Effect of Solidification Cooling Rate on Microstructure and Mechanical Properties of an Extruded Mg-Zn-Y Alloy


Abstract
1. Introduction
2. Experimental Procedure
3. Results
4. Discussion
5. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
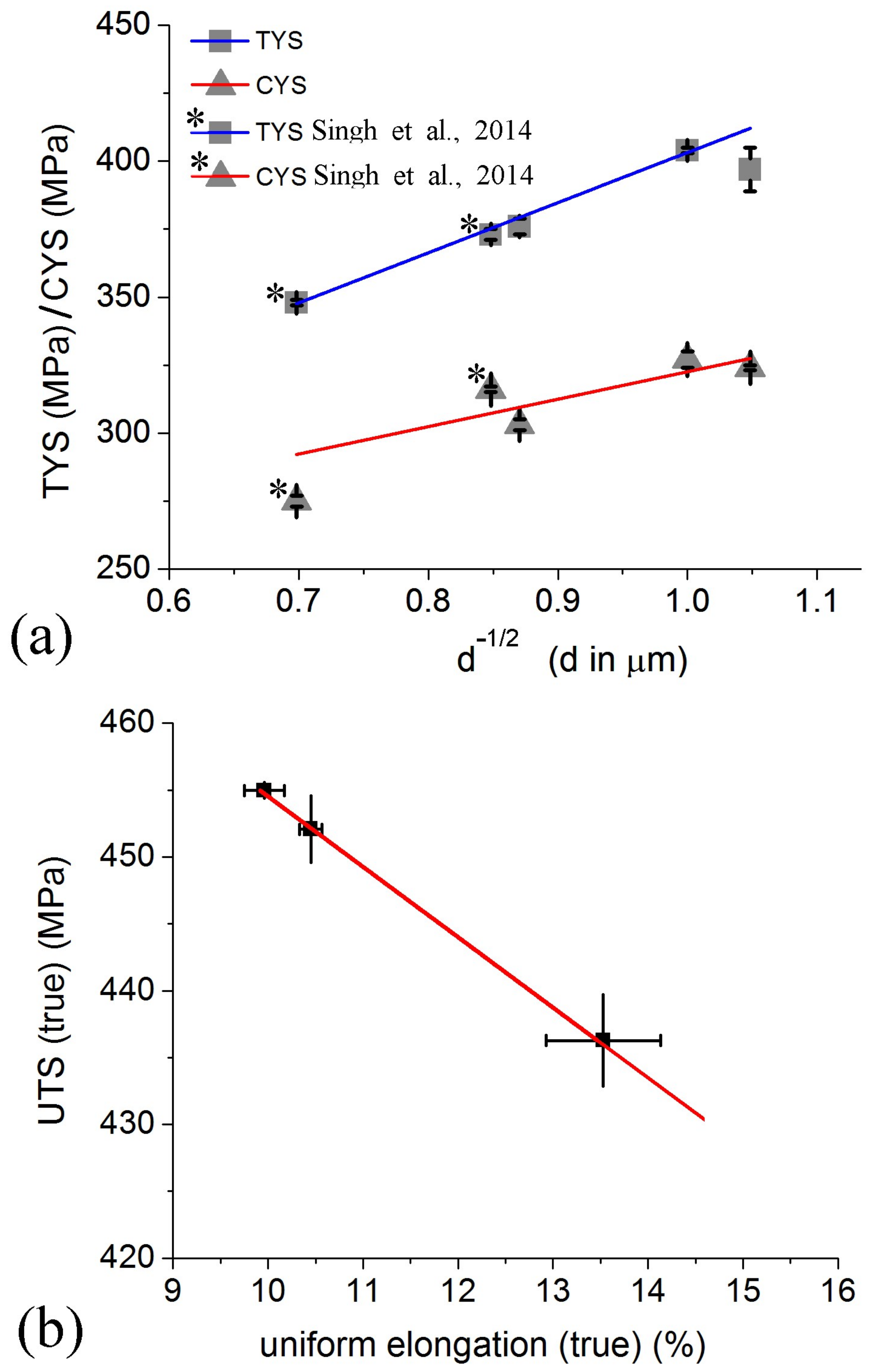
- Armstrong, R.; Codd, I.; Douthwaite, M.; Petch, N.J. The plastic deformation of polycrystalline aggregates. Philos. Mag. 1962, 7, 45–58. [Google Scholar] [CrossRef]
- Lebrun, N.; Stamou, A.; Baetzner, C.; Robinson, J. Magnesium-Yttrium-Zinc. In Ternary Phase Diagrams; Petzow, G., Effenberg, E., Eds.; VCH: Vancouver, BC, Canada, 1988; pp. 702–710. [Google Scholar]
- Tsai, A.P.; Murakami, Y.; Niikura, A. The Zn-Mg-Y phase diagram involving quasicrystals. Philos. Mag. A 2000, 80, 1043–1054. [Google Scholar] [CrossRef]
- Kawamura, Y.; Hayashi, K.; Inoue, A.; Masumoto, T. Rapidly solidified powder metallurgy Mg97Zn1Y 2 alloys with excellent tensile yield strength above 600 MPa. Mater. Trans. 2001, 42, 1172–1176. [Google Scholar] [CrossRef]
- Yamasaki, M.; Anan, T.; Yoshimoto, S.; Kawamura, Y. Mechanical properties of warm-extruded Mg–Zn–Gd alloy with coherent 14H long periodic stacking ordered structure precipitate. Scr. Mater. 2005, 53, 799–803. [Google Scholar] [CrossRef]
