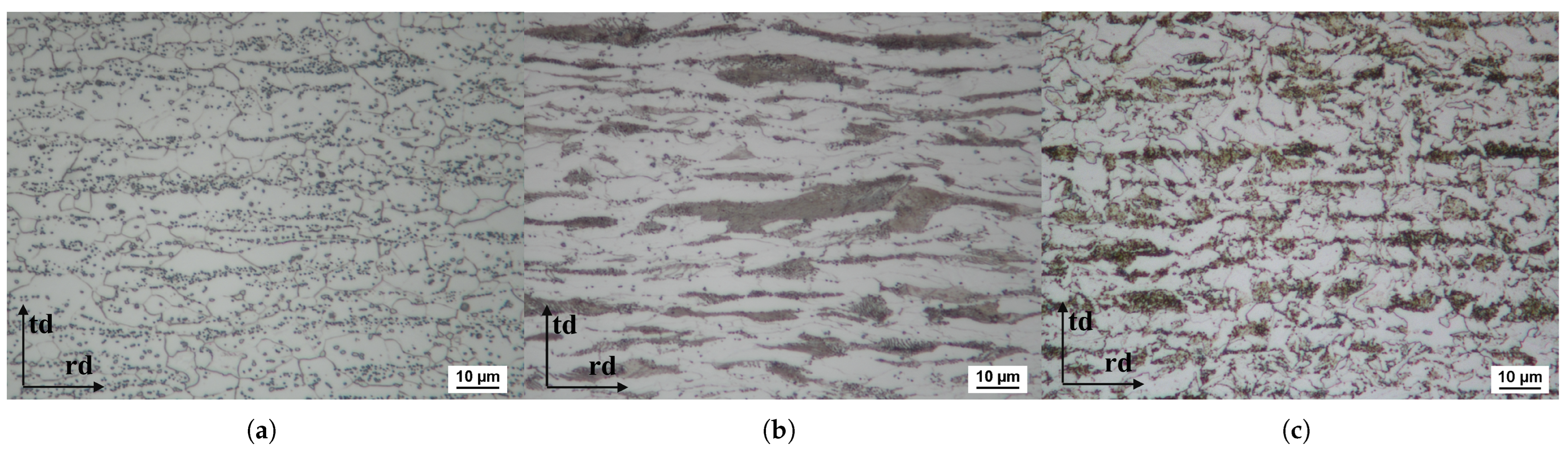
Figure 1.
The initial microstructure of the three different steels, showing (a) the cold-rolled and soft-annealed steel and (b) the cold-rolled steel and (c) the hot-rolled steel. The vertical axis (td) denotes the thickness direction, and the horizontal axis (rd) denotes the rolling direction.
Figure 2.
