
Microstructure and Properties of Laser-Remelted Al-Cu-Mn Alloy



Abstract
1. Introduction
2. Models and Experiments
2.1. Alloy Preparation
2.2. Heat Treatment Process
2.3. Microstructure Characterization and Mechanical Testing
3. Results and Discussion
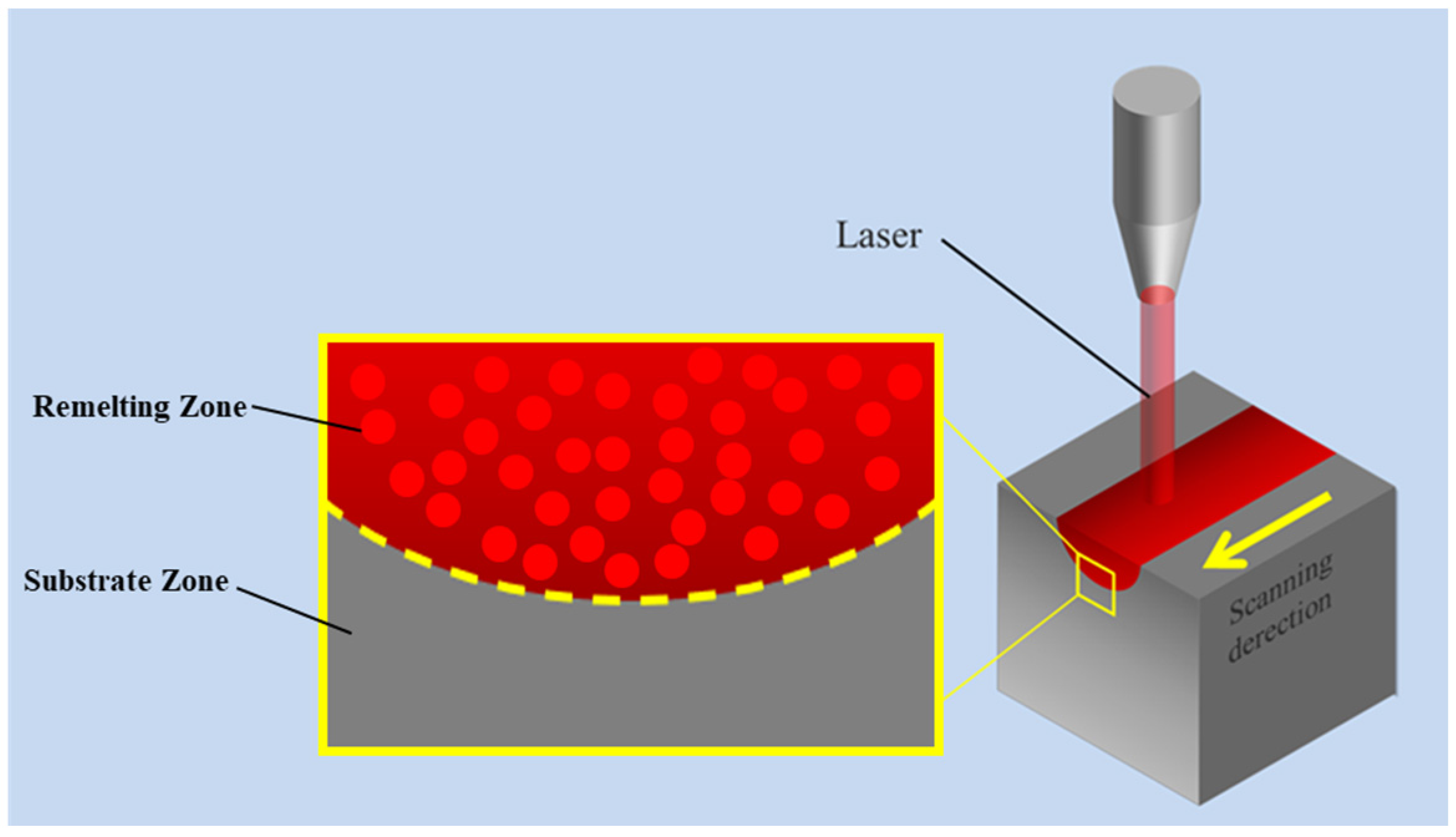
3.1. Study on Microstructure and Properties of Laser-Remelted Al-Cu-Mn Alloy
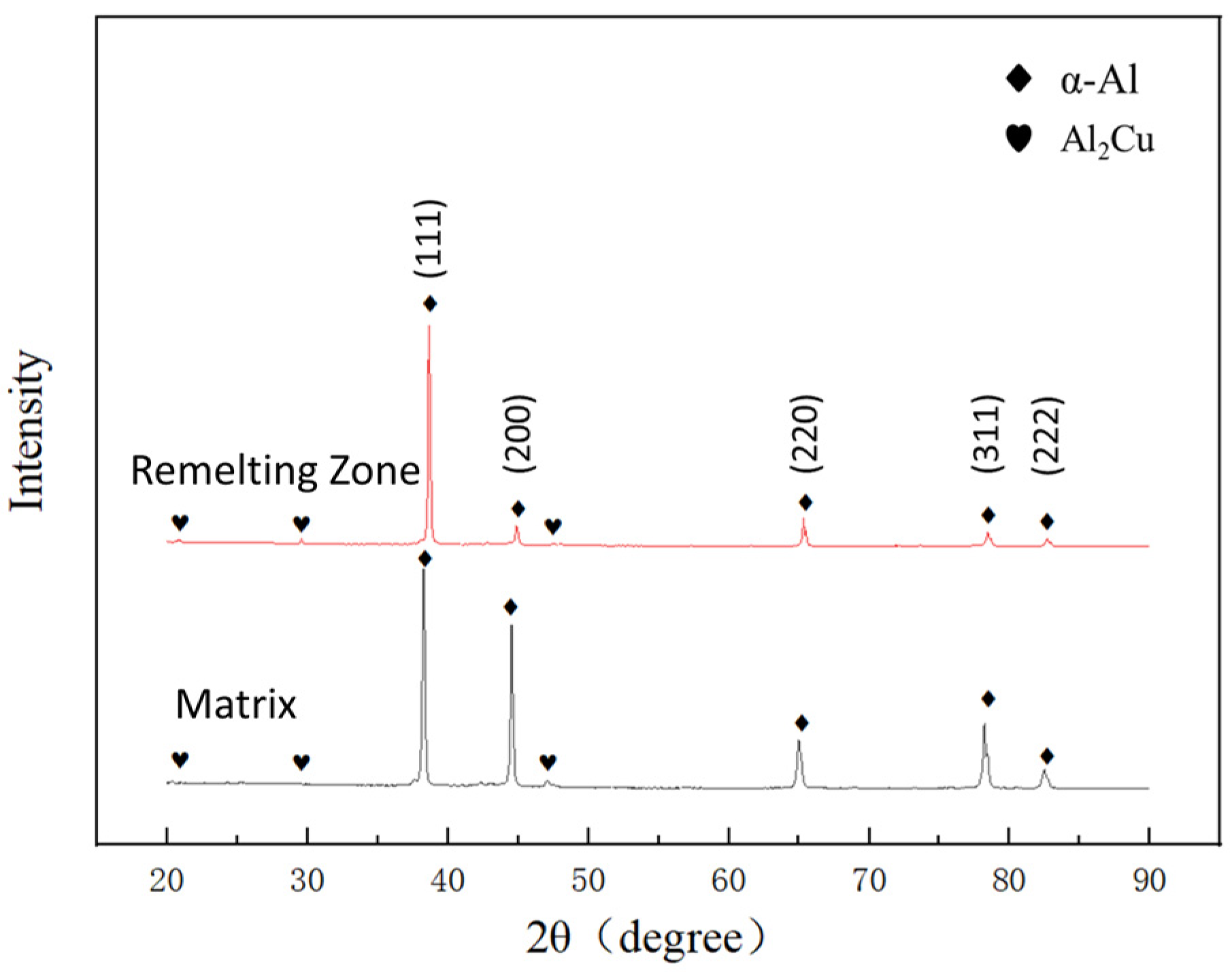
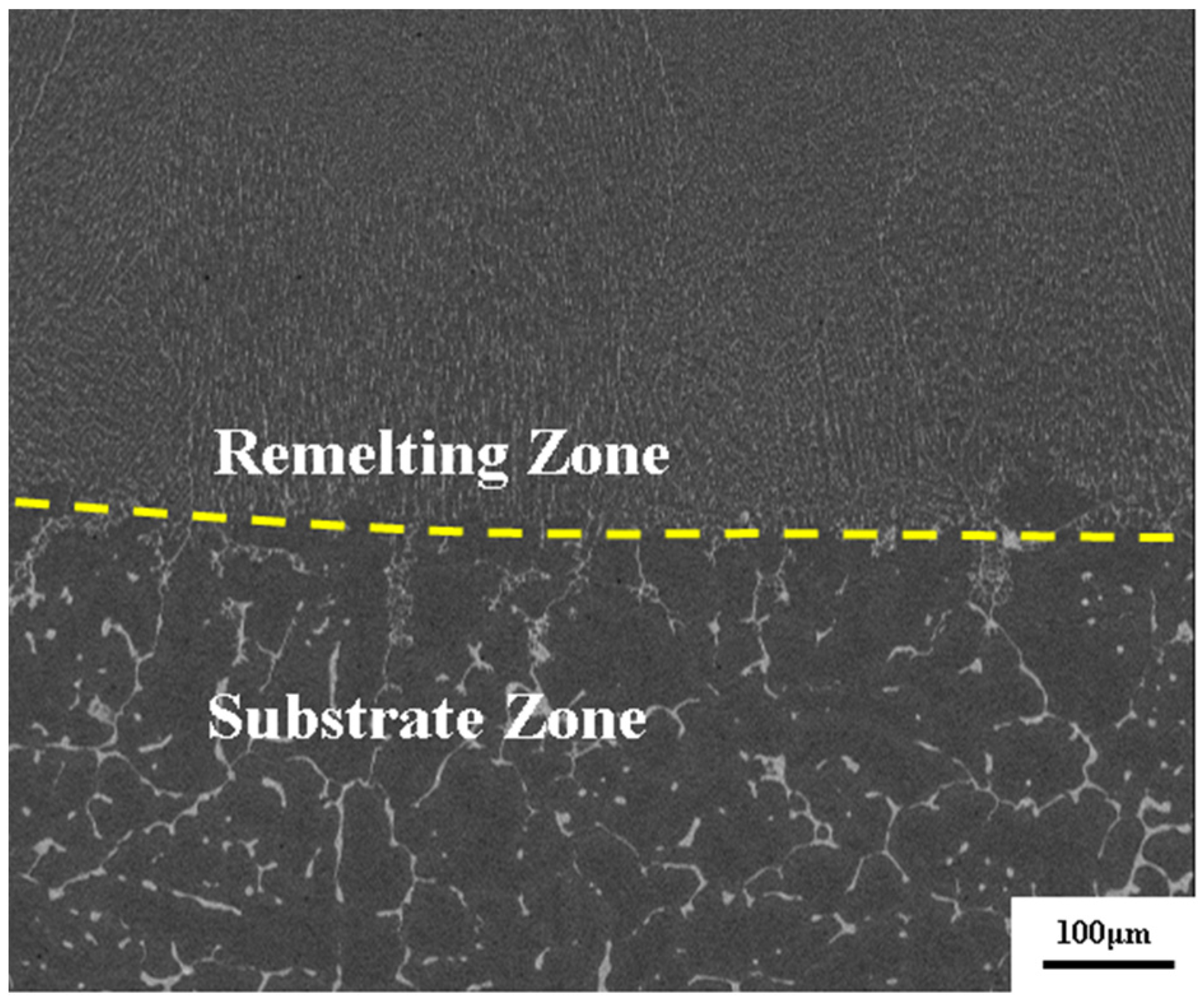
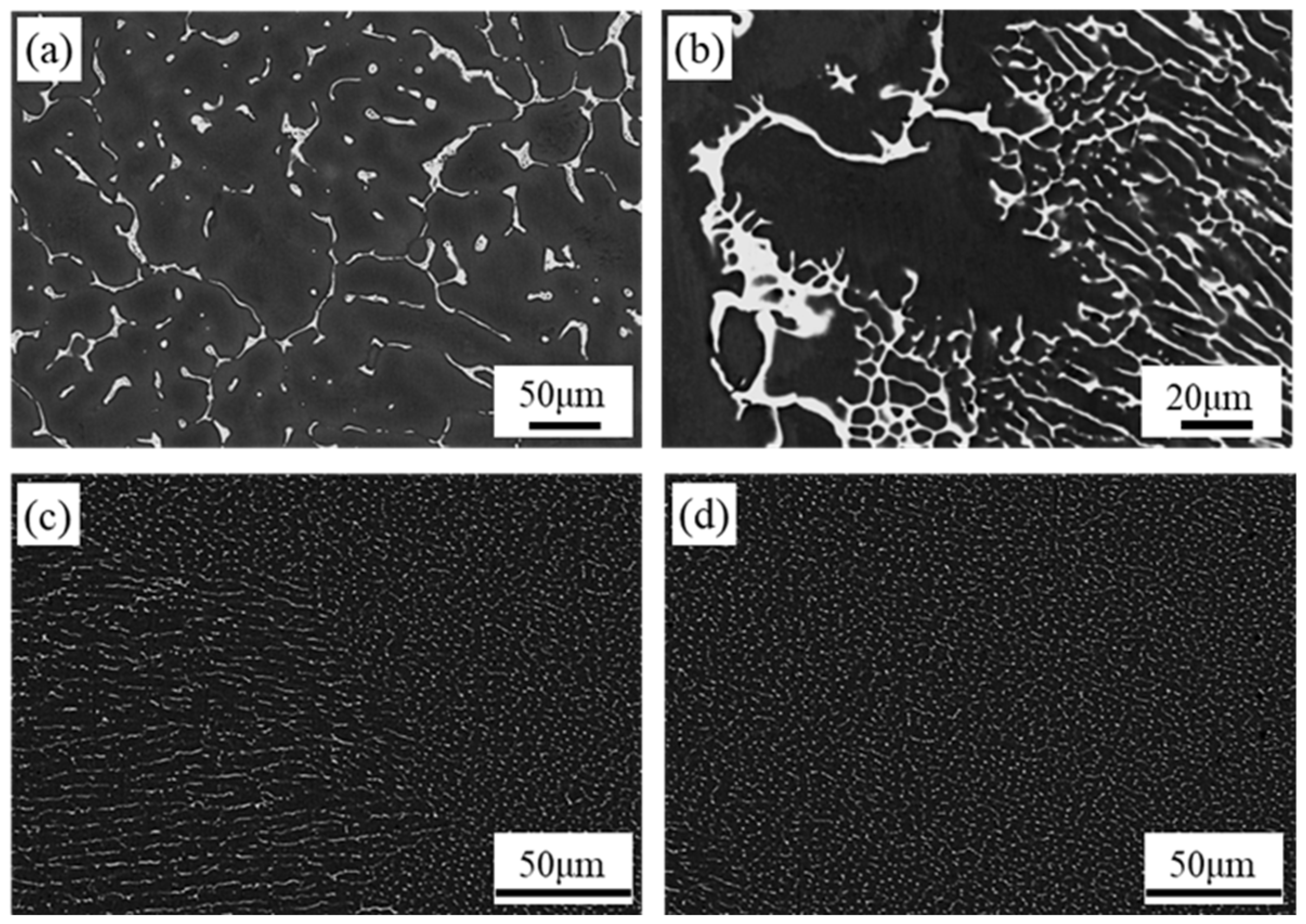
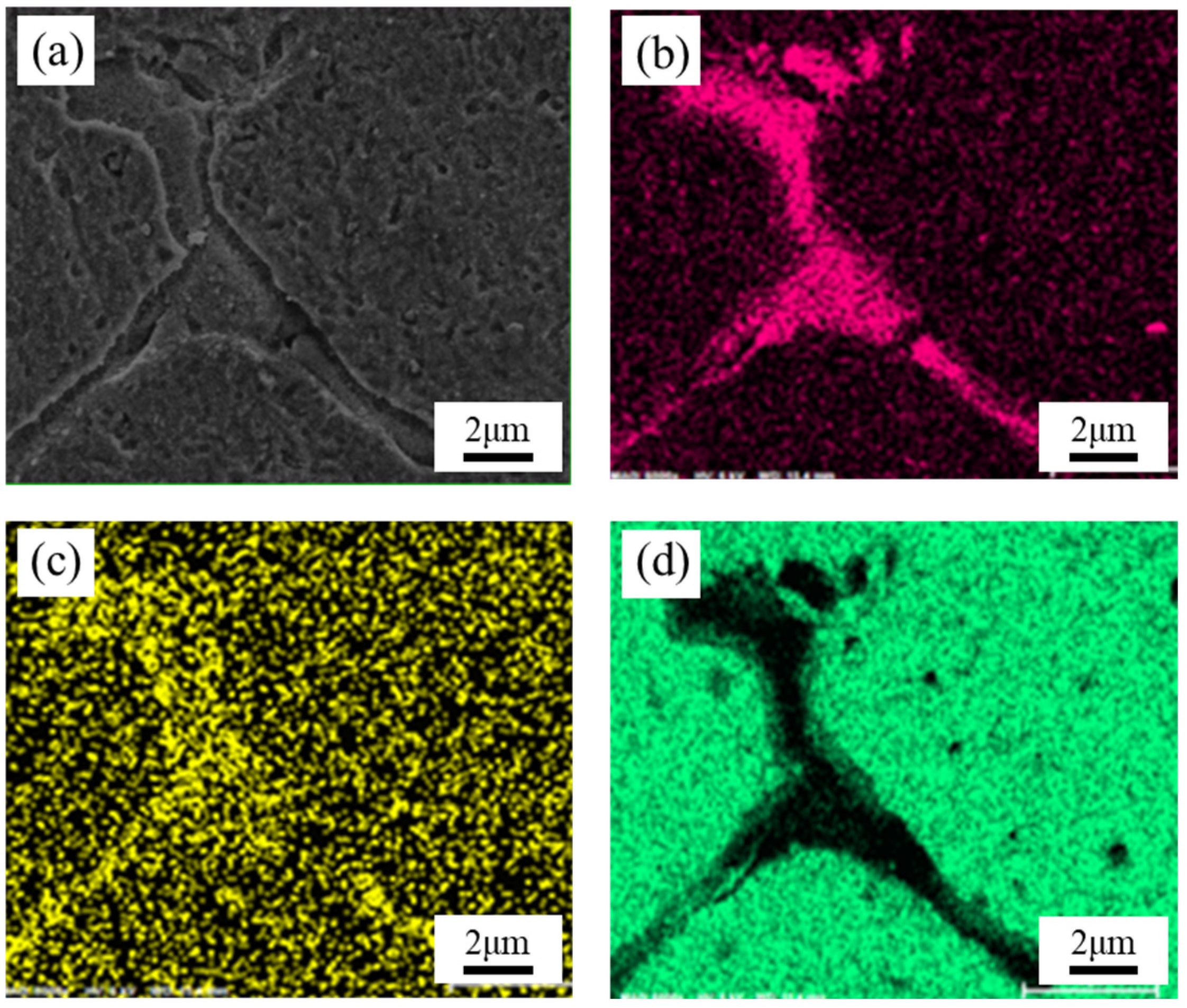
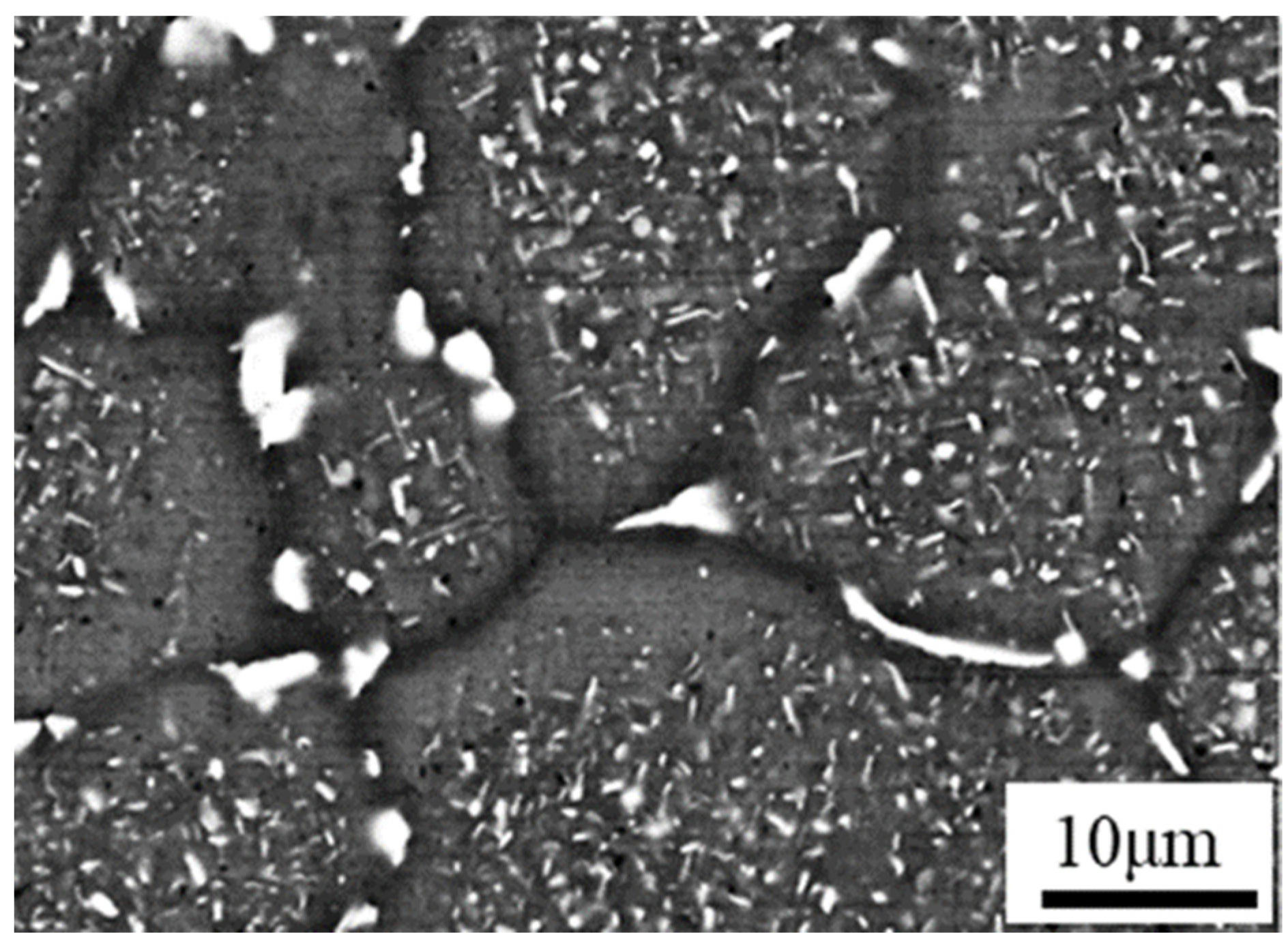
3.1.1. Microstructure and Phase Composition
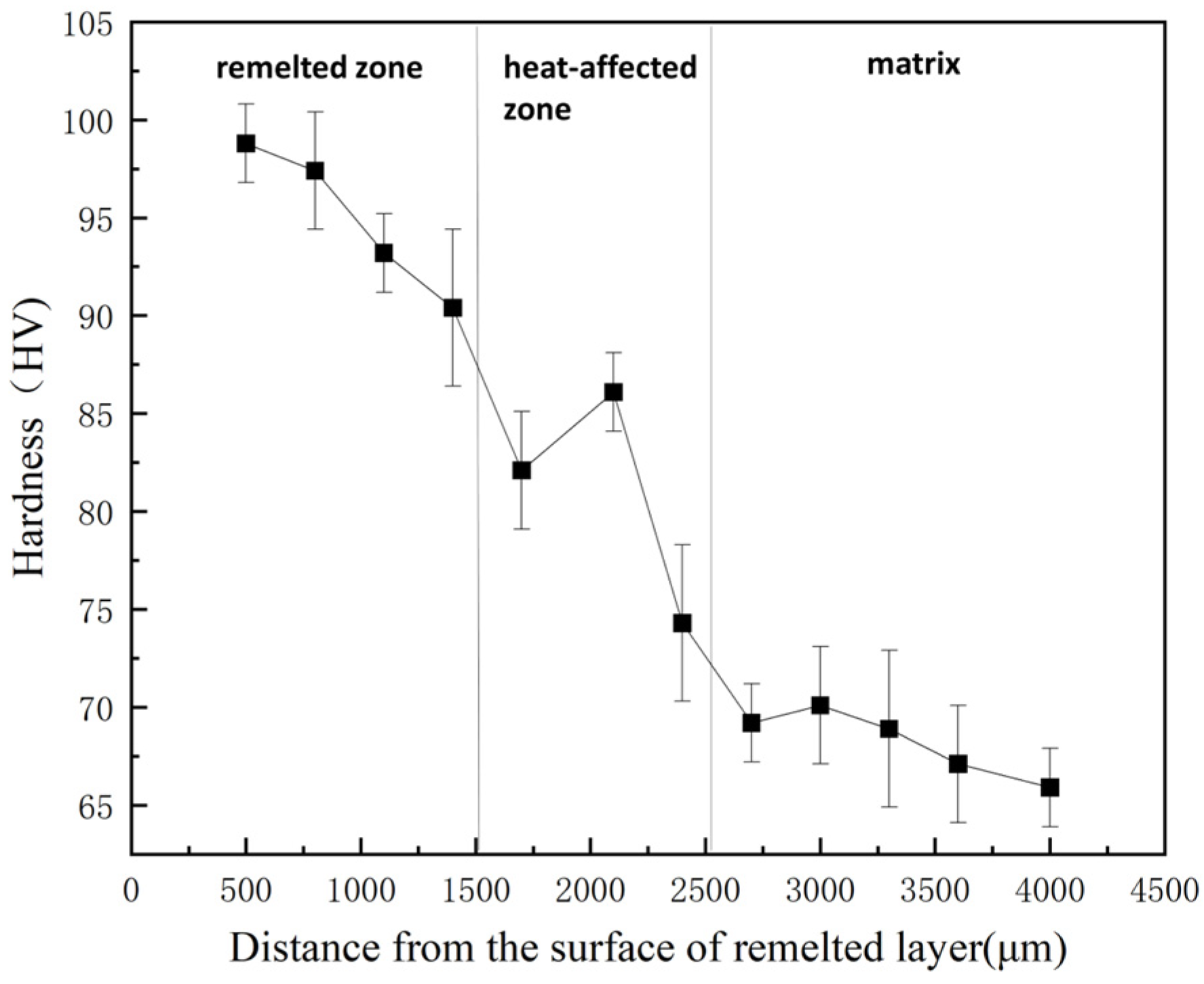
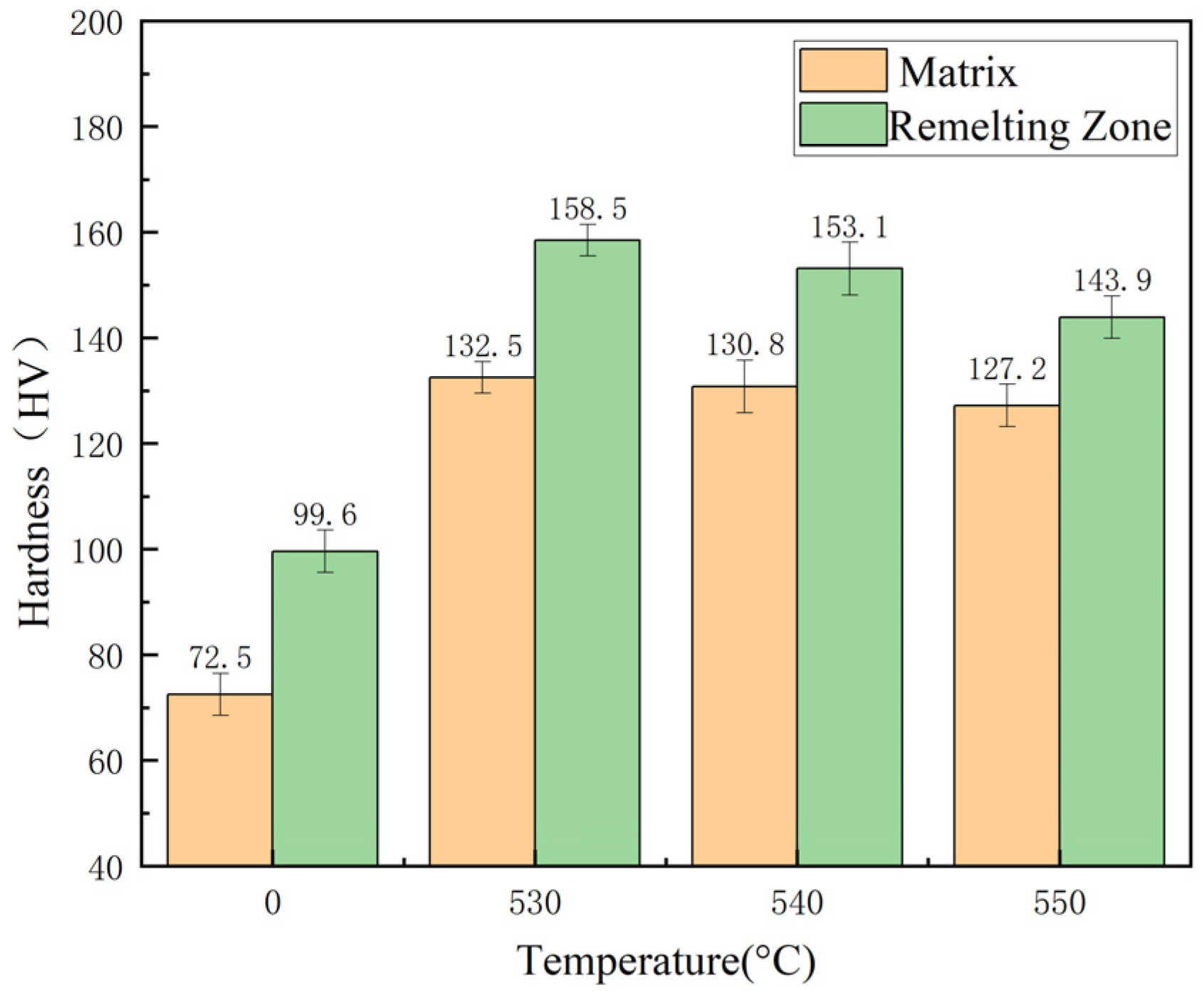
3.1.2. Effect of Laser Remelting on Hardness of Cast Al-Cu-Mn Alloy
- (1)
- Fine grain strengthening
- (2)
- Second phase strengthening
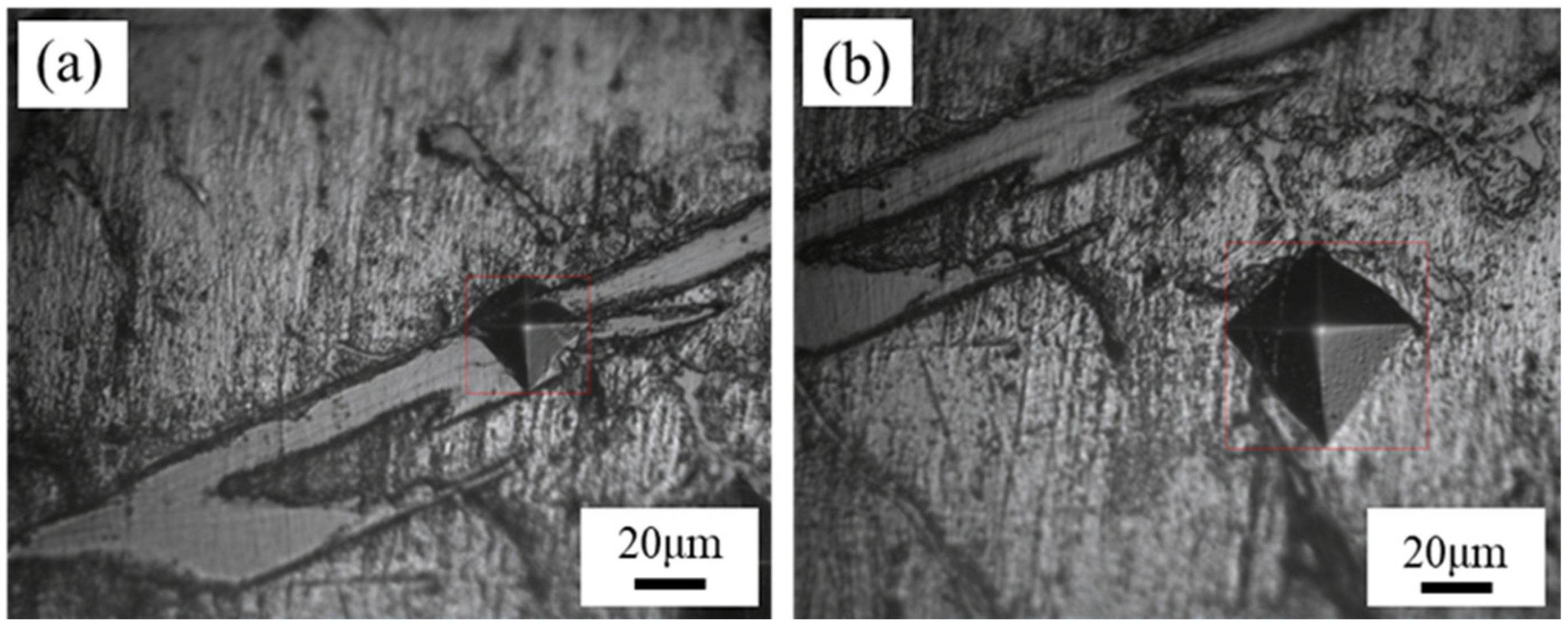
3.1.3. Effect of Laser Surface Remelting on Wear Resistance
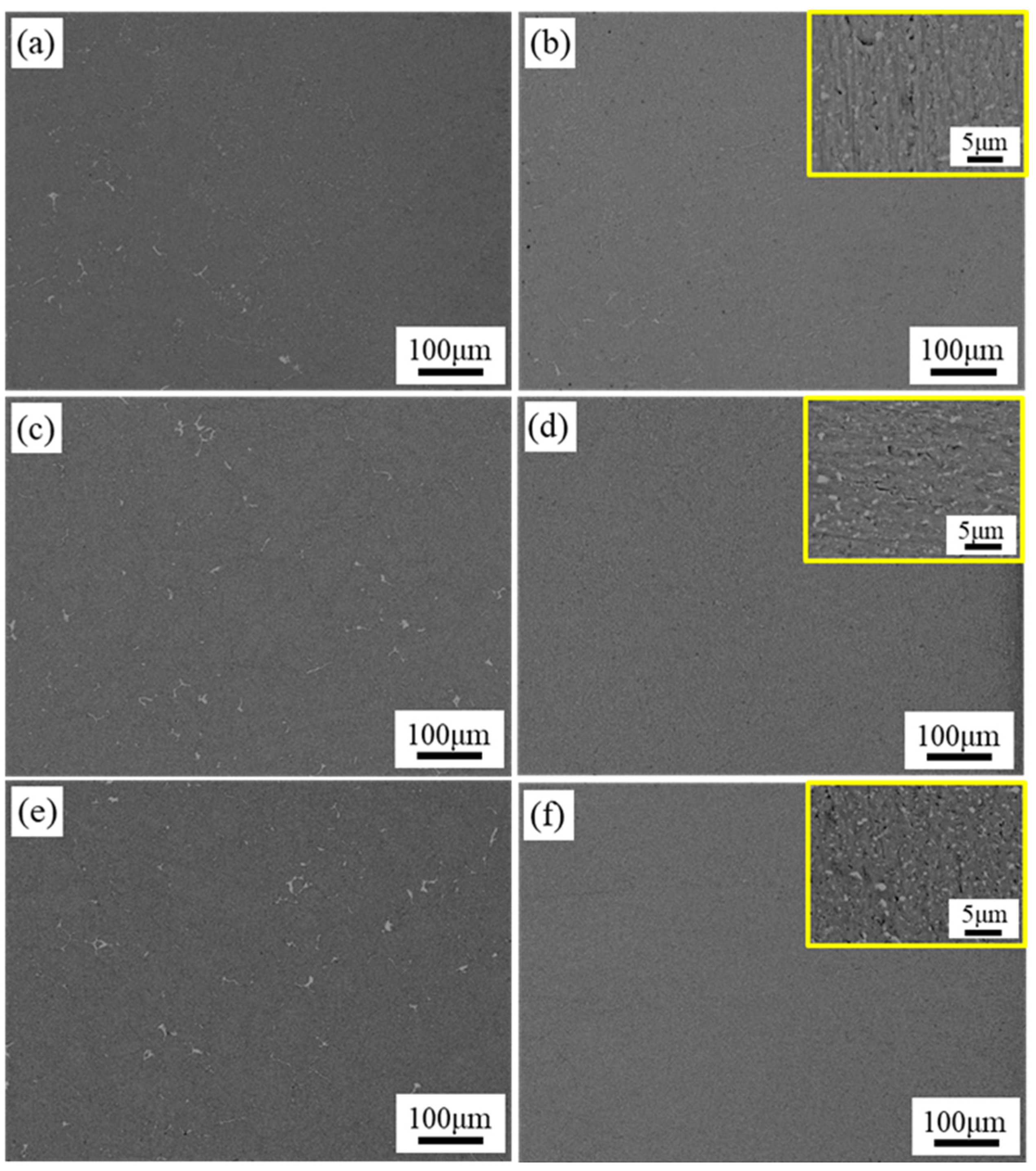
3.2. Effect of Solution Temperature on Microstructure and Properties of Alloy
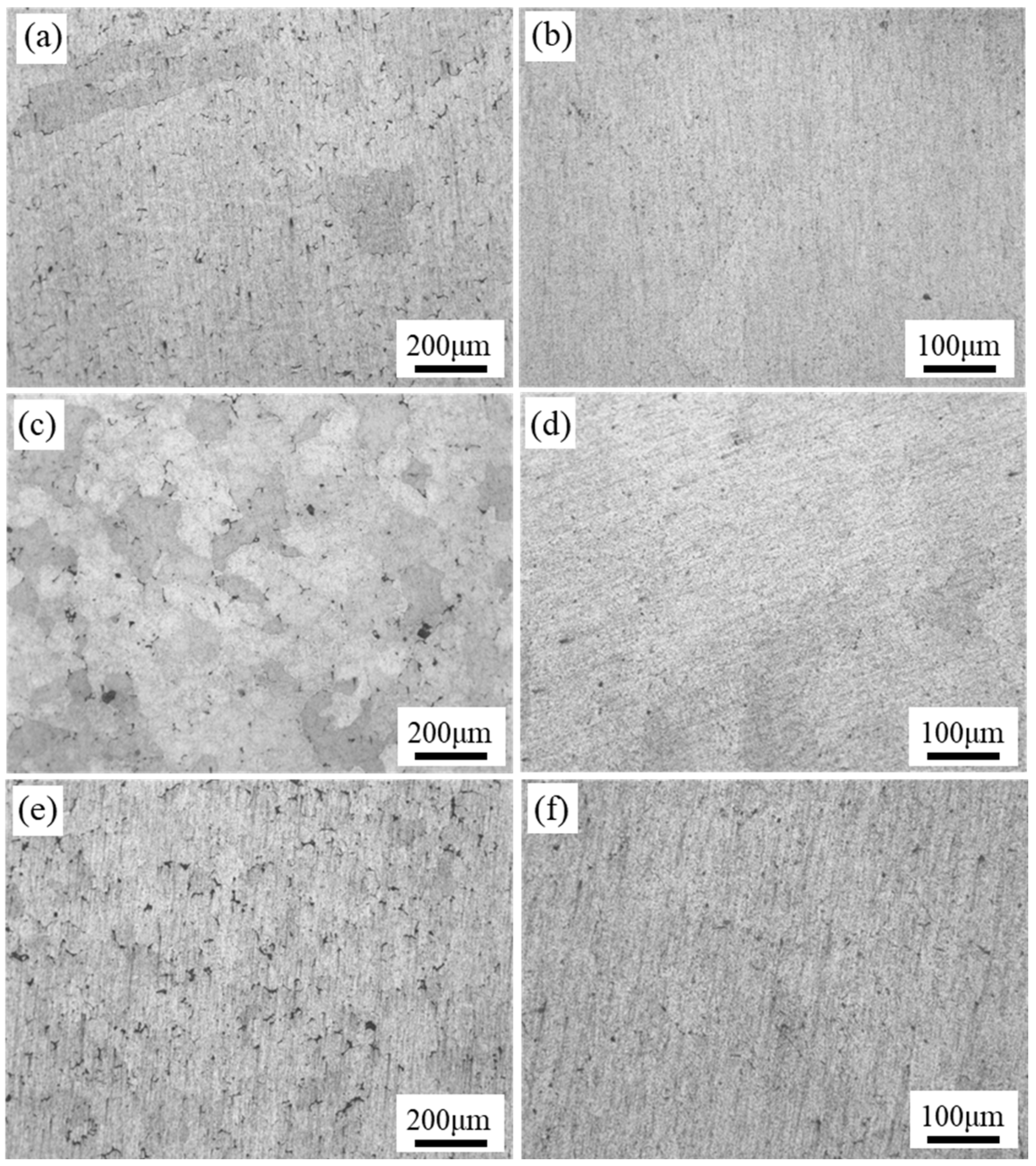
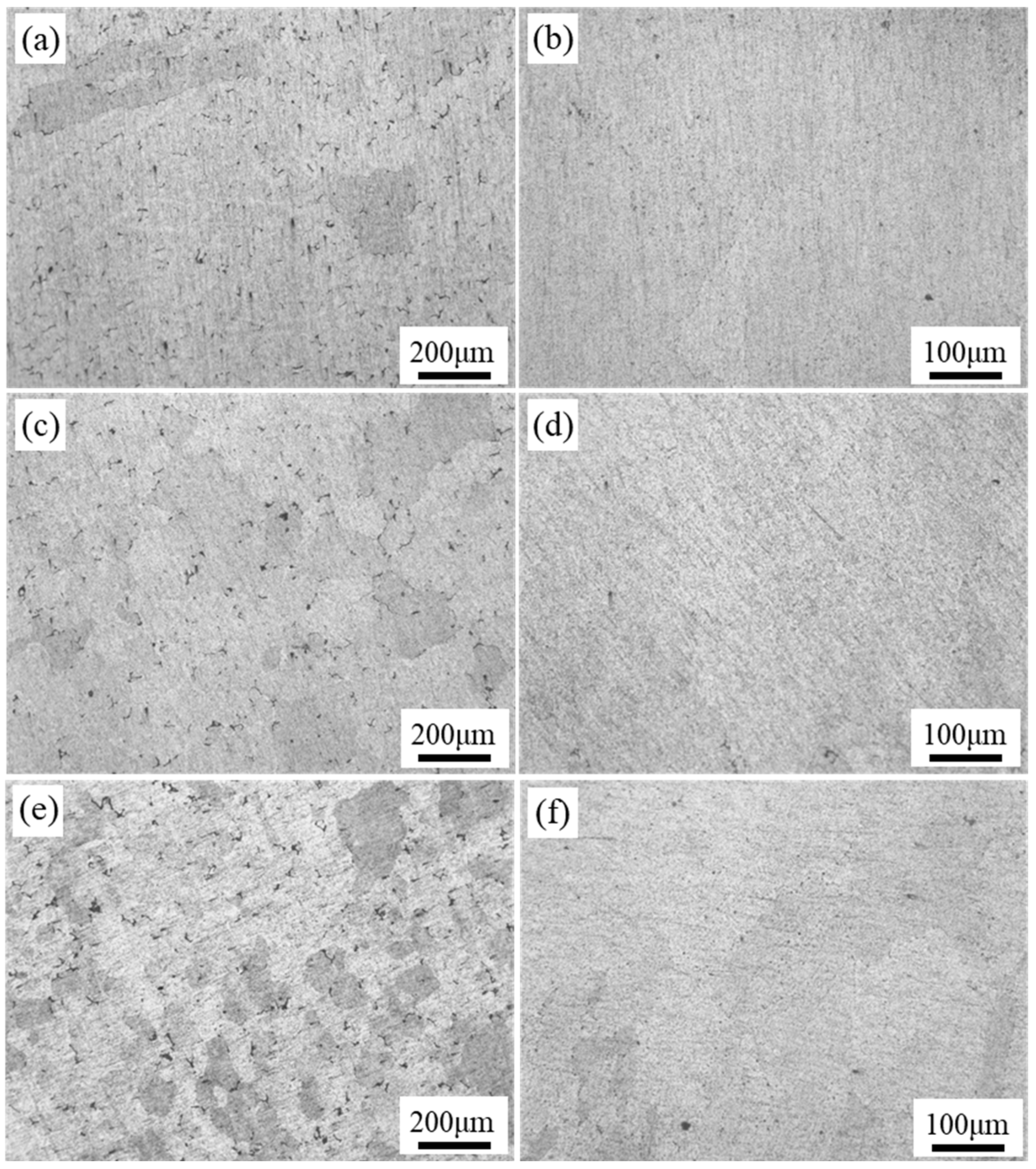
3.2.1. Microstructure and Phase Composition After Solution Treatment
3.2.2. Mechanical Property Analysis at Different Temperatures
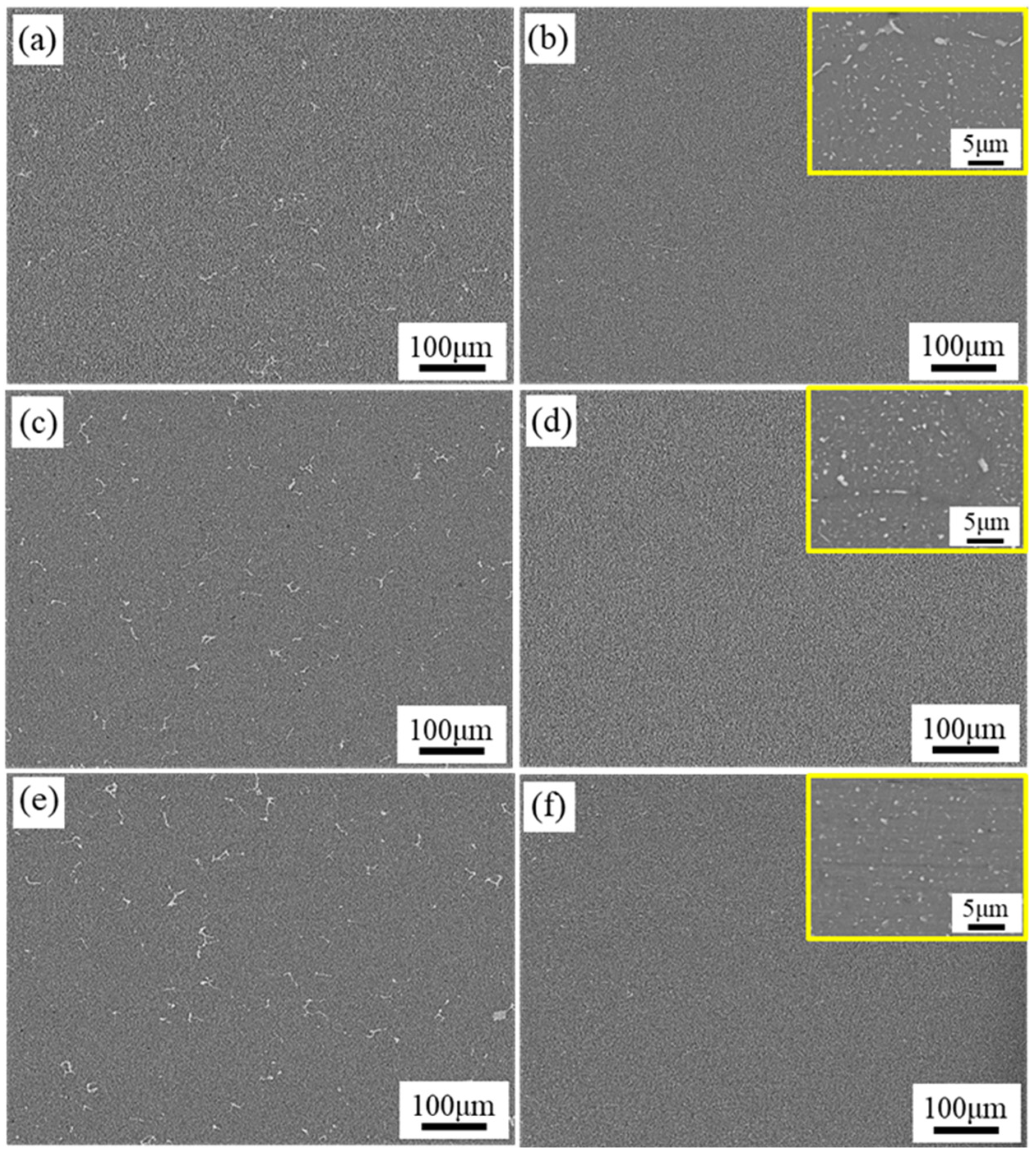
3.3. Effect of Solution Time on Microstructure and Properties of Alloy
3.3.1. Microstructure
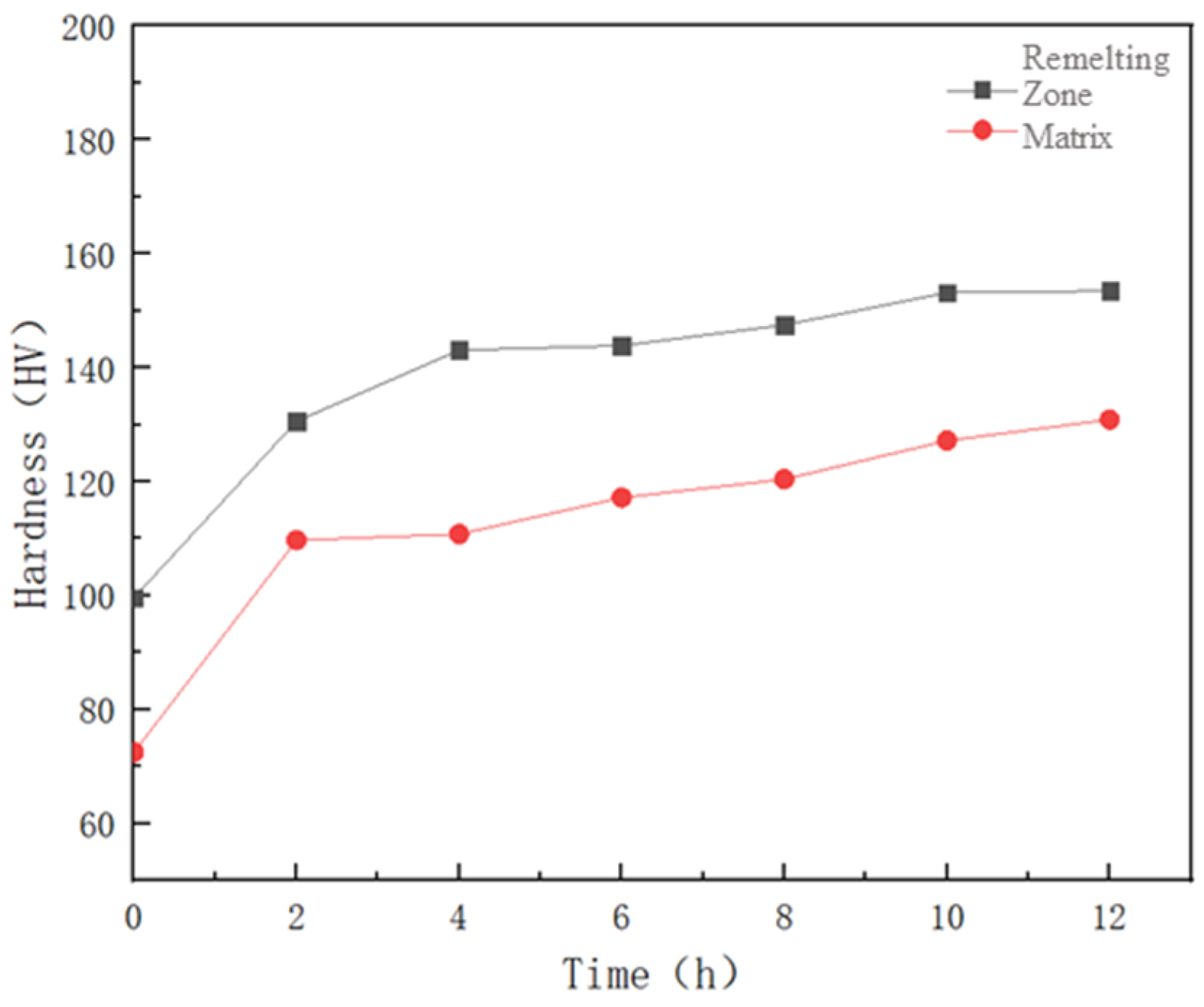
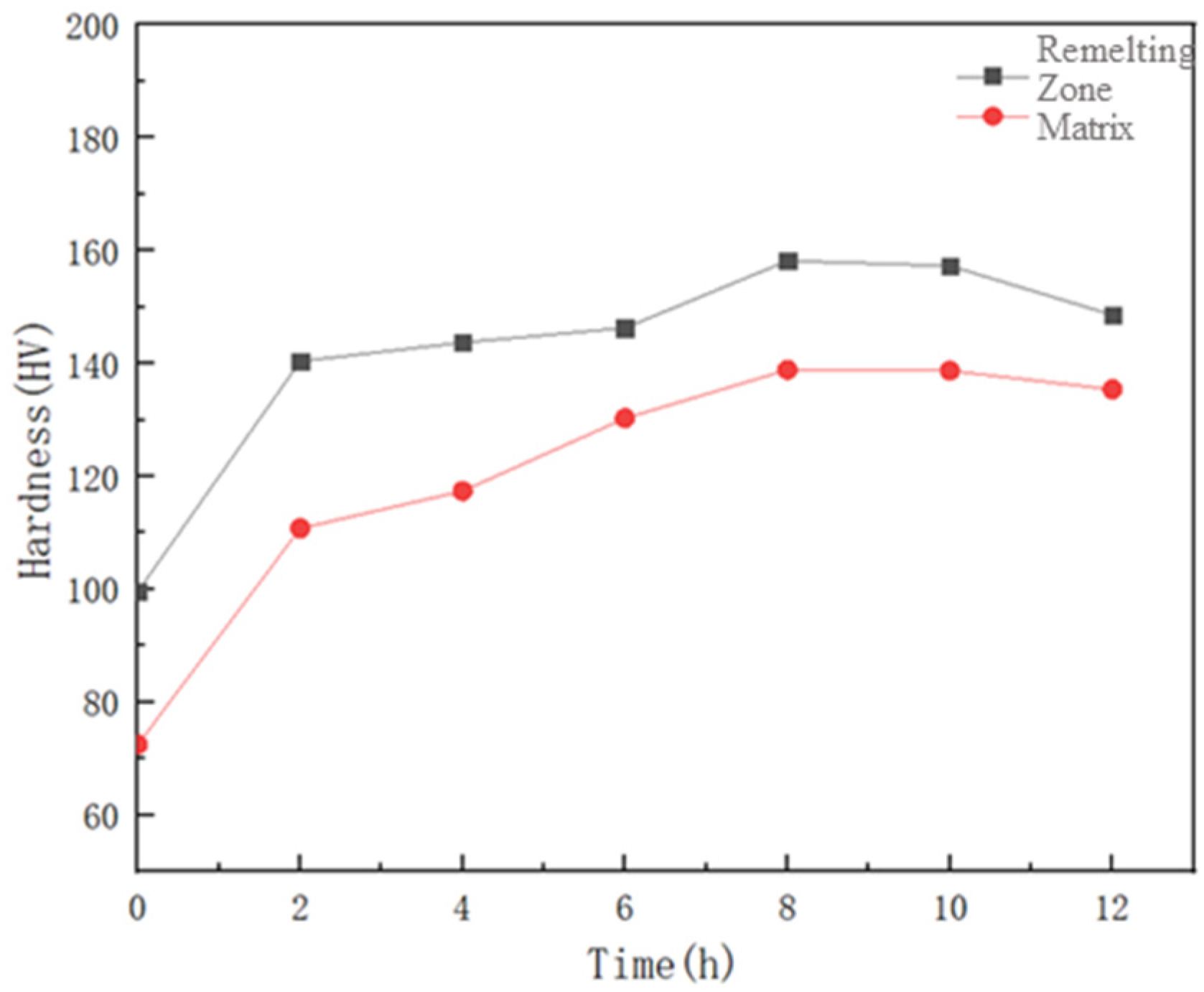
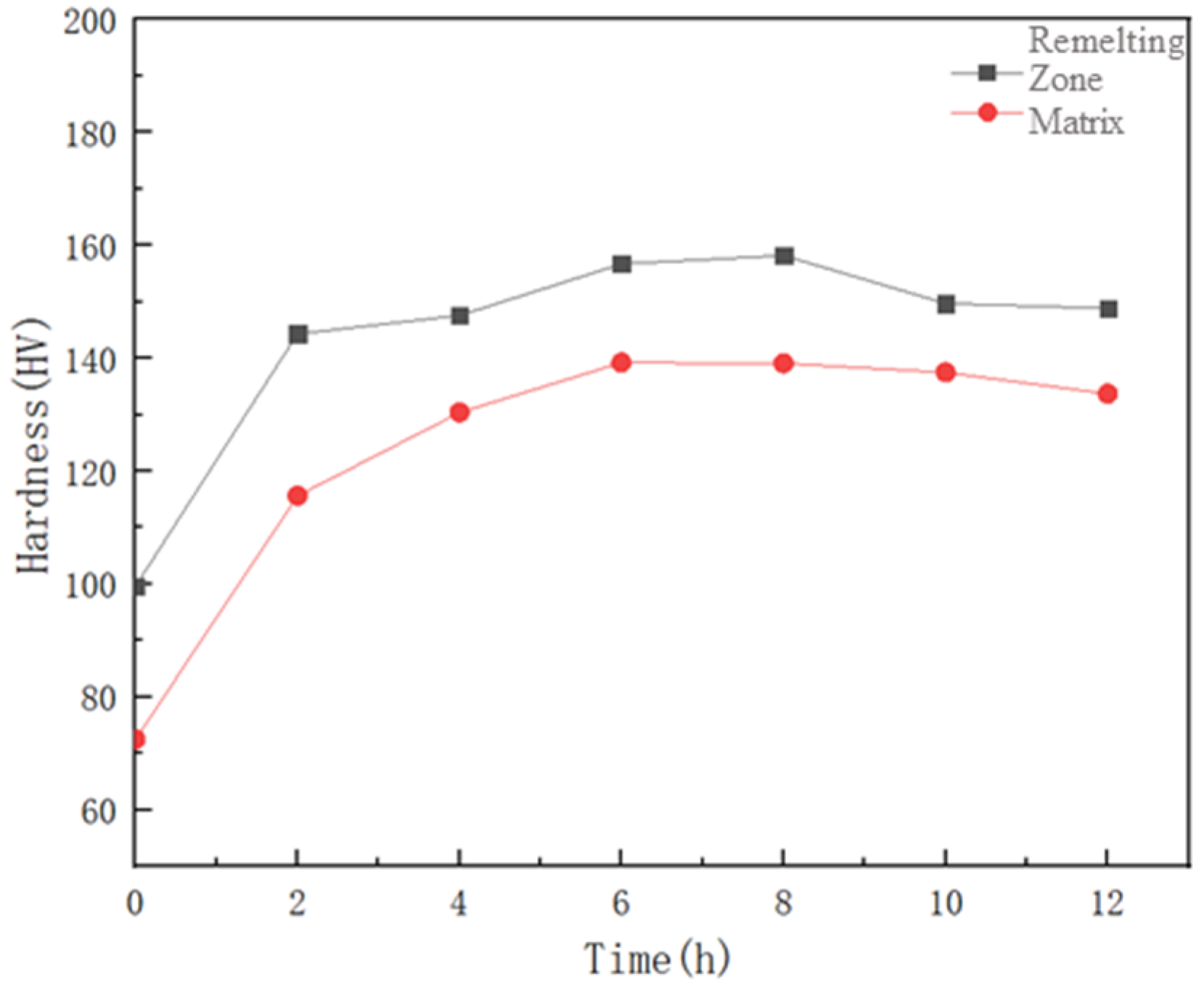
3.3.2. Mechanical Property Analysis at Different Times
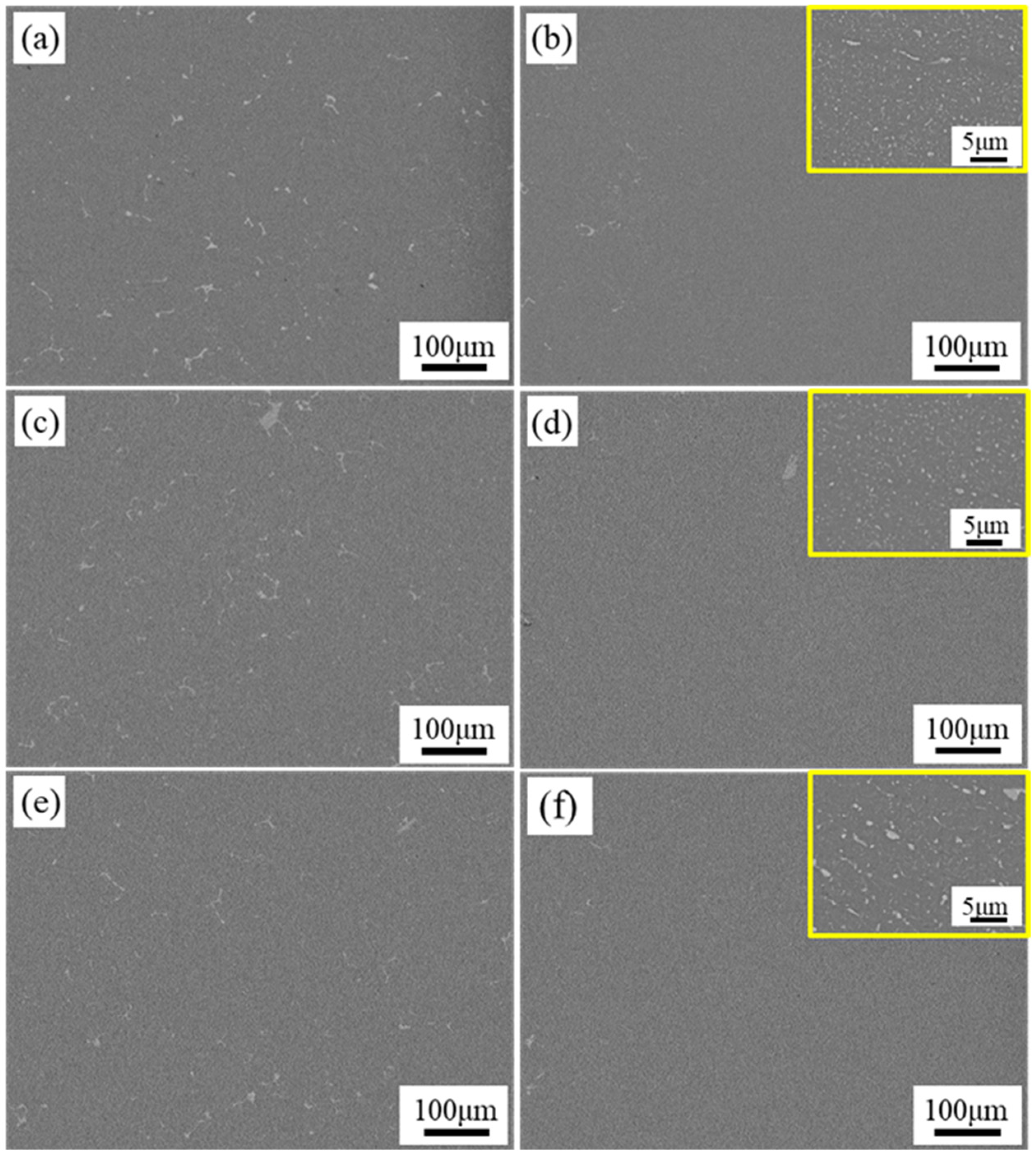
3.4. Effect of Aging on Microstructure and Properties of Alloy
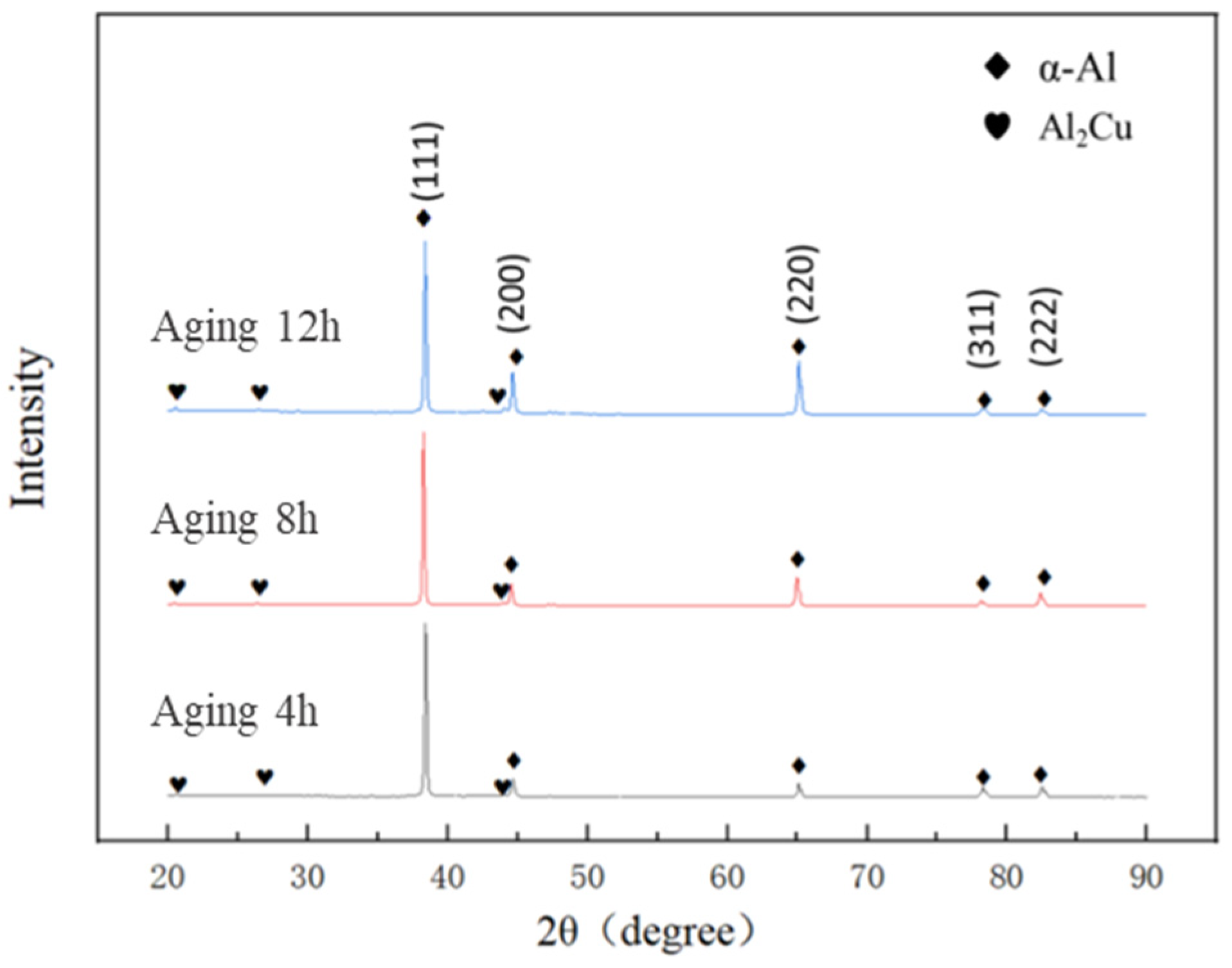
3.4.1. Microstructure and Phase Composition After Aging
3.4.2. Mechanical Property Analysis
- (1)
- Hardness analysis
- (2)
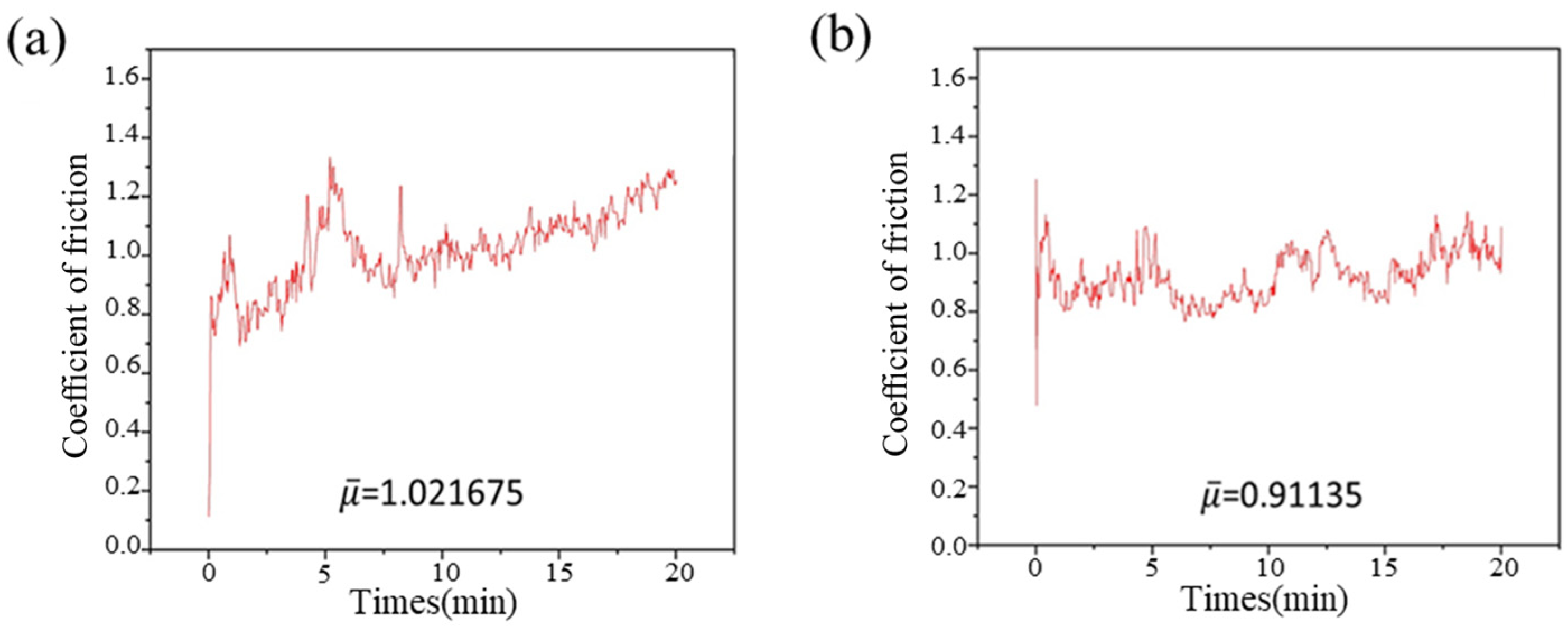
