Microstructure, Texture Evolution and Magnetic Properties of Fe-6.5 wt. % Si and Fe-6.5 wt. % Si-0.5 wt. % Cu Alloys during Rolling and Annealing Treatment

Abstract
:1. Introduction
2. Experimental Procedures
3. Results
4. Discussion
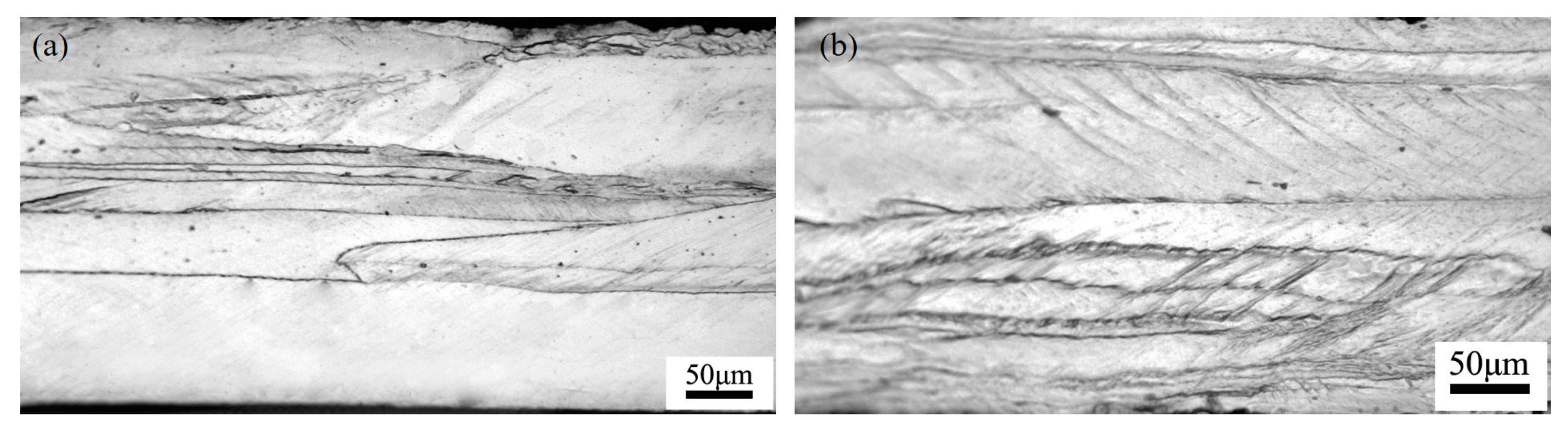
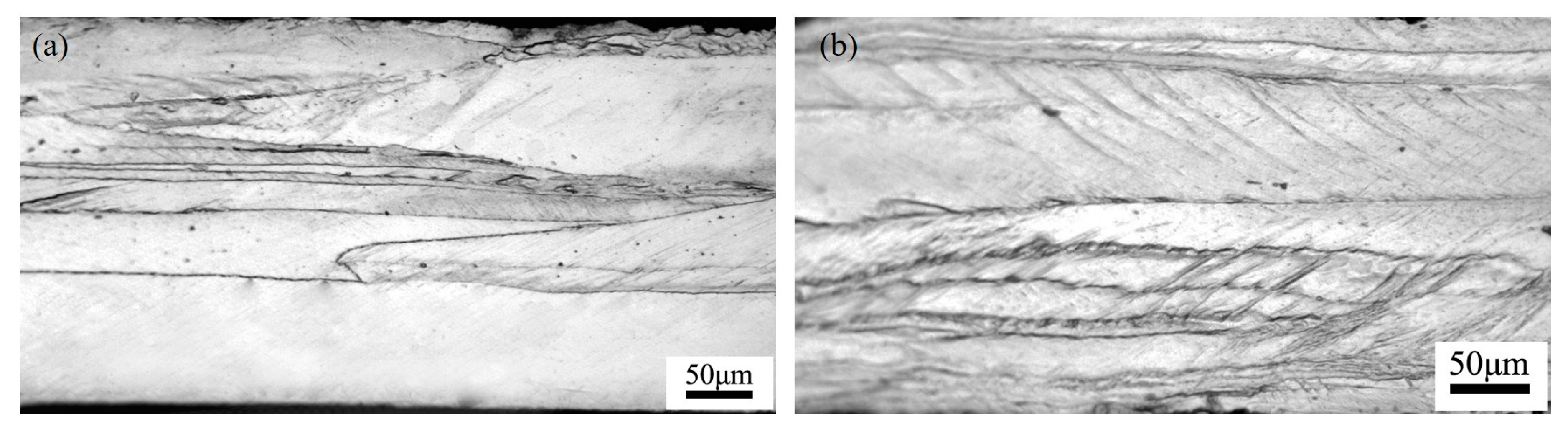
