Strain Hardening Behavior and Microstructure Evolution of High-Manganese Steel Subjected to Interrupted Tensile Tests



Abstract
:1. Introduction
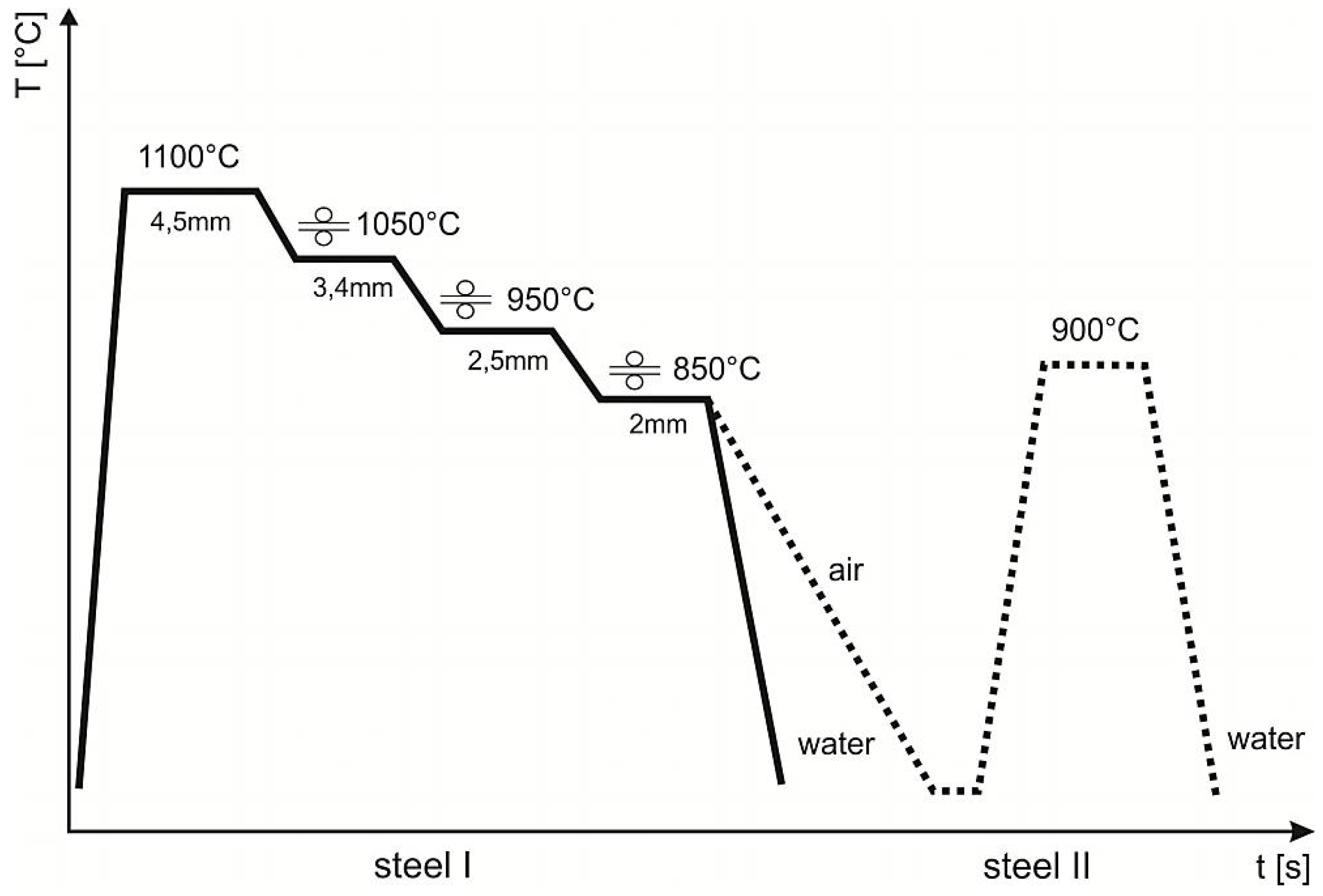
2. Materials and Methods
- Thermomechanically processed;
- Thermomechanically processed and annealed at 900 °C within 20 min.
3. Results and Discussion
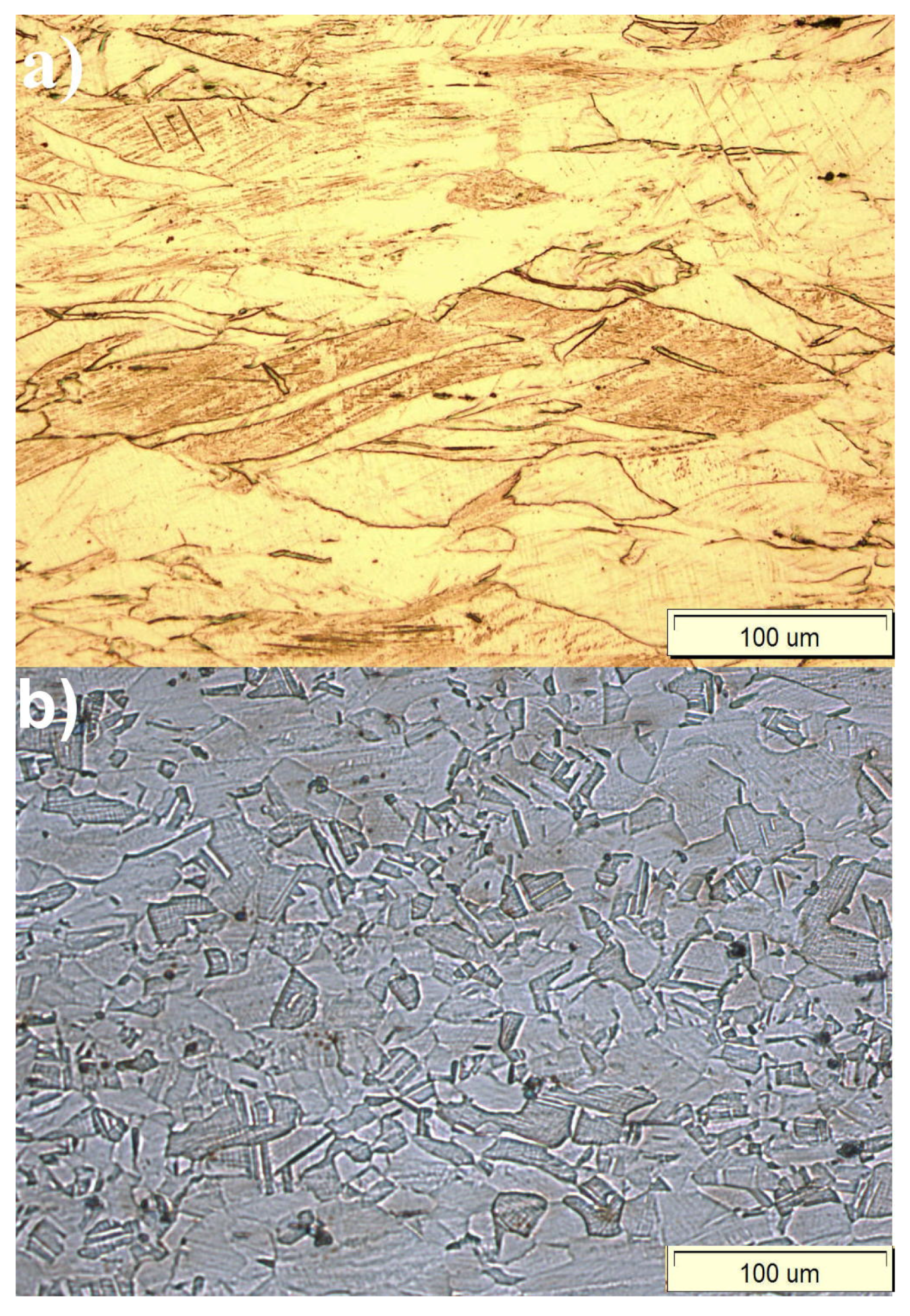
3.1. Initial Material
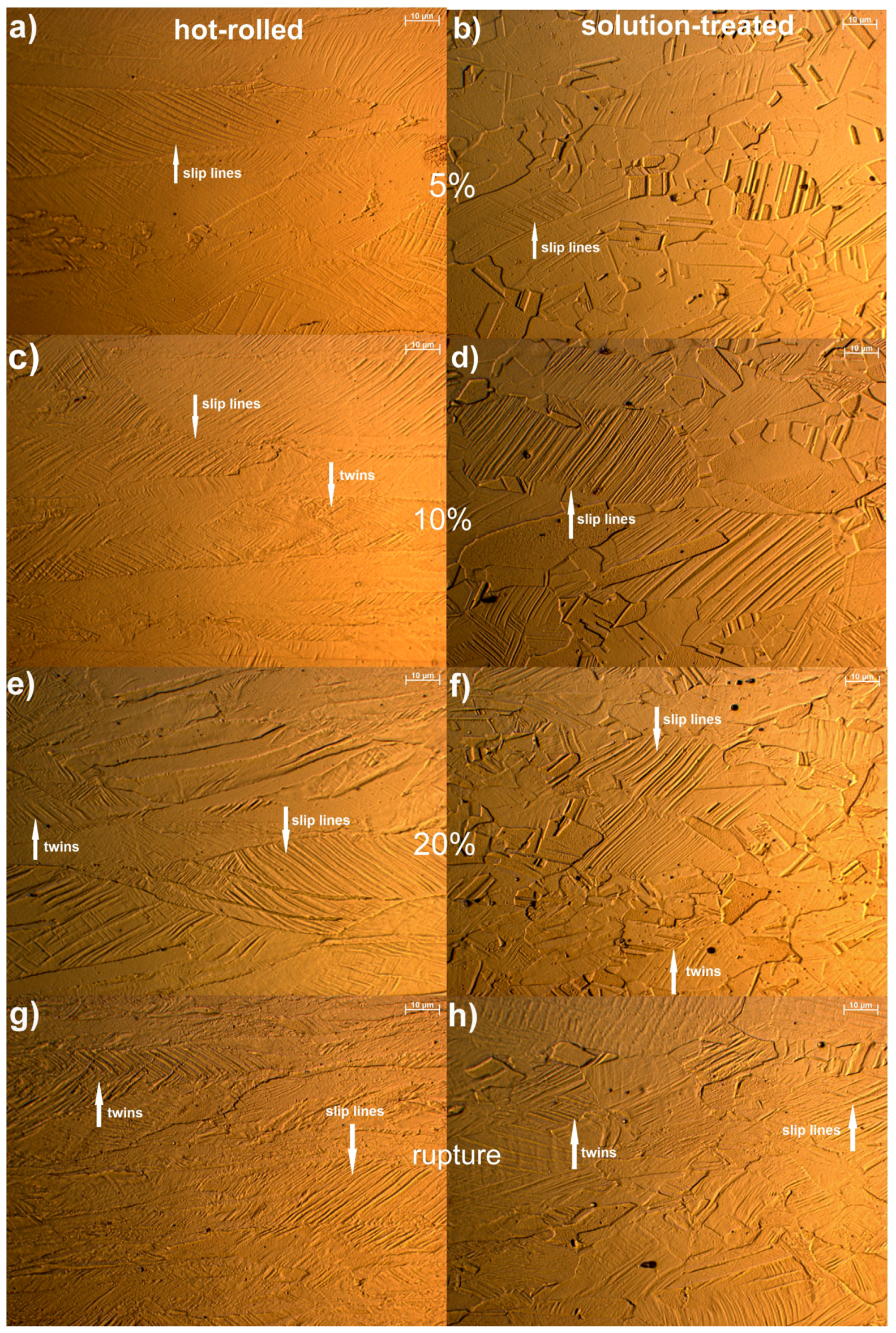
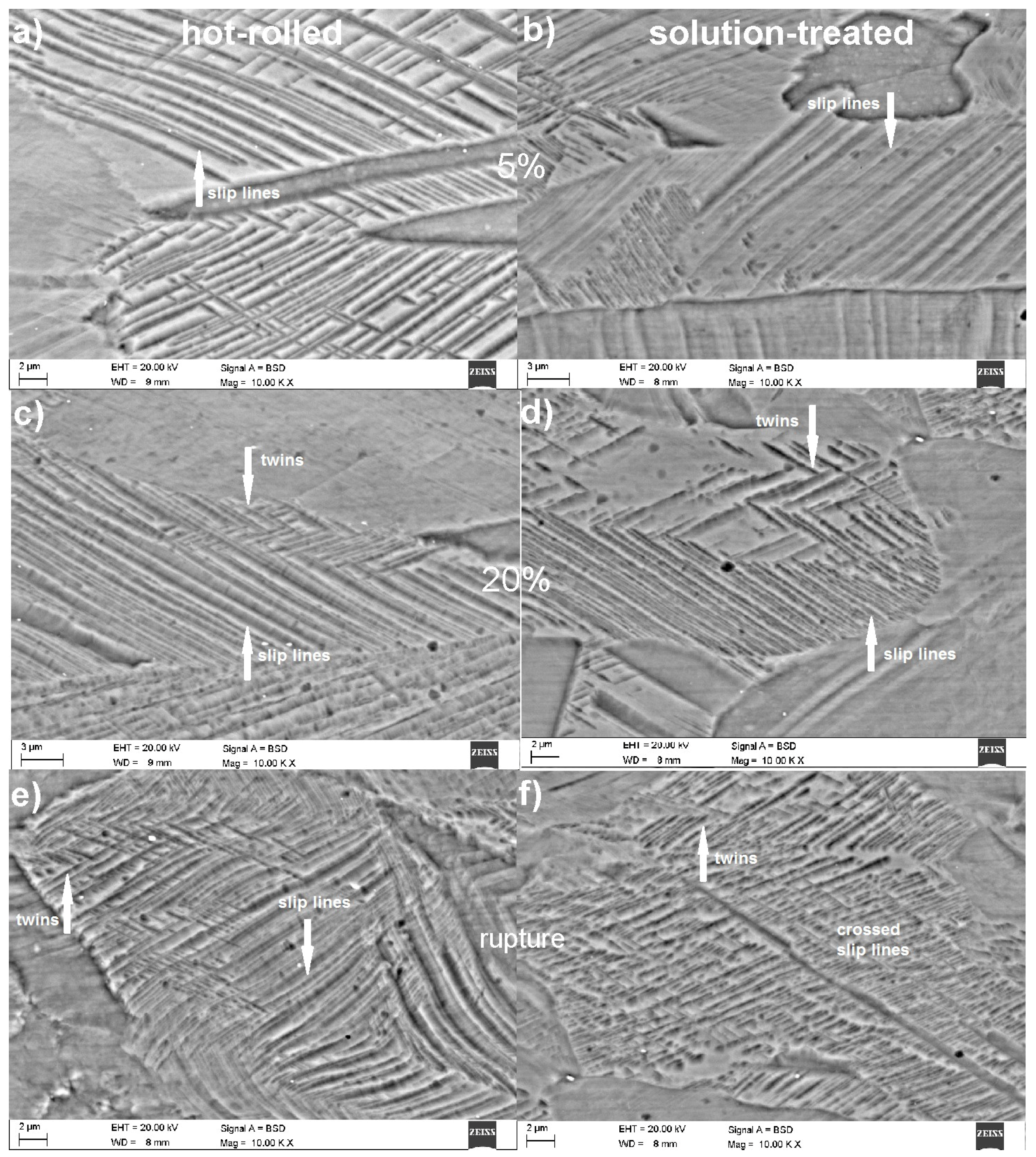
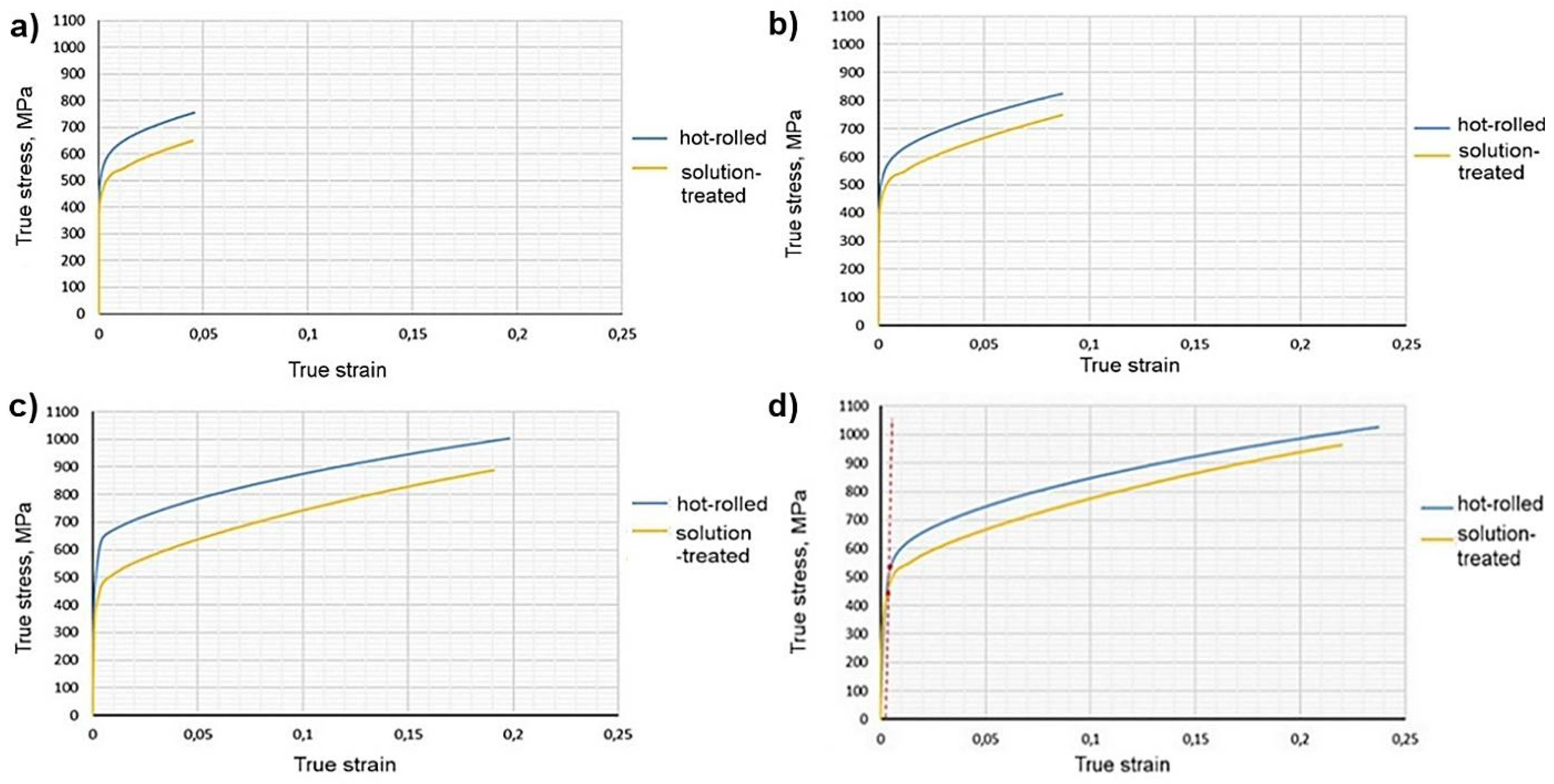
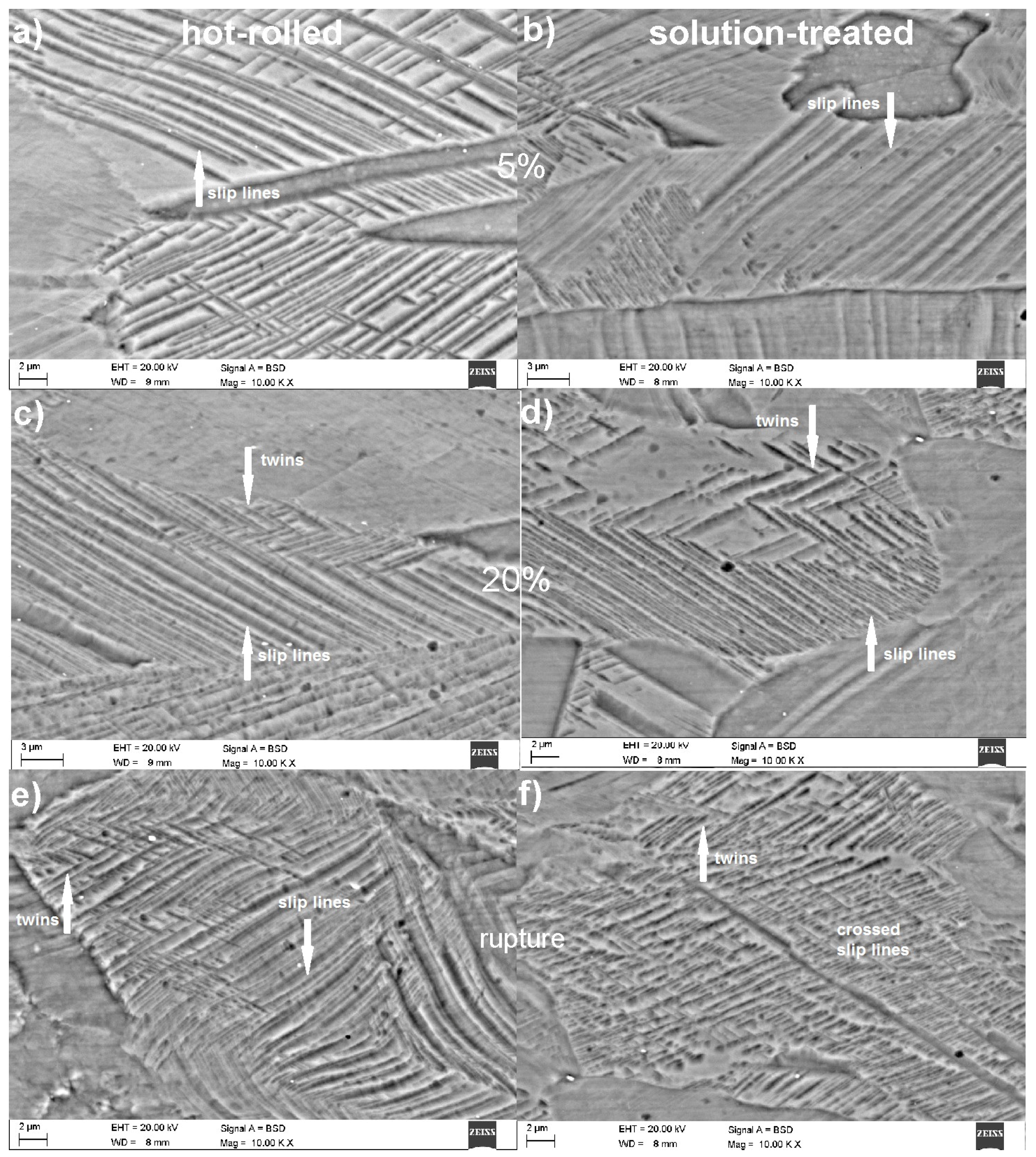
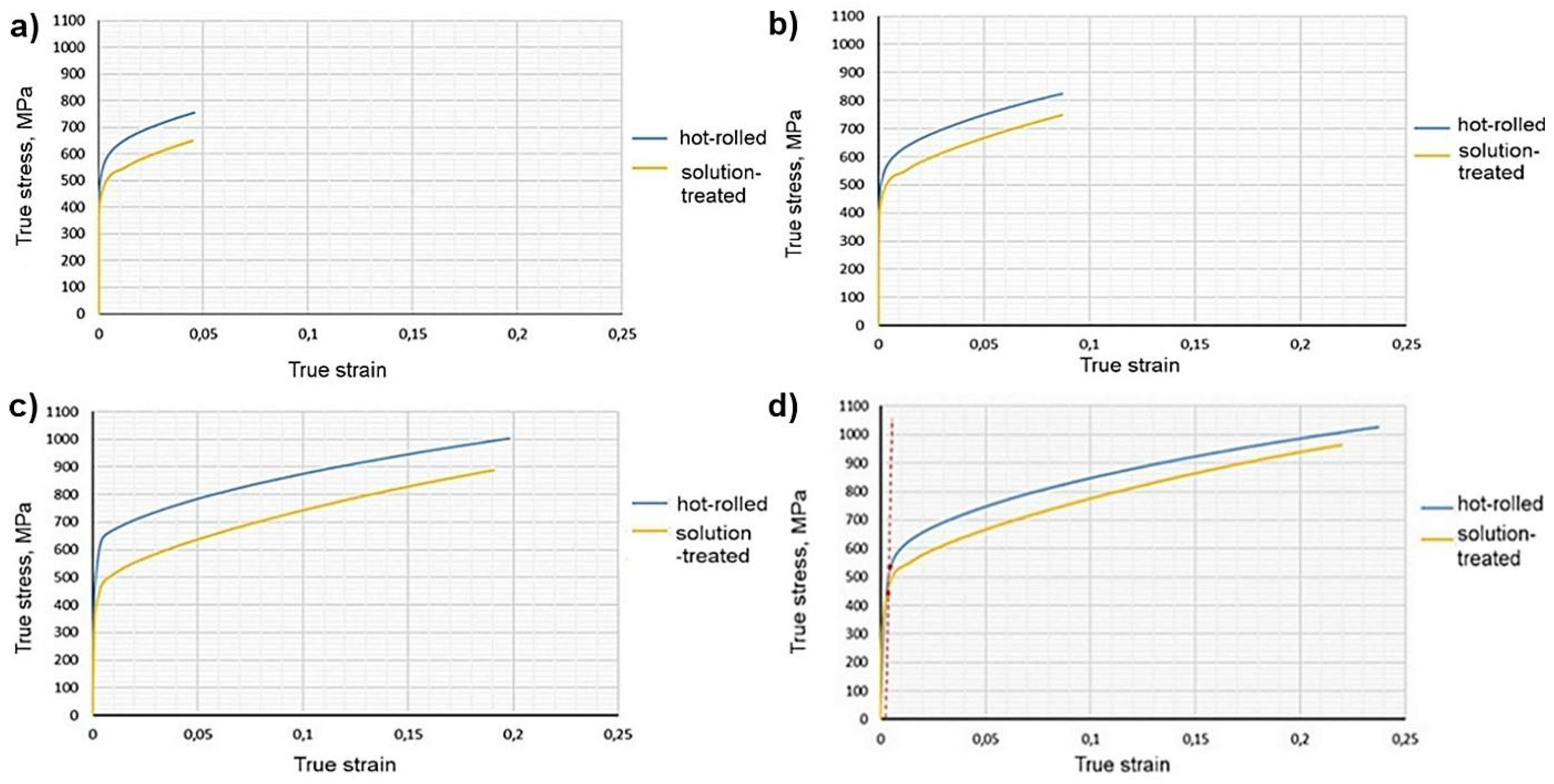
3.2. Microstructure Changes during Interrupted Tensile Tests
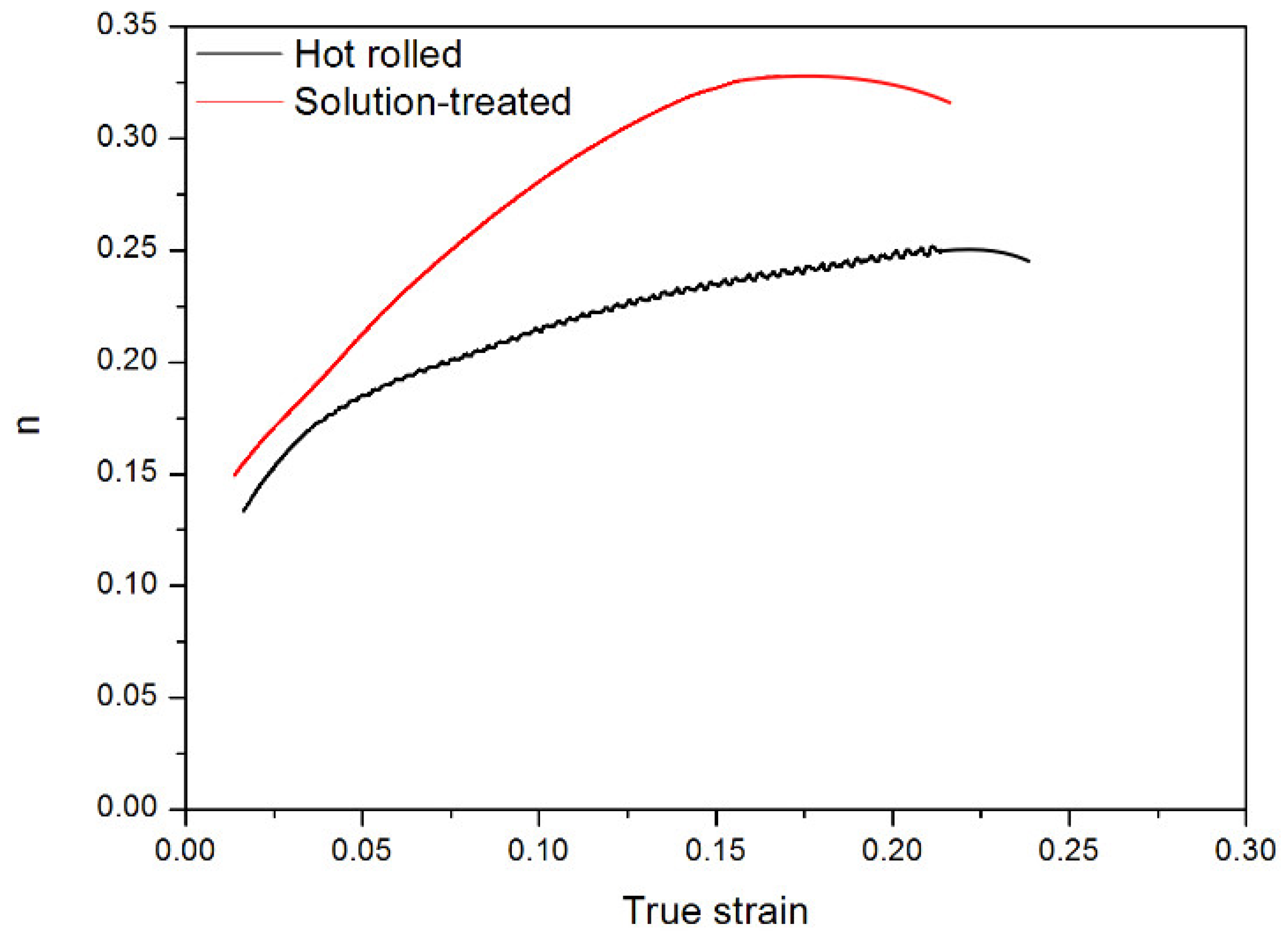
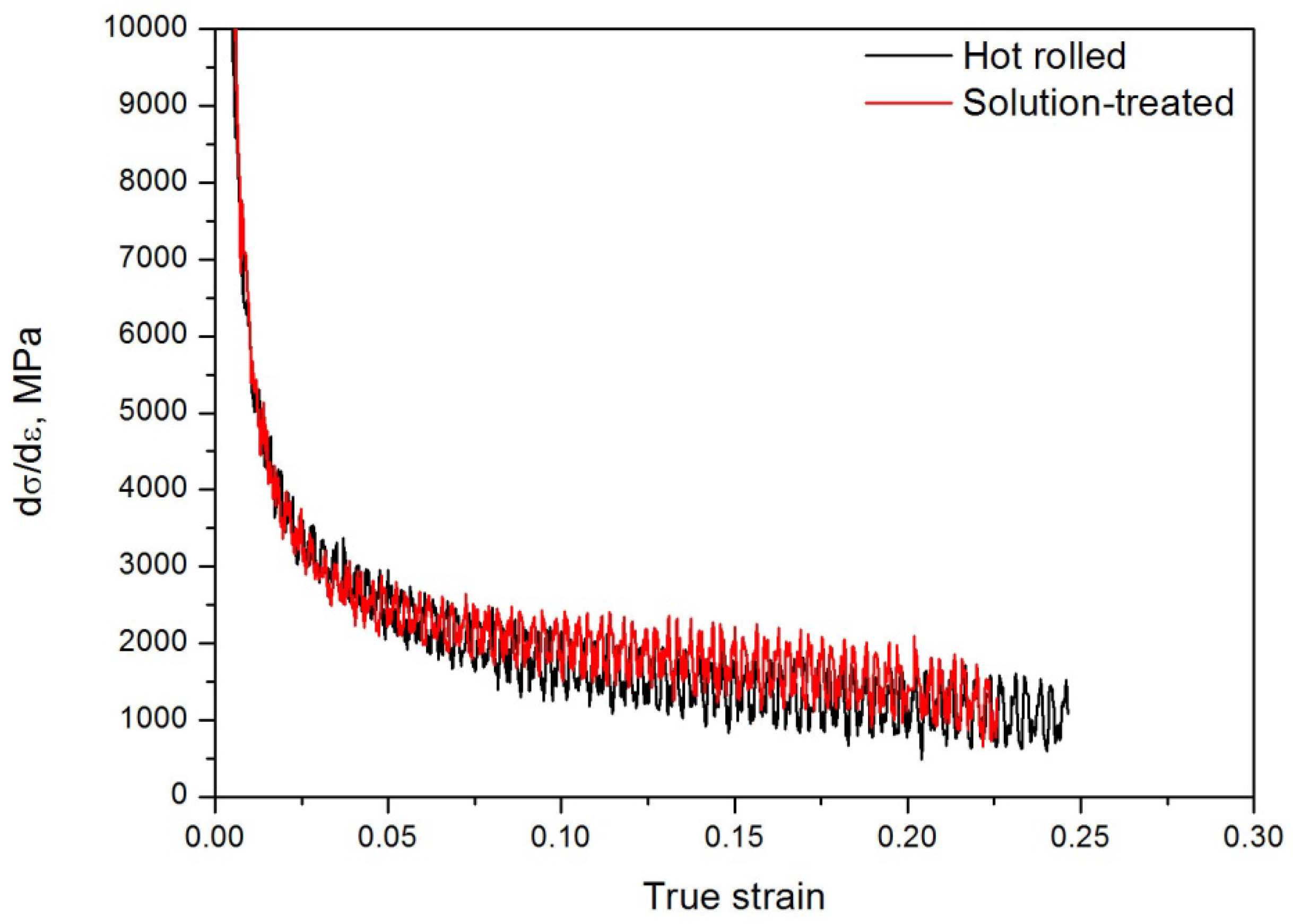
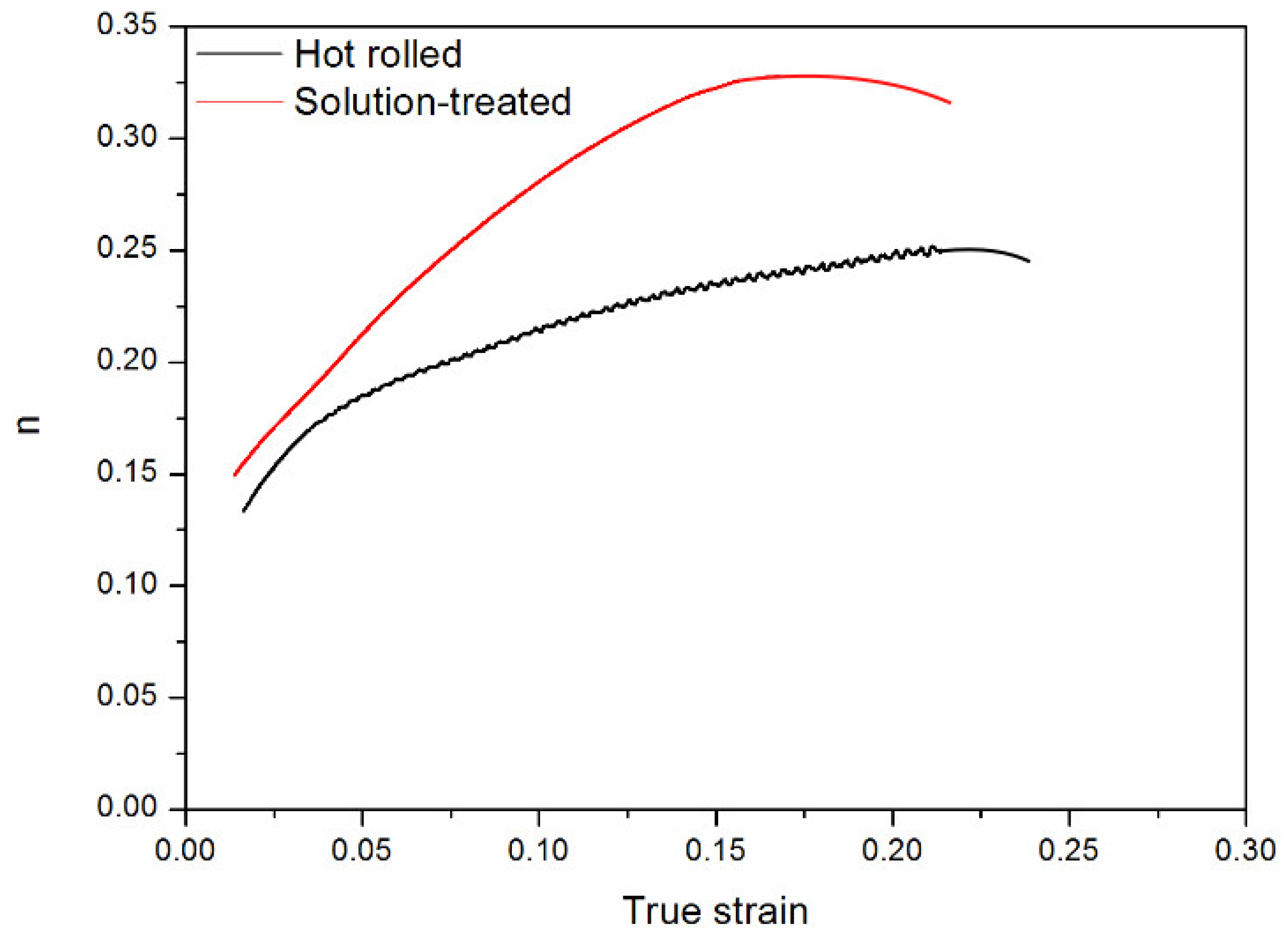
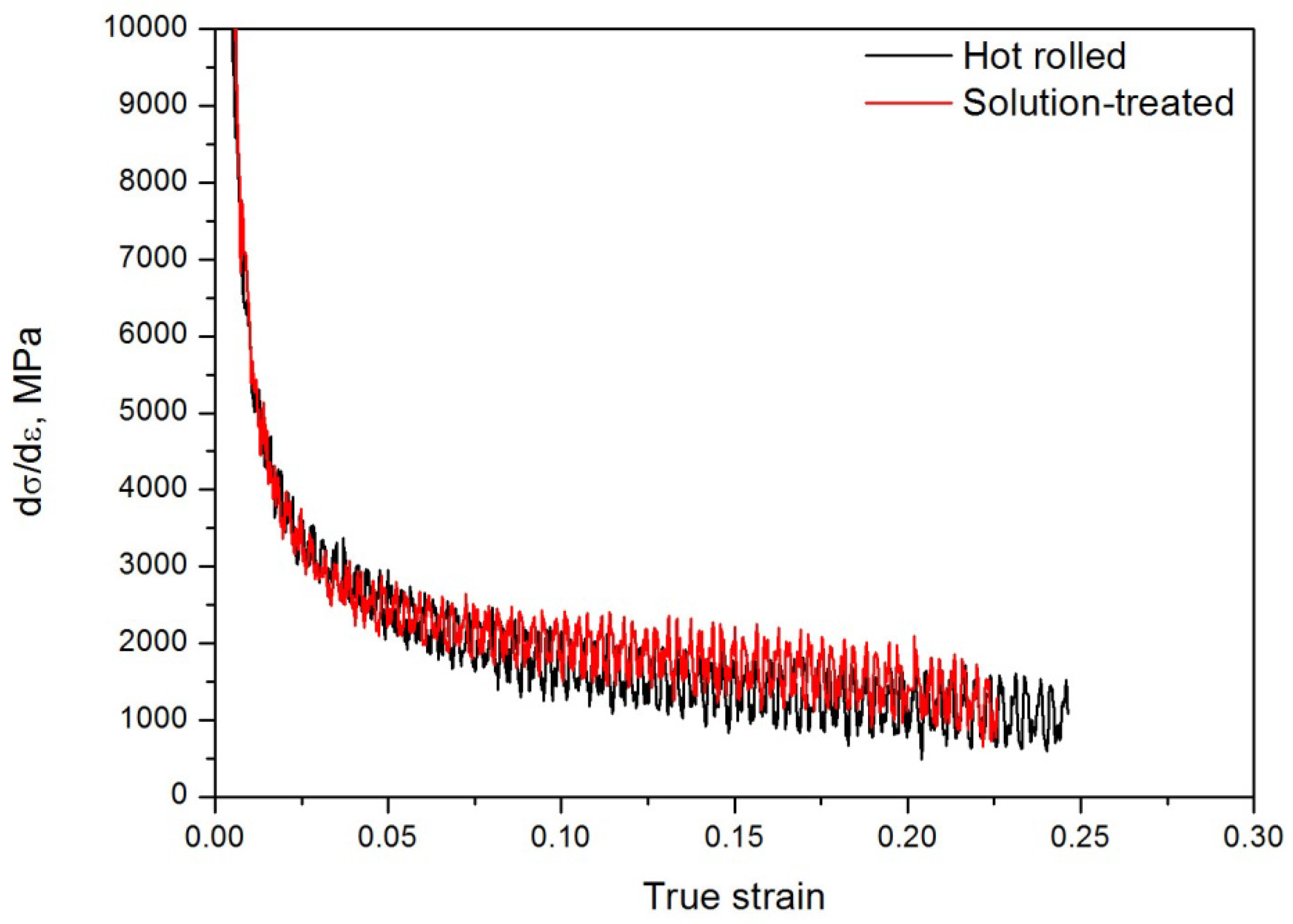
3.3. Strain Hardening Behavior
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Mesquita, R.A.; Schneider, R.; Steineder, K.; Samek, L.; Arenholz, E. On the austenite stability of a new quality of twinning induced plasticity steel, exploring new ranges of Mn and C. Metall. Mater. Trans. A 2013, 44, 4015–4019. [Google Scholar] [CrossRef]
