
Deep Learning-Based YOLO Applied to Rear Weld Pool Thermal Monitoring of Metallic Materials in the GTAW Process

 ,
,  , , and
, , and
Abstract
1. Introduction
2. Methodology and Experimental Procedure
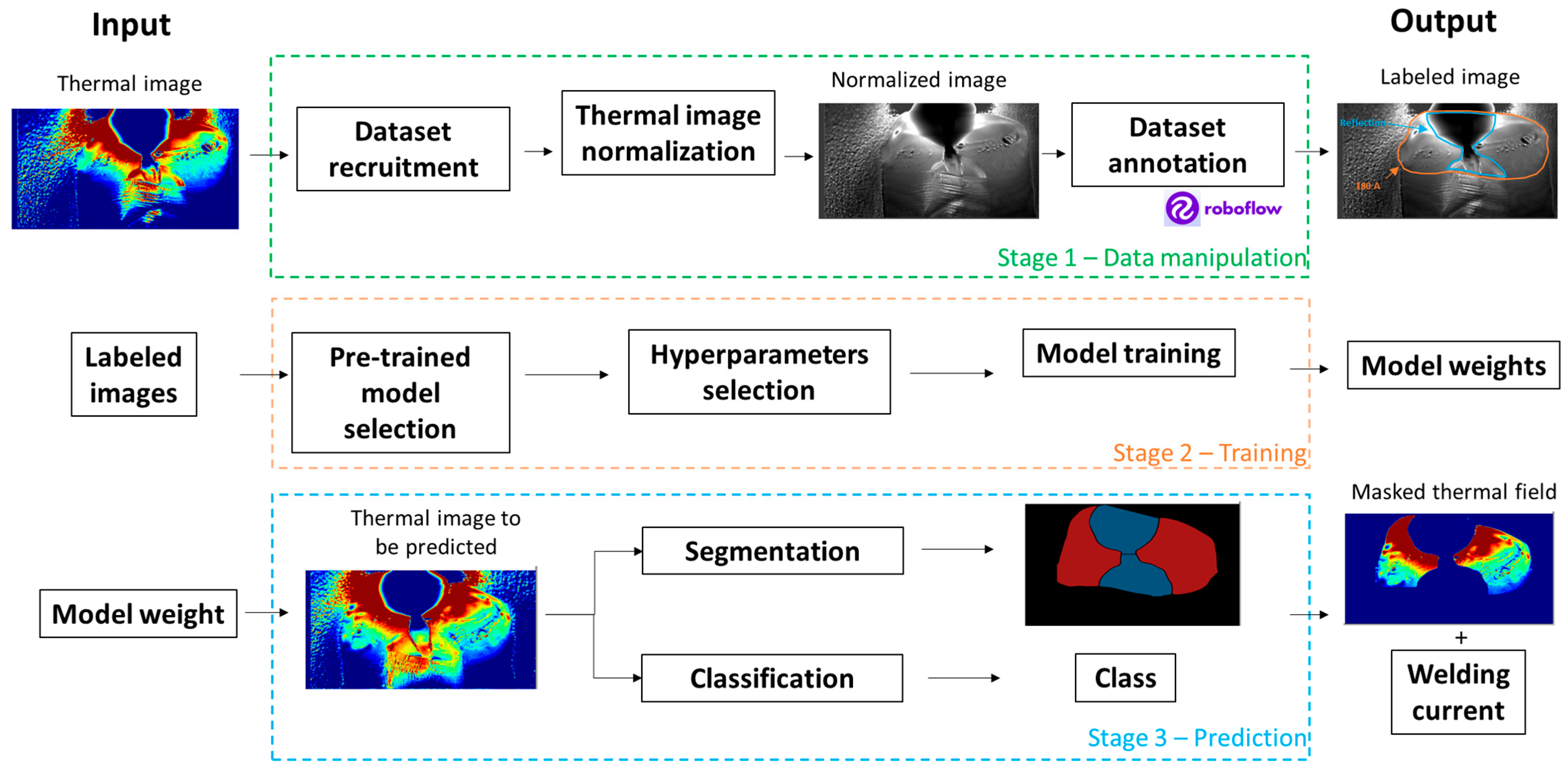
2.1. Overview of the Proposed Methodology
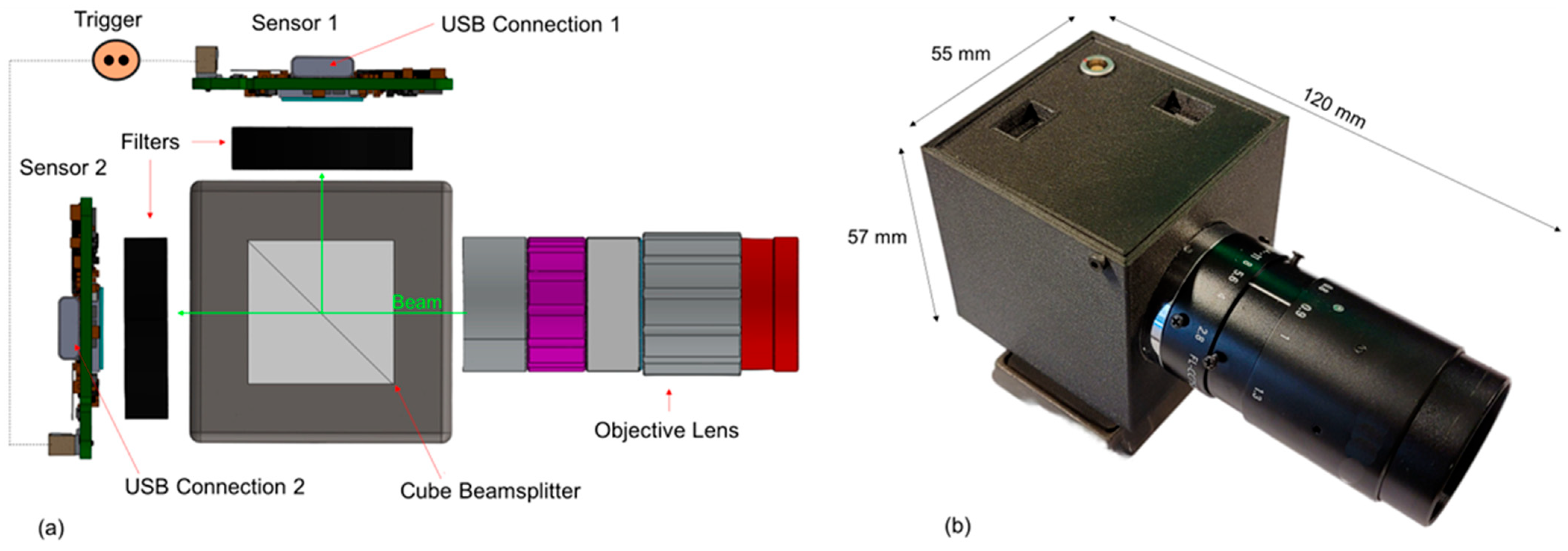
2.2. Thermal Measurement Device
2.3. Experimental Rig, Material, and Parametrization