4.1. Effect of Cu on the Formation of Shear Bands
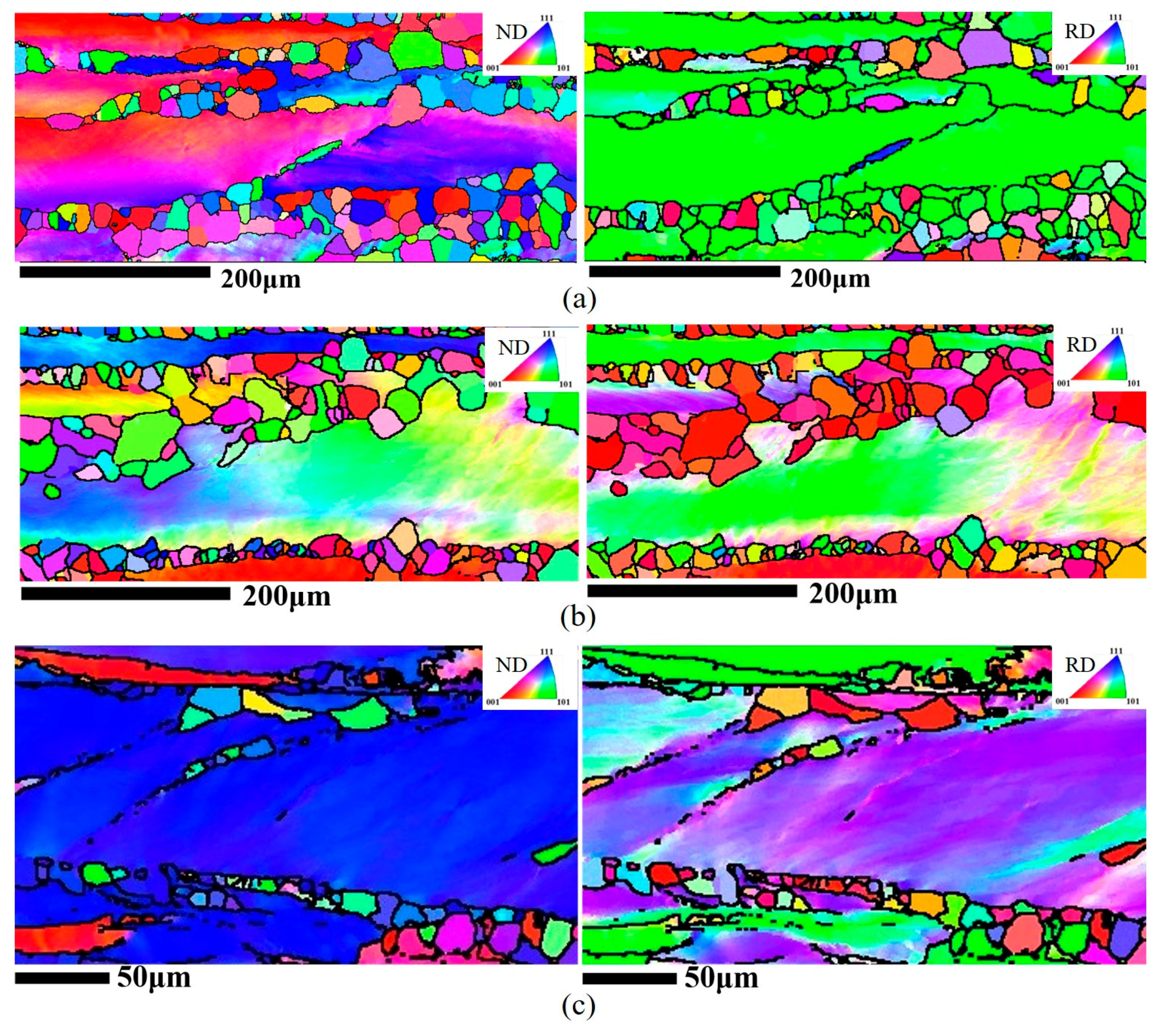
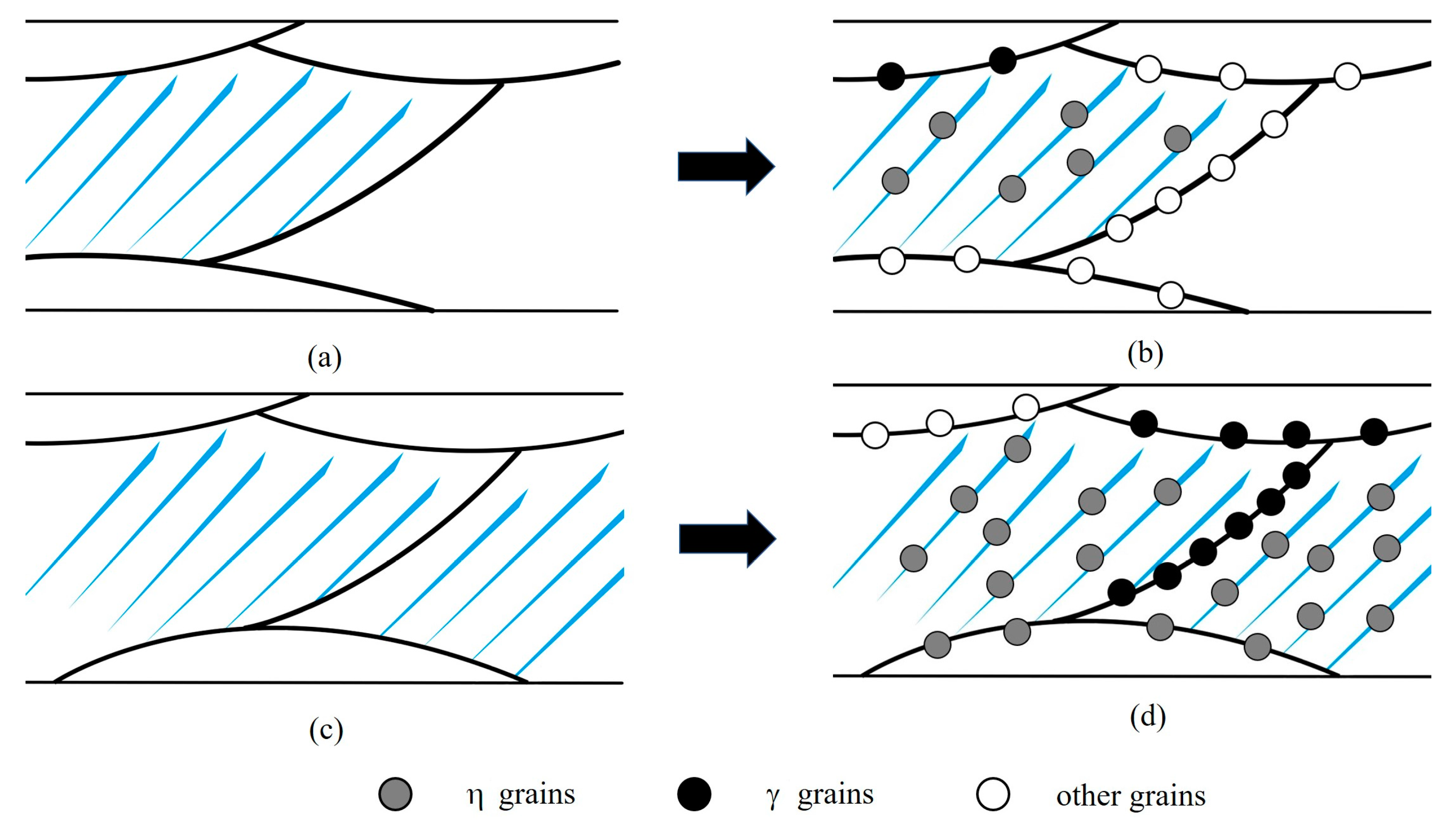
4.2. Effect of Shear Bands on the Nucleation and Growth of η Fiber
5. Conclusions
- (1)
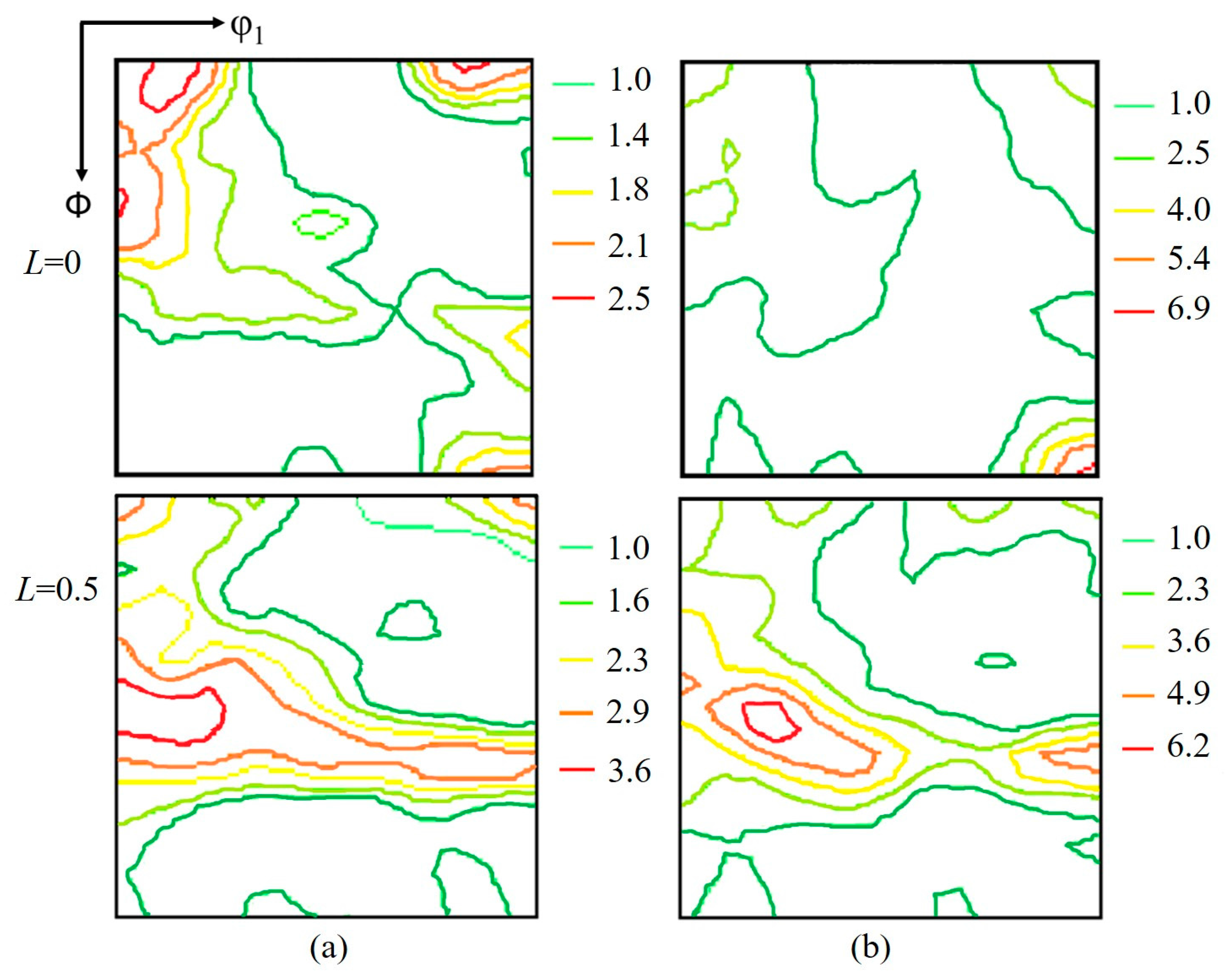
- The addition of 0.5 wt. % Cu promoted the formation of shear bands after warm rolling, and strengthened the {110}<001> texture at surface layer and {111}<112> texture in the middle layer.
- (2)
- The shear bands in {111}<112> oriented grains acted as the nucleation sites of η oriented grains and hence promoted the growth of Goss oriented grains.