- Friction and wear behavior analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Luo, Z.; Zhang, X.; Liu, Z.; Zhou, H.; Wang, M.; Xie, G. Mechanical properties and interfacial characteristics of 6061 Al alloy plates fabricated by hot-roll bonding. Int. J. Miner. Metall. Mater. 2024, 31, 1890–1899. [Google Scholar] [CrossRef]
- Yu, J.; Geng, Y.; Chen, Y.; Wang, X.; Zhang, Z.; Tang, H.; Xu, J.; Ju, H.; Wang, D. High-strength and thermally stable TiB2 -modified Al–Mn–Mg–Er–Zr alloy fabricated via selective laser melting. Int. J. Miner. Metall. Mater. 2024, 31, 2221–2232. [Google Scholar] [CrossRef]
- Wang, H.; Li, Y.; Zhang, M.; Gong, W.; Lai, R.; Li, Y. Preheating-assisted solid-state friction stir repair of Al–Mg–Si alloy plate at different rotational speeds. Int. J. Miner. Metall. Mater. 2024, 31, 725–736. [Google Scholar] [CrossRef]
- Ma, Y.; Chen, H.; Zhang, M.-X.; Addad, A.; Kong, Y.; Lezaack, M.B.; Gan, W.; Chen, Z.; Ji, G. Break through the strength-ductility trade-off dilemma in aluminum matrix composites via precipitation-assisted interface tailoring. Acta Mater. 2023, 242, 17. [Google Scholar] [CrossRef]
- Liu, L.; Wang, Z.; Wu, Q.; Yang, Z.; Zhou, K.; Fan, X.; Li, J.; Wang, J. Modulation of Multiple Precipitates for High Strength and Ductility in Al-Cu-Mn Alloy. Materials 2021, 14, 7383. [Google Scholar] [CrossRef] [PubMed]
- Zhu, X.-R.; Wang, J.; Shi, W.-N.; Liu, X.-B.; Zhang, X.-F.; Zhou, H.-F. Manipulating Precipitation Through Thermomechanical Treatment to Control Corrosion Behavior of an Al-Cu-Mg Alloy. Acta Metall. Sin. (Engl. Lett.) 2022, 35, 1547–1558. [Google Scholar] [CrossRef]
- Safary, E.; Taghiabadi, R.; Ghoncheh, M.H. Mechanical properties of Al-15Mg2Si composites prepared under different solidification cooling rates. Int. J. Miner. Metall. Mater. 2022, 29, 1249–1260. [Google Scholar] [CrossRef]
