Cumulative Effect of Strength Enhancer—Lanthanum and Ductility Enhancer—Cerium on Mechanical Response of Magnesium



Abstract
:1. Introduction
2. Materials and Methods
3. Results
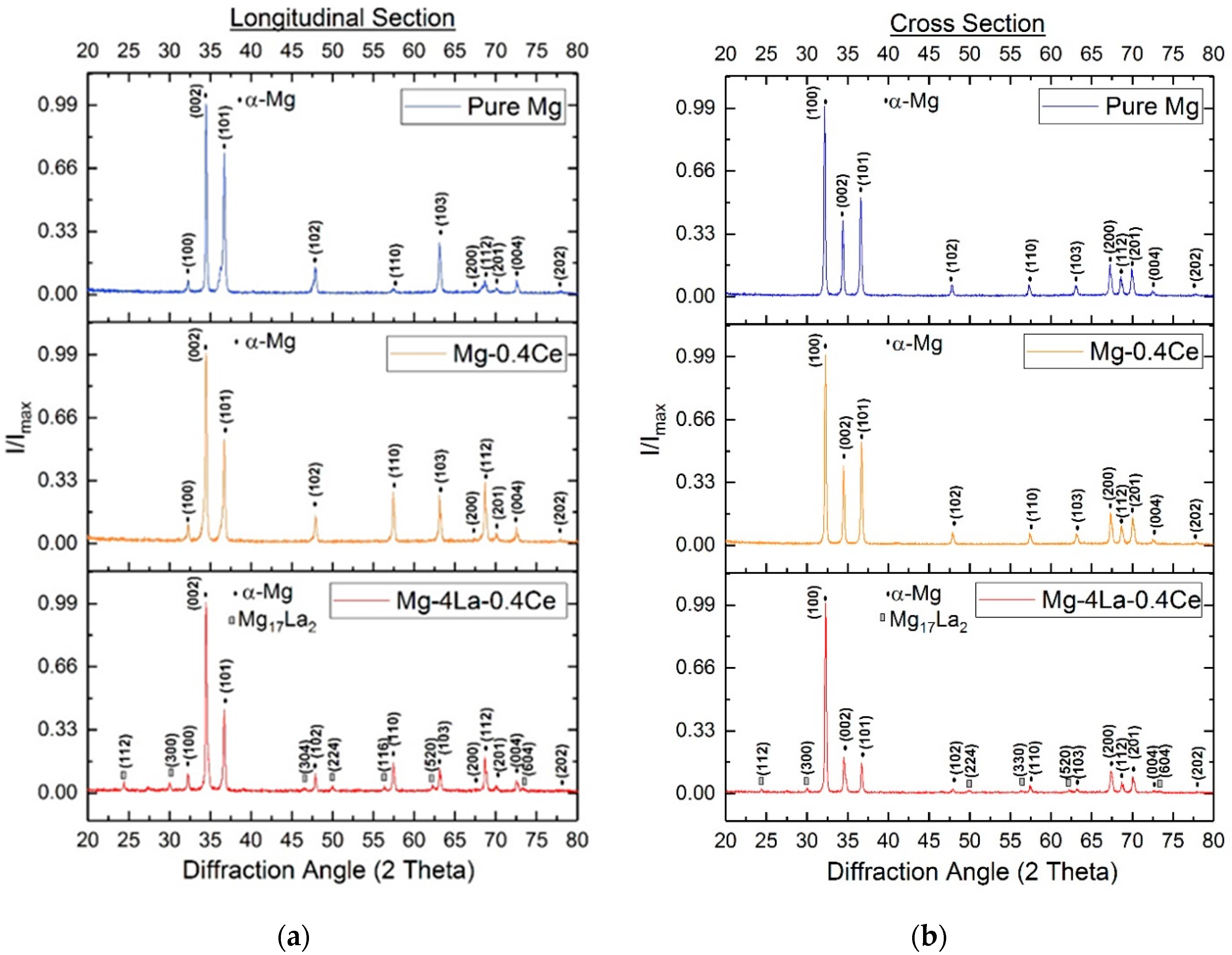
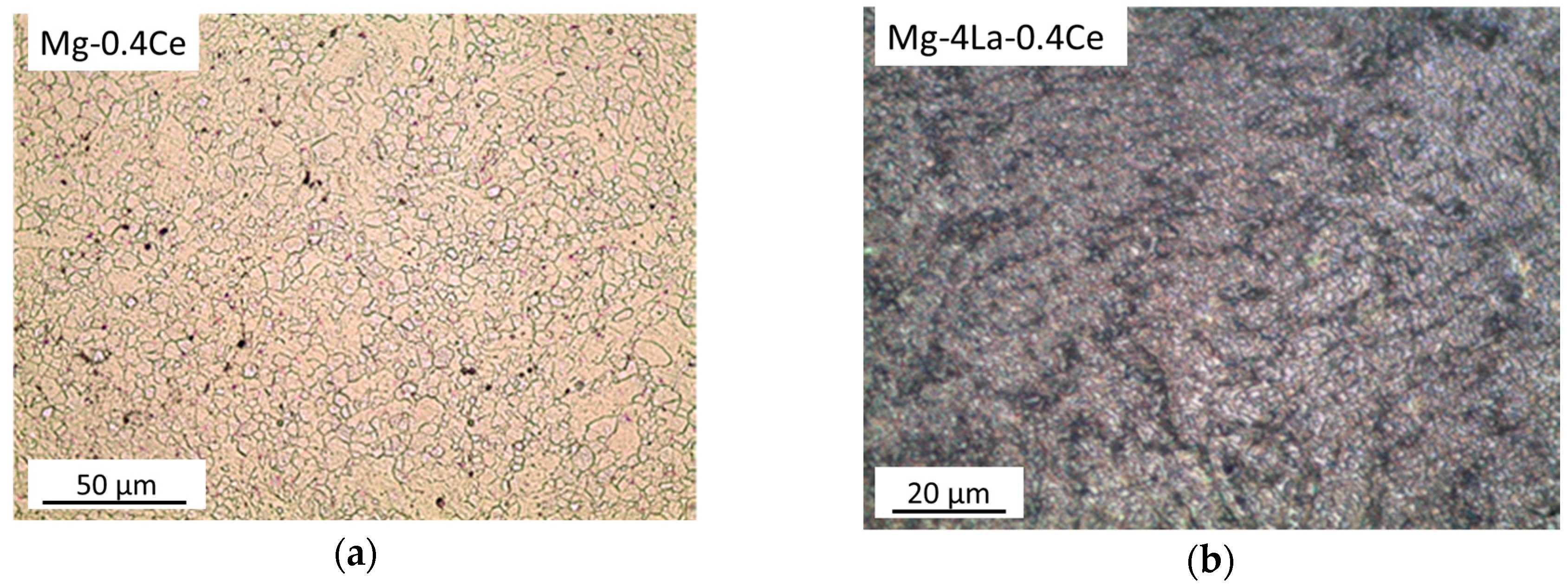
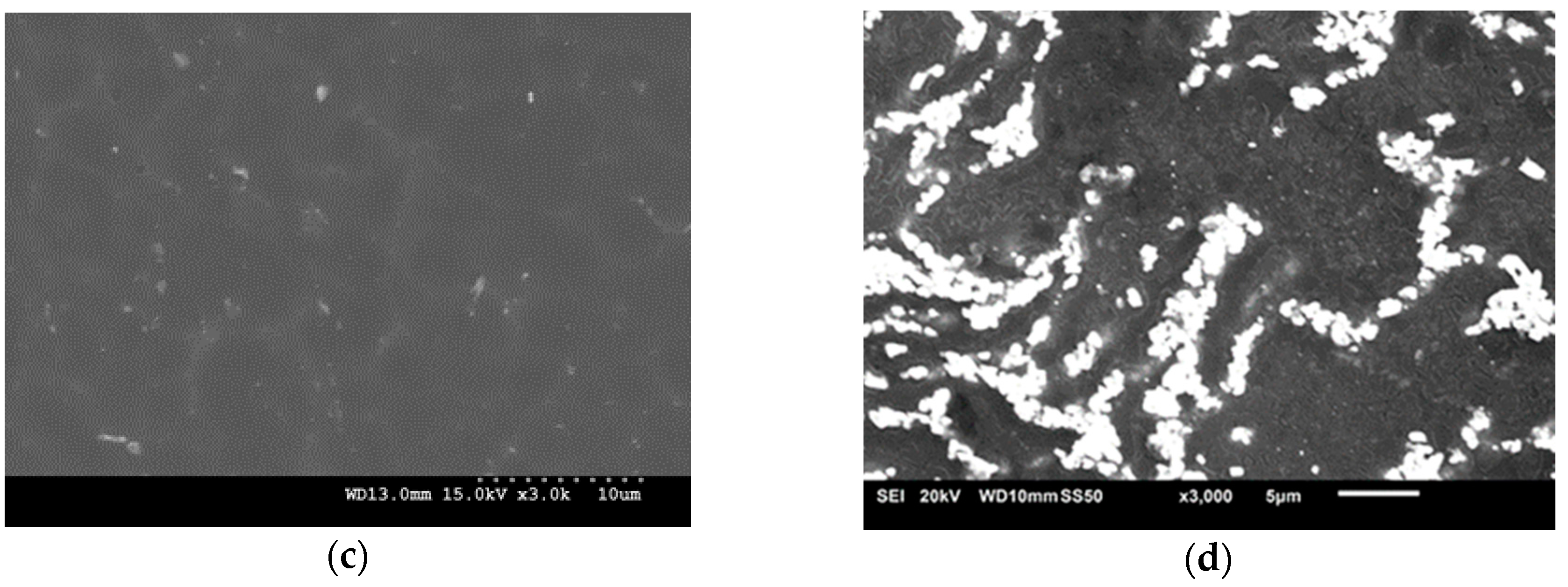
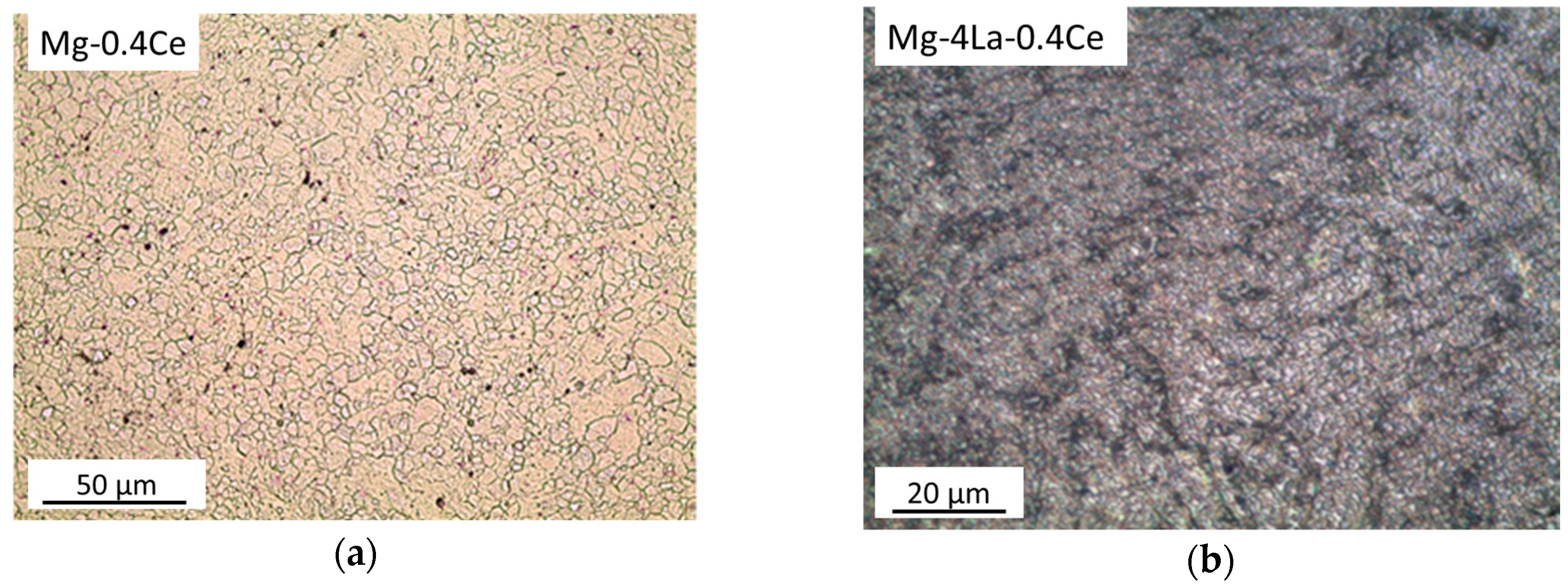
