Effect of Y Addition on the Semi-Solid Microstructure Evolution and the Coarsening Kinetics of SIMA AZ80 Magnesium Alloy


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
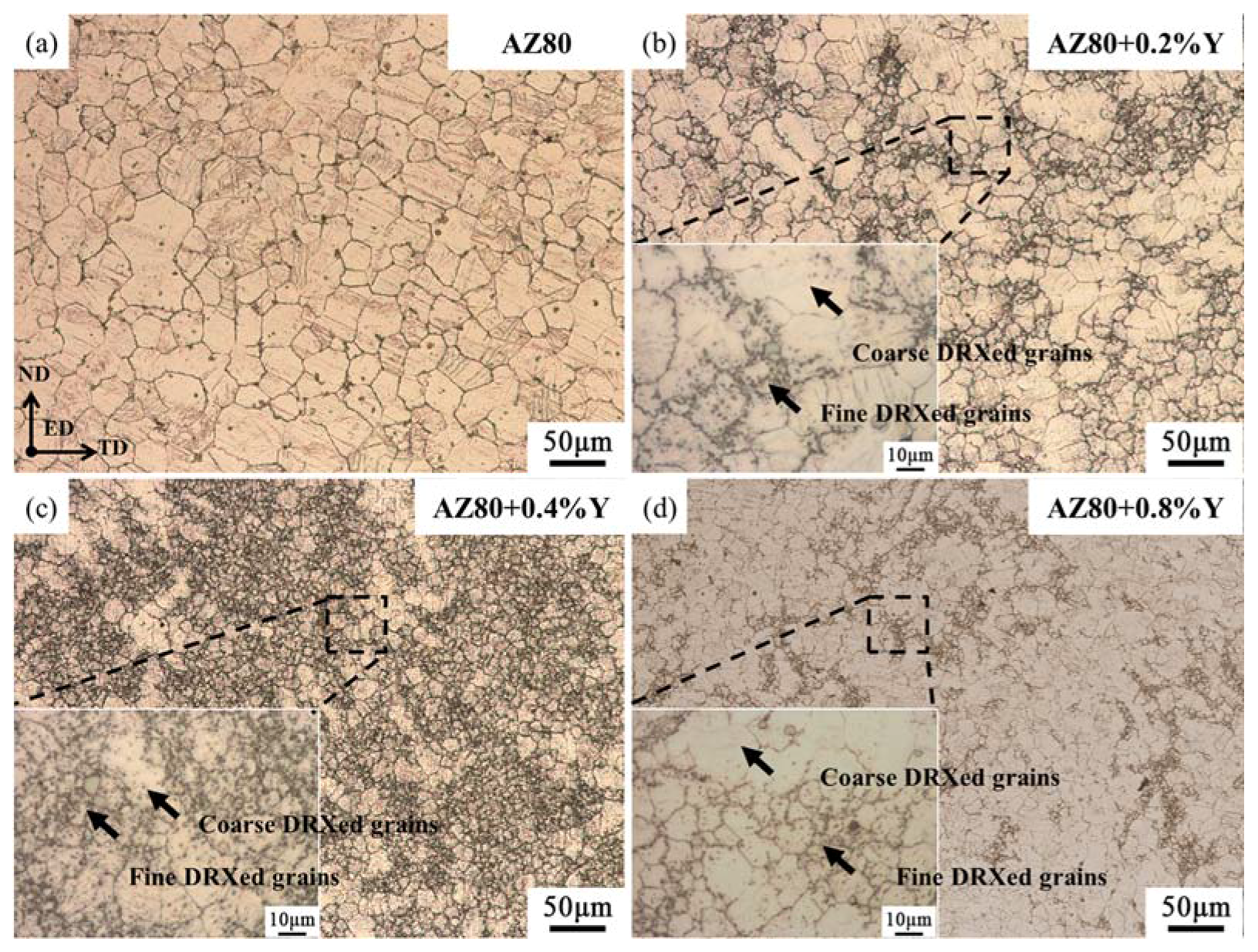
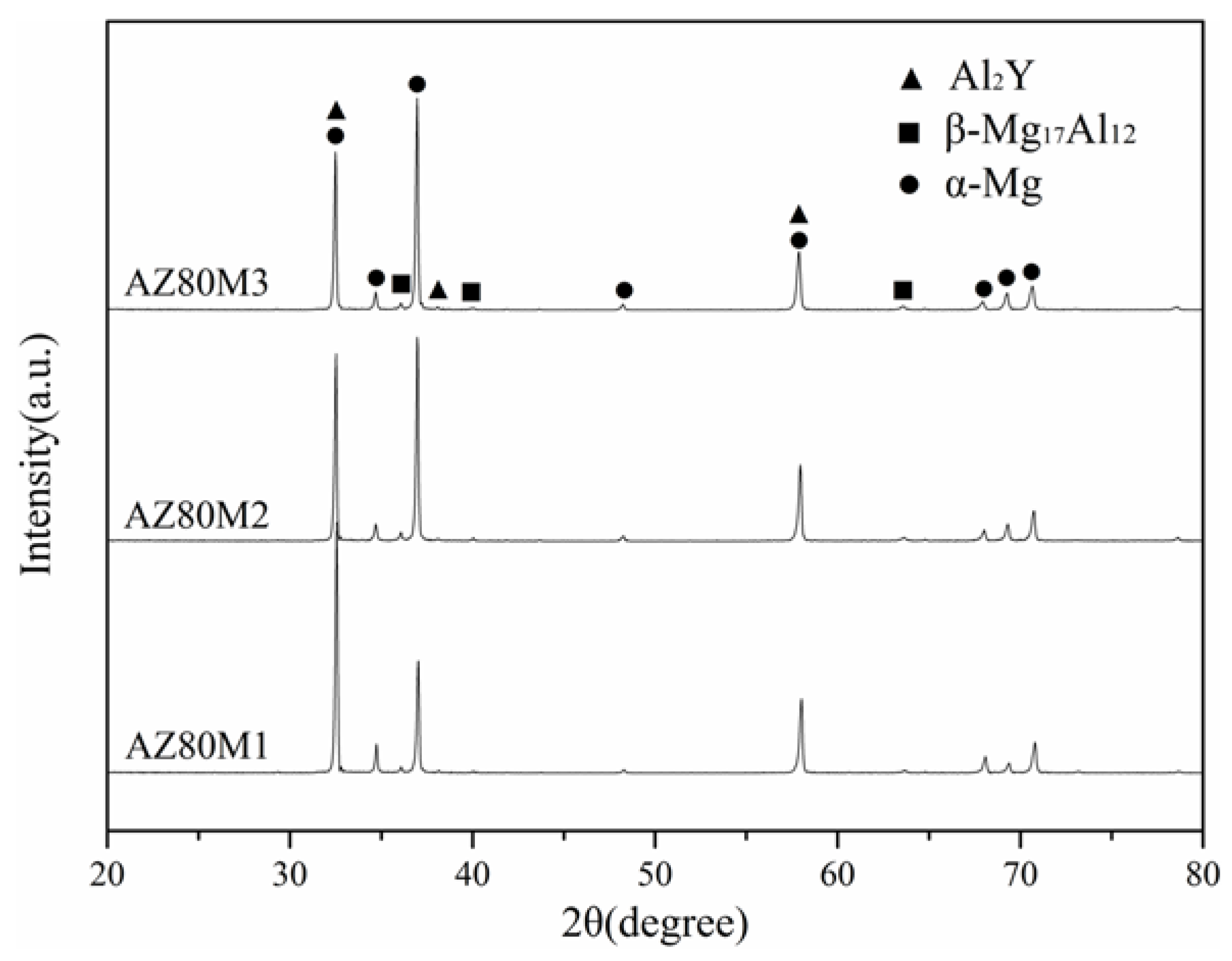
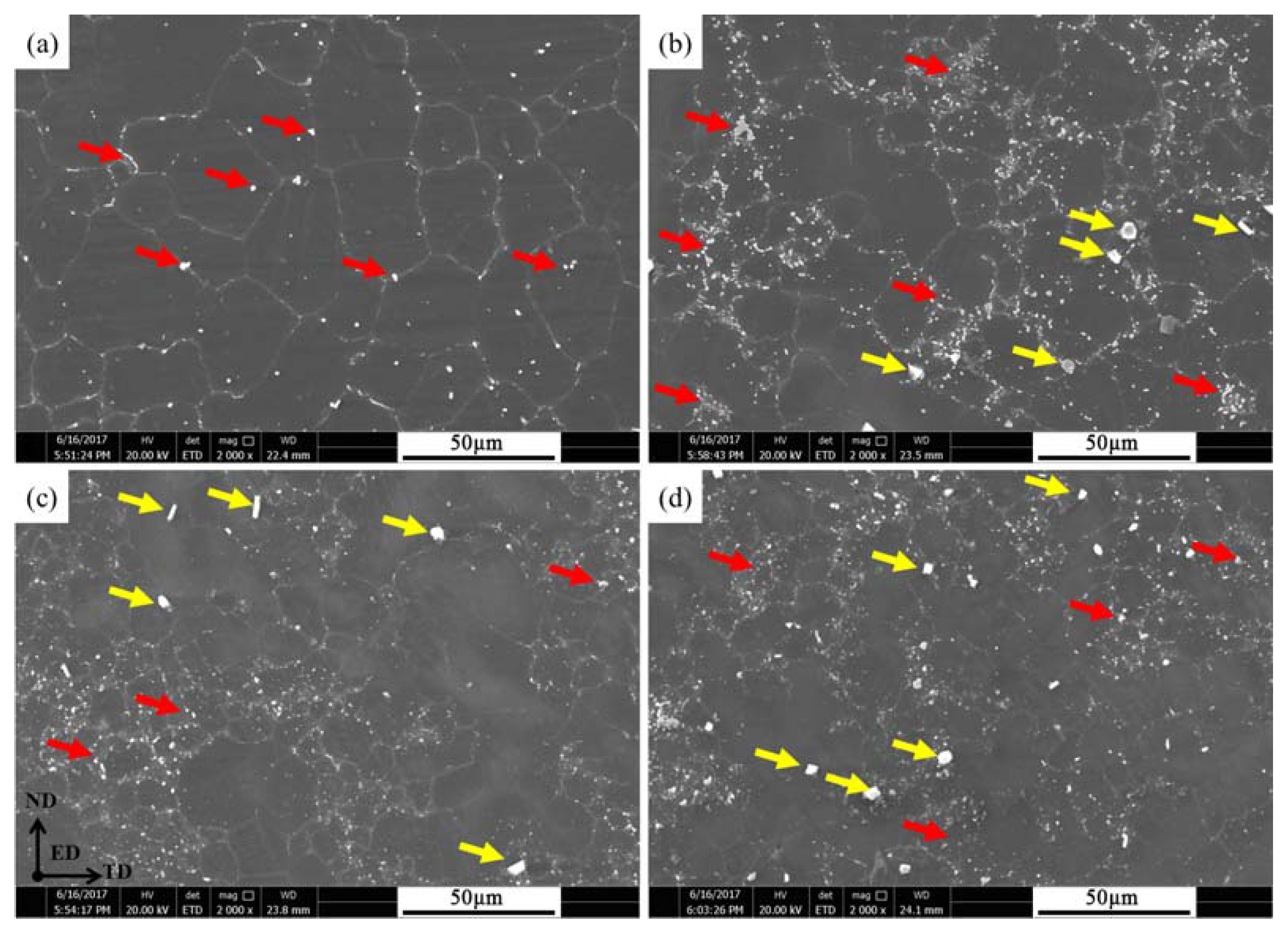
