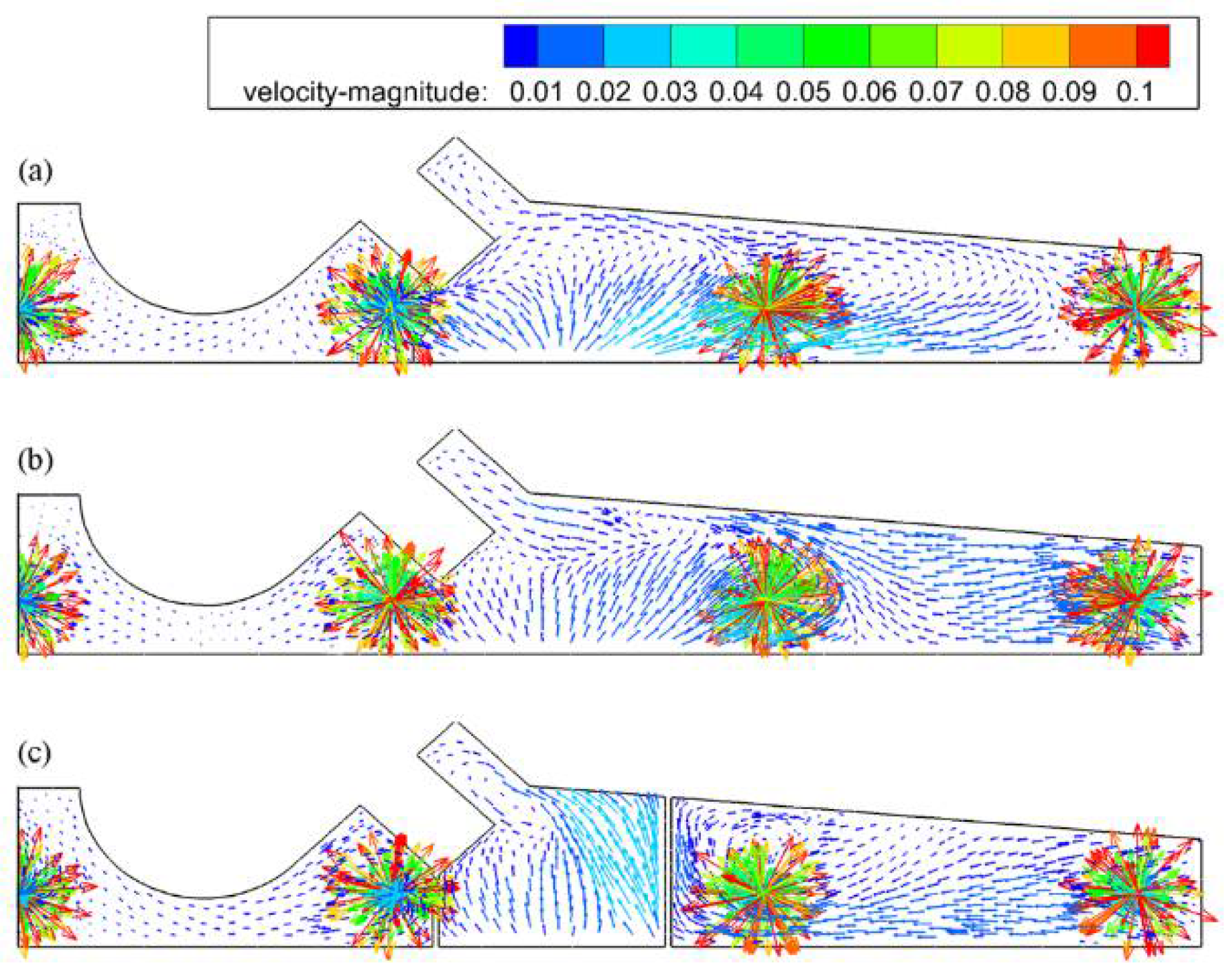
- The non-isothermal experiment and mathematical simulation show that the fluid presents an obvious rising tendency when it flows out from the heating induction channel. The larger the temperature difference inside and outside the channel is, the more consistent will be the fluid flows among different strands, and the more homogeneous the flow field in the tundish. For the prototype tundish, when the temperature difference is 5 °C, the dead zone is basically eliminated, and the residence time of fluid is prolonged by 300 s. The rising trend of fluid will decay with the further elongation of the heating time to 5000 s. Under this case, the non-isothermal flow will be developed into an isothermal flow.