- Yamasaki, M.; Hashimoto, K.; Hagihara, K.; Kawamura, Y. Effect of multimodal microstructure evolution on mechanical properties of Mg–Zn–Y extruded alloy. Acta Mater. 2011, 59, 3646–3658. [Google Scholar] [CrossRef]
- Bae, D.H.; Kim, S.H.; Kim, D.H.; Kim, W.T. Deformation behavior of Mg–Zn–Y alloys reinforced by icosahedral quasicrystalline particles. Acta Mater. 2002, 50, 2343–2356. [Google Scholar] [CrossRef]
- Bae, D.H.; Lee, M.H.; Kim, K.T.; Kim, W.T.; Kim, D.H. Application of quasicrystalline particles as a strengthening phase in Mg–Zn–Y alloys. J. Alloys Compd. 2002, 342, 445–450. [Google Scholar] [CrossRef]
- Singh, A.; Nakamura, M.; Watanabe, M.; Kato, A.; Tsai, A.P. strengthened Mg–Zn–Y alloys by extrusion. Scr. Mater. 2003, 49, 417–422. [Google Scholar] [CrossRef]
- Taniuchi, H.; Watanabe, H.; Okumura, H.; Kamado, S.; Kojima, Y.; Kawamura, Y. Microstructures and Tensile Properties of Mg-Zn-Y Alloys Containing Quasicrystals. Mater. Sci. Forum 2003, 419–422, 255–260. [Google Scholar] [CrossRef]
- Singh, A.; Watanabe, M.; Kato, A.; Tsai, A.P. Microstructure and strength of quasicrystal containing extruded Mg–Zn–Y alloys for elevated temperature application. Mater. Sci. Eng. A 2004, 385, 382–396. [Google Scholar] [CrossRef]