- (3)
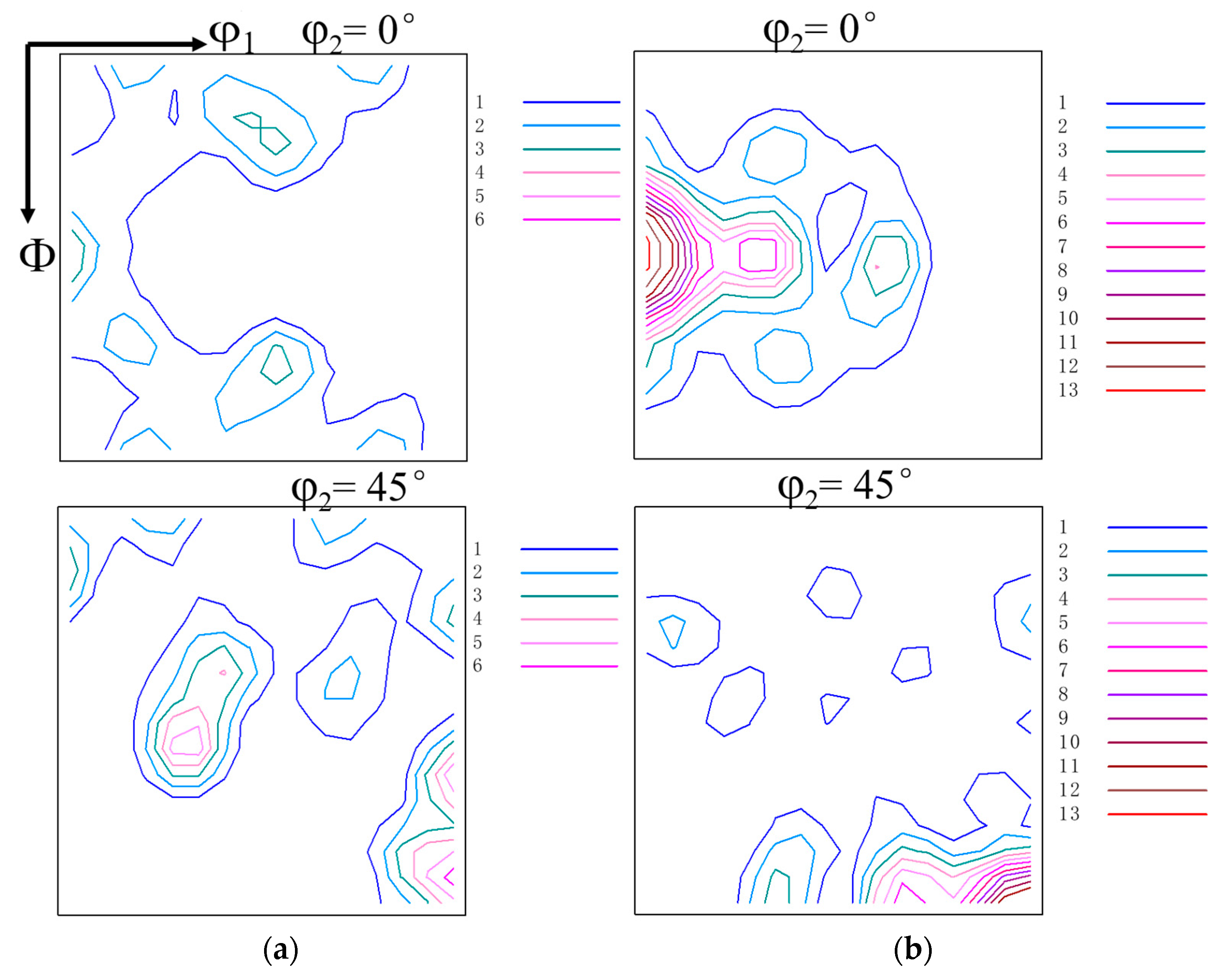
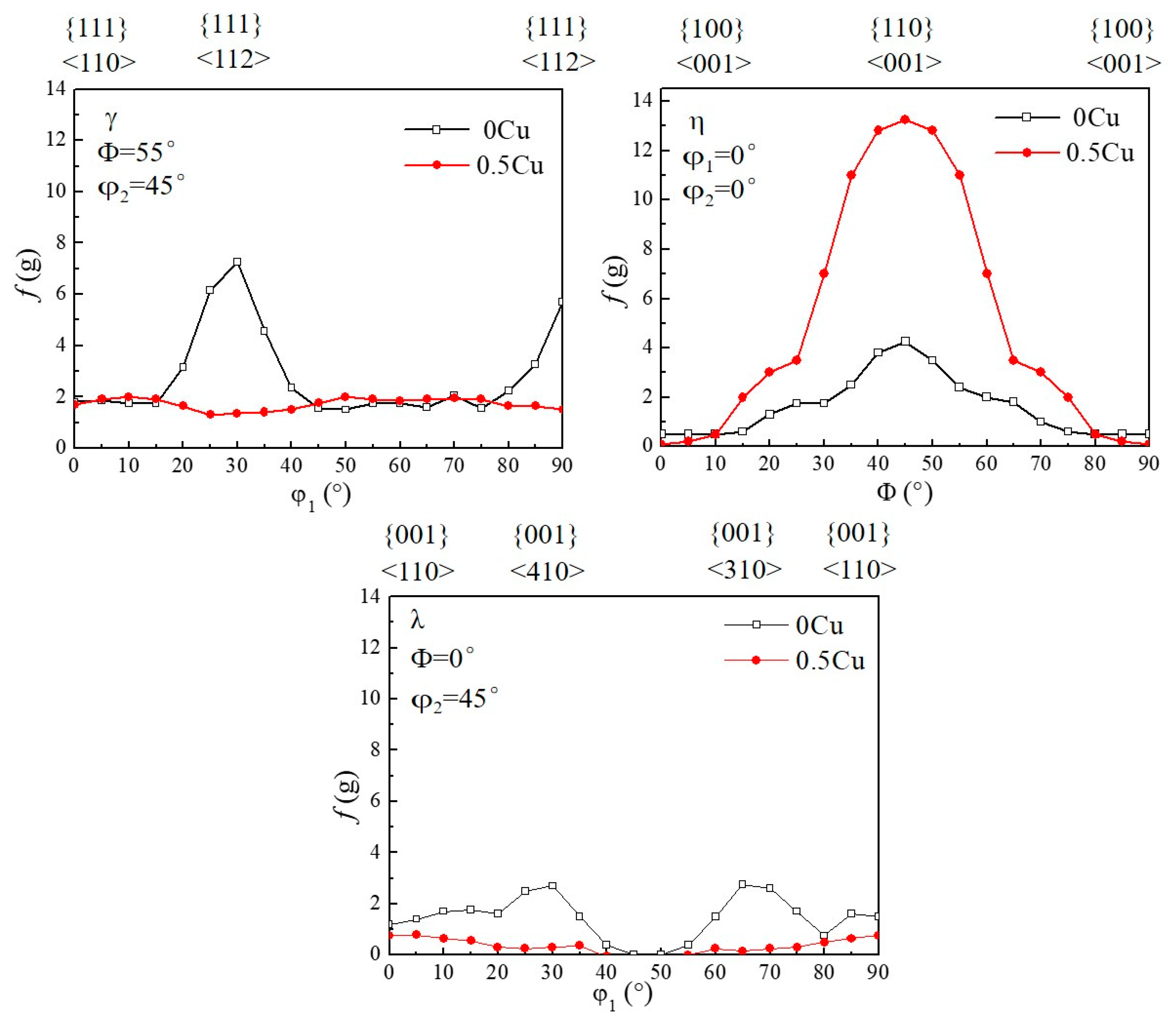
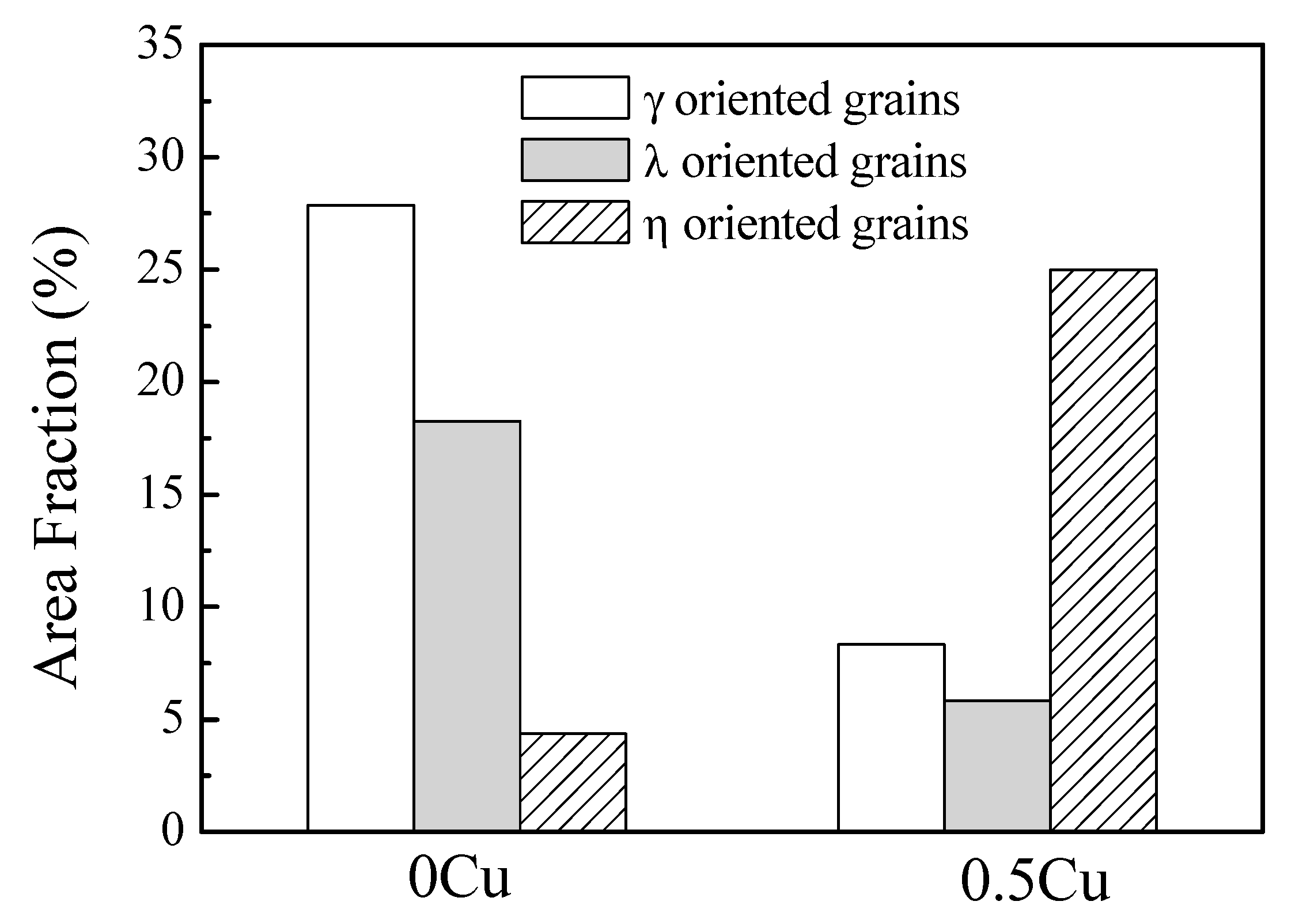