- (2)
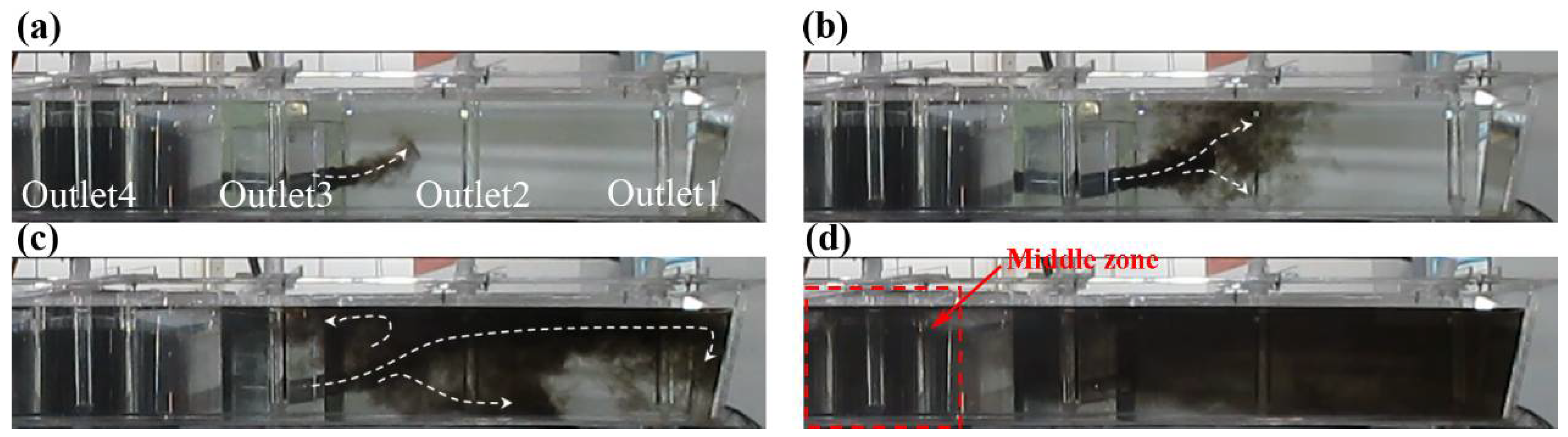
- The isothermal experiments suggest that the prototype tundish has severe “short-circuiting flow” in the second and sixth strands, which has led to the increased number of inclusions in the local billets. Changing the channel inclination and setting dams exerts little effect on the flow characteristics of fluid when the height of the channel exit is lower than 440 mm and the dead zone volume of the tundish remains as 37.19–53.18%. When the channel exit is elevated to 590 mm and the inclination remains at zero degrees, the flow field of the tundish can be greatly improved by adding two high dams at each side of the tundish. Compared with the prototype structure, the average residence time of the optimized case C5 is prolonged by 278 s, and the dead zone volume fraction is reduced by 30.16%.