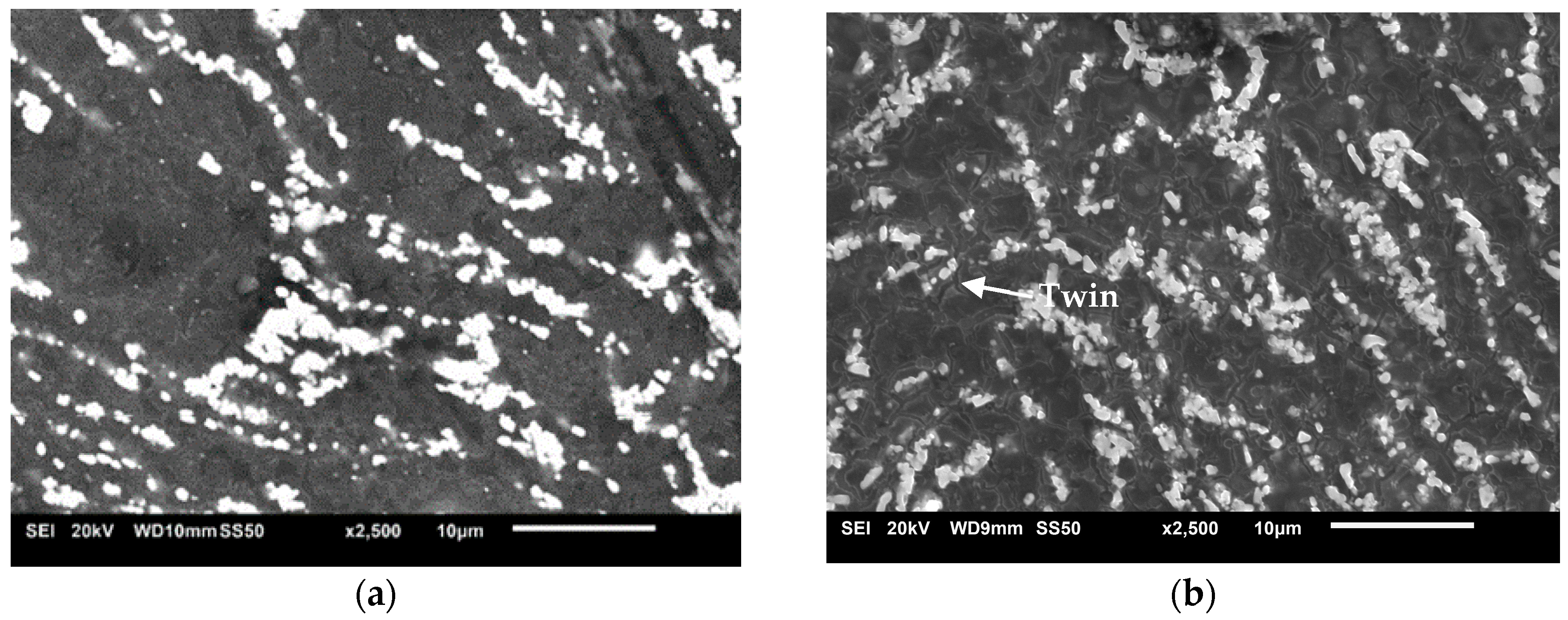
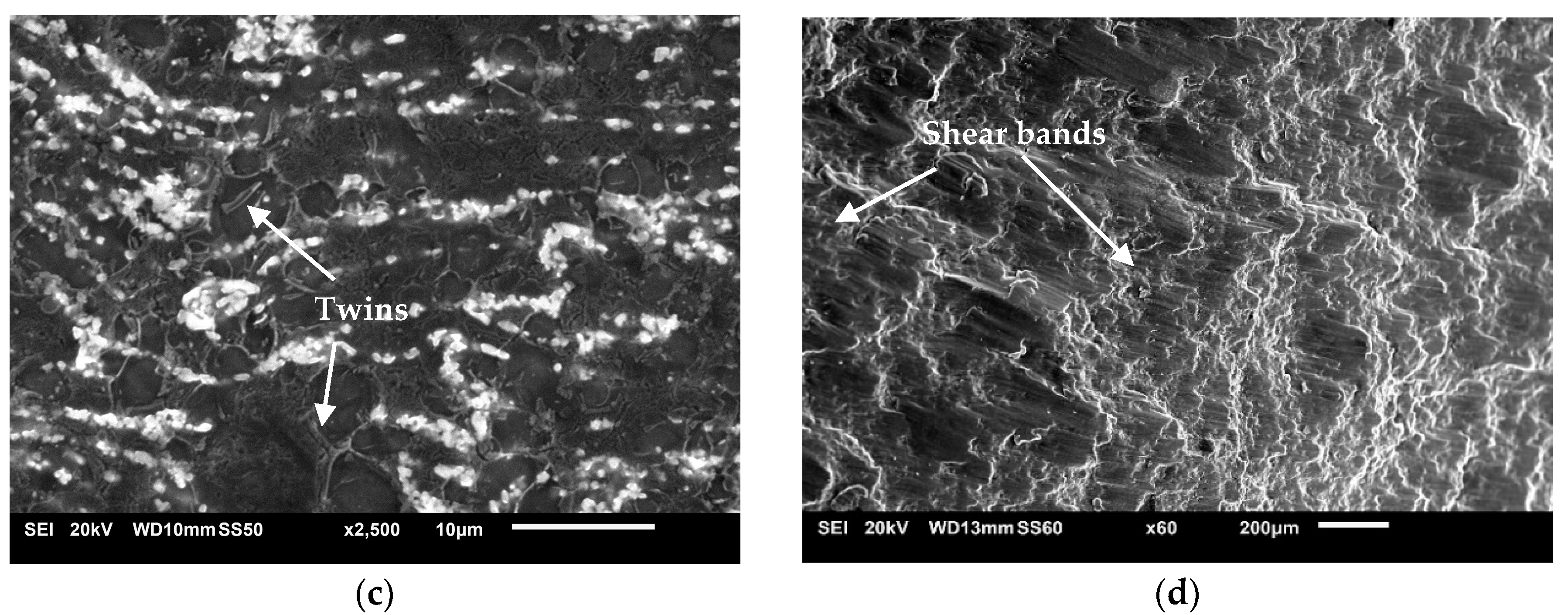
3.1. Microstructural Characterization
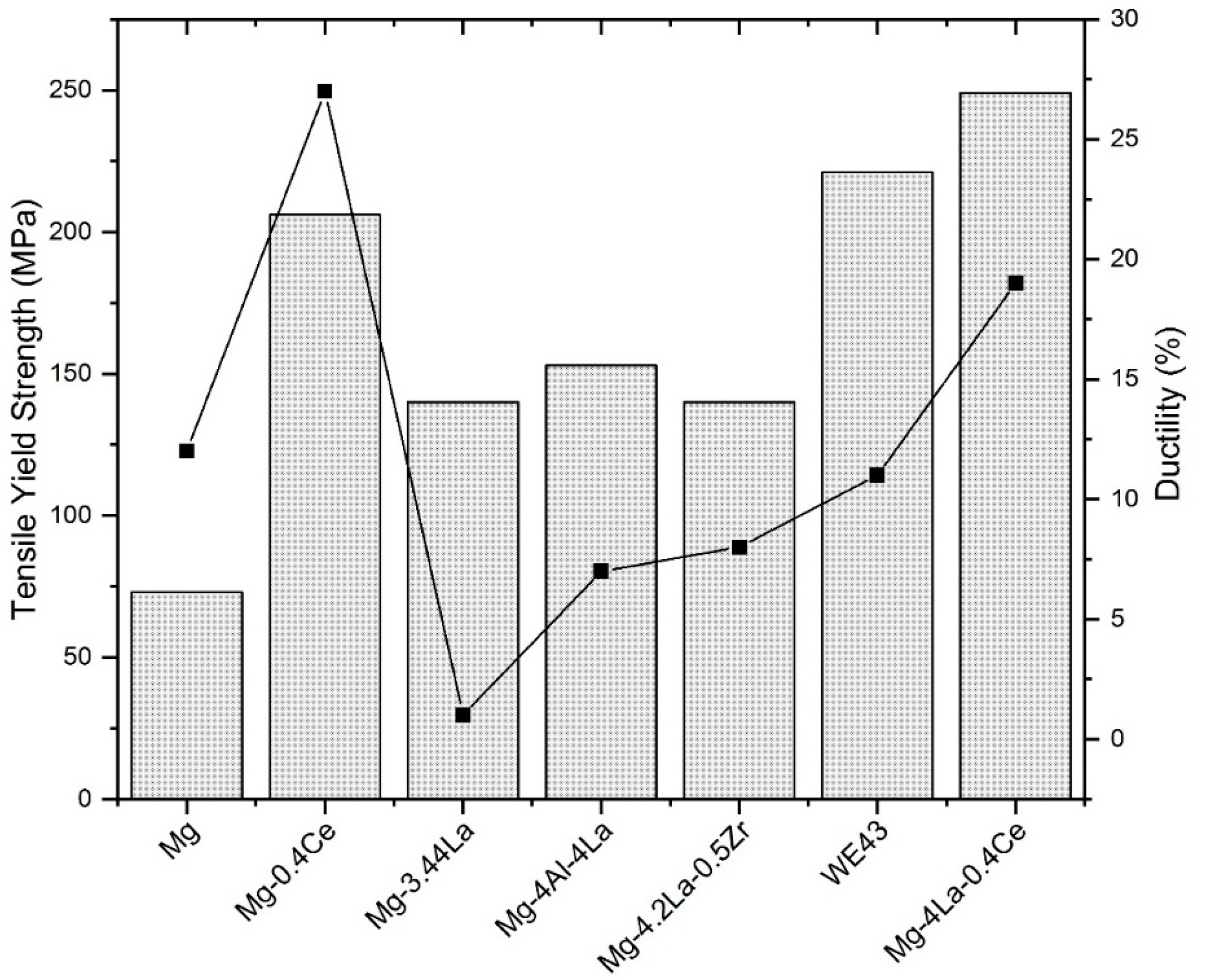