Geometry of the tensile test specimens used, where all measurements are defined in mm.
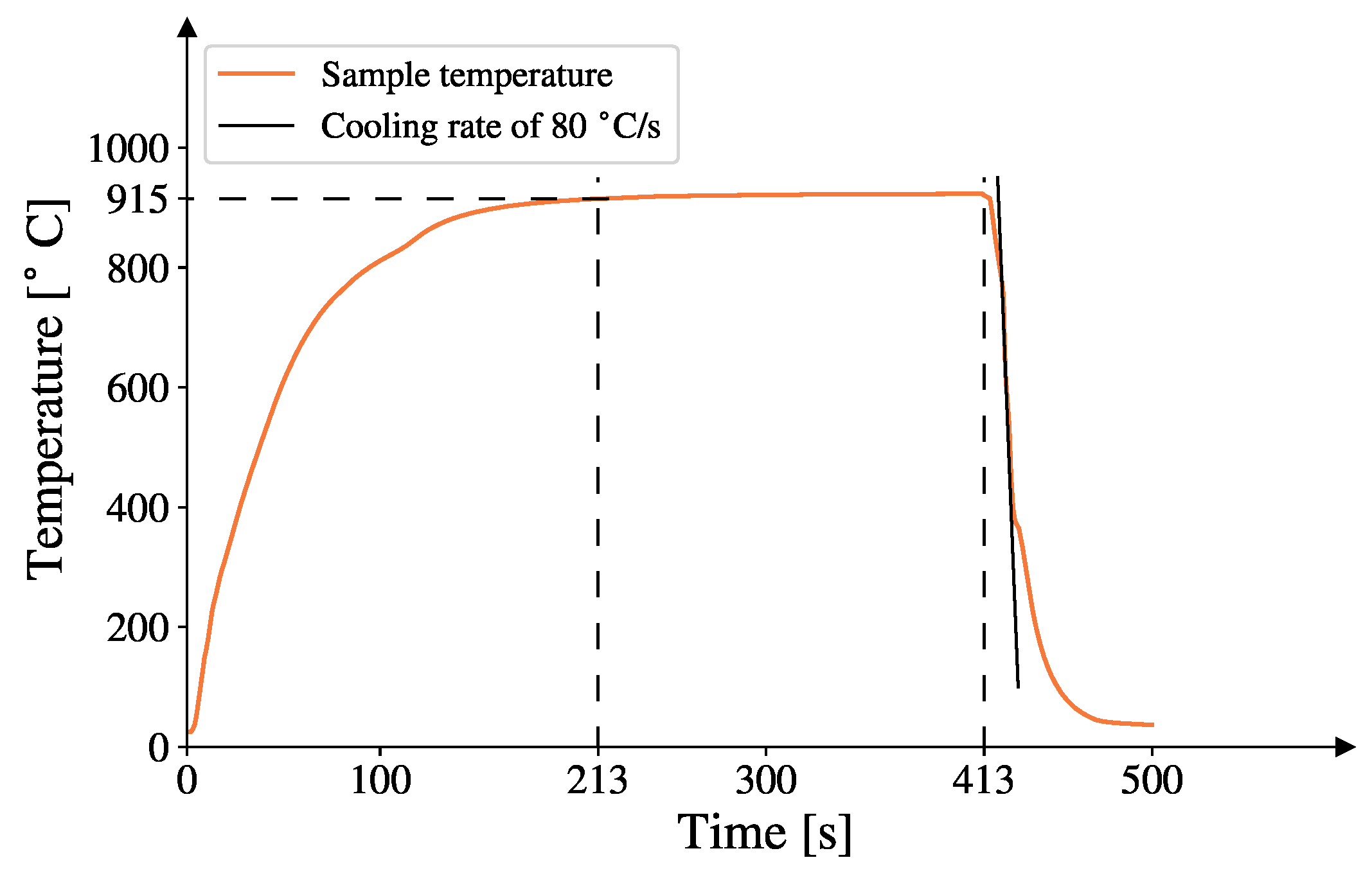
Figure 3.
Representative thermal cycle of the austenitization and quenching, where the dashed lines show the start of the austenitization period (at 213 s) when the samples reached 915 °C and the stop of the