
High-Temperature Tensile Grain Evolution and Mechanical Properties of Additively Manufactured TA15 Aerospace Titanium Alloy


Abstract
1. Introduction
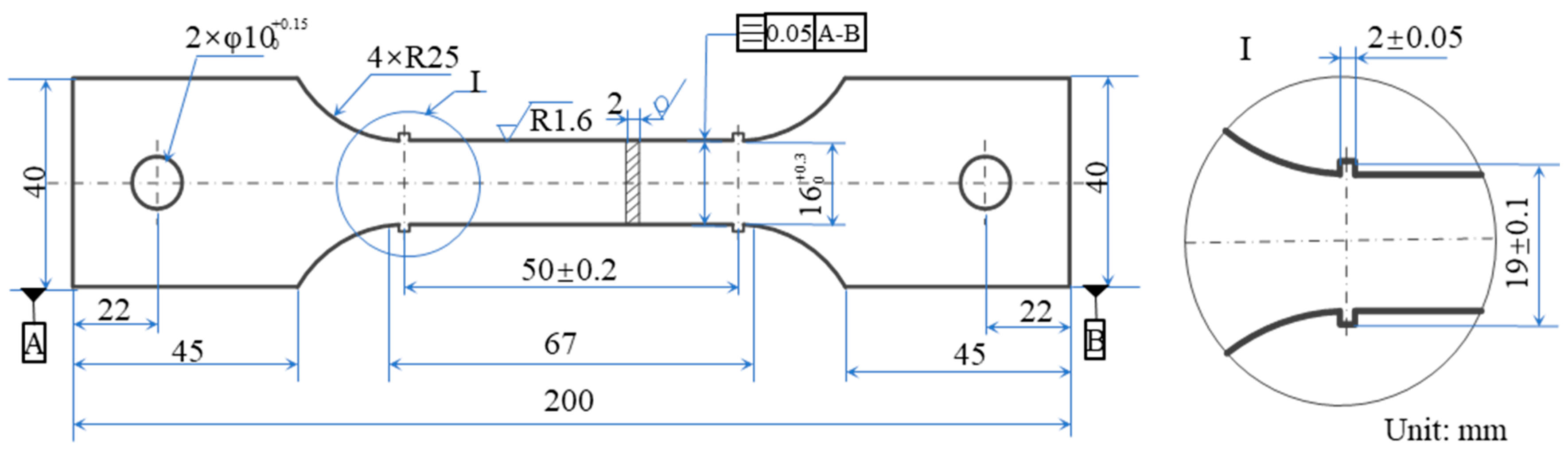
2. Experimental Materials and Methods
3. Results and Discussion
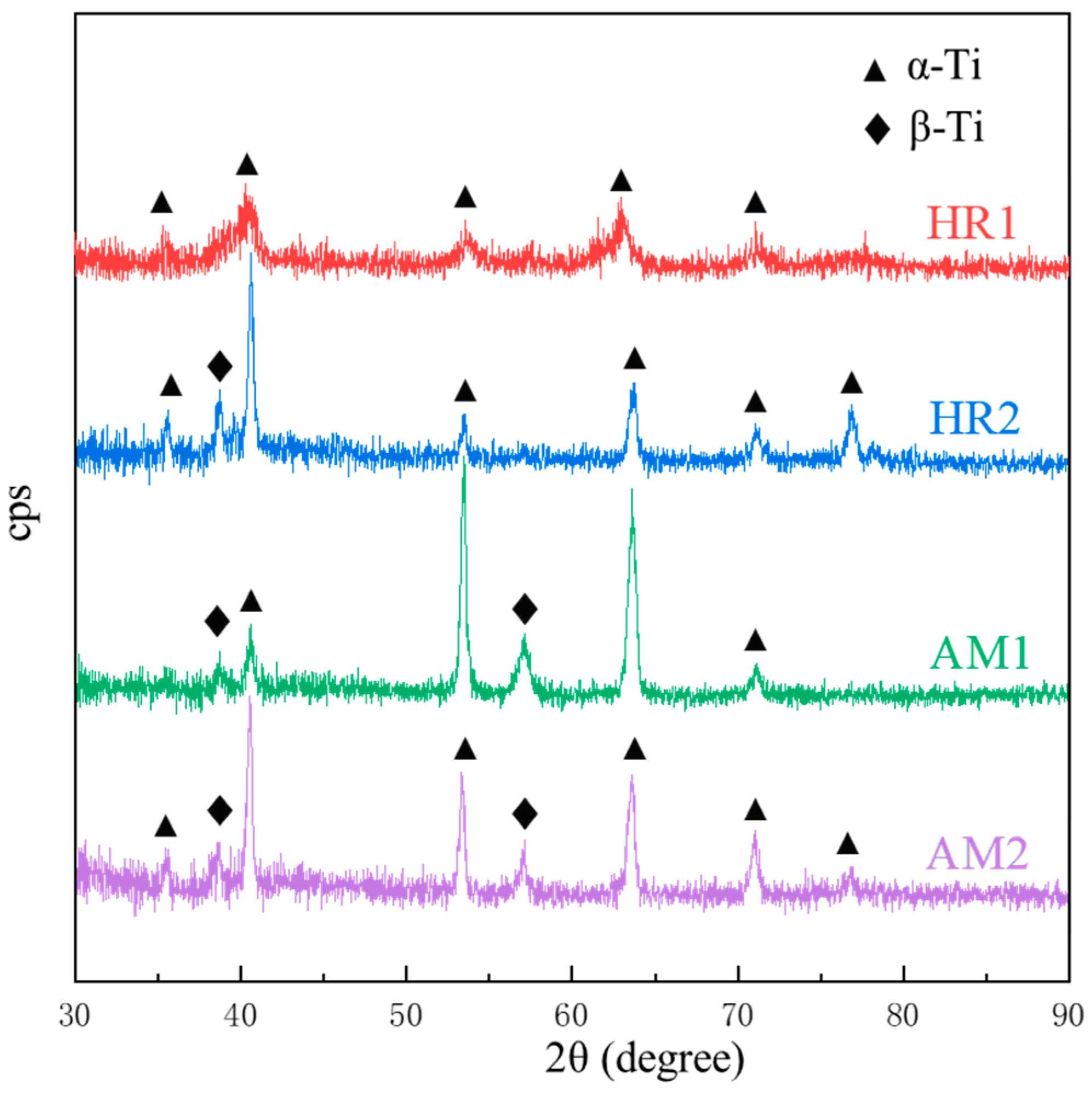
3.1. XRD Analysis
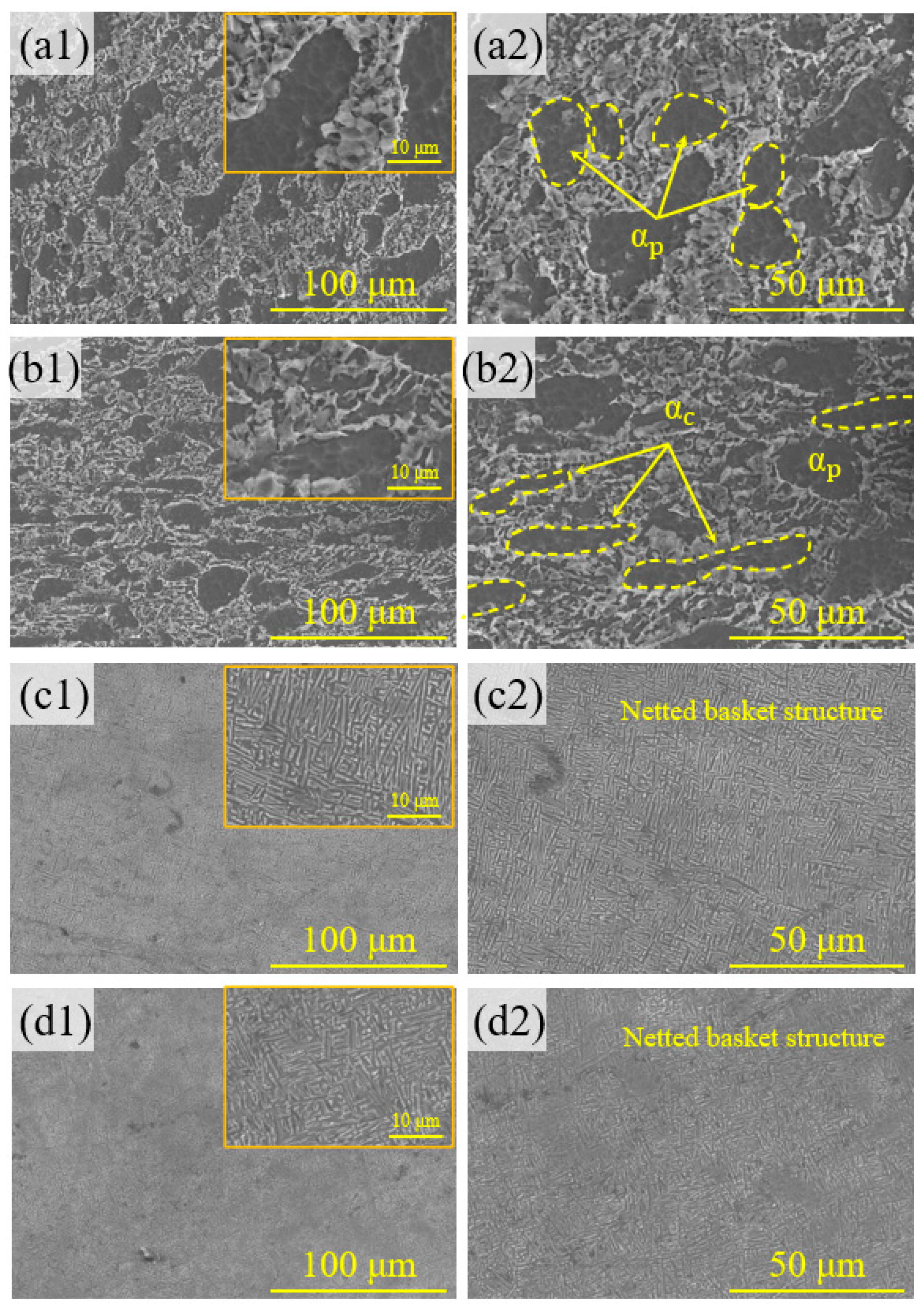
3.2. Microstructure (25 °C and 600 °C)
3.3. Comparison of Additive Manufacturing and Hot Rolling in Titanium Alloys
4. Conclusions
- (1)
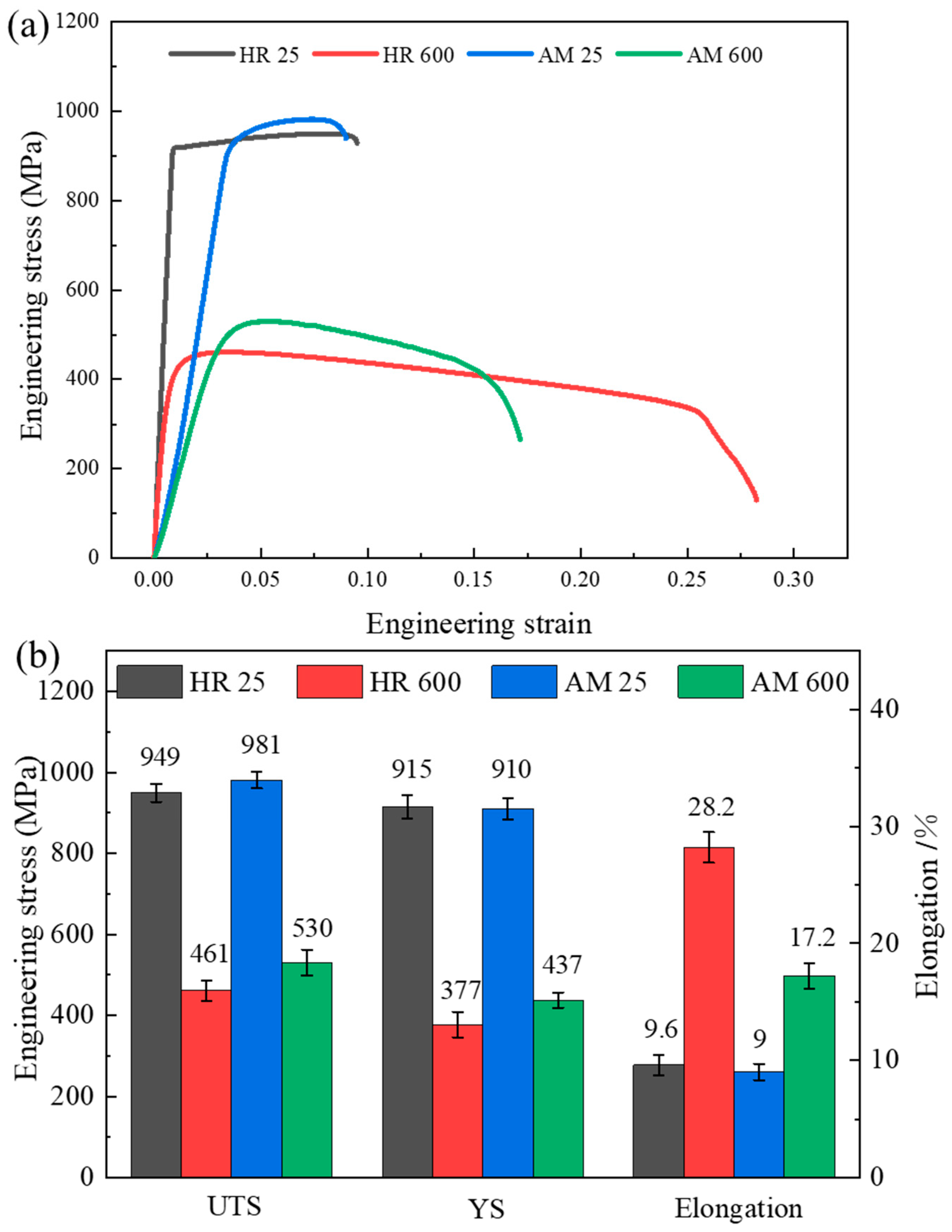
- The additively manufactured TA15 titanium alloy exhibited superior tensile properties at both room temperature and 600 °C compared to conventionally hot-rolled TA15. Among the tested specimens, AM 25 showed the highest tensile strength, reaching 981 MPa. At 600 °C, AM 600 maintained a tensile strength of 530 MPa, significantly higher than that of HR 600 (461 MPa). Furthermore, the elongation of AM 600 reached 17.14%, representing an approximately 91.1% improvement over AM 25, indicating enhanced high-temperature ductility.
- (2)
- Post-deformation microstructural analysis of AM 600 revealed that the coarse primary α phase was refined into fine equiaxed α grains, with an increase in grain boundary density and a reduction in dislocation density within the matrix. These microstructural changes facilitated grain boundary sliding during high-temperature deformation, thereby significantly enhancing the ductility of the TA15 alloy.
- (3)
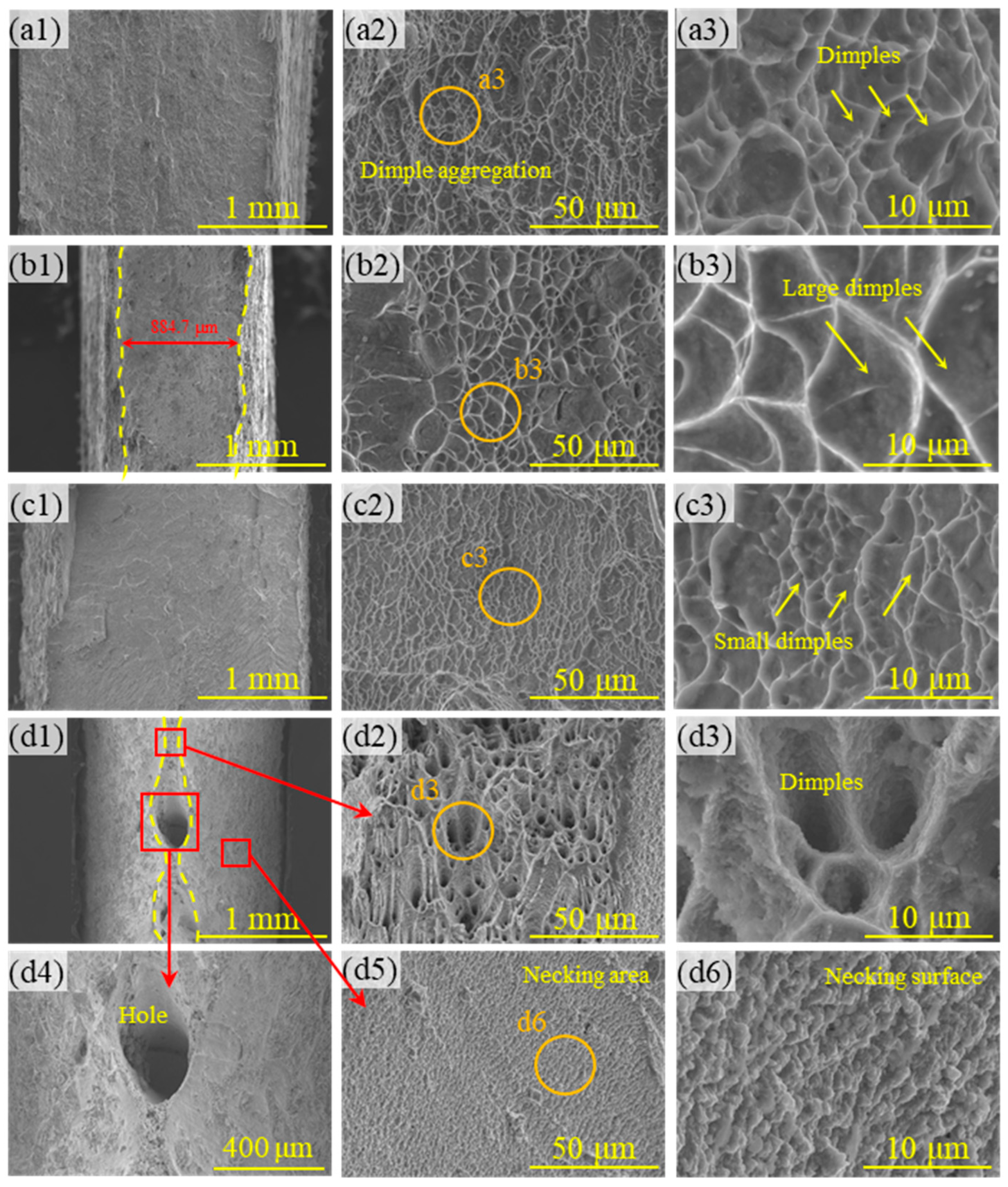
