Hybrid Binder to Mitigate Feed Powder Segregation in the Inkjet 3D Printing of Titanium Metal Parts


Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
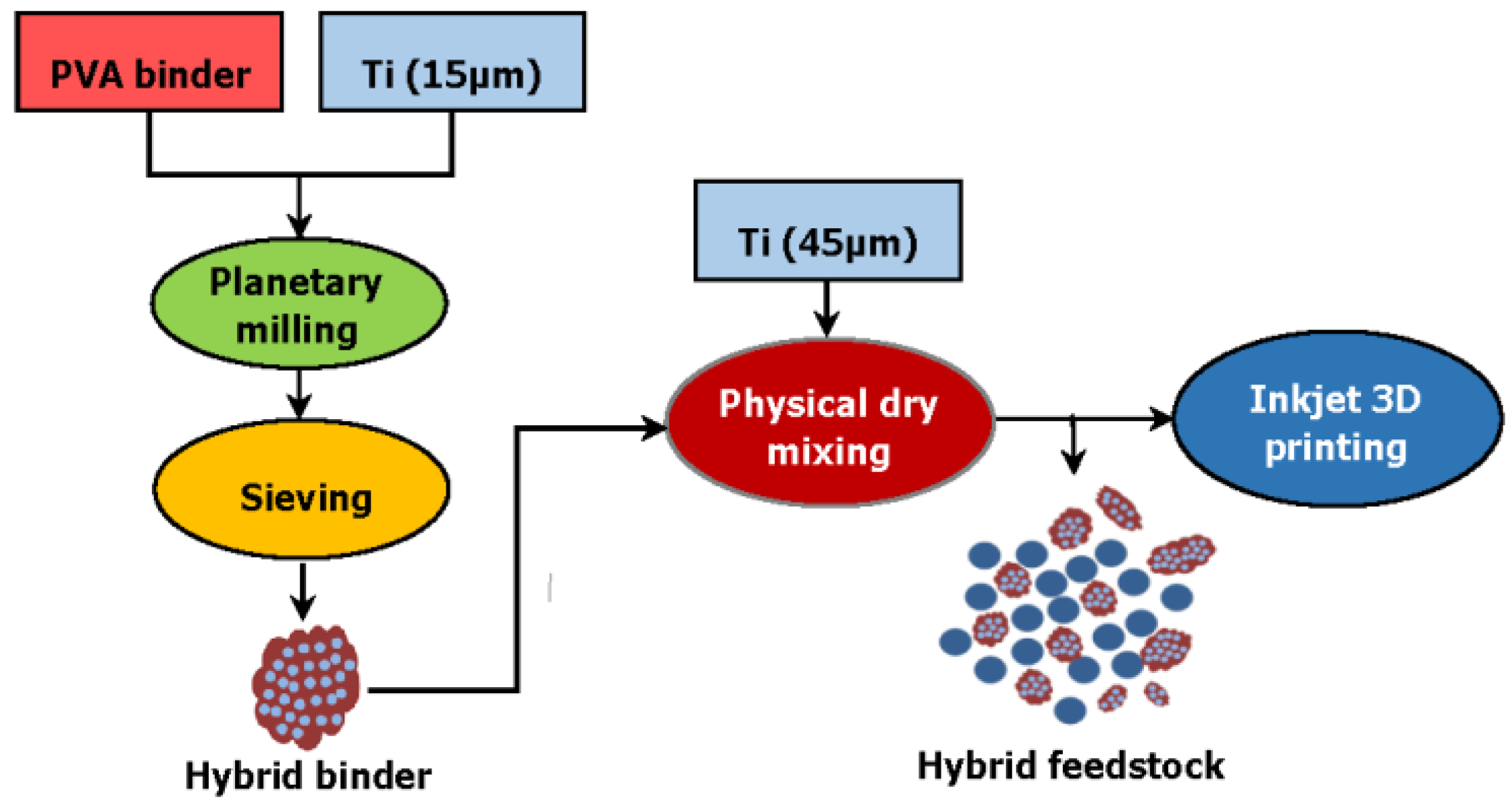
- In the inkjet 3D printing of metal parts, segregation is remarkable when using low density polymeric binder mixed with metal powder.