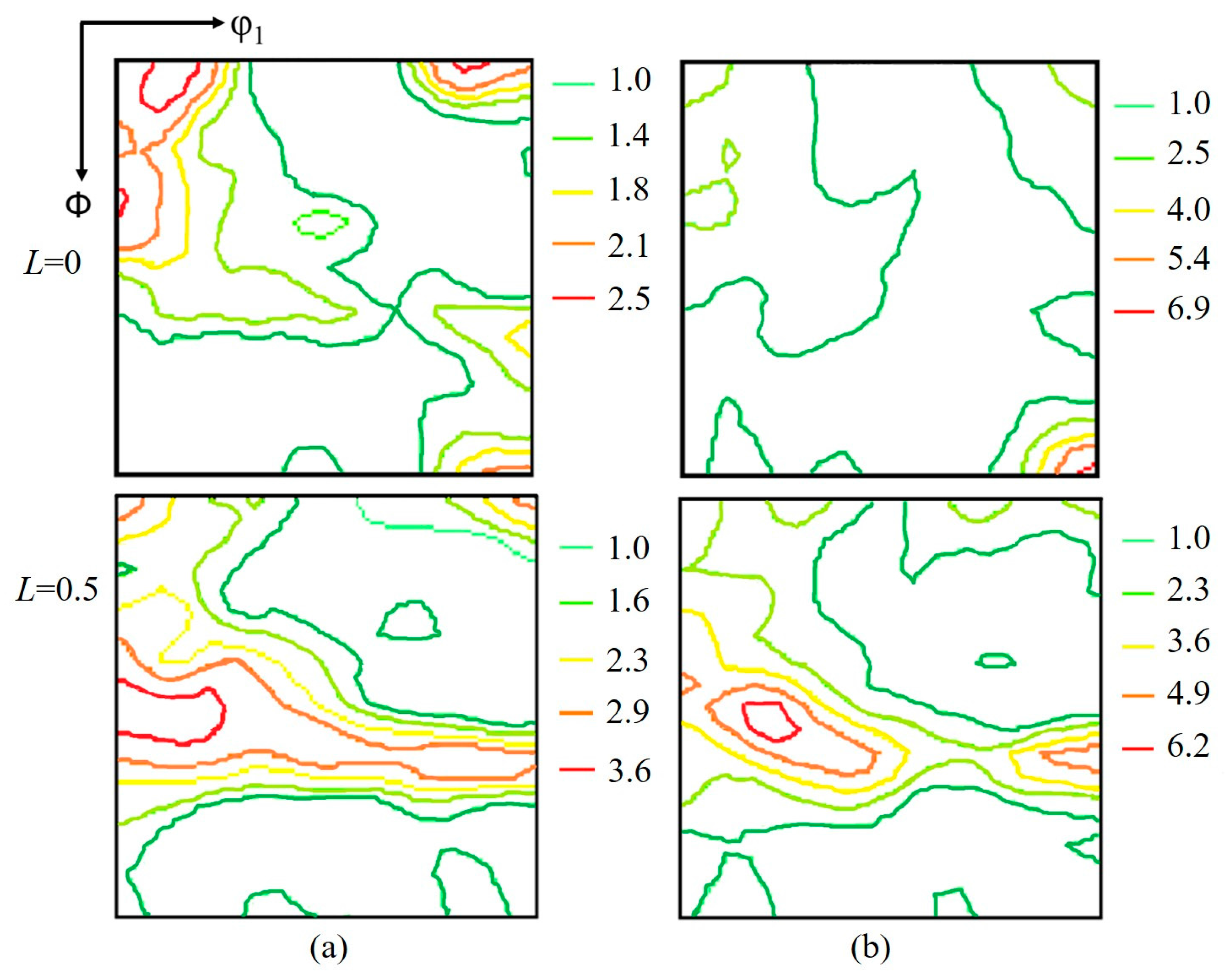
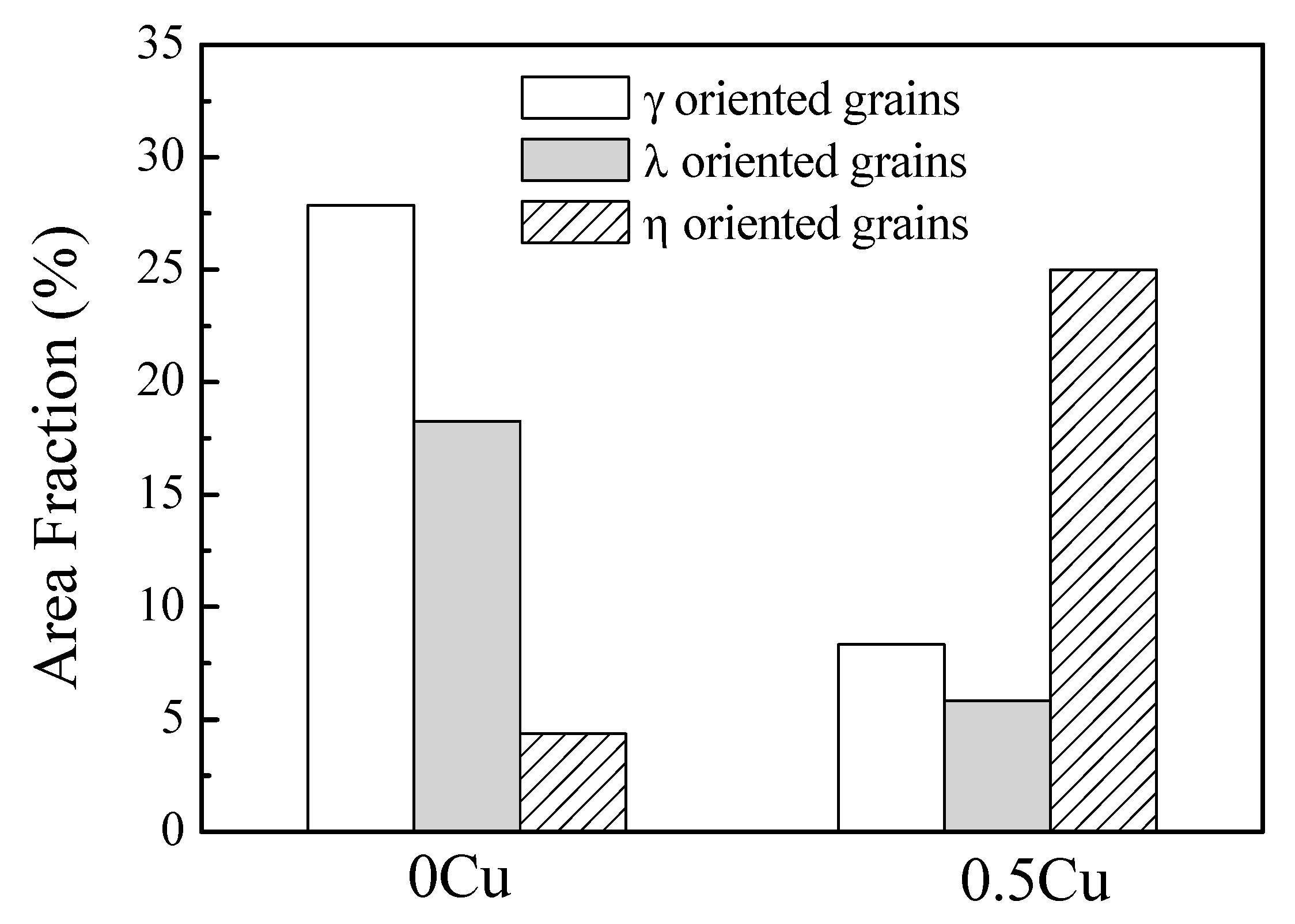
- After recrystallization, the dominant texture in the 0.5Cu sample consisted of mainly η fiber with a peak at Goss, while the texture of the 0Cu sample was characterized by a combination of γ, η and λ fibers.
