
Improving the Wear Properties of Ni Matrix Composites Containing High-Speed Steel Particles


Abstract

1. Introduction
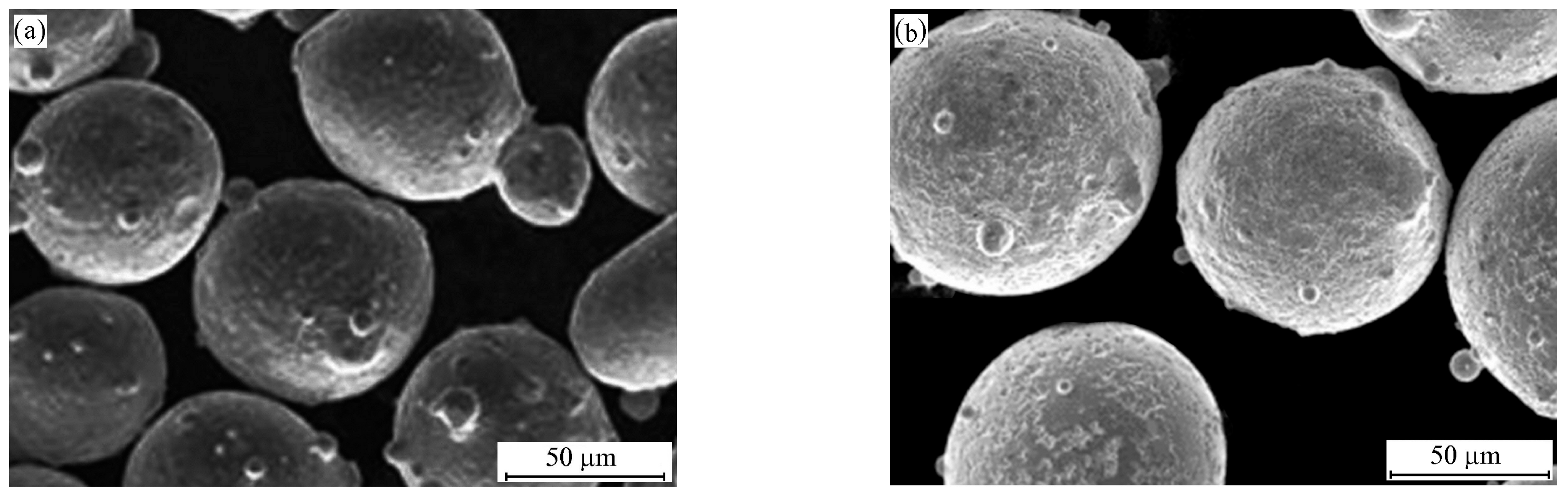
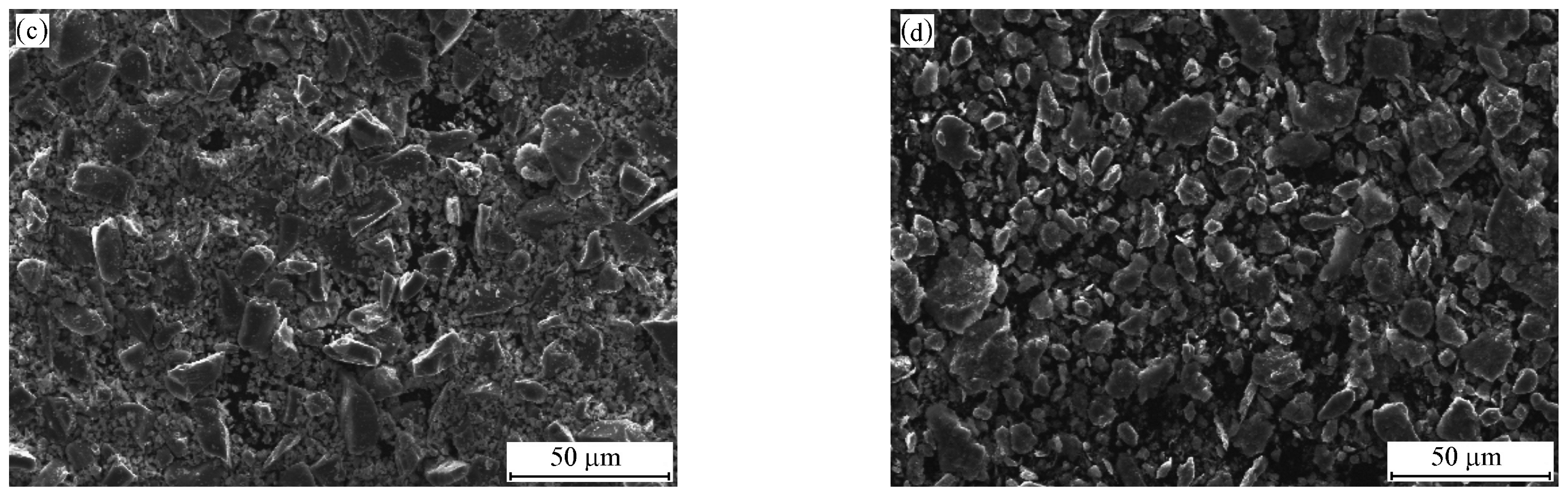
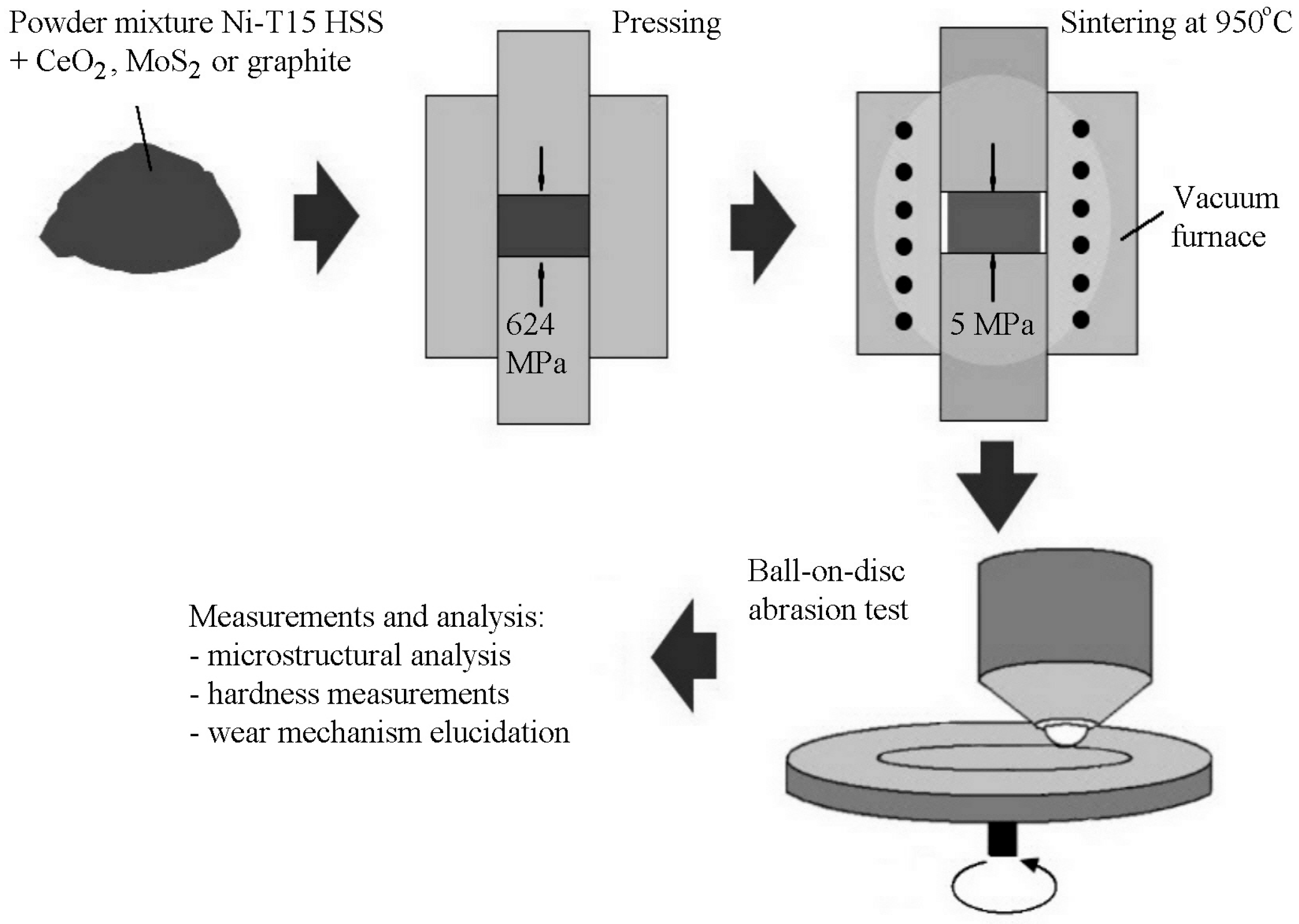
2. Materials and Methods
3. Results and Discussion
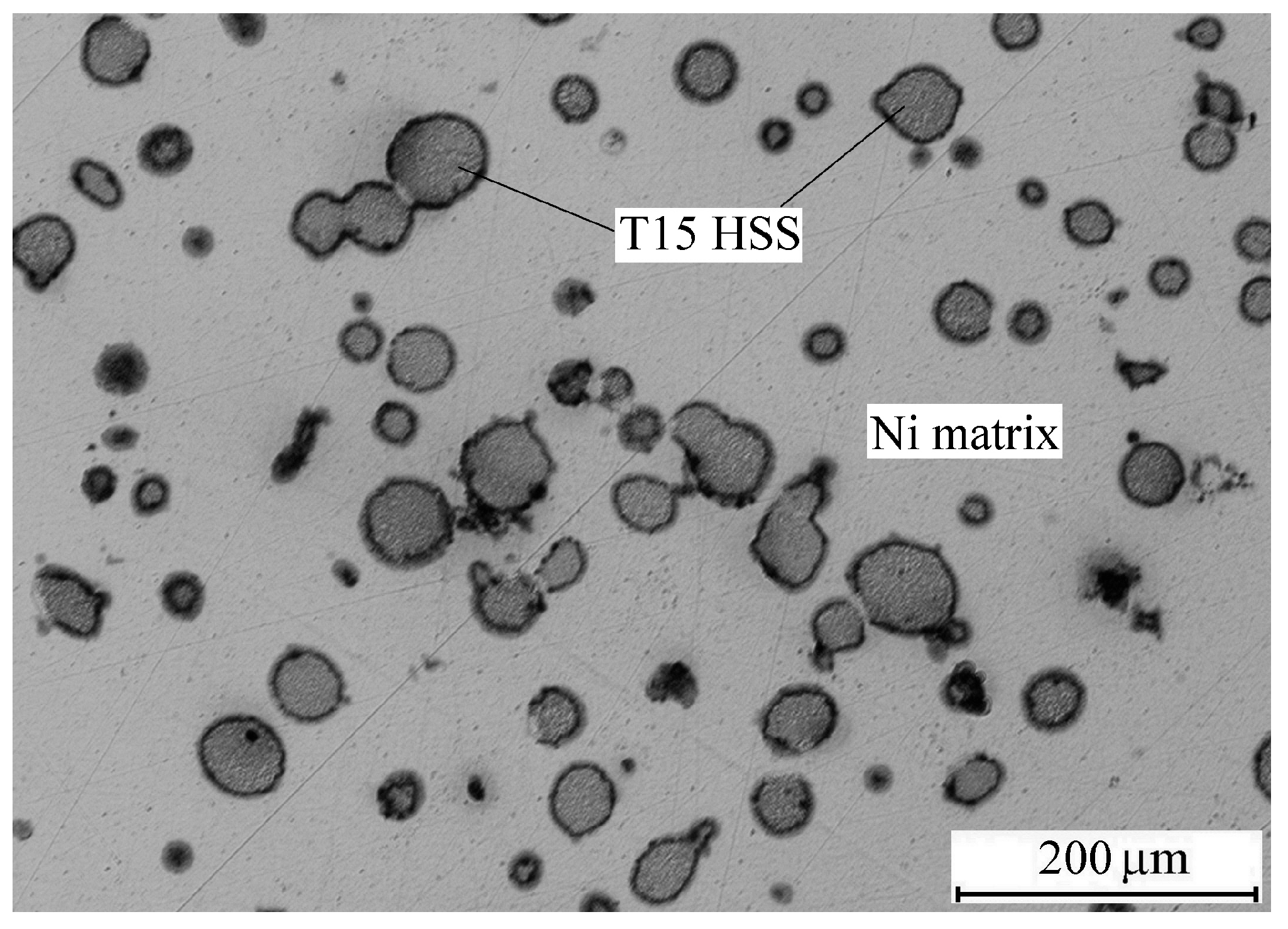
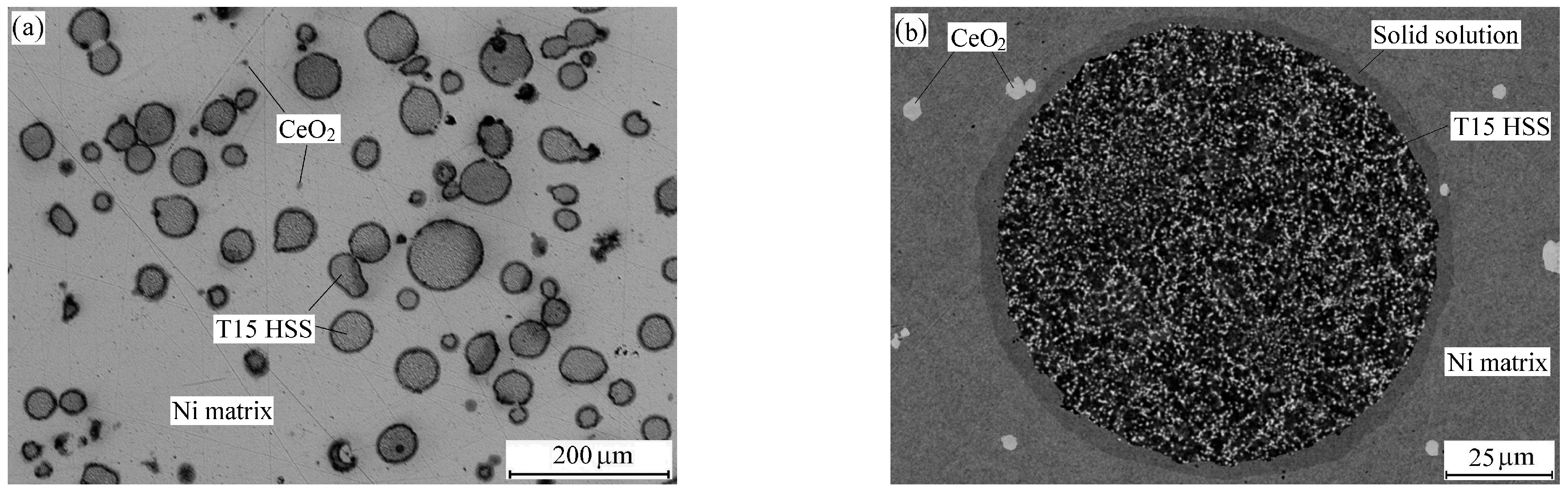
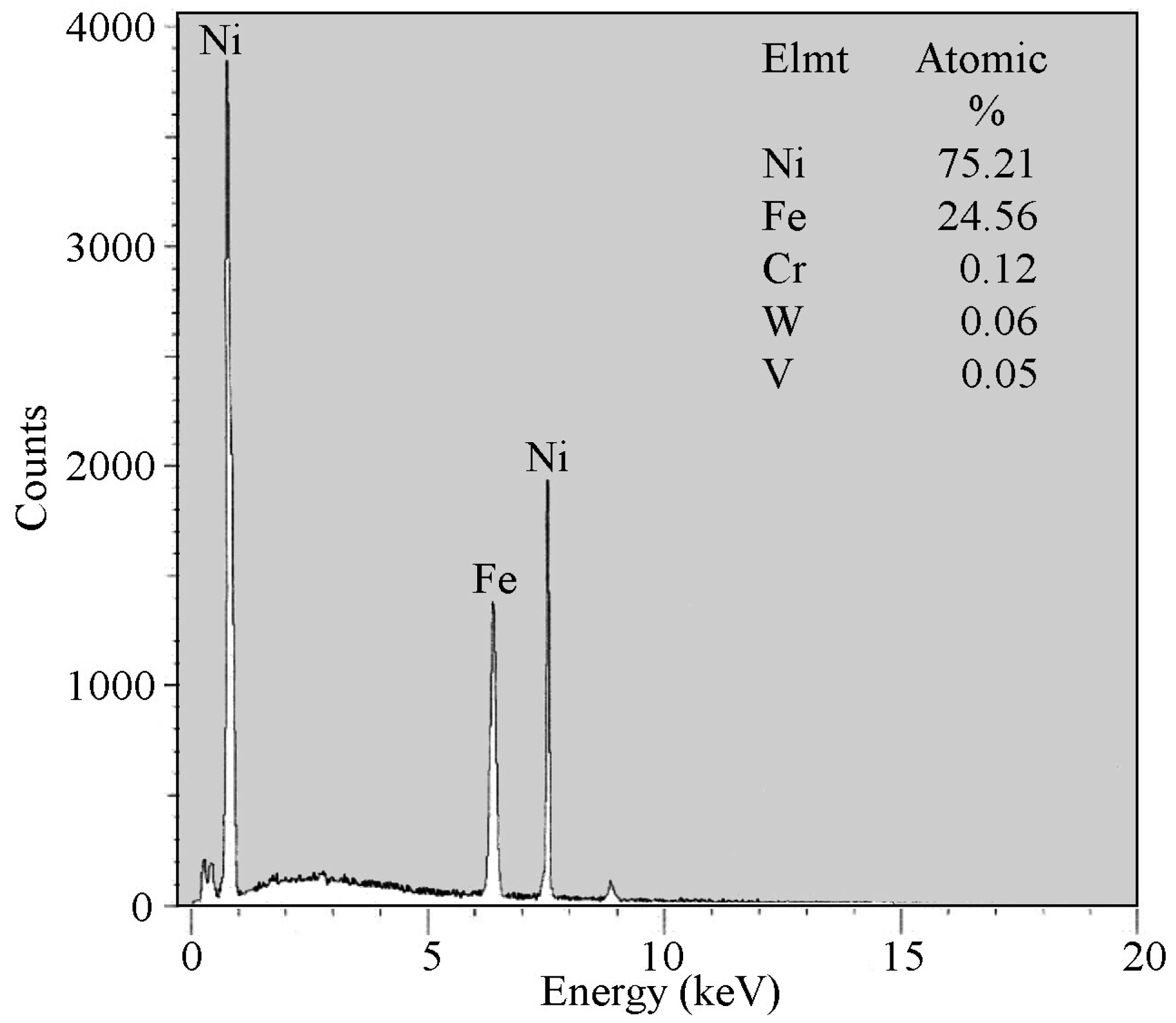
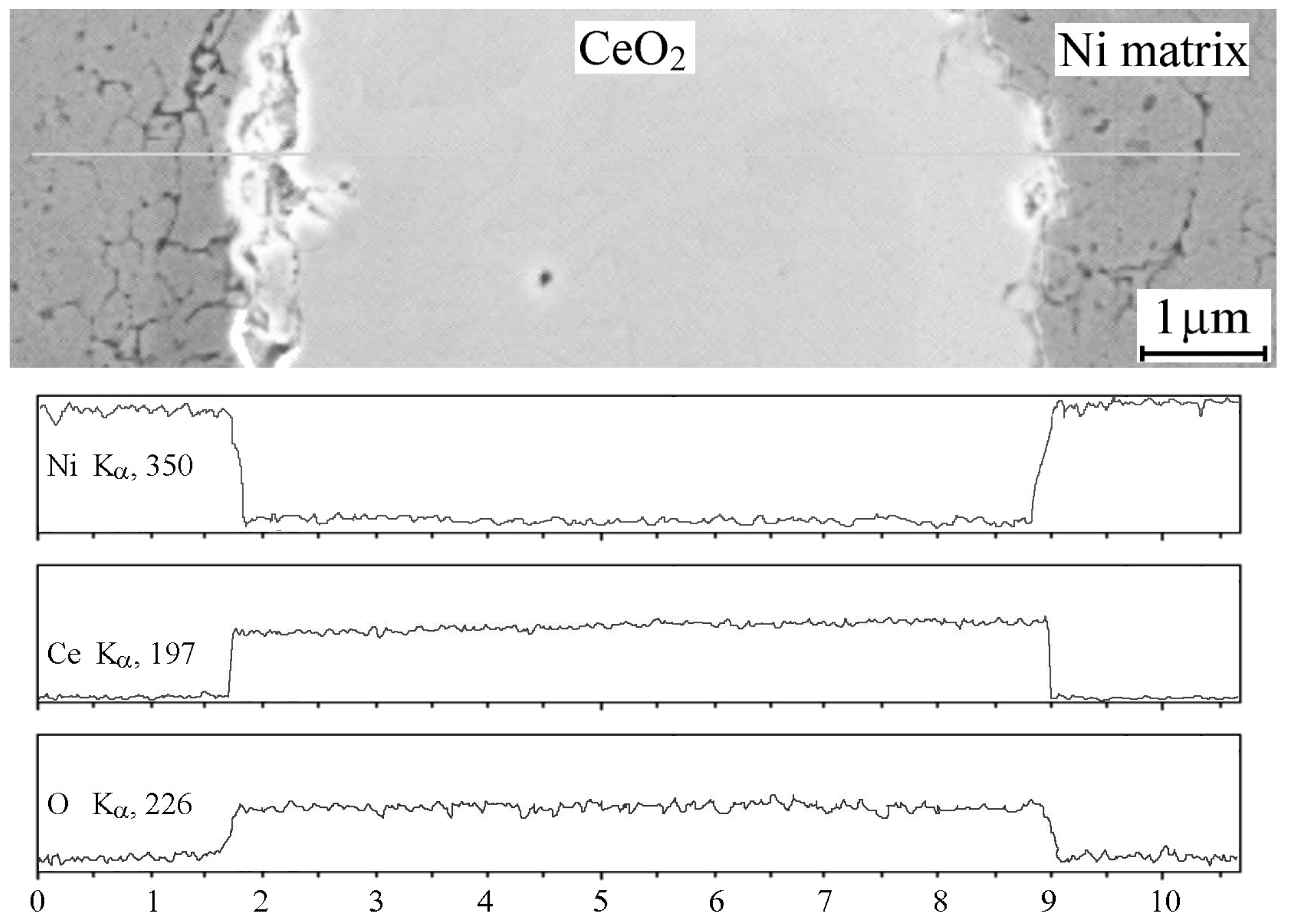
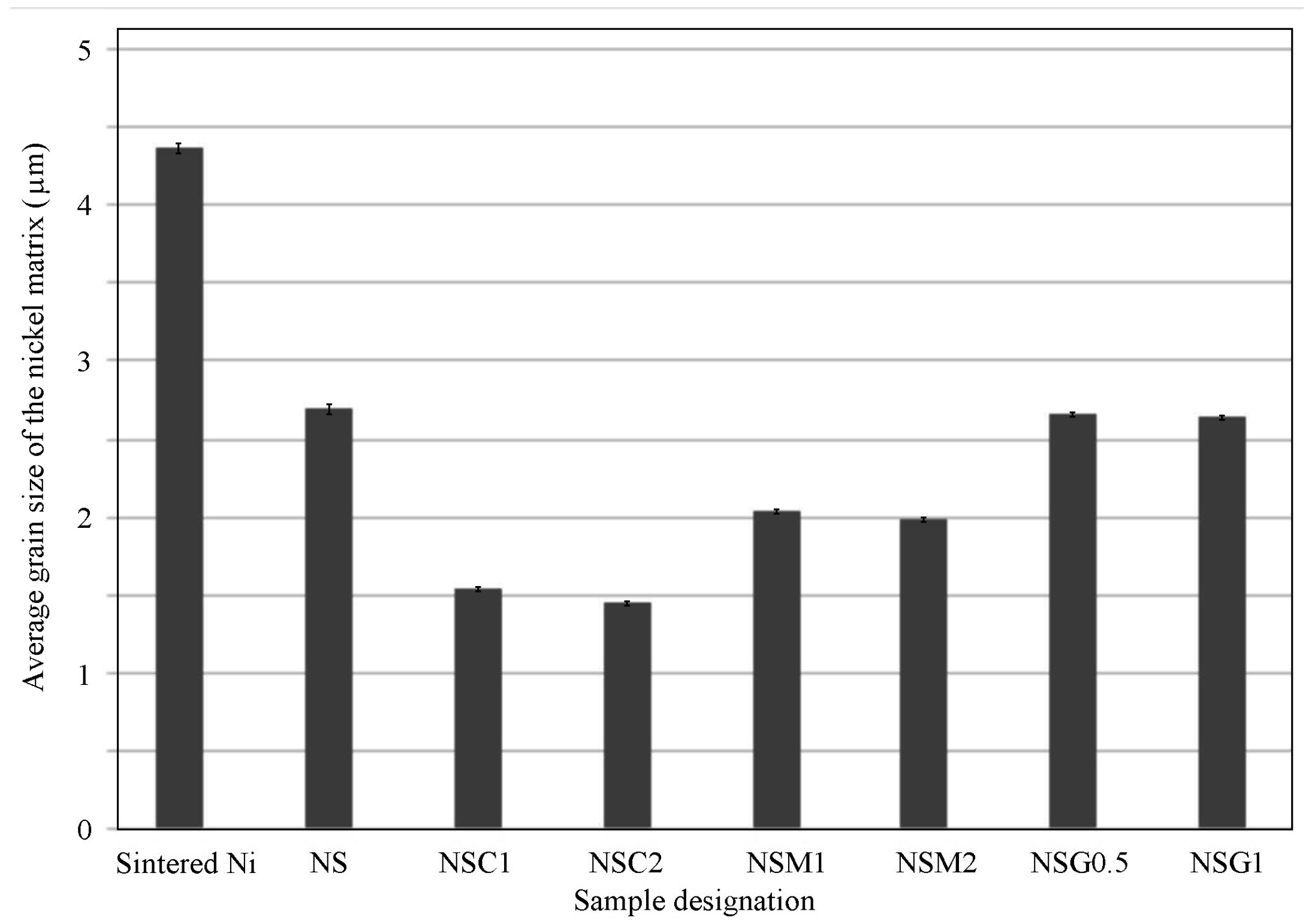
3.1. Microstructural Investigations
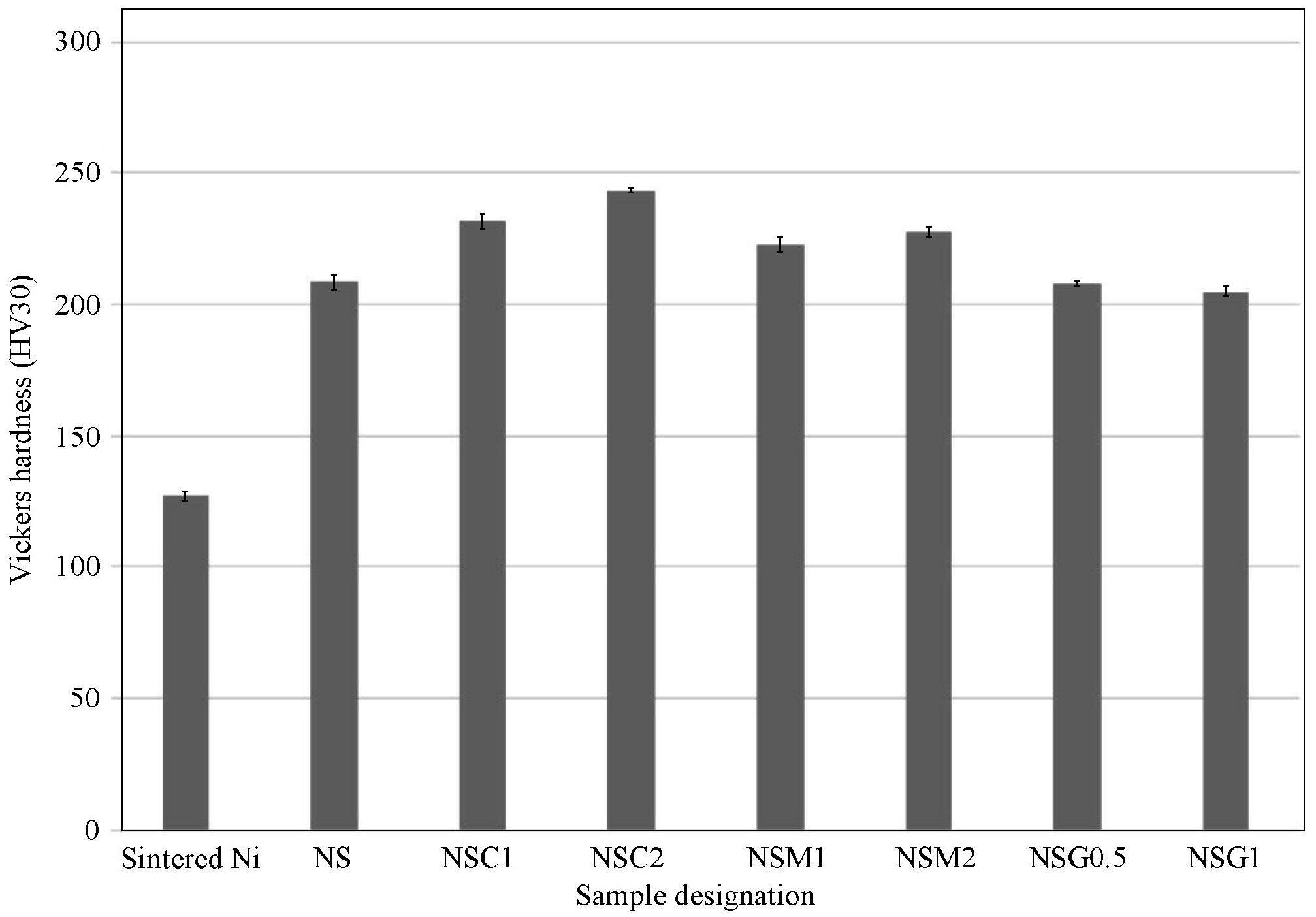
3.2. Density and Hardness Measurements
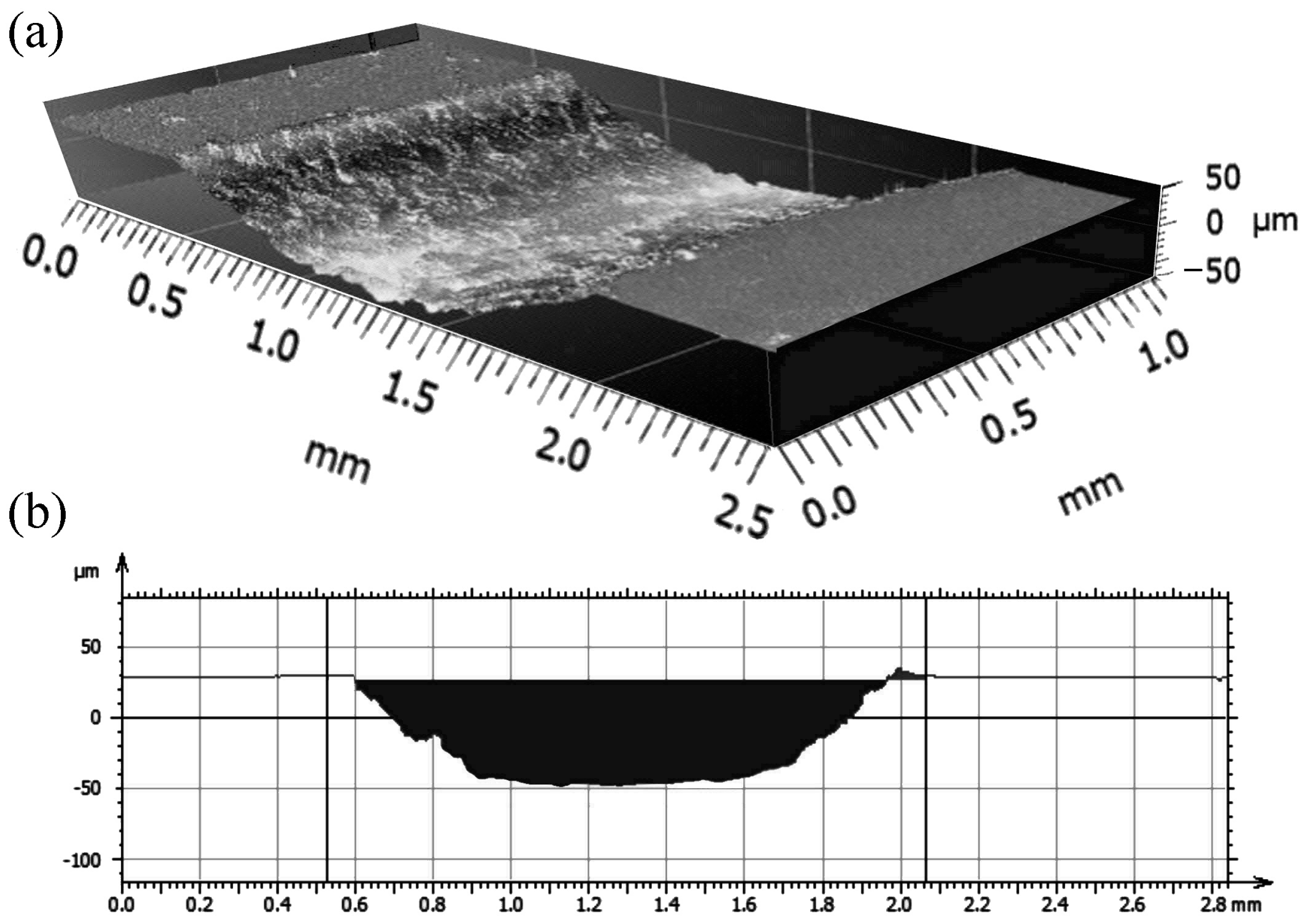
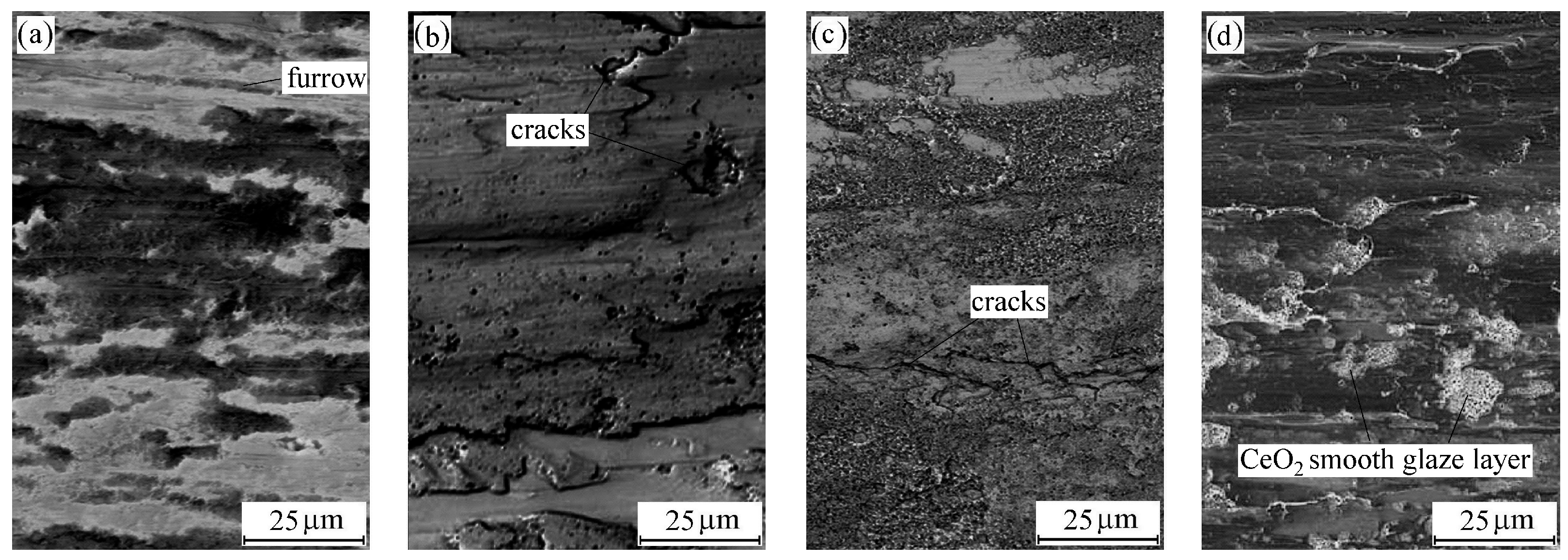
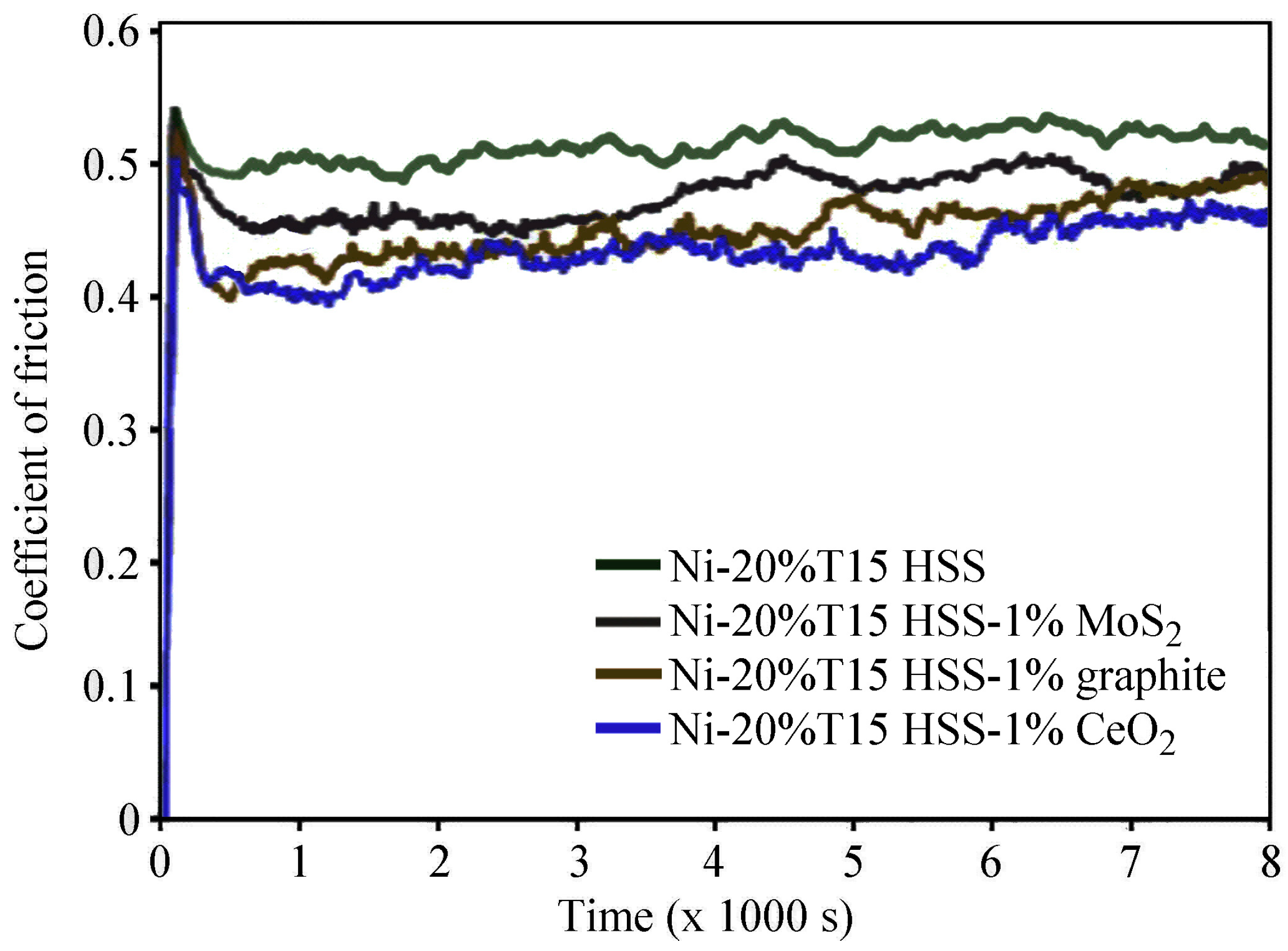
