3.1. XRD Analysis
The X-ray diffraction analysis was employed to identify the phase transformations and probable reactions during the sintering process. The obtained results were evaluated, compared, and discussed taking into account the effect caused by variation of the starting materials (Ti-Al, TiAl* and B
4C) and of the processing parameters (temperature (900, 1000, 1100 and 1200 °C) and pressure (40 and 80 MPa)).
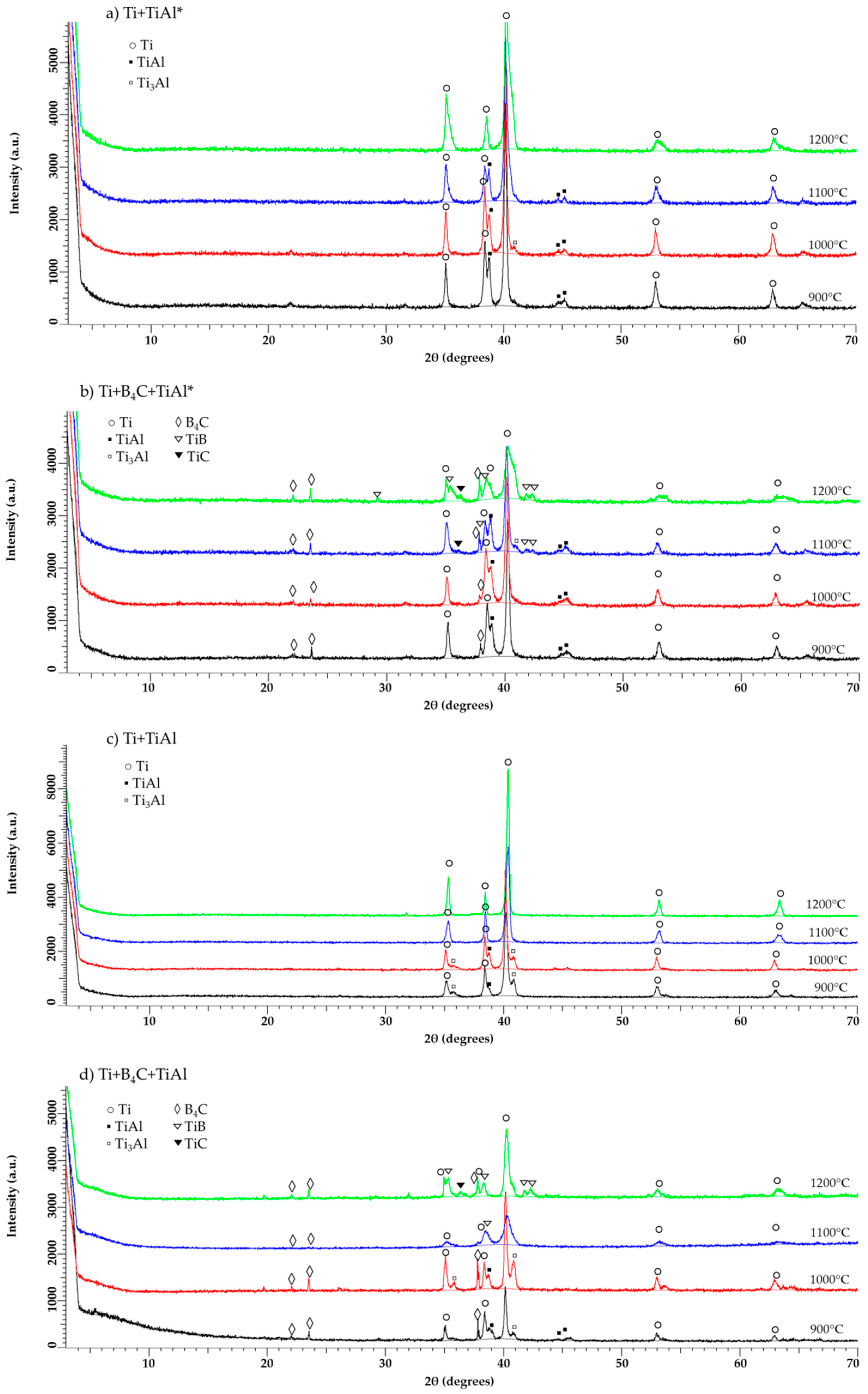
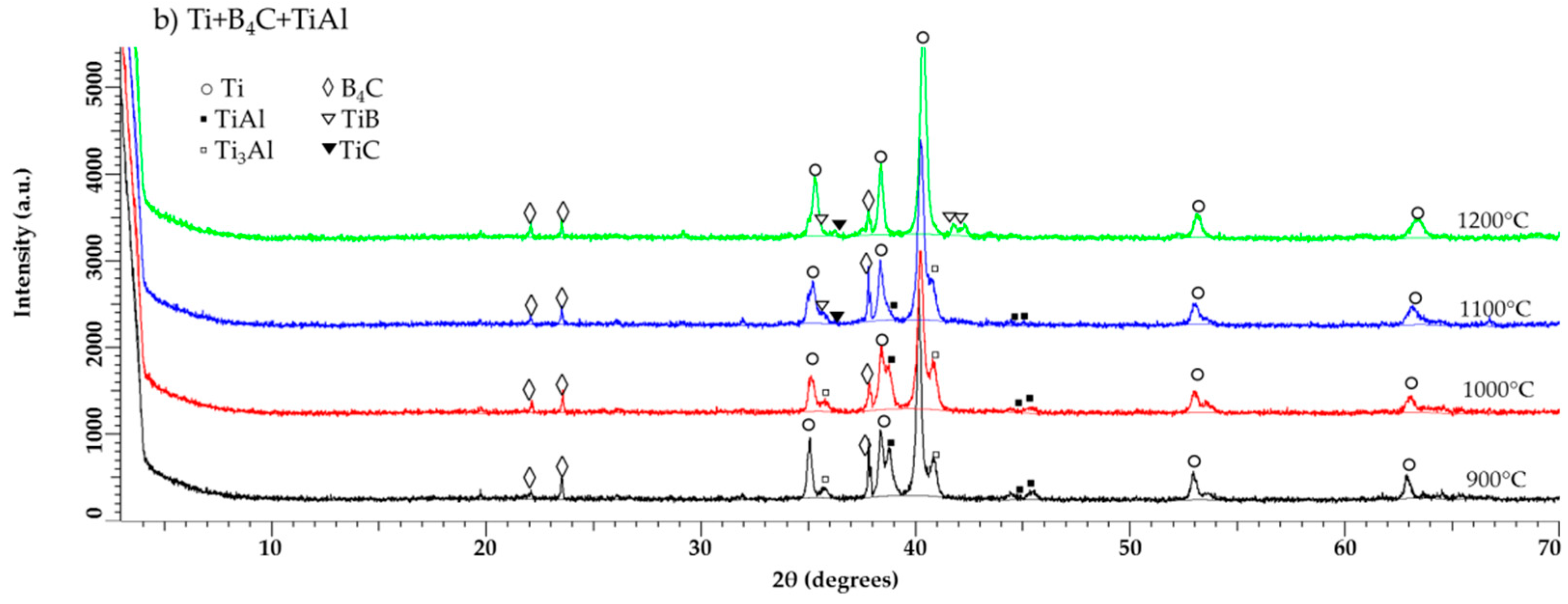
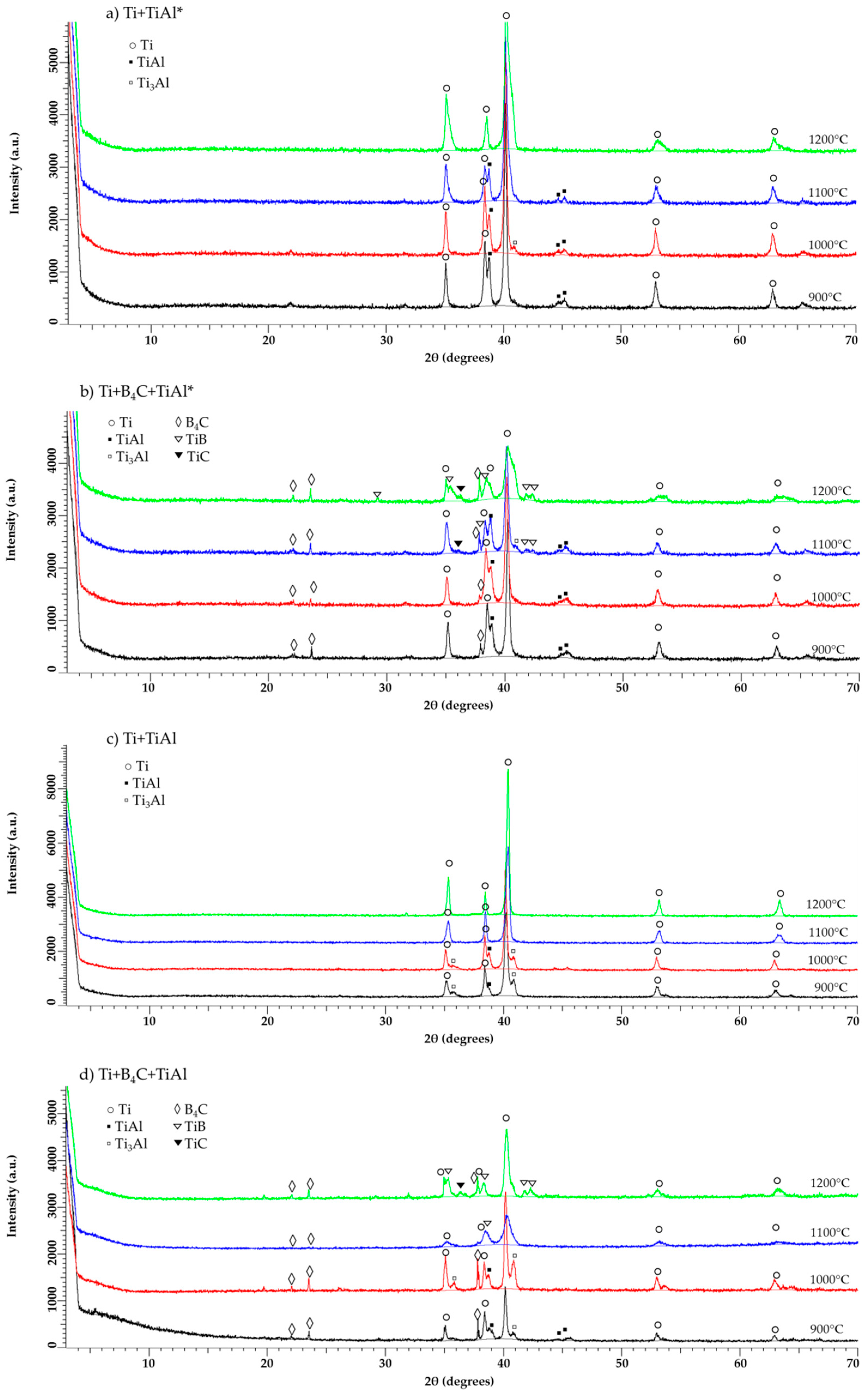
Figure 3 shows the XRD patterns of the TMCs processed at different temperatures from the four blends of raw powders, consolidated under 40 MPa for 5 min.