- (4)
- The 0.5Cu sample had higher magnetic induction than the 0Cu sample due to the formation of relatively stronger η fiber texture through the thickness.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Li, H.; Liang, Y.F.; Ye, F. Evolution of Microstructure and Ordering in Rolling Process of Fe-6.5 mass% Si Alloy. J. Iron Steel Res. Int. 2016, 23, 453–458. [Google Scholar] [CrossRef]
- Fan, X.A.; Wu, Z.Y.; Li, G.Q.; Xiang, Z.D.; Gan, Z.H. High resistivity and low core loss of intergranular insulated Fe–6.5 wt % Si/SiO2, composite compacts. Mater. Des. 2016, 89, 1251–1258. [Google Scholar] [CrossRef]
- Bolfarini, C.; Silva, M.C.A.; Jorge, A.M., Jr.; Kiminami, C.S.; Botta, W.J. Magnetic properties of spray-formed Fe–6.5%Si and Fe–6.5%Si–1.0%Al after rolling and heat treatment. J. Magn. Magn. Mater. 2008, 320, e653–e656. [Google Scholar] [CrossRef]
- Wu, Z.Y.; Fan, X.A.; Li, G.Q.; Gan, Z.H. Intergranular insulated Fe-6.5 wt % Si/SiO2 composite compacts with tunable insulating layer thickness for low core loss applications. RSC Adv. 2015, 5, 67031–67040. [Google Scholar] [CrossRef]
- Qin, J.; Yang, P.; Mao, W.M.; Ye, F. Punchability and Punching Fracture Behavior of High Silicon Steel Sheets. J. Iron Steel Res. Int. 2015, 22, 852–857. [Google Scholar] [CrossRef]
- Takada, Y.; Abe, M.; Masuda, S.; Inagaki, J. Commercial scale production of Fe-6.5 wt % Si sheet and its magnetic properties. J. Appl. Phys. 1988, 64, 5367–5369. [Google Scholar] [CrossRef]
- Haiji, H.; Okada, K.; Hiratani, T.; Abe, M.; Ninomiya, M. Magnetic properties and workability of 6.5% Si steel sheet. J. Magn. Magn. Mater. 1996, 160, 109–114. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, L.; Gong, T.; Zhu, J.; Hao, Q.L.; Qin, Z.; Cong, S.H.; Zhan, D.F.; Xiang, Z.D. Texture evolution of the surface layer of high silicon gradient electrical steel and influence on the magnetic properties. Vacuum 2015, 119, 189–195. [Google Scholar] [CrossRef]
- Ros-Yañez, T.; Houbaert, Y.; Fischer, O.; Schneider, J. Production of high silicon steel for electrical applications by thermomechanical processing. J. Mater. Process Technol. 2003, 143, 916–921. [Google Scholar] [CrossRef]
- Quadir, M.Z.; Duggan, B.J. A microstructural study of the origins of γ recrystallization textures in 75% warm rolled IF steel. Acta Mater. 2006, 54, 4337–4350. [Google Scholar] [CrossRef]
- Barnett, M.R. Role of In-grain Shear Bands in the Nucleation of <111>//ND Recrystallization Textures in Warm Rolled Steel. ISIJ Int. 1998, 38, 78–85. [Google Scholar] [CrossRef]
- Takashima, M.; Komatsubara, M.; Morito, N. {001}<210> Texture Development by Two-stage Cold Rolling Method in Non-oriented Electrical Steel. ISIJ Int. 1997, 37, 1263–1268. [Google Scholar] [CrossRef]
- Liu, J.L.; Sha, Y.H.; Zhang, F.; Li, J.C.; Yao, Y.C.; Zuo, L. Development of {210} <001> recrystallization texture in Fe–6.5 wt. % Si thin sheets. Scr. Mater. 2011, 65, 292–295. [Google Scholar] [CrossRef]
- Fang, X.S.; Liang, Y.F.; Ye, F.; Lin, J.P. Cold rolled Fe-6.5 wt % Si alloy foils with high magnetic induction. J. Appl. Phys. 2012, 111, 094913. [Google Scholar] [CrossRef]
- Yao, Y.C.; Sha, Y.H.; Liu, J.L.; Zhang, F.; Zuo, L. Texture and Magnetic Properties of Rolled Fe-6.5 wt. % Si Thin Sheets. J. Electron. Mater. 2014, 43, 121–125. [Google Scholar] [CrossRef]
- Cheng, Z.Y.; Liu, J.; Chen, W.S.; Zhu, J.C.; Lin, X.F.; Xiang, Z.D. Effect of 0.5 mass% Cu Addition on Ductility and Magnetic Properties of Fe-6.5Si Alloy. J. Iron Steel Res. Int. 2016, 23, 717–721. [Google Scholar] [CrossRef]
- Bian, X.H.; Zeng, Y.P.; Nan, D.; Wu, M. The effect of copper precipitates on the recrystallization textures and magnetic properties of non-oriented electrical steels. J. Alloys Compd. 2014, 588, 108–113. [Google Scholar] [CrossRef]
- Toroghinejad, M.R.; Ashrafizadeh, F.; Najafizadeh, A.; Humphreys, A.O.; Liu, D.; Jonas, J.J. Effect of rolling temperature on the deformation and recrystallization textures of warm-rolled steels. Metall. Mater. Trans. A 2003, 34, 1163–1174. [Google Scholar] [CrossRef]
- Rusakov, G.M.; Redikul’Tsev, A.A.; Kagan, I.V.; Lobanov, M.L. Mechanism of formation of shear bands upon cold deformation of a commercial Fe-3% Si alloy. Phys. Met. Metallogr. 2010, 109, 662–669. [Google Scholar] [CrossRef]
