Particle-Reinforced Aluminum Matrix Composites (AMCs)—Selected Results of an Integrated Technology, User, and Market Analysis and Forecast



Abstract
:1. Introduction
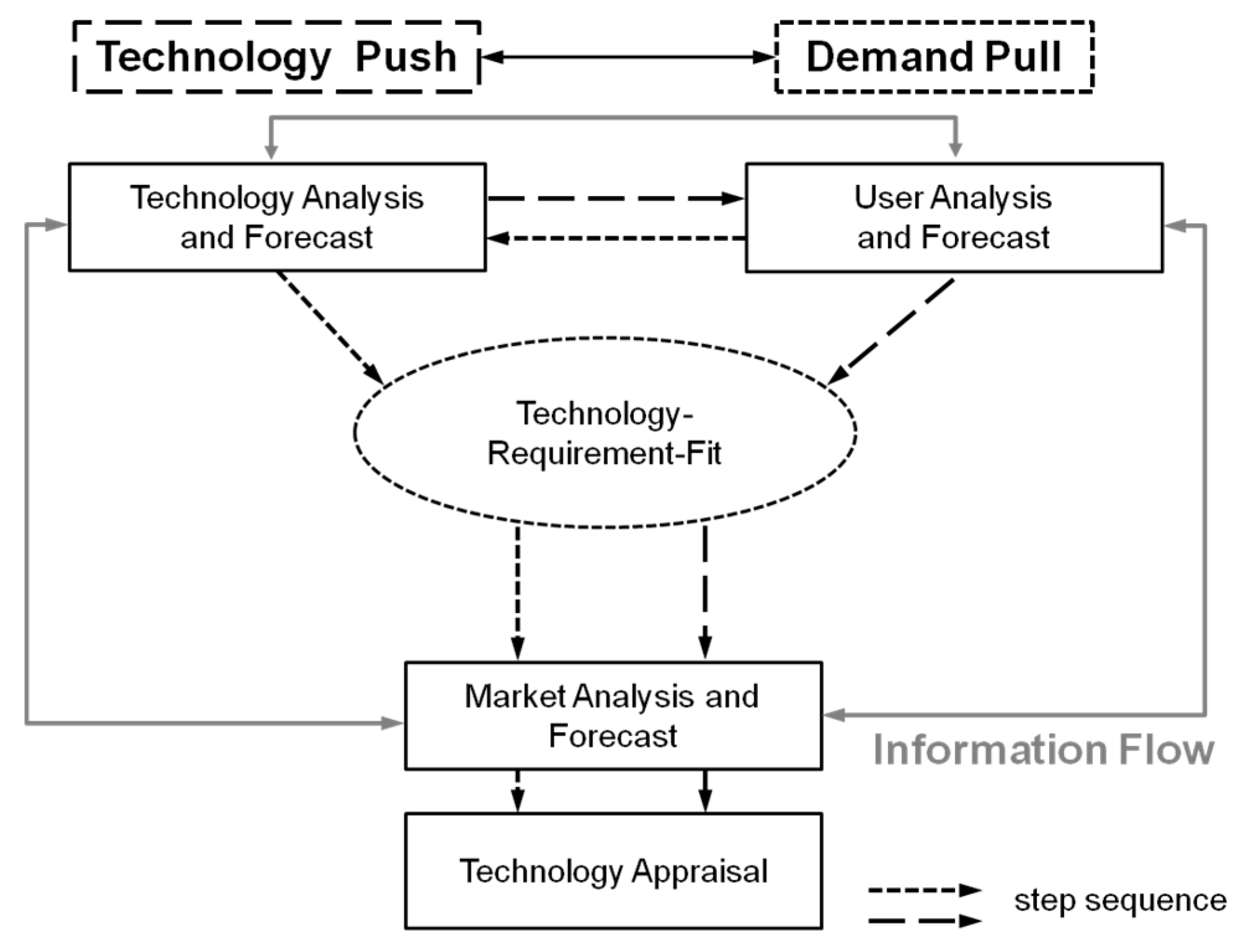
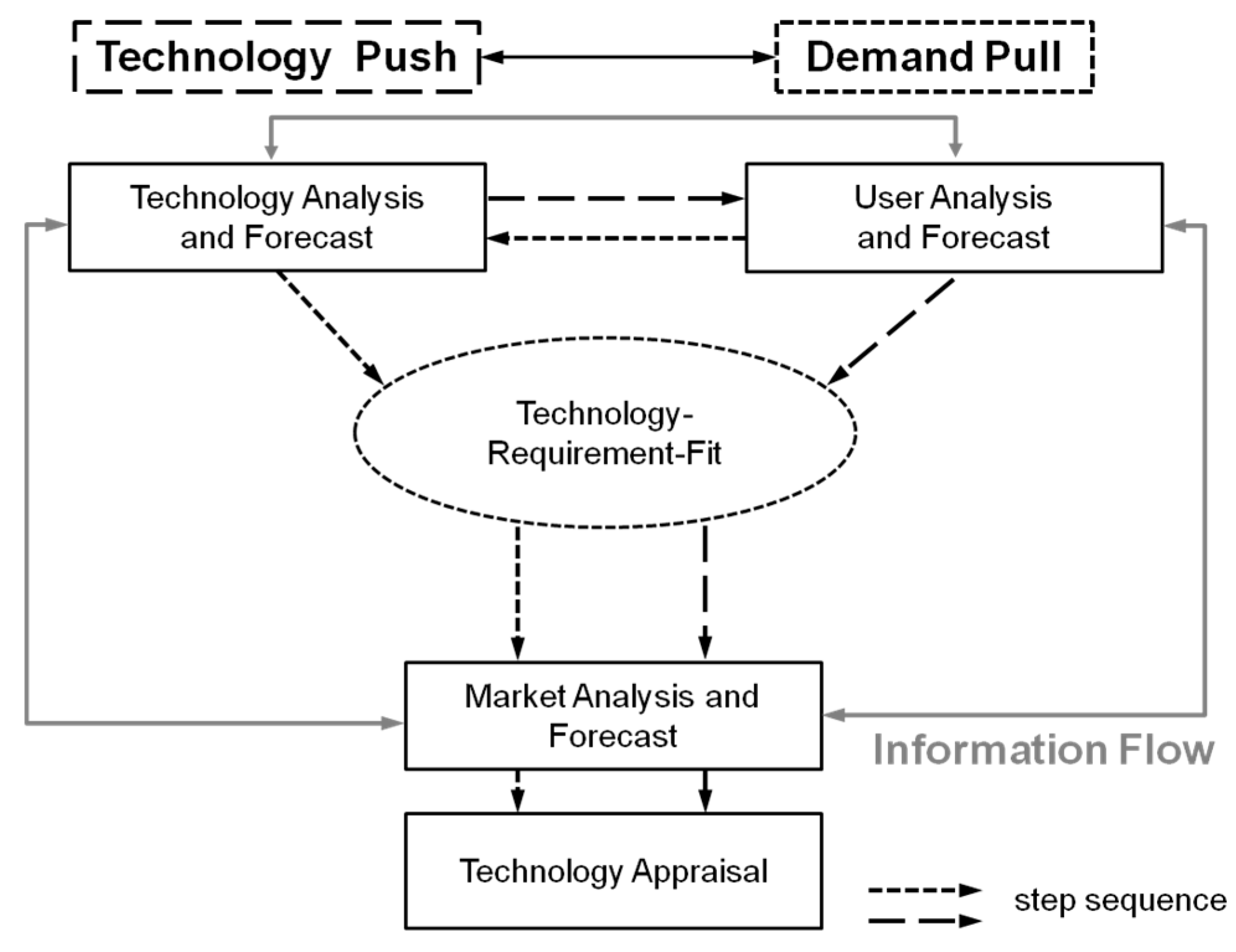
2. Methodology
3. Aluminum Matrix Composites Produced by Means of Mechanical Alloying—Technology Analysis and Forecast
4. User and Market Analysis and Forecast
- The market potential of the innovative AMC materials can be derived from the potential of the aircraft market. In the year 2016, the biggest aircraft manufacturers Boeing and Airbus delivered in sum 1436 airplanes (1397 in 2015) and achieved sales revenues of €66.6 billion (Airbus) and $94.6 billion (Boeing) [27,28,29,30]. Regarding aviation, for example in Germany, a compound annual sales growth rate of 0.9% can be expected for the period 2016–2021 [31]. This implies a large and stable demand of aircrafts, aircraft components, and materials for manufacturing these components. Because of their small number, the bargaining power of the aircraft manufacturers, which are potential buyers of the components and materials, tends to be high.
- Accordingly, the aircraft industry seems to be attractive market for potential entrants. At the same time, intensity of competitive rivalry is relatively high and the long development cycles and cost-intensive activities of research and development constitute significant barriers to entry especially for small- and medium-sized companies. Development and introduction of new materials and manufacturing processes into the aircraft industry might need decades. High safety standards have to be considered and are monitored by government agencies. In Europe, for example, the European Aviation Safety Agency (EASA) is responsible for certification of airworthiness of civil aircrafts [32,33].