- Zhang, Y.; Zeng, X.; Liu, L.; Lu, C.; Zhou, H.; Li, Q.; Zhu, Y. Effects of yttrium on microstructure and mechanical properties of hot-extruded Mg–Zn–Y–Zr alloys. Mater. Sci. Eng. A 2004, 373, 320–327. [Google Scholar] [CrossRef]
- Zheng, M.Y.; Qiao, X.G.; Xu, S.W.; Wu, K.; Kamado, S.; Kojima, Y. In-situ quasicrystal-reinforced magnesium matrix composite processed by equal channel angular extrusion (ECAE). J. Mater. Sci. 2005, 40, 2587–2590. [Google Scholar] [CrossRef]
- Singh, A.; Somekawa, H.; Mukai, T. Compressive strength and yield asymmetry in extruded Mg–Zn–Ho alloys containing quasicrystal phase. Scr. Mater. 2007, 56, 935–938. [Google Scholar] [CrossRef]
- Muller, A.; Garces, G.; Perez, P.; Adeva, P. Grain refinement of Mg–Zn–Y alloy reinforced by an icosahedral quasicrystalline phase by severe hot rolling. J. Alloys Compd. 2007, 443, L1–L5. [Google Scholar] [CrossRef]
- Mora, E.; Garces, G.; Onorbe, E.; Perez, P.; Adeva, P. High-strength Mg–Zn–Y alloys produced by powder metallurgy. Scr. Mater. 2009, 60, 776–779. [Google Scholar] [CrossRef]
- Singh, A.; Osawa, Y.; Somekawa, H.; Mukai, T. Ultra-fine grain size and isotropic very high strength by direct extrusion of chill-cast Mg–Zn–Y alloys containing quasicrystal phase. Scr. Mater. 2011, 64, 661–664. [Google Scholar] [CrossRef]