- Wang, Y.; Gao, M.; Yang, B.; Zhao, E.; Liu, F.; Guan, R. Microstructural evolution and mechanical property of Al–Mg–Mn alloys with various solidification cooling rates. Mater. Charact. 2022, 184, 10. [Google Scholar] [CrossRef]
- Ji, S.; Cui, X.; Ma, L.; Liu, H.; Zuo, Y.; Zhang, Z. Achieving High-Quality Aluminum to Copper Dissimilar Metals Joint via Friction Stir Double-Riveting Welding. Acta Metall. Sin. (Engl. Lett.) 2023, 36, 552–572. [Google Scholar] [CrossRef]
- Yang, L.; Yang, J.; Han, F.; Zhang, Z.; Li, Q.; Dong, Z.; Wang, L.; Ofori-Opoku, N.; Provatas, N. Hot cracking susceptibility prediction from quantitative multi-phase field simulations with grain boundary effects. Acta Mater. 2023, 250, 12. [Google Scholar] [CrossRef]
- Yang, S.; Yang, S.; Liu, W.; Li, J.; Gao, J.; Wang, Y. Microstructure, segregation and precipitate evolution in directionally solidified GH4742 superalloy. Int. J. Miner. Metall. Mater. 2023, 30, 939–948. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, Y.; Yu, W. Effect of Cr/Mn segregation on pearlite-martensite banded structure of high carbon bearing steel. Int. J. Miner. Metall. Mater. 2021, 28, 665–675. [Google Scholar] [CrossRef]
- Li, J.; Chen, R.; Ma, Y.; Ke, W. Hot Tearing of Sand Cast Mg-5 wt.% Y-4 wt.% RE(WE54) Alloy. Acta Metall. Sin. (Engl. Lett.) 2013, 26, 728–734. [Google Scholar] [CrossRef]
- He, T.; Liu, H.J.; Shi, X.J.; Huo, Y.M.; Min, L.; Pan, T.T. Effect of Si and Mn on Microstructure and Mechanical Properties of Vacuum Suction Casting Al–4.5Cu Alloy. Strength Mater. 2018, 50, 665–673. [Google Scholar] [CrossRef]
- Ravikumar, V.V.; Kumaran, S. Improved strength and ductility of high alloy containing Al–12Zn–3Mg–2.5Cu alloy by combining non-isothermal step rolling and cold rolling. Int. J. Miner. Metall. Mater. 2017, 24, 179–185. [Google Scholar] [CrossRef]
- Deng, Z.-H.; Yin, H.-Q.; Jiang, X.; Zhang, C.; Zhang, G.-F.; Xu, B.; Yang, G.-Q.; Zhang, T.; Wu, M.; Qu, X.-H. Machine-learning-assisted prediction of the mechanical properties of Cu—Al alloy. Int. J. Miner. Metall. Mater. 2020, 27, 362–373. [Google Scholar] [CrossRef]