- Manufacturers of competing or substitute materials or companies which are able to produce and supply AMCs can be identified by means of databases, Internet platforms [34], or classified directories. The bargaining power of these companies, as well as of suppliers of ingredients might be very different, depending on the specificity of the material, and has to be verified.
- The identification as well as comparative analyses of relevant substitute materials is advisable already during the technology analysis and forecast. The findings have to be reflected against the requirements of the users of the materials and should be incorporated in the market analysis and forecast. Major aircraft materials, in addition to aluminum, are, as mentioned, steel, titanium, and composites, such as carbon fiber reinforced plastic, competing with each other, depending on the application. (Polymer matrix) composite materials, such as carbon fiber composites, tend to replace aluminum and other metal materials in the aircraft industry (for example, as the Boeing 787 shows) due to higher strength and stiffness and a lower weight [22,32,35]. However, disadvantages of these composites are especially high material and manufacturing costs, but also further shortcomings such as a lower reparability and recyclability [23,36]. Furthermore, due to achieved weight-reductions and improved material properties some opposite trends such as the usage of aluminum-lithium alloys exist [22,23]. Additionally, metal matrix composites (including particle-reinforced AMCs) are recognized as promising materials [37,38].
5. Technology Appraisal
- estimated fuel saving [49]:airplane (short distance): 117–134 kg kerosene p.a. per kg weight reductionairplane (long distance): 172–212 kg kerosene p.a. per kg weight reduction
- 1 kg kerosene = approx. 1.25 L kerosene (density: approx. 0.75–0.84 kg/L [50])
- price of kerosene: €1.50 per gallon/€0.40 per liter (1 gallon = 3.78541 L) [51]
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Chawla, N.; Shen, Y.L. Mechanical behavior of particle reinforced metal matrix composites. Adv. Eng. Mater. 2001, 3, 357–370. [Google Scholar] [CrossRef]
- Beffort, O.; Long, S.; Cayron, C.; Kuebler, J.; Buffat, P.A. Alloying effects on microstructure and mechanical properties of high volume fraction SiC-particle reinforced Al-MMCs made by squeeze casting infiltration. Compos. Sci. Technol. 2007, 67, 737–745. [Google Scholar] [CrossRef]
- Bandarian, R. Evaluation of Commercial Potential of a new Technology at the early Stage of Development with Fuzzy Logic. J. Technol. Manag. Innov. 2007, 2, 73–85. [Google Scholar]
- Götze, U.; Schmidt, A. Innovation Control—Framework, Methods, and Applications. In Managerial Challenges of the Contemporary Society; Nistor, R., Zaharie, M., Gavrea, C., Eds.; “Babes-Bolyai” University of Cluj-Napoca: Cluj-Napoca, Romania, 2013; Volume 5, pp. 100–105. [Google Scholar]
- Götze, U.; Schmidt, A.; Herold, F.; Nestler, D.; Siebeck, S. Methodik zur Analyse, Prognose und Bewertung von innovativen Werkstoffen am Beispiel von partikelverstärkten Aluminiummatrix-Verbundwerkstoffen (AMCs). In Vorausschau und Technologieplanung zum 11. Symposium für Vorausschau und Technologieplanung, 29. und 30. Oktober 2015 in Berlin; Gausemeier, J., Ed.; Heinz Nixdorf Institut, Universität Paderborn: Paderborn, Germany, 2015; pp. 221–241. [Google Scholar]
- Nestler, D.; Siebeck, S.; Podlesak, H.; Wagner, S.; Hockauf, M.; Wielage, B. Powder Metallurgy of Particle-Reinforced Aluminium Matrix Composites (AMC) by Means of High-Energy Ball Milling. In Integrated Systems, Design and Technology 2010; Fathi, M., Holland, A., Ansari, F., Weber, C., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 93–107. [Google Scholar]
- Siebeck, S.; Nestler, D.; Wielage, B. Producing a particle-reinforced AlCuMgMn alloy by means of mechanical alloying. Mater. Werkst. 2012, 43, 567–571. [Google Scholar] [CrossRef]
- Podlesak, H.; Siebeck, S.; Mücklich, S.; Hockauf, M.; Meyer, L.; Wielage, B.; Weber, D. Powder metallurgical fabrication of SiC and Al2O3 reinforced Al-Cu. Mater. Werkst. 2009, 40, 500–505. [Google Scholar] [CrossRef]
