Microstructures and High Temperature Tensile Properties of As-Aged Mg-6Zn-1Mn-4Sn-(01, 0.5 and 1.0) Y Alloys


Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
3.1. As-Aged (Two Step-Aged) Microstructures
3.2. High Temperature Tensile Properties
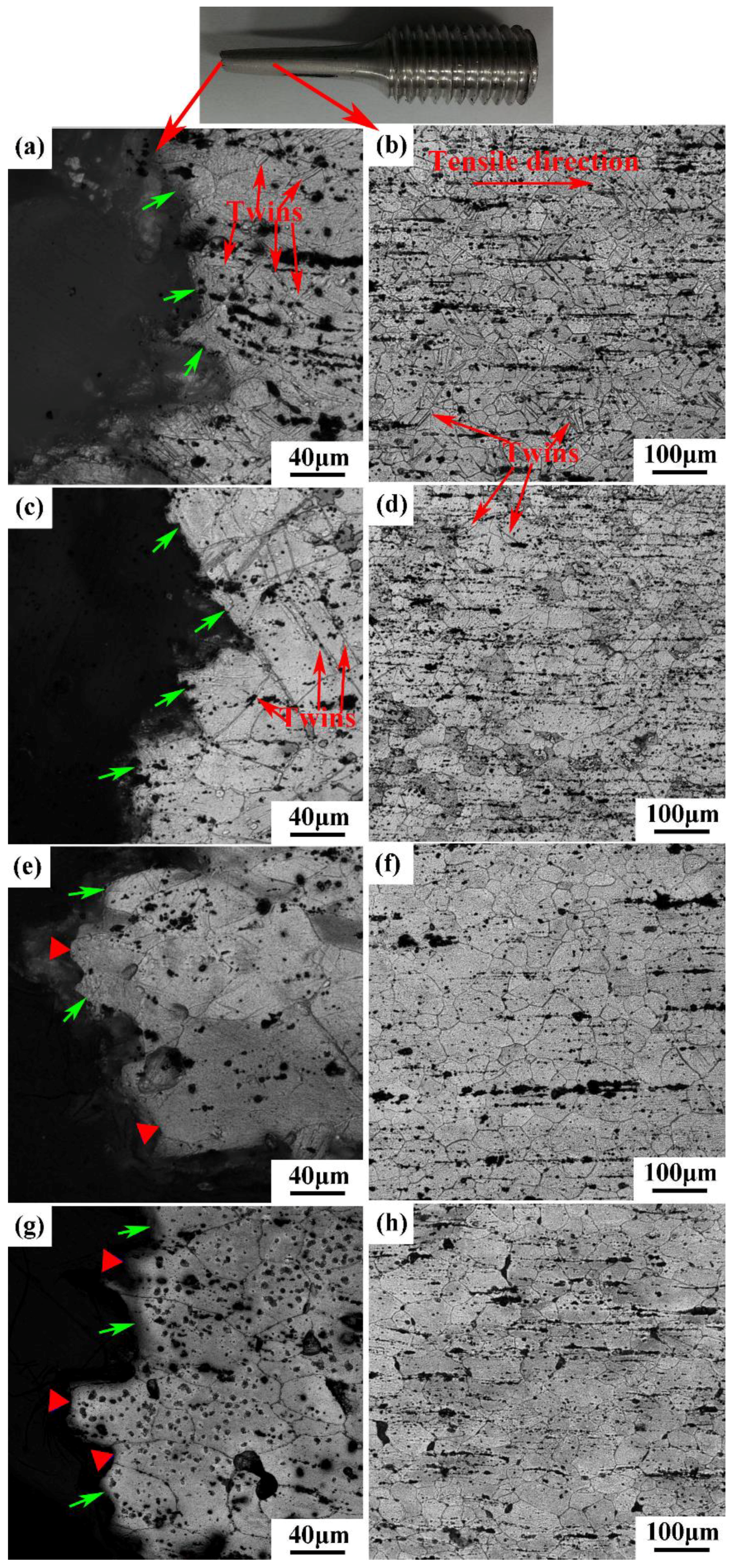