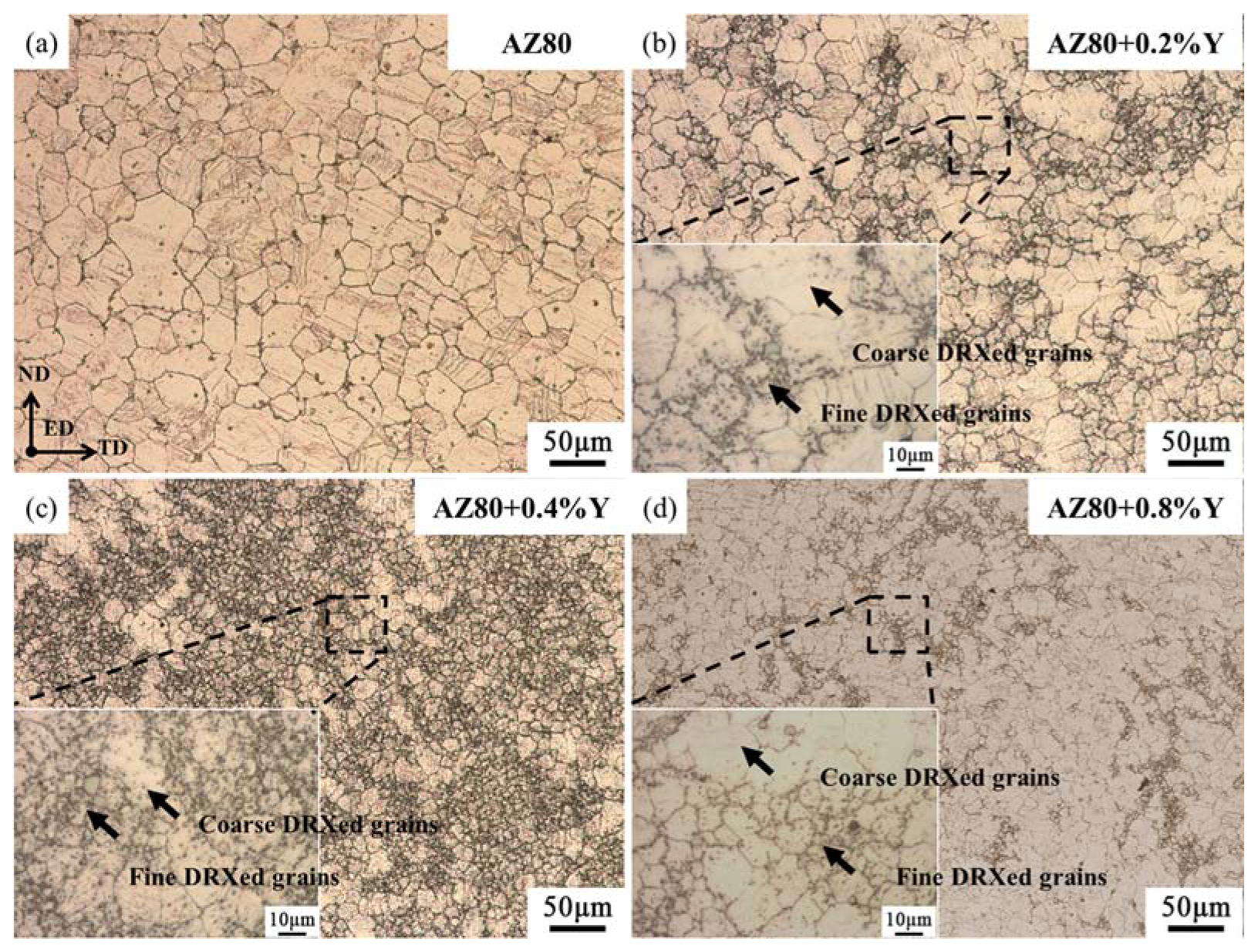
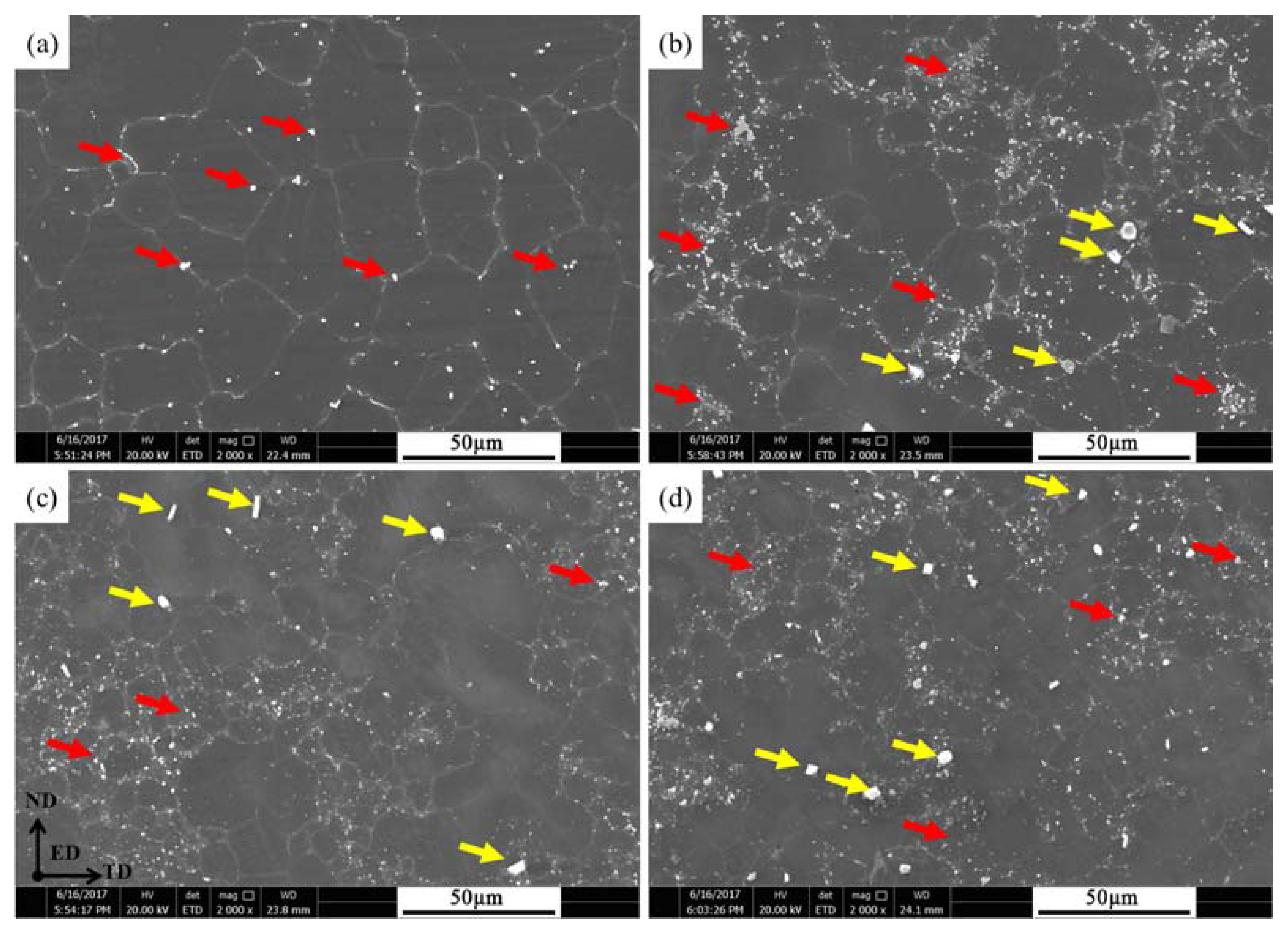
3.1. Microstructure of As-Extruded Alloy
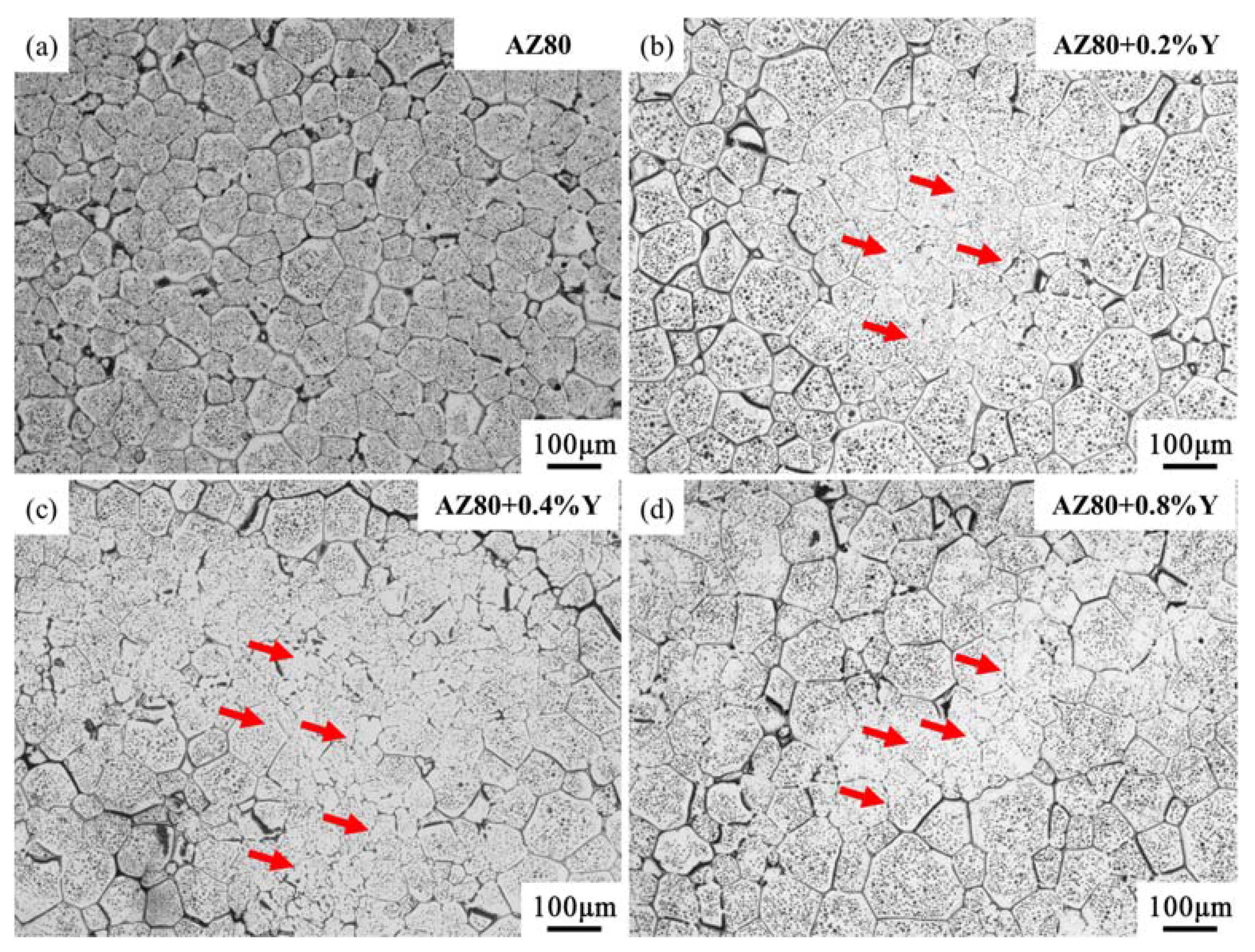
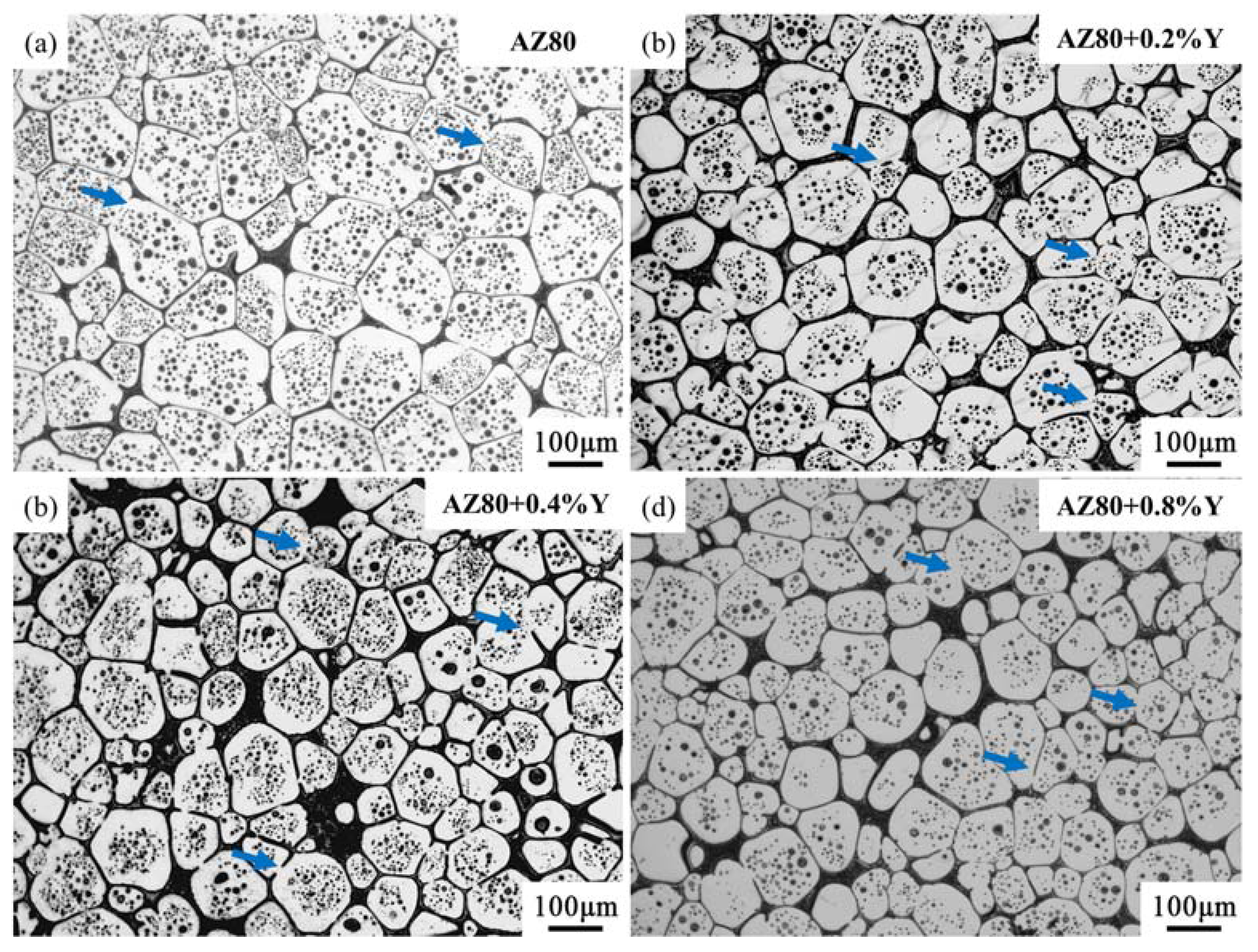
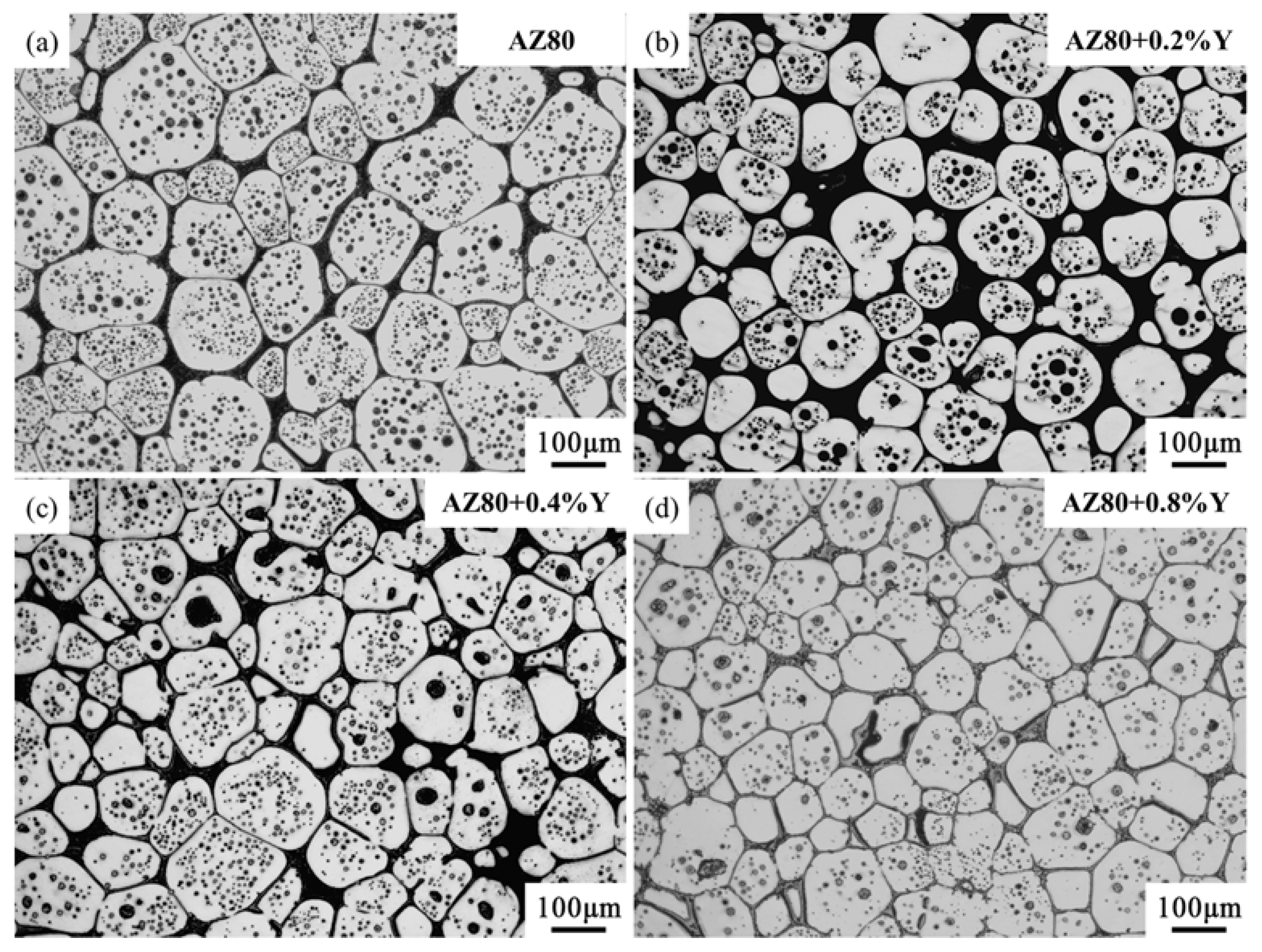
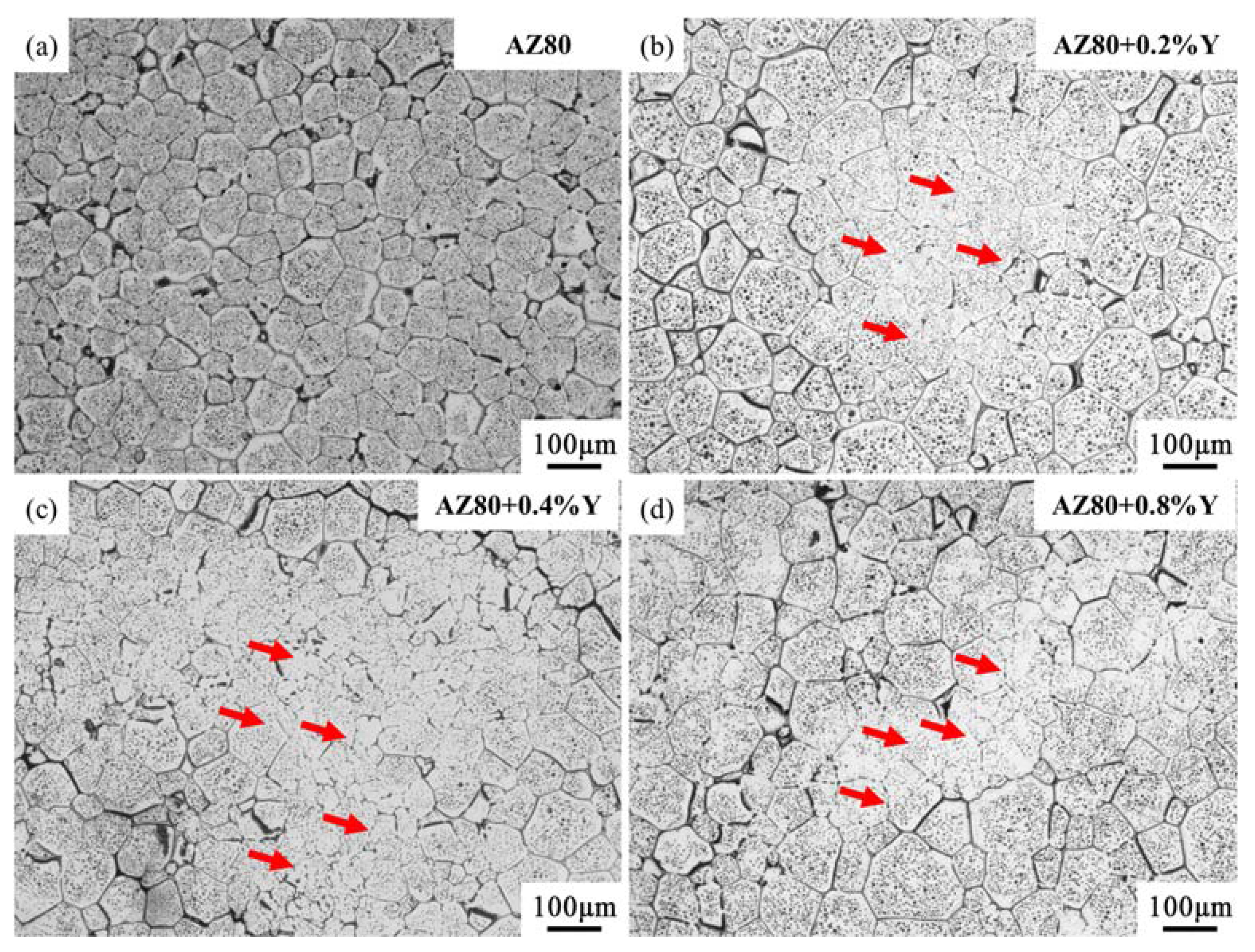
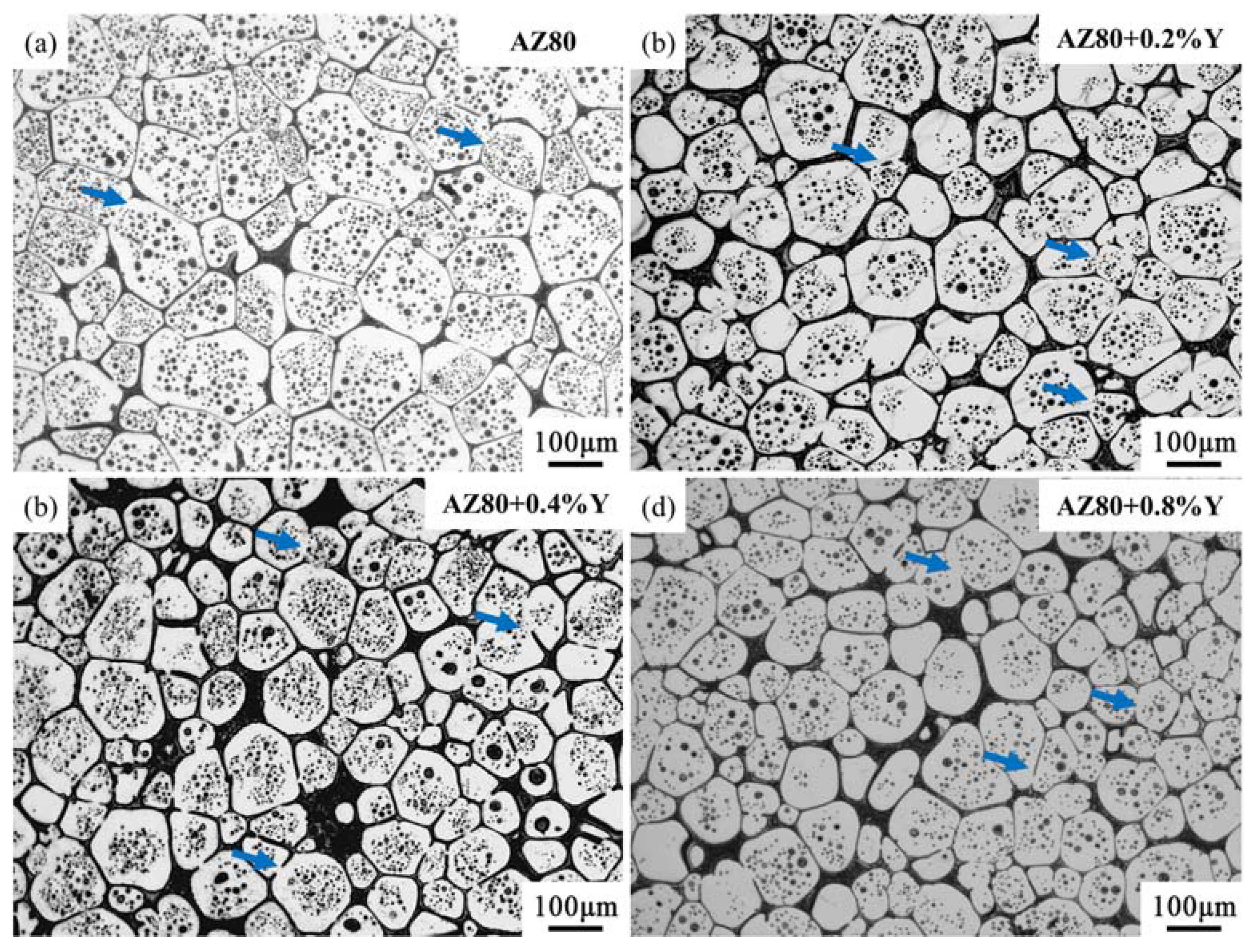