- Kuc, D.; Hadasik, E.; Niewielski, G.; Schindler, I.; Mazancova, E.; Rusz, S.; Kawulok, P. Structural and mechanical properties of laboratory rolled steels high-alloyed with manganese and aluminium. Arch. Civ. Mech. Eng. 2012, 12, 312–317. [Google Scholar] [CrossRef]
- Grajcar, A.; Kuziak, R. Softening kinetics in Nb-microalloyed TRIP steels with increased Mn content. Adv. Mater. Res. 2011, 314–316, 119–122. [Google Scholar] [CrossRef]
- Dobrzanski, L.A.; Borek, W. Hot-working behaviour of advanced high-manganese C-Mn-Si-Al steels. Mater. Sci. Forum 2010, 654–656, 266–269. [Google Scholar] [CrossRef]
- Jablonska, M.B. Mechanical properties and fractographic analysis of high manganese steels after dynamic deformation tests. Arch. Metall. Mater. 2014, 59, 1193–1197. [Google Scholar] [CrossRef]
- Steineder, K.; Schneider, R.; Krizan, D.; Beal, C.; Sommitsch, C. Investigation on the microstructural evolution in a medium-Mn steel (X10Mn5) after intercritical annealing. HTM J. Heat Treat. Mater. 2015, 70, 19–25. [Google Scholar] [CrossRef]
- Kowalska, J.; Ratuszek, W.; Witkowska, M.; Zielińska-Lipiec, A.; Kowalski, M. Microstructure and texture evolution during cold-rolling in the Fe-23Mn-3Si-3Al alloy. Arch. Metall. Mater. 2015, 60, 1789–1794. [Google Scholar] [CrossRef]