- Singh, A.; Osawa, Y.; Somekawa, H.; Mukai, T.; Parrish, C.J.; Shih, D.S. Development of Very High Strength and Ductile Dilute Magnesium Alloys by Dispersion of Quasicrystal Phase. Metall. Mater. Trans. A 2014, 45A, 3232–3240. [Google Scholar] [CrossRef]
- Singh, A.; Osawa, Y.; Somekawa, H.; Mukai, T. Effect of microstructure on strength and ductility of high strength quasicrystal phase dispersed Mg–Zn–Y alloys. Mater. Sci. Eng. 2014, A611, 242–251. [Google Scholar] [CrossRef]
- Singh, A. Tailoring microstructure of Mg–Zn–Y alloys with quasicrystal and related phases for high mechanical strength. Sci. Technol. Adv. Mater. 2014, 15, 04480. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Singh, A.; Osawa, Y.; Somekawa, H.; Mukai, T.; Parrish, C.J.; Shih, D.S. Effect of alloy composition on microstructure and strength of fine grained extruded Mg-Zn-Y alloys containing quasicrystal phase. In Magnesium Technology; Manuel, M.V., Singh, A., Alderman, M., Neelameggham, N.R., Eds.; TMS: Warrendale, PA, USA, 2015; pp. 215–220. [Google Scholar]
- Kwak, T.Y.; Kim, W.J. The effect of volume fraction and dispersion of icosahedral phase particles on the strength and work hardening of Mg–Zn–Y alloys. Mater. Sci. Eng. A 2017, 684, 284–291. [Google Scholar] [CrossRef]