- Ganjehfard, K.; Taghiabadi, R.; Noghani, M.T.; Ghoncheh, M.H. Tensile properties and hot tearing susceptibility of cast Al-Cu alloys containing excess Fe and Si. Int. J. Miner. Metall. Mater. 2021, 28, 718–728. [Google Scholar] [CrossRef]
- Liu, C.-Y.; Yu, P.-F.; Wang, X.-Y.; Ma, M.-Z.; Liu, R.-P. Preparation of high-strength Al-Mg-Si-Cu-Fe alloy via heat treatment and rolling. Int. J. Miner. Metall. Mater. 2014, 21, 702–710. [Google Scholar] [CrossRef]
- Wang, X.-F.; Guo, M.-X.; Ma, C.-Q.; Chen, J.-B.; Zhang, J.-S.; Zhuang, L.-Z. Effect of particle size distribution on the microstructure, texture, and mechanical properties of Al–Mg–Si–Cu alloy. Int. J. Miner. Metall. Mater. 2018, 25, 957–966. [Google Scholar] [CrossRef]
- Peng, D.; Shen, J.; Tang, Q.; Wu, C.-P.; Zhou, Y.-B. Effects of aging treatment and heat input on the microstructures and mechanical properties of TIG-welded 6061-T6 alloy joints. Int. J. Miner. Metall. Mater. 2013, 20, 259–265. [Google Scholar] [CrossRef]
- Liu, J.; Huang, H.; Xie, J. Effects of aging treatment on the microstructure and superelasticity of columnar-grained Cu 71 Al 18 Mn 11 shape memory alloy. Int. J. Miner. Metall. Mater. 2016, 23, 1157–1166. [Google Scholar] [CrossRef]
- Tang, L.; Wei, P.; Hu, Z.; Pang, Q. Microstructure and mechanical properties stability of pre-hardening treatment in Al–Cu alloys for pre-hardening forming process. Int. J. Miner. Metall. Mater. 2024, 31, 539–551. [Google Scholar] [CrossRef]
- He, C.; Shen, Y.; Xue, W.; Fan, Z.; Zhou, Y. Nanosized κ-Carbide and B2 Boosting Strength Without Sacrificing Ductility in a Low-Density Fe-32Mn-11Al Steel. Nanomaterials 2025, 15, 19. [Google Scholar] [CrossRef] [PubMed]
- Kan, L.; Ye, Q.; Shen, Y.; Wang, Z.; Zhao, T. Co-precipitation of nanosized Cu and carbides improving mechanical properties of 1 GPa grade HSLA steel. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2022, 859, 15. [Google Scholar] [CrossRef]