- Grajcar, A.; Kciuk, M.; Topolska, S.; Plachcinska, A. Microstructure and corrosion behavior of hot-deformed and cold-strained high-Mn steels. J. Mater. Eng. Perform. 2016, 25, 2245–2254. [Google Scholar] [CrossRef]
- Kucerova, L.; Opatova, K.; Kana, J.; Jirkova, H. High versatility of niobium and alloyed AHSS. Arch. Metall. Mater. 2017, 62, 1485–1491. [Google Scholar] [CrossRef]
- Tehovnik, F.; Steiner-Petrovic, D.; Vode, F.; Burja, J. Influence of molybdenum on the hot-tensile properties of austenitic stainless steels. Mater. Tehnol. 2012, 6, 649–655. [Google Scholar]
- Radwanski, K. Application of FEG-SEM and EBSD methods for the analysis of the restoration pocesses occurring during continuous annealing of Dual-Phase steel strips. Steel Res. Int. 2015, 86, 1379–1390. [Google Scholar] [CrossRef]
- Mazancova, E.; Mazanec, K. The stacking fault energy evaluation of the TWIP and TRIPLEX alloys. Kovove Mater. 2009, 47, 353–358. [Google Scholar]
- Grajcar, A.; Plachcinska, A.; Topolska, S.; Kciuk, M. Effect of thermomechanical treatment on the corrosion behavior of Si and Al-containing high-Mn austenitic steel with Nb and Ti microaddition. Mater. Tehnol. 2015, 49, 889–894. [Google Scholar] [CrossRef]