- Somekawa, H.; Singh, A.; Mukai, T. High fracture toughness of extruded Mg–Zn–Y alloy by the synergistic effect of grain refinement and dispersion of quasicrystalline phase. Scr. Mater. 2007, 56, 1091–1094. [Google Scholar] [CrossRef]
- Somekawa, H.; Singh, A.; Osawa, Y.; Mukai, T. High Strength and Fracture Toughness Balances in Extruded Mg–Zn–RE Alloys by Dispersion of Quasicrystalline Phase Particles. Mater. Trans. 2008, 49, 1947–1952. [Google Scholar] [CrossRef]
- Somekawa, H.; Singh, A.; Mukai, T. Superplastic Behavior in Mg–Zn–Y Alloy with Dispersed Quasicrystal Phase Particles. Adv. Eng. Mater. 2009, 11, 782–787. [Google Scholar] [CrossRef]
- Xu, D.K.; Liu, L.; Xu, Y.B.; Han, E.H. The fatigue behavior of I-phase containing as-cast Mg–Zn–Y–Zr alloy. Acta Mater. 2008, 56, 985–994. [Google Scholar] [CrossRef]
- Ma, R.; Dong, X.; Chen, S.; Pan, Z.; Ling, H.J.; Fan, Z. Effect of quasicrystal phase on mechanical properties and damping capacities of Mg–Zn–Y–Zr alloys. Mater. Sci. Eng. A 2013, 587, 328–335. [Google Scholar] [CrossRef]
- Zhang, L.; Zhou, W.; Hu, P.H.; Zhou, Q. Microstructural characteristics and mechanical properties of Mg–Zn–Y alloy containing icosahedral quasicrystals phase treated by pulsed magnetic field. J. Alloys Compd. 2016, 688, 868–874. [Google Scholar] [CrossRef]