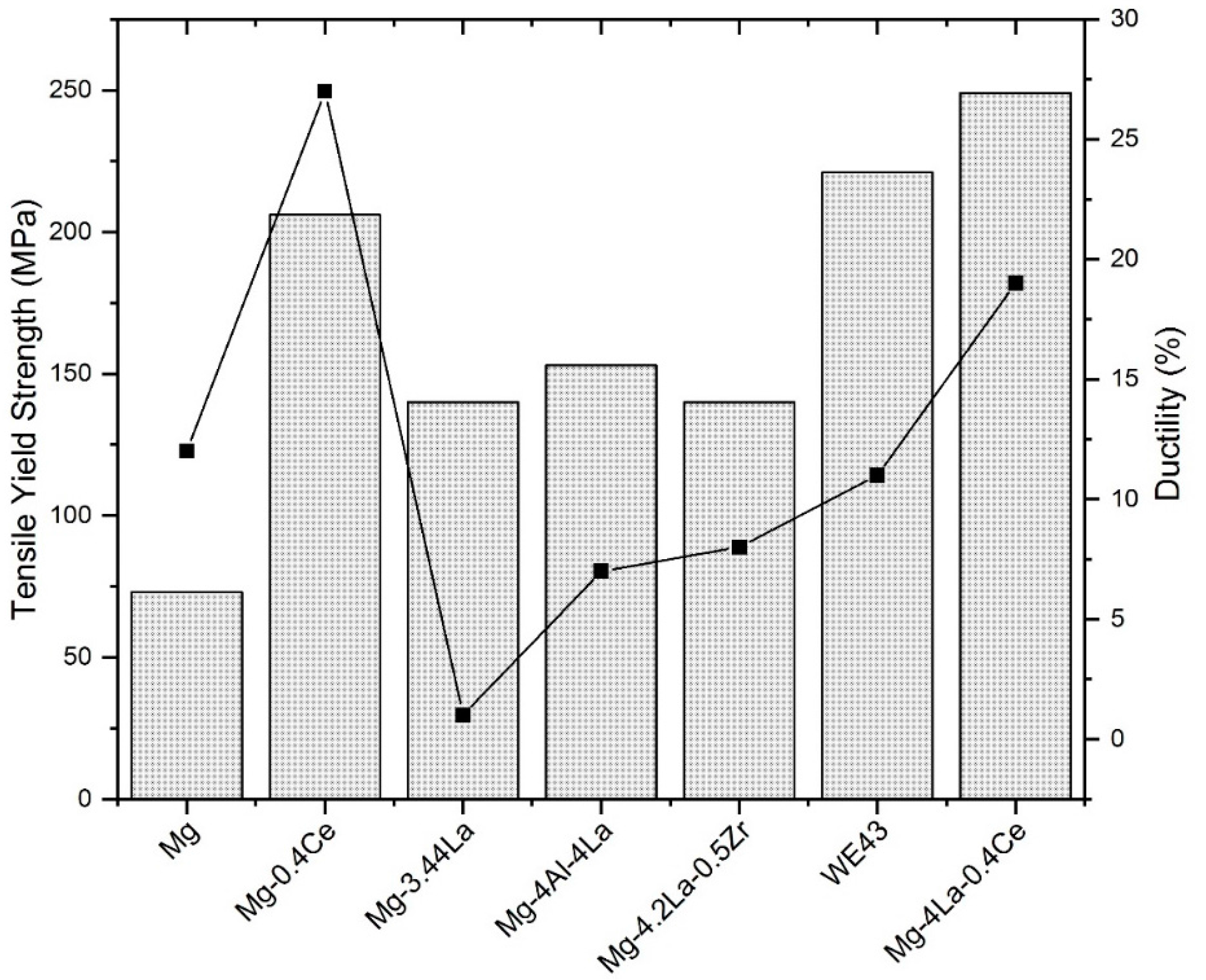
3.2. Mechanical Characterization
4. Discussion
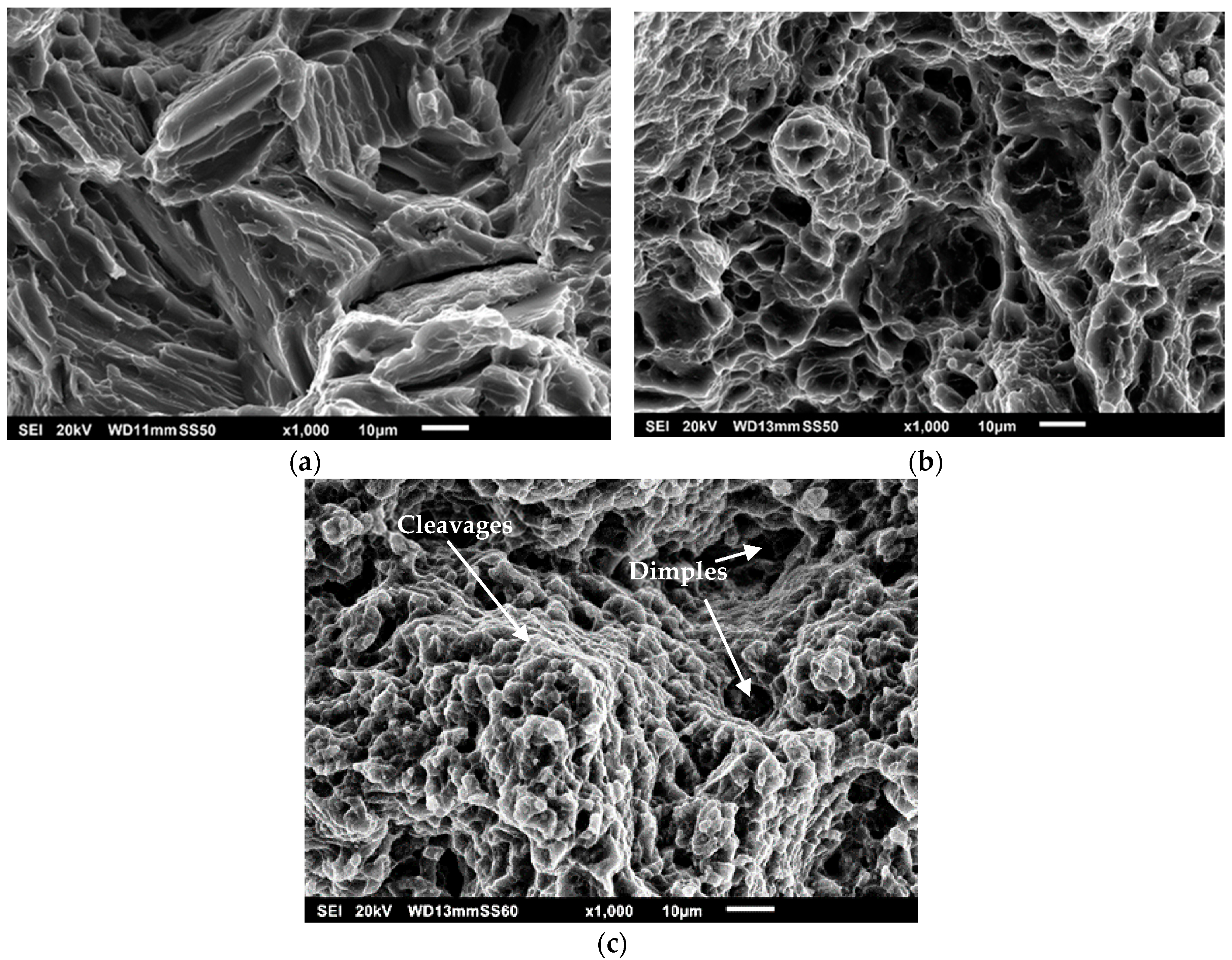
4.1. Tensile Deformation Behavior
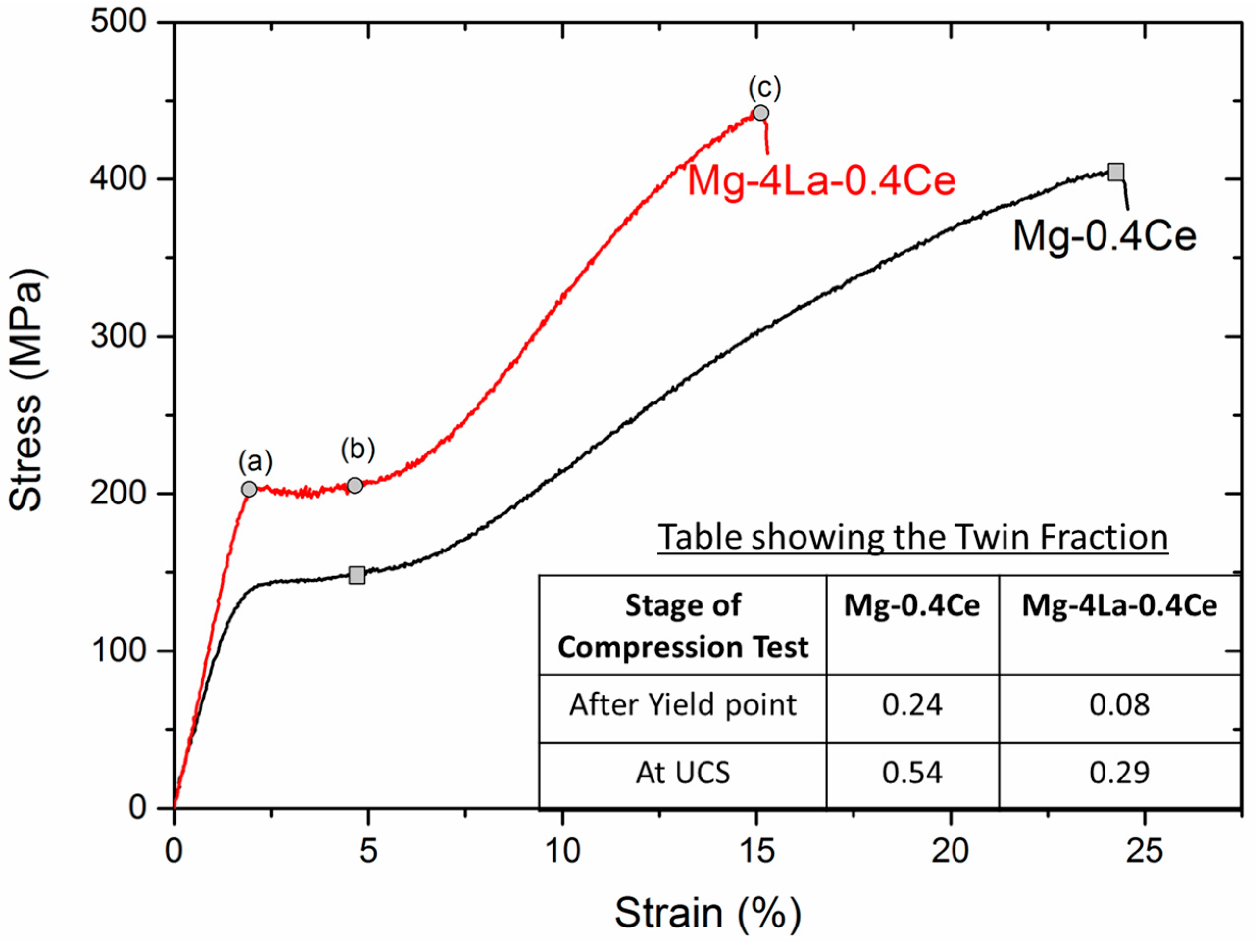
4.2. Compressive Deformation Behavior
4.3. Tension-Compression Yield Asymmetry
5. Conclusions
- Mg-4La-0.4Ce exhibited 241% and 21% increase in tensile yield strength and 102% and 18% increase in ultimate tensile strength, when compared to pure Mg and Mg-0.4Ce, respectively. Tensile ductility of Mg-4La-0.4Ce remained at ~19%.