- Gorka, J. Microstructure and properties of the high-temperature (HAZ) of thermo-mechanically treated S700MC high-yield-strength steel. Mater. Tehnol. 2016, 50, 617–621. [Google Scholar] [CrossRef]
- Kurc-Lisiecka, A.; Lisiecki, A. Laser welding of the new grade of advanced high-strength steel Domex 960. Mater. Tehnol. 2017, 51, 199–204. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Raabe, D. Grain size effect on strain hardening in twinning-induced plasticity steels. Scr. Mater. 2012, 66, 992–996. [Google Scholar] [CrossRef]
- Yuan, X.; Chen, L.; Zhao, Y.; Di, H.; Zhu, F. Dependence of grain size on mechanical properties and microstructures of high manganese austenitic steel. Proc. Eng. 2014, 81, 143–148. [Google Scholar] [CrossRef]
- Dini, G.; Najafizadeh, A.; Ueji, R.; Monir-Vaghefi, S.M. Tensile deformation behavior of high manganese austenitic steel: The role of grain size. Mater. Des. 2010, 31, 3395–3402. [Google Scholar] [CrossRef]
- Ma, P.; Qian, L.; Meng, J.; Liu, S.; Zhang, F. Fatigue crack growth behavior of a coarse- and a fine-grained high manganese austenitic twin-induced plasticity steel. Mater. Sci. Eng. A 2014, 605, 160–166. [Google Scholar] [CrossRef]