- Murakami, K.; Morishige, N.; Ushioda, K. The Effect of Cold Rolling Reduction on Shear Band and Texture Formation in Fe-3%Si Alloy. Mater. Sci. Forum 2012, 715–716, 158–163. [Google Scholar] [CrossRef]
- Humphreys, A.O.; Liu, D.; Toroghinejad, M.R.; Essadiqi, Q.; Jonas, J.J. Warm rolling behaviour of low carbon steels. Mater. Sci. Technol. 2013, 19, 709–714. [Google Scholar] [CrossRef]
- Liu, H.T.; Liu, Z.Y.; Sun, Y.; Gao, F.; Wang, G.D. Development of λ-fiber recrystallization texture and magnetic property in Fe-6.5 wt % Si thin sheet produced by strip casting and warm rolling method. Mater. Lett. 2013, 91, 150–153. [Google Scholar] [CrossRef]
- Qin, J.; Yang, P.; Mao, W.M.; Ye, F. Effect of texture and grain size on the magnetic flux density and core loss of cold-rolled high silicon steel sheets. J. Magn. Magn. Mater. 2015, 393, 537–543. [Google Scholar] [CrossRef]
- Calvillo, N.; Soria, M.J.; Salinas, A.; Gutiérrez, E.J.; Reyes, I.A.; Carrillo, F.R. Influence of thickness and chemical composition of hot-rolled bands on the final microstructure and magnetic properties of non-oriented electrical steel sheets subjected to two different decarburizing atmospheres. Metals 2017, 7, 229. [Google Scholar] [CrossRef]
- Pan, H.J.; Zhang, Z.H.; Mo, Y.K.; Xie, J.X. Strong <001> recrystallization texture component in 6.5 wt % Si electrical steel thin sheets by secondary cold rolling and annealing. J. Magn. Magn. Mater. 2016, 419, 500–511. [Google Scholar] [CrossRef]
- Nguyen-Minh, T.; Sidor, J.J.; Petrov, R.H.; Kestens, L.A.I. Occurrence of shear bands in rotated Goss ({110}<110>) orientations of metals with bcc crystal structure. Scr. Mater. 2012, 67, 935–938. [Google Scholar] [CrossRef]
- Paolinelli, S.D.C.; Cunha, M.A.D.; Cota, A.B. The influence of shear bands on final structure and magnetic properties of 3% Si non-oriented silicon steel. J. Magn. Magn. Mater. 2008, 320, e641–e644. [Google Scholar] [CrossRef]
- Yao, Y.C.; Sha, Y.H.; Liu, J.L.; Zhang, F.; Zuo, L. Texture and Microstructure for Magnetic Properties of Two-Stage Cold-Rolled Fe-6.5 Wt Pct Si Thin Sheets. Metall. Mater. Trans. A 2015, 47, 5771–5776. [Google Scholar] [CrossRef]
- Barnett, M.R.; Jonas, J.J. Influence of ferrite rolling temperature on microstructure and texture in deformed low C and IF steels. ISIJ Int. 1997, 37, 697–705. [Google Scholar] [CrossRef]
- Kestens, L.; Jonas, J.J. Modelling texture change during the static recrystallization of a cold rolled and annealed ultra-low carbon steel previously warm rolled in the ferrite region. ISIJ Int. 1997, 37, 807–814. [Google Scholar] [CrossRef]
- Lin, P.; Palumbo, G.; Harase, J.; Aust, K.T. Coincidence site lattice (CSL) grain boundaries and Goss texture development in Fe-3% Si alloy. Acta Mater. 1996, 44, 4677–4683. [Google Scholar] [CrossRef]
- Sha, Y.H.; Sun, C.; Zhang, F.; Petal, D.; Chen, X.; Kalidindi, S.R.; Zuo, L. Strong cube recrystallization texture in silicon steel by twin-roll casting process. Acta Mater. 2014, 76, 106–117. [Google Scholar] [CrossRef]
- Park, J.T.; Szpunar, J.A. Evolution of recrystallization texture in non-oriented electrical steels. Acta Mater. 2003, 51, 3037–3051. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | B8/T | B50/T |
|---|---|---|
| 0Cu | 1.25 | 1.47 |
| 0.5Cu | 1.37 | 1.62 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, Z.; Liu, J.; Zhu, J.; Xiang, Z.; Jia, J.; Bi, Y. Microstructure, Texture Evolution and Magnetic Properties of Fe-6.5 wt. % Si and Fe-6.5 wt. % Si-0.5 wt. % Cu Alloys during Rolling and Annealing Treatment. Metals 2018, 8, 144. https://doi.org/10.3390/met8020144
Cheng Z, Liu J, Zhu J, Xiang Z, Jia J, Bi Y. Microstructure, Texture Evolution and Magnetic Properties of Fe-6.5 wt. % Si and Fe-6.5 wt. % Si-0.5 wt. % Cu Alloys during Rolling and Annealing Treatment. Metals. 2018; 8(2):144. https://doi.org/10.3390/met8020144
Chicago/Turabian StyleCheng, Zhaoyang, Jing Liu, Jiachen Zhu, Zhidong Xiang, Juan Jia, and Yunjie Bi. 2018. "Microstructure, Texture Evolution and Magnetic Properties of Fe-6.5 wt. % Si and Fe-6.5 wt. % Si-0.5 wt. % Cu Alloys during Rolling and Annealing Treatment" Metals 8, no. 2: 144. https://doi.org/10.3390/met8020144
APA StyleCheng, Z., Liu, J., Zhu, J., Xiang, Z., Jia, J., & Bi, Y. (2018). Microstructure, Texture Evolution and Magnetic Properties of Fe-6.5 wt. % Si and Fe-6.5 wt. % Si-0.5 wt. % Cu Alloys during Rolling and Annealing Treatment. Metals, 8(2), 144. https://doi.org/10.3390/met8020144