- (3)
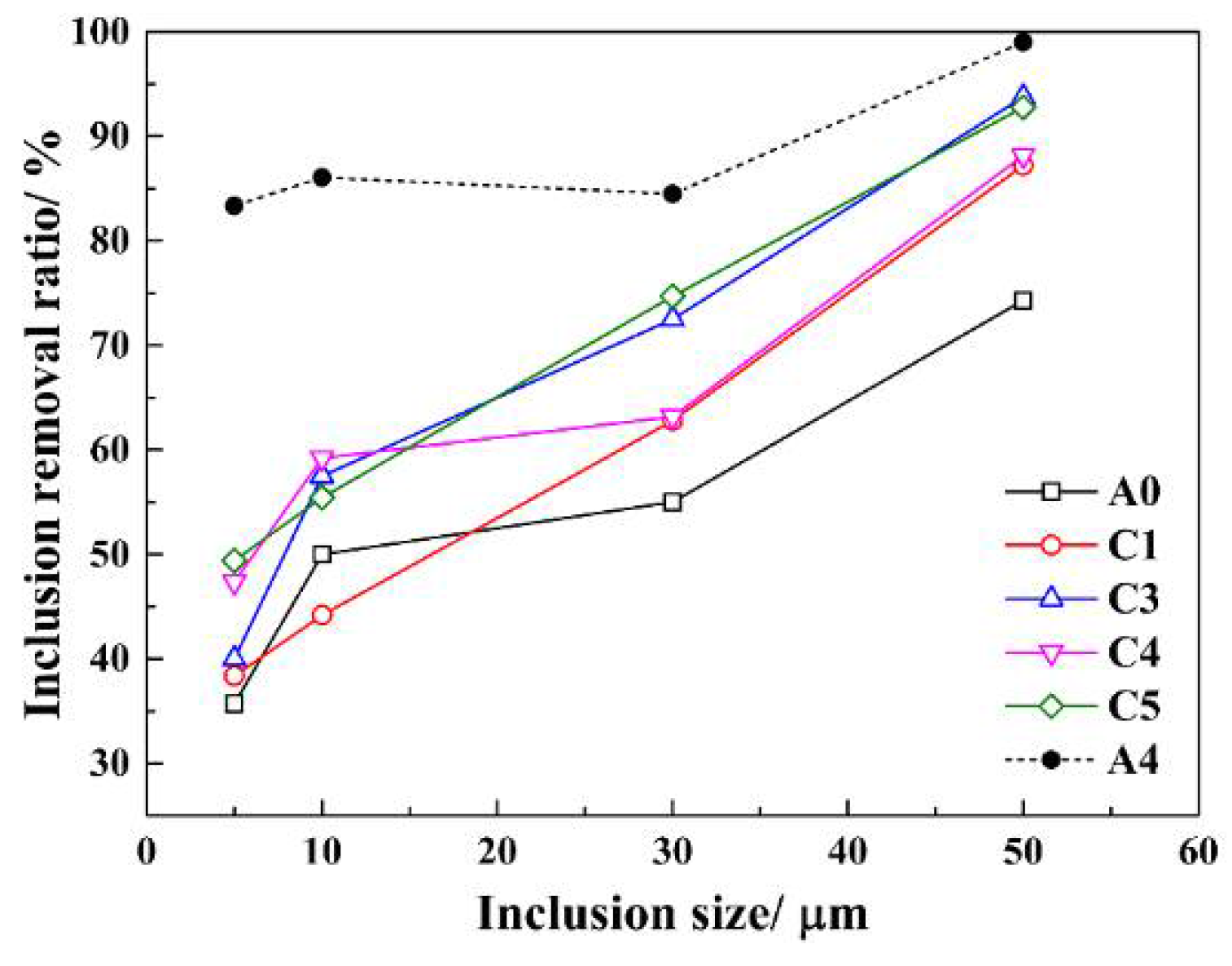
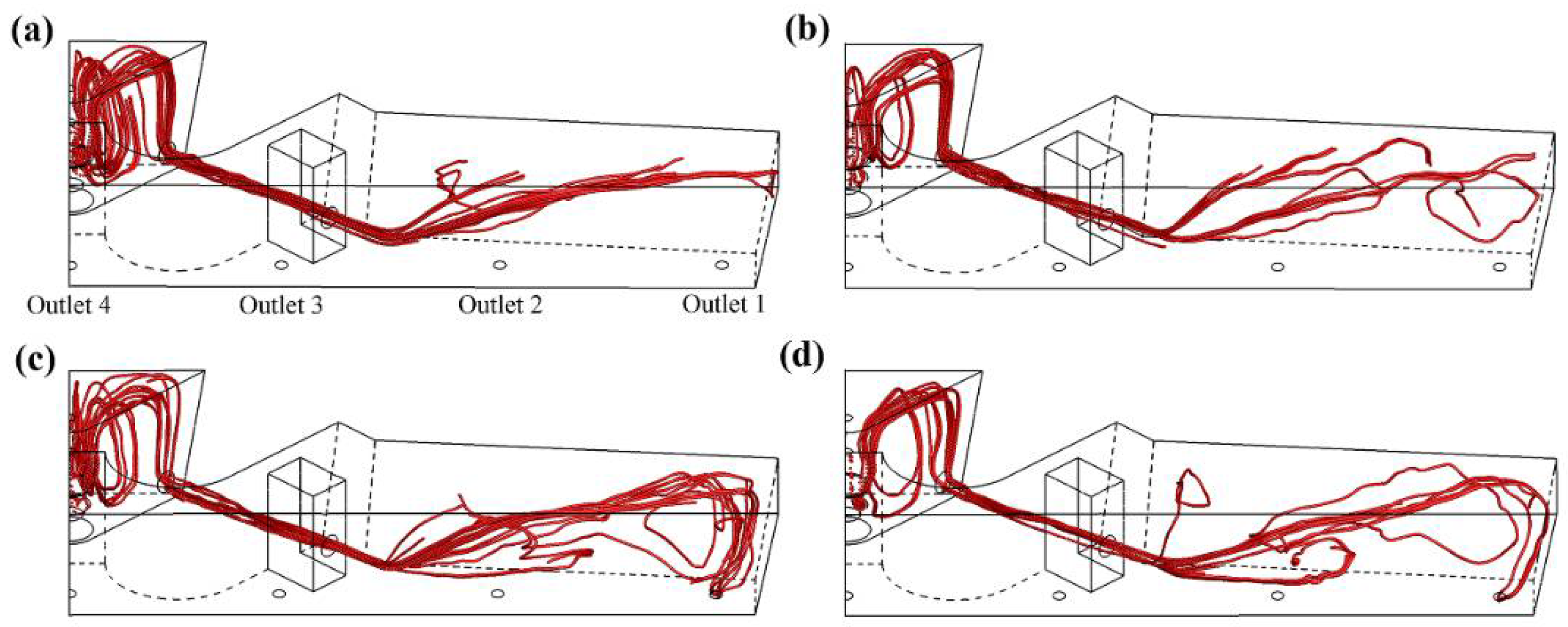
- The removal ratio of inclusions can be improved by the optimization of flow fields with consideration of the heating channel effect. The motion tracks of various sizes of inclusions differ at the exit of the channel. The larger size inclusions move upwards to the liquid surface and are directly trapped by the slag layer, while the small sizes cannot be absorbed by the top slag completely due to the back flow observed, which partly explains the reason for the small size inclusions being difficult to remove. It is shown that induction heating can significantly improve the removal ratio of different sizes of inclusions due to the thermal buoyancy force, especially for small-sized inclusions.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Mao, B.; Tao, J.M.; Jiang, T.X. Tundish channel type induction heating technology for continuous casting. Contin. Cast. 2008, 5, 4–8. [Google Scholar]
- Singh, V.; Ajmani, S.K.; Pal, A.R.; Singh, S.K.; Denys, M.B. Single strand continuous caster tundish furniture comparison for optimal performance. Ironmak. Steelmak. 2012, 39, 171–179. [Google Scholar] [CrossRef]
- Mazumdar, D.; Guthrie, R.I.L. The physical and mathematical modelling of continuous casting tundish systems. ISIJ Int. 1999, 39, 524–547. [Google Scholar] [CrossRef]
- Merder, T.; Warzecha, M. Optimization of a six-strand continuous casting tundish: Industrial measurements and numerical investigation of the tundish modifications. Metall. Trans. B 2012, 43, 856–868. [Google Scholar] [CrossRef]
- Sheng, D.Y.; Kim, C.S.; Yoon, J.K. Water model study on convection pattern of molten steel flow in continuous casting tundish. ISIJ Int. 1998, 38, 843–851. [Google Scholar] [CrossRef]
- Tang, H.Y.; Yu, M.; Li, J.S. Numerical and physical simulation on inner structure optimization of a continuous casting tundish and its metallurgical effect. J. Univ. Sci. Technol. B 2009, 31, 38–42. [Google Scholar]
- Koria, S.C.; Singh, S. Physical modeling of the effects of the flow modifier on the dynamics of molten steel flowing in a tundish. ISIJ Int. 1994, 34, 784–793. [Google Scholar] [CrossRef]