- Siebeck, S.; Nestler, D.; Wielage, B. Hochenergie-Kugelmahlen zur Herstellung partikelverstärkter AMCs mit hochfester, maßgeschneiderter Aluminiummatrix. In Verbundwerkstoffe, Tagungsband; Wanner, A., Ed.; Conventus Congressmanagement & Marketing: Jena, Germany, 2013; pp. 115–121. [Google Scholar]
- Wagner, S.; Siebeck, S.; Hockauf, M.; Nestler, D.; Podlesak, H.; Wielage, B.; Wagner, M.F.-X. Effect of SiC-Reinforcement and Equal-Channel Angular Pressing on Microstructure and Mechanical Properties of AA2017. Adv. Eng. Mater. 2012, 14, 388–393. [Google Scholar] [CrossRef]
- Götze, U.; Hertel, A.; Schmidt, A.; Päßler, E.; Kaufmann, J. Integrated Framework for Life Cycle-Oriented Evaluation of Product and Process Technologies: Conceptual Design and Case Study. In Technology and Manufacturing Process Selection: The Product Life Cycle Perspective; Henriques, E., Pecas, P., Silva, A., Eds.; Springer: London, UK, 2014; pp. 193–215. [Google Scholar]
- Drossel, G. Umformen von Aluminium-Werkstoffen, Gießen von Aluminium-Teilen, Oberflächenbehandlung von Aluminium, Recycling und Ökologie, 15th ed.; Aluminium-Verlag: Düsseldorf, Germany, 1999. [Google Scholar]
- Cheng, N.P.; Zeng, S.M.; Liu, Z.Y. Preparation, microstructures and deformation behavior of SiCP/6066Al composites produced by PM route. J. Mater. Process. Technol. 2008, 202, 27–40. [Google Scholar] [CrossRef]
- Shorowordi, K.M.; Laoui, T.; Haseeb, A.; Celis, J.P.; Froyen, L. Microstructure and interface characteristics of B4C, SiC and Al2O3 reinforced Al matrix composites: A comparative study. J. Mater. Process. Technol. 2003, 142, 738–743. [Google Scholar] [CrossRef]
- Torralba, J.M.; Da Costa, C.E.; Velasco, F. P/M aluminum matrix composites: An overview. J. Mater. Process. Technol. 2003, 133, 203–206. [Google Scholar] [CrossRef]
- Kudashov, D. Oxiddispersionsgehärtete Kupferlegierungen mit Nanoskaligem Gefüge. Ph.D. Thesis, TU Bergakademie Freiberg, Freiberg, Germany, 2003. [Google Scholar]
- Kaufman, J.G. Properties of Aluminum Alloys. Tensile, Creep, and Fatigue Data at High and Low Temperatures; ASM International; Aluminum Association: Materials Park, OH, USA; Washington, DC, USA, 1999. [Google Scholar]
- Li, C.; Ellyin, F.; Koh, S.; Oh, S.J. Influence of porosity on fatigue resistance of cast SiC particulate-reinforced Al–Si alloy composite. Mater. Sci. Eng. A 2000, 276, 218–225. [Google Scholar] [CrossRef]
- Wolf, M.; Wagner, G.; Eifler, D. Fatigue and Fracture Behavior of MMC in the HCF- and VHCF-Regime. MSF 2014, 783–786, 1597–1602. [Google Scholar] [CrossRef]
- Wolf, M.; Wagner, G.; Eifler, D. Ultrasonic Fatigue of Aluminum Matrix Composites (AMC) in the VHCF-Regime. In Supplemental Proceedings//TMS 2012 141st Annual Meeting & Exhibition; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2012; pp. 847–853. [Google Scholar]
- Hesse, W. Aluminium-Werkstoff-Datenblätter/Aluminium Material Data Sheets, 7th ed.; DIN, Deutsches Institut für Normung e.V., Ed.; Beuth: Berlin, Germany, 2016. [Google Scholar]
- Saha, P.K. Aerospace Manufacturing Processes; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2017. [Google Scholar]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminum alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Von Hippel, E. Lead Users: A Source of Novel Product Concepts. Manag. Sci. 1986, 32, 791–805. [Google Scholar] [CrossRef]
- Herold, F.; Schmidt, A.; Frint, P.; Götze, U.; Wagner, M.F.-X. Technical-economic evaluation of severe plastic deformation processing technologies—Methodology and use case of lever-arm-shaped aircraft lightweight components. Int. J. Adv. Manuf. Technol. 2017, 1–14. [Google Scholar] [CrossRef]
- Porter, M.E. Competitive Strategy. Techniques for Analyzing Industries and Competitors; Free Press: New York, NY, USA, 2004. [Google Scholar]
- Airbus. Annual Report 2016. Available online: http://company.airbus.com/investors/Annual-reports-and-registration-documents.html (accessed on 29 December 2017).