3.3. Tribological Behavior of Ni-T15 HSS Composites
4. Conclusions
- The maximum hardness of 243 HV can be achieved for the Ni-20 wt.%T15 HSS-2% CeO2, which is about 16% higher than that of the Ni–T15 HSS composite.
- The wear rate of the Ni–T15 HSS composites reduces from 3.4782 × 10−7 cm3/N∙m to 2.0222 × 10−7 cm3/N∙m as the content of CeO2 rises from 0 wt.% to 2 wt.%.
- The wear mechanisms of composites with MoS2 or graphite are abrasive wear and adhesive wear.
- The introduction of CeO2 enhances the hardness of composites, leading to a change in the wear mechanism of composites to slight abrasive wear.
- The addition of CeO2 can effectively optimize the tribological properties of Ni–T15 HSS composites.
- Ni–T15 HSS composites, especially with the addition of CeO2, seem to have significant potential for industrial applications in high-wear environments and are an interesting source of future work on high-temperature performance and fatigue resistance.
Funding
Data Availability Statement
Conflicts of Interest
References
- Sharma, D.; Mahant, D.; Upadhyay, G. Manufacturing of metal matrix composites: A state of review. Mater. Today-Proc. 2020, 26, 506–519. [Google Scholar] [CrossRef]
- Sankhla, A.; Patel, K. Metal matrix composites fabricated by stir casting process—A review. Adv. Mater. Process. Technol. 2022, 8, 1270–1291. [Google Scholar] [CrossRef]
- Qu, X.; Zhang, L.; Wu, M.; Ren, S. Review of metal matrix composites with high thermal conductivity for thermal management applications. Prog. Nat. Sci. 2011, 21, 189–197. [Google Scholar] [CrossRef]