- Park, K.T.; Jin, K.G.; Han, S.H.; Hwang, S.W.; Choi, K.; Lee, C.S. Stacking fault energy and plastic deformation of fully austenitic high manganese steels: Effect of Al addition. Mater. Sci. Eng. A 2010, 527, 3651–3661. [Google Scholar] [CrossRef]
- Peng, X.; Zhu, D.; Hu, Z.; Yi, W.; Liu, H.; Wang, M. Stacking fault energy and tensile deformation behavior of high-carbon twinning-induced plasticity steels: Effect of Cu addition. Mater. Des. 2013, 45, 518–523. [Google Scholar] [CrossRef]
- Shen, Y.S.; Qiu, C.H.; Wang, L.; Sun, X.; Zhao, X.M.; Zuo, L. Effects of cold rolling on microstructure and mechanical properties of Fe-30Mn-3S-4Al-0.093C TWIP steel. Mater. Sci. Eng. A 2013, 561, 329–337. [Google Scholar] [CrossRef]
- Allain, S.; Bouaziz, O.; Chateau, J.P. Thermally activated dislocation dynamics in austenitic FeMnC steels at low homologous temperature. Scr. Mater. 2010, 62, 500–503. [Google Scholar] [CrossRef]
- Pierce, D.T.; Jiménez, J.A.; Bentley, J.; Raabe, D.; Wittig, J.E. The influence of stacking fault energy on the microstructural and strain hardening evolution of Fe–Mn–Al–Si steels during tensile deformation. Acta Mater. 2015, 100, 178–190. [Google Scholar] [CrossRef]