- Boeing. Annual Report 2016. Available online: http://s2.q4cdn.com/661678649/files/doc_financials/annual/2016/2016-Annual-Report.pdf (accessed on 29 December 2017).
- Airbus. Annual Report 2015. Available online: http://company.airbus.com/investors/Annual-reports-and-registration-documents.html (accessed on 2 February 2018).
- Boeing. Annual Report 2015. Available online: http://s2.q4cdn.com/661678649/files/doc_financials/annual/2015/2015-Annual-Report.pdf (accessed on 2 February 2018).
- Statista. Branchenreport Luftfahrt, 2017. Available online: https://de.statista.com/statistik/studie/id/1910/dokument/branchenreport-luftfahrt/ (accessed on 27 December 2017).
- Kundu, A.K. Aircraft Design; Cambridge University Press: New York, NY, USA, 2010. [Google Scholar]
- European Aviation Safety Agency (EASA). Regulations. Available online: https://www.easa.europa.eu/regulations (accessed on 1 February 2018).
- MatWeb. Material Property Data. MatWeb Data Suppliers. Available online: http://www.matweb.com/reference/suppliers.aspx (accessed on 2 February 2018).
- Ashby, M.F. Materials Selection in Mechanical Design, 5th ed.; Butterworth-Heinemann: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Ribeiro, I.; Kaufmann, J.; Schmidt, A.; Peças, P.; Henriques, E.; Götze, U. Fostering selection of sustainable manufacturing technologies—A case study involving product design, supply chain and life cycle performance. J. Clean. Prod. 2016, 112, 3306–3319. [Google Scholar] [CrossRef]
- Singh, J.; Chauhan, A. Characterization of hybrid aluminum matrix composites for advanced applications—A review. J. Mater. Res. Technol. 2016, 5, 159–169. [Google Scholar] [CrossRef]
- Mavhungu, S.T.; Akinlabi, E.T.; Onitiri, M.A.; Varachia, F.M. Aluminum Matrix Composites for Industrial Use: Advances and Trends. Procedia Manuf. 2017, 7, 178–182. [Google Scholar] [CrossRef]
- Zönnchen, S.; Götze, U. Bewertung des kommerziellen Potenzials neuartiger Werkstoffe—Methodische Ansätze am Beispiel funktionalisierter Kohlenstofffaserwerkstoffe. In Tagungsband zum 17. Werkstofftechnischen Kolloquium in Chemnitz, 11. und 12. September 2014; Wielage, B., Ed.; Technische Universität Chemnitz: Chemnitz, Germany, 2014; pp. 217–232. [Google Scholar]
- Barney, J. Firm Resources and Sustained Competitive Advantage. J. Manag. 1991, 17, 99–120. [Google Scholar] [CrossRef]
- Barney, J.B. Gaining and Sustaining Competitive Advantage, 4th ed.; Pearson: Harlow, UK, 2011. [Google Scholar]
- Schubert, A.; Götze, U.; Hackert-Oschätzchen, M.; Lehnert, N.; Herold, F.; Meichsner, G.; Schmidt, A. Evaluation of the Technical-Economic Potential of Particle-Reinforced Aluminum Matrix Composites and Electrochemical Machining. In Tagungsband zum 18. Werkstofftechnischen Kolloquium, 10. und 11. März 2016 in Chemnitz; Lampke, T., Wagner, G., Wagner, M.F.-X., Eds.; Technische Universität Chemnitz: Chemnitz, Germany, 2016; pp. 600–611. [Google Scholar]
- CMT. Continuous Improvement—Research and Development. Available online: http://www.cmt-ltd.com/continuous-improvement-research-and-development (accessed on 2 February 2018).
- Götze, U.; Northcott, D.; Schuster, P. Investment Appraisal: Methods and Models, 2nd ed.; Springer: Berlin, Germany, 2015. [Google Scholar]
- Kaufmann, M.; Zenkert, D.; Mattei, C. Cost optimization of composite aircraft structures including variable laminate qualities. Compos. Sci. Technol. 2008, 68, 2748–2754. [Google Scholar] [CrossRef]
- Hill, K. Extreme Engineering: The Boeing 747, 2011. Available online: https://sciencebasedlife.wordpress.com/2011/07/25/extreme-engineering-the-boeing-747/ (accessed on 27 December 2017).
