Effects of Microstructure and Texture Evolution on Strength Improvement of an Extruded Mg-10Gd-2Y-0.5Zn-0.3Zr Alloy

Abstract
1. Introduction
2. Experimental
3. Results Analysis
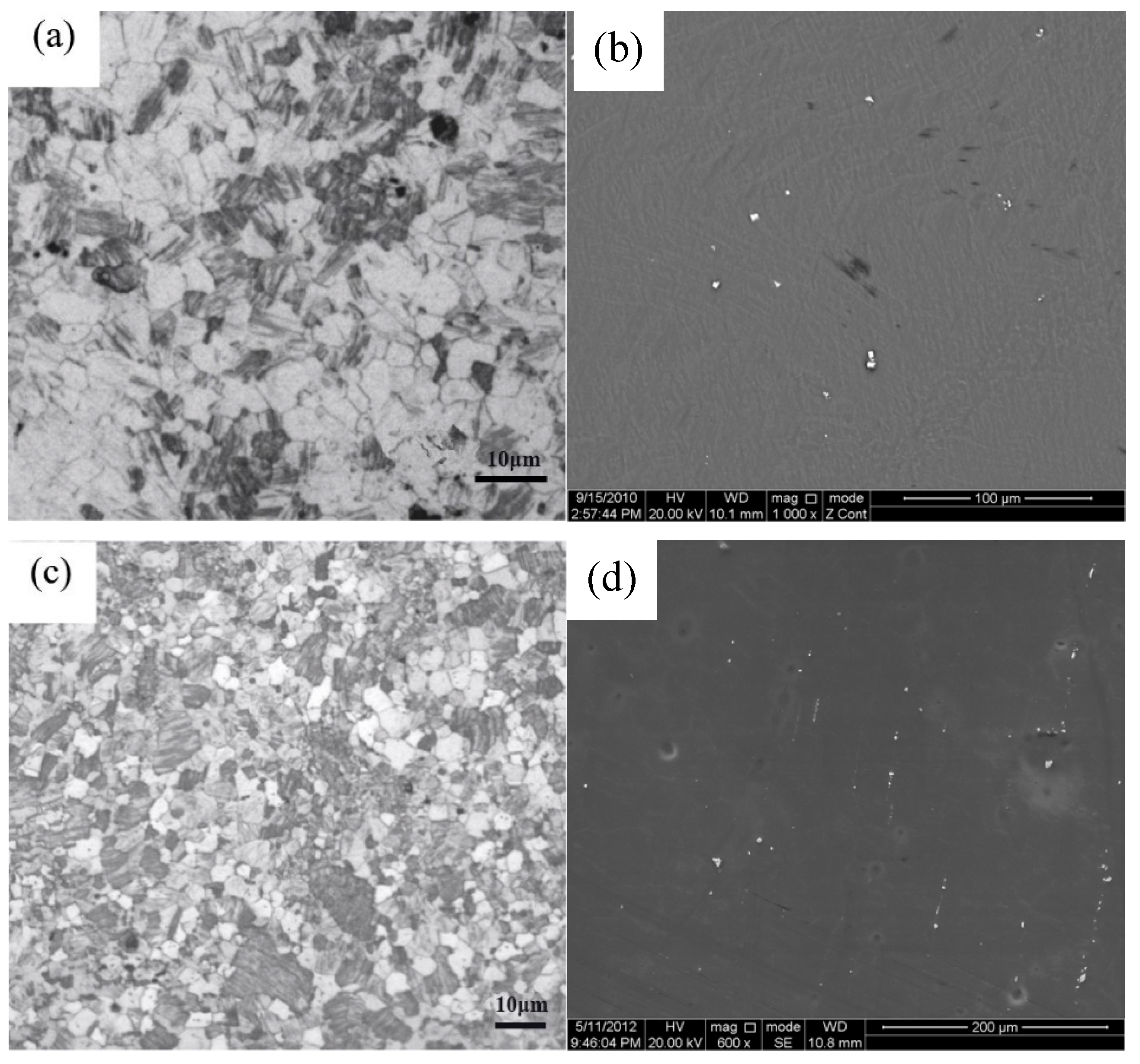
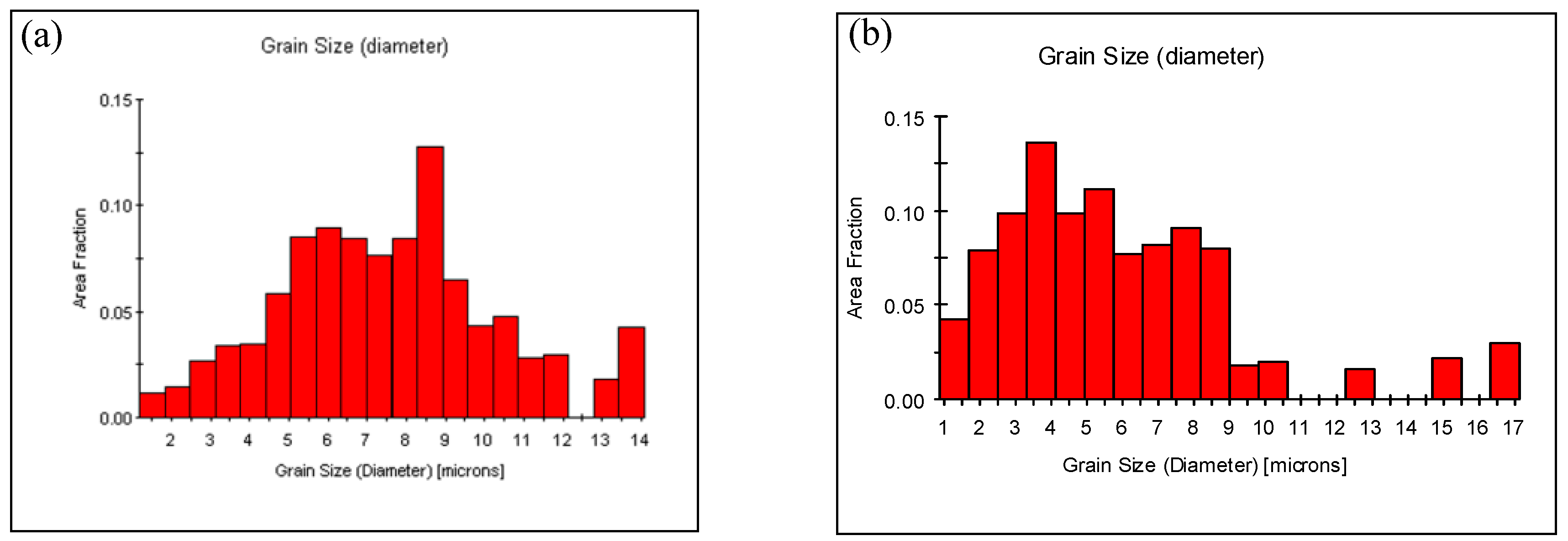
3.1. Microstructures and Mechanical Properties of the Forged Alloy and Extruded Alloy
3.2. Precipitates in the Forged Alloy and Extruded Alloy
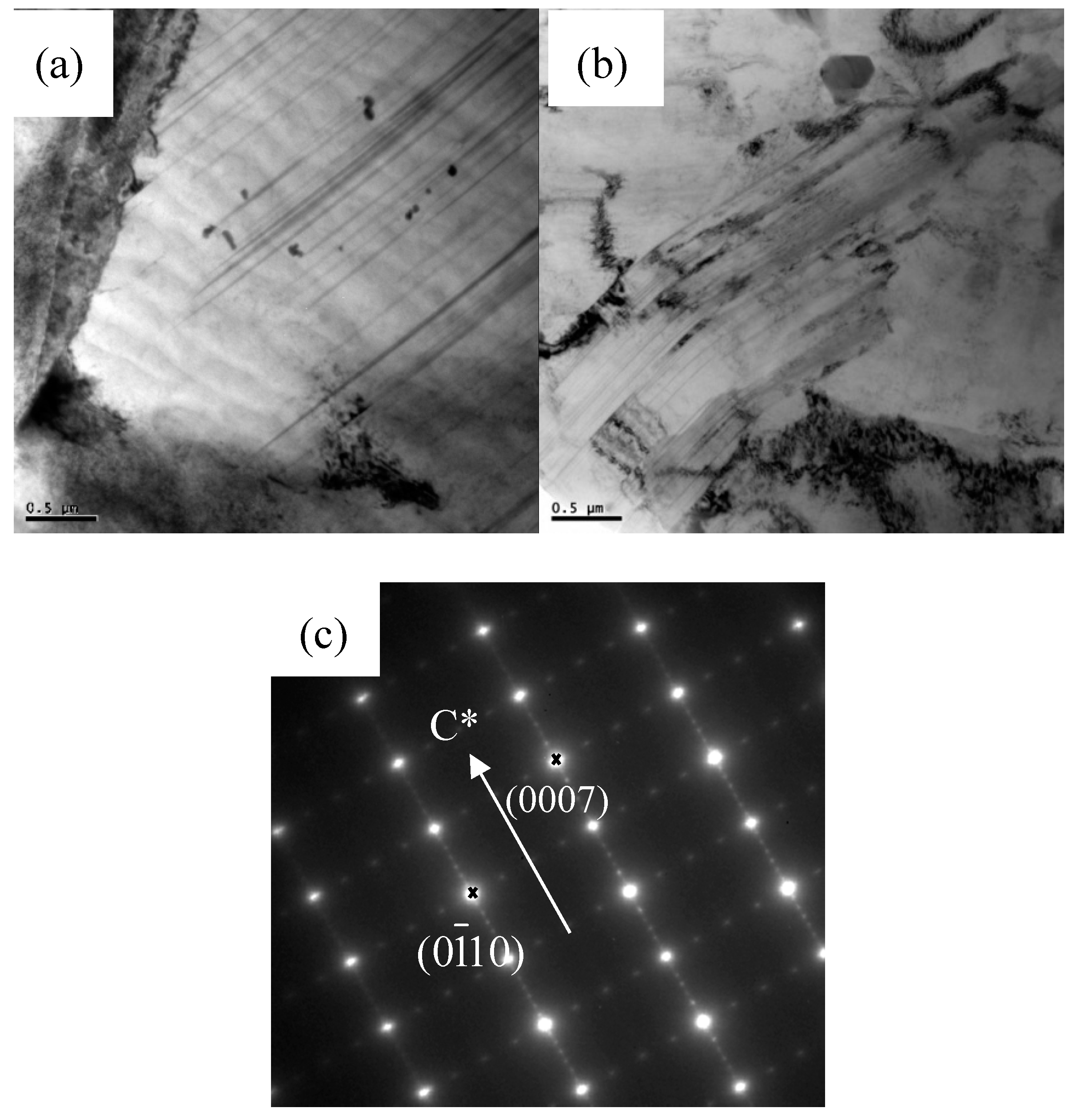
3.3. Texture Evolution in the Forged Alloy and Extruded Alloy
4. Discussion
4.1. Strengthening from Grain Refinement During the Extrusion Process
4.2. Effect of Precipitate on Strength Improvement of the Extruded Alloy
4.3. The Role of Texture in Strength Improvement of the Extruded Alloy
4.4. The Role of Twinning in Strength Improvement of the Extruded Alloy
5. Conclusions
- (1)
- The microstructure is refined and the strength and ductility are obviously improved through the extrusion process with a high extrusion ratio in the extruded alloy. The tensile yield strength, ultimate tensile strength, and elongation of the extruded alloy are 306 MPa, 410 MPa, and 16.3%, respectively;
- (2)
- Compared with that of the forged alloy, the increment of tensile yield strength of the extruded alloy is ~96MPa, in which ~67MPa arises from grain refinement. Furthermore, the comprehensive effects of dispersed distribution of tiny β′ phase and LPSO phase also have a large contribution to the strength improvement of the extruded alloy;
- (3)
- The texture transforms from (0001)<110> in the forged alloy to (0001) basal-fiber texture in the extruded alloy. In the forged alloy, the basal slips in some grains are relatively easier to activate because of their favorable orientations in the tensile test. However, the basal slips are difficult to activate in most of the grains whose c-axis aligns along the normal direction, which is another factor increasing the strength of the extruded alloy.