- During tensile testing at 600 °C, AM 600 exhibited pronounced necking, with numerous deep dimples observed in the central region of the fracture surface and wider necking zones on both sides. This fracture morphology suggests that the α phase in AM 600 underwent substantial softening at elevated temperatures, resulting in localized plastic deformation and stress concentration, ultimately leading to necking.
- (4)
- Through the optimization of additive manufacturing parameters and post-processing heat treatment conditions, the high-temperature performance of the TA15 titanium alloy can be effectively improved. These findings provide theoretical support for the application of AM TA15 alloys in aerospace components, particularly under high-temperature service conditions, where controlling microstructural features can significantly enhance mechanical performance.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bobbio, L.D.; Otis, R.A.; Borgonia, J.P.; Dillon, R.P.; Shapiro, A.A.; Liu, Z.K.; Beese, A.M. Additive manufacturing of a functionally graded material from Ti-6Al-4V to Invar: Experimental characterization and thermodynamic calculations. Acta Mater. 2017, 127, 133–142. [Google Scholar] [CrossRef]
- Lu, Y.; Xu, W.; Leng, J.; Liu, X.; Xu, H.; Ding, H.; Zhou, J.; Cui, L. Review and Research Prospects on Additive Manufacturing Technology for Agricultural Manufacturing. Agriculture 2024, 14, 1207. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Helmer, A.; Ralls, A.M.; Khan, M.U.F.; Kasar, A.K.; Gupta, R.K.; Misra, M.; Shao, S.; Menezes, P.L.; Shamsaei, N. Pitting corrosion behavior and corrosion protection performance of cold sprayed double layered noble barrier coating on magnesium-based alloy in chloride containing solutions. J. Magnes. Alloys 2023, 11, 3099–3119. [Google Scholar] [CrossRef]