- Hsiao, T.C.; Peng, S.H.; Cheng, N.L. Steel continuous casting tundish—A type non-isothermal metallurgical reactor. J. Northeast. Univ. 2000, 21, 408–411. [Google Scholar]
- Tang, H.Y.; Li, J.S.; Gao, J.G.; Ning, J.C.; Zuo, Z.; Tian, H.P. Effect of flow control devices of tundish on cleanliness of billets. J. Iron. Steel. Res. Int. 2008, 15, 499–504. [Google Scholar]
- Yang, X.M.; Liu, S.X.; Jiao, J.S.; Zhang, M.; Duan, J.P.; Li, L.; Liu, C.Z. Hydrodynamic modeling and mathematical simulation of flow field and temperature profile for molten stainless steel in an asymmetrical T-type single-strand continuous casting tundish with arch or round hole(s) at dam bottom. Steel. Res. Int. 2012, 83, 269–287. [Google Scholar] [CrossRef]
- Zhong, L.C.; Li, B.K.; Zhu, Y.X. Fluid flow in a four-strand bloom continuous casting tundish with different flow modifiers. ISIJ Int. 2007, 47, 88–94. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, J.; Fan, J.; Zhao, S.; Fang, Y.S. An water modeling of twin–roll strip casting. J. Iron. Steel. Res. Int. 2006, 13, 14–17. [Google Scholar] [CrossRef]
- Qi, X.; Bao, Y. Physical simulation of liquid steel flowage in tundish for six-strand billet and metallurgical effect. J. Iron. Steel. Res. 2006, 18, 11–15. [Google Scholar]
- Zhong, L.C.; Zhang, L.; Huang, Y.W.; Yang, S.B.; Zhu, Y.X.; Jiang, M.F. Influence of various turbulence inhibitor on fluid flow behavior in tundish. J. Iron. Steel. Res. 2002, 12, 6–9. [Google Scholar]
- Chakraborty, S.; Sahai, Y. Effect of varying ladle stream temperature on the melt flow and heat transfer in continuous casting tundishes. ISIJ Int. 1991, 31, 960–967. [Google Scholar] [CrossRef]
- Chakraborty, S.; Sahai, Y. Mathematical modelling of transport phenomena in continuous casting tundishes II. Transient effects owing to varying ladle stream temperature. Ironmak. Steelmak. 1992, 19, 488–494. [Google Scholar]
- Jha, P.K.; Rao, P.S.; Dewan, A. Effect of height and position of dams on inclusion removal in a six strand tundish. ISIJ Int. 2008, 48, 154–160. [Google Scholar] [CrossRef]