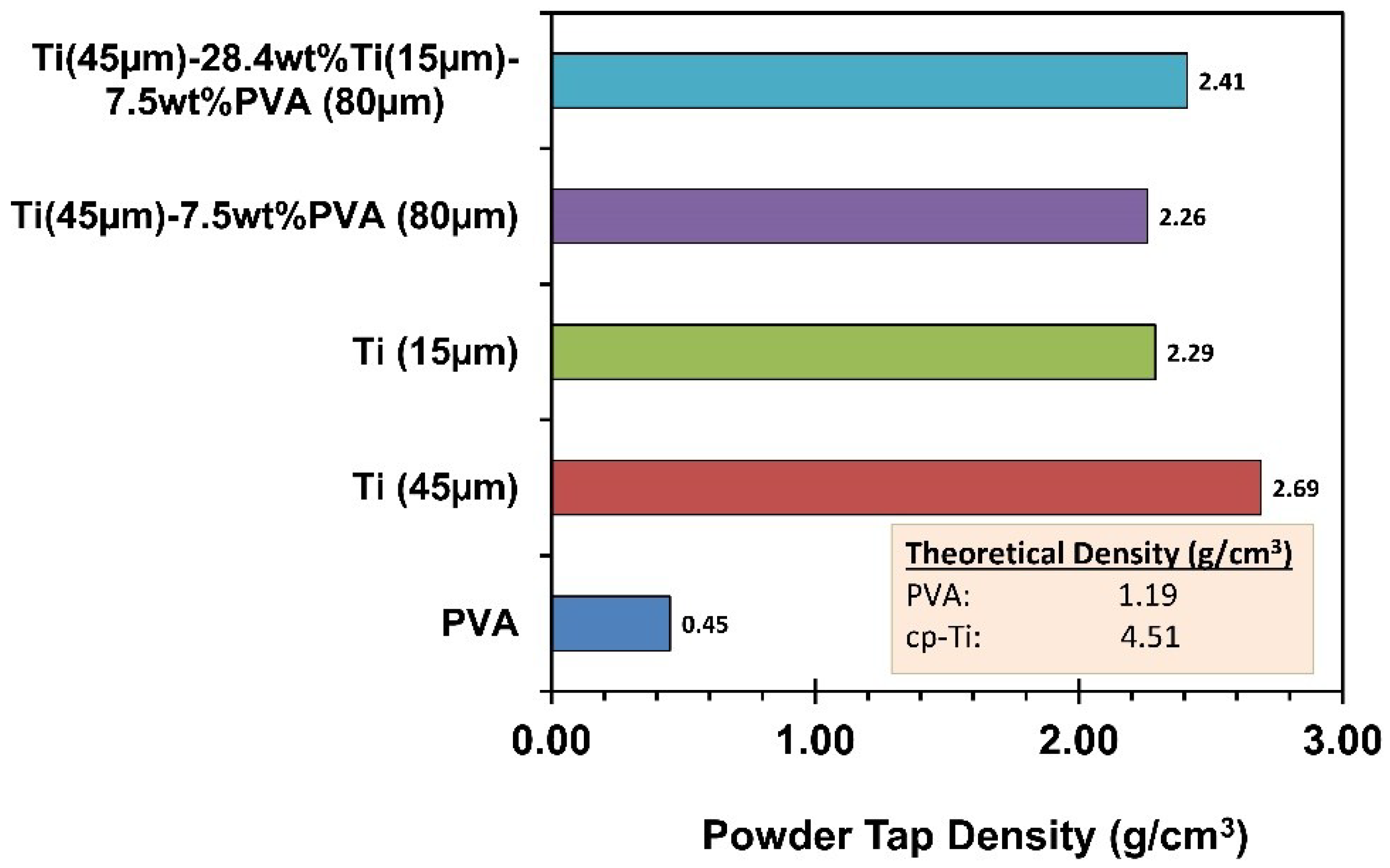
- The feedstock containing hybrid modified binder exhibited higher tap density of ~2.41 g/cm3 when compared to feedstock with PVA (~2.26 g/cm3).