- Gu, D.; Shi, X.; Poprawe, R.; Bourell, D.L.; Setchi, R.; Zhu, J. Material-structure-performance integrated laser-metal additive manufacturing. Science 2021, 372, eabg1487. [Google Scholar] [CrossRef]
- Jiang, N.; Wang, Y.; Chu, J.; Kawasaki, S.; Tang, C.; Cheng, L.; Du, Y.; Shashank, B.S.; Singh, D.N.; Han, X. Bio-mediated soil improvement: An introspection into processes, materials, characterization and applications. Soil Use Manag. 2022, 38, 68–93. [Google Scholar] [CrossRef]
- Sun, J.; Han, Y.; Cui, K. Innovative fabrication of porous titanium coating on titanium by cold spraying and vacuum sintering. Mater. Lett. 2008, 62, 3623–3625. [Google Scholar] [CrossRef]
- Li, P.; Wang, Y.; Li, L.; Gong, Y.; Zhou, J.; Lu, J. Ablation oxidation and surface quality during laser polishing of TA15 aviation titanium alloy. J. Mater. Res. Technol. 2023, 23, 6101–6114. [Google Scholar] [CrossRef]
- Tabie, V.M.; Li, C.; Saifu, W.; Li, J.; Xu, X. Mechanical properties of near alpha titanium alloys for high-temperature applications—A review. Aircr. Eng. Aerosp. Technol. 2020, 92, 521–540. [Google Scholar] [CrossRef]
- Yang, J.; Song, Y.; Dong, K.; Han, E.-H. Research progress on the corrosion behavior of titanium alloys. Corros. Rev. 2023, 41, 5–20. [Google Scholar] [CrossRef]
- Li, P.; Liu, B.; Li, L.; Gong, Y.; Zhou, J.; Lu, J. Study on surface quality of ultrasonic assisted underwater laser polishing. J. Mater. Res. Technol. 2023, 27, 5761–5771. [Google Scholar] [CrossRef]