- Fang, X.G.; Wu, S.; Lü, S.; Wang, J.; Yang, X. Microstructure evolution and mechanical properties of quasicrystal-reinforced Mg–Zn–Y alloy subjected to ultrasonic vibration. Mater. Sci. Eng. A 2017, 679, 372–378. [Google Scholar] [CrossRef]
- Kwak, T.Y.; Lim, H.K.; Kim, W.J. Hot compression characteristics and processing maps of a cast Mg–9.5Zn–2.0Y alloy with icosahedral quasicrystalline phase. J. Alloys Compd. 2015, 644, 645–653. [Google Scholar] [CrossRef]
- Kwak, T.Y.; Lim, H.K.; Kim, W.J. Effect of the volume fraction of the icosahedral phase on the microstructures, hot compressive behaviors and processing maps of Mg–Zn–Y alloys. J. Alloys Compd. 2017, 725, 711–723. [Google Scholar] [CrossRef]
- Thompson, A.W. Calculation of True Volume Grain Diameter. Metallography 1972, 5, 366–369. [Google Scholar] [CrossRef]
- Agnew, S.R.; Tome, C.N.; Brown, D.W.; Holden, T.M.; Vogel, S.C. Study of slip mechanisms in a magnesium alloy by neutron diffraction and modeling. Scr. Mater. 2003, 48, 1003–1008. [Google Scholar] [CrossRef]
- Singh, A.; Basha, D.A.; Somekawa, H.; Tsuchiya, K. Nucleation of recrystallized magnesium grains over quasicrystalline phase during severe plastic deformation of a Mg–Zn–Y alloy at room temperature. Scr. Mater. 2017, 134, 80–84. [Google Scholar] [CrossRef]