2.4. Neural Network Architecture
2.5. Employing YOLO for Analyzing Thermal Image
3. Results and Discussion
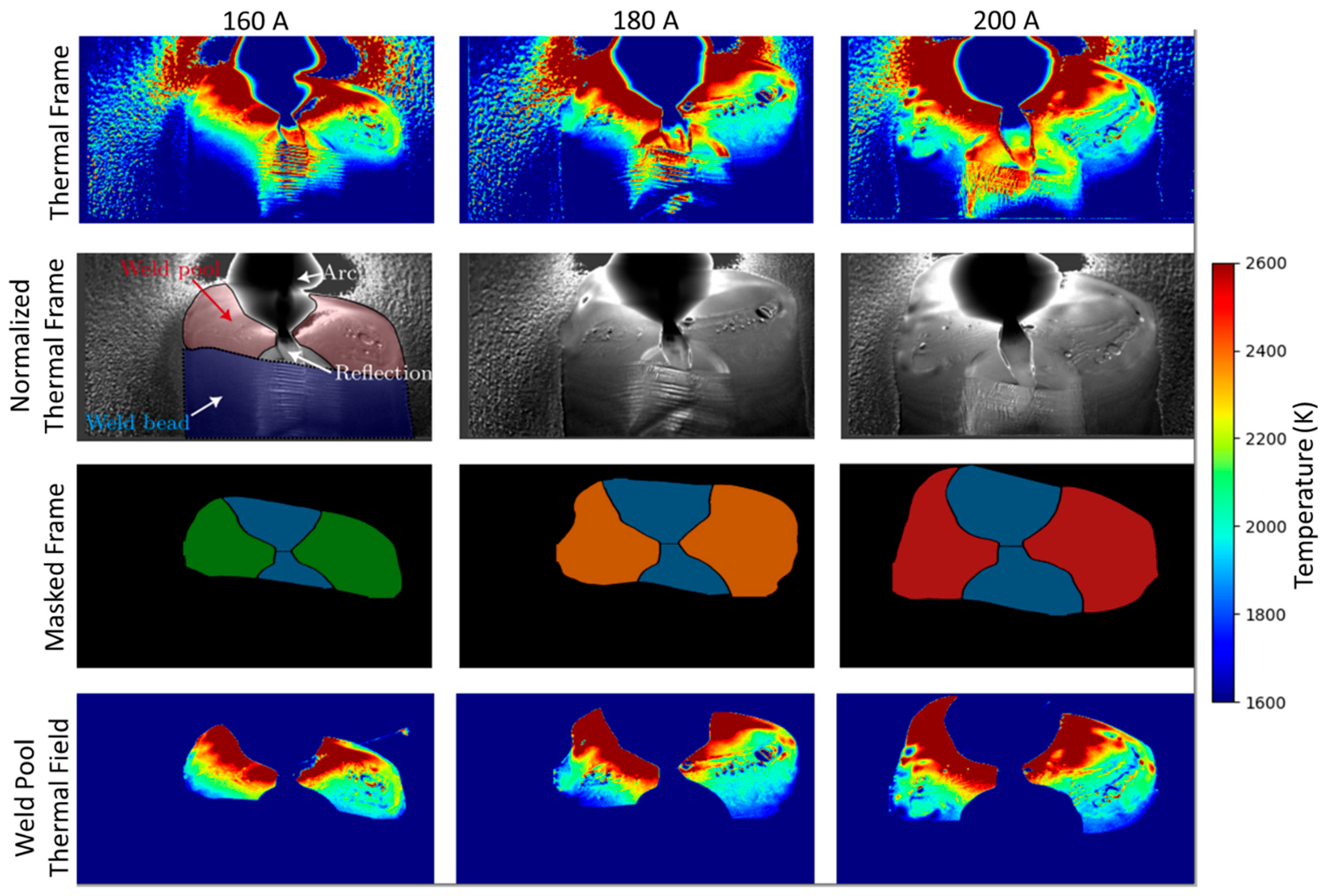
3.1. Segmentation Based on Thermal Field
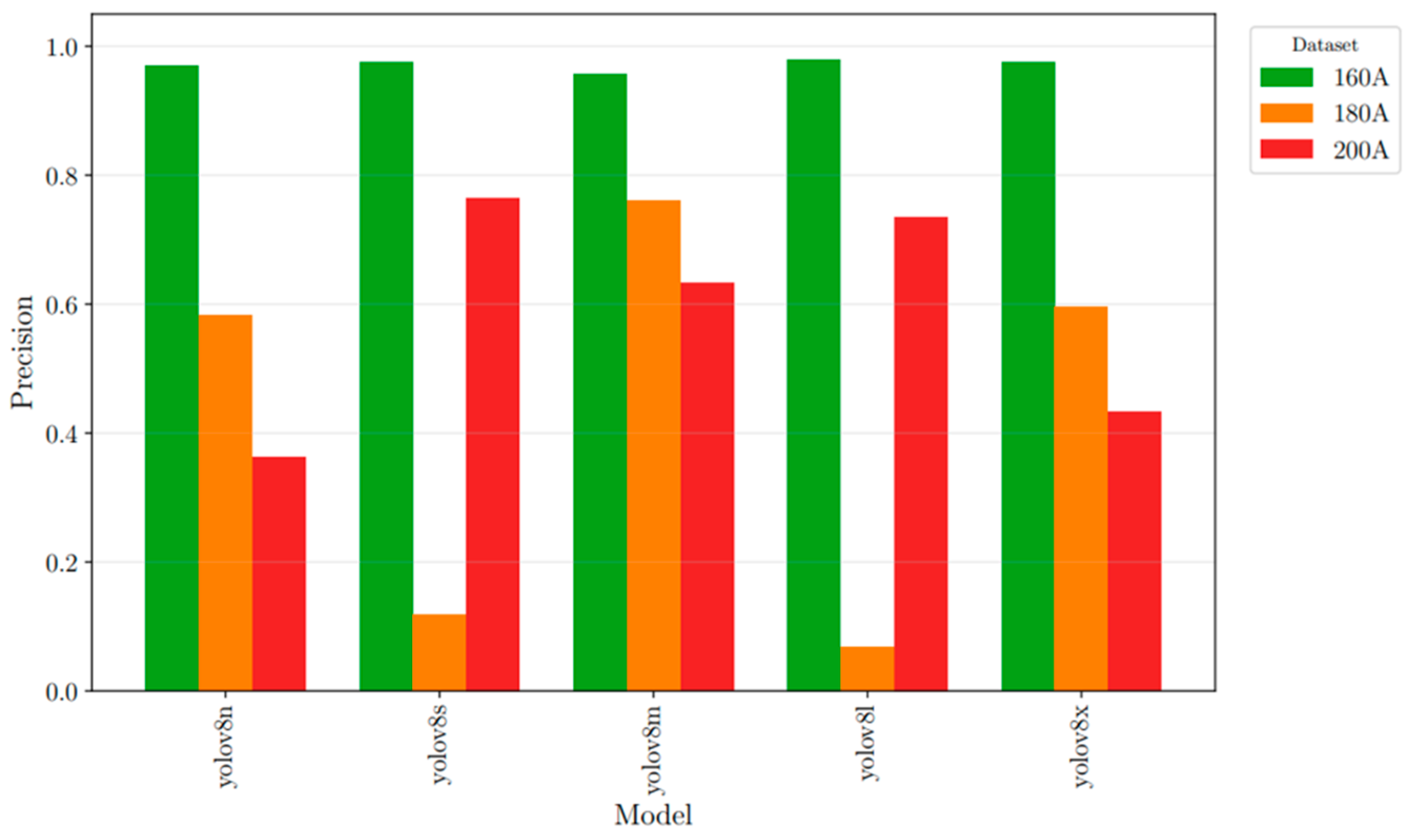
3.2. Classification Based on the Thermal Field Without Augmented Dataset
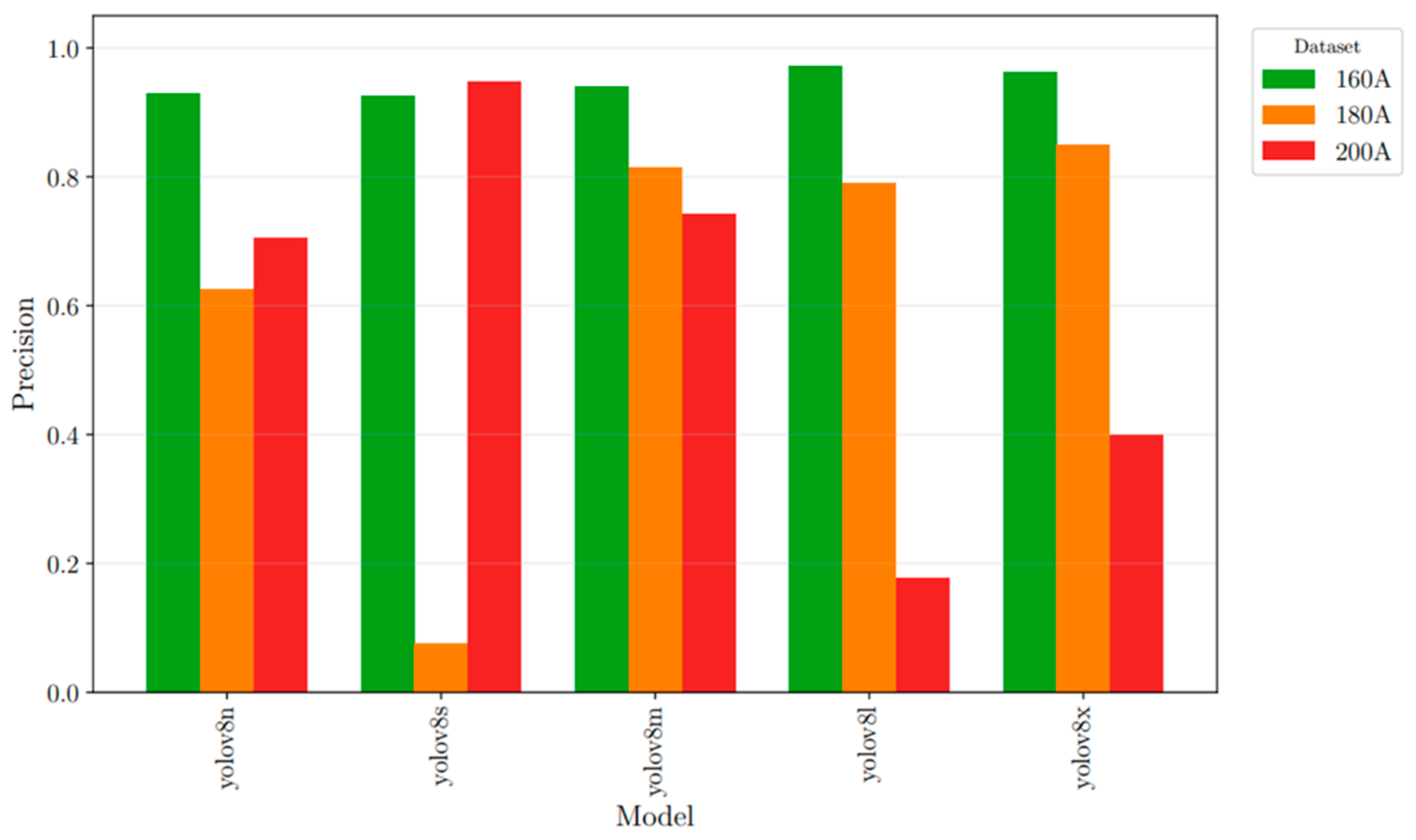
3.3. Classification Based on the Thermal Field with Augmented Data