- Li, H.; Bei, Q.; Li, B.; Haruna, S.A.; Marimuthu, M.; Hassan, M.; Ding, Z.; Chen, Q. A novel enzymatic biosensor for CIP in food based on UCNPs and colorimetric strategy of potassium titanium oxalate. J. Food Compos. Anal. 2024, 125, 105827. [Google Scholar] [CrossRef]
- Su, Y.; Kong, F.; You, F.H.; Wang, X.; Chen, Y. The high-temperature deformation behavior of a novel near-α titanium alloy and hot-forging based on the processing map. Vacuum 2020, 173, 109135. [Google Scholar] [CrossRef]
- Liu, J.; Qi, Y.; Hamadou, A.H.; Ahmed, Z.; Guo, Q.; Zhang, J.; Xu, B. Effect of high-temperature drying at different moisture levels on texture of dried noodles: Insights into gluten aggregation and pore distribution. J. Cereal Sci. 2024, 115, 103817. [Google Scholar] [CrossRef]
- Zhang, L.; Pellegrino, A.; Townsend, D.; Petrinic, N. Strain rate and temperature dependent strain localization of a near α titanium alloy. Int. J. Impact Eng. 2020, 145, 103676. [Google Scholar] [CrossRef]
- Li, S.; Deng, T.; Zhang, Y.; Liang, Y.; Li, R.; Dong, T. Review on the Creep Resistance of High-Temperature Titanium Alloy. Trans. Indian Inst. Met. 2021, 74, 215–222. [Google Scholar] [CrossRef]
- Wang, H.W.; Qi, J.Q.; Zou, C.M.; Zhu, D.D.; Wei, Z.J. High-temperature tensile strengths of in situ synthesized TiC/Ti-alloy composites. Mater. Sci. Eng. A 2012, 545, 209–213. [Google Scholar] [CrossRef]
- Nagarjuna, S.; Srinivas, M. High temperature tensile behaviour of a Cu-1.5 wt.% Ti alloy. Mater. Sci. Eng. A 2002, 335, 89–93. [Google Scholar] [CrossRef]