- Rakhmonov, J.; Milligan, B.; Bahl, S.; Ma, D.; Shyam, A.; Dunand, D. Progression of creep deformation from grain boundaries to grain interior in Al-Cu-Mn-Zr alloys. Acta Mater. 2023, 250, 13. [Google Scholar] [CrossRef]
- Ding, Z.; Hu, Q.; Yang, F.; Yu, L.; Yang, T.; Zhang, N.; Lu, W.; Yang, J.; Qiao, J.; Li, J. Unveiling the Growth Mechanism of Faceted Primary Al 2 Cu with Complex Morphologies During Solidification. Acta Metall. Sin. (Engl. Lett.) 2022, 35, 124–132. [Google Scholar] [CrossRef]
- Nie, X.; Chen, Z.; Qi, Y.; Zhang, H.; Zhu, H. Spreading Behavior and Hot Cracking Mechanism of Single Tracks in High Strength Al-Cu-Mg-Mn Alloy Fabricated by Laser Powder Bed Fusion. Acta Metall. Sin. (Engl. Lett.) 2023, 36, 1454–1464. [Google Scholar] [CrossRef]
- Yuan, L.; Guo, M.; Wang, Y.; Wang, Y.; Zhuang, L. Synergistic effect of gradient Zn content and multiscale particles on the mechanical properties of Al–Zn–Mg–Cu alloys with coupling distribution of coarse–fine grains. Int. J. Miner. Metall. Mater. 2024, 31, 1392–1405. [Google Scholar] [CrossRef]
- Ghasemi, A.; Eivani, A.R.; Abbasi, S.M.; Jafarian, H.R.; Ghosh, M.; Anijdan, S.H.M. Al-Co-Cr-Fe-Ni-Ti high entropy alloys: A review of microstructural and mechanical properties at elevated temperatures. J. Alloys Compd. 2025, 1010, 17. [Google Scholar] [CrossRef]
- Dong, J.; Jiang, J.; Wang, Y.; Huang, M.; Cui, J.; Song, T. Effect of Solution and Aging Treatment on Microstructure and Mechanical Properties of Al-14Si-5Cu-1.1Mg-2.3Ni-0.3La Alloy. Acta Metall. Sin. (Engl. Lett.) 2025, 38, 449–464. [Google Scholar] [CrossRef]
- Kong, X.; Wang, Y.; Xu, H.; Fan, H.; Zheng, Y.; Xie, B. NbB2 Modified Al-Cu Alloys Fabricated by Freeze-Ablation Casting under High Cooling Rate Solidification. Acta Metall. Sin. (Engl. Lett.) 2024, 37, 921–938. [Google Scholar] [CrossRef]