- Srivastava, A.; Dixit, A.; Tiwari, S. A review on the intensification of metal matrix composites and its nonconventional machining. Sci. Eng. Compos. Mater. 2018, 25, 213–228. [Google Scholar] [CrossRef]
- Konieczny, M. The effect of sintering temperature, sintering time, and reinforcement particle size on properties of Al-Al2O3 composites. Compos. Theory Pract. 2012, 12, 39–43. [Google Scholar]
- Kargul, M.; Konieczny, M. Copper matrix composites reinforced with steel particles. AIMS Mater. Sci. 2021, 8, 321–342. [Google Scholar] [CrossRef]
- Szewczyk-Nykiel, A. Microstructure and properties of sintered metal matrix composites reinforced with SiC particles. Tech. Trans. 2017, 6, 179–190. [Google Scholar]
- Kumar, B.; Ananthaprasad, G.; Krishna, K. A Review on mechanical and tribological behaviors of nickel matrix composites. Indian J. Sci. Technol. 2016, 9, 1–7. [Google Scholar]
- Park, B.; Lee, J.; Park, J.; Park, H. Comparative study of Ni-TaC composites via high-energy ball milling activation and spark plasma sintering: Reinforcement, densification, oxidation resistance, and mechanical property. J. Alloys Compd. 2024, 984, 173900. [Google Scholar] [CrossRef]
- Tyagi, R.; Xiong, D.; Li, J.; Dai, J. Elevated temperature tribological behavior of Ni based composites containing nano-silver and hBN. Wear 2010, 269, 884–890. [Google Scholar] [CrossRef]