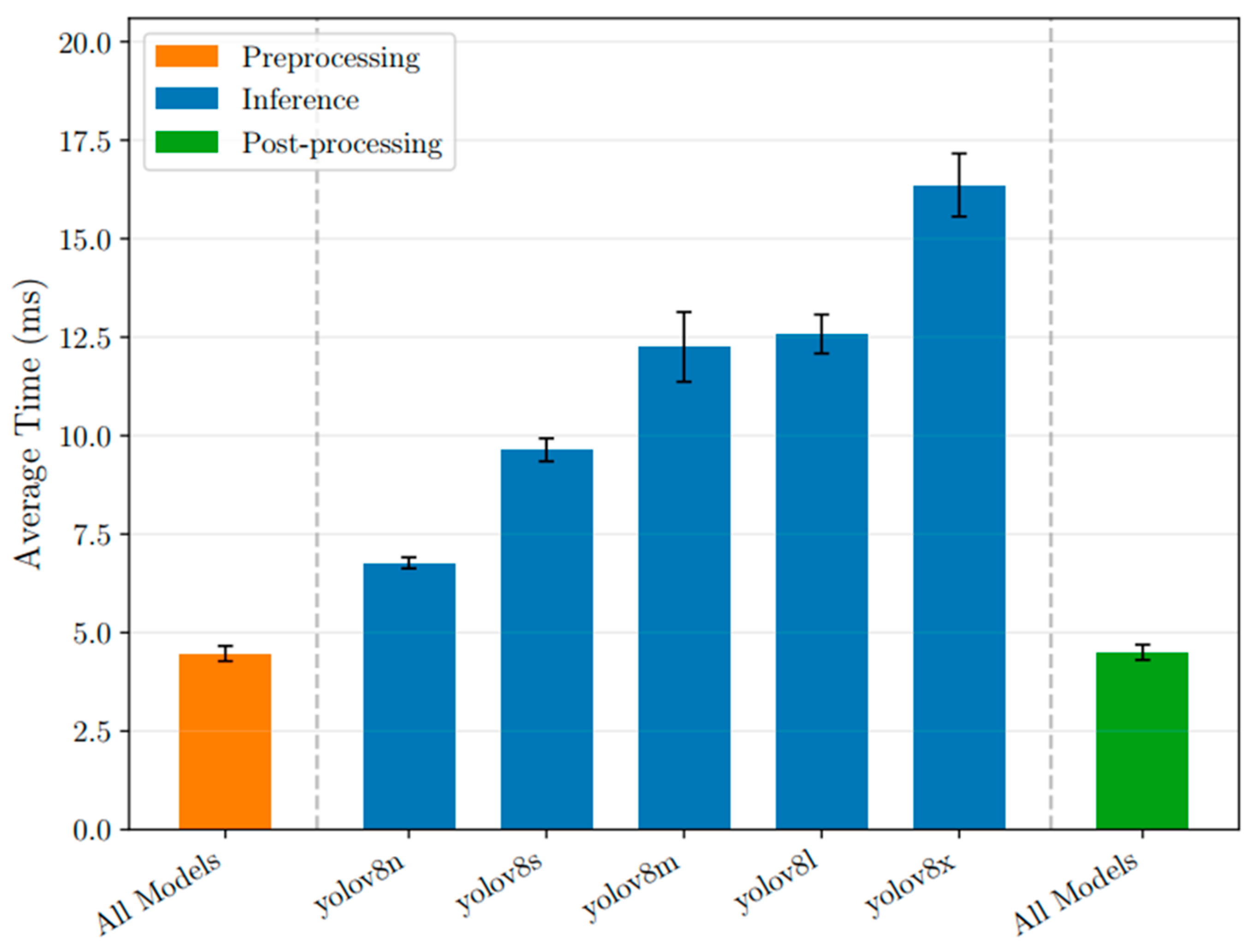
3.4. Processing Time
4. General Discussion
5. Conclusions
- All YOLOv8 model variants successfully segmented the molten pool with high spatial precision. Despite visual challenges such as arc reflections, deviations, weld pool boundaries motion, the models maintained accurate delineation of the weld pool across current levels, demonstrating their robustness to thermal field disturbances. Furthermore, the segmented masks preserved essential thermal features, validating YOLO’s use not only as a region-of-interest (ROI) extractor but also as a pre-processing tool for downstream temperature-based analyses.
- The classification performance of the YOLOv8 models applied to weld pool thermal images showed that it is feasible to distinguish between different welding current levels using rear-side thermal monitoring. Among the evaluated architectures, YOLOv8m achieved the highest classification precision of 83.25%.
- Moderate data augmentation can enhance generalization, even when the number of original samples is limited. For instance, YOLOv8m architecture benefited from 78.3% to 83.25% with augmented dataset.