- Zhang, Y.; Han, T.-F.; Xiao, M.; Shen, Y.-F. Effect of process parameters on the microstructure and properties of laser-clad FeNiCoCrTi0.5 high-entropy alloy coating. Int. J. Miner. Metall. Mater. 2020, 27, 630–639. [Google Scholar] [CrossRef]
- Geng, Y.; Tang, H.; Xu, J.; Hou, Y.; Wang, Y.; He, Z.; Zhang, Z.; Ju, H.; Yu, L. Influence of process parameters and aging treatment on the microstructure and mechanical properties of AlSi8Mg3 alloy fabricated by selective laser melting. Int. J. Miner. Metall. Mater. 2022, 29, 1770–1779. [Google Scholar] [CrossRef]
- Akopyan, T.K.; Letyagin, N.V.; Belov, N.A.; Fortuna, A.S.; Nguen, X.D. The role of Sn trace addition in the precipitation behavior and strengthening of the wrought Al-Cu-Mn-based alloy. J. Mater. Sci. 2023, 58, 8210–8229. [Google Scholar] [CrossRef]
- Zupani, F.; Gspan, C.; Burja, J.; Boncina, T. Quasicrystalline and L12 precipitates in a microalloyed Al-Mn-Cu alloy. Mater. Today Commun. 2020, 22, 6. [Google Scholar] [CrossRef]
- Prabhu, T.R. Effects of ageing time on the mechanical and conductivity properties for various round bar diameters of AA 2219 Al alloy. Eng. Sci. Technol. Int. J. 2017, 20, 133–142. [Google Scholar] [CrossRef]
- Du, L.; Ding, H.; Xie, Y.; Ji, L.; Chen, W.; Xu, Y. Effect of Laser Energy Density on Microstructures and Properties of Additively Manufactured AlCoCrFeNi2.1 Eutectic High-Entropy Alloy. Acta Metall. Sin. (Engl. Lett.) 2025, 38, 233–244. [Google Scholar] [CrossRef]
- Zhao, E.; Yang, H.; Peng, Y.; Wang, L.; Song, B.; Zhu, C.; Liu, H. Microstructure and Wear Behavior of Laser-Remelted High-Manganese Steel. J. Mater. Eng. Perform. 2023, 32, 11422–11431. [Google Scholar] [CrossRef]
- Liu, Q.; Dong, T.-S.; Fu, B.-G.; Li, G.-L.; Yang, L.-J. Effect of Laser Remelting on Microstructure and Properties of AlCoCrFeNi High-Entropy Alloy Coating. J. Mater. Eng. Perform. 2021, 30, 5728–5735. [Google Scholar] [CrossRef]