austenitization period (at 413 s). Also included is a tangent displaying the cooling rate.
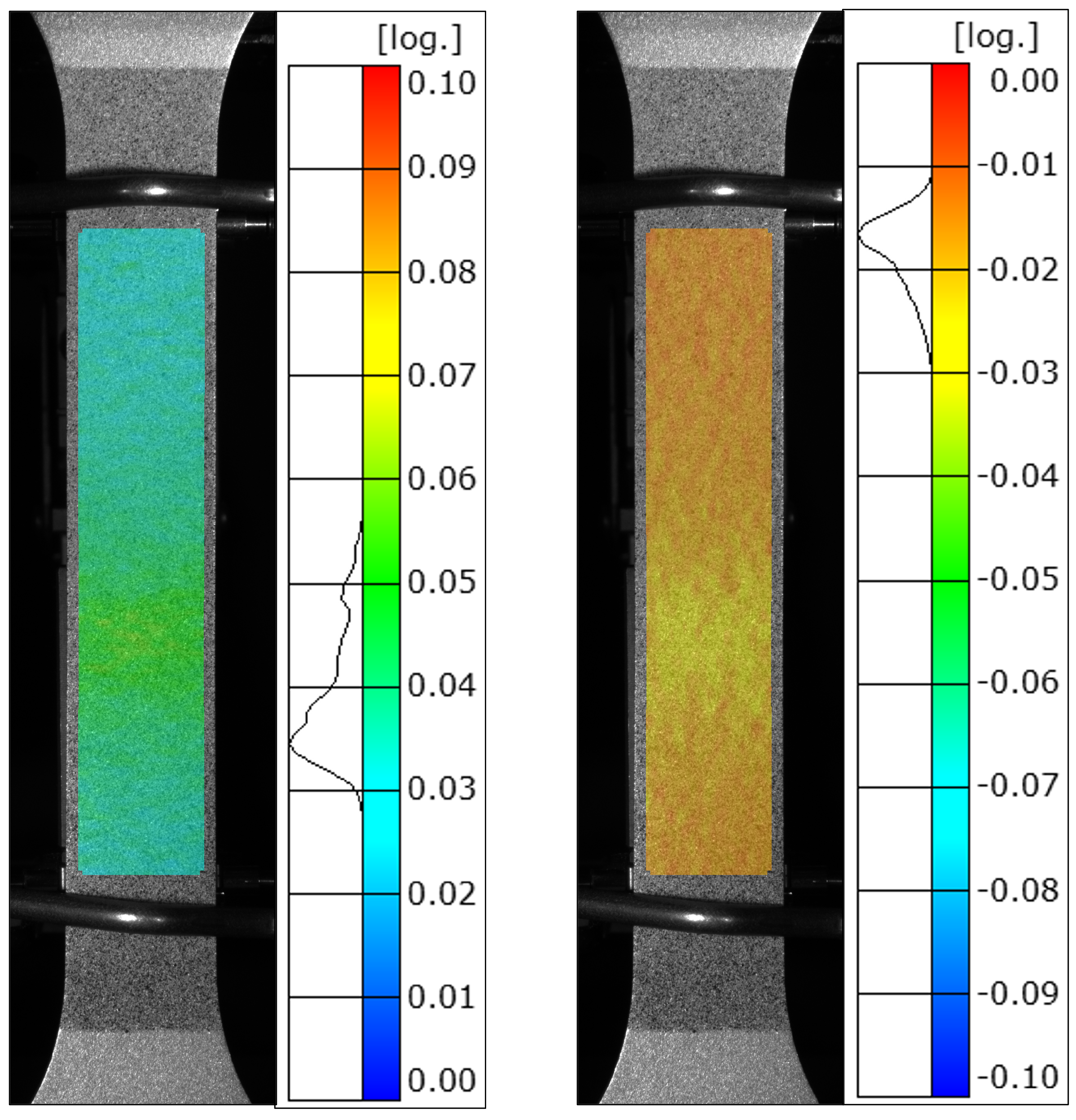
Figure 4.
Visualization of the measurement area used for the strain calculations. Also visible are the strain distributions in the lengthwise direction (left) and width direction (right) at the point of maximum force during tensile testing.