- Yang, C.T.; Lu, Y.C.; Koo, C.H. The high temperature tensile properties and microstructural analysis of Ti-40Al-15Nb alloy. Intermetallics 2002, 10, 161–169. [Google Scholar] [CrossRef]
- Zhao, Q.; Yang, F.; Torrens, R.; Bolzoni, L. Allotropic phase transformation and high-temperature tensile deformation behaviour of powder metallurgy Ti-5553 alloy. Int. J. Refract. Met. Hard Mater. 2020, 90, 105235. [Google Scholar] [CrossRef]
- Liu, Z.; Li, P.; Xiong, L.; Liu, T.; He, L. High-temperature tensile deformation behavior and microstructure evolution of Ti55 titanium alloy. Mater. Sci. Eng. A 2017, 680, 259–269. [Google Scholar] [CrossRef]
- Zang, M.C.; Niu, H.Z.; Liu, S.; Yu, J.S.; Zhang, H.R.; Zhang, D.L. Achieving high tensile strength-ductility synergy of a fully-lamellar structured near alpha titanium alloy at extra-low temperatures. J. Alloys Compd. 2022, 923, 166363. [Google Scholar] [CrossRef]
- Dineshkumar, S.; Sriram, S.; Surendran, R.; Dhinakaran, V. Experimental investigation of tensile properties of Ti-6Al-4V alloy at elevated temperature. Int. J. Recent Technol. Eng. 2019, 8, 103–107. [Google Scholar]
- Guo, R.; Liu, B.; Xu, R.; Cao, Y.; Qiu, J.; Chen, F.; Yan, Z.; Liu, Y. Microstructure and mechanical properties of powder metallurgy high temperature titanium alloy with high Si content. Mater. Sci. Eng. A 2020, 777, 138993. [Google Scholar] [CrossRef]
- Hao, F.; Xiao, J.; Feng, Y.; Wang, Y.; Ju, J.; Du, Y.; Wang, K.; Xue, L.; Nie, Z.; Tan, C. Tensile deformation behavior of a near-titanium alloy Ti-6Al-2Zr-1Mo-1V under a wide temperature range. J. Mater. Res. Technol. 2020, 9, 2818–2831. [Google Scholar] [CrossRef]