3.3. Fracture Mechanism
4. Conclusions
- (1)
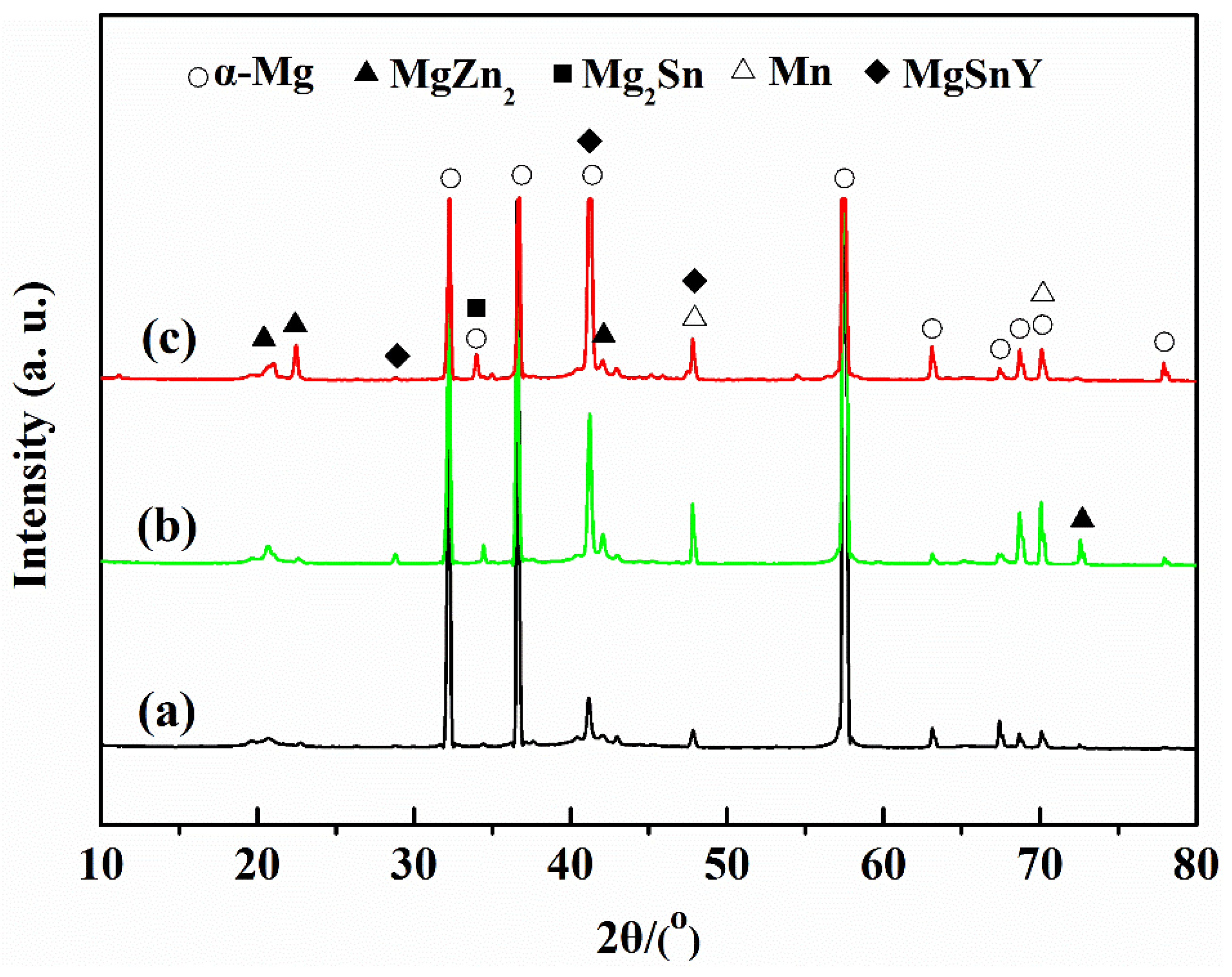
- The phase compositions of as-aged ZMT614-Y alloys were α-Mg, α-Mn, MgZn2, Mg2Sn, and MgSnY phases. The Mg2Sn and MgSnY phases were high-temperature phases and inhibited grain growth in the high-temperature tensile process.
