Tensile Behavior of Sintered Stainless Steel Fiber Felts: Effect of Sintering Joints and Fiber Ligaments


Abstract
1. Introduction
2. Experimental Methods
3. Results and Discussion
3.1. Tensile Behavior of Sintered 316L SSFF and 316L Stainless Steel Fibers
3.2. Effect of Sintering Conditions upon Sintering Joints
3.3. Fracture Energy
3.4. Fatigue Tensile Behavior of 316L SSFFs
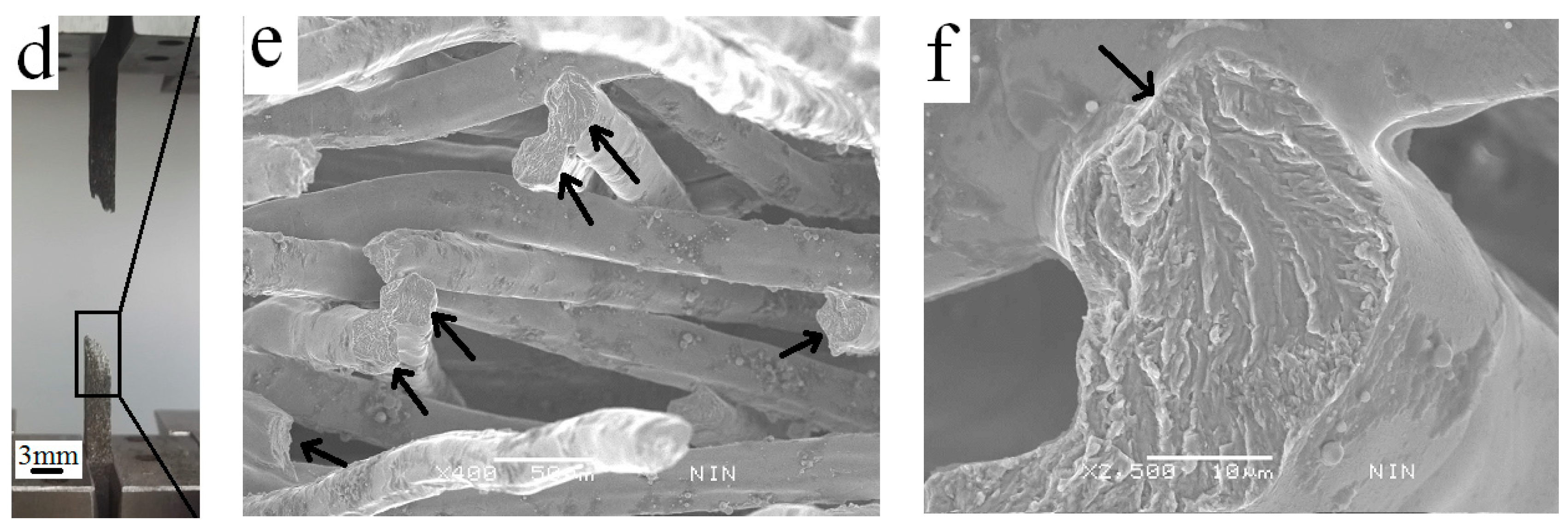
3.5. Fracture Morphology
4. Conclusions
- (1).