- Ding, H.; Ding, H.; Song, D.; Tang, Z.; Yang, P. Strain hardening behavior of TRIP/TWIP steel with 18.8% Mn. Mater. Sci. Eng. A 2011, 528, 868–873. [Google Scholar] [CrossRef]
- Mazurkiewicz, J. Structure and Properties of High Manganese MnSiAlNbTi-25-1-3 Steels Increased Store of Cold Plastic Deformation Energy; International OCSCO World Press, Open Access Library: Gliwice, Poland, 2013. [Google Scholar]
- Ghasri-Khouzani, M.; McDermid, J.R. Effect of carbon content on the mechanical properties and microstructural evolution of Fe-22Mn-C steels. Mater. Sci. Eng. A 2015, 621, 118–127. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Wang, S.J.; Jozaghi, T.; Karaman, I.; Arroyave, R.; Chumlyakov, Y.I. Hierarchical evolution and thermal stability of microstructure with deformation twins in 316 stainless steel. Mater. Sci. Eng. A 2017, 694, 121–131. [Google Scholar] [CrossRef]
- Jiménez, J.A.; Frommeyer, G. Analysis of the microstructure evolution during tensile testing at room temperature of high-manganese austenitic steel. Mater. Charact. 2010, 61, 221–226. [Google Scholar] [CrossRef]