- (2)
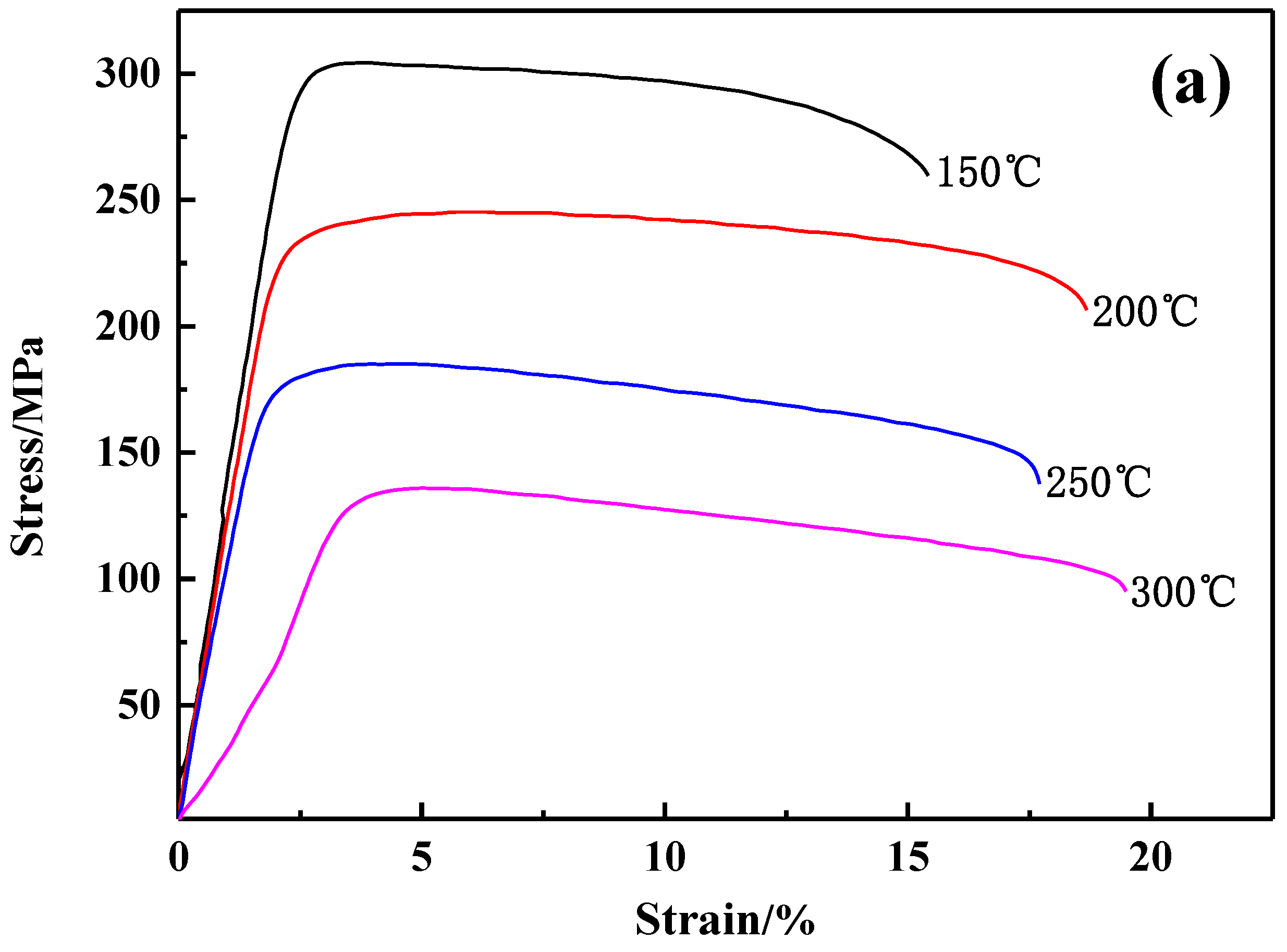
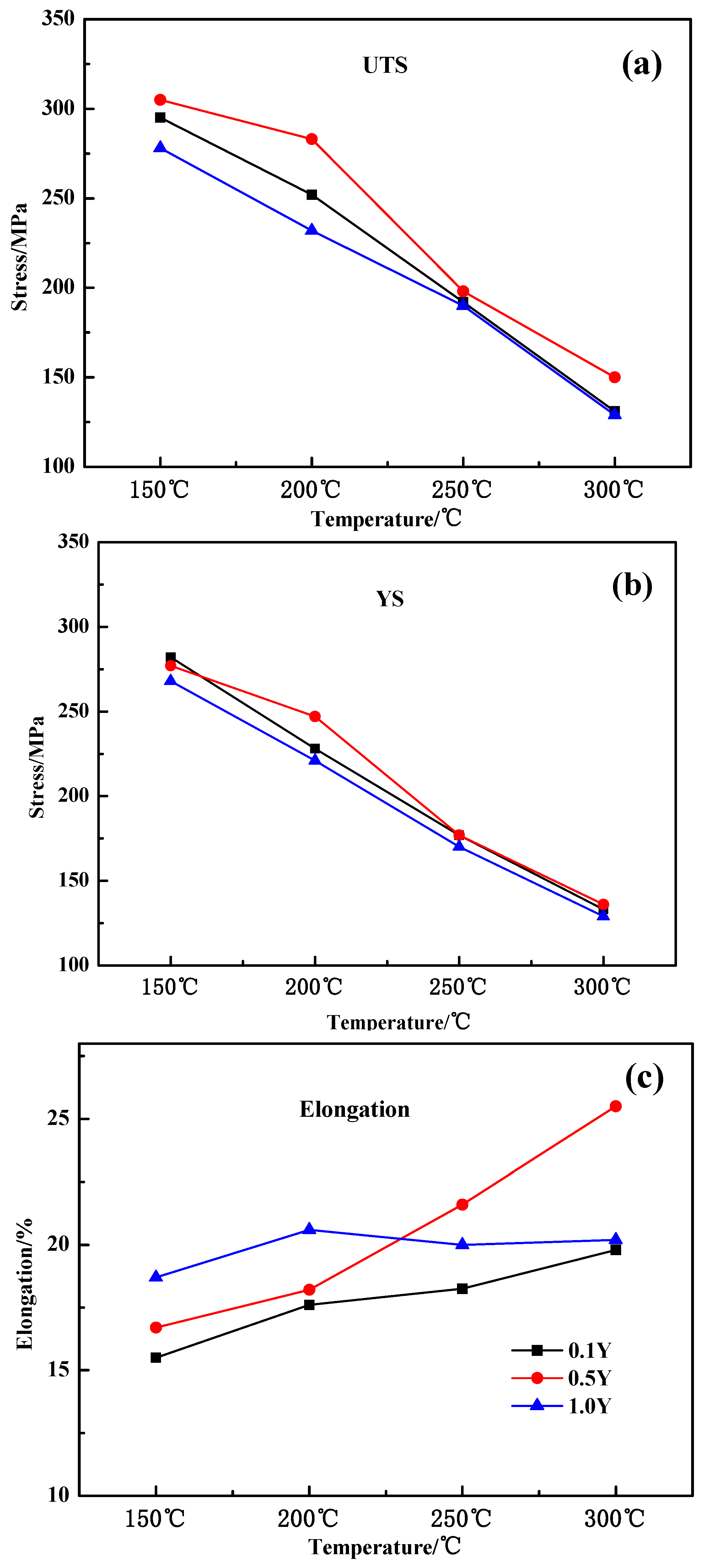
- The ZMT614-0.5Y alloy exhibited the best high-temperature mechanical properties. At 150 °C, the UTS, YS, and elongation was 305 MPa, 277 MPa, and 16.7%, respectively. As the tensile temperature increased to 300 °C, the UTS, YS, and elongation decreased to 150 MPa, 136 MPa and 25.5%, respectively.