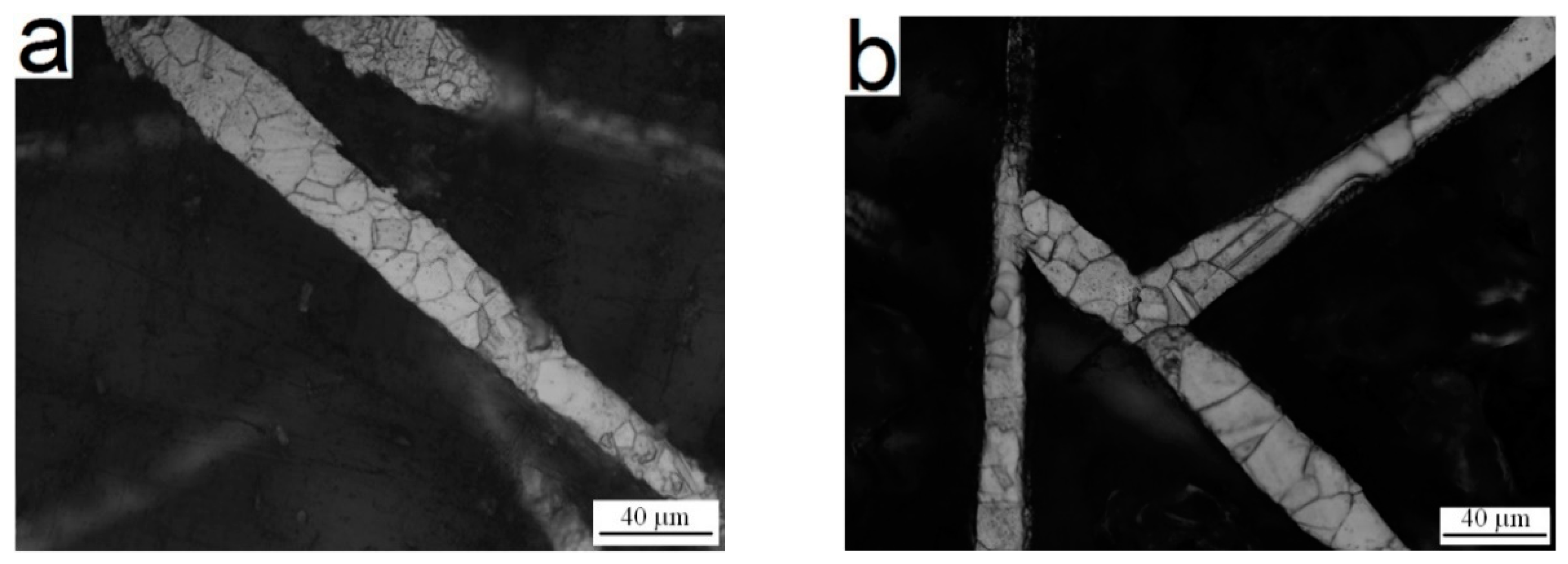
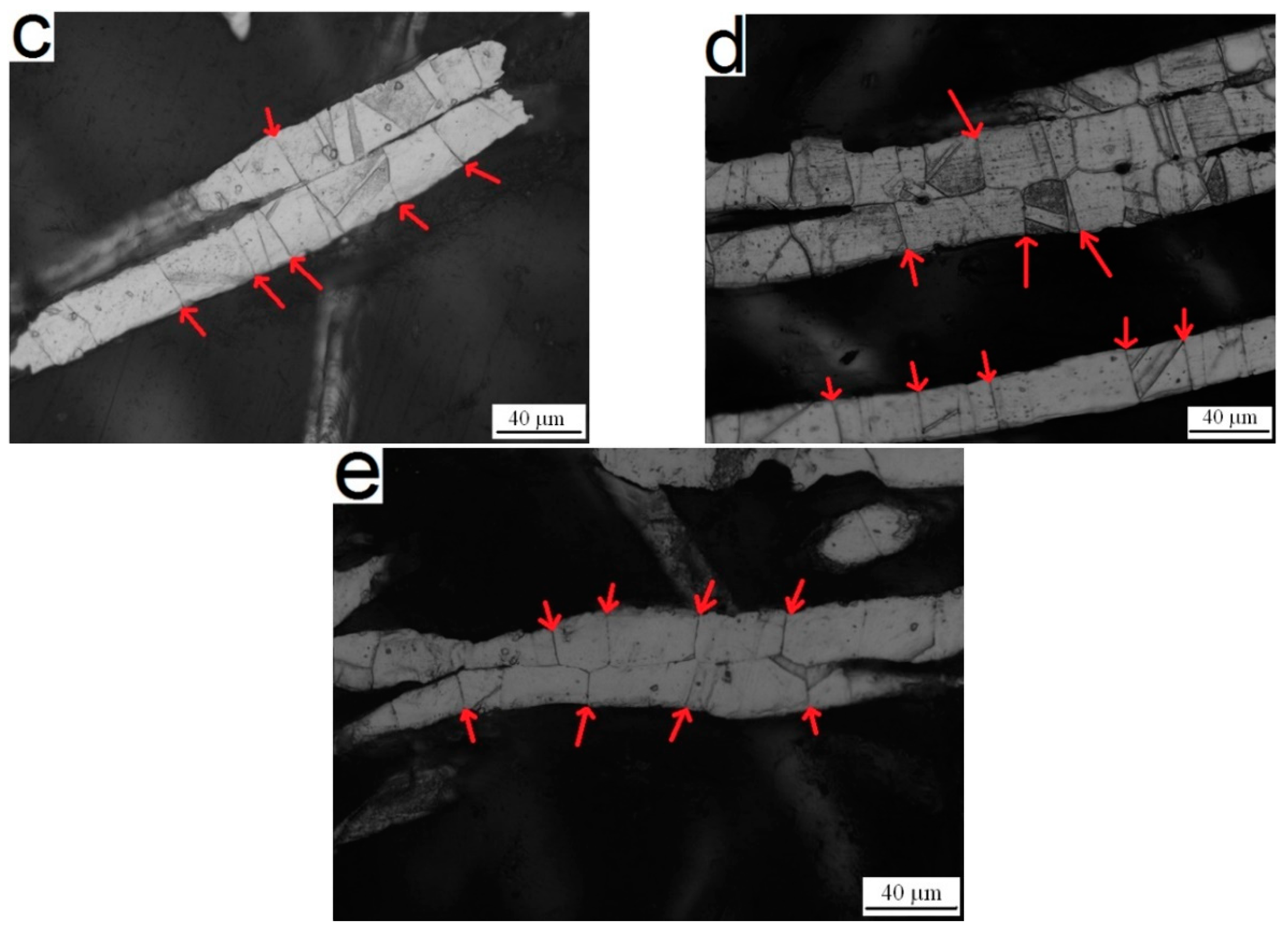
- With the initial rise of sintering temperature and holding time from I (1000 °C × 10 min) to III (1200 °C × 20 min), the strength of single fibers continually drops due to the coarsening of the fiber grains. Upon further increase in holding time from IV (1200 °C × 60 min) to VII (1200 °C × 360 min), there is no evident decrease of strength of the single fibers observed, due to the very weak further growth of the fiber grains.
- (2).