- Reuter, M. Methodik der Werkstoffauswahl, 2nd ed.; Hanser: München, Germany, 2014. [Google Scholar]
- Franz, K.; Hörnschemeyer, R.; Ewert, A.; Fromhold-Eisebith, M.; Böckmann, M.G.; Schmitt, R.; Petzoldt, K.; Schneider, C.; Heller, J.E.; Feldhusen, J.; et al. Life Cycle Engineering in Preliminary Aircraft Design. Leveraging technology for a sustainable world. In Proceedings of the 19th CIRP Conference on Life Cycle Engineering, University of California at Berkeley, Berkeley, CA, USA, 23–25 May 2012; Dornfeld, D.A., Linke, B.S., Eds.; Springer: Heidelberg, Germany, 2012; pp. 473–478. [Google Scholar]
- Helms, H.; Lambrecht, U.; Hanusch, J. Energieeffizienz im Verkehr. In Energieeffizienz. Ein Lehr- und Handbuch; Pehnt, M., Ed.; Springer: Berlin, Germany, 2010; pp. 309–329. [Google Scholar]
- Chemeurope.com. Jet Fuel. Available online: http://www.chemeurope.com/en/encyclopedia/Jet_fuel.html (accessed on 1 February 2018).
- IndexMundi. Jet Fuel Monthly Price. Available online: https://www.indexmundi.com/commodities/?commodity=jet-fuel¤cy=eur (accessed on 1 February 2018).
- Statista. Average Prices for Boeing Aircraft as of January 2018, by Type (in Million U.S. Dollars). Available online: https://www.statista.com/statistics/273941/prices-of-boeing-aircraft-by-type/ (accessed on 19 February 2018).


{kind=link}
{kind=link}
{kind=link}
| Reference Material | EN AW-2017 AMC Materials | |||||
|---|---|---|---|---|---|---|
| AA 2017 | Duralcan | Duralcan | (PVW Production) | |||
| T4 *1 | F3S20S *2 Cast | F3S20S *2 Extruded | T4 (a) | T4 (b) | T4 (c) | |
| SiC content in vol % | none | 20 | 20 | 15 | 15 | 10 |
| SiC size in µm | - | 12 | 12 | 0.2 | 1.0 | 1.0 |
| Tensile strength in MPa | 425 | 218 | 355 | 683 | 630 | 580 |
| Yield strength in MPa | 275 | 191 | 253 | 540 | 480 | 465 |
| Elongation in % | 22.0 | 0.4 | 2,8 | 5.5 | 5.0 | 12.0 |
| E modulus in GPa | 73 | 99 | 113 | 92 | 100 | 90 |
| α *3 in 10−6 K−1 | 23.4 | 17.1 | 17.1 | 18.9 | 17.9 | 19.5 |
| K *4 in W/m K | 141 | 192 | 192 | 123 | 126 | 133 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schmidt, A.; Siebeck, S.; Götze, U.; Wagner, G.; Nestler, D. Particle-Reinforced Aluminum Matrix Composites (AMCs)—Selected Results of an Integrated Technology, User, and Market Analysis and Forecast. Metals 2018, 8, 143. https://doi.org/10.3390/met8020143
Schmidt A, Siebeck S, Götze U, Wagner G, Nestler D. Particle-Reinforced Aluminum Matrix Composites (AMCs)—Selected Results of an Integrated Technology, User, and Market Analysis and Forecast. Metals. 2018; 8(2):143. https://doi.org/10.3390/met8020143
Chicago/Turabian StyleSchmidt, Anja, Steve Siebeck, Uwe Götze, Guntram Wagner, and Daisy Nestler. 2018. "Particle-Reinforced Aluminum Matrix Composites (AMCs)—Selected Results of an Integrated Technology, User, and Market Analysis and Forecast" Metals 8, no. 2: 143. https://doi.org/10.3390/met8020143
APA StyleSchmidt, A., Siebeck, S., Götze, U., Wagner, G., & Nestler, D. (2018). Particle-Reinforced Aluminum Matrix Composites (AMCs)—Selected Results of an Integrated Technology, User, and Market Analysis and Forecast. Metals, 8(2), 143. https://doi.org/10.3390/met8020143