- (3)
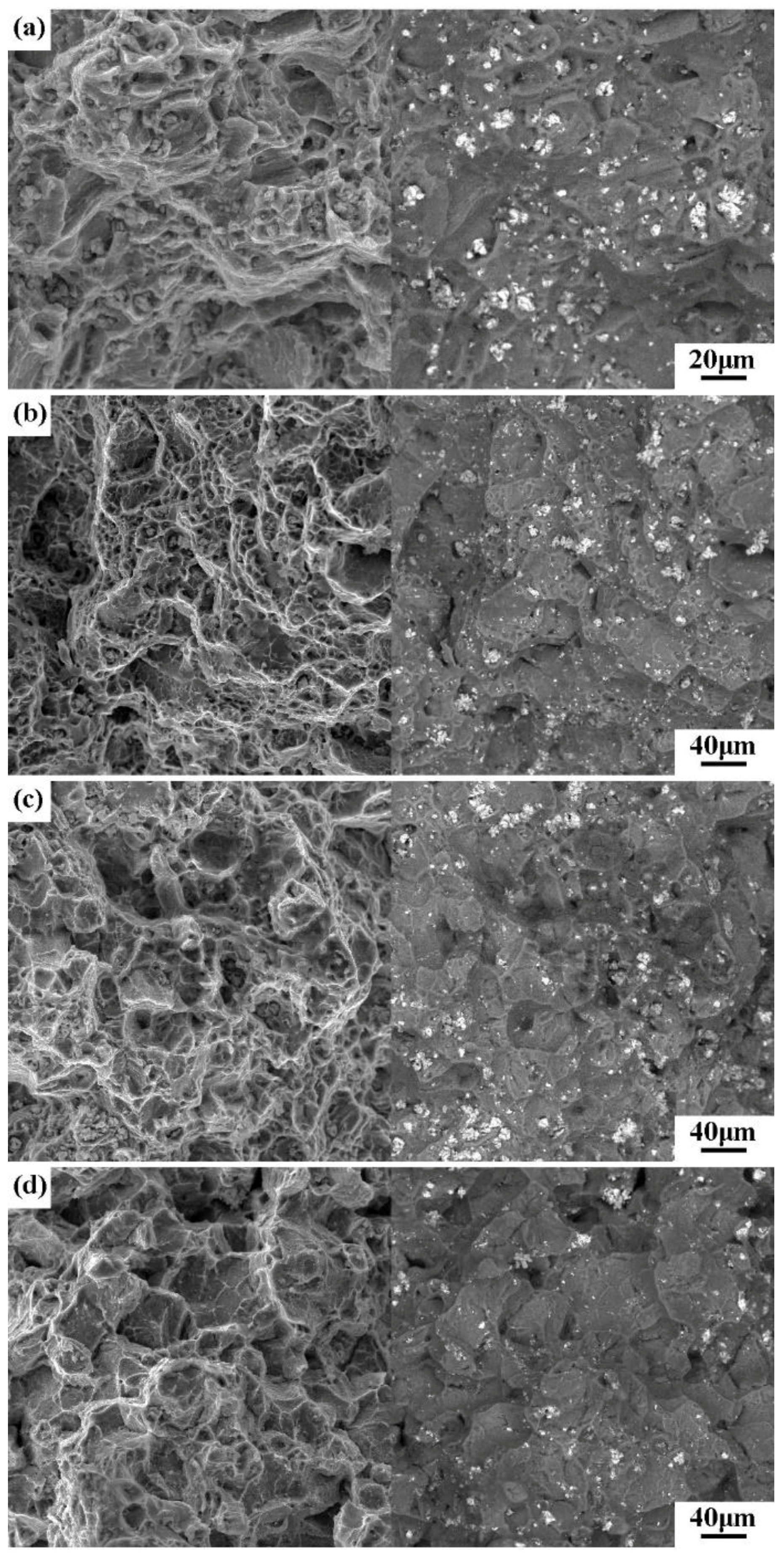
- The tensile temperature exerted dominance over the fracture mechanism. At the tensile temperatures of 150 °C and 200 °C, the fracture mechanism was of the transgranular fracture type. At 250 °C, the fracture mechanism was of the transgranular and intergranular mixed mode fracture type. As the tensile temperature reached 300 °C, the fracture mechanism changed to be solely of the intergranular fracture type.
