
Study on Cutting Performance and Wear Resistance of Biomimetic Micro-Textured Composite Cutting Tools

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
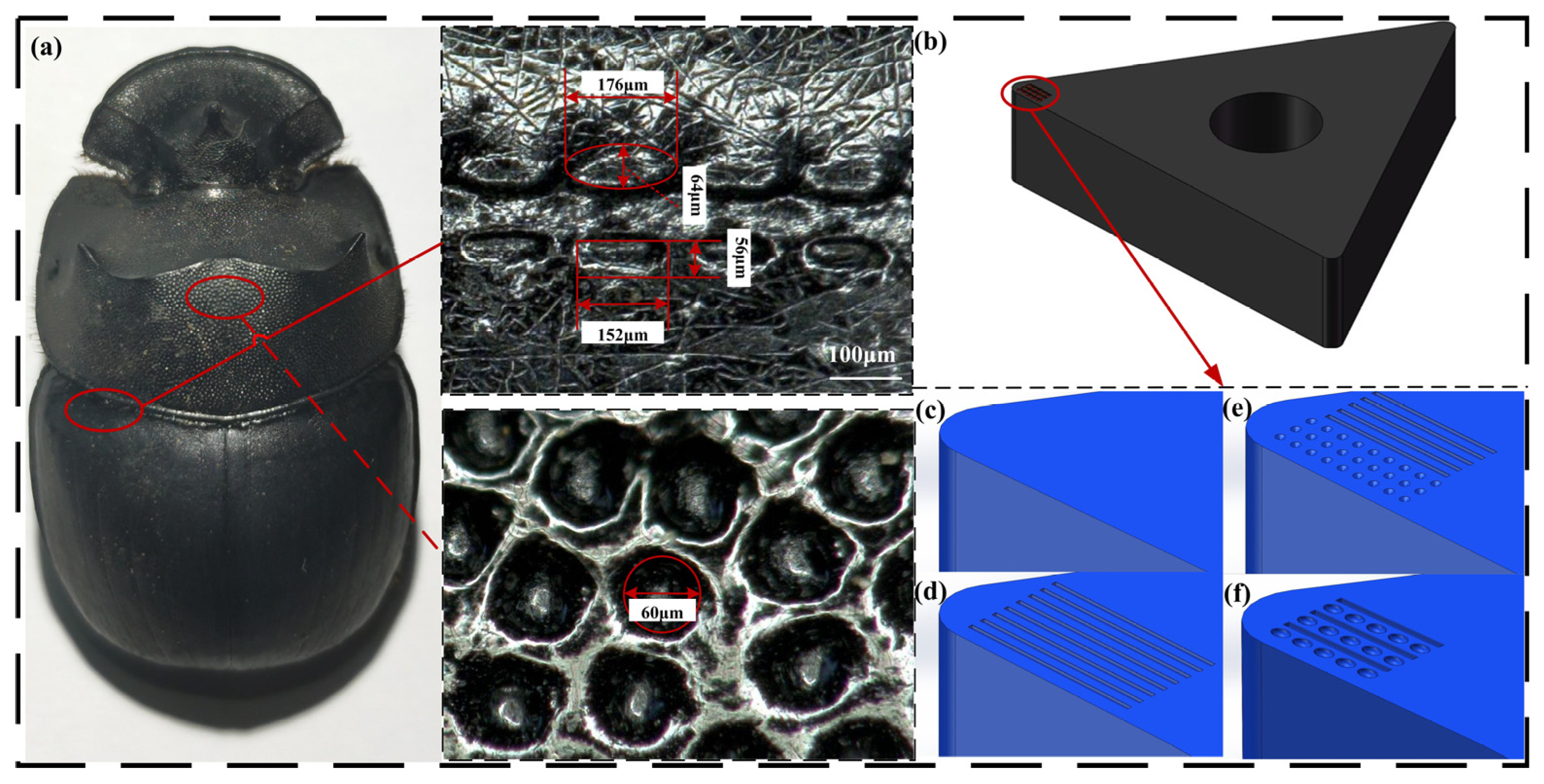
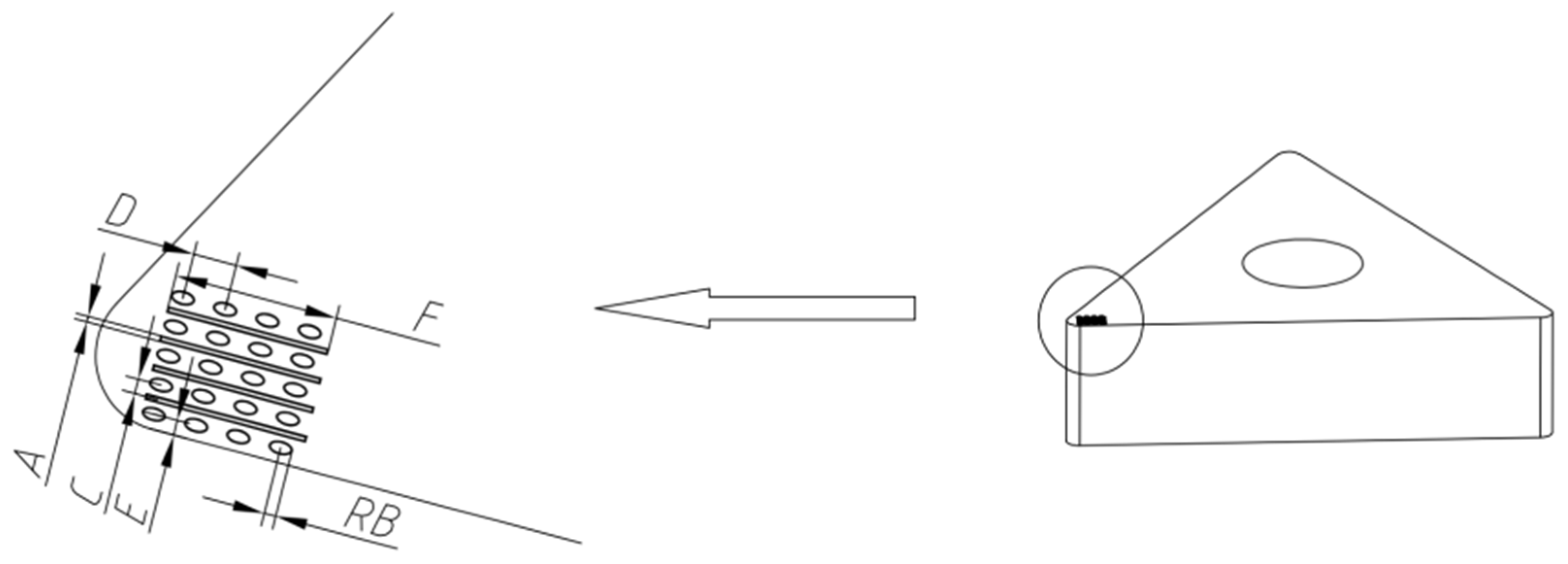
2.1. Selection of Bionic Design Prototype and Tool Modeling for Combined Micro-Textures
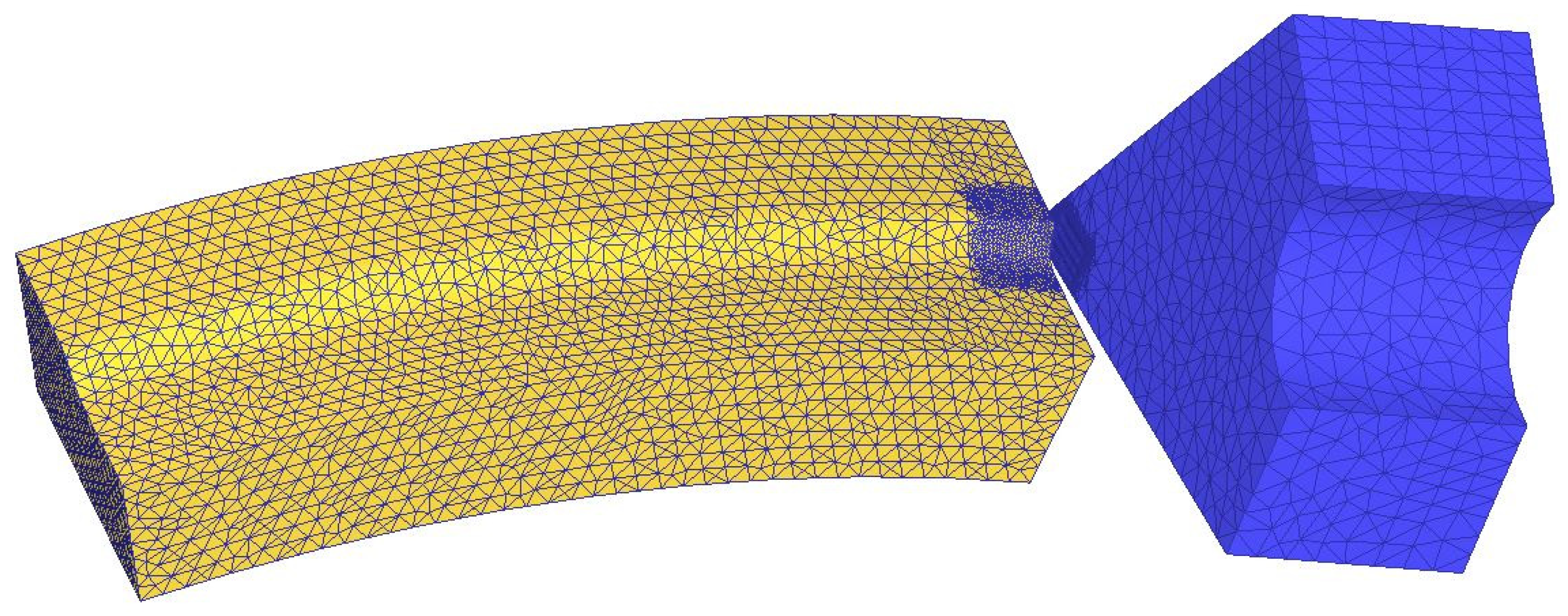