- Karimi, J.; Antonov, M.; Kollo, L.; Prashanth, K. Role of laser remelting and heat treatment in mechanical and tribological properties of selective laser melted Ti6Al4V alloy. J. Alloys Compd. 2022, 897, 13. [Google Scholar] [CrossRef]
- Yao, L.; He, Y.; Wang, Z.; Peng, B.; Li, G.; Liu, Y. Effect of Heat Treatment on the Wear Properties of Selective Laser Melted Ti-6Al-4V Alloy Under Different Loads. Acta Metall. Sin. (Engl. Lett.) 2022, 35, 517–525. [Google Scholar] [CrossRef]
- Wang, P.; Yu, S.; Shergill, J.; Chaubey, A.; Eckert, J.; Prashanth, K.G.; Scudino, S. Selective Laser Melting of Al-7Si-0.5 Mg-0.5Cu: Effect of Heat Treatment on Microstructure Evolution, Mechanical Properties and Wear Resistance. Acta Metall. Sin. (Engl. Lett.) 2022, 35, 389–396. [Google Scholar] [CrossRef]
- Yue, C.; Zheng, B.; Su, M.; Wang, Y.; Zuo, X.; Wang, Y.; Yuan, X. Effect of Y and Ce Micro-alloying on Microstructure and Hot Tearing of As-Cast Al-Cu-Mg Alloy. Acta Metall. Sin. (Engl. Lett.) 2024, 37, 939–952. [Google Scholar] [CrossRef]
- Shambu, V.; Sahu, D.K.; Padmaganesan, H.T.; Nayan, N.; Prasad, M. Restoration of exceptional mechanical properties of Al-Cu-Li (AA 2198) alloy post- friction stir processing by recovery of T1 precipitates through controlled temper conditions. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2024, 912, 10. [Google Scholar] [CrossRef]
- Hu, J.; Sun, T.; Cao, F.; Shen, Y.; Yang, Z.; Guo, C. Enhanced Strength-Ductility Synergy in Submerged Friction Stir Processing ER2319 Alloy Manufactured by Wire-Arc Additive Manufacturing via Creating Ultrafine Microstructure. Acta Metall. Sin. (Engl. Lett.) 2024, 37, 793–807. [Google Scholar] [CrossRef]
- Foteinopoulos, P.; Papacharalampopoulos, A.; Stavropoulos, P. Additive manufacturing simulations: An approach based on space partitioning and dynamic 3D mesh adaptation. Addit. Manuf. Lett. 2024, 11, 100256. [Google Scholar] [CrossRef]