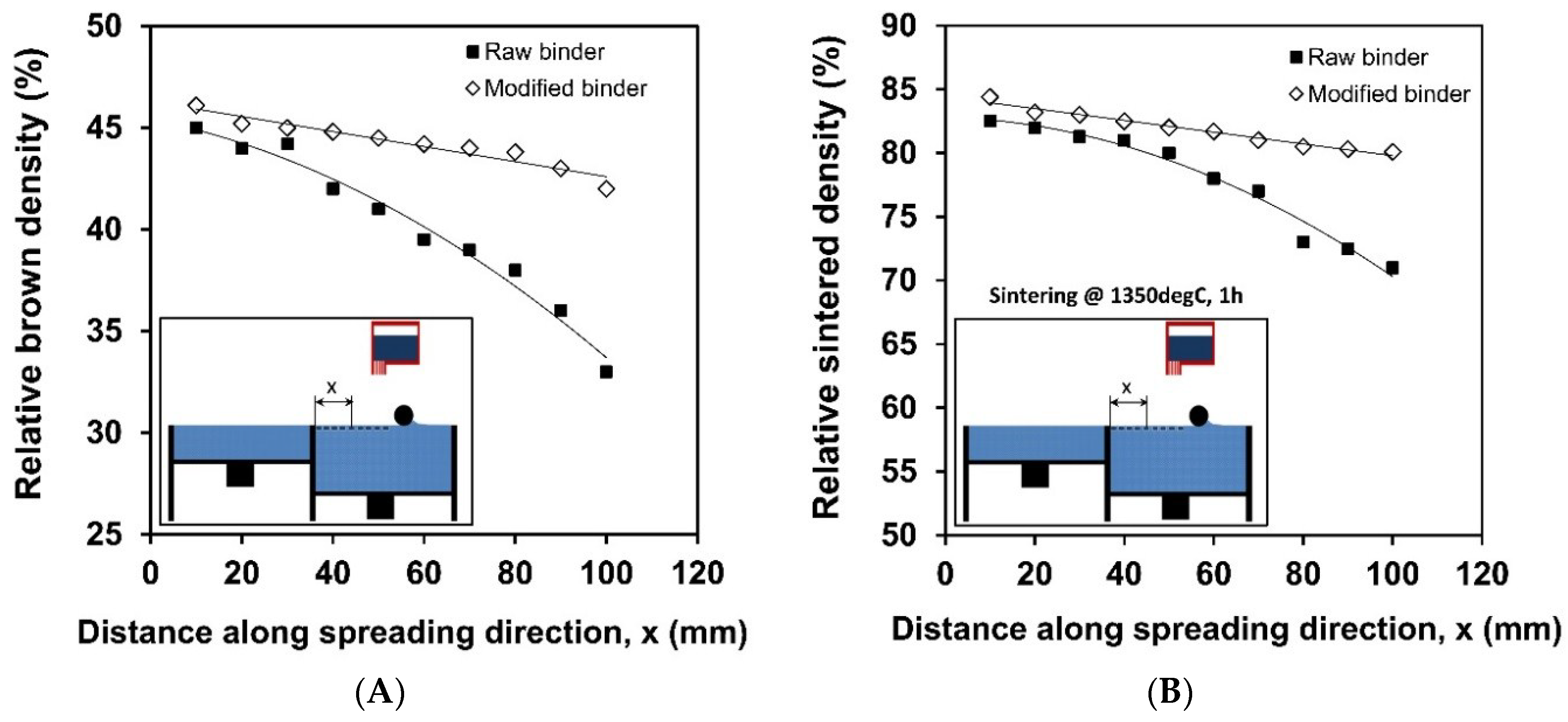
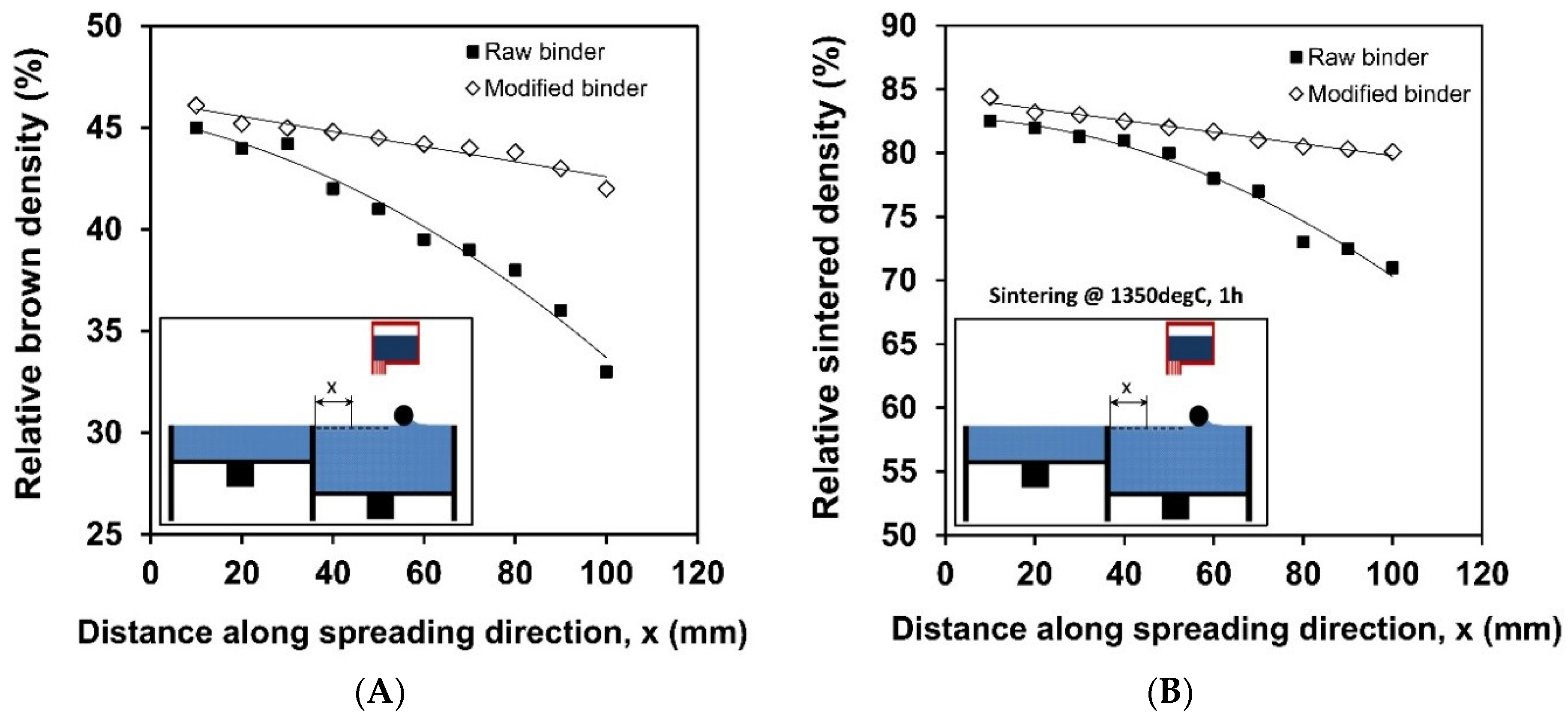
- By using hybrid modified binder, the brown and sintered density values of the printed part were found to substantially increase, exhibiting low segregation with density differences as low as ~5% and ~7% measured at a distance x = 0 and 100 mm from the printer wall, respectively. Whereas, density differences of ~27% (brown) and ~13% (sintered) were measured in the case of feedstock with PVA (Original binder).
- Reduction in the powder segregation effects with the hybrid modified binder can also be confirmed from the results of thermal gravimetric analysis conducted on the feedstock collected from the powder bed at a distance x = 0–100 mm from the printer wall indicating only ~1 wt % reduction in the binder gradient for the hybrid modified binder which is significantly low when compared to PVA (~2.5 wt %).