- Xie, X.; Ninga, D.; Sun, J. Strain-controlled fatigue behavior of cold-drawn type 316 austenitic stainless steel at room temperature. Mater. Charact. 2016, 120, 195–202. [Google Scholar] [CrossRef]
- Liu, F.; Dan, W.J.; Zhang, W.G. The effects of stress state on the strain hardening behaviors of TWIP steel. J. Mater. Eng. Perform. 2017, 26, 2721–2728. [Google Scholar] [CrossRef]
- Bouaziz, O.; Guelton, N. Modelling of TWIP effect on work-hardening. Mater. Sci. Eng. A 2001, 319, 246–249. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C% | Mn% | Si% | Al% | S% | P% | Nb% | Ti% | N% | O% |
|---|---|---|---|---|---|---|---|---|---|
| 0.040 | 27.50 | 4.18 | 1.96 | 0.017 | 0.004 | 0.033 | 0.010 | 0.0028 | 0.0007 |
| Pass Number | Deformation Temperature (°C) | Sheet Thickness before a Pass (mm) | Sheet Thickness after a Pass (mm) | Absolute Reduction (mm) | Relative Strain (%) | Strain Rate (s−1) |
|---|---|---|---|---|---|---|
| 1 | 1050 | 4.5 | 3.4 | 1.1 | 25 | 8.3 |
| 2 | 950 | 3.4 | 2.5 | 0.9 | 25 | 10 |
| 3 | 850 | 2.5 | 2.0 | 0.5 | 20 | 10 |
| Steel Type | UTS (MPa) | YS (MPa) | YS/UTS | UE (%) | TE (%) | ||||
|---|---|---|---|---|---|---|---|---|---|