It should be borne in mind that
Figure 3a,c show the patterns of specimens from Ti and TiAl powders without the B
4C phase. By excluding the Ti peaks, there are crystalline phases related to the starting materials (TiAl prealloyed or blend powders). The effect of the temperature and the starting materials are reflected in the pattern of these specimens. It seems that in the specimens from Ti powder mixed with Ti-Al blend, peaks of Ti
3Al and TiAl are appreciated only below 1000 °C. When prealloyed TiAl powder is used, peaks of TiAl phase are clearly observed even up to 1100 °C. These results suggest that this is due to the prealloyed powder being less reactive than the aluminum from the blend powder. Moreover, aluminum has a tendency to diffuse into the crystalline structure of Ti: it happens from 1200 °C if the raw powder is prealloyed, and from 1100 °C if the starting particles come from the blend Ti-Al. This means that, from 1100 °C, there are only peaks of titanium alpha phase in specimens whose starting powder was the Ti-Al blend; however, this phenomenon in specimens from Ti with prealloyed TiAl* takes place at 1200 °C.
Comparing
Figure 3b,d, there are substantial differences between patterns of specimens made from prealloyed TiAl* and Ti-Al blended powders, with the B
4C particles processed at the same temperature. As previously mentioned, the presence of the TiAl phase is only detected up to 1100 °C when TiAl* prealloyed powder is used in the starting materials of specimens. In this respect, the presence of the B
4C did not affect the TiAl stability.
From the point of view of the phases formed in situ, the difference between patterns of specimens produced from TiAl* and Ti-Al blend powders are evident (see
Figure 3b,d). Considering the study of phase changes based on variations of rising temperature, if prealloyed powder is used then the apparition of secondary phases is more notorious in general up to determinate temperatures. It can be found, when the consolidation temperature is lower than 1100 °C, that the compact only consists of alpha Ti, B