2.2. Cutting Simulation Modeling and Definition of Key Physical Parameters

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | A [MPa] | B [MPa] | m | C | n | Tmelt |
|---|---|---|---|---|---|---|
| 6061 aluminum alloy | 314 | 114 | 1.34 | 0.002 | 0.42 | 610 |
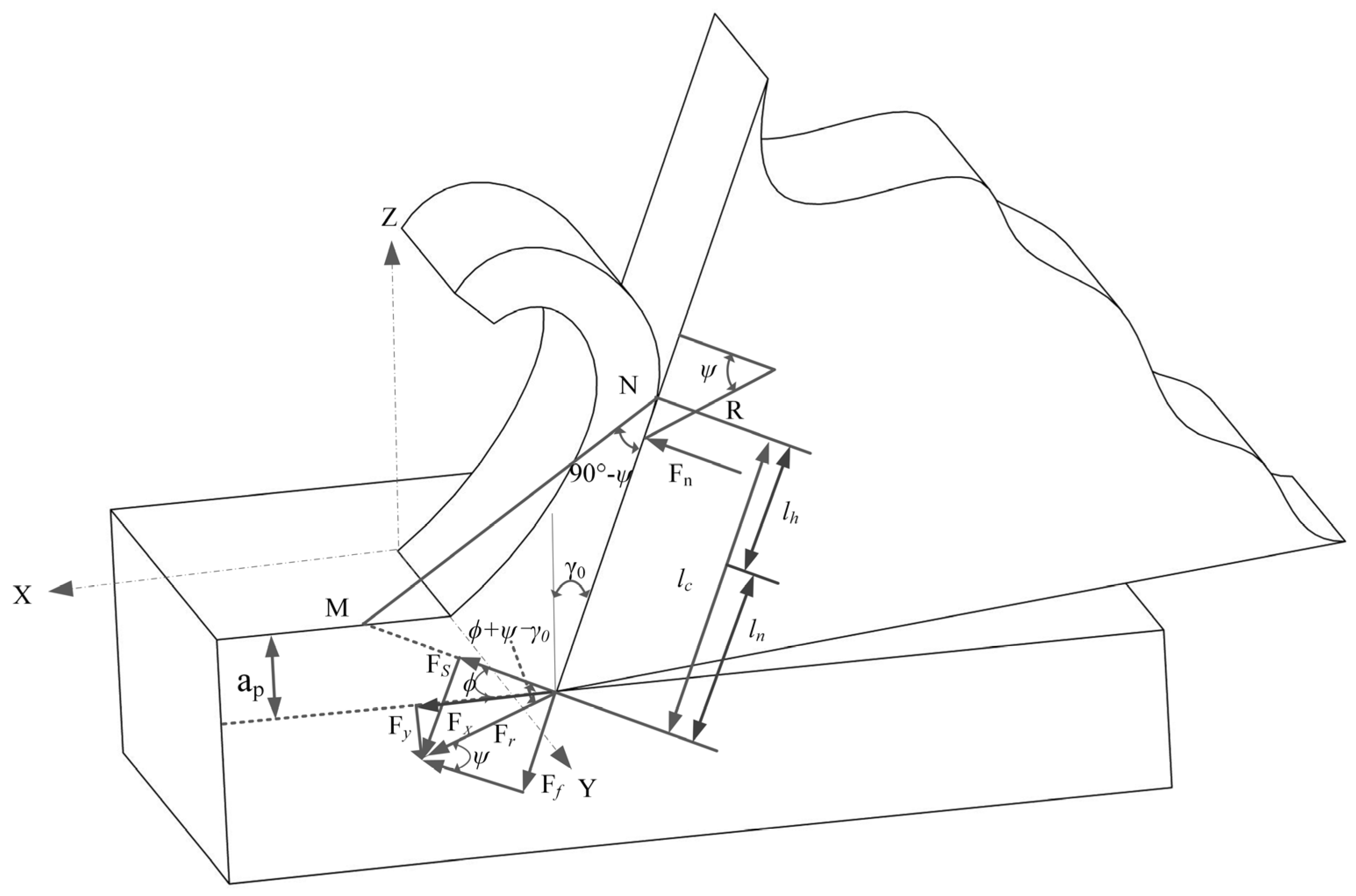
2.3. Force Analysis of the Contact Interface Between Cutting Tools and Chips
