Fatigue of Thin, Oligo-Crystalline Wires Made of X2 CrNiMo 18-15-3


Abstract
:1. Introduction
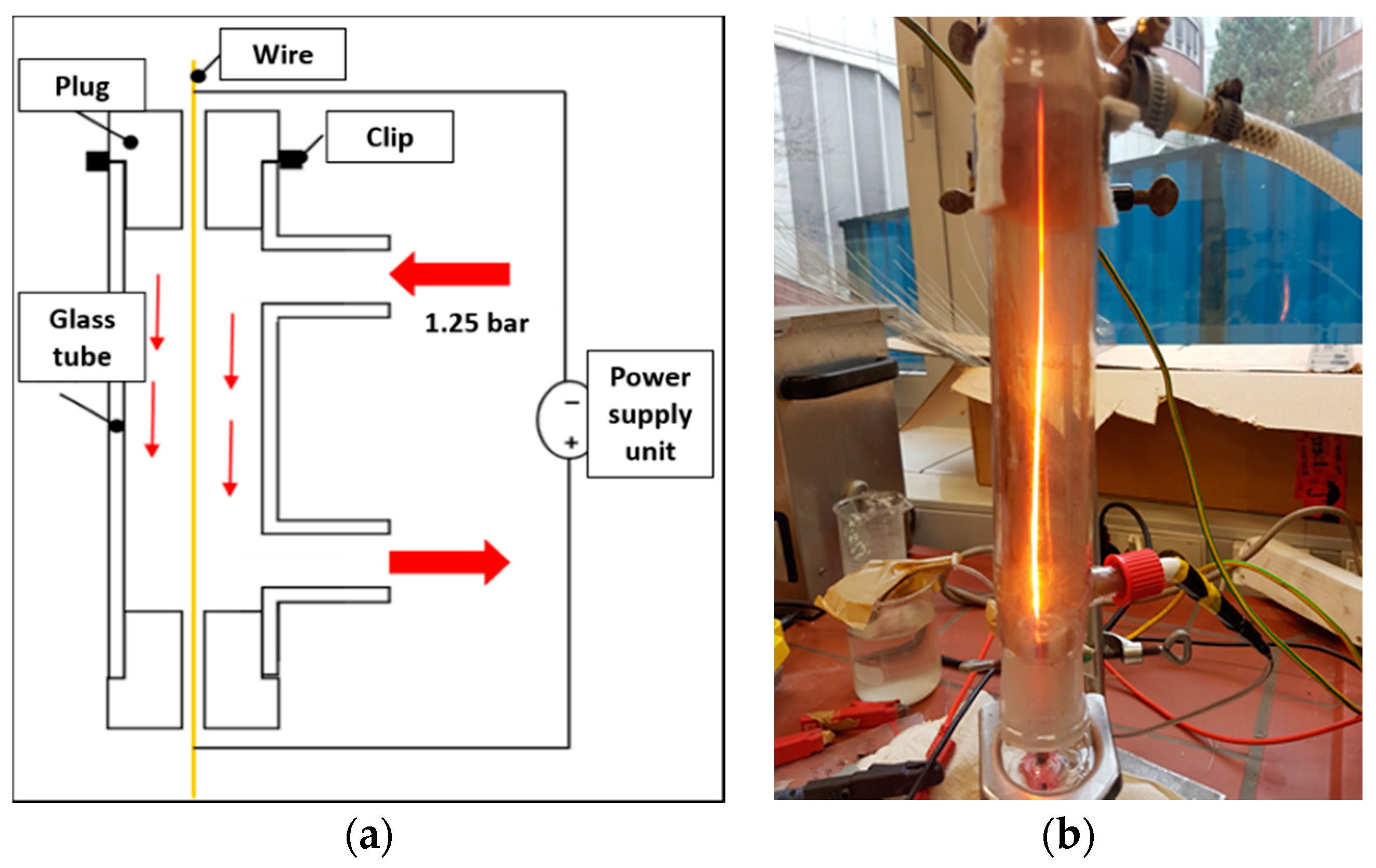
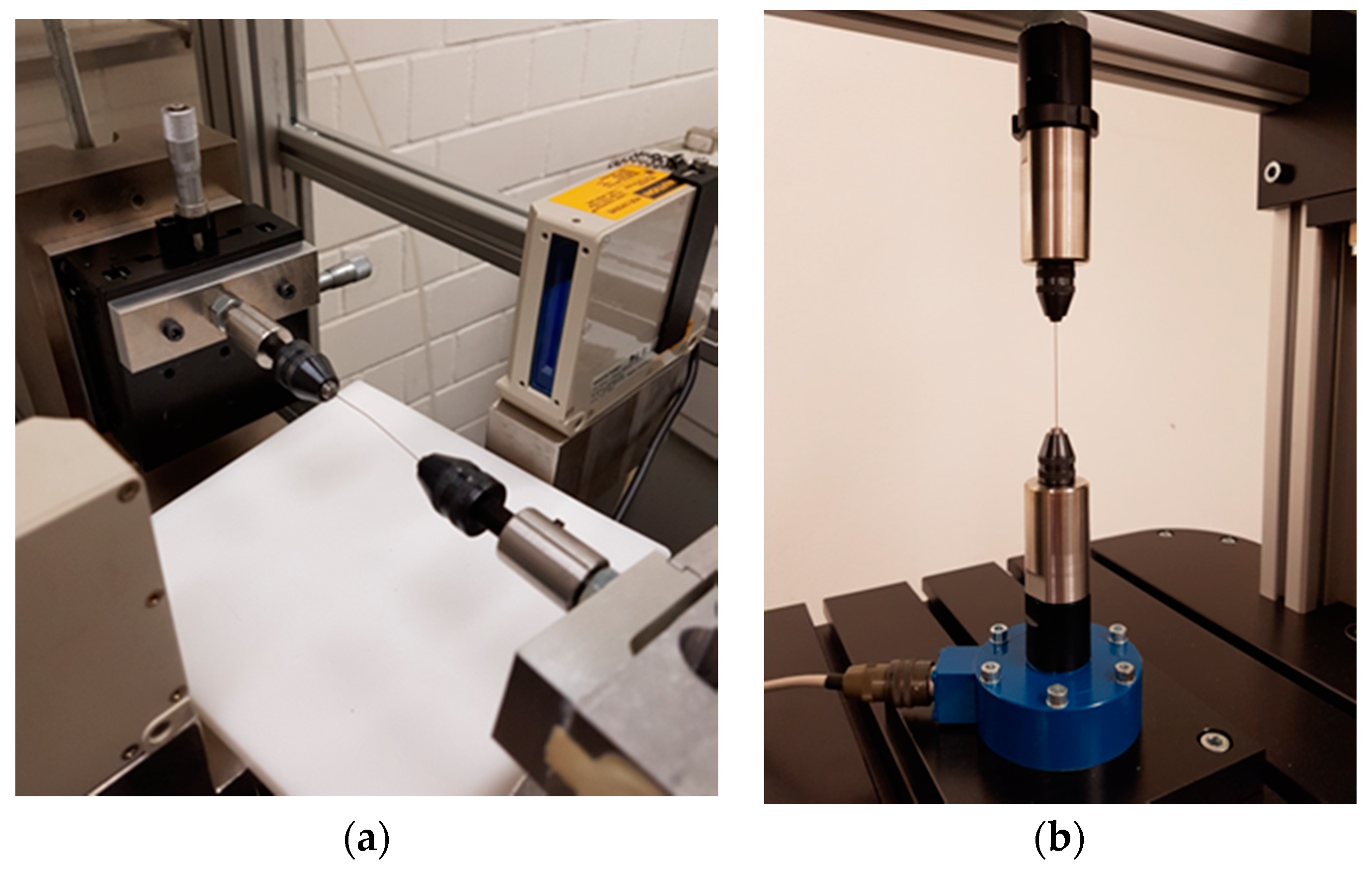
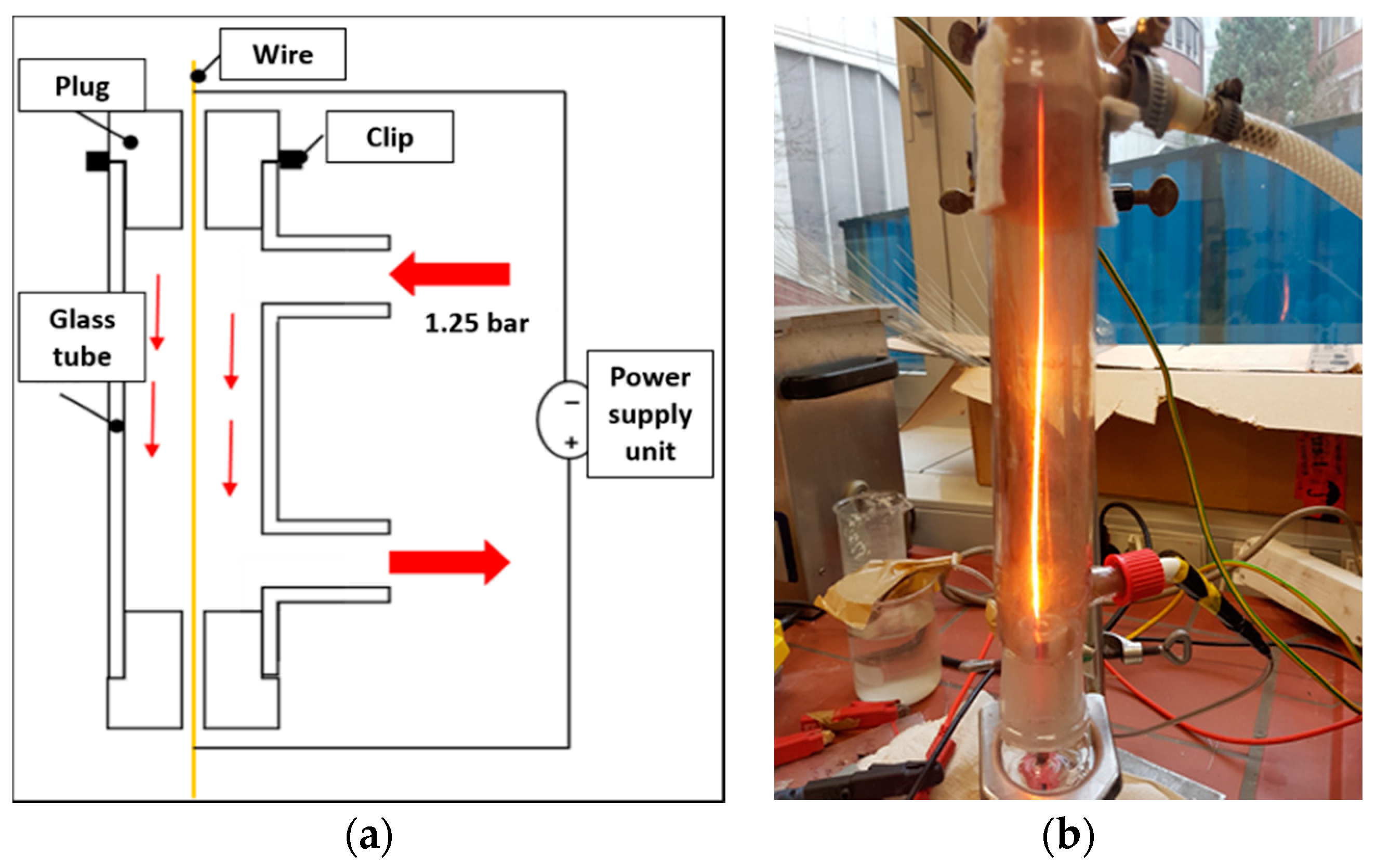
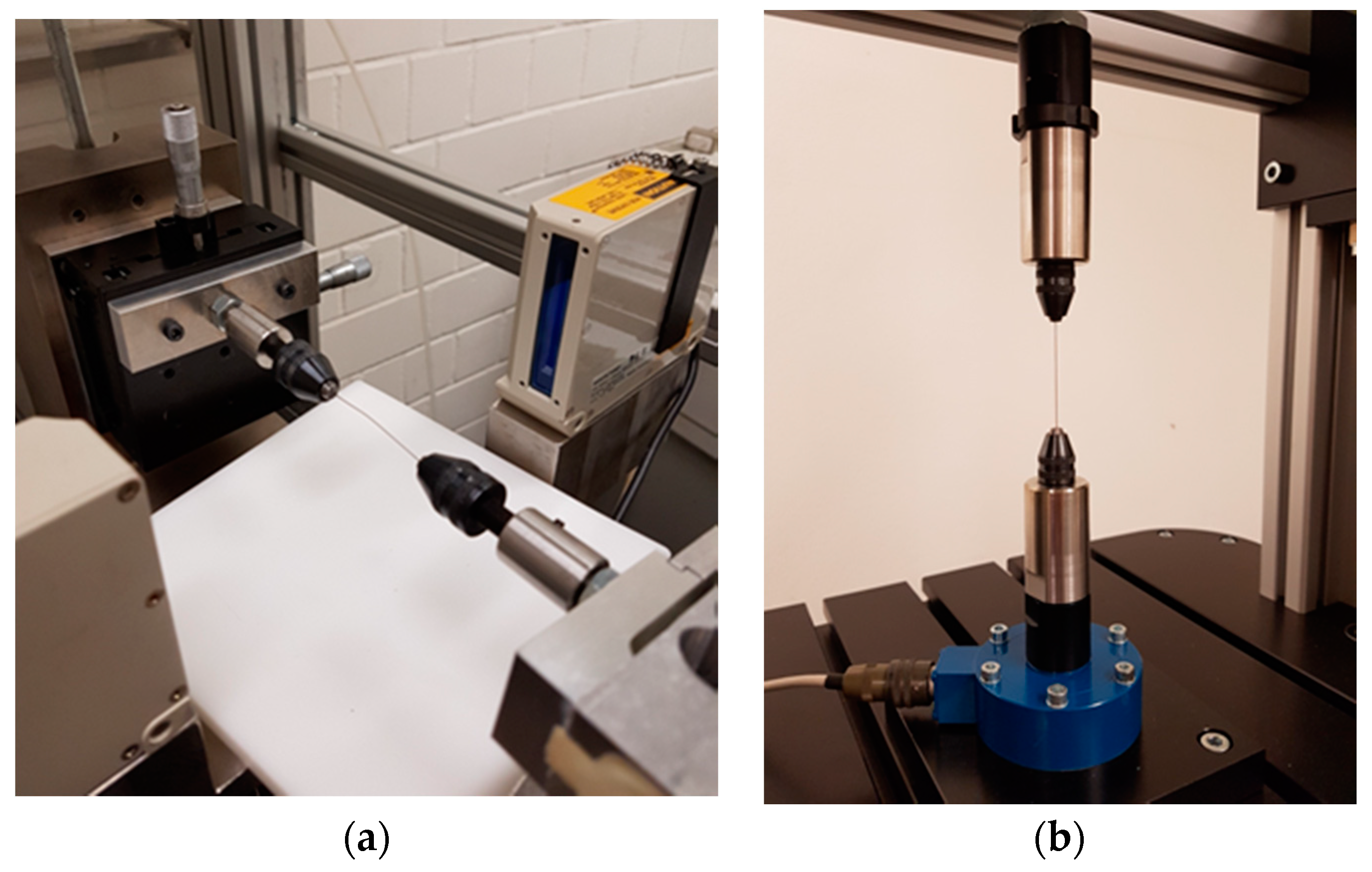
2. Materials and Methods
3. Results and Discussion