Author Contributions
Funding
Conflicts of Interest
References
- Liu, Q.; Song, J.; Pan, F.; She, J.; Zhang, S.; Peng, P. The edge crack, texture evolution, and mechanical properties of Mg-1Al-1Sn-Mn alloy sheets prepared using on-line heating rolling. Metals 2018, 8, 860. [Google Scholar] [CrossRef]
- Dai, J.; Jiang, B.; Yan, Q.; Xie, H.; Jiang, Z.; Yang, Q.; Chen, Q.; Peng, C.; Pan, F. Microstructures and mechanical properties of Mg-9Al/Ti metallurgical bonding prepared by liquid-solid diffusion couples. Metals 2018, 8, 778. [Google Scholar] [CrossRef]
- Yan, B.; Dong, X.; Ma, R.; Chen, S.; Pan, Z.; Ling, H. Effect of heat treatment on microstructures, mechanical properties and damping capacity of Mg-Zn-Y-Zr alloy. Mater. Sci. Eng. A 2014, 594, 168–177. [Google Scholar] [CrossRef]
- Nie, J. Precipitation and hardening in magnesium alloys. Metall. Mater. Trans. A 2012, 43, 3891–3939. [Google Scholar] [CrossRef]
- Lentz, M.; Klaus, M.; Reimers, W.; Clausen, B. Effect of high temperature heat treatments on the deformation behavior of Mg-2%Mn-0.7%Ce extrusions investigated by in-situ energy-dispersive synchrotron X-ray diffraction and elasto-plastic self-consistent modeling. Mater. Sci. Eng. A 2013, 586, 178–189. [Google Scholar] [CrossRef]
- Deng, J.; Lin, Y.C.; Li, S.; Chen, J.; Ding, Y. Hot tensile deformation and fracture behaviors of AZ31 magnesium alloy. Mater. Des. 2013, 49, 209–219. [Google Scholar] [CrossRef]
- Nodooshan, H.R.J.; Liu, W.; Wu, G.; Alizadeh, R.; Mahmudi, R.; Ding, W. Microstructure characterization and high-temperature shear strength of the Mg-10Gd-3Y-1.2Zn-0.5Zr alloy in the as-cast and aged conditions. J. Alloys Compd. 2015, 619, 826–833. [Google Scholar]
- Golmakaniyoon, S.; Mahmudi, R. Effect of aging treatment on the microstructure, creep resistance and high-temperature mechanical properties of Mg-6Zn-3Cu alloy with La- and Ce-rich rare earth additions. Mater. Sci. Eng. A 2015, 620, 301–308. [Google Scholar] [CrossRef]
- Ning, Z.L.; Wang, H.; Liu, H.H.; Cao, F.Y.; Wang, S.T.; Sun, J.F. Effects of Nd on microstructures and properties at the elevated temperature of a Mg-0.3Zn-0.32Zr alloy. Mater. Des. 2010, 31, 4438–4444. [Google Scholar] [CrossRef]
- Hu, G.; Zhang, D.; Tang, T.; Shen, X.; Jiang, L.; Xu, J.; Pan, F. Effect of Nd addition on microstructure and mechanical properties of Mg-6Zn-1Mn-4Sn alloy. Mater. Sci. Eng. A 2015, 634, 5–13. [Google Scholar] [CrossRef]
- Du, B.N.; Xiao, Z.P.; Qiao, Y.X.; Zheng, L.; Yu, B.Y.; Xu, D.K.; Sheng, L.Y. Optimization of microstructure and mechanical property of a Mg-Zn-Y-Nd alloy by extrusion process. J. Alloys Compd. 2019, 775, 990–1001. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, Y.; Gao, J. Microstructure and mechanical properties of as-cast Mg-Sn-Zn-Y alloys. J. Alloys Compd. 2018, 740, 727–734. [Google Scholar] [CrossRef]
- Liu, J.F.; Yang, Z.Q.; Ye, H.Q. In situ transmission electron microscopy investigation of quasicrystal-crystal transformations in Mg-Zn-Y alloys. J. Alloys Compd. 2015, 650, 65–69. [Google Scholar] [CrossRef]