4C and intermetallic phases. By hot pressing at 1100 °C under 40 MPa, a weak peak corresponding to TiC and two peaks of TiB phases appear, and their intensities increase with the increment of the operational temperature in specimens processed from TiAl*. The formation of TiC and TiB is detected at 1200 °C for both types of TMCs. It therefore seems to indicate that the presence of Al in the blend could act as a block in the secondary reaction at 1100 °C when the consolidation pressure is 40 MPa.
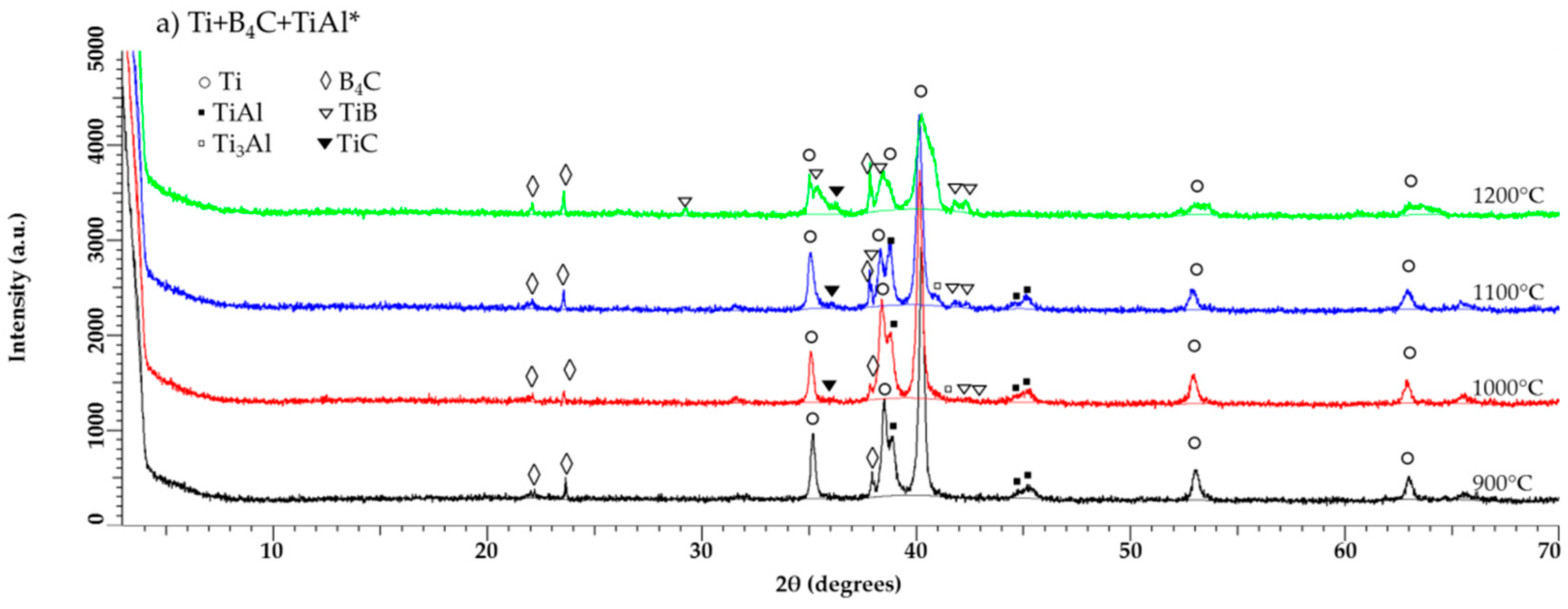
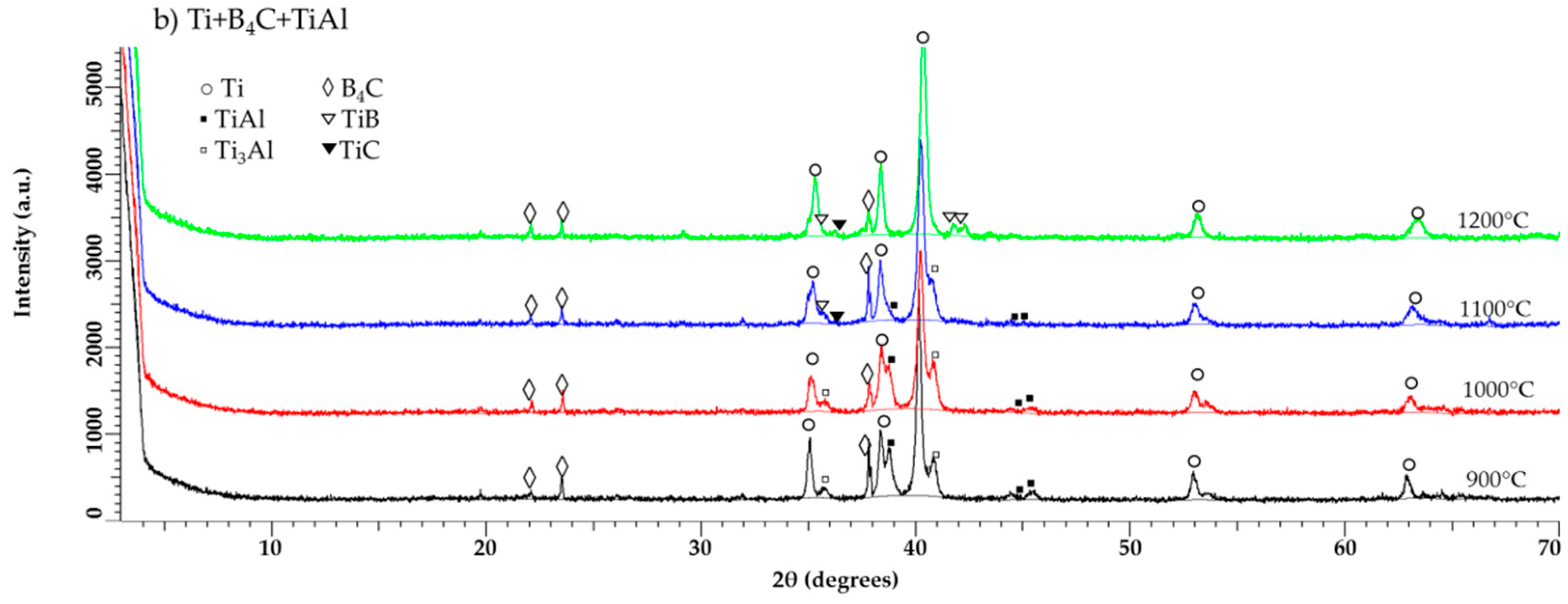
In order to evaluate whether a certain influence of the inductive pressure exists in the phases formed in situ, not only was 40 MPa tested as operational pressure, but also 80 MPa. A semi-quantitative analysis made by the Reference Intensity Ratio (RIR) method, shown in
Table 3, was also performed. Results indicate that such variation contributes towards enhancing the content of the reinforcement when the specimens are hot-consolidated under 80 MPa. For that matter, at lower temperatures, peaks and semi-quantification of TiB and TiC can be observed in
Figure 4a,b and
Table 3. In the case where specimens are made from TiAl*, weak peaks of TiB and TiC phases appear at 1000 °C; while in specimens made from Ti-Al blend, the processing temperature to detect secondary phases ascends to 1100 °C. In this respect, this phenomenon has certain similitude with the aforementioned results as observed in
Figure 3b,d. At 1100 °C, the formation of a small amount of intermetallic Ti
3Al can be appreciated under 80 MPa, thanks to the decomposition of TiAl and the subsequent reactions inside the Ti matrix.
Table 3 confirms these observations.