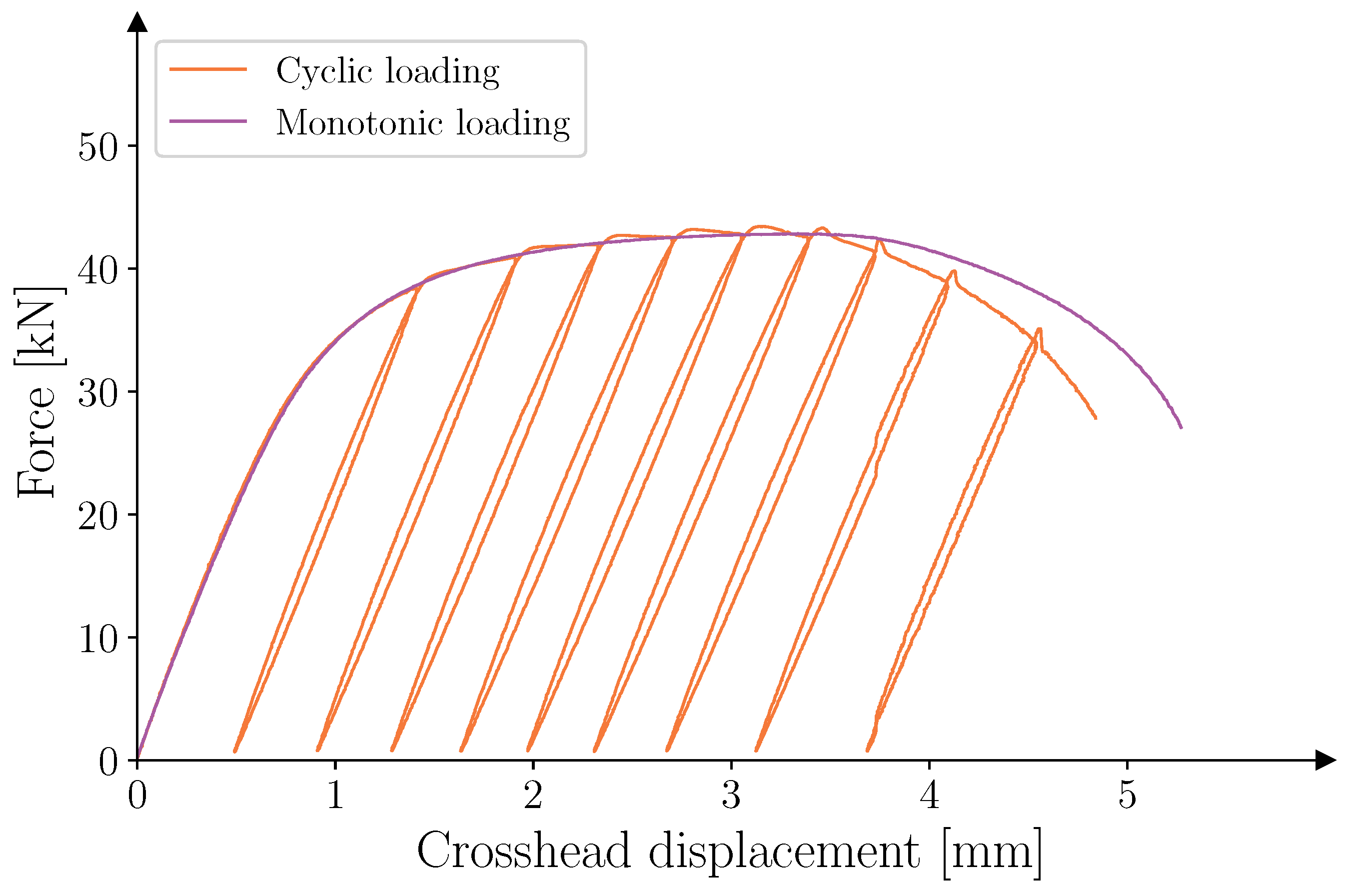
Figure 5.
Comparison of the monotonic and cyclic loading schemes used in tensile testing.
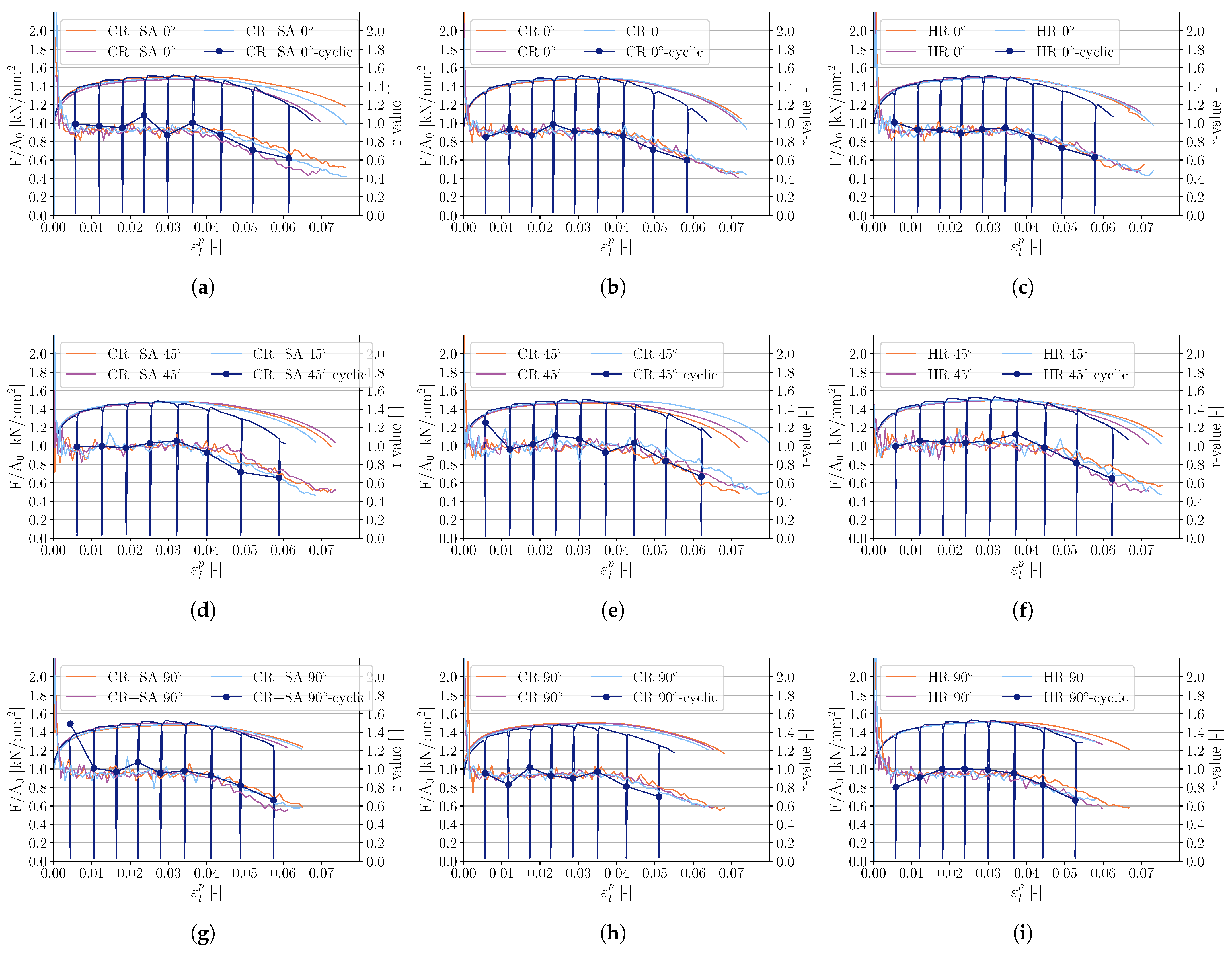
Figure 6.
r-values and engineering stress as a function of plastic strain for the (a) cold-rolled and soft-annealed steel oriented at 0°, (b) cold-rolled steel oriented at 0°, (c) hot-rolled steel oriented at 0°, (d) cold-rolled and soft-annealed steel oriented at 45°, (e) cold-rolled steel oriented at 45°, (f) hot-rolled steel oriented at 45°, (g) cold-rolled and soft-annealed steel oriented at 90°, (h) cold-rolled steel oriented at 90°, and (i) hot-rolled steel oriented at 90°.