- Joo, S.; Han, J.W.; Guthrie, R.I.L. Inclusion behavior and heat-transfer phenomena in steelmaking tundish operations part 2. Mathematical model for liquid steel in tundishes. Metall. Trans. B. 1993, 24, 767–777. [Google Scholar] [CrossRef]
- Debroy, T.; Sychterz, J.A. Numerical calculation of fluid flow in a continuous casting tundish. Metall. Trans. B. 1985, 16, 497–504. [Google Scholar] [CrossRef]
- Ueda, T.; Ohara, A.; Sakurai, M. A Tundish Provided with a Heating Device for Molten Steel. EU Patent 84301814.4, 3 March 1984. [Google Scholar]
- Mabuchi, M.; Yoshii, Y.; Nozaki, T.; Kakiu, Y.; Kakihara, S.; Ueda, N. Investigation of the purification of molten steel by using tundish heater: Development on the controlling method of casting temperature in continuous casting V. ISIJ Int. 1984, 70, 118. [Google Scholar]
- Miura, R.; Nisihara, R.; Tanaka, H.; Takasaki, Y.; Imoto, T. Tundish induction heater of No. 2 continuous caster at Yawata works. ISIJ Int. 1995, 81, T30–T33. [Google Scholar]
- Wang, Q.; Li, B.K.; Tsukihashi, F. Modeling of a thermo-electromagneto-hydrodynamic problem in continuous casting tundish with channel type induction heating. ISIJ Int. 2014, 54, 311–320. [Google Scholar] [CrossRef]
- Wang, Q.; Shi, Y.M.; Li, Y.M.; Li, B.K. Inclusions behavior and removal in tundish with induction heating. J. Northeast. Univ. 2014, 35, 1442–1446. [Google Scholar]
- Yue, Q.; Zhang, C.B.; Pei, X.H. Magnetohydrodynamic flows and heat transfer in a twin-channel induction heating tundish. Ironmak. Steelmak. 2016, 44, 227–236. [Google Scholar] [CrossRef]
- Zhang, L.; Taniguchi, S.; Cai, K. Fluid flow and inclusion removal in continuous casting tundish. Metall. Trans. B 2000, 31, 253–266. [Google Scholar] [CrossRef]
- Sahai, Y.; Emi, T. Melt flow characterization in continuous casting tundishes. ISIJ Int. 1996, 36, 667–672. [Google Scholar] [CrossRef]
- Lei, H.; Geng, D.; He, J.A. Continuum model of solidification and inclusion collision-growth in the slab continuous casting caster. ISIJ Int. 2009, 49, 1575–1582. [Google Scholar] [CrossRef]
- Sheng, D.Y.; Söder, M.; Jönsson, P.; Jonsson, L. Modeling micro-inclusion growth and separation in gas-stirred ladles. Scand. J. Metall. 2002, 31, 134–147. [Google Scholar] [CrossRef]