- Raeisinia, B.; Sinclair, C.W.; Poole, W.J.; Tome, C.N. On the impact of grain size distribution on the plastic behaviour of polycrystalline metals. Model. Simul. Mater. Sci. Eng. 2008, 16, 025001. [Google Scholar] [CrossRef]








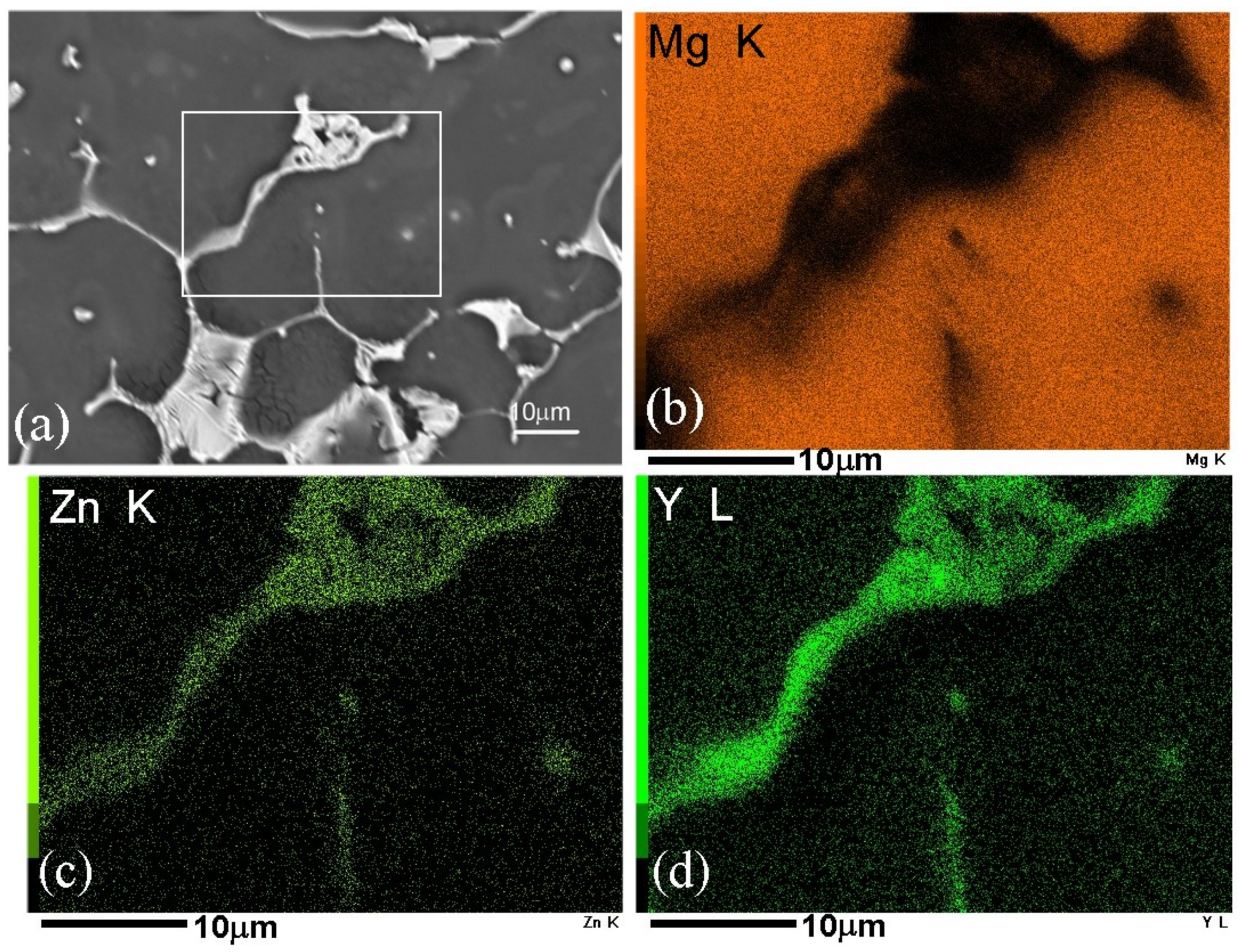
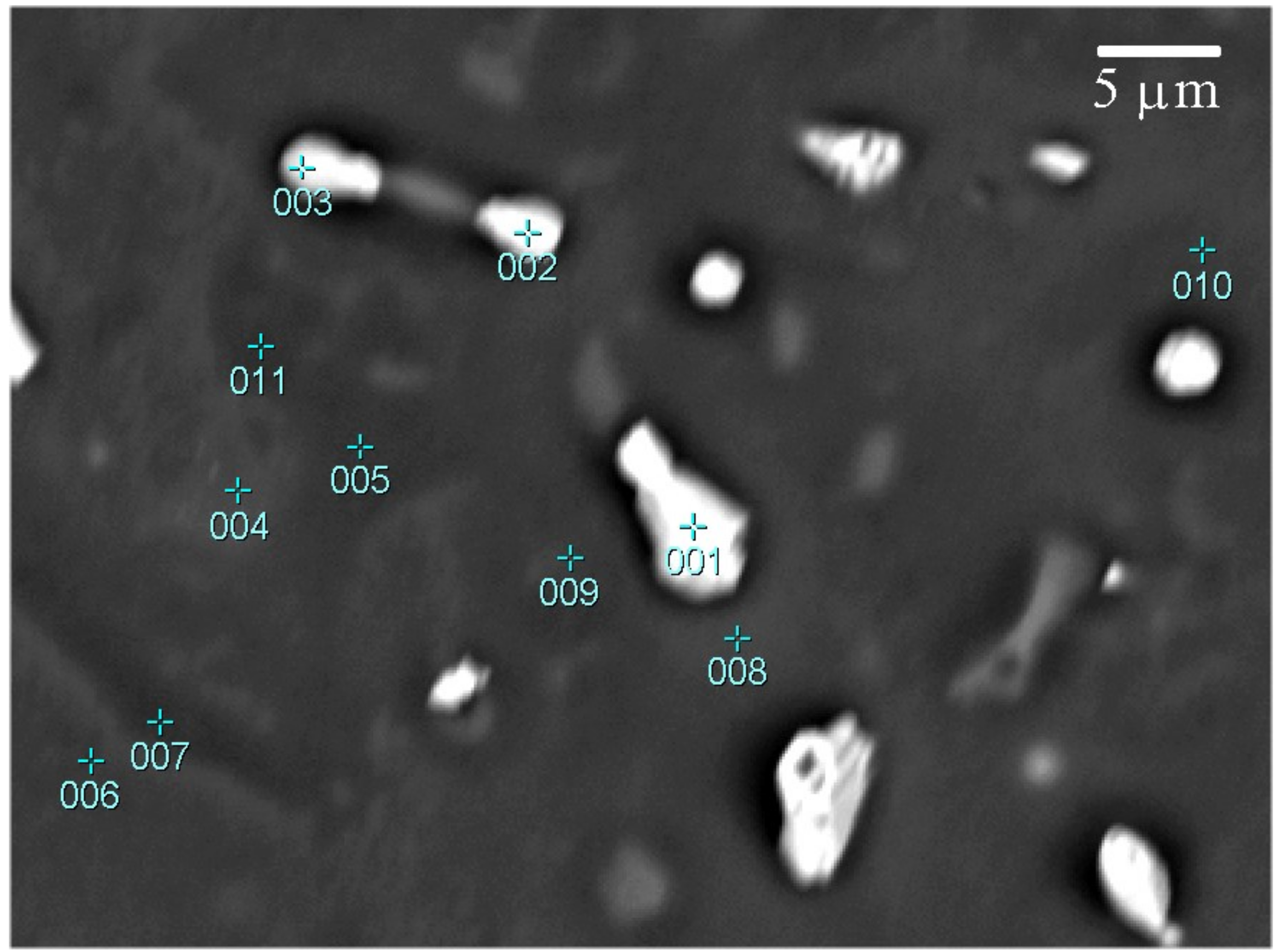
| Point | Concentration (at%) | |||
| Mg | Zn | Y | Phase | |
| 1 | 79.53 | 19.14 | 1.33 | Mg-Zn |
| 2 | 62.37 | 33.14 | 4.5 | iQC |
| 3 | 51.64 | 38.23 | 19.13 | iQC |
| 4 | 97.09 | 2.73 | 0.18 | SS matrix |
| 5 | 97.93 | 1.84 | 0.23 | matrix |
| 6 | 97.70 | 2.04 | 0.26 | SS matrix |
| 7 | 97.99 | 1.81 | 0.2 | matrix |
| 8 | 92.83 | 7.01 | 0.16 | Mg-Zn |
| 9 | 97.24 | 2.54 | 0.21 | SS matrix |
| 10 | 96.97 | 2.83 | 0.2 | SS matrix |
| 11 | 97.89 | 1.92 | 0.18 | matrix |






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
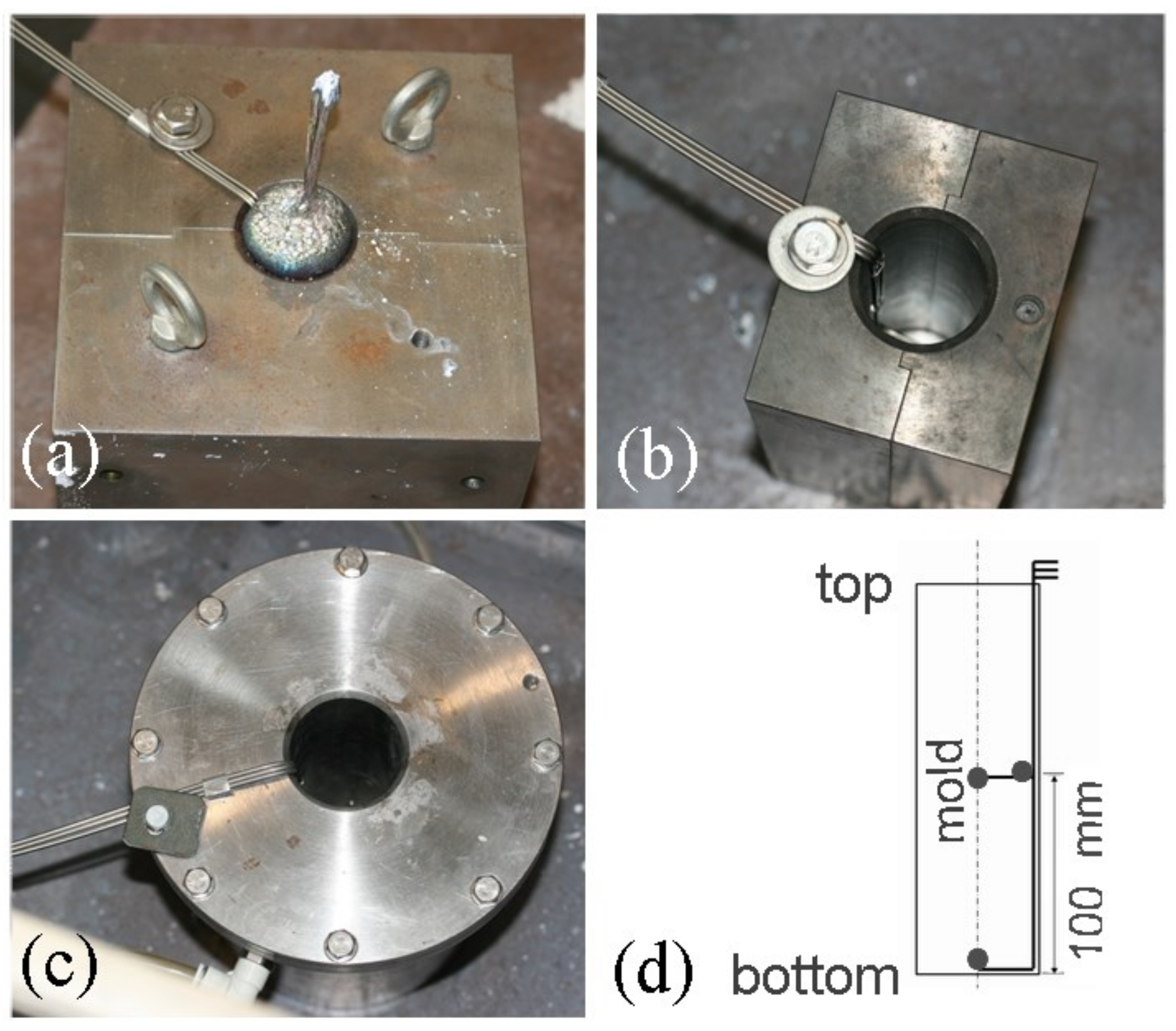
| Mold Type | Dimensions (mm) | ||||
|---|---|---|---|---|---|
| Inside | Outer | ||||
| Diameter | Height | Length | Breadth | Height | |
| Chill cast | 46 | 200 | 210 | 210 | 250 |
| Conventional | 46 | 235 | 100 | 120 | 270 |
| Water cooled | 50–55 | 200 | - | - | - |
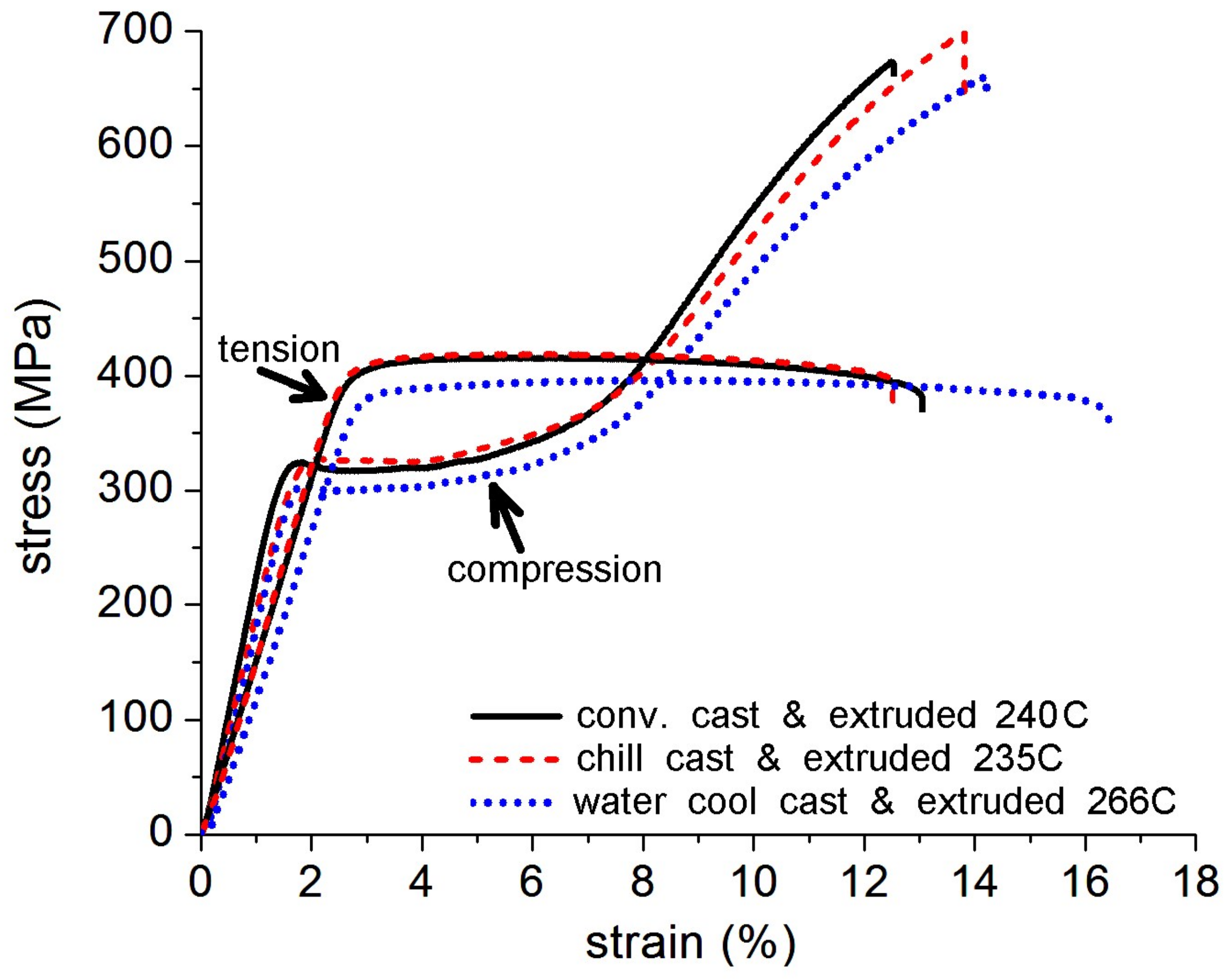
| Casting Method | Extrusion Temperature (C) | Grain Size m | Yield Strength (MPa) | Elongation | Yield Asymmetry Ratio | ||
|---|---|---|---|---|---|---|---|
| Tensile (UTS) | Compression | Tensile | Compression | ||||