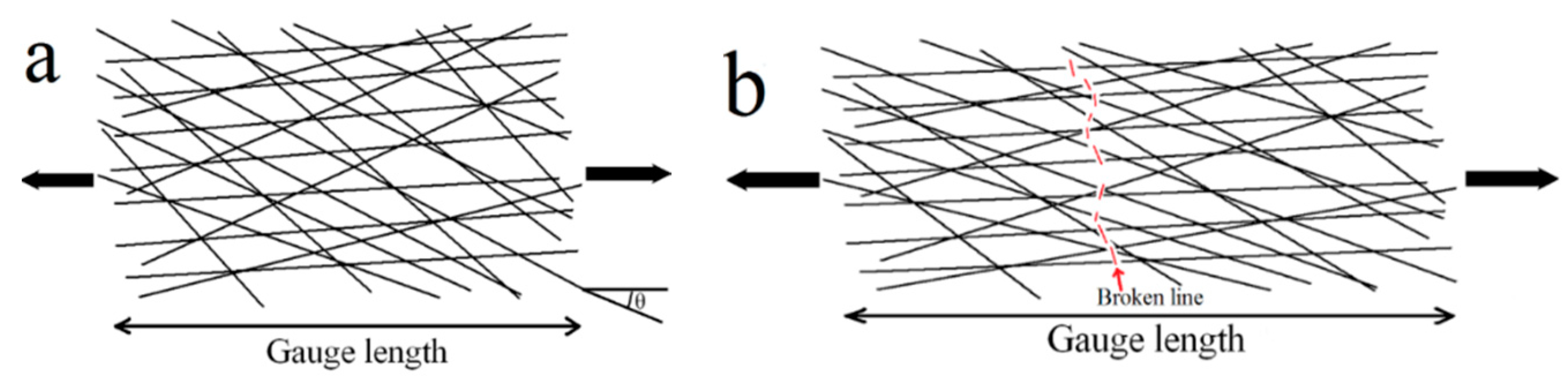
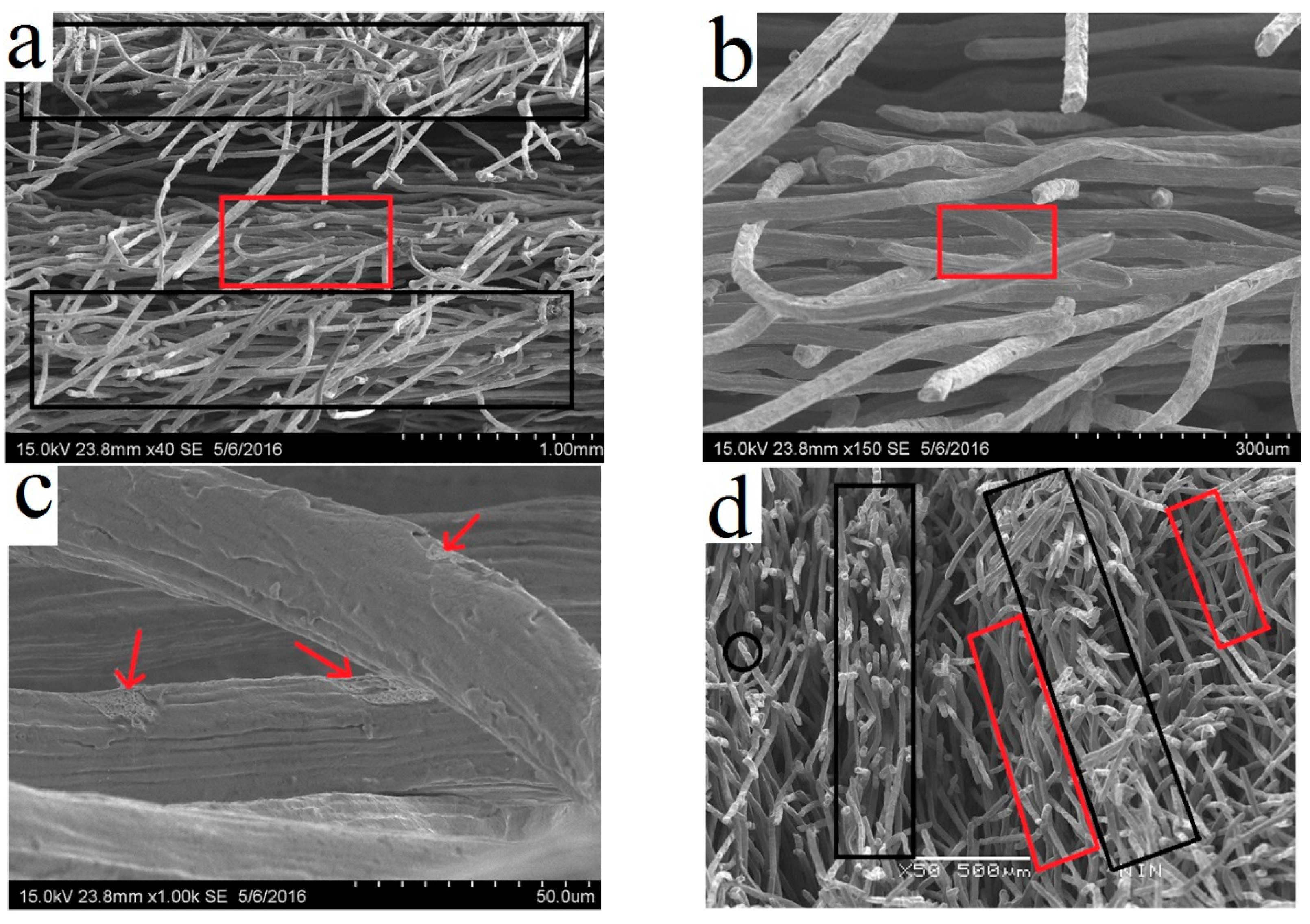
- The neck size of the sintering joints varies throughout the samples, but in general its average value increases with the rise of sintering temperature and holding time. The rise of size of the sintering joints results in more fibers being involved in tensile loading, which considerably improves tensile elongation, and prevents the ultimate tensile strength of 316L SSFFs from a severe drop, which could be the result of a severe drop of fiber-ligaments strength in 316L SSFFs caused by the rise of sintering temperature and holding time.
- (3).
- The measured fracture energies of sintered 316L SSFFs generally increase with the growth of the sintering joint size, even though the fracture energies of single fibers drop. To fully utilize the fracture energy of fibers, the strength of the sintering joints must be sufficiently strong.
- (4).
- For the 316L SSFFs, the normalized tensile fatigue limit can be increased considerably by raising the holding time during the sintering process. With the same porosity, the normalized fatigue limit of samples with stronger sintering joints is far higher than that of samples with weaker sintering joints.