- Chikama, H.; Shibata, H.; Suzuki, M.; Emi, T. In-situ observation of solidification by using a confocal laser microscope. CAMP ISIJ 1995, 8, 1128–1133. [Google Scholar]
- Chikama, H.; Shibata, H.; Emi, T.; Suzuki, M. In-situ real time observation of planar to cellular to dendritic transition of crystals growing in Fe-C alloy melts. Mater. Trans. 2007, 37, 620–626. [Google Scholar] [CrossRef]
- Yin, H.; Shibata, H.; Emi, T.; Suzuki, M. In-situ observation of collision, agglomeration and cluster formation of alumina inclusion particles on steel melts. ISIJ Int. 1997, 37, 936–945. [Google Scholar] [CrossRef]
- Yin, H.; Shibata, H.; Emi, T.; Suzuki, M. Characteristics of agglomeration of various inclusion particles on molten steel surface. ISIJ Int. 2007, 37, 946–955. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Data |
|---|---|
| Length of bottom surface of discharging chamber (A) | 9504 mm |
| Length of top surface of discharging chamber (B) | 9882 mm |
| Width of bottom surface of discharging chamber (C) | 480 mm |
| Width of top surface of discharging chamber (D) | 820 mm |
| Width of pouring chamber (E) | 1173 mm |
| Distance from the shroud to the Outlet 4 (F) | 950 mm |
| Length of the channel (G) | 1600 mm |
| Distance between two outlets (H) | 1500 mm |
| Height of the channel’s export to bottom surface (I) | 300 mm |
| Inclination of the channel (α) | 5° |
| Volume of the tundish | 6.3 m3 |
| Parameters | Data |
|---|---|
| Section size of billet caster | 200 mm × 200 mm |
| Casting speed | 0.8 m/min |
| Depth of the molten bath | 870 mm |
| Volumetric flowrate of every inlet | 0.034 m3/min |
| Case | Temperature Difference, /°C | |
|---|---|---|
| Prototype | Model | |
| A0 | 0 | 0 |
| A1 | 5 | 5.6 |
| A2 | 10 | 11.2 |
| A3 | 20 | 22.4 |
| A4 | 30 | 33.6 |
| Case | α (°) | I (mm) | h (mm) |
|---|---|---|---|
| A0 (prototype) | 5 | 300 | 0 |
| B1 | 5 | 300 | 80 |
| B2 | 5 | 300 | 160 |
| B3 | −5 | 160 | 0 |
| B4 | −5 | 160 | 80 |
| B5 | −5 | 160 | 160 |
| B6 | 10 | 440 | 0 |
| B7 | 10 | 440 | 80 |
| B8 | 10 | 440 | 160 |
| B9 | −10 | 160 | 0 |
| B10 | −10 | 160 | 80 |
| B11 | −10 | 160 | 160 |
| B12 | 0 | 160 | 0 |