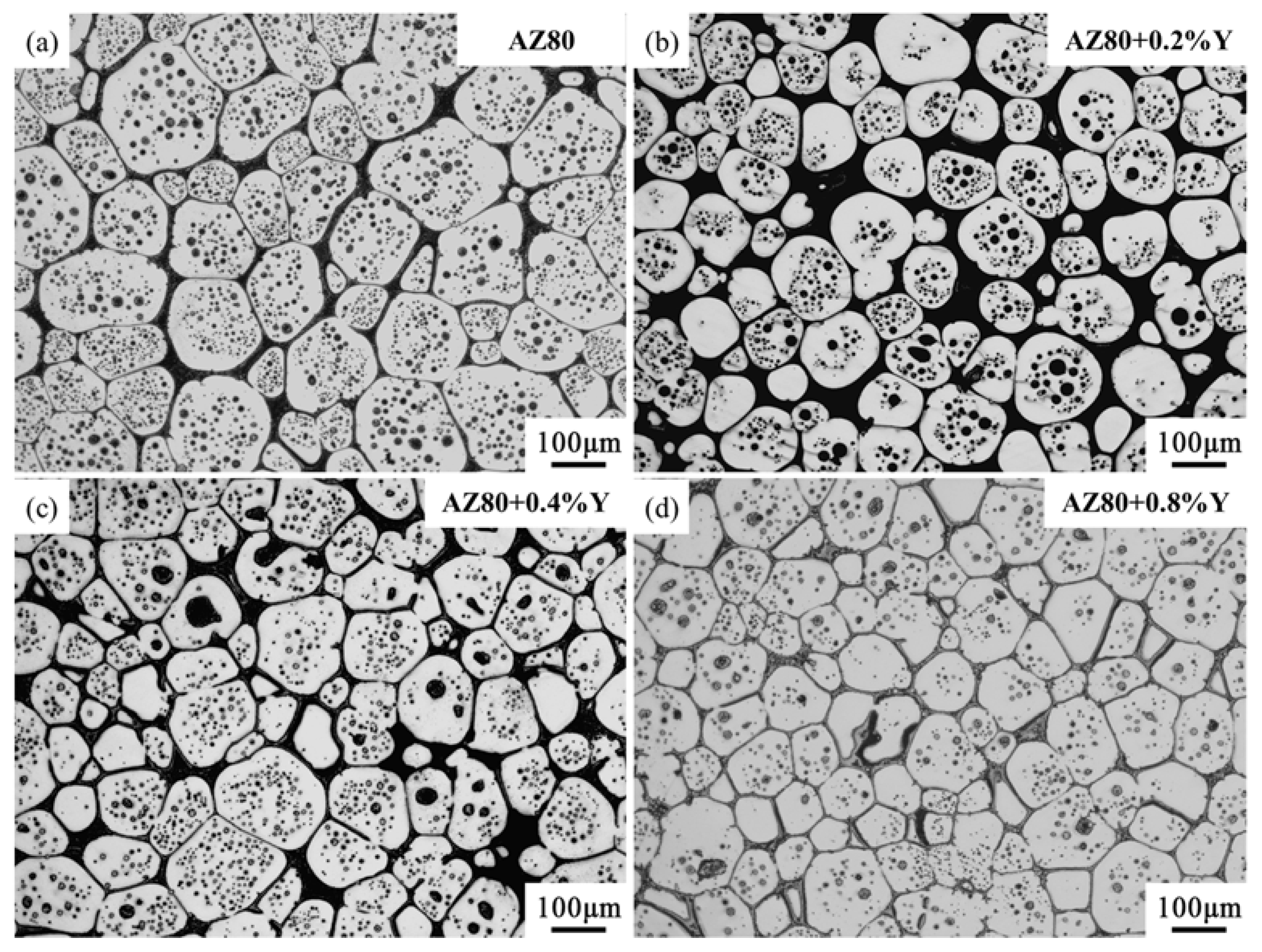
3.2. Effect of Y Addition on the Microstructure Evolution during Isothermal Treatment
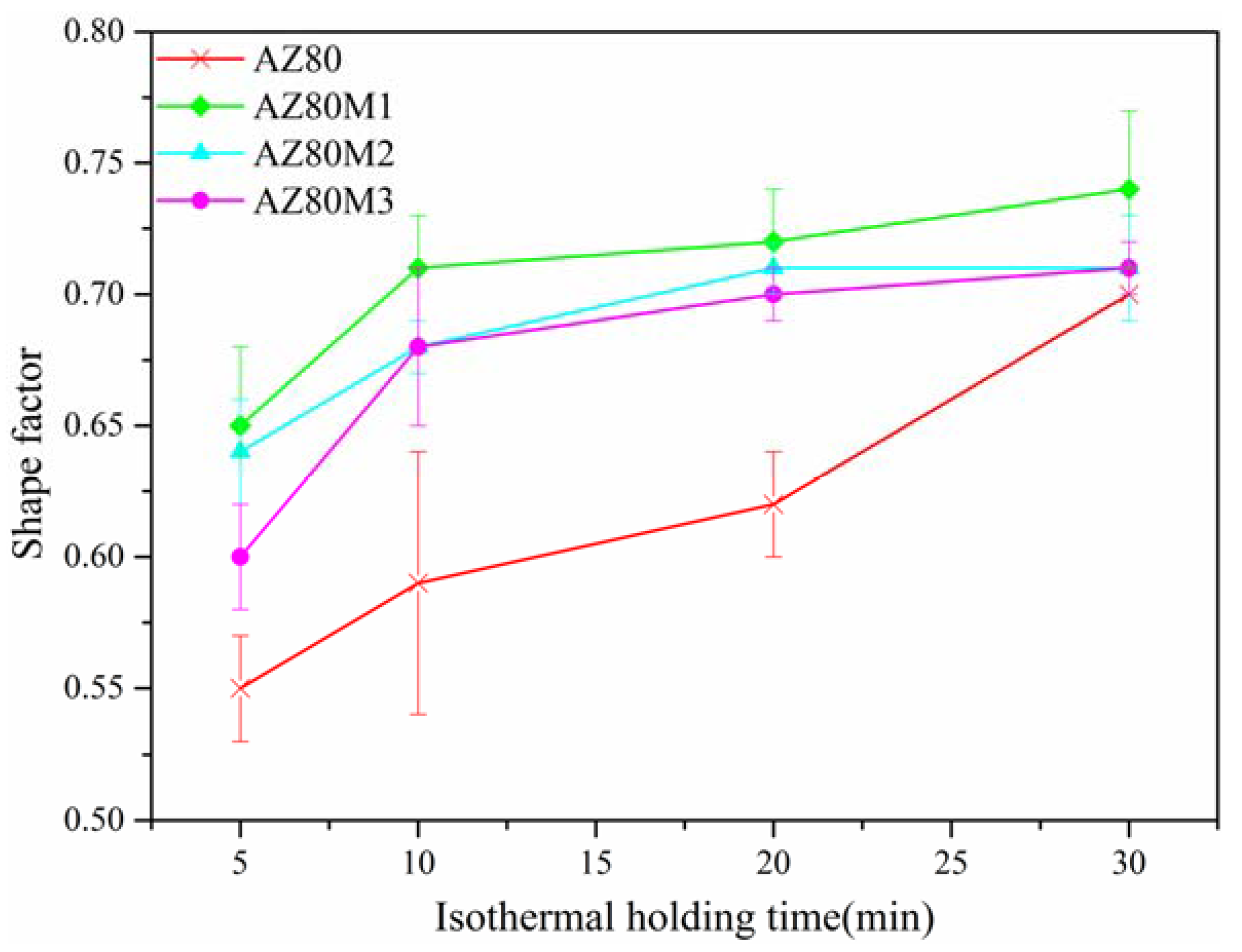
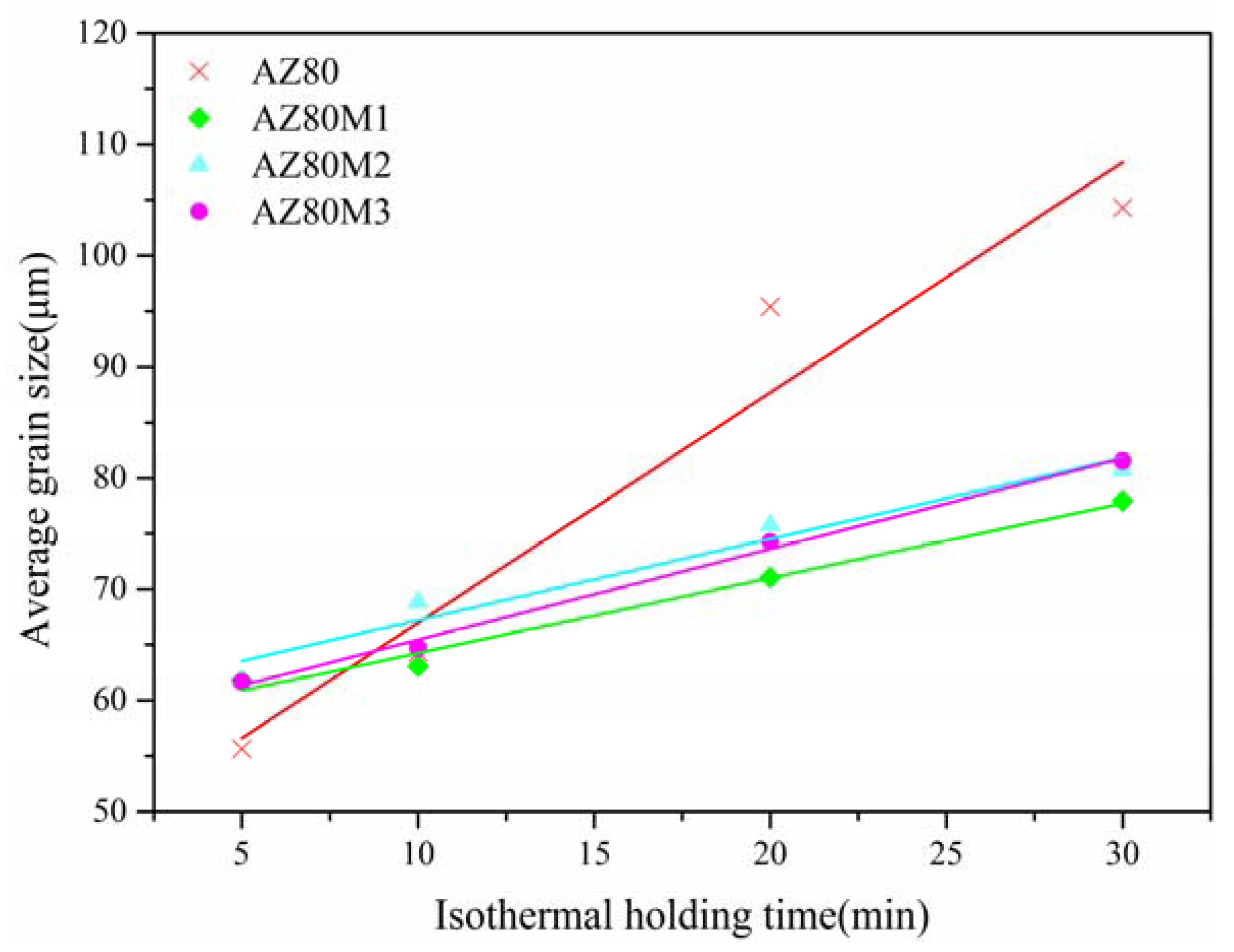
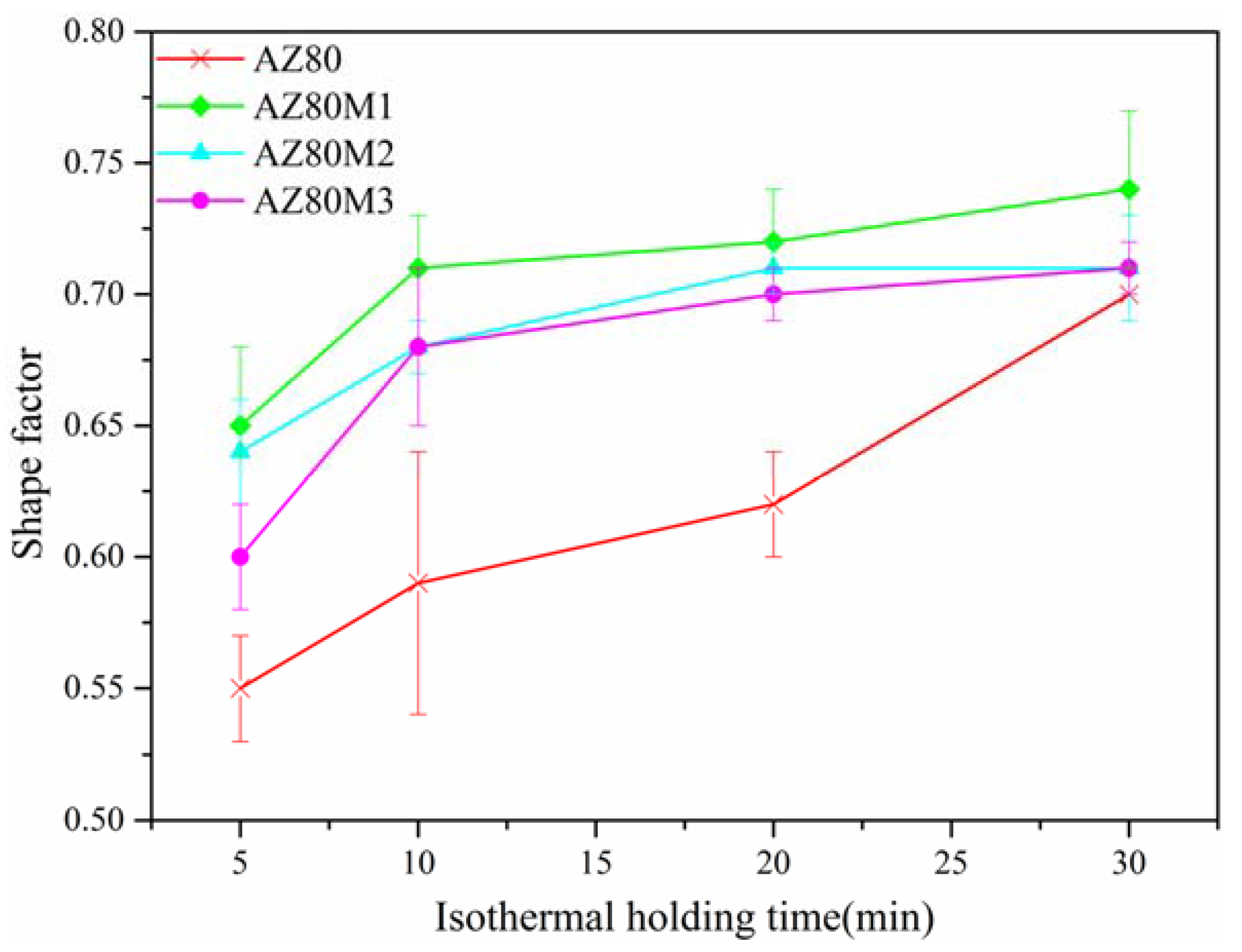
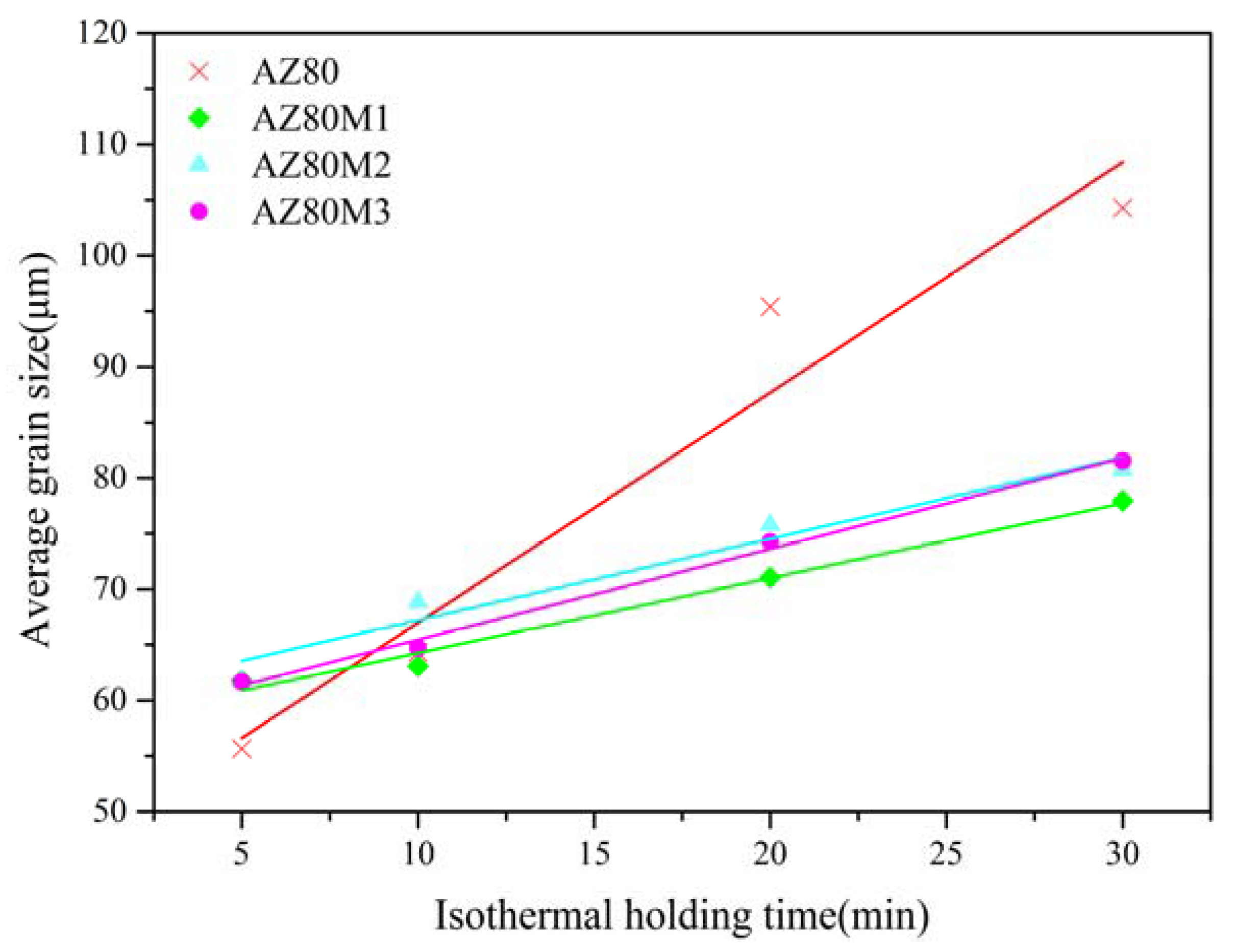