- YOLOv8m emerged as the most balanced architecture, offering high accuracy with acceptable latency (21.4 ms/frame), making it well suited for real-time monitoring applications. YOLOv8n, while the fastest (15.9 ms/frame), had lower precision, and YOLOv8x showed diminishing returns in precision despite its higher complexity.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, X.; Zhang, J.; Tashiro, S.; Tanaka, M. Study of Molten Pool Dynamics in Keyhole TIG Welding by Numerical Modelling. J. Manuf. Process. 2024, 119, 827–841. [Google Scholar] [CrossRef]
- Jiang, Z.; Cong, B.; Zeng, C.; Yang, Q.; Zhang, Q.; Xiao, H.; Zhang, T.; Qi, B. Correlation Analysis of Current, Molten Pool, and Weld Formation in Double-Pulsed Variable Polarity TIG Welding. J. Manuf. Process. 2024, 131, 724–735. [Google Scholar] [CrossRef]
- Wu, S.; Zhao, F.; Wang, P.; Gong, S.; Wu, Z. Study on Molten Pool Flow and Porosity Defects in Laser–Tungsten Inert Gas (TIG) Welding of 4J36 Invar Steel. Materials 2025, 18, 1824. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Y.; Zhang, Y.; Zong, R. Numerical Analysis of the Behavior of Molten Pool and the Suppression Mechanism of Undercut Defect in TIG–MIG Hybrid Welding. Int. J. Heat Mass Transf. 2024, 218, 124757. [Google Scholar] [CrossRef]
- Xu, F.; Xu, Y.; Zhang, H.; Chen, S. Application of Sensing Technology in Intelligent Robotic Arc Welding: A Review. J. Manuf. Process. 2022, 79, 854–880. [Google Scholar] [CrossRef]
- Deshpande, S.; Babu, D.; Pradhan, S.; Kamesh, D.; Venugopal, S. Deep Learning-Based Image Segmentation for Defect Detection in Additive Manufacturing: An Overview. Int. J. Adv. Manuf. Technol. 2024, 134, 2081–2105. [Google Scholar] [CrossRef]
- Liu, T.; Zheng, P.; Bao, J. Deep Learning-Based Welding Image Recognition: A Comprehensive Review. J. Manuf. Syst. 2023, 68, 601–625. [Google Scholar] [CrossRef]
- Yu, R.; Huang, Y.; Peng, Y.; Wang, K. Monitoring of Butt Weld Penetration Based on Infrared Sensing and Improved Histograms of Oriented Gradients. J. Mater. Res. Technol. 2023, 22, 3280–3293. [Google Scholar] [CrossRef]
- Jiang, R.; Xiao, R.; Chen, S. Prediction of Penetration Based on Infrared Thermal and Visual Images during Pulsed GTAW Process. J. Manuf. Process. 2021, 69, 261–272. [Google Scholar] [CrossRef]
- Jorge, V.L.; Bendaoud, I.; Soulié, F.; Bordreuil, C. High-Resolution Thermal Imaging for Melt Pool Dynamics Studies in TIG Welding Process. Weld. World, 2025; in press. [Google Scholar] [CrossRef]
- Górka, J.; Jamrozik, W. Enhancement of Imperfection Detection Capabilities in TIG Welding of the Infrared Monitoring System. Metals 2021, 11, 1624. [Google Scholar] [CrossRef]
- Buongiorno, D.; Melchiorri, A.; Cammarano, A.; Grasso, M. Inline Defective Laser Weld Identification by Processing Thermal Image Sequences with Machine and Deep Learning Techniques. Appl. Sci. 2022, 12, 6455. [Google Scholar] [CrossRef]
- Jorge, V.L.; Bendaoud, I.; Soulié, F.; Bordreuil, C. Rear Weld Pool Thermal Monitoring in GTAW Process Using a Developed Two-Colour Pyrometer. Metals 2024, 14, 937. [Google Scholar] [CrossRef]