| B13 | 0 | 160 | 80 |
| B14 | 0 | 160 | 160 |
| Case | I (mm) | a (mm) | b (mm) | c (mm) | d (mm) |
|---|---|---|---|---|---|
| C1 | 590 | - | - | 0 | 0 |
| C2 | 590 | - | 450 | 0 | 245 |
| C3 | 590 | - | 225 | 0 | 245 |
| C4 | 590 | 240 | 375 | 245 | 510 |
| C5 | 590 | 240 | 375 | 510 | 510 |
| Parameters | Data |
|---|---|
| Density | 8523–0.8358 T kg/m3 |
| Viscosity | 0.006 kg/(m·s) |
| Specific heat | 750 J/(kg·K) |
| Thermal conductivity | 41 W/(m·K) |
| Mass diffusion coefficients of tracer | 1.1 × 10−8 m2/s |
| Parameters | Data, W/m2 |
|---|---|
| Slag layer | 15,000 |
| Side wall | 4000 |
| Channel wall | 1200 |
| Bottom wall | 1800 |
| Case | (s) | (s) | (s) | (s) | (s) | (%) | (%) | (%) | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
| A0 | 38 | 48 | 38 | 80 | 501.27 | 6.41 | 48.02 | 45.57 | 91.01 | 61.39 | 88.15 |
| A1 | 215 | 600 | 338 | 555 | 914.28 | 48.48 | 50.79 | 0.73 | 63.94 | 71.33 | 32.33 |
| A2 | 378 | 528 | 357 | 528 | 893.32 | 48.05 | 48.95 | 3.01 | 21.12 | 21.00 | 15.53 |
| A3 | 439 | 594 | 430 | 661 | 986.71 | 59.23 | 40.77 | 0 | 7.40 | 55.45 | 31.64 |
| A4 | 422 | 581 | 372 | 624 | 1001.31 | 52.61 | 47.39 | 0 | 7.58 | 30.47 | 30.79 |
| Case | (s) | (s) | (s) | (s) | (s) | (%) | (%) | (%) | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
| A0 | 38 | 48 | 38 | 80 | 501.27 | 6.41 | 48.02 | 45.57 | 91.01 | 61.39 | 88.15 |
| B1 | 39 | 57 | 40 | 102 | 475.82 | 7.71 | 43.77 | 48.52 | 21.18 | 25.41 | 35.72 |
| B2 | 49 | 84 | 51 | 127 | 545.97 | 9.69 | 49.59 | 40.72 | 69.56 | 29.84 | 28.52 |
| B3 | 40 | 54 | 43 | 102 | 568.15 | 7.90 | 53.79 | 38.31 | 147.22 | 80.03 | 161.50 |
| B4 | 40 | 67 | 41 | 110 | 572.61 | 9.45 | 52.73 | 37.82 | 312.93 | 44.92 | 39.72 |
| B5 | 48 | 82 | 52 | 156 | 569.15 | 11.29 | 50.51 | 38.20 | 61.22 | 38.66 | 26.89 |
| B6 | 38 | 47 | 39 | 93 | 529.57 | 7.17 | 50.33 | 42.50 | 44.05 | 31.58 | 67.17 |
| B7 | 40 | 57 | 41 | 119 | 521.41 | 8.71 | 47.90 | 43.39 | 50.19 | 30.70 | 71.87 |
| B8 | 36 | 53 | 36 | 191 | 525.22 | 9.69 | 49.59 | 40.72 | 66.15 | 36.01 | 72.77 |
| B9 | 33 | 53 | 34 | 72 | 578.56 | 5.75 | 57.06 | 37.19 | 155.29 | 44.51 | 85.68 |