3.3. Shape Factor, Average Solid Grain Size and Solid Fraction of the Alloys
3.4. Spheroidization and Coarsening Mechanisms of Semi-Solid Microstructure
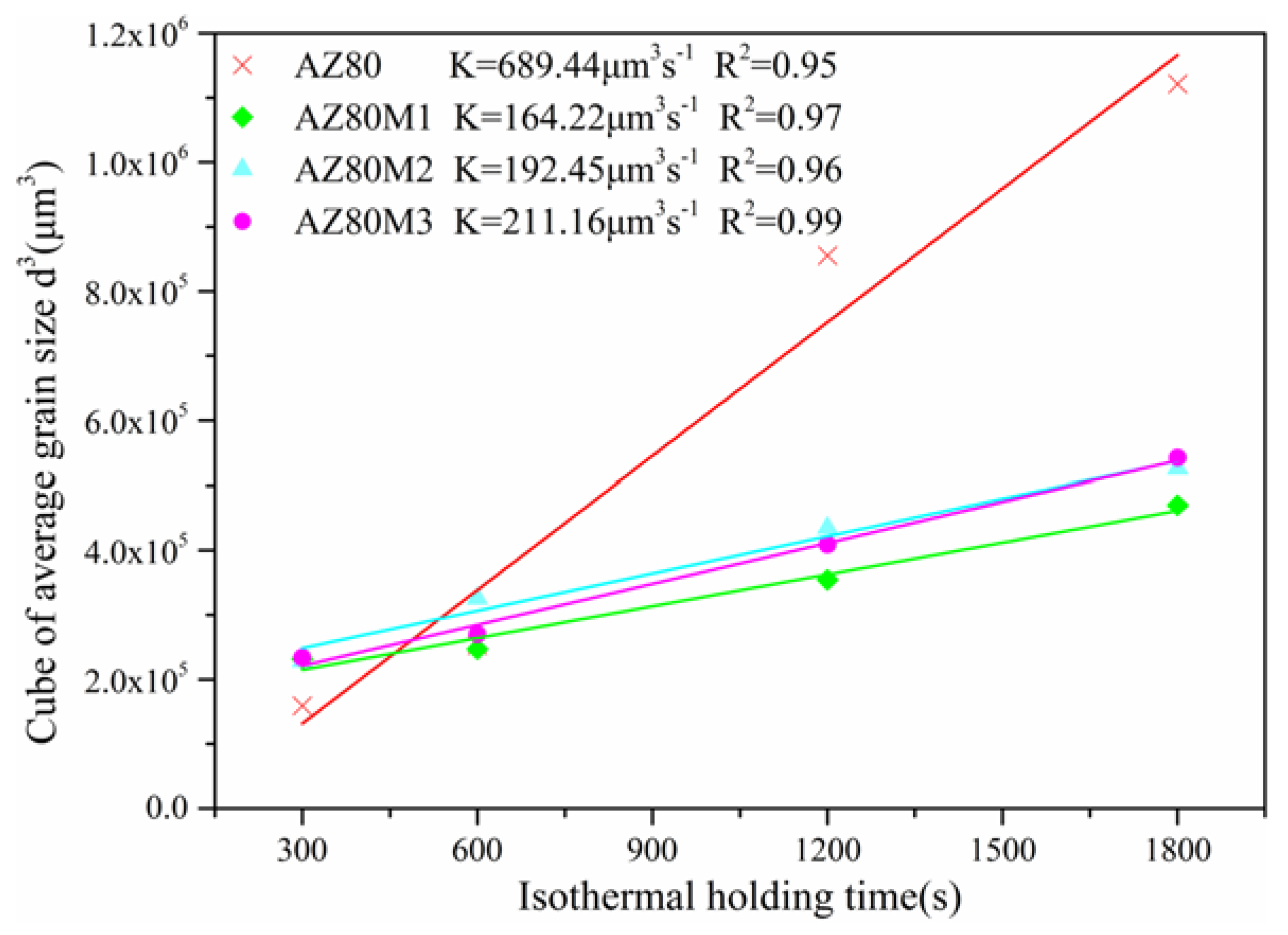
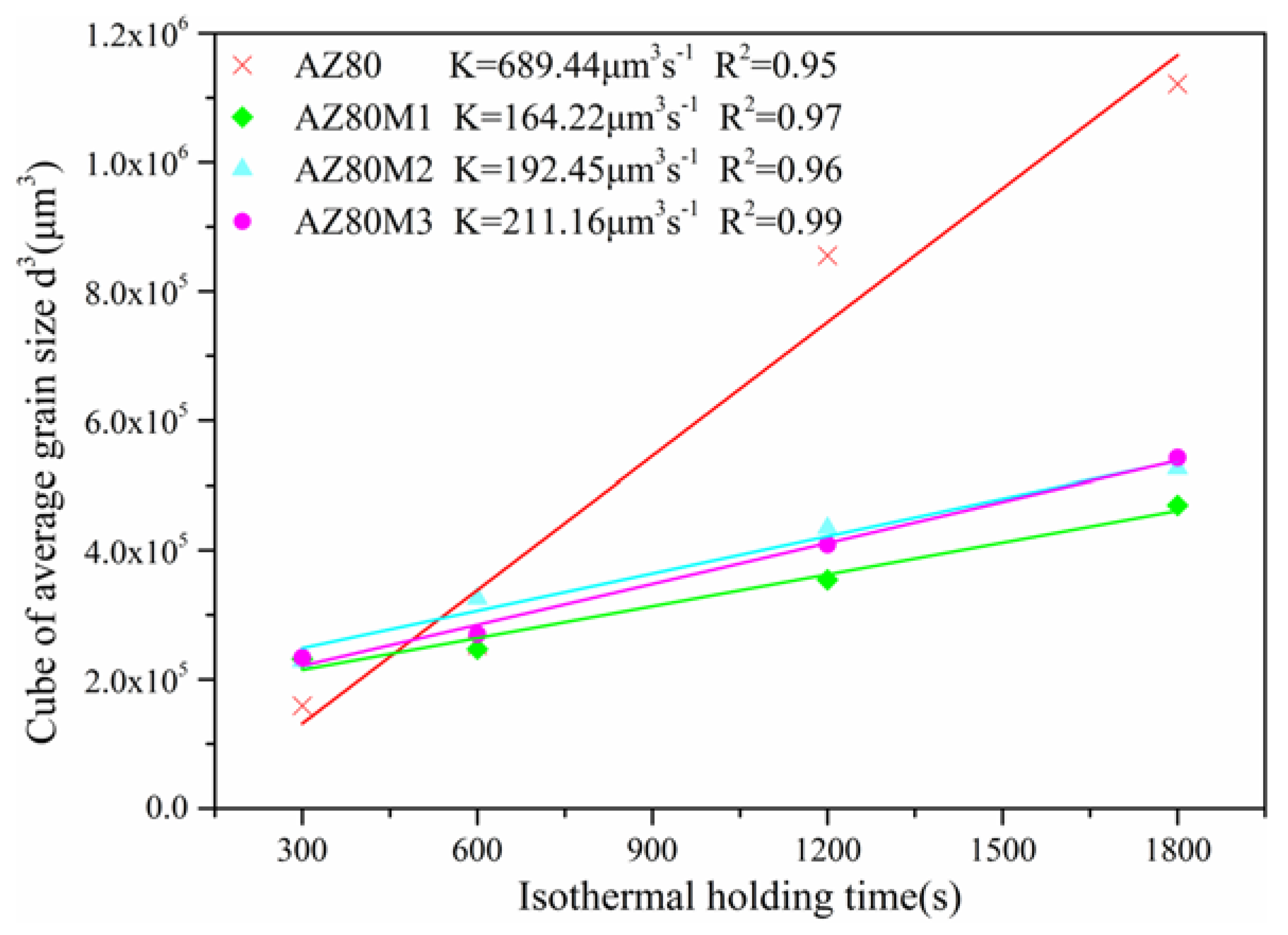
3.5. Coarsening Kinetics of the Alloys
4. Conclusions
- (1)
- The rare earth element Y had a remarkable effect on the refinement of the microstructure of the AZ80 magnesium alloy during the extrusion process. However, the agglomeration of β-Mg17Al12 phases appeared in the Y added alloys, which caused quite an inhomogeneous microstructure at the initial stage of partial remelting.
- (2)
- During the isothermal treatment at 570 °C for different soaking times, the Y added alloys had more spheroidal and fine solid grains. The spheroidization of solid grains can be simply explained using the Gibbs–Thompson formula.
- (3)
- Both the coalescence and Ostwald ripening mechanism affected the coarsening of microstructure in the semi-solid slurry. The coarsening rate constants of 689.44 μm3·s−1, 164.22 μm3·s−1, 192.45 μm3·s−1 and 211.16 μm3·s−1 were obtained in AZ80, AZ80M1, AZ80M2 and AZ80M3 alloy soaked at 570 °C, respectively. It can be seen that the coarsening rate of solid particles decreased significantly through the addition of Y element.