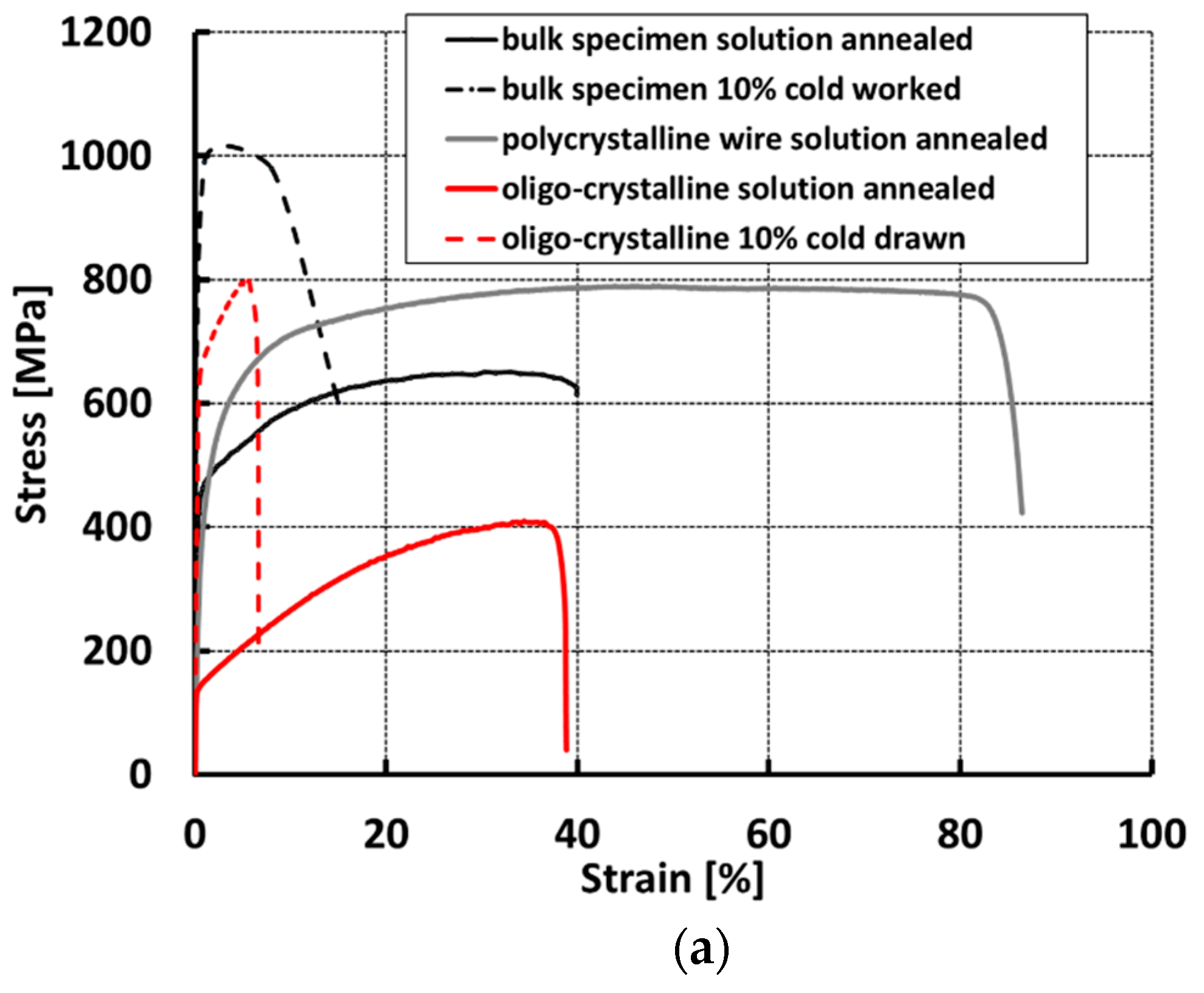
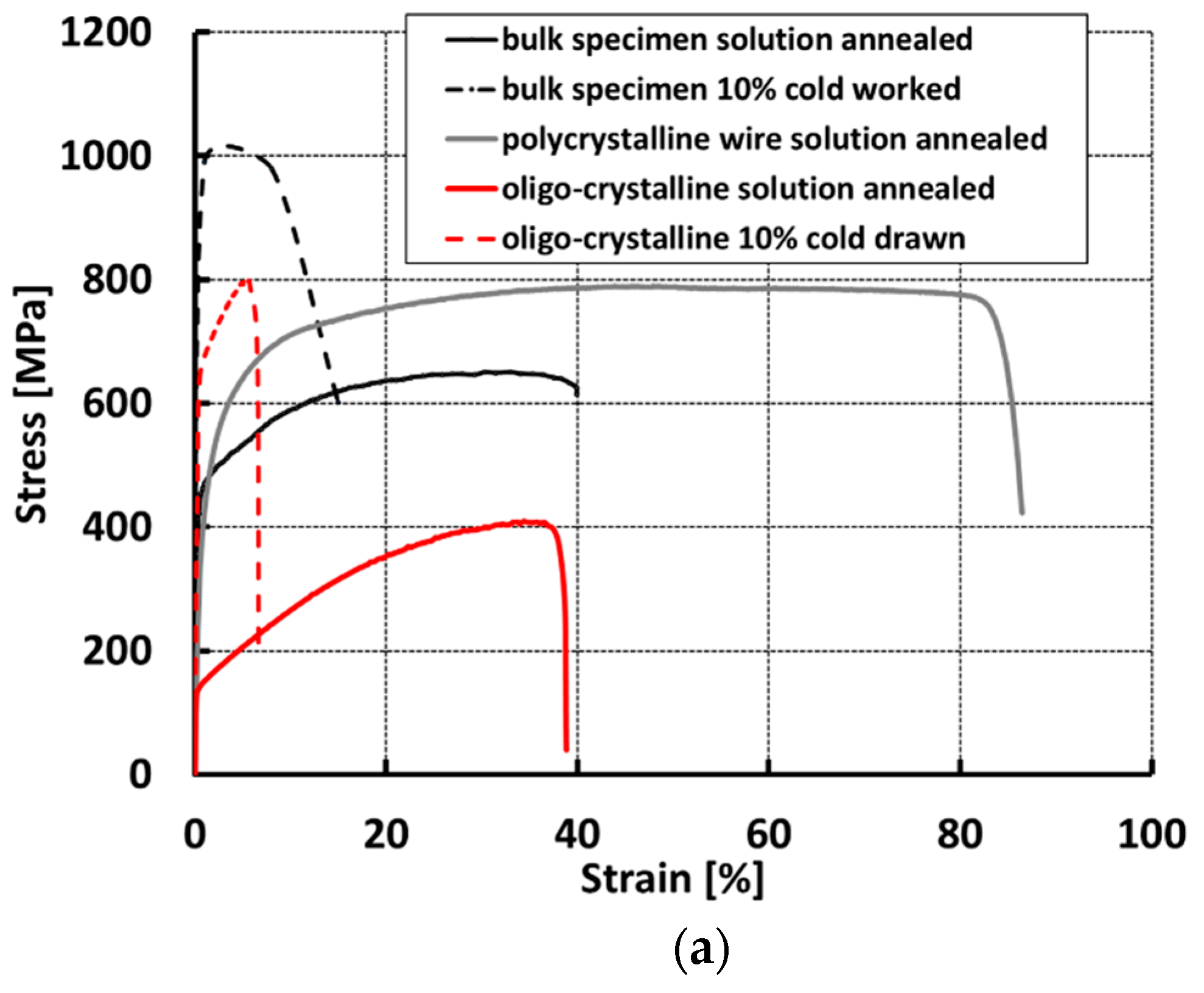
3.1. Monotone Mechanical Properties of Oligo-Crystalline Wires
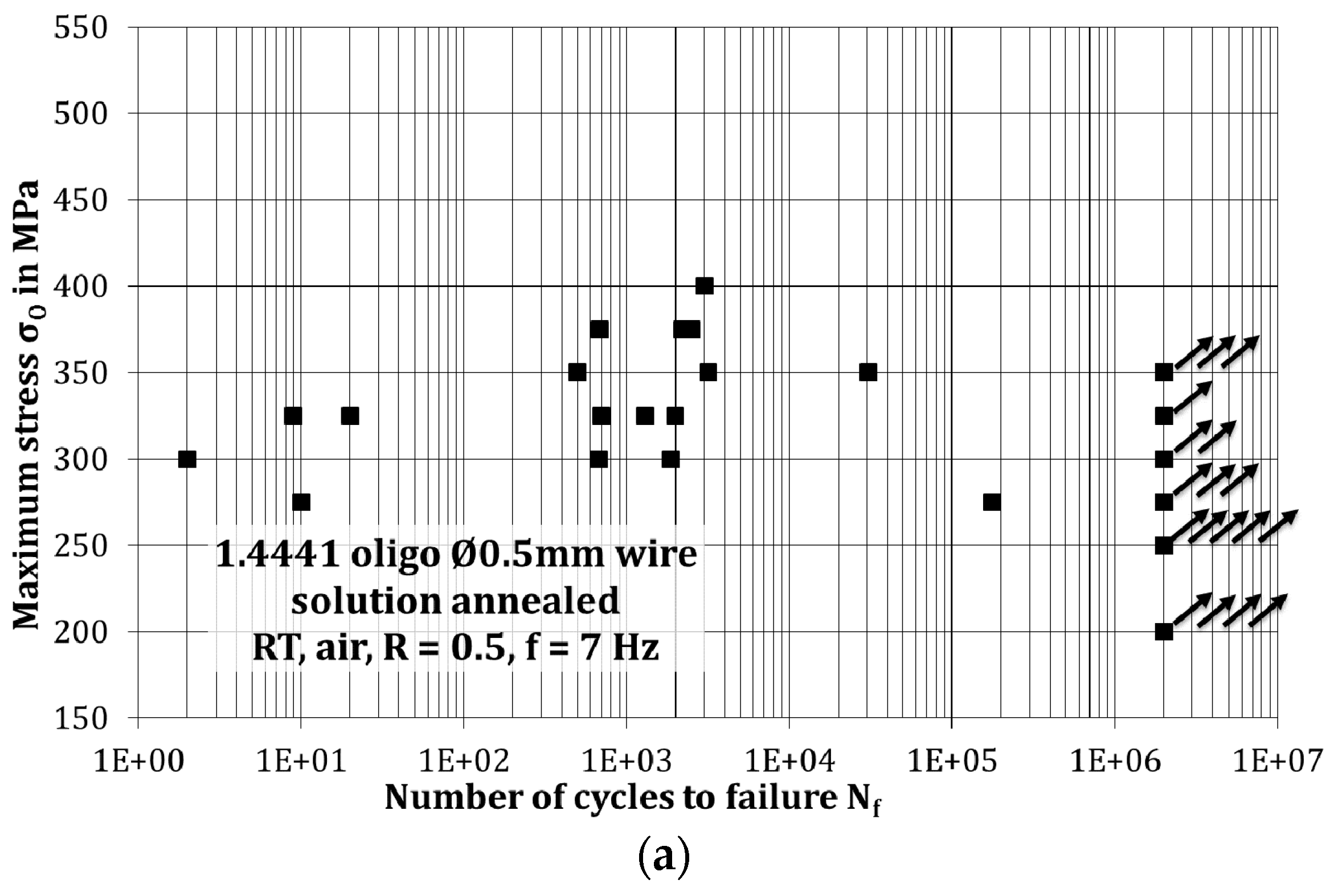
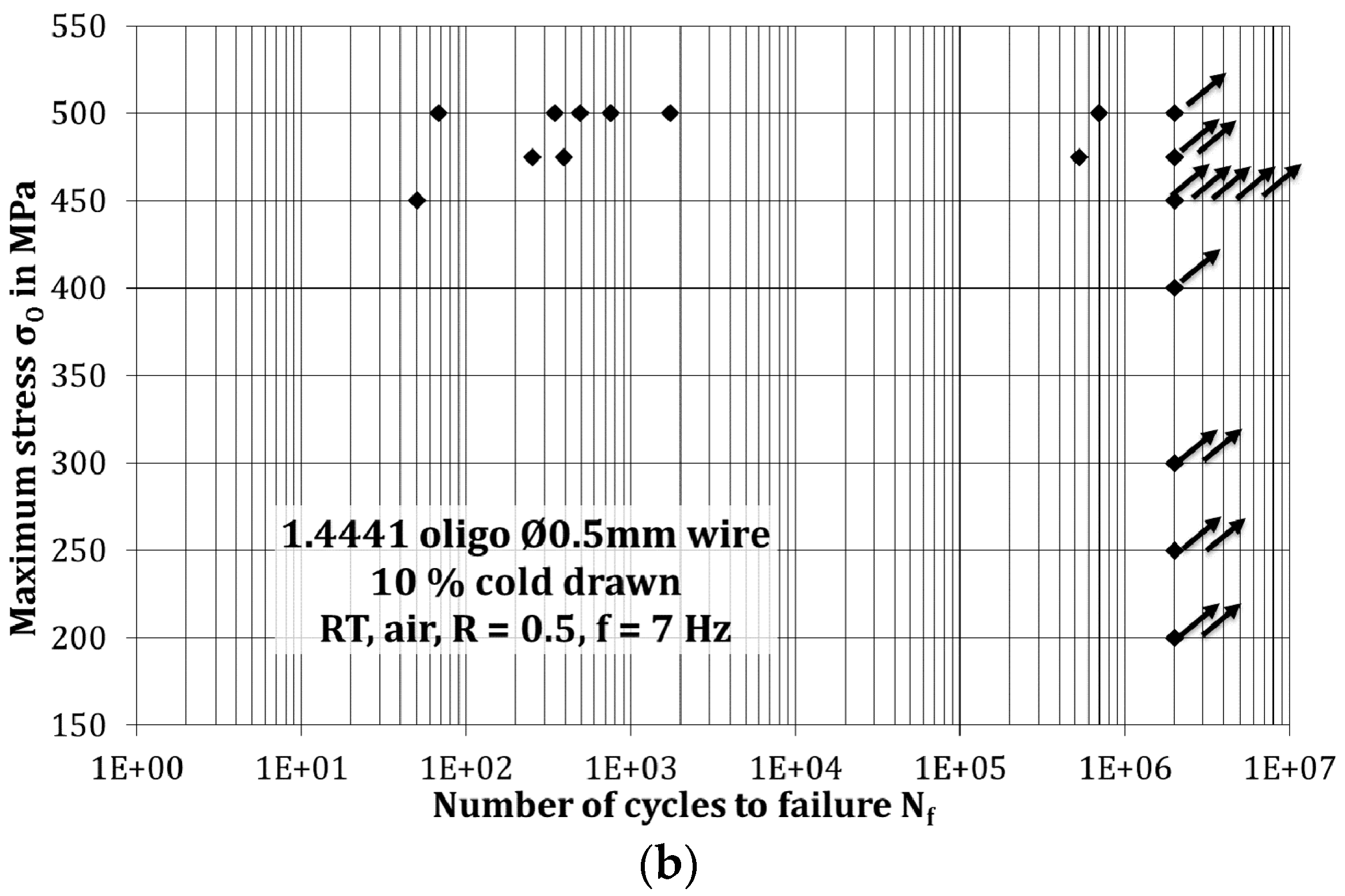
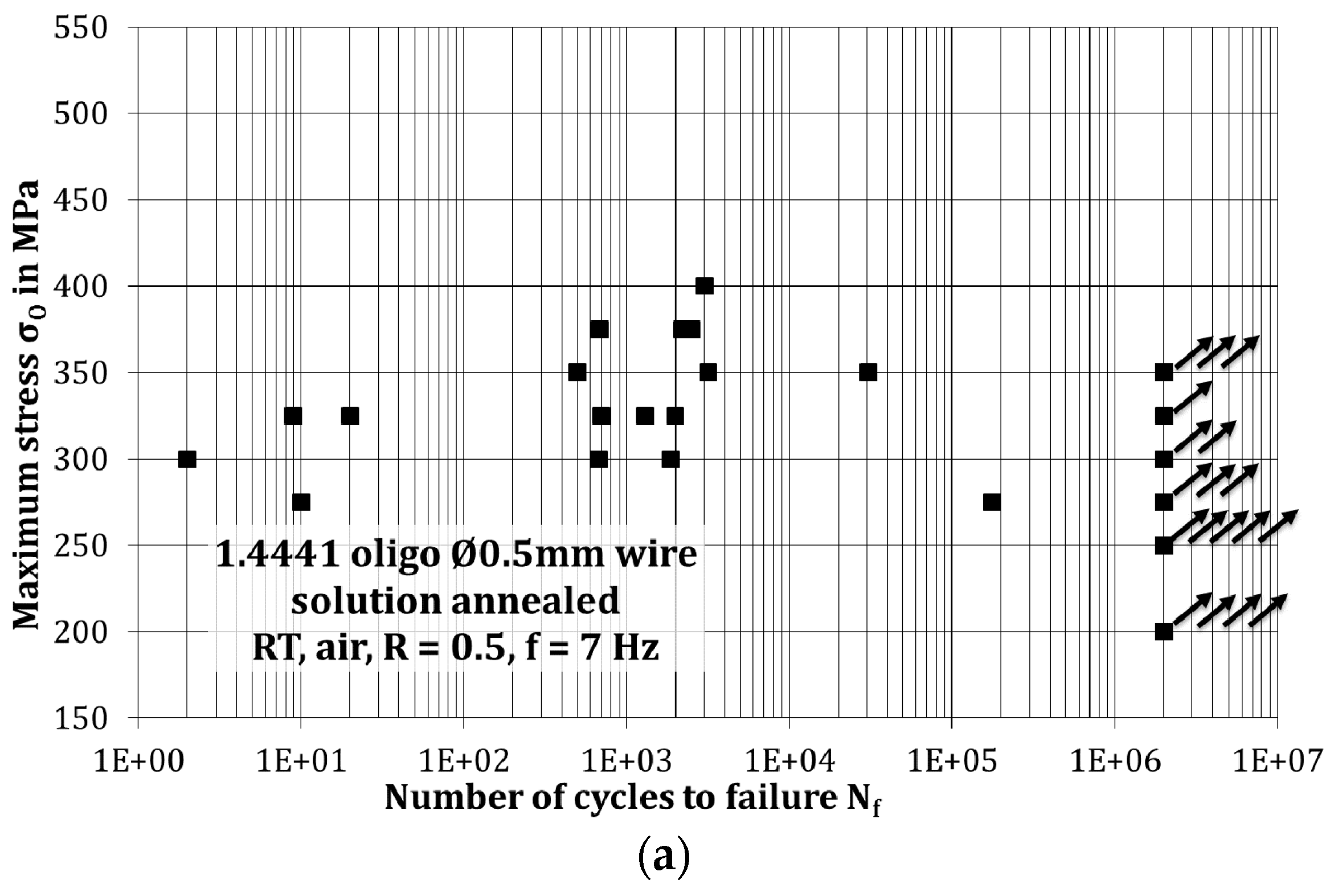
3.2. Cyclic Mechanical Properties of Oligo-Crystalline Wires