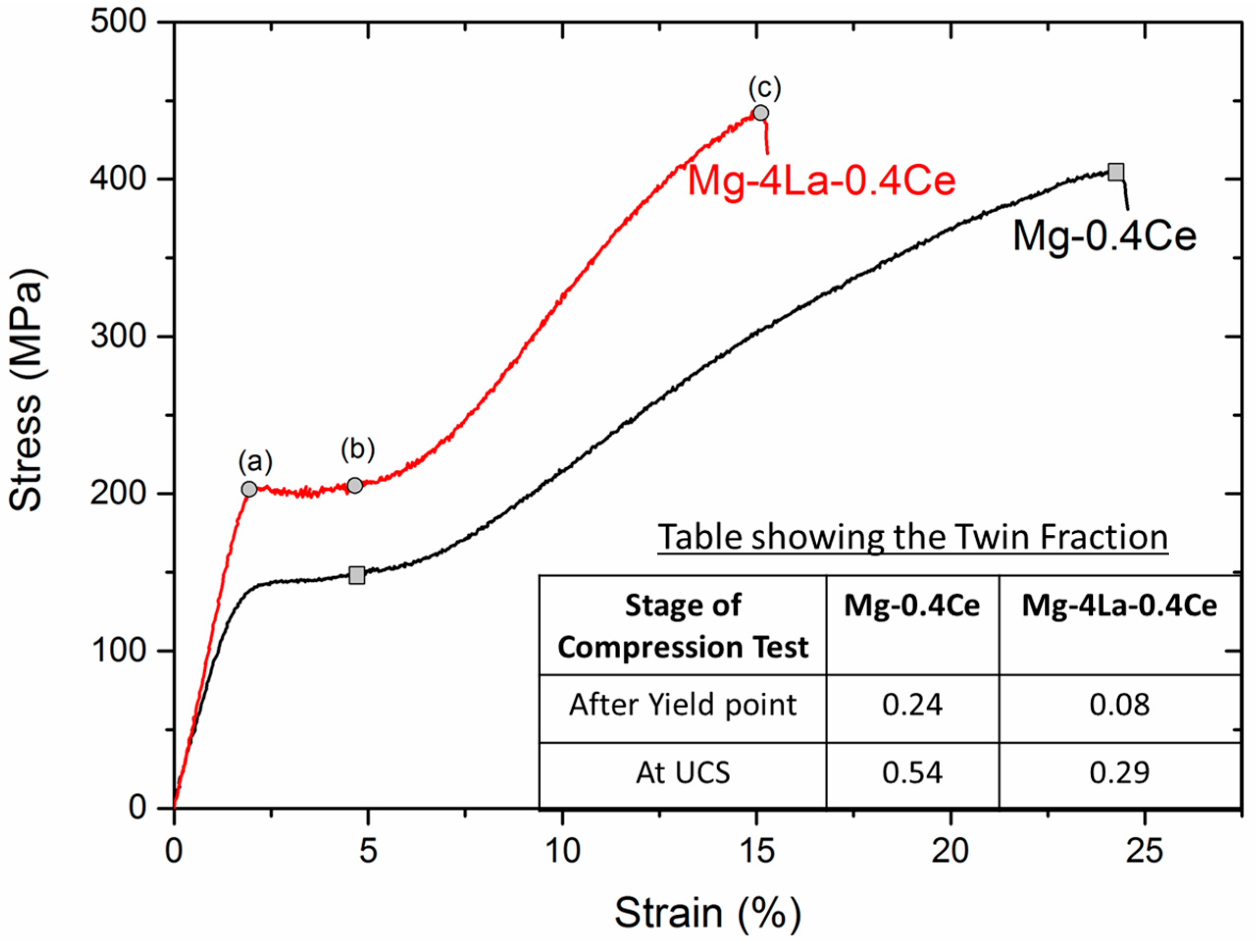
- Mg-4La-0.4Ce alloy exhibited 195% and 35% increase in compressive yield strength and 42% and 7% increase in ultimate compressive strength compared to Mg and Mg-0.4Ce, respectively. Compressive ductility was retained at ~16%.
- A reduced tension–compression yield asymmetry was found in Mg-4La-0.4Ce alloy when compared to Mg-0.4Ce alloy.
- Presence of La helped in refinement of the grain size (1.3 μm) when compared to Mg (25 μm) and Mg-0.4Ce alloy (4 μm).
- The improvement in micro-hardness by ~62% and ~21% over that of Mg and Mg-0.4Ce alloy is attributed to reduction in grain size and significant presence of secondary phases in Mg-4La-0.4Ce.
- Suppression of twining, to an extent, due to presence of refined grains, large fraction of secondary phases and basal dominant texture are the main reason for improved compressive strength of Mg-4La-0.4Ce alloy.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Chino, Y.; Kado, M.; Mabuchi, M. Compressive Deformation Behavior at Room Temperature–773 K in Mg-0.2 mass % (0.035 at %) Ce alloy. Acta Mater. 2008, 56, 387–394. [Google Scholar] [CrossRef]
- Solanki, K.; Moitra, A.; Bhatia, M. Effect of Substituted Aluminum in Magnesium Tension Twin. In Magnesium Technology 2011; Sillekens, W., Agnew, S., Neelameggham, N., Mathaudhu, S., Eds.; Springer International Publishing: Hoboken, NJ, USA, 2011; pp. 325–329. [Google Scholar]
- Stanford, N.; Barnett, M. The origin of “rare earth” texture development in extruded Mg-based alloys and its effect on tensile ductility. Mater. Sci. Eng. A 2008, 496, 399–408. [Google Scholar] [CrossRef]
- Mishra, R.K.; Gupta, A.K.; Rao, P.R.; Sachdev, A.K.; Kumar, A.M.; Luo, A.A. Influence of cerium on the texture and ductility of magnesium extrusions. Scr. Mater. 2008, 59, 562–565. [Google Scholar] [CrossRef]
- Chino, Y.; Kado, M.; Mabuchi, M. Enhancement of tensile ductility and stretch formability of magnesium by addition of 0.2 wt % (0.035 at.%) Ce. Mater. Sci. Eng. A 2008, 494, 343–349. [Google Scholar] [CrossRef]
- Tekumalla, S.; Seetharaman, S.; Bau, N.Q.; Wong, W.L.E.; Goh, C.S.; Shabadi, R.; Gupta, M. Influence of Cerium on the Deformation and Corrosion of Magnesium. J. Eng. Mater. Technol. 2016, 138, 031011. [Google Scholar] [CrossRef]
- Chia, T.L.; Easton, M.A.; Zhu, S.M.; Gibson, M.A.; Birbilis, N.; Nie, J.F. The effect of alloy composition on the microstructure and tensile properties of binary Mg-rare earth alloys. Intermetallics 2009, 17, 481–490. [Google Scholar] [CrossRef]
- Wang, Y.F.; Zhang, W.B.; Wang, Z.Z.; Deng, Y.H.; Yu, N.; Tang, B.Y.; Zeng, X.Q.; Ding, W.J. First-principles study of structural stabilities and electronic characteristics of Mg-La intermetallic compounds. Comput. Mater. Sci. 2007, 41, 78–85. [Google Scholar] [CrossRef]
- Tamura, Y.; Murakami, M.; Soda, H.; McLean, A. Role of Lanthanum in Grain Refinement and Tensile Properties of Cast Mg-La-Zr Alloys. Mater. Trans. 2013, 54, 745–754. [Google Scholar] [CrossRef]
- Tekumalla, S.; Tekumalla, S.; Seetharaman, S.; Almajid, A.; Gupta, M. Mechanical properties of magnesium-rare earth alloy systems: A review. Metals 2014, 5, 1–39. [Google Scholar] [CrossRef]
- Zhang, X.; Yuan, G.; Mao, L.; Niu, J.; Ding, W. Biocorrosion properties of as-extruded Mg-Nd-Zn-Zr alloy compared with commercial AZ31 and WE43 alloys. Mater. Lett. 2012, 66, 209–211. [Google Scholar] [CrossRef]
- Yang, Q.; Meng, J.; Tian, Z.; Qiu, X.; Meng, F. Microstructures and tensile properties of Mg-4Al-4La-0.4Mn-xB (x = 0, 0.01, 0.02, 0.03) alloy. J. Alloys Compd. 2013, 572, 129–136. [Google Scholar] [CrossRef]