- (4)
- In the tensile test, some {102} twins are formed in certain grains, with the c-axis parallel to RD in the forged alloy, whereas less nucleation of twins can be found in the extruded alloy. The lower number of {102} twins also partly contribute to the strength improvement of the extruded alloy.
Author Contributions
Funding
Conflicts of Interest
References
- Yu, Z.J.; Huang, Y.D.; Gan, W.M.; Mendis, C.L.; Zhong, Z.; Brokmerer, H.-G.; Hort, N.; Meng, J. Microstructure evolution of Mg–11Gd–4.5Y–1Nd–1.5Zn–0.5Zr (wt%) alloy during deformation and its effect on strengthening. Mater. Sci. Eng. A 2016, 657, 259–268. [Google Scholar] [CrossRef]
- He, S.M.; Zeng, X.Q.; Peng, L.M.; Gao, X.; Nie, J.F.; Ding, W.J. Microstructure and strengthening mechanism of high strength Mg–10Gd–2Y–0.5Zr alloy. J. Alloy. Compd. 2007, 427, 316–323. [Google Scholar] [CrossRef]
- Kawamura, Y.; Hayashi, K.; Inoue, A.; Masumoto, T. Rapidly solidified powder metallurgy Mg97Zn1Y2 alloys with excellent tensile yield strength above 600MPa. Mater. Trans. 2001, 42, 1172. [Google Scholar] [CrossRef]
- Shao, X.H.; Yang, Z.Q.; Ma, X.L. Strengthening and toughening mechanisms in Mg–Zn–Y alloy with a long period stacking ordered structure. Acta Mater. 2010, 58, 4760–4771. [Google Scholar] [CrossRef]
- Han, X.Z.; Xu, W.C.; Shan, D.B. Effect of precipitates on microstructures and properties of forged Mg–10Gd–2Y–0.5Zn–0.3Zr alloy during ageing process. J. Alloy. Compd. 2011, 509, 8625–8631. [Google Scholar] [CrossRef]
- Xia, X.S.; Chen, Q.; Huang, S.H.; Lin, J.; Hu, C.; Zhao, Z. Hot deformation behavior of extruded Mg–Zn–Y–Zr alloy. J. Alloy. Compd. 2015, 644, 308–316. [Google Scholar] [CrossRef]