| B10 | 45 | 71 | 46 | 116 | 544.40 | 8.79 | 50.31 | 40.90 | 213.2 | 49.07 | 55.05 |
| B11 | 63 | 98 | 61 | 161 | 573.35 | 12.08 | 50.17 | 37.57 | 17.49 | 36.95 | 37.10 |
| B12 | 36 | 55 | 37 | 103 | 500.36 | 8.31 | 45.18 | 46.51 | 220.07 | 82.61 | 130.19 |
| B13 | 40 | 66 | 41 | 126 | 445.86 | 9.07 | 39.24 | 51.59 | 175.16 | 32.98 | 29.97 |
| B14 | 49 | 75 | 49 | 140 | 431.24 | 10.26 | 36.56 | 53.18 | 41.10 | 32.59 | 30.66 |
| Case | (s) | (s) | (s) | (s) | (s) | (%) | (%) | (%) | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C1 | 46 | 65 | 46 | 218 | 636.42 | 14.33 | 54.77 | 30.90 | 82.58 | 57.47 | 109.22 |
| C2 | 36 | 62 | 37 | 94 | 652.80 | 7.11 | 63.77 | 29.12 | 70.03 | 51.68 | 106.87 |
| C3 | 42 | 127 | 62 | 176 | 617.82 | 12.92 | 54.16 | 32.92 | 22.5 | 46.39 | 35.81 |
| C4 | 82 | 167 | 83 | 171 | 656.23 | 13.79 | 57.46 | 28.74 | 76.01 | 30.27 | 33.22 |
| C5 | 77 | 252 | 92 | 212 | 779.03 | 16.50 | 68.09 | 15.41 | 42.67 | 42.70 | 38.40 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, H.; Guo, L.; Wu, G.; Xiao, H.; Yao, H.; Zhang, J. Hydrodynamic Modeling and Mathematical Simulation on Flow Field and Inclusion Removal in a Seven-Strand Continuous Casting Tundish with Channel Type Induction Heating. Metals 2018, 8, 374. https://doi.org/10.3390/met8060374
Tang H, Guo L, Wu G, Xiao H, Yao H, Zhang J. Hydrodynamic Modeling and Mathematical Simulation on Flow Field and Inclusion Removal in a Seven-Strand Continuous Casting Tundish with Channel Type Induction Heating. Metals. 2018; 8(6):374. https://doi.org/10.3390/met8060374
Chicago/Turabian StyleTang, Haiyan, Luzhao Guo, Guanghui Wu, Hong Xiao, Haiying Yao, and Jiaquan Zhang. 2018. "Hydrodynamic Modeling and Mathematical Simulation on Flow Field and Inclusion Removal in a Seven-Strand Continuous Casting Tundish with Channel Type Induction Heating" Metals 8, no. 6: 374. https://doi.org/10.3390/met8060374
APA StyleTang, H., Guo, L., Wu, G., Xiao, H., Yao, H., & Zhang, J. (2018). Hydrodynamic Modeling and Mathematical Simulation on Flow Field and Inclusion Removal in a Seven-Strand Continuous Casting Tundish with Channel Type Induction Heating. Metals, 8(6), 374. https://doi.org/10.3390/met8060374