- El-Wazery, M.; El-Desouk, A.; Hamed, O.; Fathy, A.; Mansour, N. Electrical and mechanical performance of zirconia-nickel functionally graded materials. Int. J. Eng. Trans. A Basics 2013, 26, 375–382. [Google Scholar] [CrossRef]
- Karayannis, V.; Moutsatsou, A. Synthesis and characterization of nickel-alumina composites from recycled nickel powder. Adv. Mater. Sci. Eng. 2012, 395612. [Google Scholar] [CrossRef]
- Yamada, T. Nickel-base composite materials and their bonding. Weld. Int. 1990, 4, 593–599. [Google Scholar] [CrossRef]
- Li, F.; Cheng, J.; Zhu, S.; Hao, J.; Yang, J.; Liu, W. Microstructure and mechanical properties of Ni-based high-temperature solid-lubricating composites. Mater. Sci. Eng. A-Struct. 2017, 682, 475–481. [Google Scholar] [CrossRef]
- Li, J.; Xiong, D.; Huang, Z.; Kong, J.; Dai, J. Effect of Ag and CeO2 on friction and wear performance of Ni-base composite at high temperature. Wear 2009, 267, 576–584. [Google Scholar] [CrossRef]
- Xue, M. Tribological behaviour of Ni-Cr based composite at high temperature. Trans. Non-ferrous Met. Soc. China 2007, 17, 570–574. [Google Scholar]
- Konieczny, M. Properties and strengthening mechanisms of nickel matrix composites reinforced with high-speed steel particles. Compos. Theory Pract. 2024, 12, 116–122. [Google Scholar] [CrossRef]
- EN ISO 2738:2001; Sintered Metal Materials, Excluding Hardmetals—Permeable Sintered Metal Materials—Determination of Density, Oil Content and Open Porosity. International Organization for Standardization: Geneva, Switzerland, 2001.