- Hagihara, K.; Kinoshita, A.; Sugino, Y.; Yamasaki, M.; Kawamura, Y.; Yasuda, H.Y.; Umakoshi, Y. Effect of long-period stacking ordered phase on mechanical properties of Mg97Zn1Y2 extruded alloy. Acta Mater. 2010, 58, 6282–6293. [Google Scholar] [CrossRef]
- Jiang, M.G.; Yan, H.; Chen, R.S. Enhanced mechanical properties due to grainrefinement and texture modification in an AZ61 Mg alloy processed by small strain impact forging. Mater. Sci. Eng. A 2015, 621, 204–211. [Google Scholar] [CrossRef]
- Han, B.Q.; Dunand, D.C. Microstructure and mechanical properties of magnesium containing high volume fractions of yttria dispersoids. Mater. Sci. Eng. A 2000, 277, 297–304. [Google Scholar] [CrossRef]
- Tu, J.; Zhou, T.; Liu, L. Effect of rolling speeds on texture modification and mechanical properties of the AZ31 sheet by a combination of equal channel angular rolling and continuous bending at high temperature. J. Alloy. Compd. 2018, 768, 598–607. [Google Scholar] [CrossRef]
- Kojima, Y. Platform science and technology for advanced magnesium alloy. Mater. Sci. Forum 2000, 350–351, 3–18. [Google Scholar] [CrossRef]
- Argon, A. Strengthening Mechanisms in Crystal Plasticity, 1st ed.; Oxford University press: New York, NY, USA, 2008; p. 198. [Google Scholar]
- Wang, Y.N.; Huang, J.C. Texture analysis in hexagonal materials. Mater. Chem. Phys. 2003, 81, 11–26. [Google Scholar] [CrossRef]
- Roy, S.; Kannan, G.; Suwas, S.; Surappa, M.K. Effect of extrusion ratio on the microstructure, texture and mechanical properties of (Mg/AZ91)m–SiCp composite. Mater. Sci. Eng. A 2015, 624, 279–290. [Google Scholar] [CrossRef]
- Hong, S.-G.; Park, S.H.; Lee, C.S. Role of {10–12} twinning characteristics in the deformation behavior of a polycrystalline magnesium alloy. Acta Mater. 2010, 58, 5873–5885. [Google Scholar] [CrossRef]