On concluding the XRD analysis of the specimens, in those produced at 1100 °C, patterns are slightly different; a transition can be observed with temperature. It is therefore necessary to delve into further depth regarding the phase evolution information by microstructure observation with SEM and optical microscopy.
3.2. Microstructural Characterization
The identification was performed on phases formed in situ and intermetallic compounds through a microstructural study of the specimens. In order to present the results of this study in a suitable way, several comparisons between diverse specimens are performed based on: (i) starting materials; (ii) consolidation pressure; and (iii) processing temperature.
Regarding the powders used in the fabrication, a first comparison between TMCs processed from TiAl* and Ti-Al blend powder is carried out.
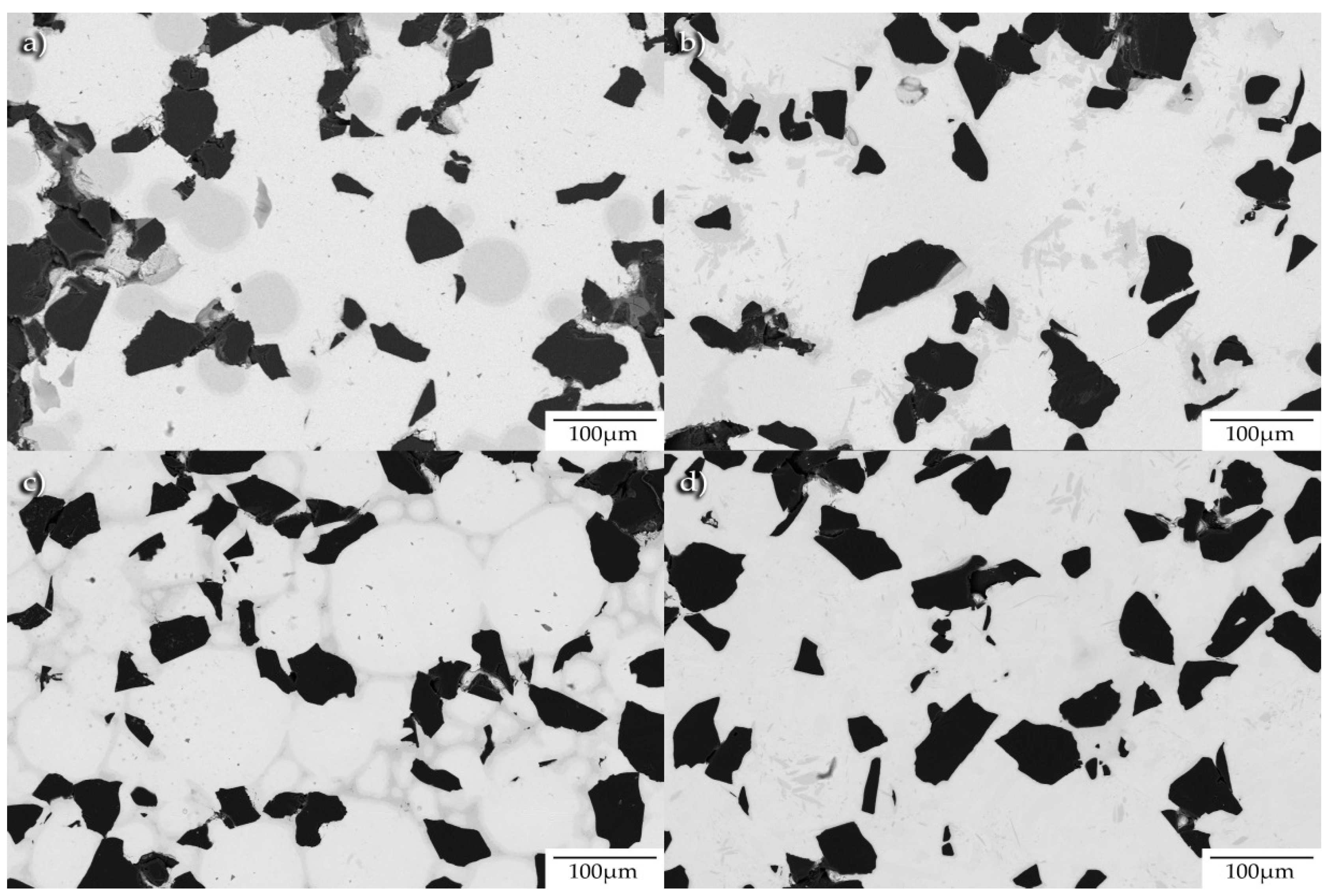
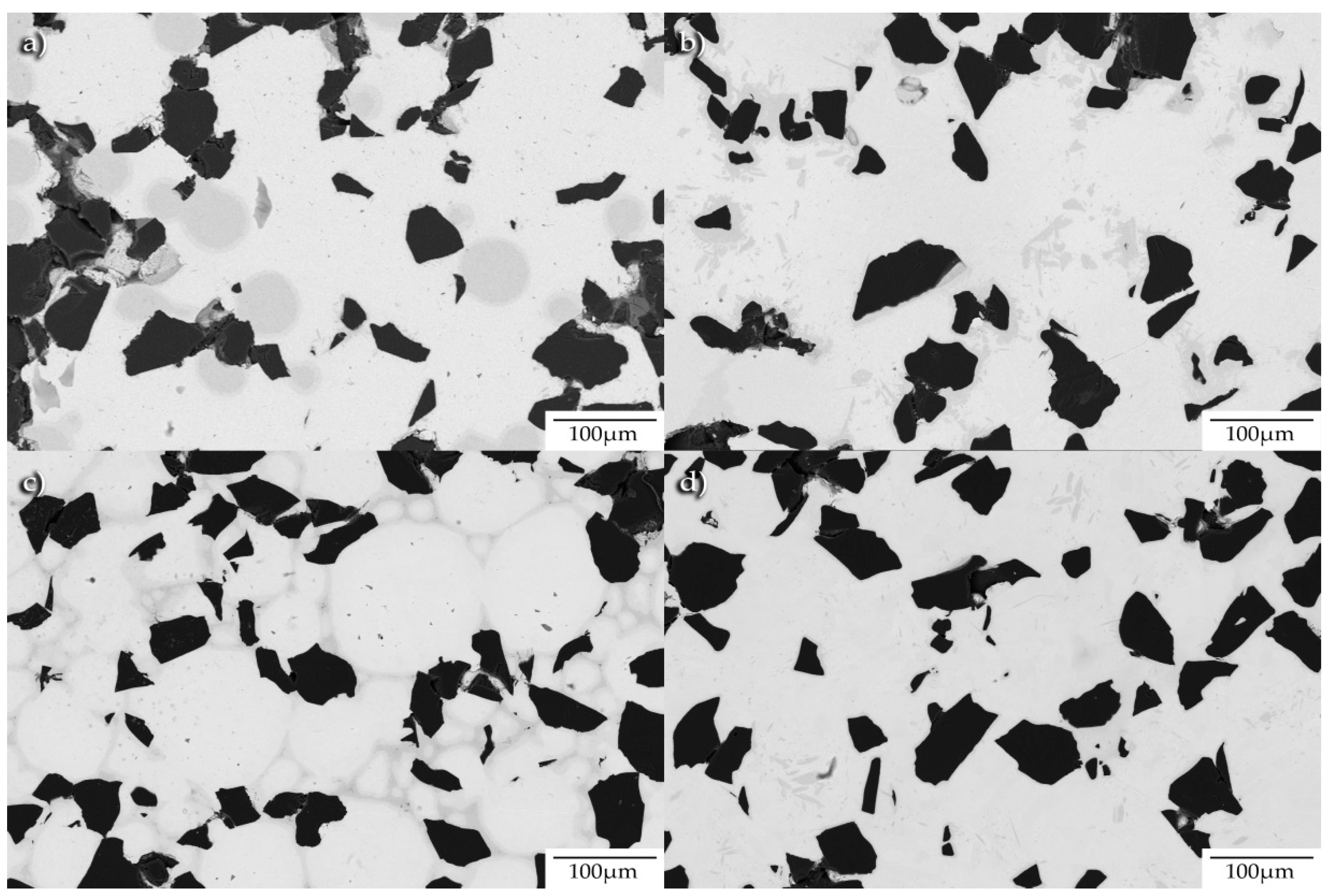
Figure 5 shows microstructures of the specimens processed at two temperatures (1000 °C and 1200 °C), for 5 min and with pressure at 80 MPa, whereby the starting materials constitute the influence factor to be evaluated. By hot pressing at 1200 °C, no presence of TiAl or Ti
3Al phases remains, for either TMCs made from TiAl* or Ti-Al blend. However, if the temperature of the hot pressing is 1000 °C, then intermetallic phases are observed (
Figure 5a,c). The distribution in the Ti matrix of the TiAl-based phases depends on the starting materials employed. While the microstructure of the specimens with TiAl* shows the TiAl-based phases as nodular morphology into the matrix, the location and morphology of these phases in TMC made from Ti-Al blend is totally different. The equiaxial grain of the Ti matrix in TMCs from Ti-Al blend can be appreciated thanks to the location of the intermetallic compound at grain boundaries. This phenomenon was also studied in previous work by the authors [
17]. Through the use of TiAl*, the grain boundaries are free to react with the B