- Zhu, Y.M.; Morton, A.J.; Nie, J.F. Characterization of planar features in Mg-Y-Zn alloys. Acta Mater. 2010, 58, 464–475. [Google Scholar] [CrossRef]
- Singh, A.; Watanabe, M.; Kato, A.; Tsai, A.P. Crystallographic orientations and interfaces of icosahedral quasicrystalline phase growing on cubic W phase in Mg-Zn-Y alloys. Mater. Sci. Eng. A 2005, 397, 22–34. [Google Scholar] [CrossRef]
- Hu, G.; Zhang, D.; Zhao, D.; Shen, X.; Jiang, L.; Pan, F. Microstructures and mechanical properties of extruded and aged Mg-Zn-Mn-Sn-Y alloys. Trans. Nonferrous Met. Soc. China 2014, 24, 3070–3075. [Google Scholar] [CrossRef]
- The State Standard of the People’s Republic of China. GB/T4338-1995 Metallic Materials-Tensile Testing at Elevated Temperature; Standards Press of China: Beijing, China, 1995. [Google Scholar]
- Gorny, A.; Bamberger, M.; Katsman, A. High temperature phase stabilized microstructure in Mg-Zn-Sn alloys with Y and Sb additions. J. Mater. Sci. 2007, 42, 10014–10022. [Google Scholar] [CrossRef]
- Gorny, A.; Katsman, A. Precipitation- and stress-influence coarsening in Mg-based Mg-Zn-Sn-Y and Mg-Zn-Sn-Sb alloys. J. Mater. Res. 2008, 23, 1228–1236. [Google Scholar] [CrossRef]
- Zhao, H.D.; Qin, G.W.; Ren, Y.P.; Pei, W.L.; Guo, Y. Isothermal sections of the Mg-rich corner in the Mg-Sn-Y ternary system at 300 and 400 °C. J. Alloys Compd. 2009, 481, 140–143. [Google Scholar] [CrossRef]
- Liu, Q. Research progress on plastic deformation mechanism of Mg alloys. Acta Metall. Sin. 2010, 46, 1458–1472. [Google Scholar] [CrossRef]
- Zhang, D.; Shi, G.; Zhao, X.; Qi, F. Microstructure evolution and mechanical properties of Mg-x%Zn-1%Mn (x=4, 5, 6, 7, 8, 9) wrought magnesium alloys. Trans. Nonferrous Met. Soc. China 2011, 21, 15–25. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Actual Compositions (wt.%) | ||||
|---|---|---|---|---|---|
| Mg | Zn | Mn | Sn | Y | |
| Mg-6Zn-1Mn-4Sn-0.1Y (ZMT614-0.1Y) | 88.57 | 6.09 | 0.99 | 4.22 | 0.13 |
| Mg-6Zn-1Mn-4Sn-0.5Y (ZMT614-0.5Y) | 88.07 | 6.14 | 0.91 | 4.38 | 0.50 |
| Mg-6Zn-1Mn-4Sn-1.0Y (ZMT614-1.0Y) | 88.07 | 6.10 | 0.98 | 3.91 | 0.94 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, G.; Zhong, M.; Guo, C. Microstructures and High Temperature Tensile Properties of As-Aged Mg-6Zn-1Mn-4Sn-(01, 0.5 and 1.0) Y Alloys. Metals 2019, 9, 1. https://doi.org/10.3390/met9010001
Hu G, Zhong M, Guo C. Microstructures and High Temperature Tensile Properties of As-Aged Mg-6Zn-1Mn-4Sn-(01, 0.5 and 1.0) Y Alloys. Metals. 2019; 9(1):1. https://doi.org/10.3390/met9010001
Chicago/Turabian StyleHu, Guangshan, Meipeng Zhong, and Changfa Guo. 2019. "Microstructures and High Temperature Tensile Properties of As-Aged Mg-6Zn-1Mn-4Sn-(01, 0.5 and 1.0) Y Alloys" Metals 9, no. 1: 1. https://doi.org/10.3390/met9010001
APA StyleHu, G., Zhong, M., & Guo, C. (2019). Microstructures and High Temperature Tensile Properties of As-Aged Mg-6Zn-1Mn-4Sn-(01, 0.5 and 1.0) Y Alloys. Metals, 9(1), 1. https://doi.org/10.3390/met9010001