- Homayonifar, M.; Mosler, J. On the coupling of plastic slip and deformation-induced twinning in magnesium: A variationally consistent approach based on energy minimization. Int. J. Plast. 2011, 27, 983–1003. [Google Scholar] [CrossRef]
- Lee, J.H.; Park, S.H.; Hong, S.-G.; Won, J.W.; Lee, C.S. Abnormal texture evolution of rolled Mg–3Al–1Zn alloy containing initial {10-12} twins. Scr. Mater. 2015, 99, 21–24. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| State | Tensile Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Forged | 210 | 308 | 7.5 |
| Extruded | 306 | 410 | 16.3 |
| Alloy States | Schmid Factor |
|---|---|
| Extruded alloy Forged alloy | 0.226 0.304 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xue, Z.; Han, X.; Zhou, Z.; Wang, Y.; Li, X.; Wu, J. Effects of Microstructure and Texture Evolution on Strength Improvement of an Extruded Mg-10Gd-2Y-0.5Zn-0.3Zr Alloy. Metals 2018, 8, 1087. https://doi.org/10.3390/met8121087
Xue Z, Han X, Zhou Z, Wang Y, Li X, Wu J. Effects of Microstructure and Texture Evolution on Strength Improvement of an Extruded Mg-10Gd-2Y-0.5Zn-0.3Zr Alloy. Metals. 2018; 8(12):1087. https://doi.org/10.3390/met8121087
Chicago/Turabian StyleXue, Zhiyong, Xiuzhu Han, Zhiyong Zhou, Yanlin Wang, Xuesong Li, and Jiapeng Wu. 2018. "Effects of Microstructure and Texture Evolution on Strength Improvement of an Extruded Mg-10Gd-2Y-0.5Zn-0.3Zr Alloy" Metals 8, no. 12: 1087. https://doi.org/10.3390/met8121087
APA StyleXue, Z., Han, X., Zhou, Z., Wang, Y., Li, X., & Wu, J. (2018). Effects of Microstructure and Texture Evolution on Strength Improvement of an Extruded Mg-10Gd-2Y-0.5Zn-0.3Zr Alloy. Metals, 8(12), 1087. https://doi.org/10.3390/met8121087