| Deformation level | - | 5% | 10% | 20% | Max. | Average value | - | - | - |
| Hot-rolled | 808 | 550 | 530 | 600 | 550 | 557 | 0.68 | 26.7 | 44.8 |
| Solution-heat-treated | 727 | 433 | 440 | 420 | 428 | 430 | 0.59 | 23.7 | 29.5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grajcar, A.; Kozłowska, A.; Grzegorczyk, B. Strain Hardening Behavior and Microstructure Evolution of High-Manganese Steel Subjected to Interrupted Tensile Tests. Metals 2018, 8, 122. https://doi.org/10.3390/met8020122
Grajcar A, Kozłowska A, Grzegorczyk B. Strain Hardening Behavior and Microstructure Evolution of High-Manganese Steel Subjected to Interrupted Tensile Tests. Metals. 2018; 8(2):122. https://doi.org/10.3390/met8020122
Chicago/Turabian StyleGrajcar, Adam, Aleksandra Kozłowska, and Barbara Grzegorczyk. 2018. "Strain Hardening Behavior and Microstructure Evolution of High-Manganese Steel Subjected to Interrupted Tensile Tests" Metals 8, no. 2: 122. https://doi.org/10.3390/met8020122
APA StyleGrajcar, A., Kozłowska, A., & Grzegorczyk, B. (2018). Strain Hardening Behavior and Microstructure Evolution of High-Manganese Steel Subjected to Interrupted Tensile Tests. Metals, 8(2), 122. https://doi.org/10.3390/met8020122