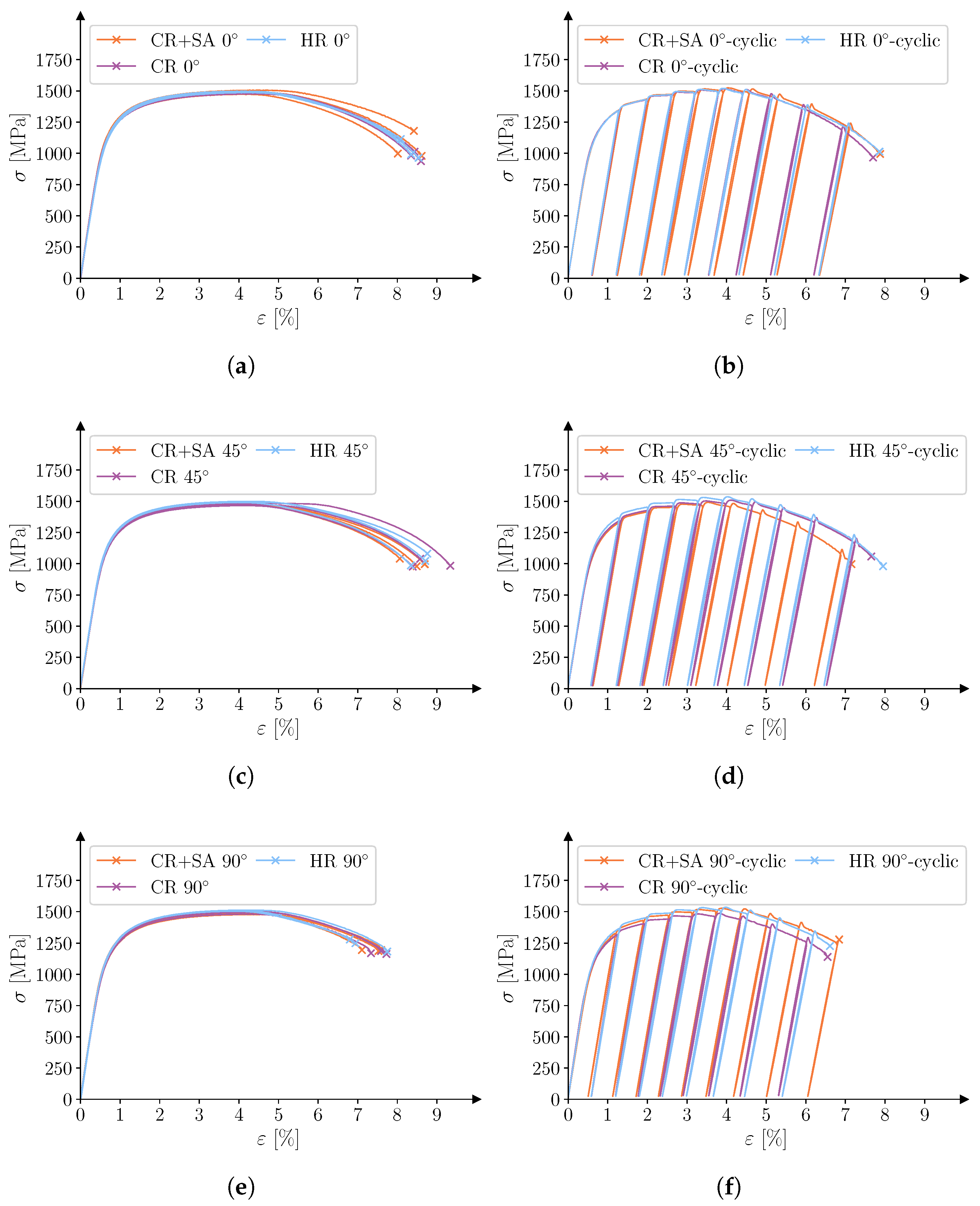
Figure 7.
Engineering stress and engineering strain for (a) monotonic loading oriented at 0° with respect to the rolling direction, (b) cyclic loading oriented at 0° with respect to the rolling direction, (c) monotonic loading oriented at 45° with respect to the rolling direction, (d) cyclic loading oriented at 45° with respect to the rolling direction, (e) monotonic loading oriented at 90° with respect to the rolling direction, and (f) cyclic loading oriented at 90° with respect to the rolling direction.
Figure 8.
Normalized Taylor factors as a function of the r-value for (a) the cold-rolled and soft-annealed steel, (b) the cold-rolled steel, and (c) the hot-rolled steel.
Figure 9.
IPF maps of the final martensitic microstructure (a–c) and the reconstructed parent austenite grains (d–f). The vertical and horizontal axes of the images are aligned with the thickness and width directions of the original steel coil, respectively.