3.3. Microscopy
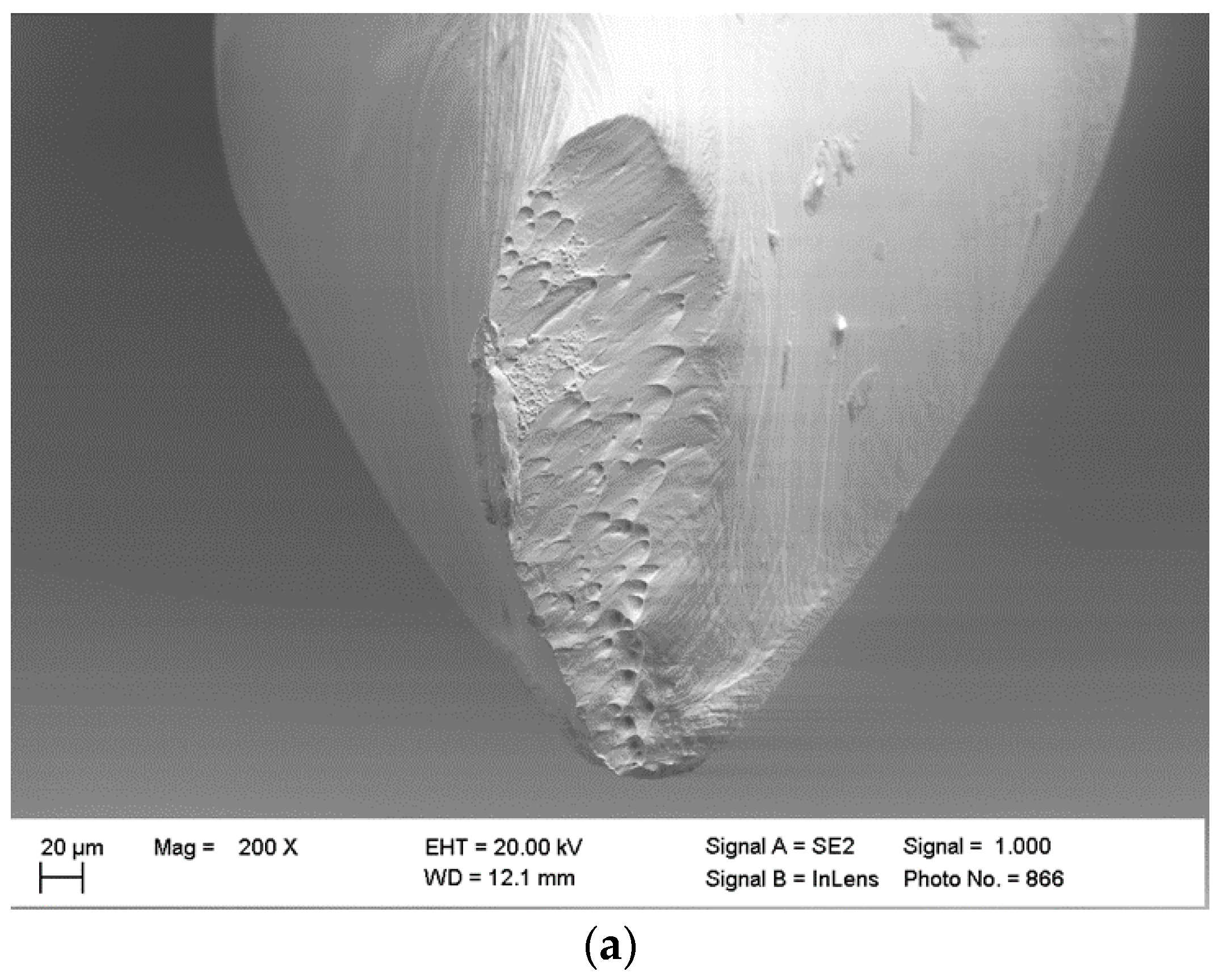
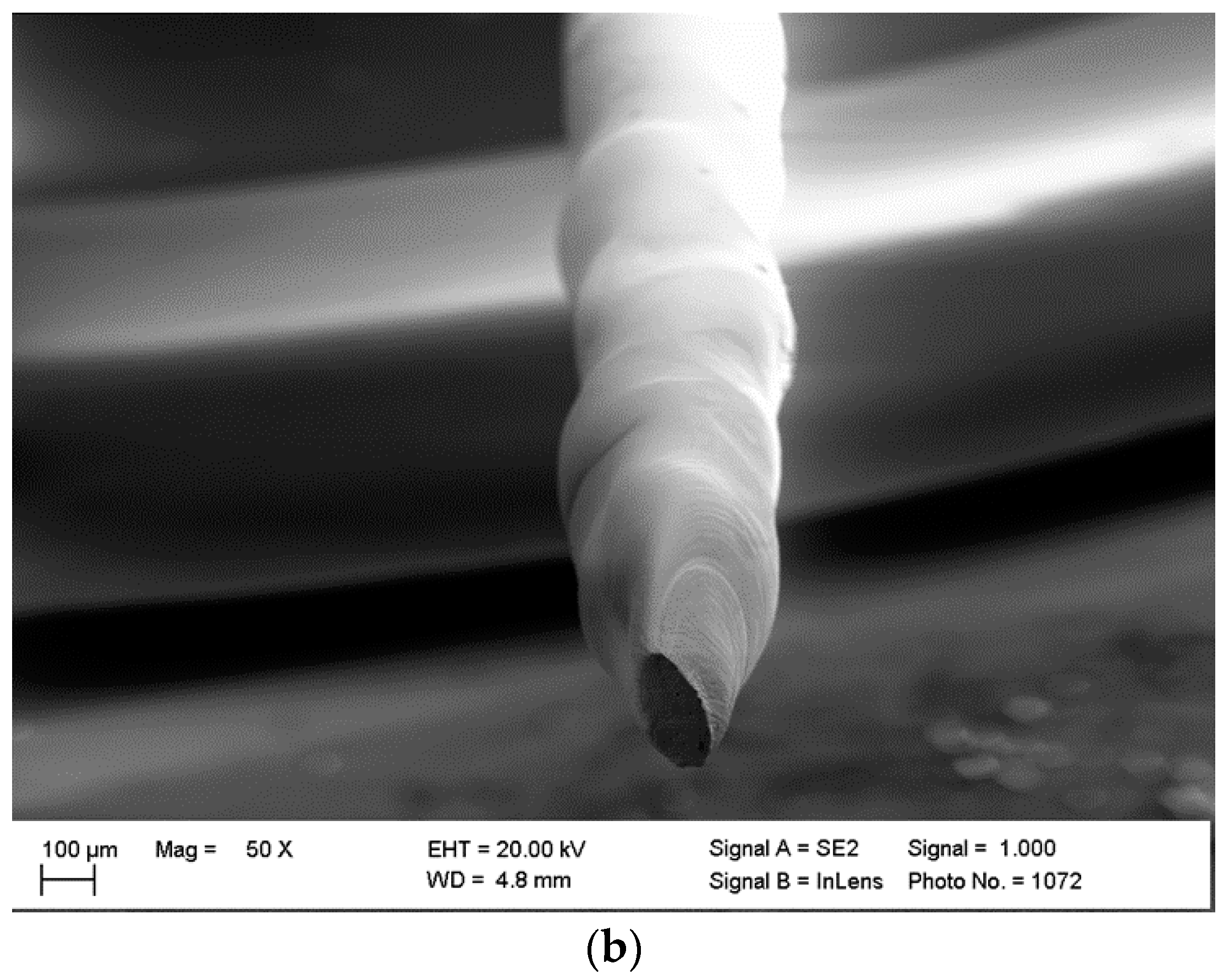
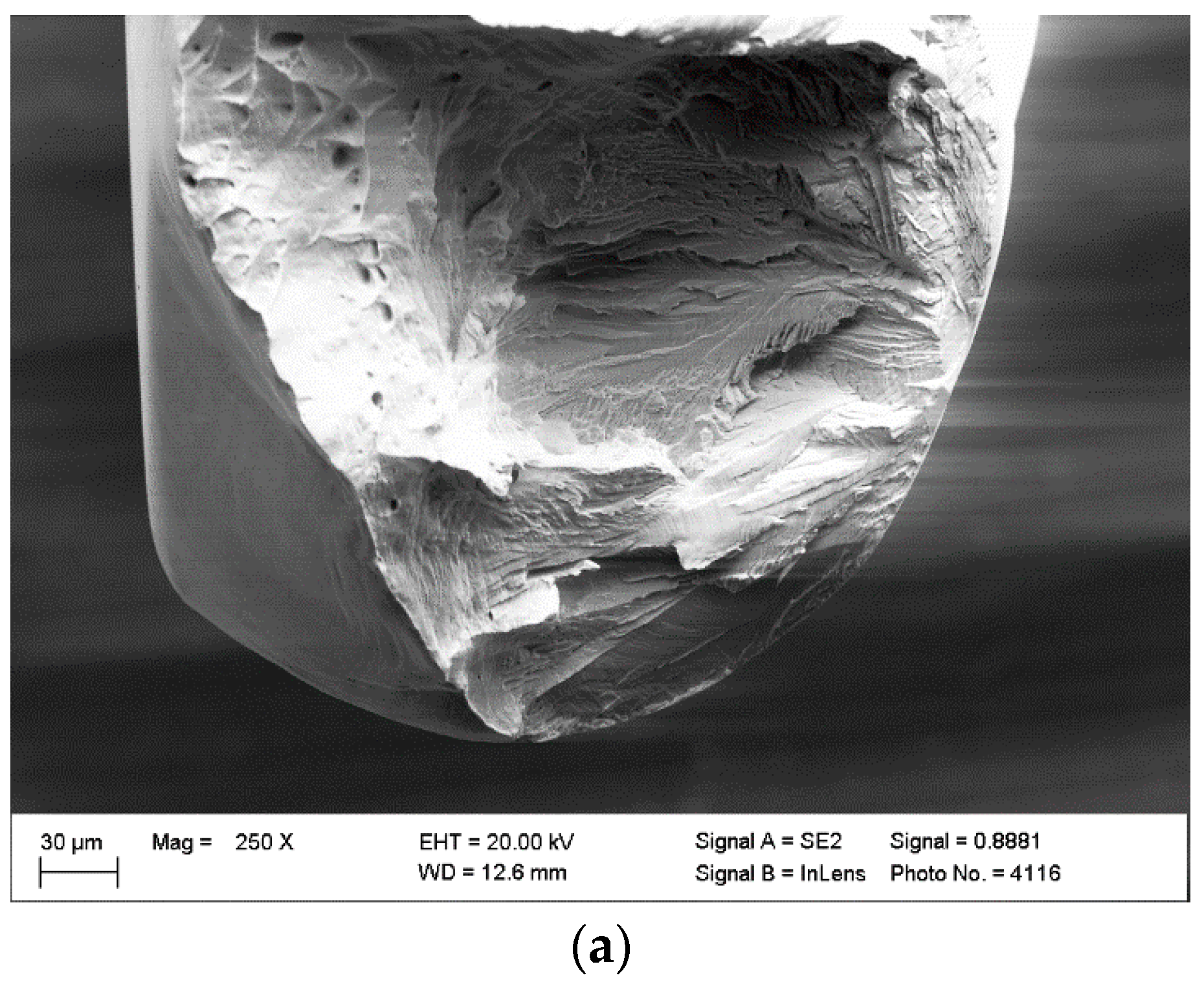
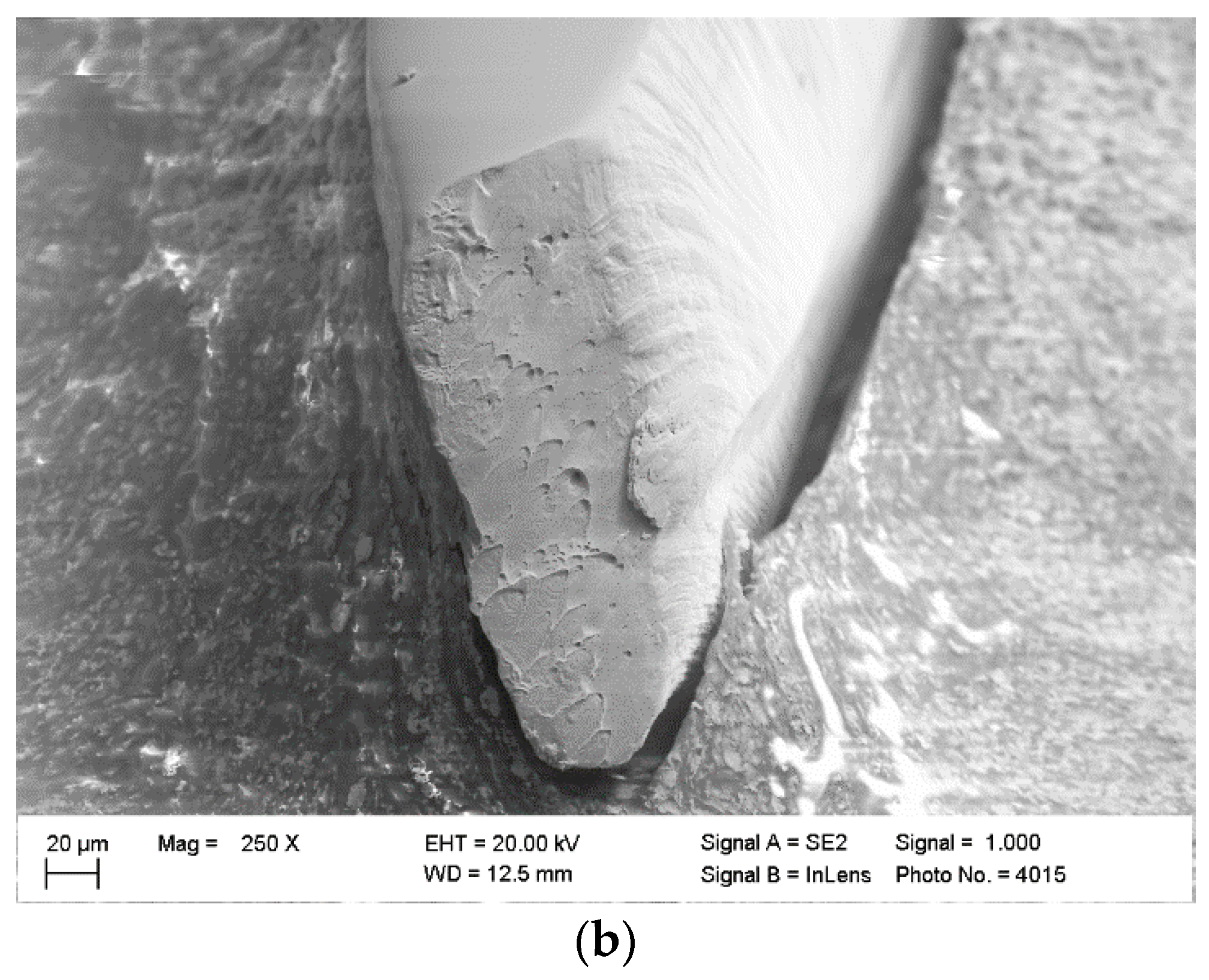
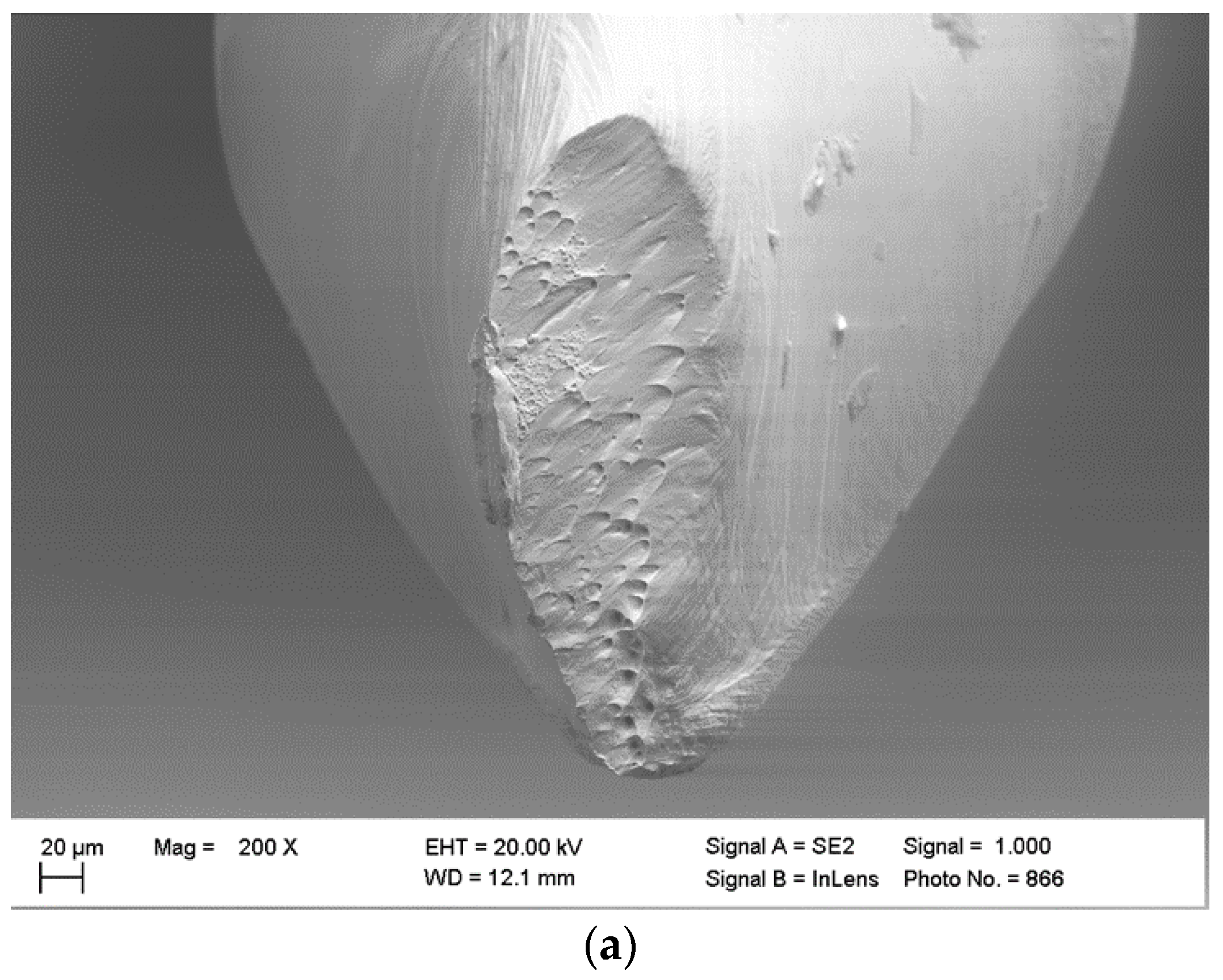
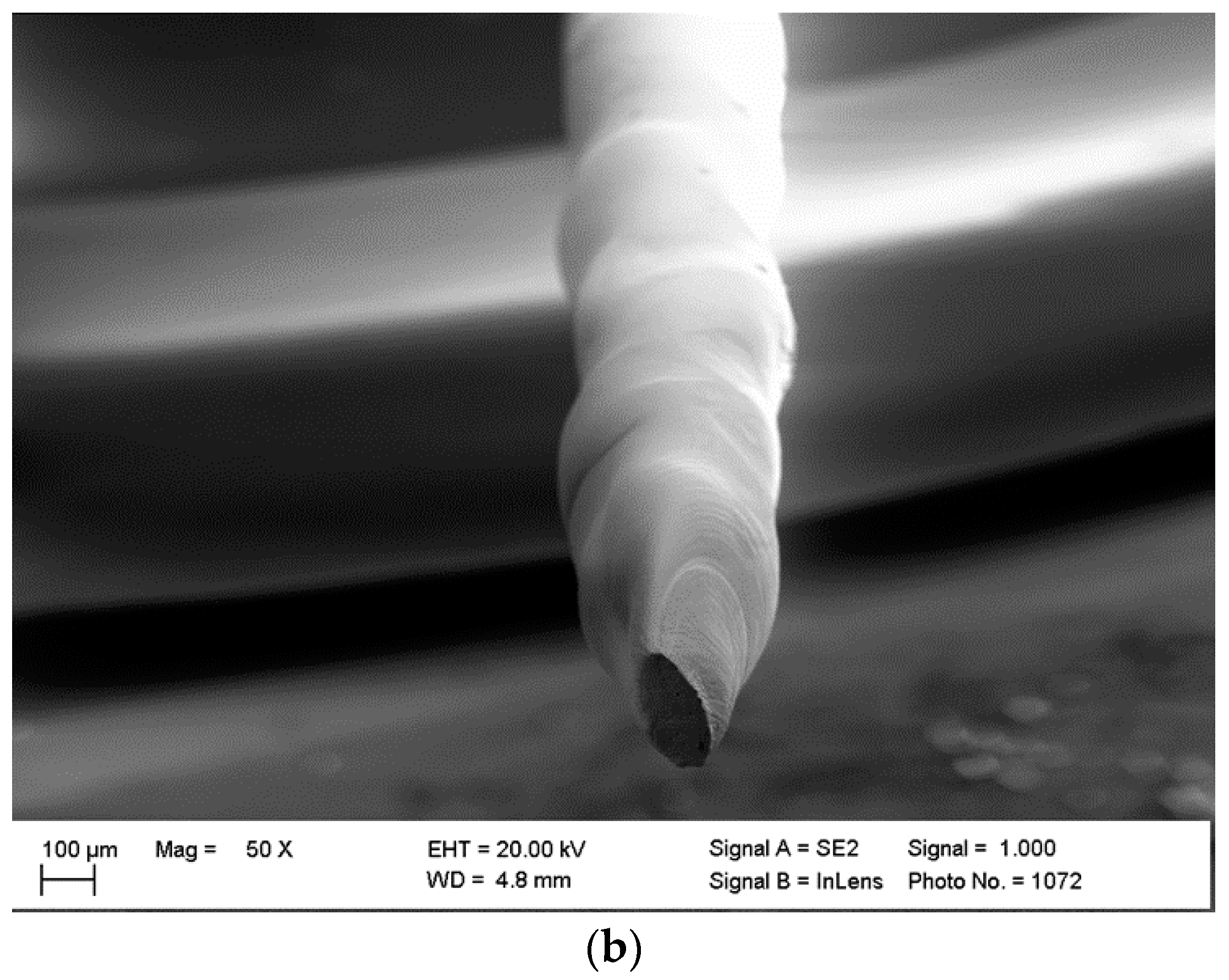