2.3.1. Force Analysis at the Tool–Chip Contact Interface
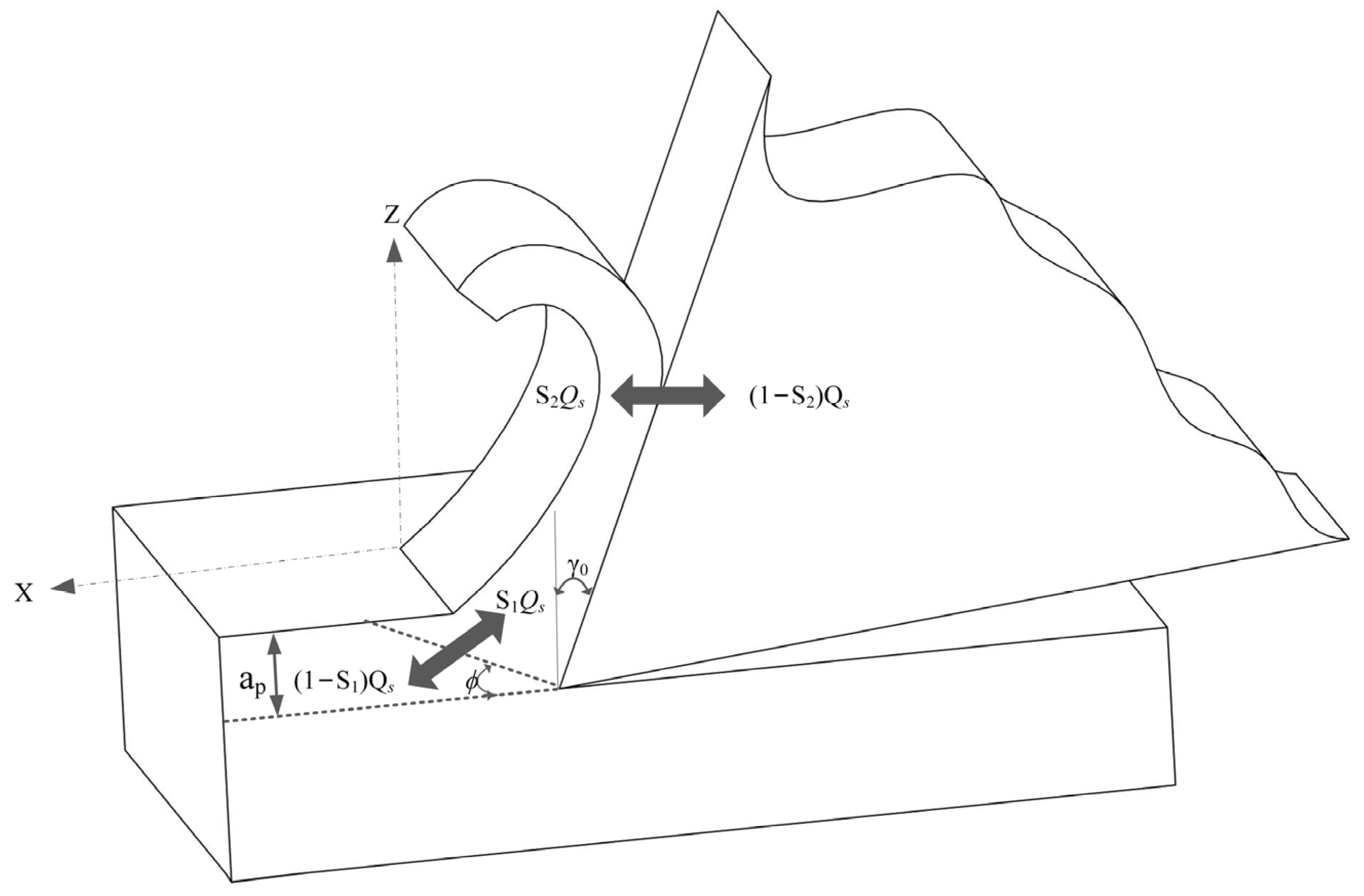
2.3.2. The Influence of Micro-Textured Cutting Tools on Cutting Temperature
3. Result Analysis and Discussion
3.1. Scheme Optimization
3.1.1. Cutting Force
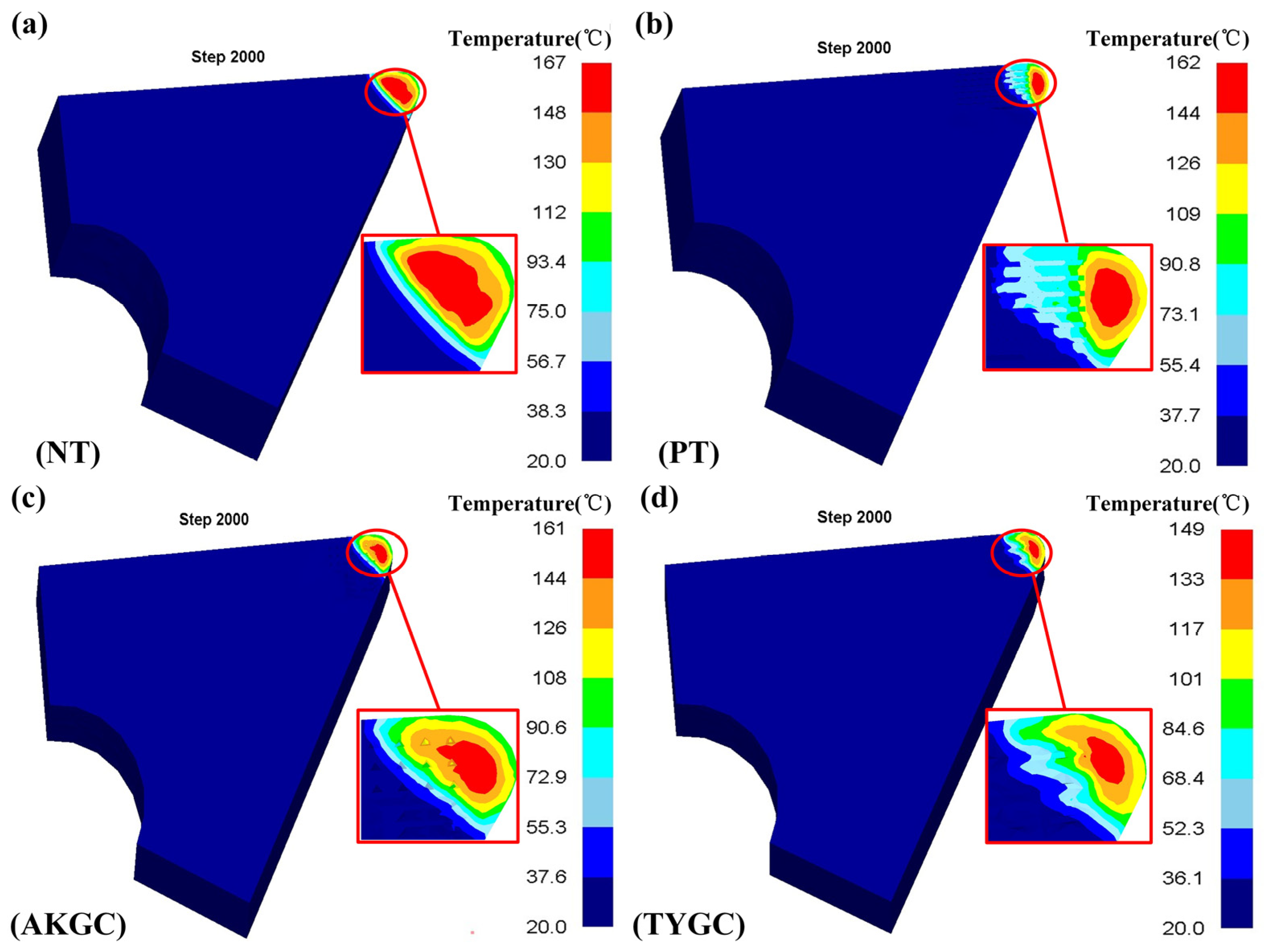
3.1.2. Cutting Temperature
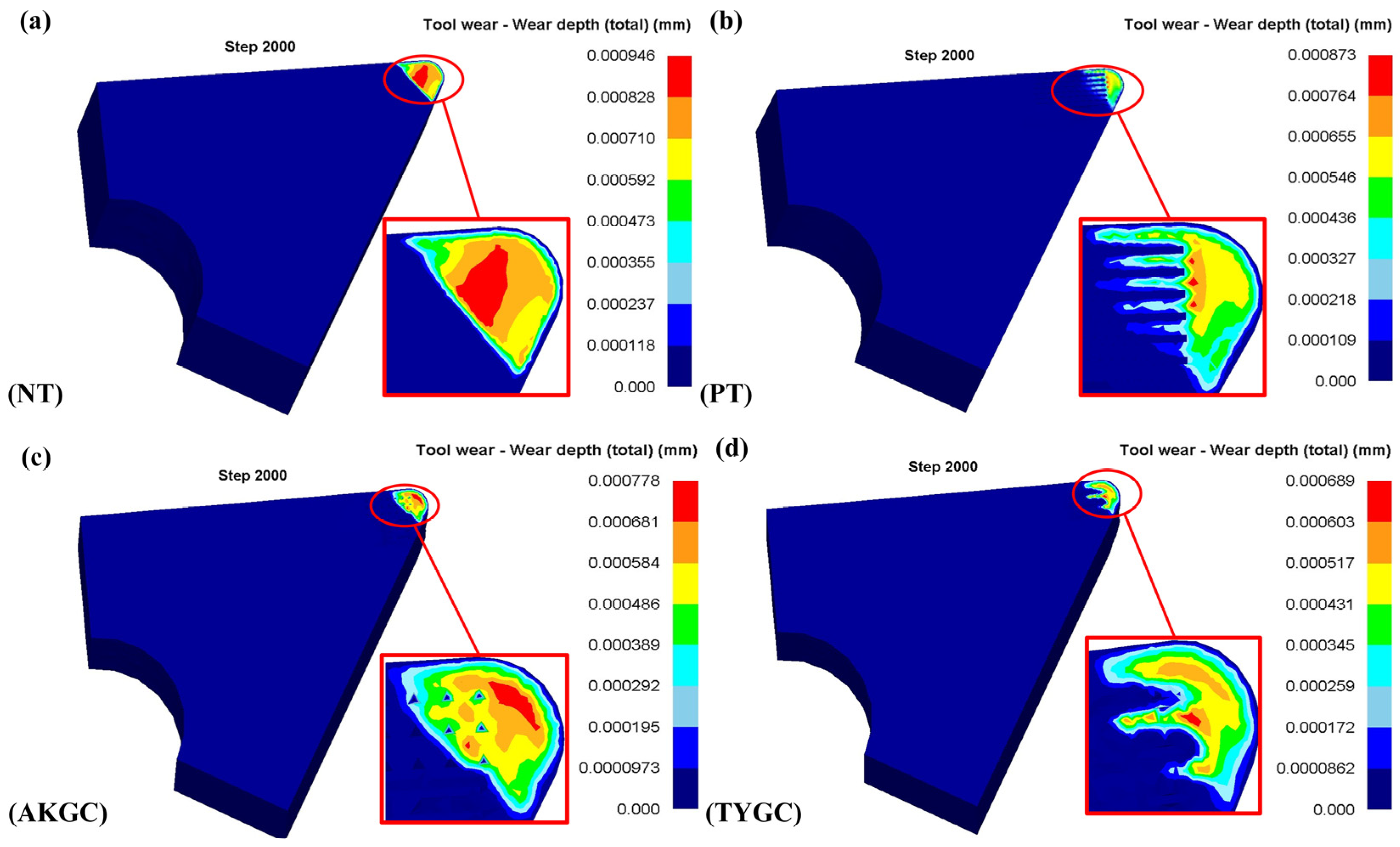
3.1.3. Wear Degree