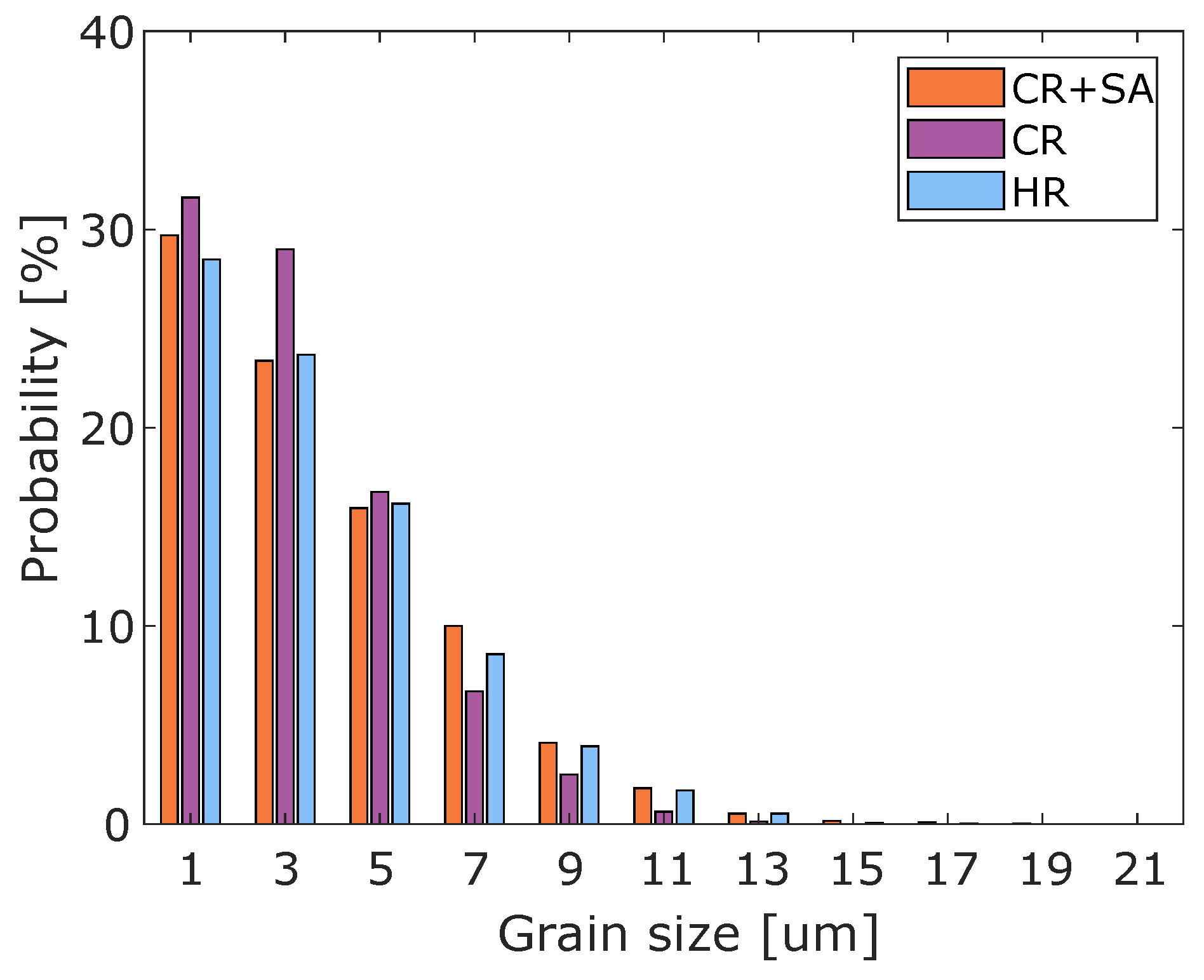
Figure 10.
Grain size distribution of the reconstructed parent austenite microstructure.
Table 1.
Mass percentage of the alloy elements in the evaluated steels measured using optical emission spectroscopy. The primary element is Fe.
| Initial Condition | C | Si | Mn | P | S | Cr | B |
|---|
| CR/CR + SA | 0.215 | 0.263 | 1.170 | 0.014 | 0.002 | 0.191 | 0.004 |
| HR | 0.229 | 0.267 | 1.230 | 0.011 | 0.002 | 0.216 | 0.004 |
Table 2.