4C particles. For this reason, the presence of secondary phases at a lower temperature is observed, which means that TiB and TiC form first in these TMCs.
Figure 5b,d show the SEM micrographs of the TMCs compacted at the highest pressure (80 MPa) and the highest temperature (1200 °C). From the cross-section of the specimens, a uniform distribution of the reinforcing phases without porosity can be observed, which indicates that a well-bonded composite structure can be achieved by means of the inductive hot-pressing process under these conditions.
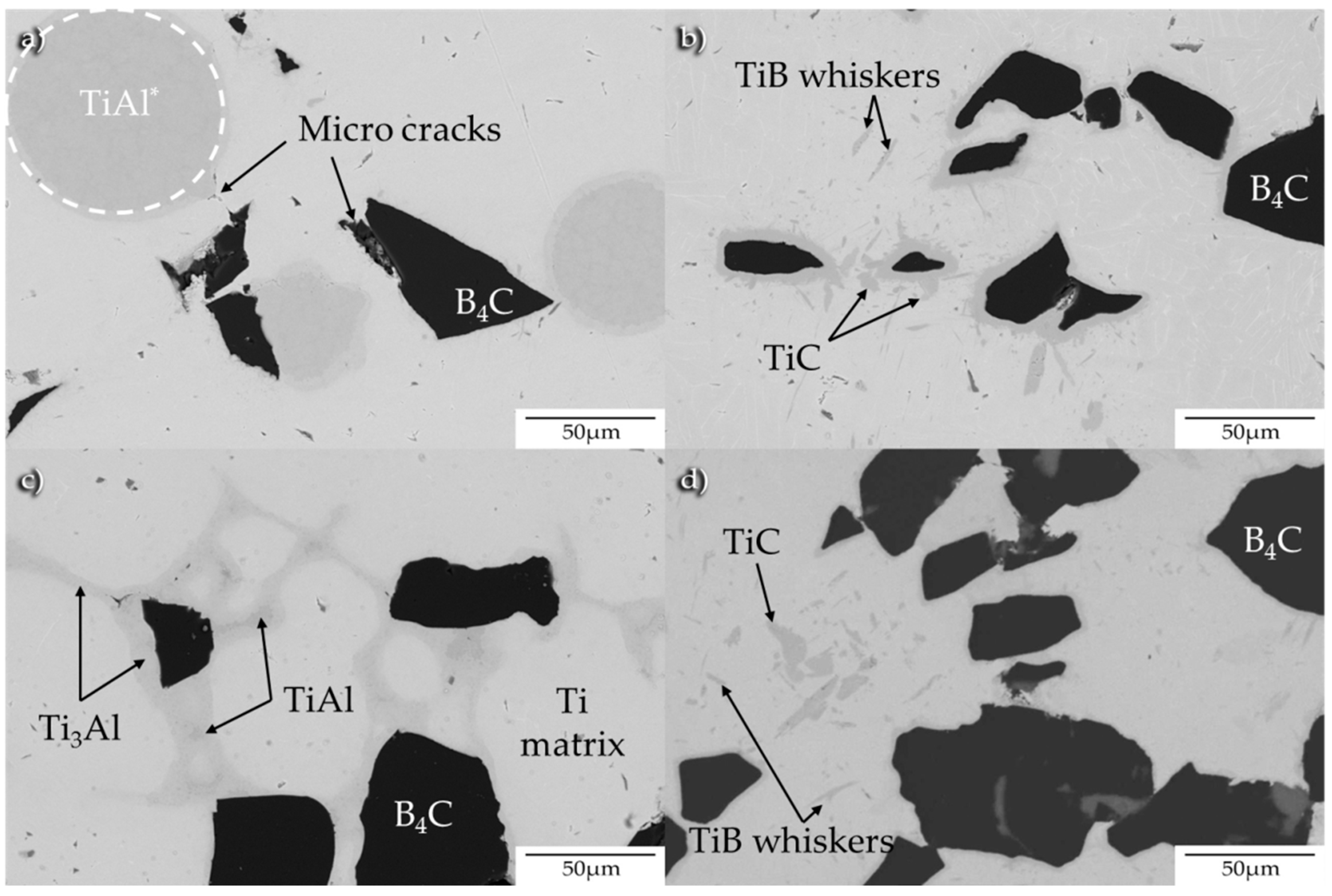
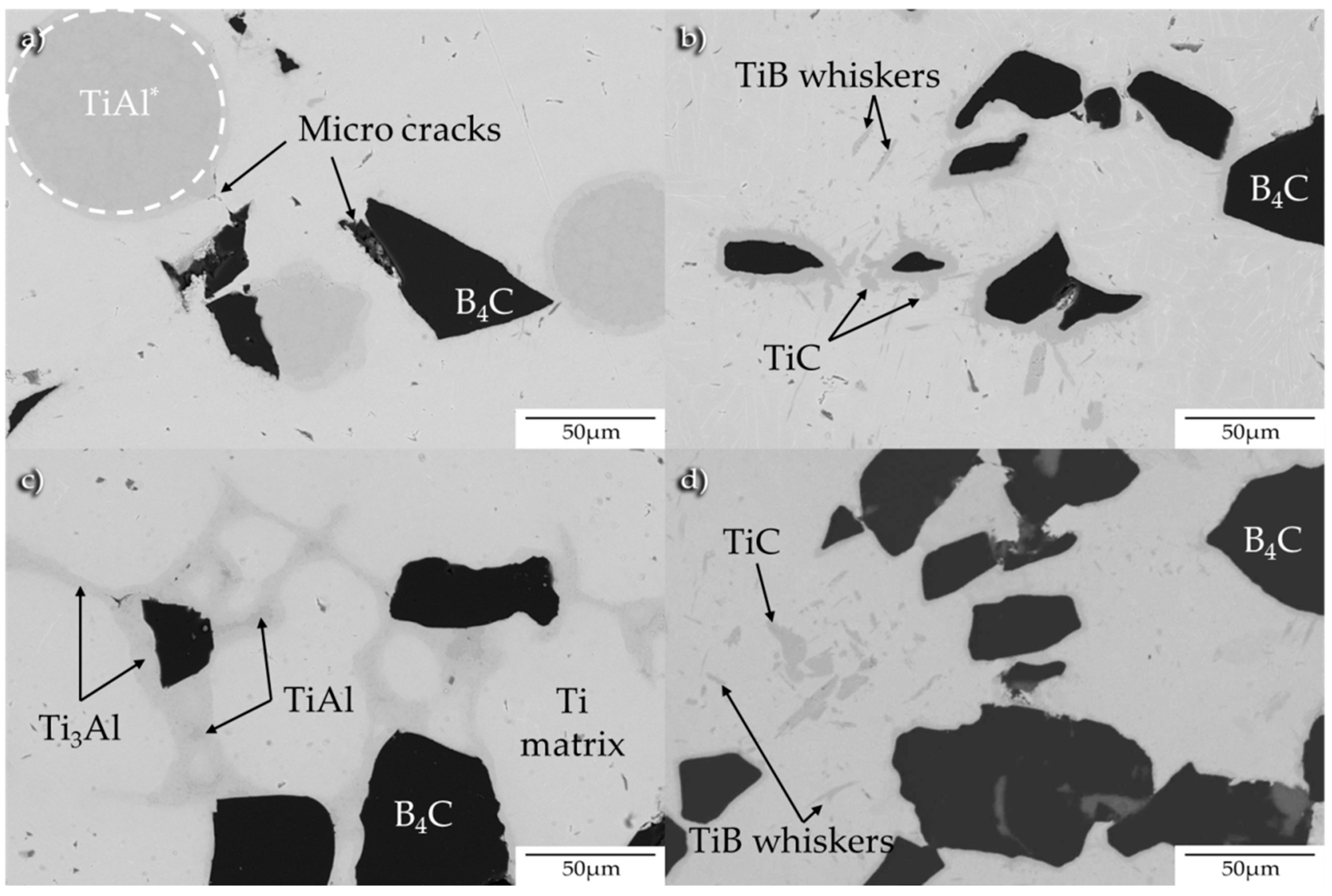
Figure 6 displays the evolution of the microstructures of the TMCs under the processing parameters of 40 MPa pressure and at temperatures of 1000 and 1200 °C. As commented previously for specimens processed under 80 MPa, the higher the temperature becomes, the more the secondary phases are formed. Regarding densification, certain cracks and porosity could be observed close to the B
4C particles. In particular, there are micro cracks close to intermetallic phases at lower temperatures, as it can be observed in
Figure 6a.
The interface zone between the matrix and B
4C particles is clear. It can be observed from
Figure 6b,d that TiC areas and TiB whiskers are tightly fixed to the Ti matrix and no microdefects appeared due to the clean reaction interface between the matrix and the phases formed in situ. When B
4C dissolves in B and C elemental particles, carbon particles present higher diffusion than do boron particles in the matrix, and they form round dendritic TiC phases far from that of the original B
4C. Boron particles stay close to B
4C, surrounding the particles and forming TiB whiskers.
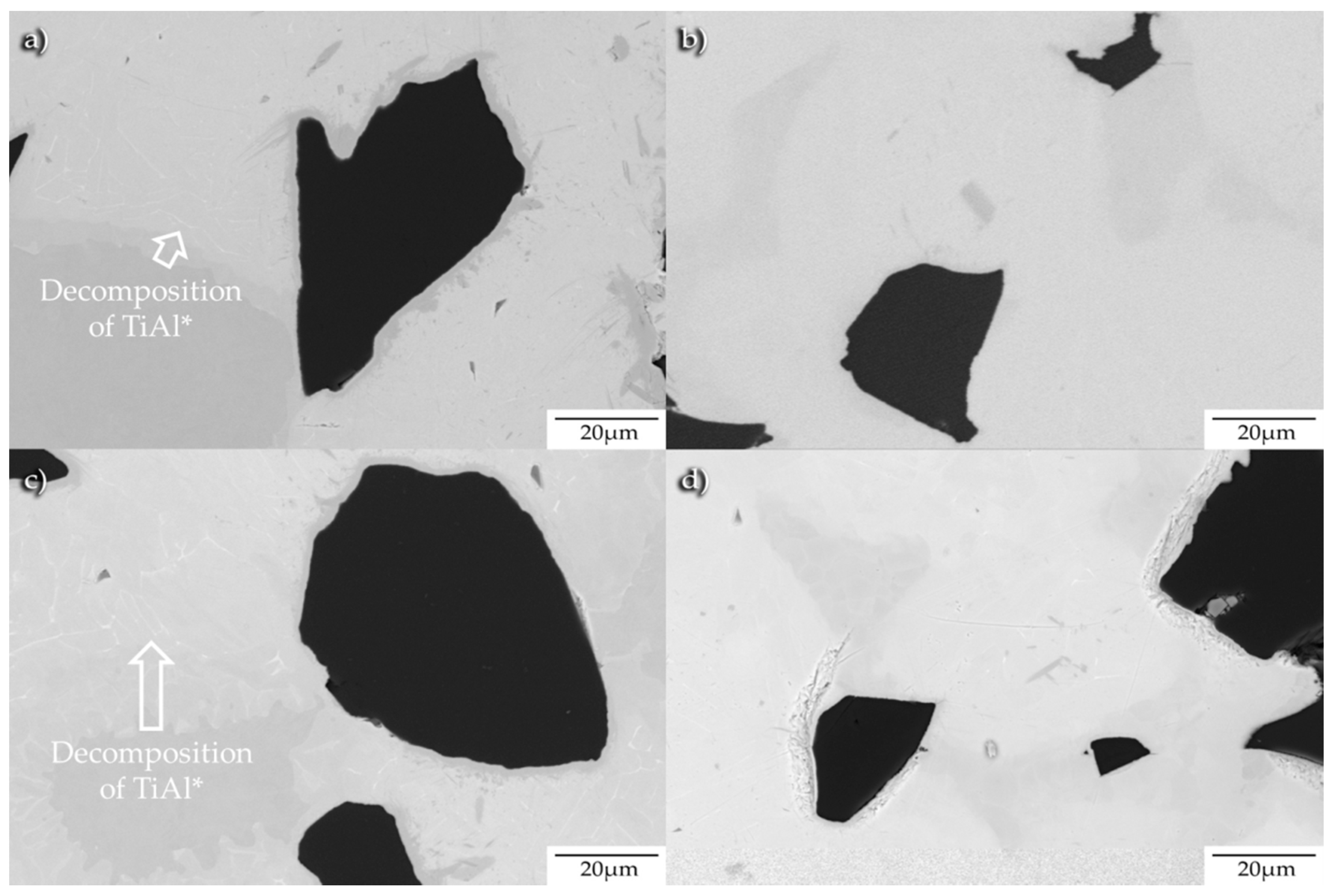
Figure 7 shows the effect of pressure at the transition temperature (1100 °C), and confirms the XRD results. Indeed, at the higher pressure of 80 MPa, both the bonding of TiAl* and the diffusion of aluminum in the Ti matrix improved.