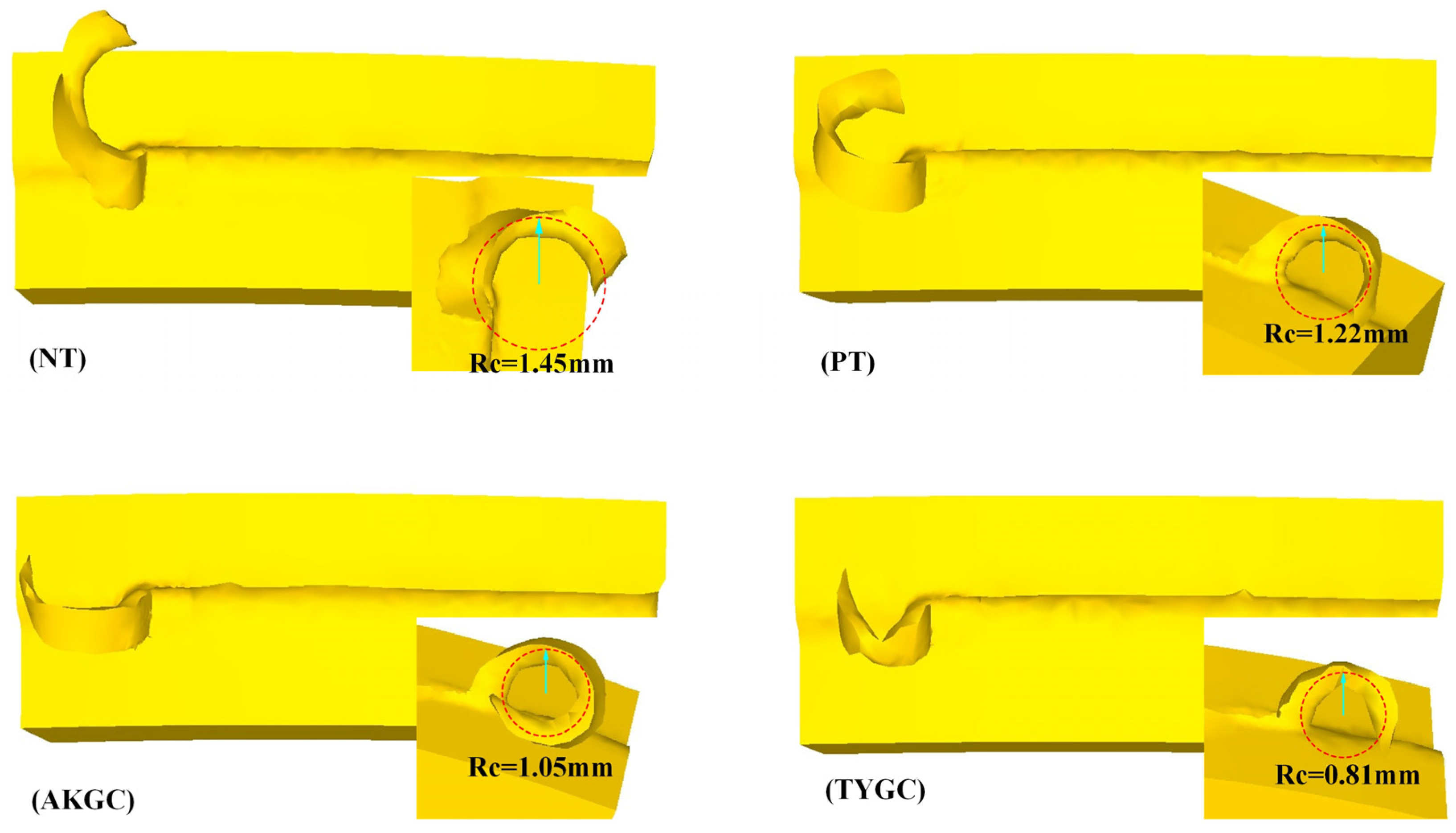
3.1.4. Chip Morphology and Fracture
3.2. Scheme Optimization Verification
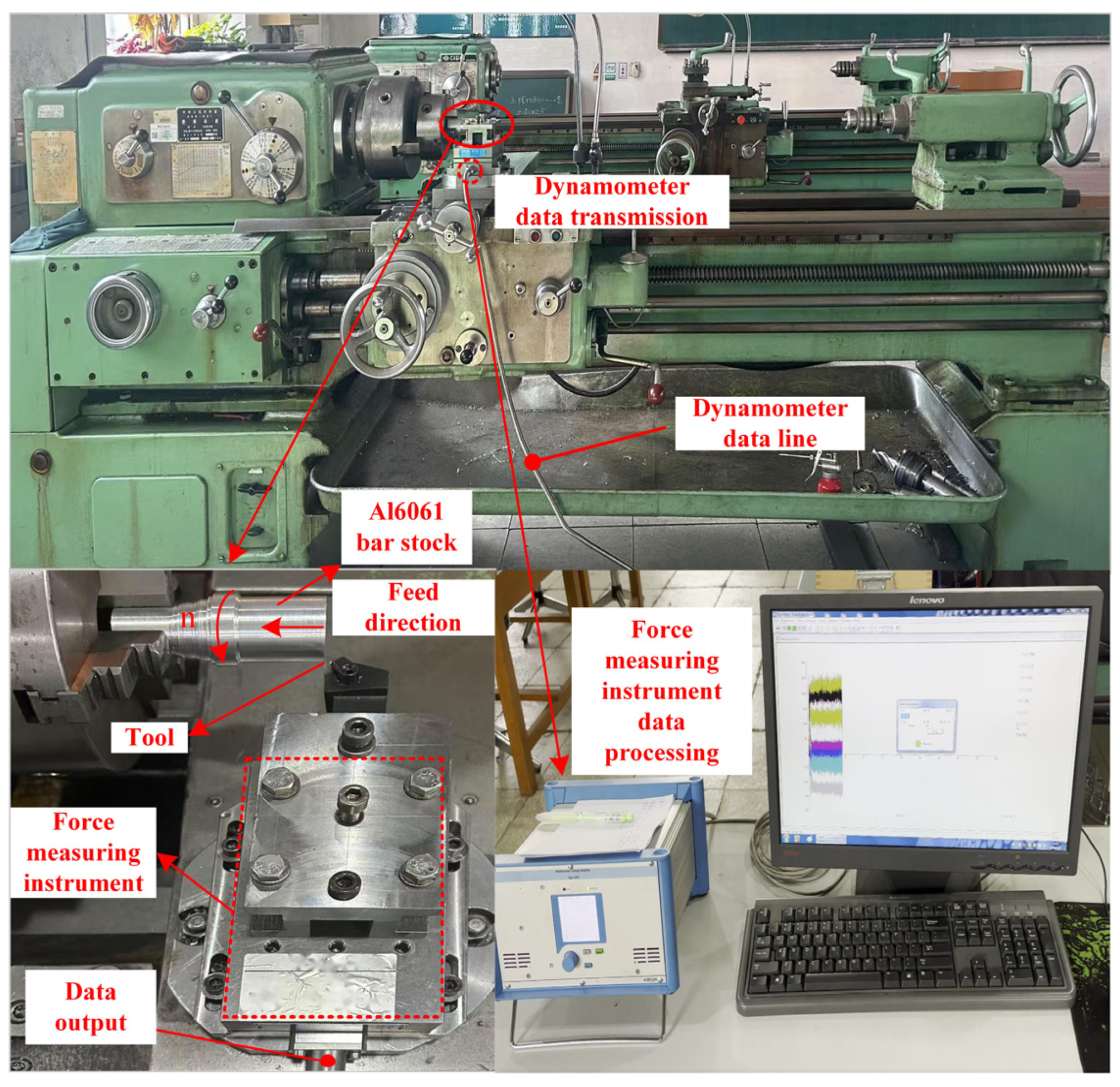
3.2.1. Cutting Experiment
3.2.2. Cutting Force Experimental Results
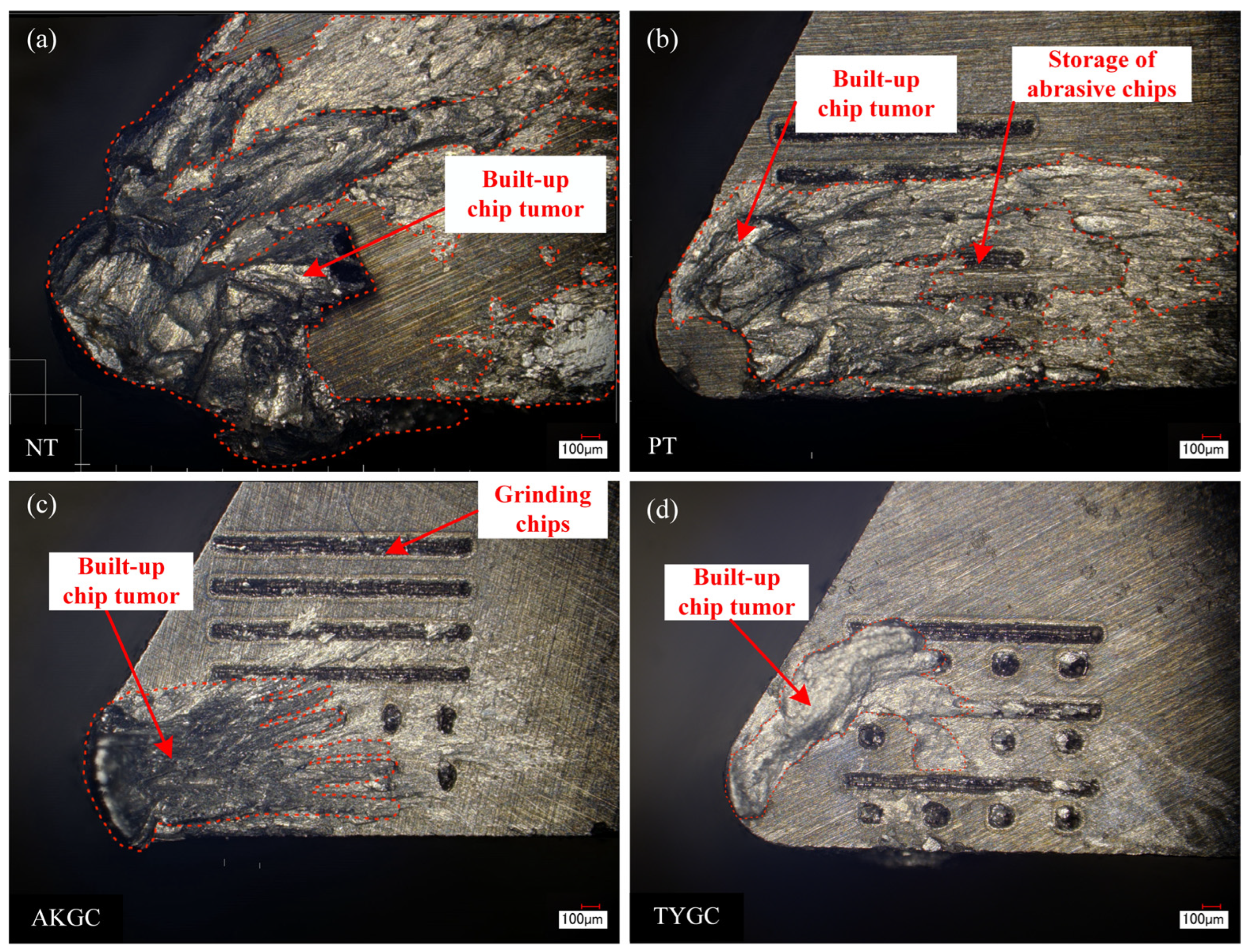
3.2.3. Tool Wear
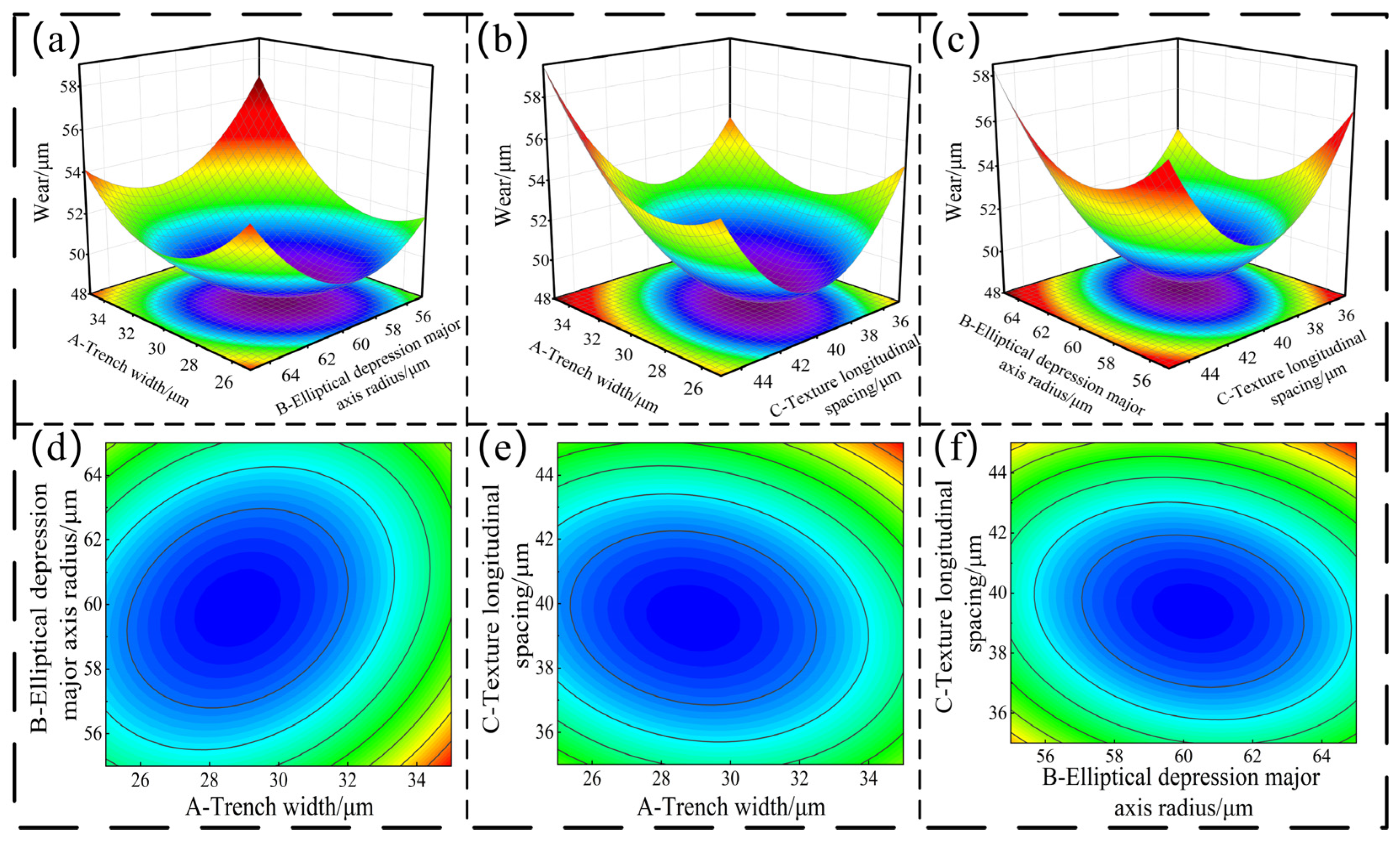
3.3. Parameter Optimization of Combined Bionic Micro-Textured Cutting Tools Using Response Surface Methodology
3.4. Verification of Wear Resistance and Fatigue Resistance Characteristics of Micro-Textured Cutting Tools
3.4.1. Temperature Analysis of Sliders with Different Textures
3.4.2. Friction Stress Analysis of Sliders with Different Textures
3.4.3. Analysis of Wear Morphology of Sliding Blocks with Different Textures
4. Conclusions
- (1)
- The TYGC tool, featuring a composite micro-texture of elliptical dimples and grooves, outperformed both non-textured and single-textured tools with regard to the main cutting force, cutting temperature, tool wear, and the cutting stability. It also produced chips with a smaller curling radius, which promoted chip breakage and rapid evacuation, thereby improving the finish of the workpiece surface.