- Tachibanaki, J.; Tamura, Y.; Soda, H.; McLEAN, A. Ductility and Deformation Structure of Mg-La-Zr Alloys. J. Jpn. Soc. Technol. Plast. 2015, 56, 60–65. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Martin, J.W. Precipitation Hardening: Theory and Applications; Butterworth-Heinemann: Oxford, UK, 2012. [Google Scholar]
- Yoo, M. Slip, twinning, and fracture in hexagonal close-packed metals. Metall. Trans. A 1981, 12, 409–418. [Google Scholar] [CrossRef]
- Hertzberg, R.W.; Vinci, R.P.; Hertzberg, J.L. Deformation and Fracture Mechanics of Engineering Materials, 5th ed.; John Wiley and Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Zhang, D.; Jiang, L.; Zheng, B.; Schornung, J.M.; Mshajan, S.; Lavernia, E.J. Deformation Twinning (Update). Ref. Modul. Mater. Sci. Eng. 2016, 1–24. [Google Scholar]
- Chen, Y.; Tekumalla, S.; Guo, Y.B.; Gupta, M. Introducing Mg-4Zn-3Gd-1Ca/ZnO nanocomposite with compressive strengths matching/exceeding that of mild steel. Sci. Rep. 2016, 6, 32395. [Google Scholar] [CrossRef] [PubMed]
- Zhang, D.; Haiming, W.; Kumar, M.A.; Chen, F.; Zhang, L.; Beyerlein, I.; Schoenung, J.M.; Mshajan, S.; Lavernia, E.J. Yield symmetry and reduced strength differential in Mg-2.5 Y alloy. Acta Mater. 2016, 120, 75–85. [Google Scholar] [CrossRef]
- Rashad, M.; Pan, F.; Hu, H.; Asif, M.; Hussain, A.; She, J. Enhanced tensile properties of magnesium composites reinforced with graphene nanoplatelets. Mater. Sci. Eng. A 2015, 630, 36–44. [Google Scholar] [CrossRef]
- Ball, E.A.; Prangnell, P.B. Tensile-compressive yield asymmetries in high strength wrought magnesium alloys. Scr. Metall. Mater. 1994, 31, 111–116. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Micro-Hardness | 0.2% Offset Yield Strength (MPa) | Ultimate Strength (MPa) | Fracture Strain (%) | Energy Absorbed (MJ/M3) | ||||
|---|---|---|---|---|---|---|---|---|---|
| Tensile | Compressive | Tensile | Compressive | Tensile | Compressive | Tensile | Compressive | ||
| Pure Mg | 66 ± 3.3 | 73 ± 9 | 66 ± 4 | 130 ± 21 | 309 ± 14 | 14 ± 5.2 | 23 ± 3.5 | 15 ± 8.2 | 41 ± 3.9 |
| Mg-0.4Ce | 86 ± 3.1 | 206 ± 8 | 144 ± 10 | 223 ± 6 | 411 ± 5 | 27 ± 2.3 | 25 ± 1.9 | 56 ± 3.2 | 62 ± 2.7 |
| Mg-4La-0.4Ce | 107 ± 2.0 (+62%) | 249 ± 2 (+241%) | 195 ± 11 (+195%) | 263 ± 1 (+102%) | 438 ± 5 (+42%) | 19 ± 2.2 (+36%) | 16 ± 0.6 (−30%) | 49 ± 5.8 (+227%) | 43 ± 1.4 (+5%) |
| Composition | I/Imax at 32° | I/Imax at 34° | I/Imax at 36° |
|---|---|---|---|
| Mg | 0.027 | 0.02703 | 0.0676 |
| Mg-0.4Ce | 0.04 | 0.1036 | 0.04 |
| Mg-4La-0.4Ce | 0.0197 | 0.0333 | 0.0258 |
| Composition | CYS (MPa) | TYS (MPa) | CYS/TYS |
|---|---|---|---|
| Mg | 66 | 73 | 0.90 |
| Mg-0.4Ce | 144 | 206 | 0.70 |
| Mg-4La-0.4Ce | 195 | 249 | 0.78 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, W.; Tekumalla, S.; Gupta, M. Cumulative Effect of Strength Enhancer—Lanthanum and Ductility Enhancer—Cerium on Mechanical Response of Magnesium. Metals 2017, 7, 241. https://doi.org/10.3390/met7070241
Yang W, Tekumalla S, Gupta M. Cumulative Effect of Strength Enhancer—Lanthanum and Ductility Enhancer—Cerium on Mechanical Response of Magnesium. Metals. 2017; 7(7):241. https://doi.org/10.3390/met7070241
Chicago/Turabian StyleYang, Wei, Sravya Tekumalla, and Manoj Gupta. 2017. "Cumulative Effect of Strength Enhancer—Lanthanum and Ductility Enhancer—Cerium on Mechanical Response of Magnesium" Metals 7, no. 7: 241. https://doi.org/10.3390/met7070241
APA StyleYang, W., Tekumalla, S., & Gupta, M. (2017). Cumulative Effect of Strength Enhancer—Lanthanum and Ductility Enhancer—Cerium on Mechanical Response of Magnesium. Metals, 7(7), 241. https://doi.org/10.3390/met7070241