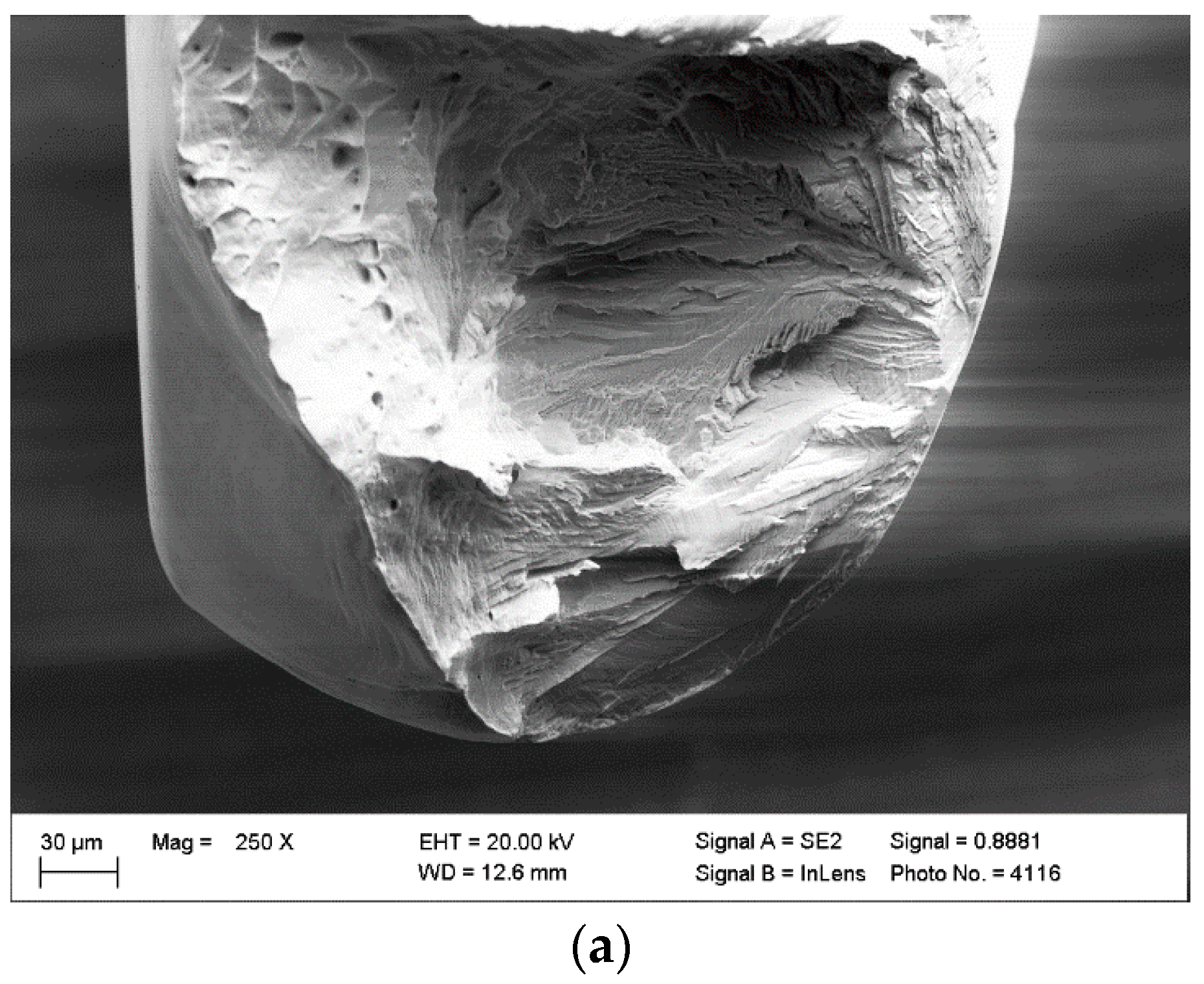
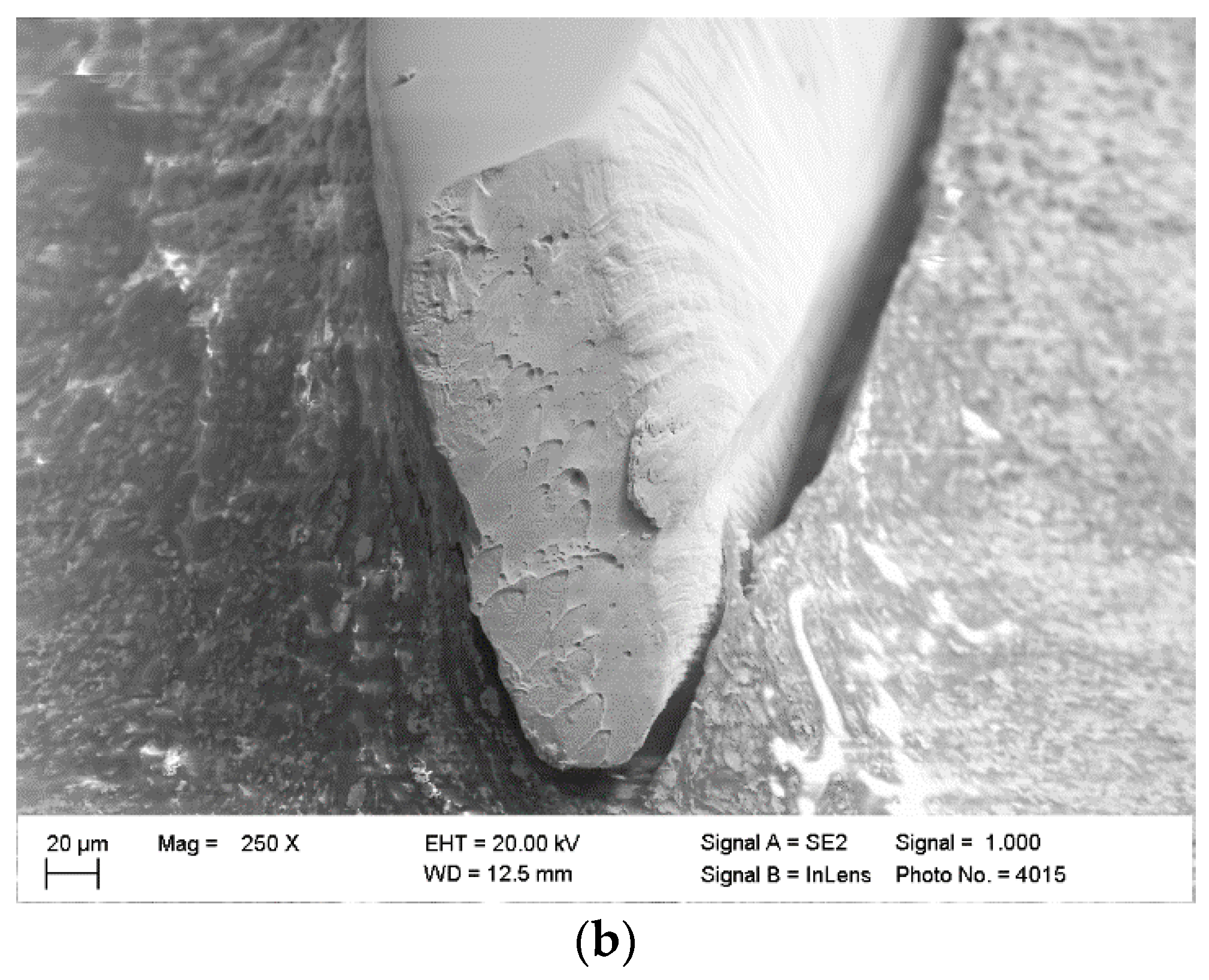
3.3.1. Fractography
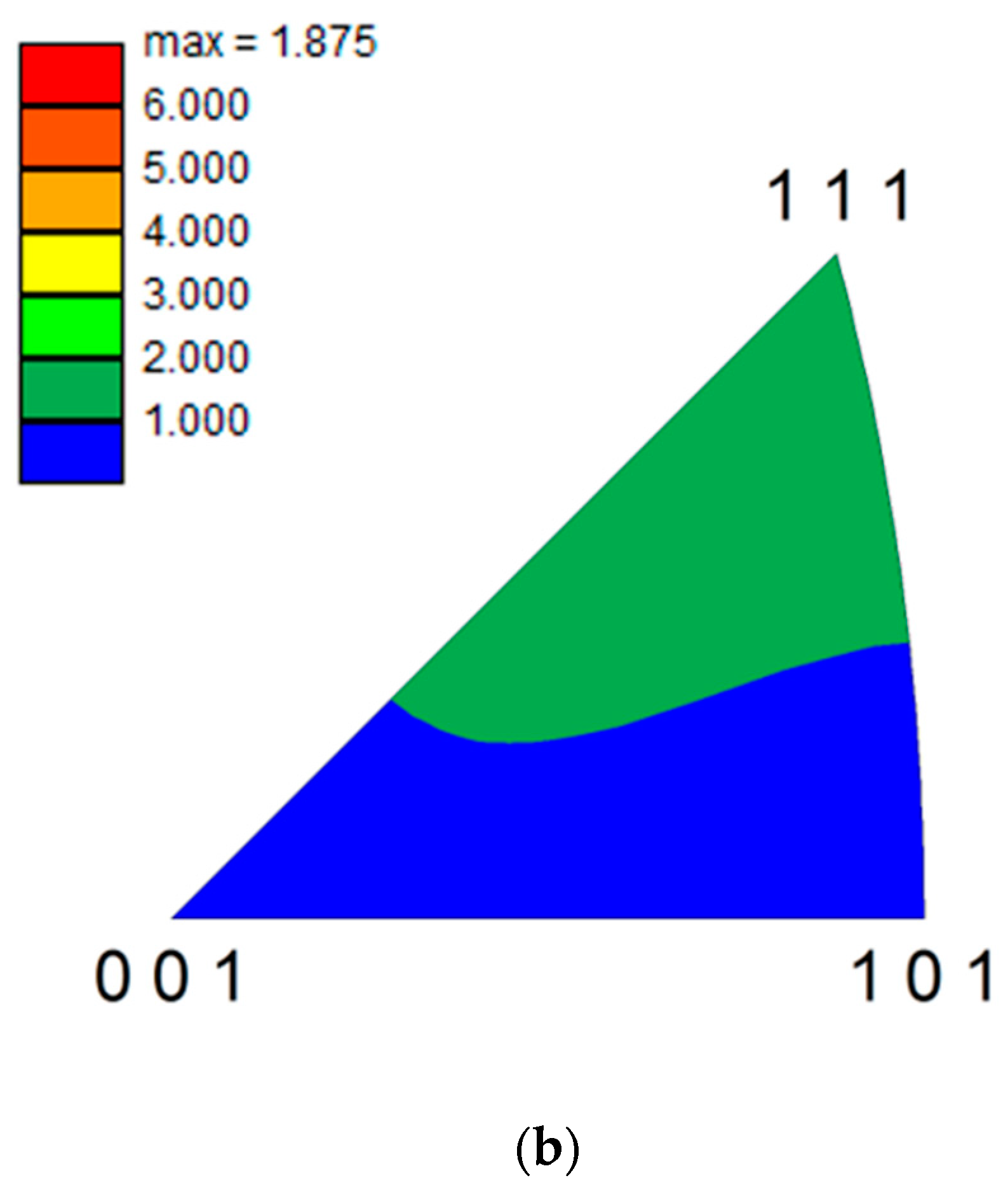
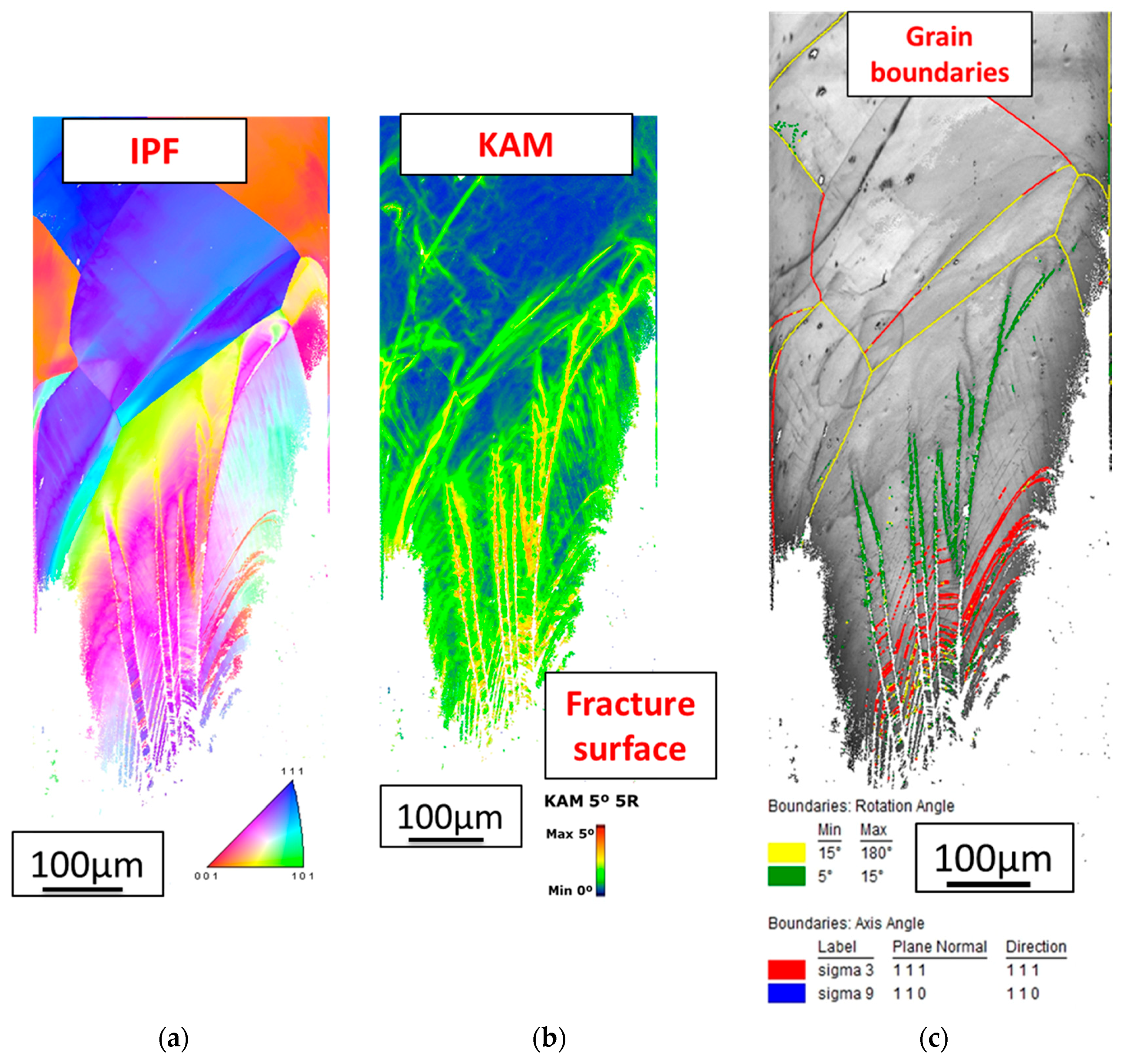
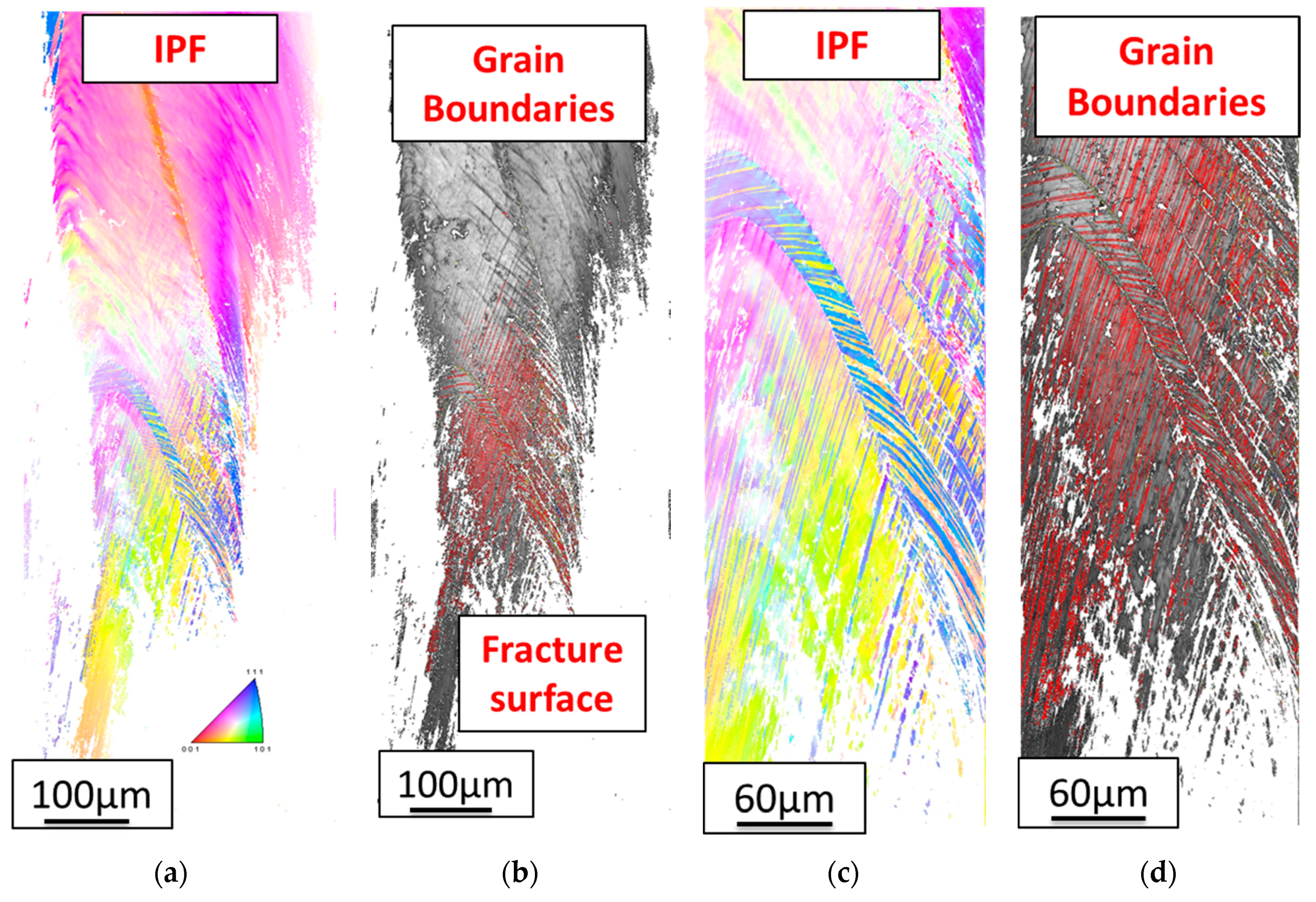
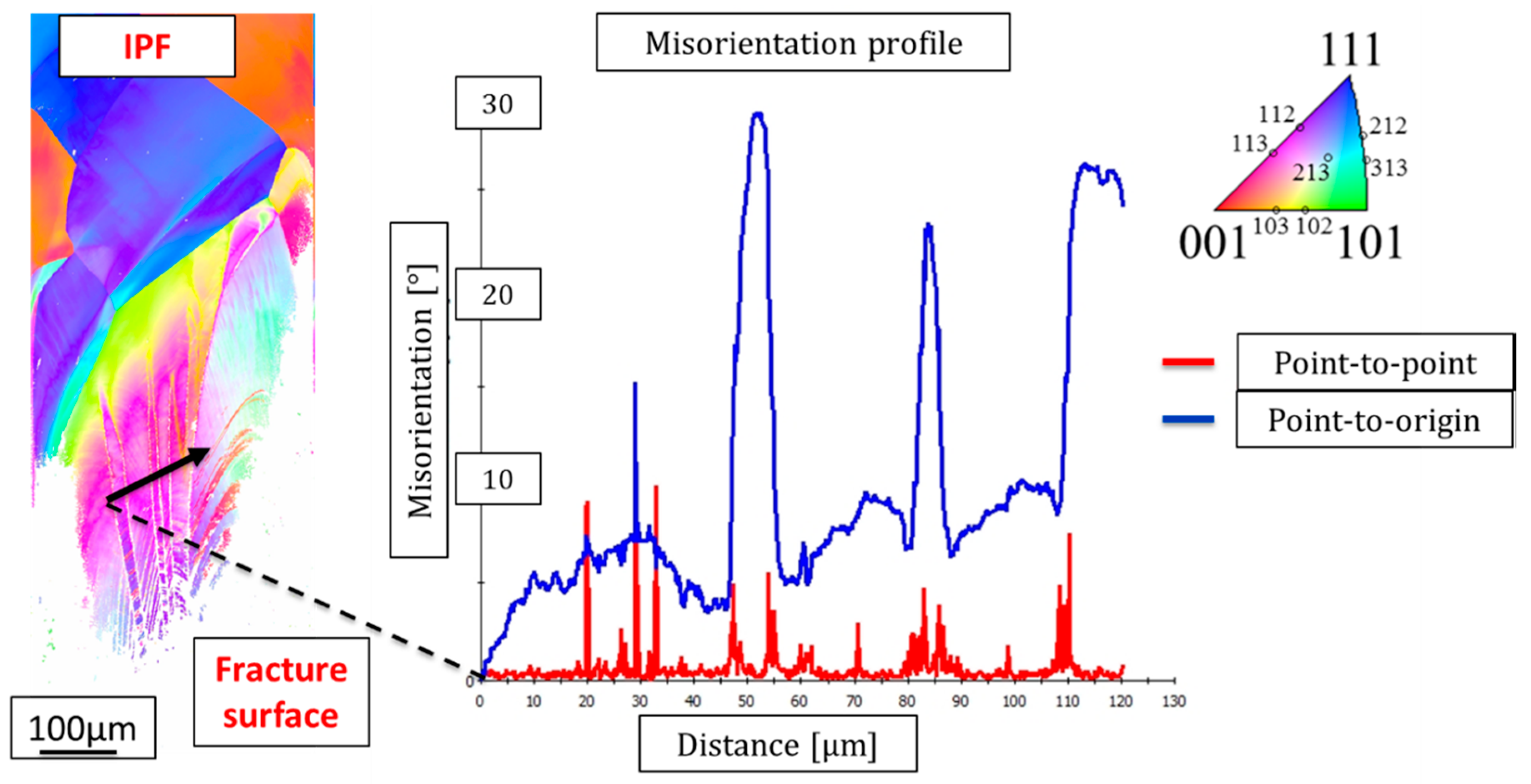
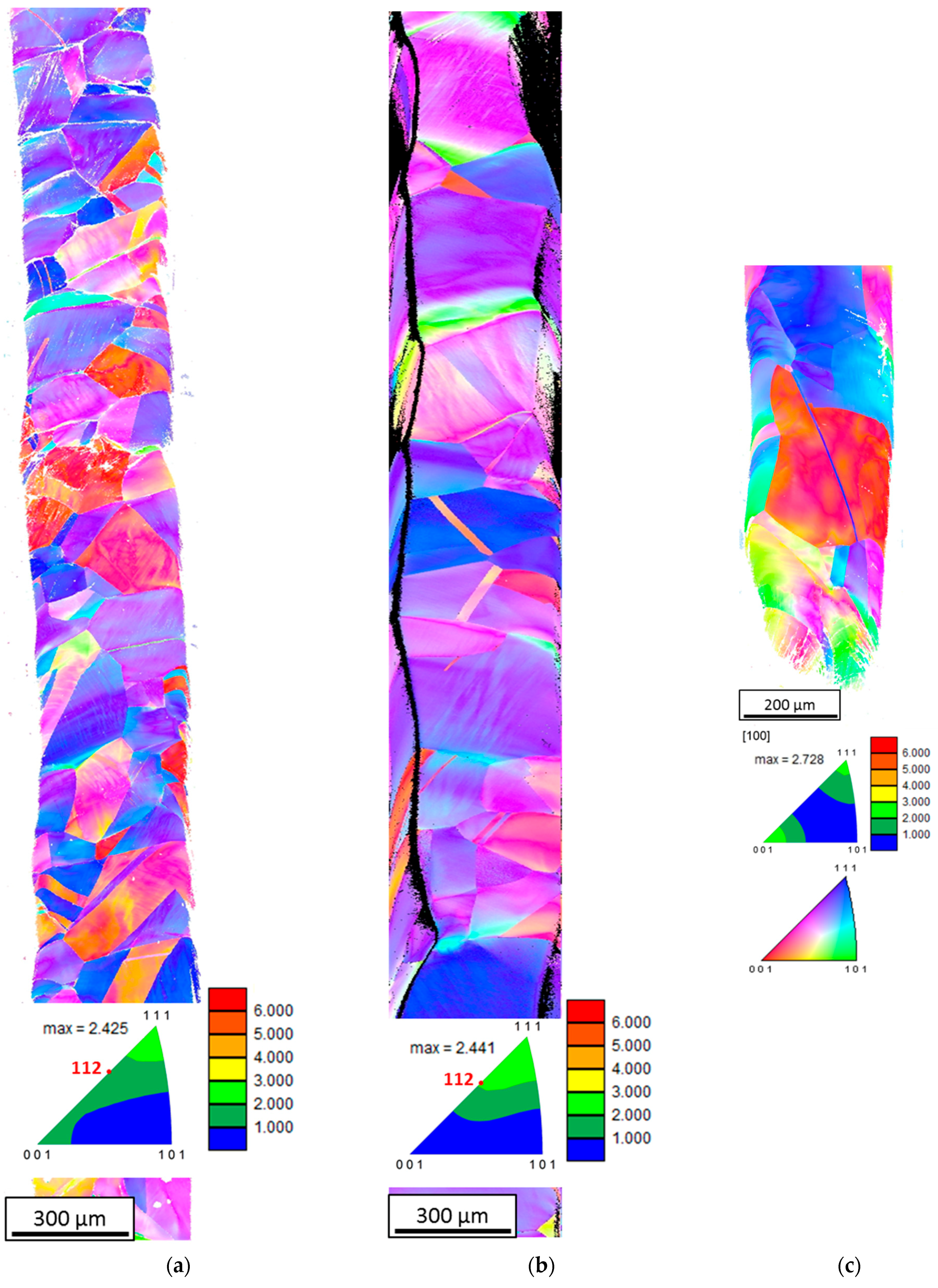