| Chill cast | 235 | 1.00 ± 0.18 | 404 ± 1 | 327 ± 3 | 12.3 ± 0.7 | 13.1 ± 0.3 | 0.81 |
| (418 ± 0) | |||||||
| Conventional | 240 | 0.91 ± 0.20 | 397 ± 8 | 324 ± 1 | 13.0 ± 0.1 | 12.5 ± 0.2 | 0.82 |
| (415 ± 2) | |||||||
| Water cooled | 266 | 1.32 ± 0.22 | 376 ± 3 | 303 ± 2 | 16.7 ± 1.2 | 13.7 ± 0.2 | 0.82 |
| (391 ± 1) | |||||||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, A.; Osawa, Y.; Somekawa, H.; Mukai, T. Effect of Solidification Cooling Rate on Microstructure and Mechanical Properties of an Extruded Mg-Zn-Y Alloy. Metals 2018, 8, 337. https://doi.org/10.3390/met8050337
Singh A, Osawa Y, Somekawa H, Mukai T. Effect of Solidification Cooling Rate on Microstructure and Mechanical Properties of an Extruded Mg-Zn-Y Alloy. Metals. 2018; 8(5):337. https://doi.org/10.3390/met8050337
Chicago/Turabian StyleSingh, Alok, Yoshiaki Osawa, Hidetoshi Somekawa, and Toshiji Mukai. 2018. "Effect of Solidification Cooling Rate on Microstructure and Mechanical Properties of an Extruded Mg-Zn-Y Alloy" Metals 8, no. 5: 337. https://doi.org/10.3390/met8050337
APA StyleSingh, A., Osawa, Y., Somekawa, H., & Mukai, T. (2018). Effect of Solidification Cooling Rate on Microstructure and Mechanical Properties of an Extruded Mg-Zn-Y Alloy. Metals, 8(5), 337. https://doi.org/10.3390/met8050337