- Matsumoto, H.; Nishihara, T.; Iwagaki, Y.; Shiraishi, T.; Ono, Y.; Chiba, A. Microstructural evolution and deformation mode under high-temperature-tensile-deformation of the Ti-6Al-4V alloy with the metastable α’ martensite starting microstructure. Mater. Sci. Eng. A 2016, 661, 68–78. [Google Scholar] [CrossRef]
- Li, P.; Wang, S.; Li, X.; Yin, J.U.N.; Gao, H.; Xiang, X. Preparation of TC4-TA15 Bimetallic Materials by Laser Melting Deposition: Microstructure and Mechanical Properties at the Interfacial Union. JOM 2024, 77, 1873–1884. [Google Scholar] [CrossRef]
- Wang, D.; Li, H.; Zheng, W. Oxidation behaviors of TA15 titanium alloy and TiBw reinforced TA15 matrix composites prepared by spark plasma sintering. J. Mater. Sci. Technol. 2020, 37, 46–54. [Google Scholar] [CrossRef]
- Huang, S.; Sun, B.; Guo, S. Microstructure and property evaluation of TA15 titanium alloy fabricated by selective laser melting after heat treatment. Opt. Laser Technol. 2021, 144, 107422. [Google Scholar] [CrossRef]
- Wei, K.; Hu, R.; Yin, D.; Xiao, L.; Pang, S.; Cao, Y.; Zhou, H.; Zhao, Y.; Zhu, Y. Grain size effect on tensile properties and slip systems of pure magnesium. Acta Mater. 2021, 206, 116604. [Google Scholar] [CrossRef]
- Shen, Y.; Wang, L.; Li, L.; Kong, D.; Ma, R.; Liu, L. Microstructure evolution of 2205 duplex stainless steel (DSS) and inconel 718 dissimilar welded joints and impact on corrosion and mechanical behavior. Mater. Sci. Eng. A 2025, 929, 148136. [Google Scholar] [CrossRef]