- ASTM G 99; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2003.
- EN ISO 6507-1:2023; Metallic Materials—Vickers Hardness Test. International Organization for Standardization: Geneva, Switzerland, 2023.
- Zhang, Z.; Wang, Z.; Liang, P. Effects of CeO2 on friction and wear characteristics of Fe-Ni-Cr alloy castings. Tribol. Int. 2006, 39, 971–978. [Google Scholar] [CrossRef]
- Zhu, Y.; Qi, Q.; Wang, L.; Zhao, Y.; Yang, X.; Zhang, X. The influence of CeO2 on the oxidation resistance of TaC/Ni composites. J. Alloys Compd. 2024, 177147. [Google Scholar] [CrossRef]
- Qu, N.; Hu, X.; Qian, W.; Zhu, Z. Enhancement of microhardness and wear resistance of Ni-CeO2 nanocomposite coatings. Surf. Eng. 2014, 30, 159–164. [Google Scholar] [CrossRef]
- Hu, T.; Shi, Z.; Shao, W.; Xing, X.; Zhou, Y.; Yang, Q. Effect of CeO2 on density and wear resistance of Ni-Cr-WC coatings by theoretical calculations and experimental investigation. Surf. Coat. Technol. 2019, 377, 124850. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Designation | Nickel wt.% | T15 HSS wt.% | CeO2 wt.% | MoS2 wt.% | Graphite wt.% |
|---|---|---|---|---|---|
| NS | 80 | 20 | 0 | 0 | 0 |
| NSC1 | 79 | 20 | 1 | 0 | 0 |
| NSC2 | 78 | 20 | 2 | 0 | 0 |
| NSM1 | 79 | 20 | 0 | 1 | 0 |
| NSM2 | 78 | 20 | 0 | 2 | 0 |
| NSG0.5 | 79.5 | 20 | 0 | 0 | 0.5 |
| NSG1 | 79 | 20 | 0 | 0 | 1 |
| Sample | Measured Density (g/cm3) | Relative Density (%) | Vickers Hardness (HV30) |
|---|---|---|---|
| Sintered Ni | 8.655 ± 0.03 | 97.25 | 127 ± 2 |
| NS | 8.326 ± 0.02 | 95.27 | 209 ± 3 |
| NSC1 | 8.295 ± 0.03 | 95.11 | 232 ± 3 |
| NSC2 | 8.248 ± 0.01 | 94.78 | 243 ± 1 |
| NSM1 | 8.261 ± 0.02 | 95.21 | 223 ± 3 |
| NSM2 | 8.178 ± 0.03 | 94.93 | 228 ± 2 |
| NSG0.5 | 8.405 ± 0.02 | 97.55 | 208 ± 1 |
| NSG1 | 8.335 ± 0.01 | 98.11 | 205 ± 2 |
| Sample | Weight Loss (g) | Wear Volume (×10−3 cm3) | Wear Rate (cm3/N∙m) | Coefficient of Friction |
|---|---|---|---|---|
| Sintered Ni | 0.0395 | 4.4382 | 8.8764 × 10−7 | 0.618 |
| NS | 0.0152 | 1.7391 | 3.4782 × 10−7 | 0.523 |
| NSC1 | 0.0103 | 1.1809 | 2.3618 × 10−7 | 0.427 |
| NSC2 | 0.0088 | 1.0111 | 2.0222 × 10−7 | 0.418 |
| NSM1 | 0.0146 | 1.6826 | 3.3652 × 10−7 | 0.492 |
| NSM2 | 0.0128 | 1.4857 | 2.9714 × 10−7 | 0.461 |
| NSG0.5 | 0.0151 | 1.7325 | 3.4650 × 10−7 | 0.497 |
| NSG1 | 0.0146 | 1.7184 | 3.4368 × 10−7 | 0.451 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Konieczny, M. Improving the Wear Properties of Ni Matrix Composites Containing High-Speed Steel Particles. Metals 2025, 15, 772. https://doi.org/10.3390/met15070772
Konieczny M. Improving the Wear Properties of Ni Matrix Composites Containing High-Speed Steel Particles. Metals. 2025; 15(7):772. https://doi.org/10.3390/met15070772
Chicago/Turabian StyleKonieczny, Marek. 2025. "Improving the Wear Properties of Ni Matrix Composites Containing High-Speed Steel Particles" Metals 15, no. 7: 772. https://doi.org/10.3390/met15070772
APA StyleKonieczny, M. (2025). Improving the Wear Properties of Ni Matrix Composites Containing High-Speed Steel Particles. Metals, 15(7), 772. https://doi.org/10.3390/met15070772