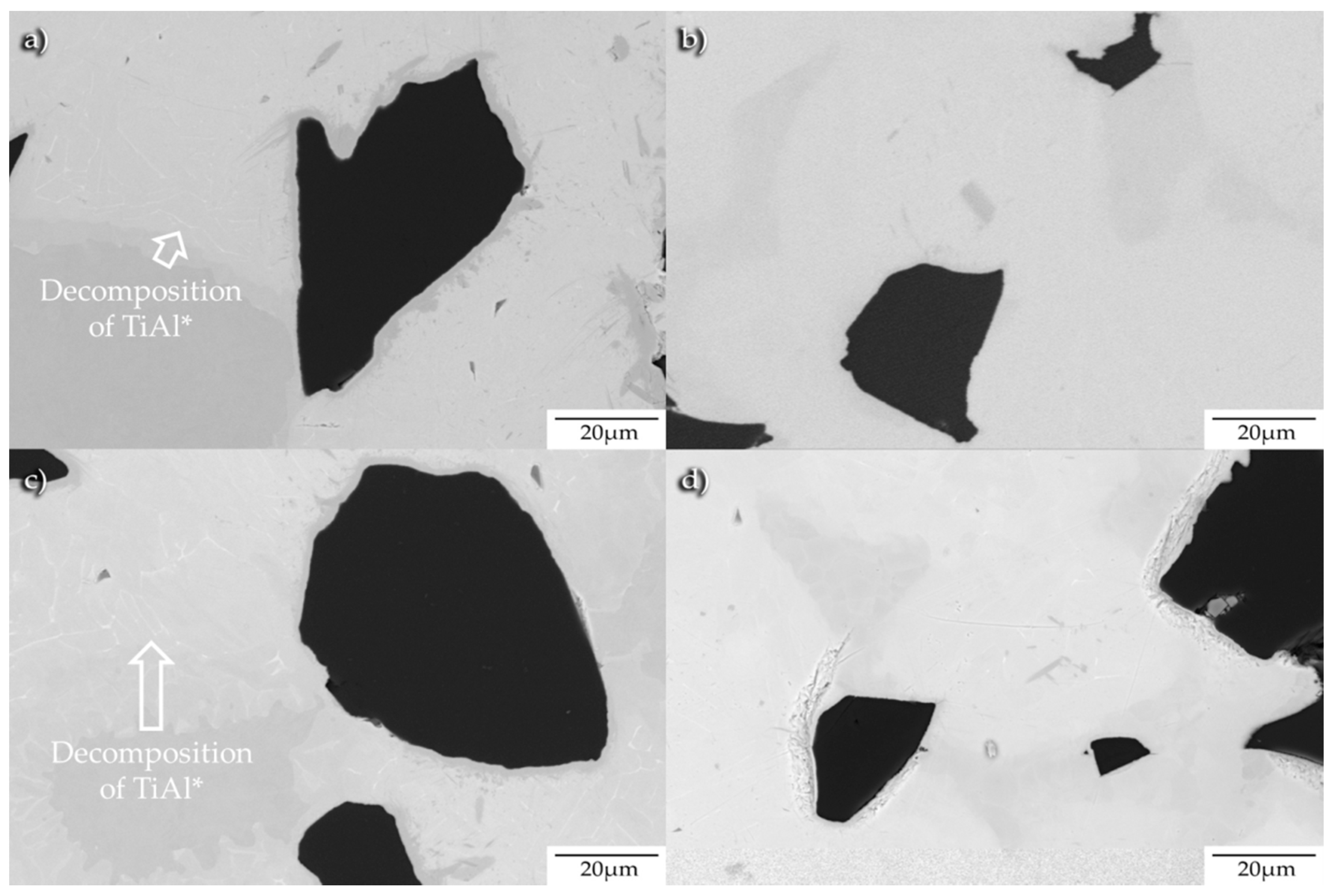
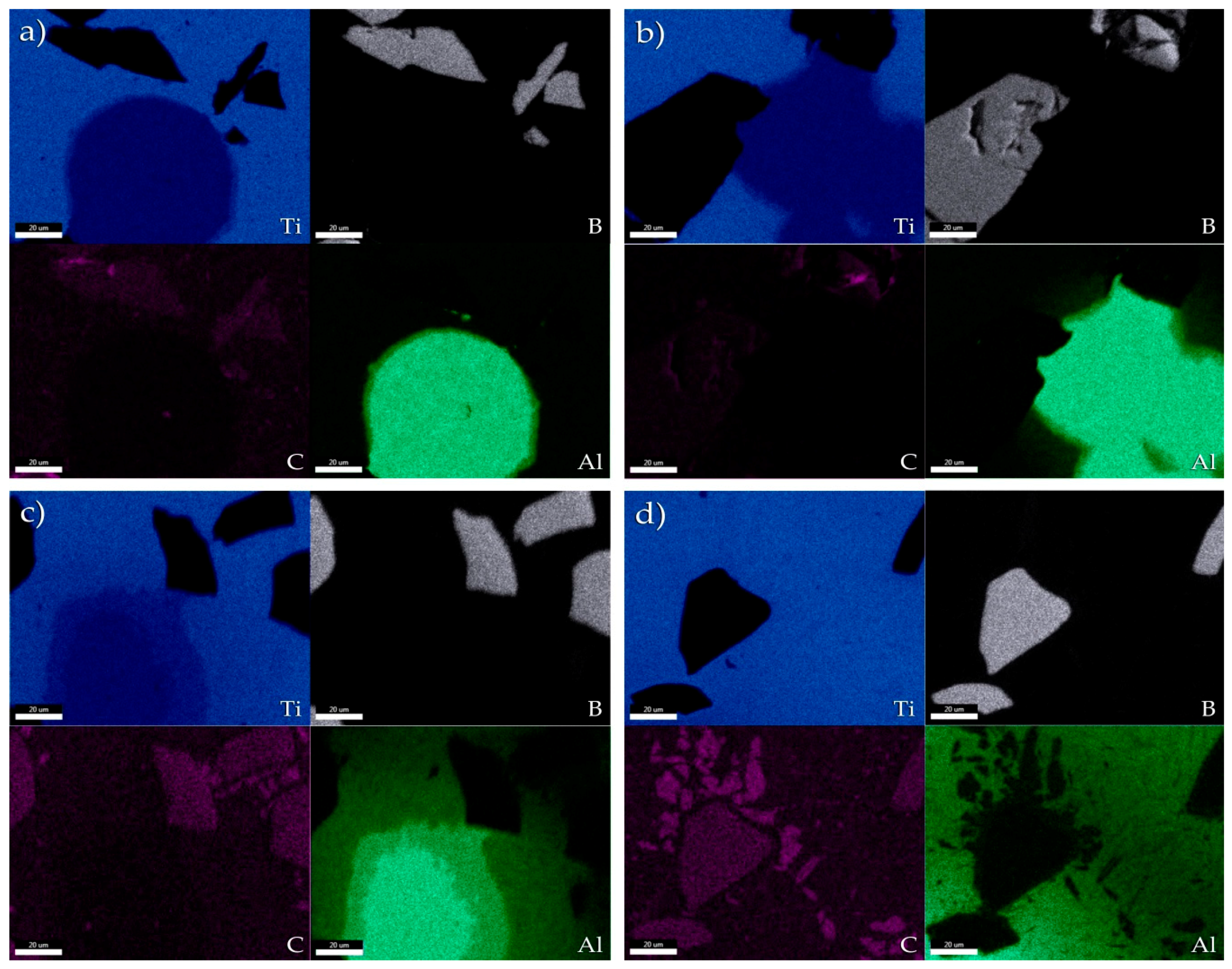
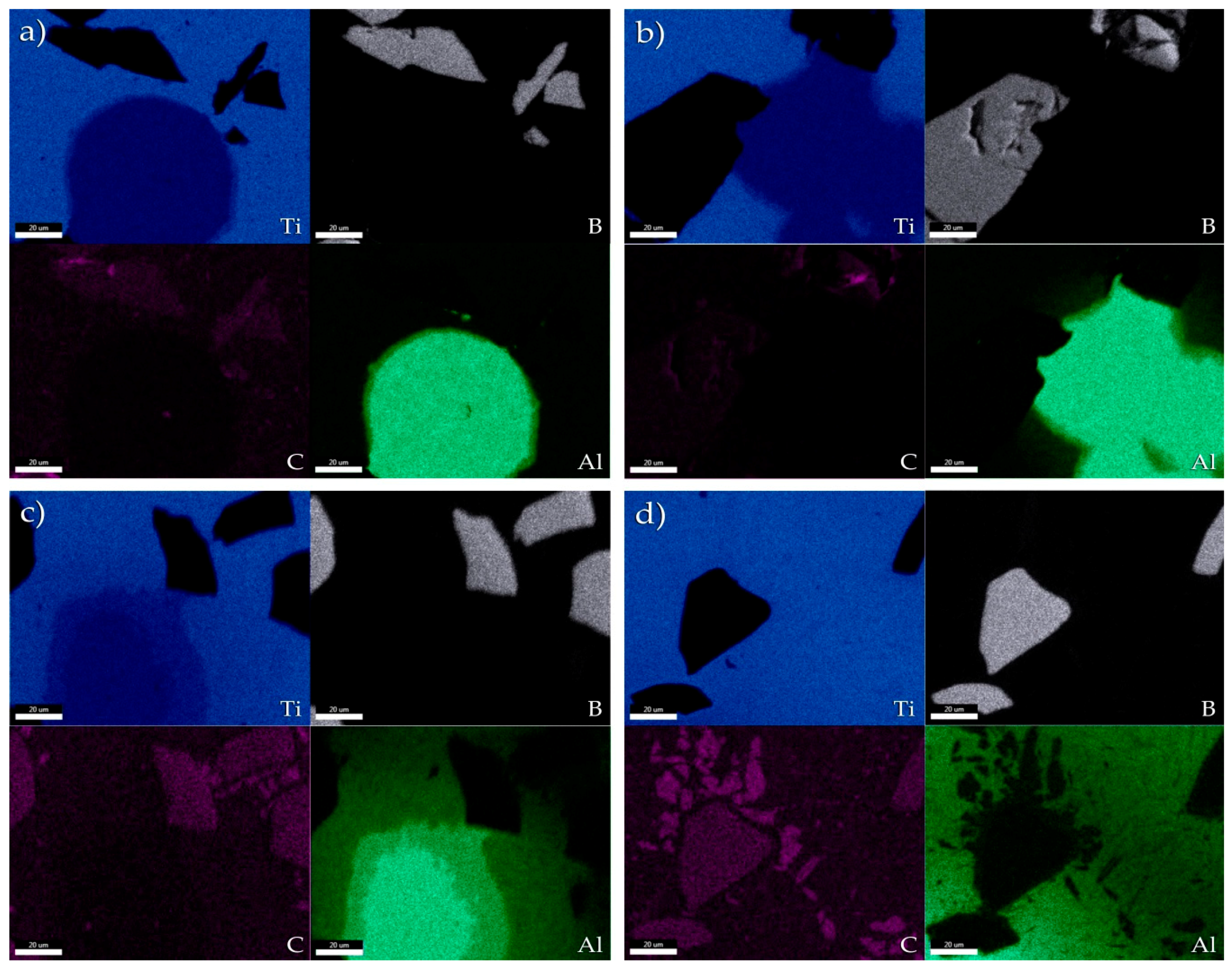
For the conclusion of the microstructural study, a compositional mapping of several elements (Ti, Al, C, and B) is carried out to determine the possible reactions of the constituents of the TMCs at the four processing temperatures tested (900 °C, 1000 °C, 1100 °C, and 1200 °C). The specimens studied are those of the TMCs with TiAl* under 80 MPa. The influence of the temperature in the microstructural evolution can be well appreciated in
Figure 8. By hot pressing at 900 °C, there are clear areas corresponding to the intermetallic TiAl from the prealloyed powder (TiAl*), Ti matrix, and the B
4C particles. As the temperature rises, through the diffusion and reaction of the elements, the in situ secondary phases appear. These reactions become more evident from 1100 °C. Additionally, the intermetallic compound begins to be more reactive. In this way, the aluminum diffusion into the matrix is more noticeable at 1100 °C as displayed in
Figure 8c. Owing to the increment of the temperature up to 1200 °C, the decomposition and reaction of the intermetallic compounds become imminent. Furthermore, as demonstrated in previous research work and mentioned previously, the higher the processing temperature, the greater the content of TiB and TiC phases, and the lower the intermetallic-phase content.
3.3. Density, Hardness and Young’s Modulus
Density, hardness, and Young’s Modulus properties are three significant indicators that reflect the reliability of the inductive hot-pressing process and the veracity of the operational parameters employed. These properties are evaluated and compared in terms of whether the processing temperature and pressure are increased.
The use of the intermetallic compound in the form of prealloyed powder or Ti-Al blend powders involves variations in the microstructure of the specimens by the temperature as well as the addition of the B4C; it is therefore crucial to evaluate their effect on the final properties of the manufactured specimens.
In the specimens manufactured without B4C, if the temperature is rising from 900 °C to 1000 °C under 40 MPa, then the density of the specimens made from TiAl* increases by only 0.2% (4.364 and 4.374 g/cm3, respectively) and for specimens from the Ti-Al blend, this increase is 0.7% (4.371 and 4.339 g/cm3, respectively). These increments are negligible values. If the temperature rises from 1100 °C to 1200 °C, the densification increments of the specimens remain below 0.1%. This means that the densification is well performed even at the lowest temperature.