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Bhavar, V.; Kattire, P.; Patil, V.; Khot, S.; Gujar, K.; Singh, R. A review on powder bed fusion technology of metal additive manufacturing. In Proceedings of the 4th International Conference and Exhibition on Additive Manufacturing Technologies-AM-2014, Bangalore, India, 1–2 September 2014; pp. 1–2. [Google Scholar]
- Salehi, M.; Gupta, M.; Maleksaeedi, S.; Sharon, N.M.L. Inkjet Based 3D Additive Manufacturing of Metals; Materials Research Forum LLC: Millersville, PA, USA, 2018. [Google Scholar]
- Gibson, I.; Rosen, D.; Stucker, B. Binder jetting. In Additive Manufacturing Technologies; Springer: New York, NY, USA, 2015; pp. 205–218. [Google Scholar]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Bai, Y.; Williams, C.B. Binder jetting additive manufacturing with a particle-free metal ink as a binder precursor. Mater. Des. 2018, 147, 146–156. [Google Scholar] [CrossRef]
- Shirazi, S.F.S.; Gharehkhani, S.; Mehrali, M.; Yarmand, H.; Metselaar, H.S.C.; Kadri, N.A.; Osman, N.A.A. A review on powder-based additive manufacturing for tissue engineering: Selective laser sintering and inkjet 3D printing. Sci. Technol. Adv. Mater. 2015, 16, 033502. [Google Scholar] [CrossRef] [PubMed]
- El-Hajje, A.; Kolos, E.C.; Wang, J.K.; Maleksaeedi, S.; He, Z.; Wiria, F.E.; Choong, C.; Ruys, A.J. Physical and mechanical characterisation of 3D-printed porous titanium for biomedical applications. J. Mater. Sci. Mater. Med. 2014, 25, 2471–2480. [Google Scholar] [CrossRef] [PubMed]
- Gürtler, F.; Karg, M.; Dobler, M.; Kohl, S.; Tzivilsky, I.; Schmidt, M. Influence of powder distribution on process stability in laser beam melting: Analysis of melt pool dynamics by numerical simulations. In Solid Freeform Fabrication Symposium; SFF: Austin, TX, USA, 2014; pp. 1099–1117. [Google Scholar]
- Jacob, G.; Donmez, A.; Slotwinski, J.; Moylan, S. Measurement of powder bed density in powder bed fusion additive manufacturing processes. Measur. Sci. Technol. 2016, 27, 115601. [Google Scholar] [CrossRef]
- Haeri, S.; Wang, Y.; Ghita, O.; Sun, J. Discrete element simulation and experimental study of powder spreading process in additive manufacturing. Powder Technol. 2017, 306, 45–54. [Google Scholar] [CrossRef]
- Bae, C.-J.; Ramachandran, A.; Halloran, J.W. Quantifying Particle Segregation in Sequential Layers fabricated by Additive Manufacturing. J. Eur. Ceram. Soc. 2018, in press. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Particle Size (D90) | Purity | Supplier |
|---|---|---|---|
| cp-Titanium (Ti45, Coarse) | 45 µm | Grade 2 > 99.5% | TLS Technik spezialpulver, Germany |
| cp-Titanium (Ti15, Fine) | 15 µm | ||
| Poly Vinyl Alcohol (PVA) 320 g/mol | 80 µm | >99% | Nippon Gohesi, Japan |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maleksaeedi, S.; Meenashisundaram, G.K.; Lu, S.; Salehi, M.; Jun, W. Hybrid Binder to Mitigate Feed Powder Segregation in the Inkjet 3D Printing of Titanium Metal Parts. Metals 2018, 8, 322. https://doi.org/10.3390/met8050322
Maleksaeedi S, Meenashisundaram GK, Lu S, Salehi M, Jun W. Hybrid Binder to Mitigate Feed Powder Segregation in the Inkjet 3D Printing of Titanium Metal Parts. Metals. 2018; 8(5):322. https://doi.org/10.3390/met8050322
Chicago/Turabian StyleMaleksaeedi, Saeed, Ganesh Kumar Meenashisundaram, Shenglu Lu, Mojtaba Salehi, and Wei Jun. 2018. "Hybrid Binder to Mitigate Feed Powder Segregation in the Inkjet 3D Printing of Titanium Metal Parts" Metals 8, no. 5: 322. https://doi.org/10.3390/met8050322
APA StyleMaleksaeedi, S., Meenashisundaram, G. K., Lu, S., Salehi, M., & Jun, W. (2018). Hybrid Binder to Mitigate Feed Powder Segregation in the Inkjet 3D Printing of Titanium Metal Parts. Metals, 8(5), 322. https://doi.org/10.3390/met8050322