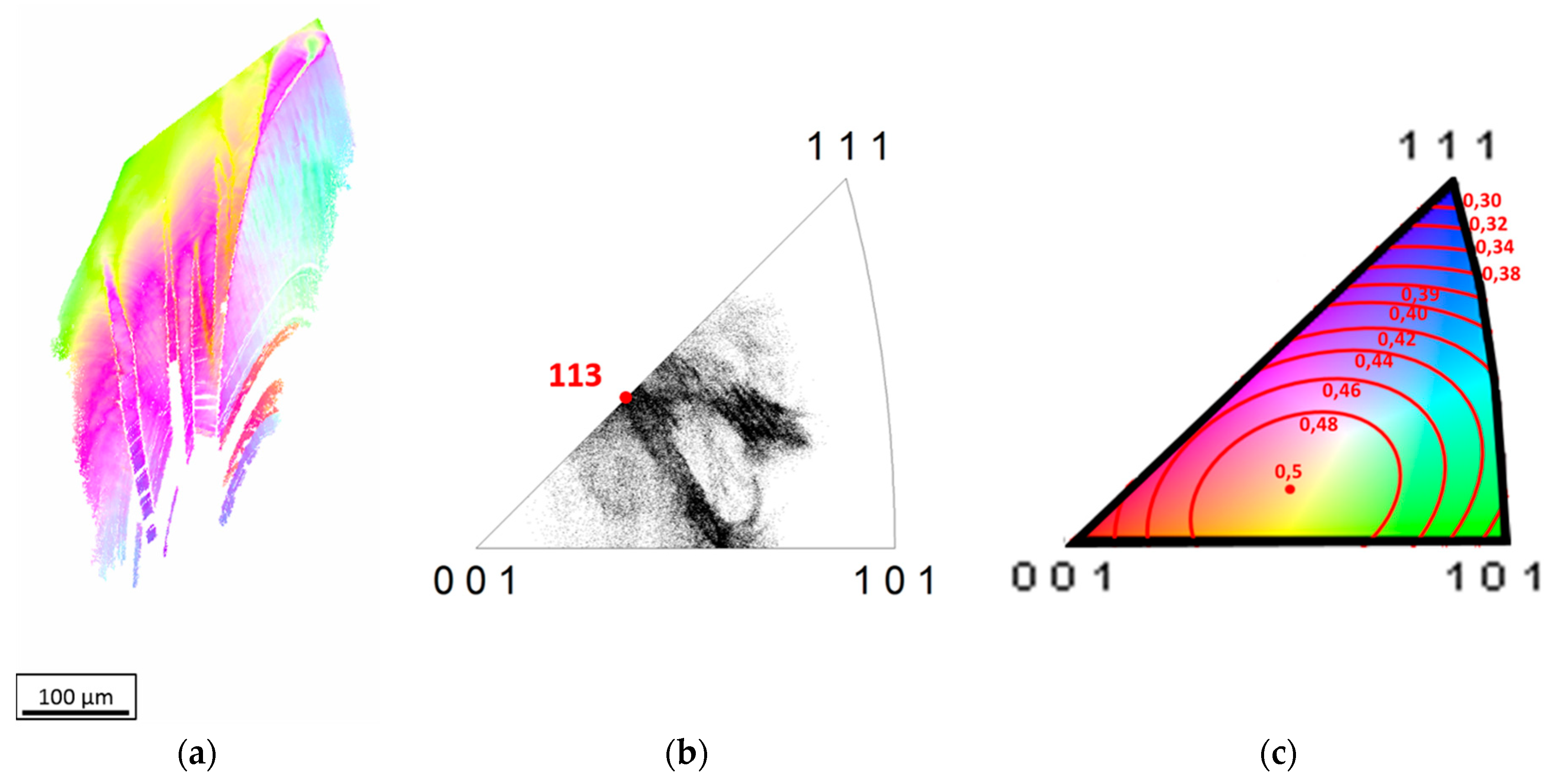
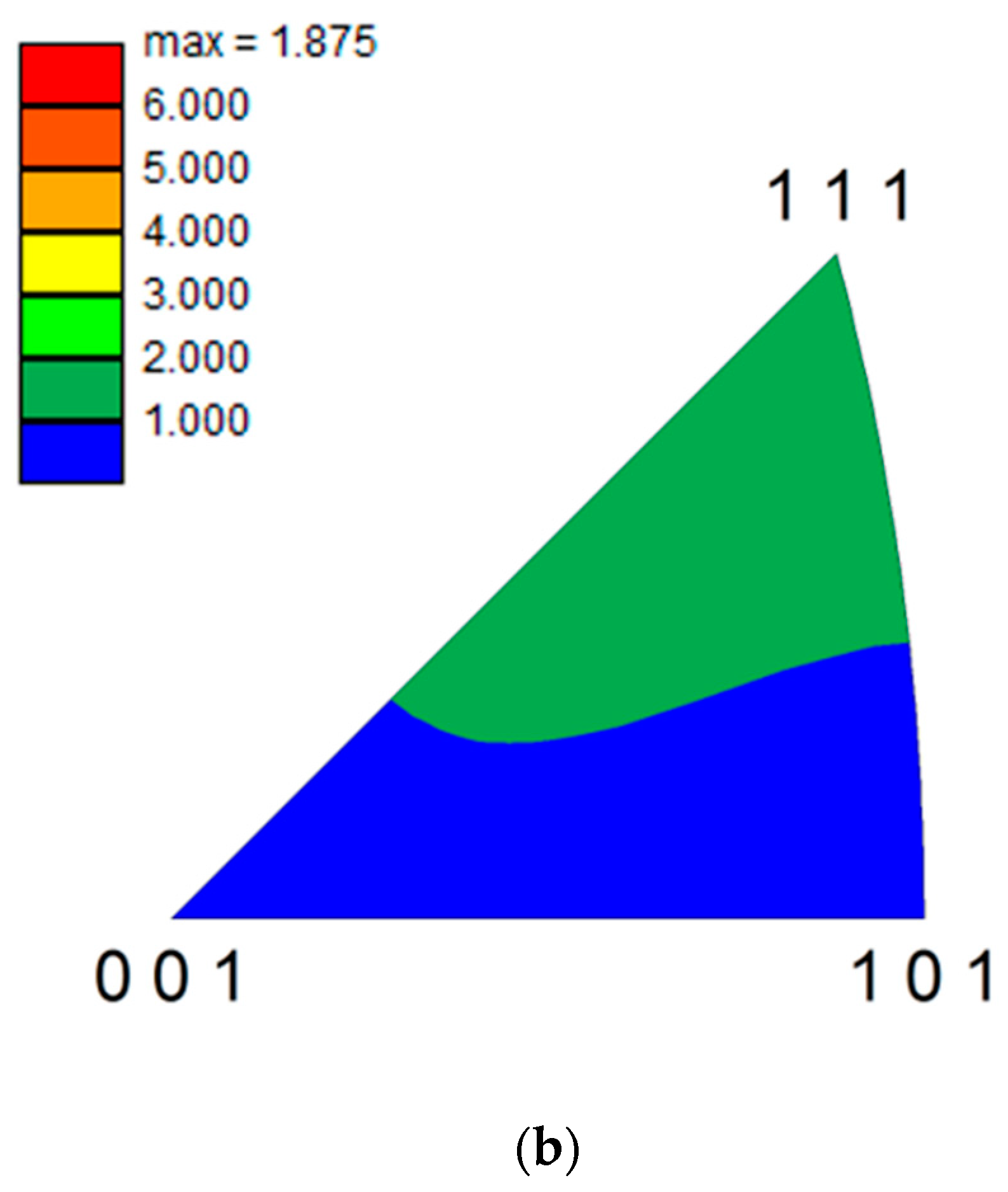
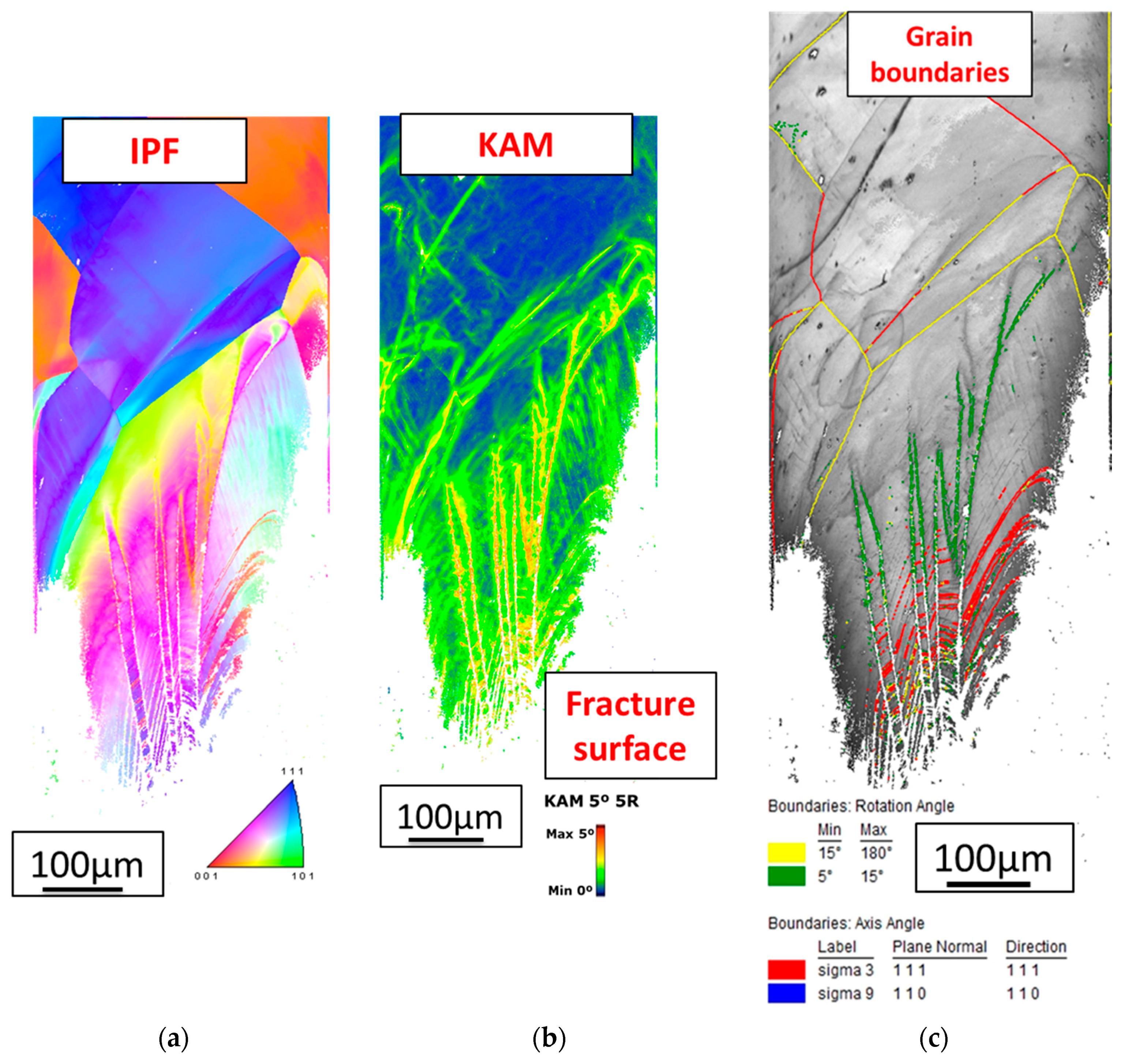
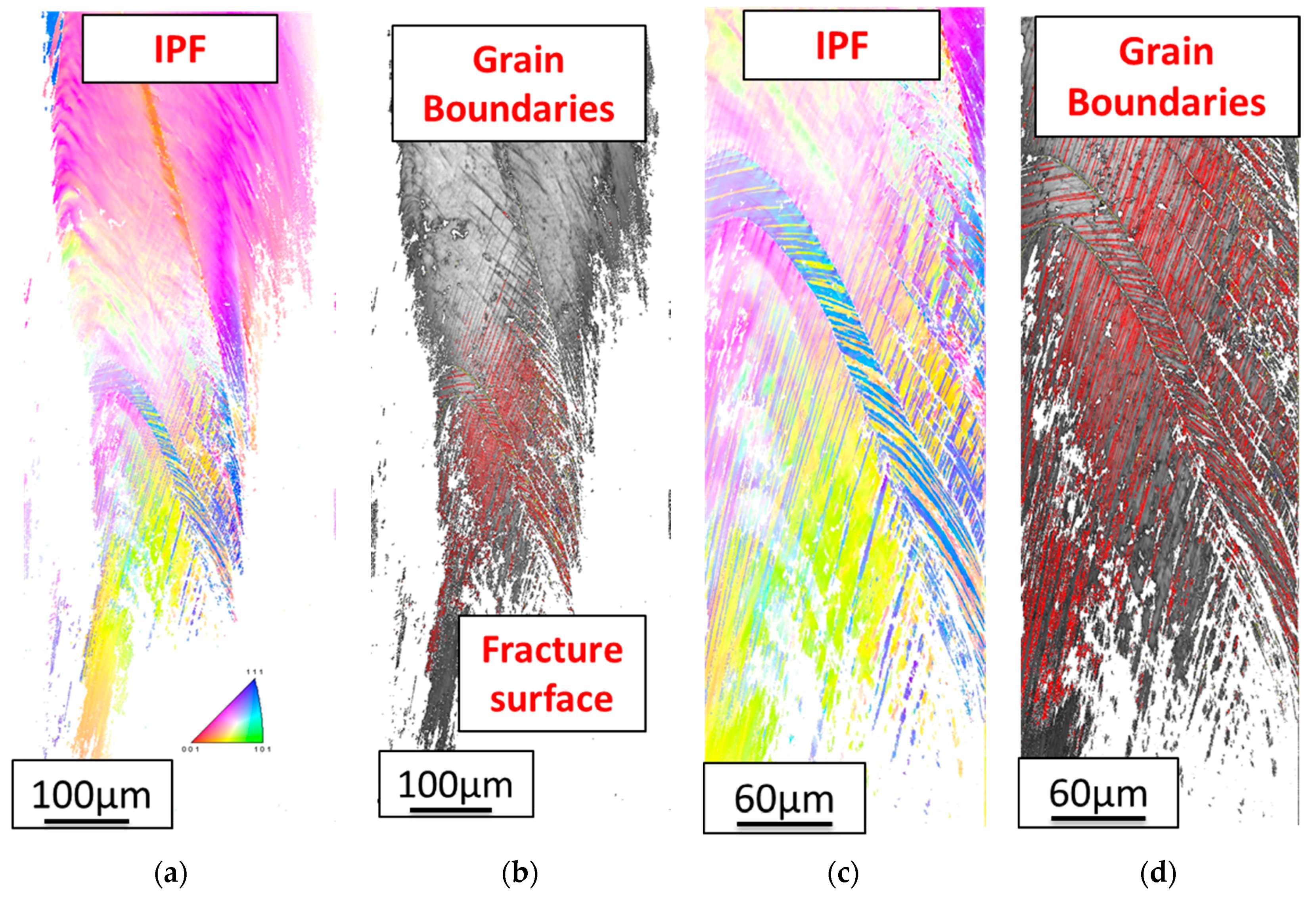
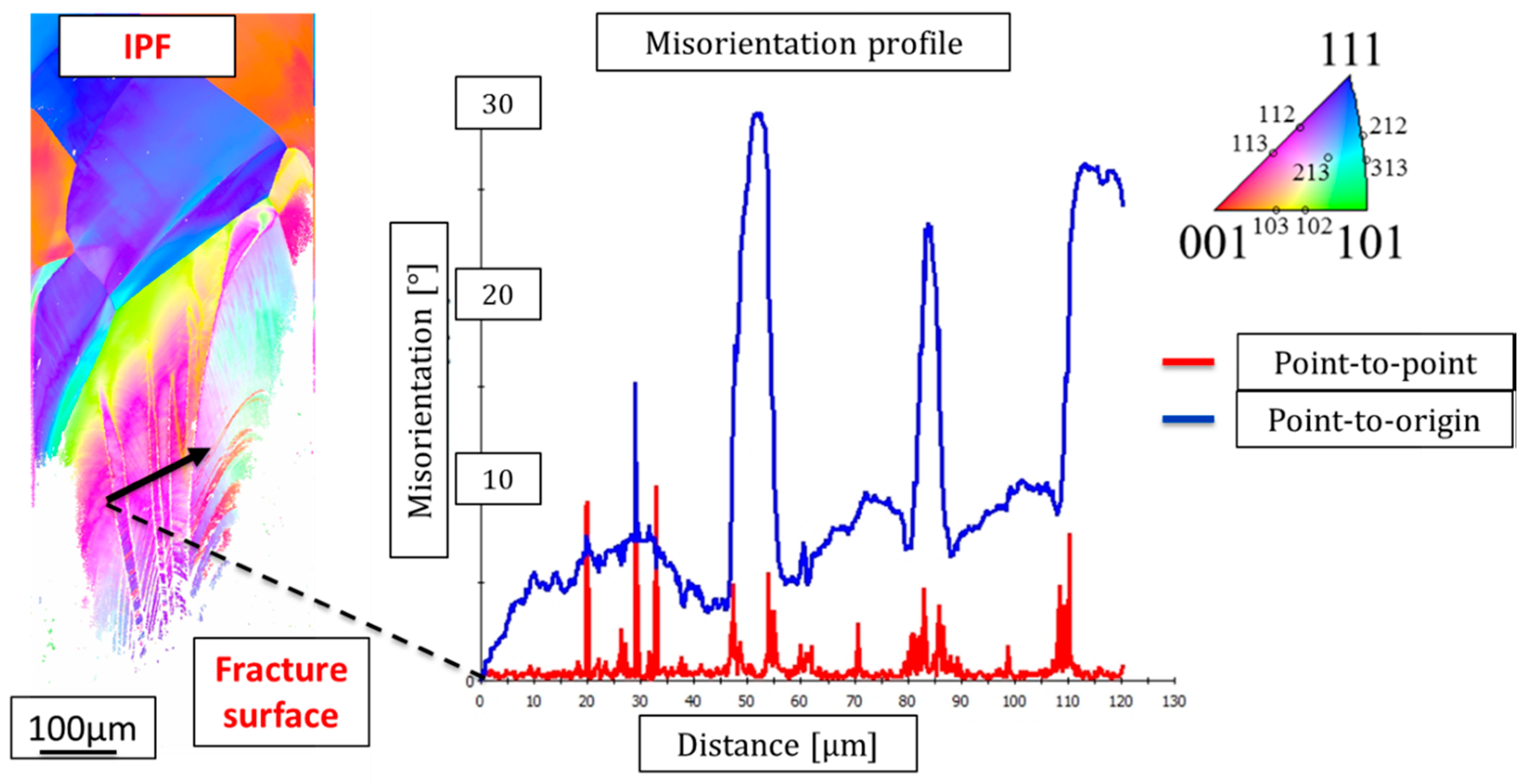
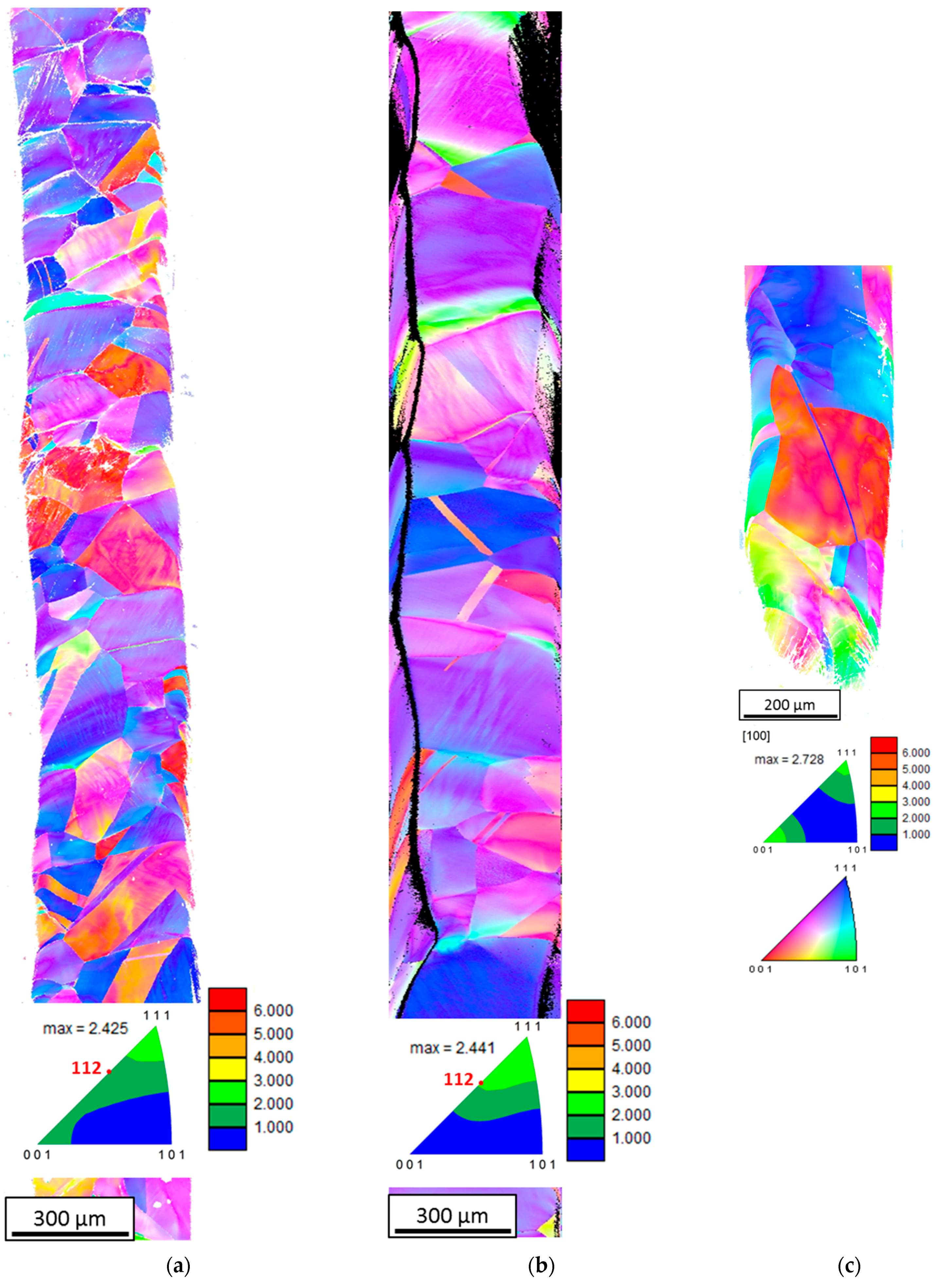
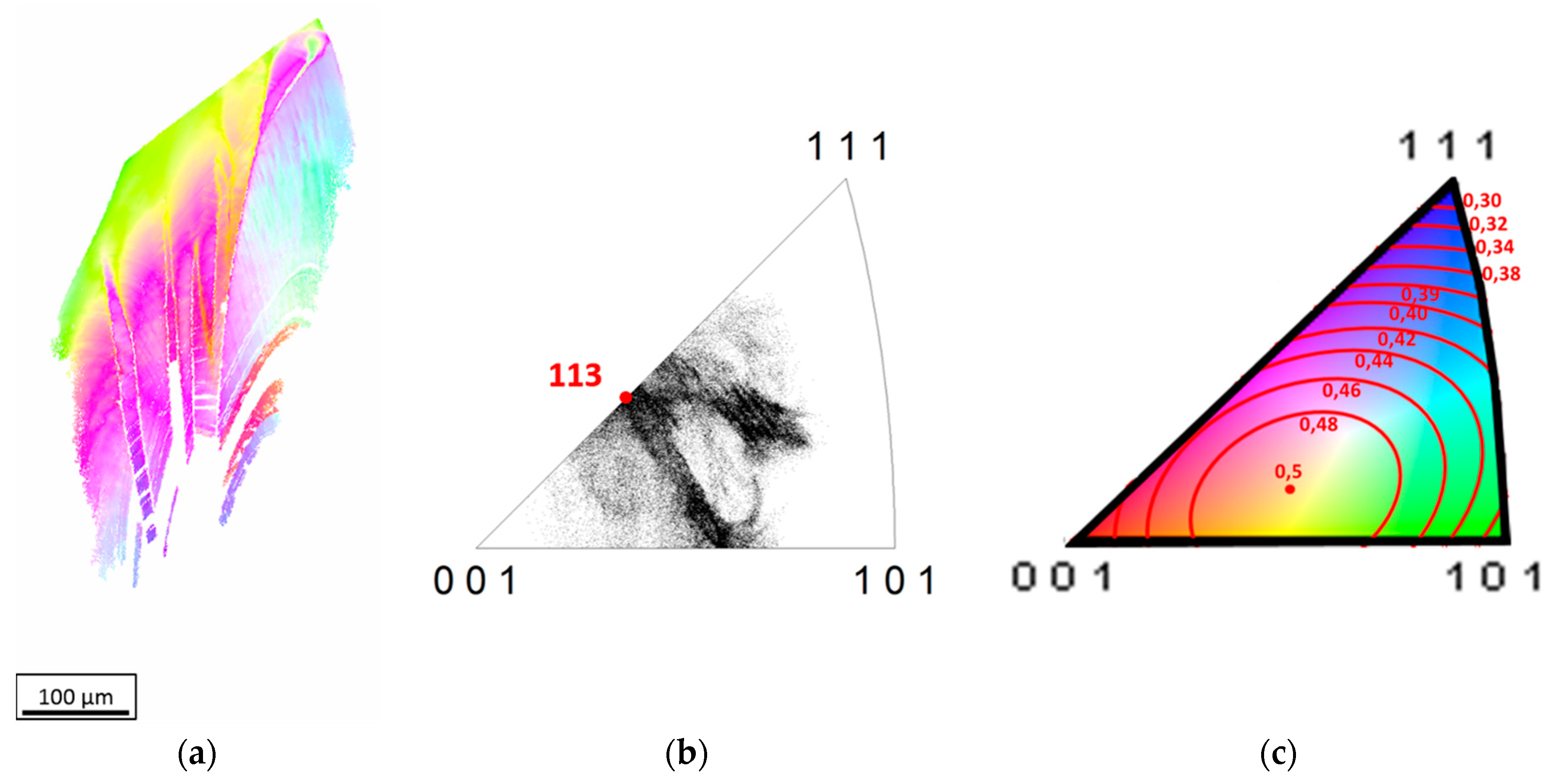
3.3.2. Electron Backscattering Diffraction