In general, with B
4C particles at the lowest temperature (900 °C), the density of the specimens made from TiAl* presents lower values (3.400 g/cm
3 at 40 MPa and 3.497 g/cm
3 at 80 MPa) than the other specimens from Ti-Al blend powder (3.530 g/cm
3 at 40 MPa and 3.606 g/cm
3 at 80 MPa). This is in agreement with microstructures observed in
Figure 6. The microcracks at the border of the intermetallic phase are visible in specimens processed at 900 °C and 40 MPa; however, under identical conditions, the specimens made from Ti-Al blend powder show no such microdefects. On increasing the pressure of the hot consolidation up to 80 MPa, these defects become slightly visible.
By raising the operational temperature from 900 °C to 1000 °C and from 1100 °C to 1200 °C under 40 MPa, the densification of the TMCs, whose starting powder has B4C particles and TiAl*, presented increments of 2.1% and 3.5%, respectively. The density therefore has a gradual tendency to increase in accordance with the temperature. Related to the specimens made from Ti-Al blend powder with B4C particles, the temperature influence is less significant. If the operational temperature increases from 900 °C to 1000 °C and from 1100 °C to 1200 °C, then there is an augmentation of 1.5% approximately of densification in both cases; however, from 1000 to 1100 °C the density remains constant. Furthermore, the phases formed in situ by the reactions eliminate the possible porosity in the matrix, thereby promoting bonding between the matrix and reinforcements. In this regard, density is promoted by temperature.
While evaluating the influence of the consolidation pressure at the same constant manufacturing temperature (1200 °C) for each type of powder, the increment in pressure from 40 MPa to 80 MPa involves increases in percentages of 2.7% (3.724 and 3.826 g/cm3, respectively) when TiAl* prealloyed powder is used and 1.4% (3.710 and 3.763 g/cm3, respectively) for Ti-Al blend powder.
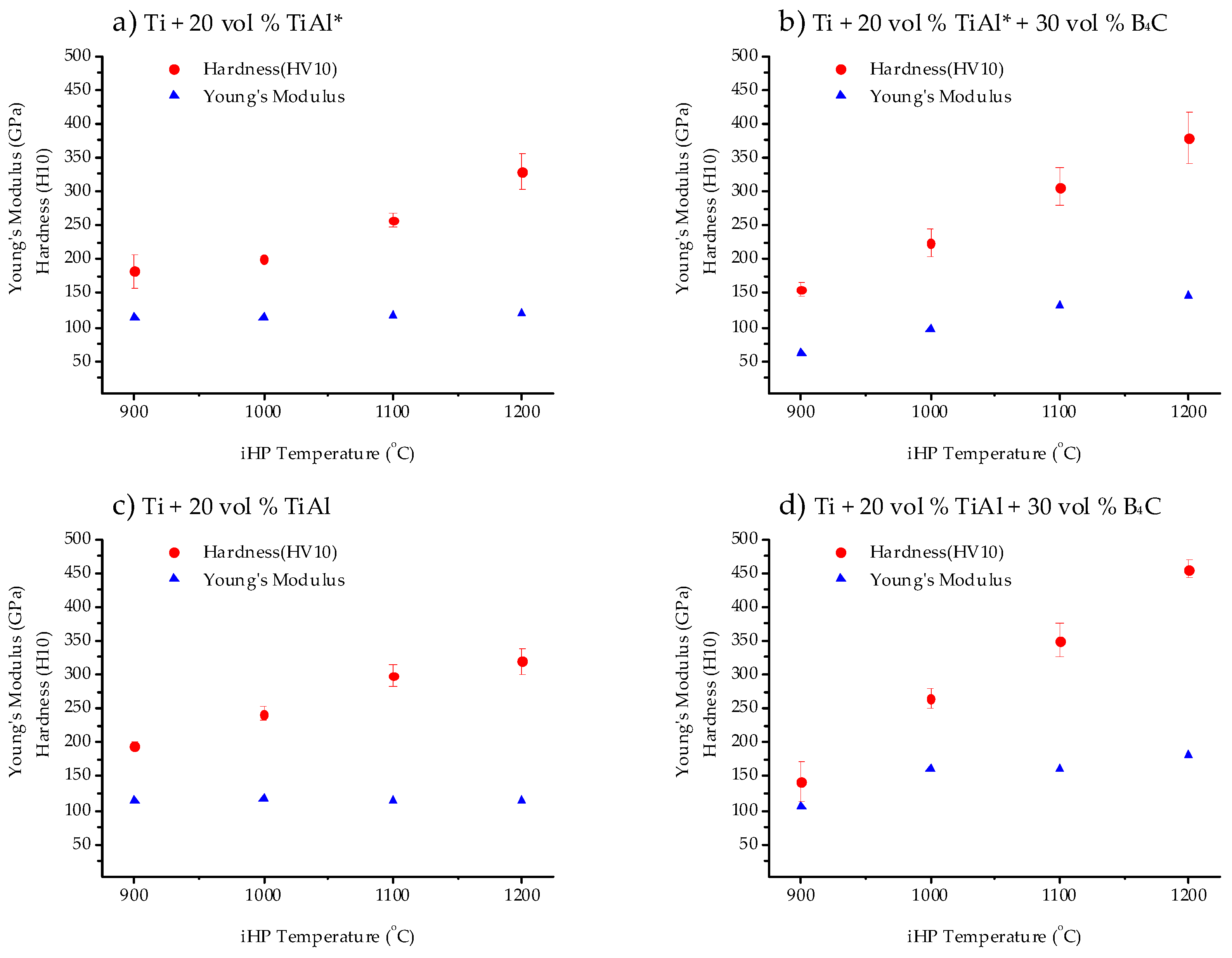
Hardness and Young’s Modulus properties of the specimens are displayed in
Figure 9 and
Figure 10; their measured values are shown while taking into account the starting materials and the pressure employed (40 MPa and 80 MPa).