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lefebvre, L.P.; Banhart, J.; Dunand, D.C. Porous metals and metallic foams: Current status and recent developments. Adv. Eng. Mater. 2008, 10, 775–787. [Google Scholar] [CrossRef]
- Markaki, A.E.; Clyne, T.W. Mechanics of thin ultra-light stainless steel sandwich sheet material: Part I. Stiffness. Acta Mater. 2003, 51, 1341–1350. [Google Scholar] [CrossRef]
- Markaki, A.E.; Clyne, T.W. Mechanics of thin ultra-light stainless steel sandwich sheet material: Part II. Resistance to delamination. Acta Mater. 2003, 51, 1351–1357. [Google Scholar] [CrossRef]
- Tang, Y.; Zhou, W.; Pan, M.; Chen, H.; Liu, H.; Yu, H. Porous copper fiber sintered felts: An innovative catalyst support of methanol steam reformer for hydrogen production. Int. J. Hydrogen Energy 2008, 33, 2950–2956. [Google Scholar] [CrossRef]
- Markaki, A.E.; Clyne, T.W. Magneto-mechanical stimulation of bone growth in a bonded array of ferromagnetic fibres. Biomaterials 2004, 25, 4805–4815. [Google Scholar] [CrossRef] [PubMed]
- VerSys Epoch Full Coat Hip Prosthesis. Available online: http://www.zimmer.com/en-US/hcp/hip/product/versys-epoch-fullcoat.jspx (accessed on 10 August 2018).