- (4)
- The 0.2 wt. % Y added AZ80 alloy subjected to the extrusion and subsequent isothermal treatment at 570 °C for 20–30 min was considered as the optimal semi-solid feedstock, which contained the greater shape factor, the homogeneous solid particles and an appropriate solid fraction.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Huang, X.; Suzuki, K.; Saito, N. Microstructure and mechanical properties of AZ80 magnesium alloy sheet processed by differential speed rolling. Mater. Sci. Eng. A 2009, 508, 226–233. [Google Scholar] [CrossRef]
- Guo, F.; Zhang, D.F.; Yang, X.S.; Jiang, L.Y.; Pan, F.S. Strain-induced dynamic precipitation of Mg17Al12 phases in Mg-8Al alloys sheets rolled at 748 K. Mater. Sci. Eng. A 2015, 636, 516–521. [Google Scholar] [CrossRef]
- Jiang, W.Y.; Chen, T.; Wang, L.P.; Feng, Y.C.; Zhu, Y.; Wang, K.F.; Luo, J.P.; Zhang, S.W. Microstructure in the semi-solid state and mechanical properties of AZ80 magnesium alloy reheated from the as-cast and extruded states. Acta Metall. Sin. 2013, 26, 473–482. [Google Scholar] [CrossRef]
- Staroselsky, A.; Anand, L. A constitutive model for hcp materials deforming by slip and twinning: Application to magnesium alloy AZ31B. Int. J. Plast. 2003, 19, 1843–1864. [Google Scholar] [CrossRef]
- Wang, J.G.; Lin, H.Q.; Wang, H.Y.; Jiang, Q.C. Effects of different processing parameters on the semisolid microstructure of the AZ91D alloy during partial remelting. J. Alloys Compd. 2008, 466, 98–105. [Google Scholar] [CrossRef]
- Mansoor, B.; Mukherjee, S.; Ghosh, A. Microstructure and porosity in thixomolded Mg alloys and minimizing adverse effects on formability. Mater. Sci. Eng. A 2009, 512, 10–18. [Google Scholar] [CrossRef]
- Chen, D.L.; Sadayappan, K.; Patel, H.A.; Bhole, S.D. Microstructure and tensile properties of thixomolded magnesium alloys. J. Alloys Compd. 2010, 496, 140–148. [Google Scholar]
- Wang, C.P.; Tang, Z.J.; Mei, H.S.; Wang, L.; Li, R.Q.; Li, D.F. Formation of spheroidal microstructure in semi-solid state and thixoforming of 7075 high strength aluminum alloy. Rare Met. 2015, 34, 710–716. [Google Scholar] [CrossRef]
- Tzimas, E.; Zavaliangos, A. A comparative characterization of near-equiaxed microstructures as produced by spray casting, magnetohydrodynamic casting and the stress induced, melt activated process. Mater. Sci. Eng. A 2000, 289, 217–227. [Google Scholar] [CrossRef]
- Wang, C.L.; Chen, A.; Zhang, L.; Liu, W.C.; Wu, G.H.; Ding, W.J. Preparation of an Mg-Gd-Zn alloy semisolid slurry by low frequency electro-magnetic stirring. Mater. Des. 2015, 84, 53–63. [Google Scholar] [CrossRef]
- Binesh, B.; Aghaie-Khafri, M. Phase Evolution and Mechanical Behavior of the Semi-Solid SIMA Processed 7075 Aluminum Alloy. Metals 2016, 6, 42. [Google Scholar] [CrossRef]
- Haghdadi, N.; Zarei-Hanzaki, A.; Heshmati-Manesh, S.; Abedi, H.R.; Hassas-Irani, S.B. The semisolid microstructural evolution of a severely deformed A356 aluminum alloy. Mater. Des. 2013, 49, 878–887. [Google Scholar] [CrossRef]
- Binesh, B.; Aghaie-Khafri, M. Microstructure and texture characterization of 7075 Al alloy during the SIMA process. Mater. Charact. 2015, 106, 390–403. [Google Scholar] [CrossRef]
- Zhang, Q.Q.; Cao, Z.Y.; Zhang, Y.F.; Su, G.H.; Liu, Y.B. Effect of compression ratio on the microstructure evolution of semisolid AZ91D alloy. J. Mater. Process. Technol. 2007, 184, 195–200. [Google Scholar] [CrossRef]
- Jiang, J.F.; Lin, X.; Wang, Y.; Jian-Jun, Q.U.; Luo, S.J. Microstructural evolution of AZ61 magnesium alloy predeformed by ECAE during semisolid isothermal treatment. Trans. Nonferr. Met. Soc. China 2012, 22, 555–563. [Google Scholar] [CrossRef]
- Xu, Y.; Hu, L.X.; Jia, J.B.; Xu, B. Microstructure evolution of a SIMA processed AZ91D magnesium alloy based on repetitive upsetting-extrusion (RUE) process. Mater. Character. 2016, 118, 309–323. [Google Scholar] [CrossRef]
- Kleiner, S.; Beffort, O.; Uggowitzer, P.J. Microstructure evolution during reheating of an extruded Mg-Al-Zn alloy into the semisolid state. Scr. Mater. 2004, 51, 405–410. [Google Scholar] [CrossRef]
- Liu, L.; Yuan, F.; Zhao, M.; Gao, C.; Feng, P.; Yang, Y.; Yang, S.; Shuai, C. Rare Earth Element Yttrium Modified Mg-Al-Zn Alloy: Microstructure, Degradation Properties and Hardness. Materials 2017, 10, 477. [Google Scholar] [CrossRef] [PubMed]
- Tekumalla, S.; Seetharaman, S.; Almajid, A.; Gupta, M. Mechanical Properties of Magnesium-Rare Earth Alloy Systems: A Review. Metals 2015, 5, 1–39. [Google Scholar] [CrossRef]
- Nami, B.; Shabestari, S.G.; Miresmaeili, S.M.; Razavi, H.; Mirdamadi, S. The effect of rare earth elements on the kinetics of the isothermal coarsening of the globular solid phase in semisolid AZ91 alloy produced via SIMA process. J. Alloys Compd. 2010, 489, 570–575. [Google Scholar] [CrossRef]
- Son, H.T.; Kim, Y.H.; Kim, T.S.; Lee, S.H. Mechanical Properties and Fracture Behaviors of the As-Extruded Mg-5Al-3Ca Alloys Containing Yttrium at Elevated Temperature. J. Nanosci. Nanotechnol. 2016, 16, 1806. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.H.; Yan, H. Constitutive behavior of Al2O3np/Al7075 composites with a high solid fraction for thixoforming. J. Alloys Compd. 2017, 708, 751–762. [Google Scholar] [CrossRef]
- Cai, Z.; Chen, F.; Ma, F.; Guo, J. Dynamic recrystallization behavior and hot workability of AZ41M magnesium alloy during hot deformation. J. Alloys Compd. 2016, 670, 55–63. [Google Scholar] [CrossRef]
- Huang, X.; Chino, Y.; Yuasa, M.; Uedab, H.; Inoueb, M.; Kidoc, F.; Matsumotoc, T. Microstructure and mechanical properties of AZX912 magnesium alloy extruded at different temperatures. Mater. Sci. Eng. A 2017, 679, 162–171. [Google Scholar] [CrossRef]
- Zhu, Q.F.; Wang, G.S.; Zhang, E.G.; Liu, F.Z.; Zhang, Z.Q.; Cui, J.Z. Dynamic and Static Aging Precipitation of β-Mg17Al12 in the AZ80 Magnesium Alloy During Multi-directional Forging and Subsequent Aging. Acta Metall. Sin. 2017, 30, 941–948. [Google Scholar] [CrossRef]
- Robson, J.D.; Henry, D.T.; Davis, B. Particle effects on recrystallization in magnesium-manganese alloys: Particle-stimulated nucleation. Acta Mater. 2009, 57, 2739–2747. [Google Scholar] [CrossRef]
- Mezbahulislam, M.; Mostafa, A.O.; Medraj, M. Essential Magnesium Alloys Binary Phase Diagrams and Their Thermochemical Data. J. Mater. 2014, 2014, 33. [Google Scholar]
- Li, P.; Chen, T.; Zhang, S.; Guan, R. Research on Semisolid Microstructural Evolution of 2024 Aluminum Alloy Prepared by Powder Thixoforming. Metals 2015, 5, 547–564. [Google Scholar] [CrossRef]
- Chen, T.J.; Ma, Y.; Li, Y.D.; Lu, G.X.; Hao, Y. Microstructural evolution of equal channel angular pressed AZ91D magnesium alloy during partial remelting. Mater. Sci. Technol. 2013, 26, 1197–1206. [Google Scholar] [CrossRef]
- Tzimas, E.; Zavaliangos, A. Evolution of near-equiaxed microstructure in the semisolid state. Mater. Sci. Eng. A 2000, 289, 228–240. [Google Scholar] [CrossRef]
- Nayyeri, M.J.; Khomamizadeh, F. Effect of RE elements on the microstructural evolution of as cast and SIMA processed Mg-4Al alloy. J. Alloys Compd. 2012, 509, 1567–1572. [Google Scholar] [CrossRef]
- Loué, W.R.; Suéry, M. Microstructural evolution during partial remelting of Al-Si7Mg alloys. Mater. Sci. Eng. A 1995, 203, 1–13. [Google Scholar] [CrossRef]
- Atkinson, H.V.; Liu, D. Microstructural coarsening of semi-solid aluminium alloys. Mater. Sci. Eng. A 2008, 496, 439–446. [Google Scholar] [CrossRef]
- Ferrante, M.; Freitas, E.D. Rheology and microstructural development of a Al-4wt.%Cu alloy in the semi-solid state. Mater. Sci. Eng. A 1999, 271, 172–180. [Google Scholar] [CrossRef]
- Manson-Whitton, E.D.; Stone, I.C.; Jones, J.R.; Grant, P.S.; Cantor, B. Isothermal grain coarsening of spray formed alloys in the semi-solid state. Acta Mater. 2002, 50, 2517–2535. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Mg | Al | Zn | Y | |
|---|---|---|---|---|---|
| AZ80 | 1 | Bal. | 8.0 | 0.5 | 0 |
| 2 | Bal. | 8.701 | 0.491 | 0 | |
| AZ80M1 | 1 | Bal. | 8.0 | 0.5 | 0.2 |
| 2 | Bal. | 8.384 | 0.508 | 0.242 | |
| AZ80M2 | 1 | Bal. | 8.0 | 0.5 | 0.4 |
| 2 | Bal. | 8.467 | 0.528 | 0.437 | |
| AZ80M3 | 1 | Bal. | 8.0 | 0.5 | 0.8 |
| 2 | Bal. | 7.716 | 0.480 | 0.829 |
| Alloy | 5 min | 10 min | 20 min | 30 min |
|---|---|---|---|---|
| AZ80 | 0.81 | 0.75 | 0.70 | 0.69 |
| AZ80M1 | 0.80 | 0.74 | 0.72 | 0.71 |
| AZ80M2 | 0.77 | 0.72 | 0.69 | 0.69 |
| AZ80M3 | 0.80 | 0.75 | 0.69 | 0.69 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, Q.; Sun, H.; Zhou, M.; Quan, G. Effect of Y Addition on the Semi-Solid Microstructure Evolution and the Coarsening Kinetics of SIMA AZ80 Magnesium Alloy. Metals 2017, 7, 416. https://doi.org/10.3390/met7100416
Tang Q, Sun H, Zhou M, Quan G. Effect of Y Addition on the Semi-Solid Microstructure Evolution and the Coarsening Kinetics of SIMA AZ80 Magnesium Alloy. Metals. 2017; 7(10):416. https://doi.org/10.3390/met7100416
Chicago/Turabian StyleTang, Qi, Hao Sun, Mingyang Zhou, and Gaofeng Quan. 2017. "Effect of Y Addition on the Semi-Solid Microstructure Evolution and the Coarsening Kinetics of SIMA AZ80 Magnesium Alloy" Metals 7, no. 10: 416. https://doi.org/10.3390/met7100416
APA StyleTang, Q., Sun, H., Zhou, M., & Quan, G. (2017). Effect of Y Addition on the Semi-Solid Microstructure Evolution and the Coarsening Kinetics of SIMA AZ80 Magnesium Alloy. Metals, 7(10), 416. https://doi.org/10.3390/met7100416