- (2)
- Cutting experiments confirmed that the TYGC tool exhibited the lowest cutting force and the smallest adhesion area on the rake face during actual machining. It achieved the most stable cutting process and the lightest wear morphology. The experimental findings were in strong agreement with the simulation results, fully demonstrating the reliability and practical adaptability of the composite bionic micro-texture in enhancing comprehensive tool performance.
- (3)
- Response surface methodology was used to optimize the texture parameters of the tool. The following optimal texture configuration was determined: a groove depth of 50 μm, groove width of 19 μm, elliptical dimple major axis radius of 60 μm, ellipticity of 0.5%, transverse spacing of dimples of 120 μm, longitudinal spacing of 40 μm, distance from cutting edge of 50 μm, and groove length of 90 μm. These parameters provide theoretical and data support for the design and fabrication of composite textured tools with enhanced performance.
- (4)
- The study determined and validated the mechanism by which the TYGC composite structure improves friction reduction and anti-adhesion in dry cutting environments. It effectively suppressed adhesion damage on the rake face, thereby enhancing cutting stability and extending tool life.
- (5)
- A mathematical model was developed to describe the effects of micro-textures on the friction force and temperature at the tool–chip interface. The model clarified how the texture reduces interfacial friction and heat generation by shortening the effective contact length. The simulation results confirmed the accuracy of the model, while experimental findings regarding cutting force, wear morphology, and built-up edge distribution were consistent with the simulation trends, further verifying the actual friction-reducing and temperature-lowering effects of the TYGC tool and its effectiveness in suppressing adhesion-related damage.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ding, P.; Huang, X.; Li, Y. Time-varying dynamic modeling of micro-milling considering tool wear and the process parameter identification. Mech. Based Des. Struct. Mach. 2024, 52, 8658–8684. [Google Scholar] [CrossRef]
- Wang, H.; Deng, W.; Wang, S. Precipitates Generation Mechanism and Surface Quality Improvement for 6061 Aluminum Alloy in Diamond Cutting. J. Wuhan Univ. Technol.–Mater. 2024, 39, 150–159. [Google Scholar] [CrossRef]
- Chanyathunyaroj, K.; Samit, W.; Poonthananiwatkul, C.; Phetchcrai, S. Effect of coatings on the mechanical properties and fatigue life of 6061 aluminum alloys. Trans. Indian Inst. Met. 2021, 74, 2135–2147. [Google Scholar] [CrossRef]
- Liang, Z.Q.; Li, M.Z.; Chen, B.C.; Zhou, T.F.; Li, S.D.; Yan, P.; Lin, X.Y.; Zang, S.Y.; Wang, X.B. Preparation and cutting performance of microtexture tool based on micro-grinding method. Surf. Technol. 2020, 49, 143–150. [Google Scholar]
- Xu, M.G.; Song, E.Y.; Zhang, H.X.; Cheng, X.; Wu, Z.W. Simulation and experimental research on cutting of ultra-hard material tools with groove microtexture. Surf. Technol. 2021, 50, 363–370. [Google Scholar]
- Musavi, S.H.; Sepehrikia, M.; Davoodi, B.; Niknam, S.A. Performance analysis of developed micro-textured cutting tool in machining aluminum alloy 7075-T6: Assessment of tool wear and surface roughness. Int. J. Adv. Manuf. Technol. 2022, 119, 3343–3362. [Google Scholar] [CrossRef]
- Baumann, R.; Bouraoui, Y.; Teicher, U.; Selbmann, E.; Ihlenfeldt, S.; Lasagni, A.F. Tailored laser structuring of tungsten carbide cutting tools for improving their tribological performance in turning aluminum alloy Al6061 T6. Materials 2023, 16, 1205. [Google Scholar] [CrossRef]
- Sugihara, T.; Nishimoto, Y.; Enomoto, T. Development of a novel cubic boron nitride cutting tool with a textured flank face for high speed machining of Inconel 718. Precis. Eng. 2017, 48, 75–82. [Google Scholar] [CrossRef]
- Sun, X.; Li, J.; Zhou, J.; Chen, K.; Du, H.; Cui, D.; Hu, Y.; Duan, J.-A. Reducing the adhesion effect of aluminum alloy by cutting tools with microgroove texture. Appl. Phys. A 2019, 125, 601. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, J.; Sun, Y. Performance of micro-grooved carbide tools in dry turning of aluminum alloys. Metals 2022, 12, 1147. [Google Scholar]
- Javidikia, M.; Sadeghifar, M.; Songmene, V.; Jahazi, M. Effect of turning environments and parameters on surface integrity of AA6061-T6: Experimental analysis, predictive modeling, and multi-criteria optimization. Int. J. Adv. Manuf. Technol. 2020, 110, 2669–2683. [Google Scholar] [CrossRef]
- Singh, J.; Khanduja, D. A review on fabrication and characterization of aluminium metal matrix composites with reinforced particulates. Mater. Today Proc. 2021, 46, 10251–10255. [Google Scholar]
- Sahoo, G.R.; Das, D.; Satpathy, M.P.; Nanda, B.K.; Panda, A.; Sahoo, A.K. Effect of cutting factors on surface quality of AA7075 alloy: A case study while turning with ZrCN coated WC inserts. AIP Conf. Proc. 2024, 3007. [Google Scholar]
- Feng, X.; Meng, C.; Lian, W.; Fan, X.; Wei, J. Optimization analysis of microtexture size parameters of tool surface for turning GH4169. Ferroelectrics 2023, 607, 186–207. [Google Scholar] [CrossRef]
- Fan, L.; Deng, Z.; Gao, X.; He, Y. Cutting performance of micro-textured PCBN tool. Nanotechnol. Precis. Eng. 2021, 4, 023004. [Google Scholar] [CrossRef]
- Li, B.B.; Chen, L.; Zhao, W.; Yu, M.; Zhang, K. Simulation study on optimization of texture parameters of micro textured cutting tools. Mod. Manuf. Eng. 2020, 91–96. [Google Scholar]
- Le, Q.Z.; Lei, X.L.; Wu, B.T.; Zhang, J.C.; Xiao, Z.Y. Optimization study on surface groove texture parameters of high temperature alloy cutting tools. Mach. Tool. Hydraul. 2021, 49, 6–11. [Google Scholar]