On one hand,
Figure 9a,c show the behavior of specimens made from Ti with TiAl* and from Ti-Al blend without B
4C particles, respectively. On the other hand,
Figure 9b,d illustrate the properties of TMCs with B
4C made from TiAl* and Ti-Al blend, respectively. All these specimens are consolidated at 40 MPa.
Hardness of the specimens is also compared on the basis of the process parameters. In specimens without B
4C particles, the values of hardness are significantly affected by raising the temperature. By 900 °C hot pressing, the specimen from TiAl* (182 HV) presents lower hardness values than does the specimen from the Ti-Al blend (195 HV), as shown in
Figure 9a,c. The homogeneous distribution of the intermetallic compound at the Ti grain boundaries of the matrix provides evidence of its improved strengthening effect. In the case of the specimens from TiAl*, at 900 °C, the microstructure study reveals a number of cracks close to the areas of the intermetallic TiAl compound. It could contribute towards reducing their hardness. In specimens made from TiAl*,
Figure 9a, when the temperatures tested vary from 900 °C to 1000 °C, from 1000 °C to 1100 °C, and from 1100 °C to 1200 °C, then their hardness increases by 11%, 28%, and 28%, respectively. It can be observed in
Figure 9c, that when temperature rises from 1100 °C to 1200 °C, there is only 7% of increment in hardness of specimens made from the Ti-Al blend. A possible explanation for this hardness increment may be related to the decomposition of the intermetallic compound into the Ti matrix. In the case of specimens from TiAl*, the intermetallic phases are observed in the matrix up to 1100 °C. However, in specimens from the Ti-Al blend, the intermetallic phases appear up to 1000 °C. The gain in hardness in general for the specimens made from TiAl* without B
4C particles is of 80% when comparing specimens produced at 900 °C and 1200 °C. Under these same conditions, the increment of hardness in specimens from Ti-Al blend powder is of 64% (from 900 °C to 1200 °C). In spite of this, by means of 1200 °C hot pressing, the specimens’ hardnesses become 329.6 ± 25.6 HV and 319.8 ± 19.7; this makes sense, since at 1200 °C, in both cases, the Al is not as intermetallic and is located into the matrix, thereby reinforcing it.
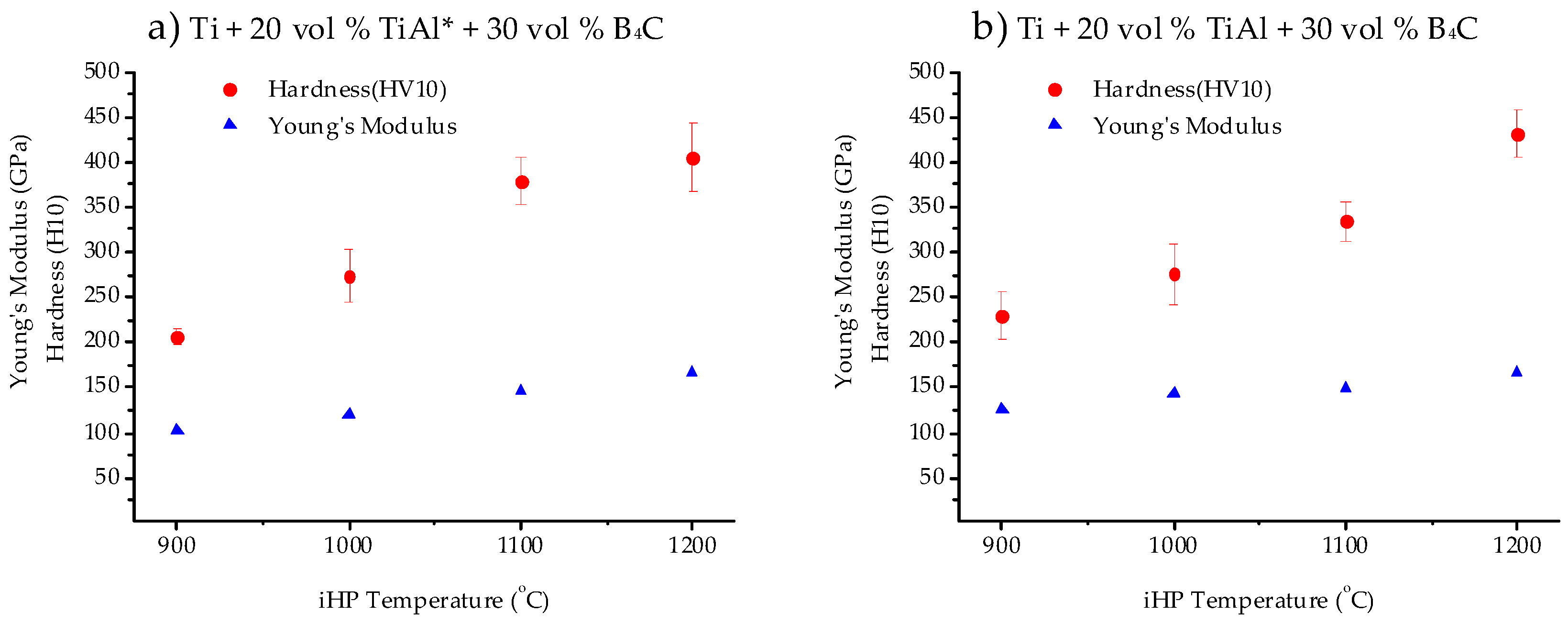
When B
4C particles are added to the starting materials of the TMCs, the variations of hardness account for the reactions between the matrix and B
4C particles, as well as the intermetallic behavior. For these types of TMCs, not only could the temperature be evaluated as a factor of influence, but the pressure employed during the hot consolidation stage, 40 MPa and 80 MPa, could also be considered as a factor. By 900
°C hot pressing, specimens compacted under 80 MPa show greater hardness than specimens consolidated under 40 MPa, regardless of the starting materials (from TiAl* or Ti-Al blend with B
4C). This trend occurs in general at all processing temperatures, and can be observed in
Figure 9a,b,d. In the case of TMCs made from TiAl* at 1000
°C, the effect of the pressure is significant; the hardness measured in specimens compacted at 40 MPa and 80 MPa are 223.8 ± 19.6 HV and 274 ± 30 HV, respectively. This fact may be linked to the formation of the secondary phases. In the case of the TiAl* powder, there are reactions between the Ti matrix and the C and B from the B
4C particles, even at lower temperatures, when the pressure applied is 80 MPa, as previously stated. At 1100
°C under this pressure, the hardness of the TMCs from TiAl* is greater than the hardness of specimens from Ti-Al blend powder.
In concluding the hardness study, the higher the pressure and temperature employed, the greater the hardness measured. In particular, at 1200 °C, the hardnesses of TMCs from TiAl* and Til-Al blend powder show values of 405.8 ± 38 HV and 456 ± 12 HV, respectively. These values are in agreement with the microstructure observed and the XRD analysis studied. The greater the content of the secondary phases, the greater the hardness.
In the framework of Young’s Modulus properties, specimens without B4C particles show values of approximately 115 GPa, regardless of whether they are made from TiAl* or Ti-Al blend power. Moreover, this value remains constant even when the operational temperature rises. In contrast, through the addition of B4C, the variations in the processing parameters contribute towards an increment in the Young’s Modulus of the specimens, independently of the starting powder (TiAl* or Ti-Al blend powder). At 900 °C, the specimens with B4C particles consolidated at 40 MPa showed lower Young’s Modulus values than did the specimens without B4C manufactured under similar conditions. This finding suggests that the incorporation of the B4C into the matrix could reduce Young’s Modulus. This is due to the existence of certain porosity close to the B4C particles, and to the absence of good bonding at this low temperature between the Ti matrix and the B4C phase. The increments of Young’s Modulus with rises in temperature reflect the formation of in situ phases. This trend occurs for TMCs consolidated under the two pressures tested (40 MPa and 80 MPa).
It can therefore be deduced that by varying the starting powder and parameters, the behavior of the TMCs are clearly affected.

 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}