- Narayana, P.L.; Kim, S.W.; Hong, J.K.; Reddy, N.S.; Yeom, J.T. Tensile properties of a newly developed high-temperature titanium alloy at room temperature and 650 °C. Mater. Sci. Eng. A 2018, 718, 287–291. [Google Scholar] [CrossRef]
- Zhang, T.; Zhou, J.; Lv, J.; Meng, X.; Li, P.; Huang, S. A novel hybrid ultrasonic and electromagnetic field assisted laser cladding: Experimental study and synergistic effects. J. Mater. Process. Technol. 2022, 307, 117658. [Google Scholar] [CrossRef]
- Cai, C.; Song, B.; Xue, P.; Wei, Q.; Yan, C.; Shi, Y. A novel near α-Ti alloy prepared by hot isostatic pressing: Microstructure evolution mechanism and high temperature tensile properties. Mater. Des. 2016, 106, 371–379. [Google Scholar] [CrossRef]
- Wang, X.X.; Liu, T.; Zhang, R.X.; Jin, H.J.; Zhao, X.N.; Wu, W.H.; Cheng, J. Texture evolution related to static recrystallization during annealing of TA15 alloy tube formed by flow forming. J. Mater. Res. Technol. 2023, 24, 5769–5781. [Google Scholar] [CrossRef]
- Wang, K.; Liu, G.; Tao, W.; Zhao, J.; Huang, K. Study on the mixed dynamic recrystallization mechanism during the globularization process of laser-welded TA15 Ti-alloy joint under hot tensile deformation. Mater. Charact. 2017, 126, 57–63. [Google Scholar] [CrossRef]
- DeMott, R.; Haghdadi, N.; Gandomkar, Z.; Liao, X.; Ringer, S.; Primig, S. Formation and 3D morphology of interconnected α microstructures in additively manufactured Ti-6Al-4V. Materialia 2021, 20, 101201. [Google Scholar] [CrossRef]
- DeMott, R.; Haghdadi, N.; Liao, X.; Ringer, S.P.; Primig, S. 3D characterization of microstructural evolution and variant selection in additively manufactured Ti-6Al-4 V. J. Mater. Sci. 2021, 56, 14763–14782. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials and Experimental Conditions | |