- Liu, Y.; Wang, H.; Li, J.; Lu, Y.; Xue, Q.; Chen, J. Microfibrous entrapped Ni/Al2O3 using SS-316 fibers for H2 production from NH3. AIChE J. 2007, 53, 1845–1849. [Google Scholar] [CrossRef]
- Zhi, H.; Tang, H.P.; Zhu, J.L.; Wang, J.Z.; Ao, Q.B.; Ma, J. Preparation Method of Composite Porous Surface with Metal Fiber for Heat Transfer. Chinese Patent CN: ZL201110396522.4, 2 May 2012. [Google Scholar]
- Bo, Z.; Tianning, C. Calculation of sound absorption characteristics of porous sintered fiber metal. Appl. Acoust. 2009, 70, 337–346. [Google Scholar] [CrossRef]
- Zhao, T.F.; Chen, C.Q. The shear properties and deformation mechanisms of porous metal fiber sintered sheets. Mech. Mater. 2014, 70, 33–40. [Google Scholar] [CrossRef]
- Tsarouchas, D.; Markaki, A.E. Extraction of fibre network architecture by X-ray tomography and prediction of elastic properties using an affine analytical model. Acta Mater. 2011, 59, 6989–7002. [Google Scholar] [CrossRef]
- Zhao, T.F.; Chen, C.Q.; Deng, Z.C. Elastoplastic properties of transversely isotropic sintered metal fiber sheets. Adv. Mater. Sci. Eng. A 2016, 662, 308–319. [Google Scholar] [CrossRef]
- Neelakantan, S.; Bosbach, W.; Woodhouse, J.; Markaki, A.E. Characterization and deformation response of orthotropic fibre networks with auxetic out-of-plane behaviour. Acta Mater. 2014, 66, 326–339. [Google Scholar] [CrossRef]
- Zhou, W.; Tang, Y.; Pan, M.; Wei, X.; Xiang, J. Experimental investigation on uniaxial tensile properties of high-porosity metal fiber sintered sheet. Mater. Sci. Eng. A 2009, 525, 133–137. [Google Scholar] [CrossRef]
- Liu, H.L.; Wang, J.Z.; Tang, H.P. Study on tensile property of sintered metal fiber felts. Rare Met. Mater. Eng. 2014, 14, 2023–2029. [Google Scholar]
- Ma, J.; Li, A.; Tang, H. Study on sintering mechanism of stainless steel fiber felts by X-ray computed tomography. Metals 2016, 6, 18. [Google Scholar] [CrossRef]
- Shyr, T.-W.; Shie, J.-W.; Huang, S.-J.; Yang, S.-T.; Hwang, W.-S. Phase transformation of 316L stainless steel from wire to fiber. Mater. Chem. Phys. 2010, 122, 273–277. [Google Scholar] [CrossRef]
- Kolluri, M.; Mukherjee, M.; Garcia-Moreno, F.; Banhart, J.; Ramamurty, U. Fatigue of a laterally constrained closed cell aluminum foam. Acta Mater. 2008, 56, 1114–1125. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Sintering Temperature (°C) | Holding Time (min) | Porosity (%) |
|---|---|---|---|
| I | 1000 | 10 | 82.7 ± 0.24 |
| II | 1200 | 5 | 82.8 ± 0.14 |
| III | 1200 | 20 | 82.5 ± 0.18 |
| IV | 1200 | 60 | 82.7 ± 0.20 |
| V | 1200 | 120 | 82.6 ± 0.24 |
| VI | 1200 | 240 | 82.3 ± 0.09 |
| VII | 1200 | 360 | 82.2 ± 0.04 |