Software settings and hardware used for measurements and strain calculations.
| DIC Measurement and Processing Setup | |
|---|
| Camera | GOM Aramis 5M |
| Lens | Nikkor AF 24 mm f/2.8 D (Nikon Corporation, Tokyo, Japan) |
| Image scale [mm/px] | 0.04 |
| Image acquisition rate [Hz] | 2 (monotonic loading) 1 (cyclic loading) |
| Patterning technique | Spray paint |
| Software | GOM Aramis V6.3 |
| Subset size [px] | 21 × 21 |
| Subset step [px] | 8 |
| Subset shape | Quadratic |
| Points used in strain calculation [-] | 3 × 3 |
| Strain definition | Total strain, Logarithmic |
Table 3.
r-values for each combination of steel and orientation. For the samples that were monotonically loaded, the average results are presented, as well as the minimum and maximum values within the parentheses.
| Initial Condition | r0/1–3 [-] | r45/1–3 [-] | r90/1–3 [-] | [-] | Δr [-] |
|---|
| CR + SA | 0.92 (0.92–0.93) | 0.99 (0.99–1.01) | 0.95 (0.94–0.96) | 0.96 | −0.06 |
| CR | 0.91 (0.90–0.91) | 1.00 (0.98–1.01) | 0.93 (0.93–0.94) | 0.96 | −0.08 |
| HR | 0.92 (0.92–0.92) | 1.02 (1.02–1.03) | 0.94 (0.93–0.94) | 0.98 | −0.09 |
| CR + SA, cyclic test | 0.97 | 1.02 | 1.00 | 1.00 | −0.04 |
| CR, cyclic test | 0.93 | 1.07 | 0.94 | 1.00 | −0.14 |
| HR, cyclic test | 0.91 | 1.04 | 1.00 | 1.00 | −0.09 |
Table 4.
Failure strain for the three different steels, where is the total elongation and is the local von-Mises strain retrieved from the DIC system. For the samples that were monotonically loaded, the results are the average of the three samples. The minimum and maximum values are included within the parentheses.
| Initial Condition | [%] | [%] | [%] | [%] | [%] | [%] |
|---|
| CR + SA | 8.35 (8.01–8.61) | 77.1 (65.5–89.0) | 8.41 (8.06–8.69) | 81.5 (78.6–85.4) | 7.41 (7.11–7.59) | 49.8 (47.5–51.5) |
| CR | 8.46 (8.35–8.60) | 79.9 (75.6–83.7) | 8.77 (8.39–9.34) | 85.3 (83.0–89.8) | 7.55 (7.34–7.72) | 54.1 (51.9–58.0) |
| HR | 8.32 (8.09–8.54) | 78.4 (68.9–86.8) | 8.60 (8.34–8.76) | 77.1 (73.1–80.2) | 7.16 (6.80–7.75) | 48.1 (43.6–54.1) |
| CR + SA, cyclic | 7.88 | 81.8 | 7.15 | 79.2 | 6.84 | 49.8 |
| CR, cyclic | 7.70 | 76.9 | 7.66 | 77.3 | 6.55 | 53.8 |
| HR, cyclic | 7.86 | 74.5 | 7.95 | 81.2 | 6.61 | 45.1 |
Table 5.
The average tensile strength for the samples that were monotonically loaded, with the minimum and maximum values presented within the parentheses.
| Initial Condition | [MPa] | [MPa] | [MPa] |
|---|
| CR + SA | 1489 (1475–1506) | 1478 (1473–1480) | 1487 (1478–1500) |
| CR | 1484 (1477–1490) | 1473 (1466–1483) | 1494 (1482–1503) |
| HR | 1494 (1487–1498) | 1495 (1491–1500) | 1509 (1503–1512) |
Table 6.
The r-values , the minimum Taylor factors , and the average parent austenite grain size . The r-values measured during tensile testing with monotonic loading are included as a comparison within the parentheses.
| Initial Condition | [-] | [-] | [-] | [-] | [-] | [-] | [µm] |
|---|
| CR + SA | 0.96 (0.92) | 2.824 | 1.01 (0.99) | 2.798 | 1.05 (0.95) | 2.803 | 4.1 |
| CR | 0.95 (0.91) | 2.827 | 1.03 (1.00) | 2.793 | 1.00 (0.93) | 2.816 | 3.7 |
| HR | 0.97 (0.92) | 2.800 | 1.02 (1.02) | 2.796 | 1.01 (0.94) | 2.803 | 3.9 |







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}