4. Conclusions
- (1)
- The cold drawing of the oligo-crystalline wires increases the tensile strength from an average of 415 MPa to 804 MPa and decreases the fracture strain from 38% to 8% on average.
- (2)
- 10% cold drawn oligo-crystalline wires made of 316LVM show a higher endurance limit (450 MPa) than solution annealed ones (250 MPa), due to the generation of a {111} and {112} texture during cold drawing.
- (3)
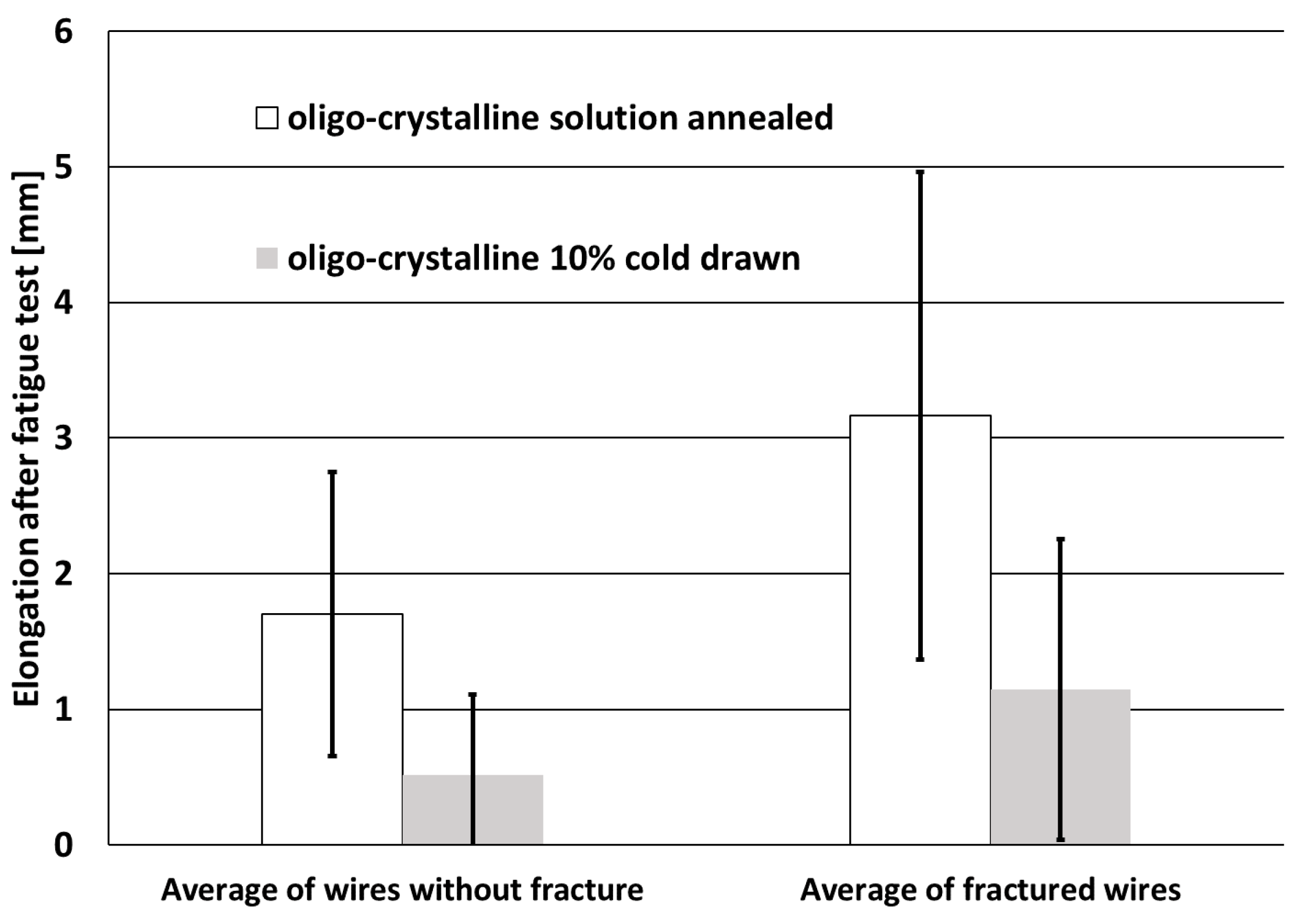
- A {111} and {112} texture in oligo-crystalline wires decreases the wire elongation due to ratchetting during fatigue tests at R = 0.5.