| Conditions | Young’s Modulus (GPa) | Yield Strength σ0.2 (MPa) | Ultimate Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| I, 1000 °C × 10 min | 3.68 ± 0.14 | 9.50 ± 0.06 | 22.44 ± 0.42 | 9.0 ± 0.9 |
| II, 1200 °C × 5 min | 3.38 ± 0.09 | 9.82 ± 0.76 | 22.06 ± 0.42 | 14.9 ± 0.5 |
| III, 1200 °C × 20 min | 3.67 ± 0.06 | 9.53 ± 0.07 | 20.34 ± 0.32 | 15.5 ± 0.8 |
| IV, 1200 °C × 60 min | 3.62 ± 0.09 | 9.44 ± 0.12 | 18.68 ± 0.45 | 17.4 ± 0.4 |
| V, 1200 °C × 120 min | 3.68 ± 0.13 | 9.52 ± 0.13 | 18.71 ± 0.39 | 17.6 ± 0.7 |
| VI, 1200 °C × 240 min | 4.20 ± 0.05 | 10.2 ± 0.11 | 19.85 ± 0.31 | 17.0 ± 0.8 |
| VII, 1200 °C × 360 min | 4.05 ± 0.09 | 9.85 ± 0.11 | 20.30 ± 0.37 | 17.2 ± 0.5 |
| Sample | Ultimate Strength (MPa) | Elongation (%) | Average Grain Transverse Size (µm) |
|---|---|---|---|
| As drawn | 1330 ± 252 | 1.18 ± 0.25 | - |
| I, 1000 °C × 10 min | 470.0 ± 77 | 11.4 ± 3.8 | 10.9 |
| II, 1200 °C × 5 min | 360.0 ± 52 | 12.4 ± 3.46 | 16.8 |
| III, 1200 °C × 20 min | 280.0 ± 51 | 12.3 ± 3.9 | 20.2 |
| IV, 1200 °C × 60 min | 320.0 ± 43 | 13.2 ± 3.2 | 22.2 |
| V, 1200 °C × 120 min | 290.0 ± 50 | 11.3 ± 3.7 | 22.8 |
| VI, 1200 °C × 240 min | 310.0 ± 51 | 9.4 ± 3.1 | 22.3 |
| VII, 1200 °C × 360 min | 290.0 ± 47 | 10.9 ± 3.6 | 22.4 |
| Sintering Conditions | Neck Size (µm) |
|---|---|
| I, 1000 °C × 10 min | 8.1 ± 7.0 |
| II, 1200 °C × 5 min | 13.3 ± 6.4 |
| III, 1200 °C × 20 min | 19.9 ± 7.0 |
| IV, 1200 °C × 60 min | 20.4 ± 7.6 |
| V, 1200 °C × 120 min | 23.5 ± 8.1 |
| VI, 1200 °C × 240 min | 25.2 ± 7.6 |
| VII, 1200 °C × 360 min | 24.6 ± 5.6 |
| Sample | Measured Gfr (J/cm3) | Us (J/cm) | Calculated Gfr (J/cm3) |
|---|---|---|---|
| I | 2.48 ± 0.14 | 0.00026 ± 0.00006 | 5.08 ± 1.17 |
| II | 3.29 ± 0.11 | 0.00018 ± 0.00002 | 3.52 ± 0.391 |
| VII | 3.10 ± 0.07 | 0.00015 ± 0.00003 | 2.93 ± 0.586 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, J.; Zhang, Q.; Song, W.; Wang, J.; Tang, H.; Jin, F. Tensile Behavior of Sintered Stainless Steel Fiber Felts: Effect of Sintering Joints and Fiber Ligaments. Metals 2018, 8, 768. https://doi.org/10.3390/met8100768
Ma J, Zhang Q, Song W, Wang J, Tang H, Jin F. Tensile Behavior of Sintered Stainless Steel Fiber Felts: Effect of Sintering Joints and Fiber Ligaments. Metals. 2018; 8(10):768. https://doi.org/10.3390/met8100768
Chicago/Turabian StyleMa, Jun, Qiancheng Zhang, Weidong Song, Jianzhong Wang, Huiping Tang, and Feng Jin. 2018. "Tensile Behavior of Sintered Stainless Steel Fiber Felts: Effect of Sintering Joints and Fiber Ligaments" Metals 8, no. 10: 768. https://doi.org/10.3390/met8100768
APA StyleMa, J., Zhang, Q., Song, W., Wang, J., Tang, H., & Jin, F. (2018). Tensile Behavior of Sintered Stainless Steel Fiber Felts: Effect of Sintering Joints and Fiber Ligaments. Metals, 8(10), 768. https://doi.org/10.3390/met8100768