- Yasa, E. Application of Laser Re-melting on selective laser melting parts. Adv. Prod. Eng. Manag. 2011, 6, 259–270. Available online: https://lirias.kuleuven.be/handle/123456789/332611 (accessed on 18 June 2025).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Cu | Mn | Si | Ti | V | Zr |
|---|---|---|---|---|---|---|
| Bal | 5.0 | 2.0 | 0.1 | 0.2 | 0.2 | 0.15 |
| Solid Solution | Prescription | Solid Solution | Prescription | Solid Solution | Prescription | |||
|---|---|---|---|---|---|---|---|---|
| 1 | 530 °C × 4 h | 165 °C × 2 h | 7 | 530 °C × 4 h | 175 °C × 2 h | 13 | 530 °C × 4 h | 185 °C × 2 h |
| 2 | 530 °C × 4 h | 165 °C × 4 h | 8 | 530 °C × 4 h | 175 °C × 4 h | 14 | 530 °C × 4 h | 185 °C × 4 h |
| 3 | 530 °C × 4 h | 165 °C × 6 h | 9 | 530 °C × 4 h | 175 °C × 6 h | 15 | 530 °C × 4 h | 185 °C × 6 h |
| 4 | 530 °C × 4 h | 165 °C × 8 h | 10 | 530 °C × 4 h | 175 °C × 8 h | 16 | 530 °C × 4 h | 185 °C × 8 h |
| 5 | 530 °C × 4 h | 165 °C × 10 h | 11 | 530 °C × 4 h | 175 °C × 10 h | 17 | 530 °C × 4 h | 185 °C × 10 h |
| 6 | 530 °C × 4 h | 165 °C × 12 h | 12 | 530 °C × 4 h | 175 °C × 12 h | 18 | 530 °C × 4 h | 185 °C × 12 h |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hou, J.; Li, H.; Dong, Q.; Zhao, Z. Microstructure and Properties of Laser-Remelted Al-Cu-Mn Alloy. Metals 2025, 15, 693. https://doi.org/10.3390/met15070693
Hou J, Li H, Dong Q, Zhao Z. Microstructure and Properties of Laser-Remelted Al-Cu-Mn Alloy. Metals. 2025; 15(7):693. https://doi.org/10.3390/met15070693
Chicago/Turabian StyleHou, Jibo, Huiru Li, Qingnan Dong, and Zhanyong Zhao. 2025. "Microstructure and Properties of Laser-Remelted Al-Cu-Mn Alloy" Metals 15, no. 7: 693. https://doi.org/10.3390/met15070693
APA StyleHou, J., Li, H., Dong, Q., & Zhao, Z. (2025). Microstructure and Properties of Laser-Remelted Al-Cu-Mn Alloy. Metals, 15(7), 693. https://doi.org/10.3390/met15070693