- Yu, R.; Huang, Y.; Wu, H.; Yang, H.; Zhang, H. Deep Learning-Based Real-Time and In-Situ Monitoring of Weld Penetration: Where We Are and What Are Needed Revolutionary Solutions. J. Manuf. Process. 2023, 93, 15–46. [Google Scholar] [CrossRef]
- Zhang, Z.; Wen, G.; Chen, S. Weld Image Deep Learning-Based On-Line Defects Detection Using Convolutional Neural Networks for Al Alloy in Robotic Arc Welding. J. Manuf. Process. 2019, 45, 208–216. [Google Scholar] [CrossRef]
- Knaak, C.; Gennrich, B.; Kuhn, R.; Kalms, M. A Spatio-Temporal Ensemble Deep Learning Architecture for Real-Time Defect Detection during Laser Welding on Low Power Embedded Computing Boards. Sensors 2021, 21, 4205. [Google Scholar] [CrossRef]
- Hussain, M. YOLO-v1 to YOLO-v8, the Rise of YOLO and Its Complementary Nature toward Digital Manufacturing and Industrial Defect Detection. Machines 2023, 11, 677. [Google Scholar] [CrossRef]
- Redmon, J.; Divvala, S.; Girshick, R.; Farhadi, A. You Only Look Once: Unified, Real-Time Object Detection. In Proceedings of the 2016 IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Las Vegas, NV, USA, 27–30 June 2016; pp. 779–788. [Google Scholar] [CrossRef]
- Jorge, V.L.; Bendaoud, I.; Soulié, F.; Bordreuil, C. Deep Learning-Based YOLO for Semantic Segmentation and Classification of Weld Pool Thermal Images. Int. J. Adv. Manuf. Technol. 2025; in press. [Google Scholar] [CrossRef]
- Gao, A.; Han, Y.; Song, S.; Lu, L.; Zheng, L. YOLO-Weld: A Modified YOLOv5-Based Weld Feature Detection Network for Extreme Weld Noise. Sensors 2023, 23, 5640. [Google Scholar] [CrossRef]
- Asadi, R.; Rahmani, A.; Garmabi, H.; Asadi, R. Process Monitoring by Deep Neural Networks in Directed Energy Deposition: CNN-Based Detection, Segmentation, and Statistical Analysis of Melt Pools. Robot. Comput. Integr. Manuf. 2024, 87, 102710. [Google Scholar] [CrossRef]
- Jocher, G.; Chaurasia, A.; Qiu, J.; Stoken, A. YOLO by Ultralytics. GitHub Repository. 2023. Available online: https://github.com/ultralytics/ultralytics (accessed on 18 July 2025).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Welding process | GTAW (DC power mode) |
| Base material | 316L Stainless Steel (150 × 50 × 10 mm) |
| Filler wire | ER 316L (RCC-M), Ø 1.0 mm |
| Welding current levels | 160 A, 180 A, 200 A |
| Travel speed | 2.5 mm/s |
| Wire feed speed | 2.7 m/min |
| Electrode | 2.4 mm tungsten, 2% La, 38° grinding angle |
| Electrode-to-work distance | AVC-controlled (10.7 V) |
| Shielding gas | Argon 99.995% (Grade 4.5) |
| Gas flow rate | 13 L/min |
| Argument | Value | Function |
|---|---|---|
| Batch size | 8 | The number of samples processed simultaneously in a single forward and backward pass during training |
| Workers | 8 | Data loading threads utilized during training |
| Box | 7.5 | Box loss contribution in the overall loss function |
| Cls | 0.5 | Classification loss contribution in the overall loss function |