|---|---|
| HR 25 | Heat-rolled TA15 alloy, room temperature 25 °C |
| HR 600 | Heat-rolled TA15 alloy, 600 °C |
| AM 25 | Additively manufactured TA15 alloy, room temperature 25 °C |
| AM 600 | Additively manufactured TA15 alloy, 600 °C |
| Sample Name | Ultimate Tensile Strength (MPa) | Elongation ε (%) |
|---|---|---|
| HR 25 | 949 ± 11 | 9.42 ± 2.2 |
| HR 600 | 461 ± 14 | 28.24 ± 4.2 |
| AM 25 | 981 ± 16 | 9.01 ± 1.8 |
| AM 600 | 530 ± 15 | 17.14 ± 2.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, P.; Dong, Z.; Yang, Q.; Xu, H.; Kong, D.; Hu, M. High-Temperature Tensile Grain Evolution and Mechanical Properties of Additively Manufactured TA15 Aerospace Titanium Alloy. Metals 2025, 15, 677. https://doi.org/10.3390/met15060677
Li P, Dong Z, Yang Q, Xu H, Kong D, Hu M. High-Temperature Tensile Grain Evolution and Mechanical Properties of Additively Manufactured TA15 Aerospace Titanium Alloy. Metals. 2025; 15(6):677. https://doi.org/10.3390/met15060677
Chicago/Turabian StyleLi, Pengfei, Zhenkun Dong, Qingtao Yang, Hao Xu, Dehai Kong, and Minghui Hu. 2025. "High-Temperature Tensile Grain Evolution and Mechanical Properties of Additively Manufactured TA15 Aerospace Titanium Alloy" Metals 15, no. 6: 677. https://doi.org/10.3390/met15060677
APA StyleLi, P., Dong, Z., Yang, Q., Xu, H., Kong, D., & Hu, M. (2025). High-Temperature Tensile Grain Evolution and Mechanical Properties of Additively Manufactured TA15 Aerospace Titanium Alloy. Metals, 15(6), 677. https://doi.org/10.3390/met15060677