- Yu, Q.; Zhang, X.; Miao, X.; Liu, X.; Zhang, L. Performances of concave and convex microtexture tools in turning of Ti6Al4V with lubrication. Int. J. Adv. Manuf. Technol. 2020, 109, 1071–1092. [Google Scholar] [CrossRef]
- Fu, Y.H.; Pan, C.Y.; Fu, H.; Zhou, Y.H.; He, G.Y. Experimental study on the friction and wear properties of laser texturing texture on the surface of mold steel. Lubr. Seal. 2018, 43, 1–6. [Google Scholar]
- Fu, Y.H.; Li, Y.D.; Kang, Z.Y.; Gu, Y.L.; Zhang, F. Experimental study on the influencing factors of cutting performance of textured carbide cutters. Tool. Technol. 2018, 52, 16–19. [Google Scholar]
- Zhang, K.; Deng, J.; Xing, Y.; Li, S.; Gao, H. Effect of microscale texture on cutting performance of WC/Co-based TiAlN coated tools under different lubrication conditions. Appl. Surf. Sci. 2015, 326, 107–118. [Google Scholar] [CrossRef]
- Tu, C.; Guo, X.; Guo, D. Comparison of machinability of self-lubrication ceramic tools with different morphological micro-textures. Mech. Eng. Mater. 2018, 42, 47–51, 57. [Google Scholar]
- Cheng, W.; Outeiro, J.C. Modelling orthogonal cutting of Ti-6Al-4V titanium alloy using a constitutive model considering the state of stress. Int. J. Adv. Manuf. Technol. 2022, 119, 4329–4347. [Google Scholar] [CrossRef]
- Shen, W.; Xue, F.; Li, C.; Liu, Y.; Mo, X.; Gao, Q. Study on constitutive relationship of 6061 aluminum alloy based on Johnson-Cook model. Mater. Today Commun. 2023, 37, 106982. [Google Scholar] [CrossRef]
- Liu, Y.; Bie, H.N. Simulation and prediction of cutting force in micro milling of 6061 aluminum alloy. Tool. Technol. 2016, 50, 29–35. [Google Scholar]
- Poláková, I.; Zemko, M.; Rund, M.; Džugan, J. Using DEFORM software for determination of parameters for two fracture criteria on DIN 34CrNiMo6. Metals 2020, 10, 445. [Google Scholar] [CrossRef]
- Rajurkar, A.; Chinchanikar, S. Experimental investigation on laser-processed micro-dimple and micro-channel textured tools during turning of Inconel 718 alloy. Mater. Eng. Perform. 2022, 31, 4068–4083. [Google Scholar] [CrossRef]
- Wu, Z.; Xing, Y.; Chen, J. Improving the performance of micro-textured cutting tools in dry milling of Ti-6Al-4V alloys. Micromachines 2021, 12, 945. [Google Scholar] [CrossRef]
- Xu, T.; Xie, L.; Ma, C.; Li, Q. Investigation of cutting performance of coated micro-textured tools for cutting aluminum alloys. Mech. Sci. 2025, 16, 195–208. [Google Scholar] [CrossRef]






| Composition (wt.%) | Density (cm−3) | Flexural Strength (GPa) | Thermal Conductivity (W/(m·k)) | Thermal Expansion Coefficient (10−4/K) |
|---|---|---|---|---|
| WC + 3%Co | 13.8 | 1.08 | 87.9 | 5.3 |
| Method of Manufacture | Hardness (HRC) | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation |
|---|---|---|---|---|
| Extruded | 9.9 | 252 | 308 | 11.2 |
| Level/Factor | A—Trench Width (μm) | B—Elliptical Depression Major Axis Radius (μm) | C—Texture Longitudinal Spacing (μm) |
|---|---|---|---|
| −1 | 15 | 55 | 35 |
| 0 | 20 | 60 | 40 |
| 1 | 25 | 65 | 45 |
| No. | A—Groove Width | B—Elliptical Major Axis Radius | C—Longitudinal Spacing | Cumulative Wear Depth |
|---|---|---|---|---|
| 1 | 0 | 0 | 0 | 0.499 |
| 2 | 0 | −1 | −1 | 0.563 |
| 3 | 0 | 0 | 0 | 0.483 |
| 4 | +1 | 0 | +1 | 0.595 |
| 5 | 0 | −1 | +1 | 0.567 |
| 6 | −1 | −1 | 0 | 0.523 |
| 7 | −1 | 0 | −1 | 0.548 |
| 8 | 0 | 0 | 0 | 0.479 |
| 9 | 0 | 0 | 0 | 0.481 |
| 10 | +1 | +1 | 0 | 0.538 |
| 11 | 0 | +1 | −1 | 0.536 |
| 12 | 0 | 0 | 0 | 0.496 |
| 13 | 0 | +1 | +1 | 0.586 |
| 14 | −1 | 0 | +1 | 0.542 |
| 15 | +1 | −1 | 0 | 0.567 |
| 16 | −1 | +1 | 0 | 0.546 |
| 17 | +1 | 0 | −1 | 0.559 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Significance |
|---|---|---|---|---|---|---|
| Model | 211.55 | 9 | 23.51 | 32.28 | <0.0001 | Significant |
| A—Groove Depth | 12.5 | 1 | 12.5 | 17.17 | 0.0043 | ** |
| B—Groove Width | 0.245 | 1 | 0.245 | 0.3365 | 0.5801 | |
| C—Ellipse Radius | 8.82 | 1 | 8.82 | 12.11 | 0.0103 | * |
| AB | 6.76 | 1 | 6.76 | 9.28 | 0.0187 | * |
| AC | 4.41 | 1 | 4.41 | 6.06 | 0.0434 | * |
| BC | 5.29 | 1 | 5.29 | 7.27 | 0.0308 | * |
| A2 | 30.58 | 1 | 30.58 | 42 | 0.0003 | ** |
| B2 | 35.29 | 1 | 35.29 | 48.46 | 0.0002 | ** |
| C2 | 90.85 | 1 | 90.85 | 124.76 | < 0.0001 | ** |
| Residual | 5.1 | 7 | 0.7281 | |||
| Lack of Fit | 1.7 | 3 | 0.5683 | 0.6702 | 0.6134 | Insignificant |
| Pure Error | 3.39 | 4 | 0.848 | |||
| Total | 216.65 | 16 | ||||
| R2 | 0.9765 | |||||
| R2adj | 0.9462 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, Y.; Wang, D.; Zheng, M.; Li, Q.; Mu, H.; Liu, C.; Xia, Y.; Jiang, H.; Wang, F.; Hu, Q. Study on Cutting Performance and Wear Resistance of Biomimetic Micro-Textured Composite Cutting Tools. Metals 2025, 15, 697. https://doi.org/10.3390/met15070697
Cui Y, Wang D, Zheng M, Li Q, Mu H, Liu C, Xia Y, Jiang H, Wang F, Hu Q. Study on Cutting Performance and Wear Resistance of Biomimetic Micro-Textured Composite Cutting Tools. Metals. 2025; 15(7):697. https://doi.org/10.3390/met15070697
Chicago/Turabian StyleCui, Youzheng, Dongyang Wang, Minli Zheng, Qingwei Li, Haijing Mu, Chengxin Liu, Yujia Xia, Hui Jiang, Fengjuan Wang, and Qingming Hu. 2025. "Study on Cutting Performance and Wear Resistance of Biomimetic Micro-Textured Composite Cutting Tools" Metals 15, no. 7: 697. https://doi.org/10.3390/met15070697
APA StyleCui, Y., Wang, D., Zheng, M., Li, Q., Mu, H., Liu, C., Xia, Y., Jiang, H., Wang, F., & Hu, Q. (2025). Study on Cutting Performance and Wear Resistance of Biomimetic Micro-Textured Composite Cutting Tools. Metals, 15(7), 697. https://doi.org/10.3390/met15070697