| Seed | 0 | It governs the random number generation used in operations involving randomness |
| Lr0 | 0.01 | Initial learning rate |
| Lrf | 0.01 | Final learning rate as a fraction of the initial rate |
| Epochs | 200 | Total number of training iterations over the dataset |
| Image size | 640 × 640 | Input image size resized to match YOLOv8 requirements |
| Confidence threshold | 0.7 | Minimum confidence for prediction to be considered valid during inference |
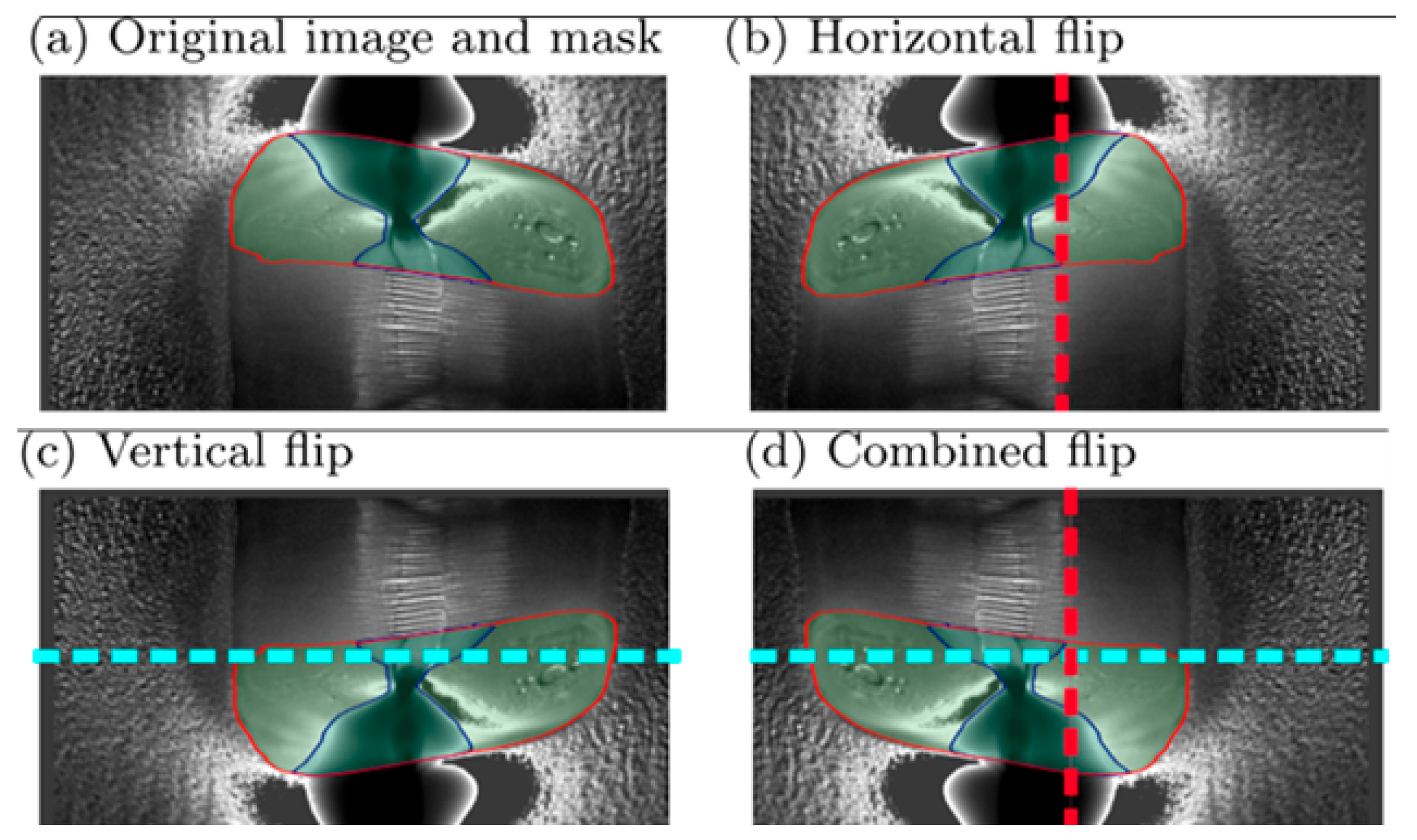
| Augmentation | Flip only (H, V, H + V) | Data augmentation through geometric flips |
| Without Data Augmentation | With Data Augmentation | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Model | Class | TP | FP | FN | Precision (%) | TP | FP | FN | Precision (%) |
| yolov8n | 160A | 388 | 1 | 11 | 97.00 | 372 | 19 | 9 | 93.00 |
| 180A | 233 | 158 | 9 | 58.25 | 250 | 117 | 33 | 62.50 | |
| 200A | 145 | 225 | 30 | 36.25 | 282 | 71 | 47 | 70.50 | |
| yolov8s | 160A | 390 | 0 | 10 | 97.50 | 370 | 4 | 26 | 92.50 |
| 180A | 47 | 155 | 198 | 11.75 | 30 | 201 | 169 | 7.50 | |
| 200A | 306 | 26 | 68 | 76.50 | 379 | 5 | 16 | 94.75 | |
| yolov8m | 160A | 383 | 5 | 12 | 95.75 | 376 | 4 | 20 | 94.00 |
| 180A | 304 | 56 | 40 | 76.00 | 326 | 20 | 54 | 81.50 | |
| 200A | 253 | 141 | 6 | 63.25 | 297 | 27 | 76 | 74.25 | |
| yolov8l | 160A | 392 | 6 | 2 | 98.00 | 389 | 4 | 7 | 97.25 |
| 180A | 27 | 209 | 164 | 6.75 | 316 | 54 | 30 | 79.00 | |
| 200A | 294 | 48 | 58 | 73.50 | 71 | 278 | 51 | 17.75 | |
| yolov8x | 160A | 390 | 7 | 3 | 97.50 | 385 | 8 | 7 | 96.25 |
| 180A | 238 | 76 | 86 | 59.50 | 340 | 43 | 17 | 85.00 | |
| 200A | 173 | 46 | 181 | 43.25 | 160 | 226 | 14 | 40.00 | |
| Model | Parameters (Million) | Precision (%) | Average Total Time (ms/Frame) |
|---|---|---|---|
| YOLOv8n | 3.1 | 75.3 | 15.9 |
| YOLOv8s | 11.1 | 64.9 | 18.8 |
| YOLOv8m | 43.7 | 83.2 | 21.4 |
| YOLOv8l | 47.1 | 64.6 | 21.7 |
| YOLOv8x | 68.2 | 73.7 | 25.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jorge, V.L.; Boutaleb, Z.; Boutin, T.; Bendaoud, I.; Soulié, F.; Bordreuil, C. Deep Learning-Based YOLO Applied to Rear Weld Pool Thermal Monitoring of Metallic Materials in the GTAW Process. Metals 2025, 15, 836. https://doi.org/10.3390/met15080836
Jorge VL, Boutaleb Z, Boutin T, Bendaoud I, Soulié F, Bordreuil C. Deep Learning-Based YOLO Applied to Rear Weld Pool Thermal Monitoring of Metallic Materials in the GTAW Process. Metals. 2025; 15(8):836. https://doi.org/10.3390/met15080836
Chicago/Turabian StyleJorge, Vinicius Lemes, Zaid Boutaleb, Theo Boutin, Issam Bendaoud, Fabien Soulié, and Cyril Bordreuil. 2025. "Deep Learning-Based YOLO Applied to Rear Weld Pool Thermal Monitoring of Metallic Materials in the GTAW Process" Metals 15, no. 8: 836. https://doi.org/10.3390/met15080836
APA StyleJorge, V. L., Boutaleb, Z., Boutin, T., Bendaoud, I., Soulié, F., & Bordreuil, C. (2025). Deep Learning-Based YOLO Applied to Rear Weld Pool Thermal Monitoring of Metallic Materials in the GTAW Process. Metals, 15(8), 836. https://doi.org/10.3390/met15080836