- (4)
- In addition to the damage induced by cyclic fatigue, all solution annealed wires with less than 4000 cycles to failure exhibit a ratchetting dominated fracture behavior. A bulgy structure is the result of the damaging process. The bulges can lead to lateral contraction and thus to local stress concentration and finally to fracture.
- (5)
- Fractured wires in 77% of the analyzed oligo-crystalline solution annealed wires and 88% of the 10% cold drawn oligo-crystalline wires exhibited fractured grains with a high Schmid factor (>0.44), which showed a rotation to the direction of {113}. Thus, “middle” oriented grains with a high Schmid factor are unfavorable oriented grains for fatigue tests with positive R-ratio.
- (6)
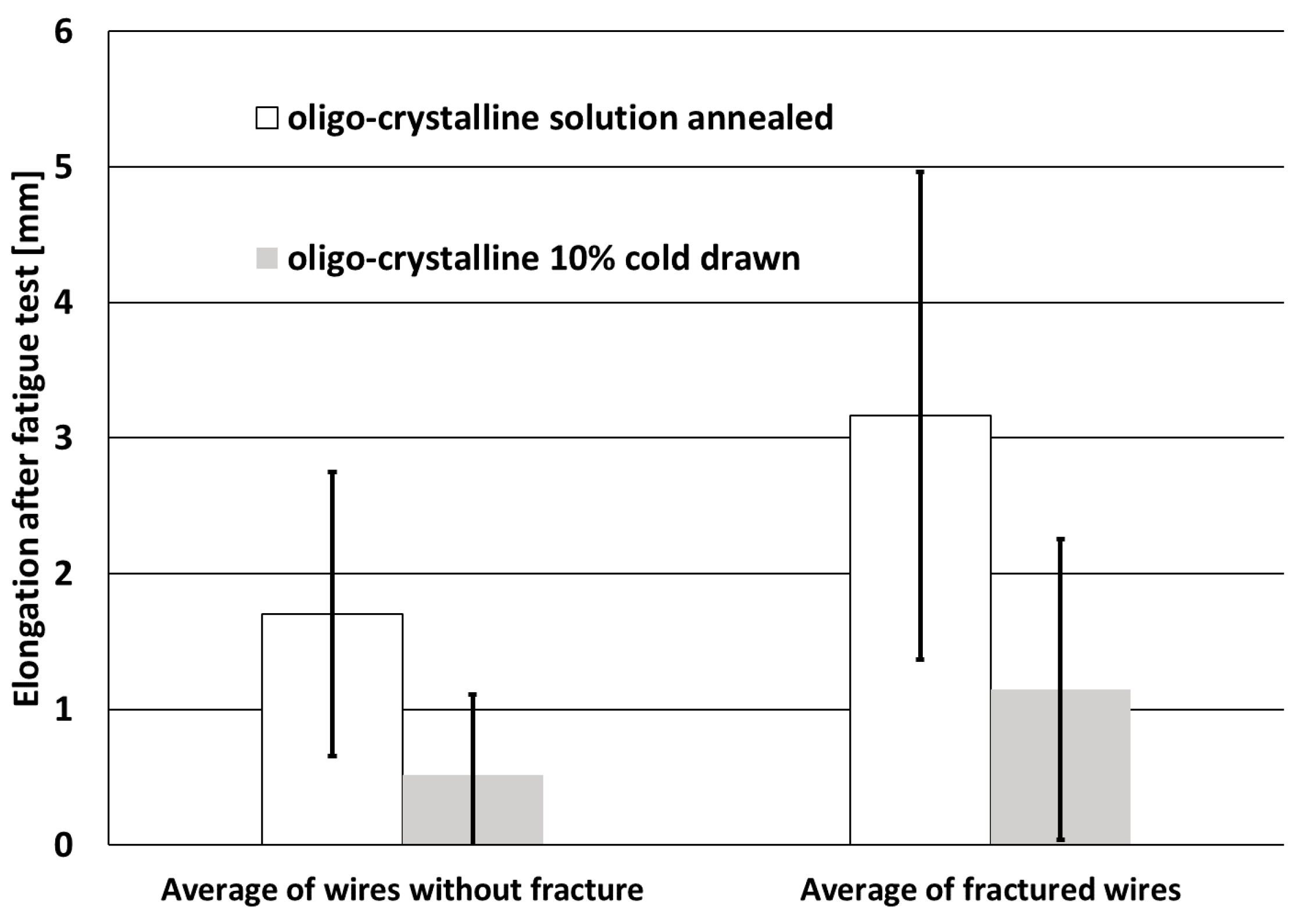
- Solution annealed oligo-crystalline wires show in average a threefold elongation after end of the test/fracture than cold drawn oligo-crystalline wires.
- (7)
- Pronounced ratchetting/cyclic creep occurs in fractured wires (elongation after testing is approximately two times higher than that of non-fractured wires).
- (8)
- Due to grain rotation and wire elongation, cold drawing of the wires can locally decrease the wire diameter up to 40% and cause a bulgy structure with thin wire parts, which has the same appearance as solution annealed wires after ratchetting. Ratchetting is still present, but only at high stresses over 450 MPa and with less elongation due to the lower strain reserve of cold drawn wires compared to solution annealed wires.
Acknowledgments
Conflicts of Interest
References
- Kastrati, A.; Mehilli, J.; Dirschinger, J.; Dotzer, F.; Schühlen, H.; Neumann, F.J.; Fleckenstein, M.; Pfafferott, C.; Seyfarth, M.; Schömig, A. Intracoronary stenting angiographic results: Strut thickness effect on restenosis outcome (ISAR-STEREO) trial. Circulation 2001, 103, 2816–2821. [Google Scholar] [CrossRef] [PubMed]
- Perrella, M.; Gerbino, S.; Citarella, R. BEM in Biomechanics: Modelling Advances and Limitations. In Numerical Methods and Advanced Simulation in Biomechanics and Biological Processes; Cerrolaza, M., Shefelbine, S.J., Garzon-Alvarado, D., Eds.; Academic Press: Cambridge, MA, USA, 2017; ISBN 9780128117187. [Google Scholar]
- Li, Y.; Laird, C. Cyclic response and dislocation structures of AISI 316L stainless steel. Part 1: Single crystals fatigued at intermediate strain amplitude. Mater. Sci. Eng. A 1994, 186, 65. [Google Scholar] [CrossRef]
- Li, Y.; Laird, C. Cyclic response and dislocation structures of AISI 316L stainless steel. Part 2: Polycrystals fatigued at intermediate strain amplitude. Mater. Sci. Eng. A 1994, 186, 87. [Google Scholar] [CrossRef]
- Pache, J.; Kastrati, A.; Mehilli, J.; Schühlen, H.; Dotzer, F.; Örg Hausleiter, J.; Fleckenstein, M.; Neumann, F.J.; Sattelberger, U.; Schmitt, C.; et al. Intracoronary stenting angiographic results: Strut thickness effect on restenosis outcome (ISAR-STEREO-2) trial. J. Am. Coll. Cardiol. 2003, 41, 1283–1288. [Google Scholar] [CrossRef]
- Briguori, C.; Sarais, C.; Pagnotta, P.; Liistro, F.; Montorfano, M.; Chieffo, A.; Sgura, F.; Corvaja, N.; Albiero, R.; Stankovic, G.; et al. In-stent restenosis in small coronary arteries: Impact of strut thickness. J. Am. Coll. Cardiol. 2002, 40, 403–409. [Google Scholar] [CrossRef]
- Rittersma, S.Z.H.; de Winter, R.J.; Koch, K.T.; Bax, M.; Schotborgh, C.E.; Mulder, K.J.; Tijssen, J.G.P.; Piek, J.J. Impact of Strut Thickness on Late Luminal Loss After Coronary Artery Stent Placement. Am. J. Cardiol. 2004, 93, 477–480. [Google Scholar] [CrossRef] [PubMed]
- Kitabata, H.; Kubo, T.; Komukai, K.; Ishibashi, K.; Tanimoto, T.; Ino, Y.; Takarada, S.; Ozaki, Y.; Kashiwagi, M.; Orii, M.; et al. Effect of strut thickness on neointimal atherosclerotic change over an extended follow-up period (≥4 years) after bare-metal stent implantation: Intracoronary optical coherence tomography examination. Am. Heart J. 2012, 163, 608–616. [Google Scholar] [CrossRef] [PubMed]
- Stolpmann, J.; Brauer, H.; Stracke, H.J.; Erbel, R.; Fischer, A. Practicability and Limitations of Finite Element Simulation of the Dilatation Behavior of Coronary Stents. Materialwissenschaft und Werkstofftechnik 2003, 34, 736–745. [Google Scholar] [CrossRef]
- Murphy, B.P.; Savage, P.; McHugh, P.E.; Quinn, D.F. The stress-strain behavior of coronary stent struts is size dependent. Ann. Biomed. Eng. 2003, 31, 686–691. [Google Scholar] [CrossRef] [PubMed]
- Weiß, S.; Schnauber, T.; Fischer, A. Microstructure Characterization of thin structures after deformation. In Proceedings of the Materials and Devices for Smart Systems III, Boston, MA, USA, 1–4 December 2008; pp. 349–354. [Google Scholar]
- Mitevski, B.; Fischer, A.; Weiß, S. In Situ Tensile Testing of Notched Poly- and Oligocrystalline 316L Wires. Mater. Test. 2014, 59, 130–135. [Google Scholar] [CrossRef]
- Wimmer, A.; Leitner, A.; Detzel, T.; Robl, W.; Heinz, W.; Pippan, R.; Dehm, G. Damage evolution during cyclic tension-tension loading of micron-sized Cu lines. Acta Mater. 2014, 67, 297–307. [Google Scholar] [CrossRef]
- Wiersma, S.; Taylor, D. Fatigue of materials used in microscopic components. Fatigue Fract. Eng. Mater. Struct. 2005, 28, 1153–1160. [Google Scholar] [CrossRef]
- Meißner, A. Mechanische Eigenschaften Wenigkristalliner Strukturen. Ph.D. Thesis, University of Duisburg-Essen, Duisburg, Germany, 2006. [Google Scholar]
- Donelly, E. Geometry Effect in the Fatigue Behaviour of Microscale 316L Stainless Steel Specimens. Ph.D. Thesis, National University of Ireland, Galway, Ireland, 2012. [Google Scholar]
- Weiß, S. Einfluss der Wenigkristallinität auf das Verformungsverhalten von Werkstoffen und Bauteilen der Medizintechnik. Habilitation Thesis, University of Duisburg-Essen, Duisburg, Germany, 2008. [Google Scholar]
- Hsiao, Z.W.; Wu, T.Y.; Chen, D.; Kuo, J.C.; Lin, D.Y. EBSD and electron channeling study of anomalous slip in oligocrystals of high chromium ferritic stainless steel. Micron 2017, 94, 15–25. [Google Scholar] [CrossRef] [PubMed]
- Lim, H.; Carroll, J.D.; Battaile, C.C.; Boyce, B.L.; Weinberger, C.R. Quantitative comparison between experimental measurements and CP-FEM predictions of plastic deformation in a tantalum oligocrystal. Int. J. Mech. Sci. 2015, 92, 98–108. [Google Scholar] [CrossRef]
- Lim, H.; Carroll, J.D.; Battaile, C.C.; Buchheit, T.E.; Boyce, B.L.; Weinberger, C.R. Grain-scale experimental validation of crystal plasticity finite element simulations of tantalum oligocrystals. Int. J. Plast. 2014, 60, 1–18. [Google Scholar] [CrossRef]
- Chen, B.; Jiang, J.; Dunne, F.P.E. Microstructurally-sensitive fatigue crack nucleation in Ni-based single and oligo crystals. J. Mech. Phys. Solids 2017, 106, 15–33. [Google Scholar] [CrossRef]
- Guan, Y.; Chen, B.; Zou, J.; Britton, B.; Jiang, J.; Dunne, F.P.E. Crystal plasticity modelling and HR-DIC measurement of slip activation and strain localization in single and oligo-crystal Ni alloys under fatigue. Int. J. Plast. 2017, 88, 70–88. [Google Scholar] [CrossRef]
- Klusemann, B.; Svendsen, B.; Vehoff, H. Modeling and simulation of deformation behavior, orientation gradient development and heterogeneous hardening in thin sheets with coarse texture. Int. J. Plast. 2013, 50, 109–126. [Google Scholar] [CrossRef]
- Henning, M.; Vehoff, H. Local mechanical behavior and slip band formation within grains of thin sheets. Acta Mater. 2005, 53, 1285–1292. [Google Scholar] [CrossRef]
- Cuddihy, M.A.; Stapleton, A.; Williams, S.; Dunne, F.P.E. On cold dwell facet fatigue in titanium alloy aero-engine components. Int. J. Fatigue 2017, 97, 177–189. [Google Scholar] [CrossRef]
- Gobbeler, P. Untersuchungen zum Ermüdungsverhalten des kalt Umgeformten Austentischen Implantatwerkstoffs X2CrNiMo18-15-3; Diss. Universität Essen, VDI Fortschrittberichte, Reihe 5 Grund-und Werkstoffe Nr. 513; VDI Verlag: Düsseldorf, Germany, 1998. [Google Scholar]
- Weiß, E.; Postberg, B.; Nicak, T.; Rudolph, J. Simulation of ratchetting and low cycle fatigue. Int. J. Pres. Ves Pip. 2004, 81, 235–242. [Google Scholar] [CrossRef]
- Gaudin, C.; Feaugas, X. Cyclic creep process in AISI 316L stainless steel in terms of dislocation patterns and internal stresses. Acta Mater. 2003, 52, 3097–3110. [Google Scholar] [CrossRef]
- Kang, G.Z.; Li, Y.G.; Zhang, J.; Sun, Y.F.; Gao, Q. Uniaxial ratchetting and failure behaviour of two steels. Theor. Appl. Fract. Mech. 2004, 43, 199–209. [Google Scholar] [CrossRef]
- Feaugas, X.; Gaudin, C. Ratchetting process in the stainless steel AISI 316L at 300K: An experimental investigation. Int. J. Plast. 2003, 20, 643–662. [Google Scholar] [CrossRef]
- Gottstein, G. Physikalische Grundlagen der Materialkunde; Springer: Berlin, Germany, 1998. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Cr | Cu | Mn | Mo | N | Ni | P | S | Si |
|---|---|---|---|---|---|---|---|---|---|---|
| balanced | 0.030 | 18.100 | <0.500 | 1.300 | 2.800 | 0.04 | 14.0 | 0.020 | 0.005 | 0.400 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mitevski, B.; Weiß, S. Fatigue of Thin, Oligo-Crystalline Wires Made of X2 CrNiMo 18-15-3. Metals 2018, 8, 333. https://doi.org/10.3390/met8050333
Mitevski B, Weiß S. Fatigue of Thin, Oligo-Crystalline Wires Made of X2 CrNiMo 18-15-3. Metals. 2018; 8(5):333. https://doi.org/10.3390/met8050333
Chicago/Turabian StyleMitevski, Bojan, and Sabine Weiß. 2018. "Fatigue of Thin, Oligo-Crystalline Wires Made of X2 CrNiMo 18-15-3" Metals 8, no. 5: 333. https://doi.org/10.3390/met8050333
APA StyleMitevski, B., & Weiß, S. (2018). Fatigue of Thin, Oligo-Crystalline Wires Made of X2 CrNiMo 18-15-3. Metals, 8(5), 333. https://doi.org/10.3390/met8050333