
Study on the Austenite Grain Growth Behavior of Fe-Mn-Al-C Low-Density Steel Containing Niobium


Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Experimental Methods
3. Results
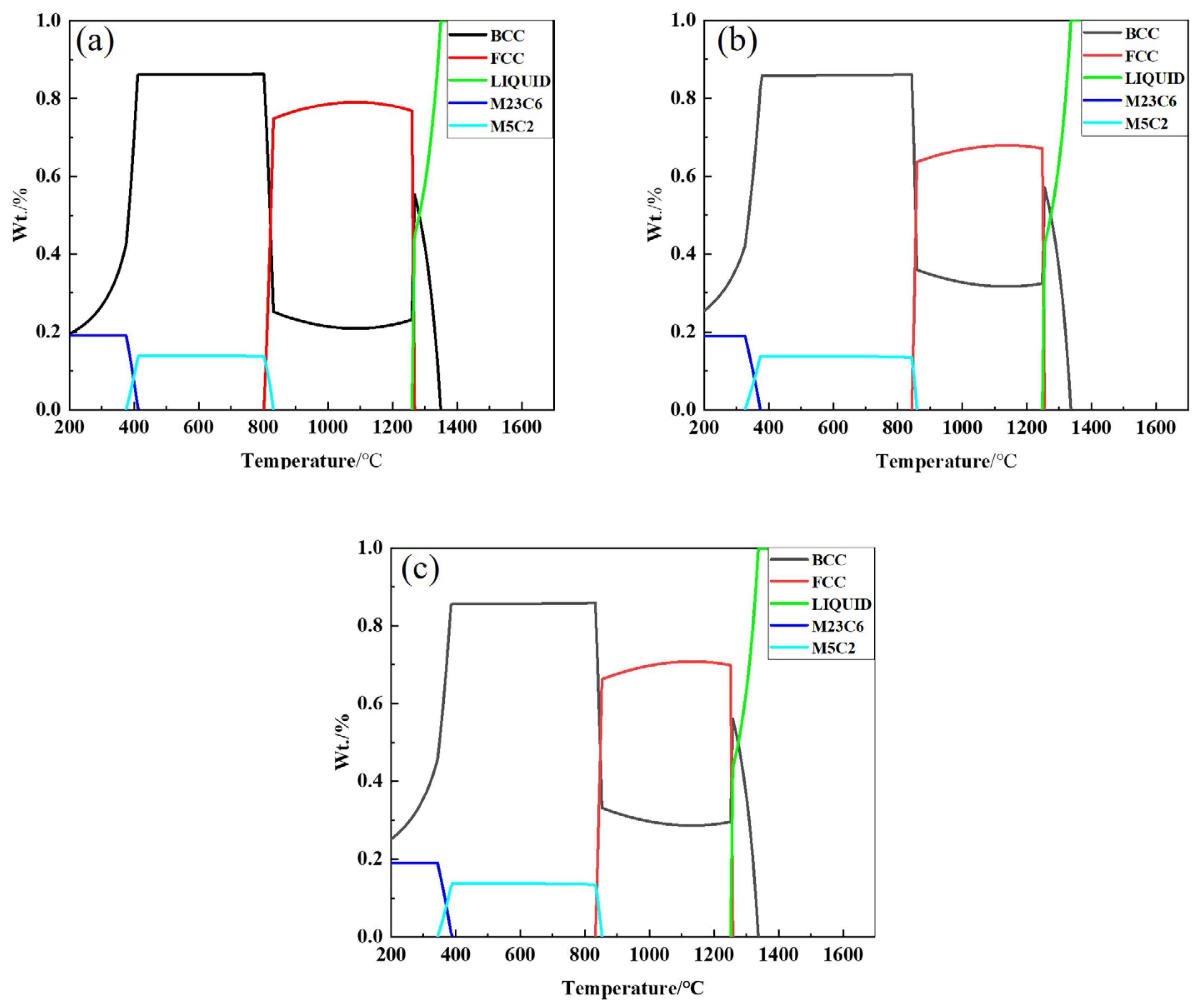
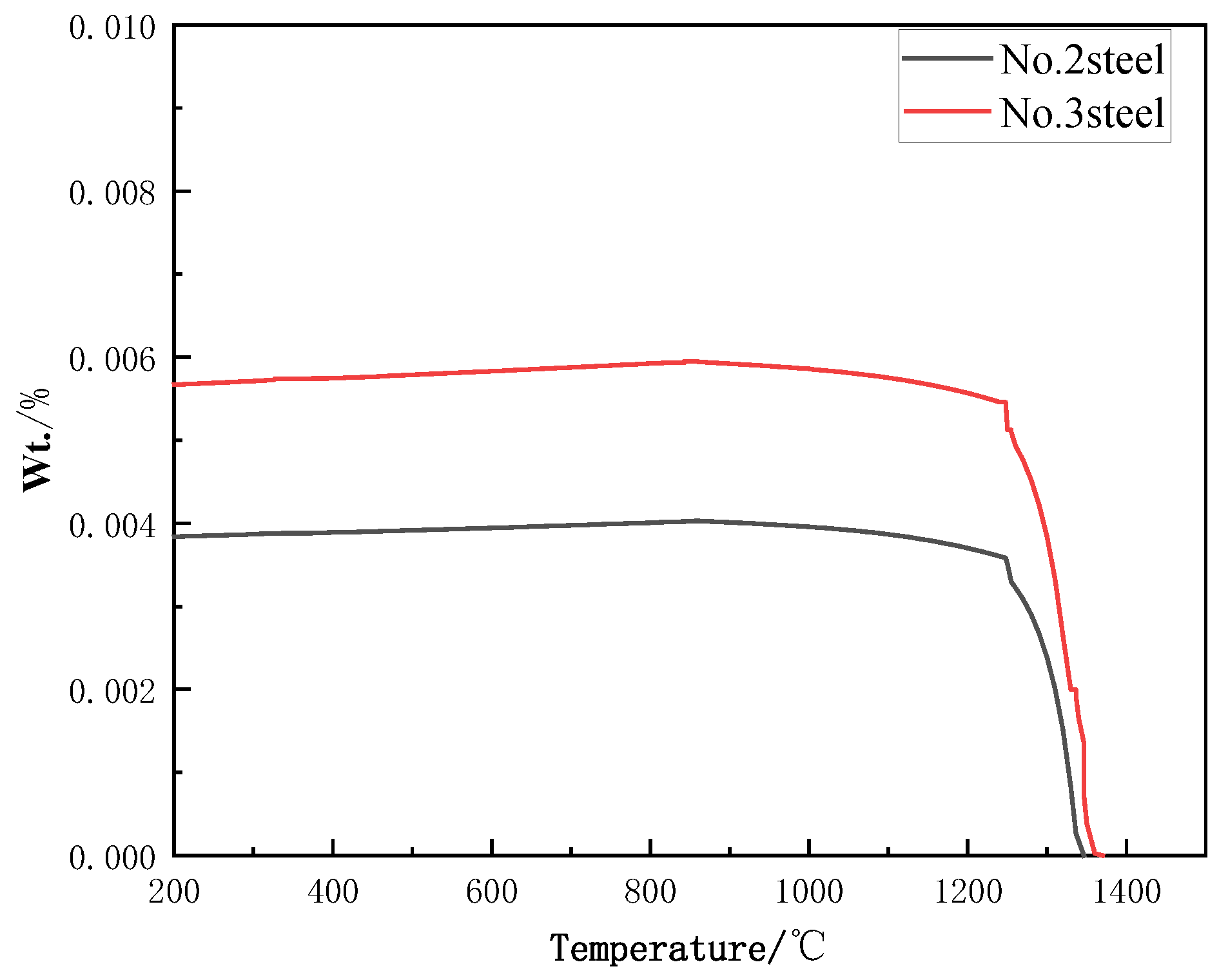
3.1. Thermodynamic Calculations of Equilibrium Phases in Steel
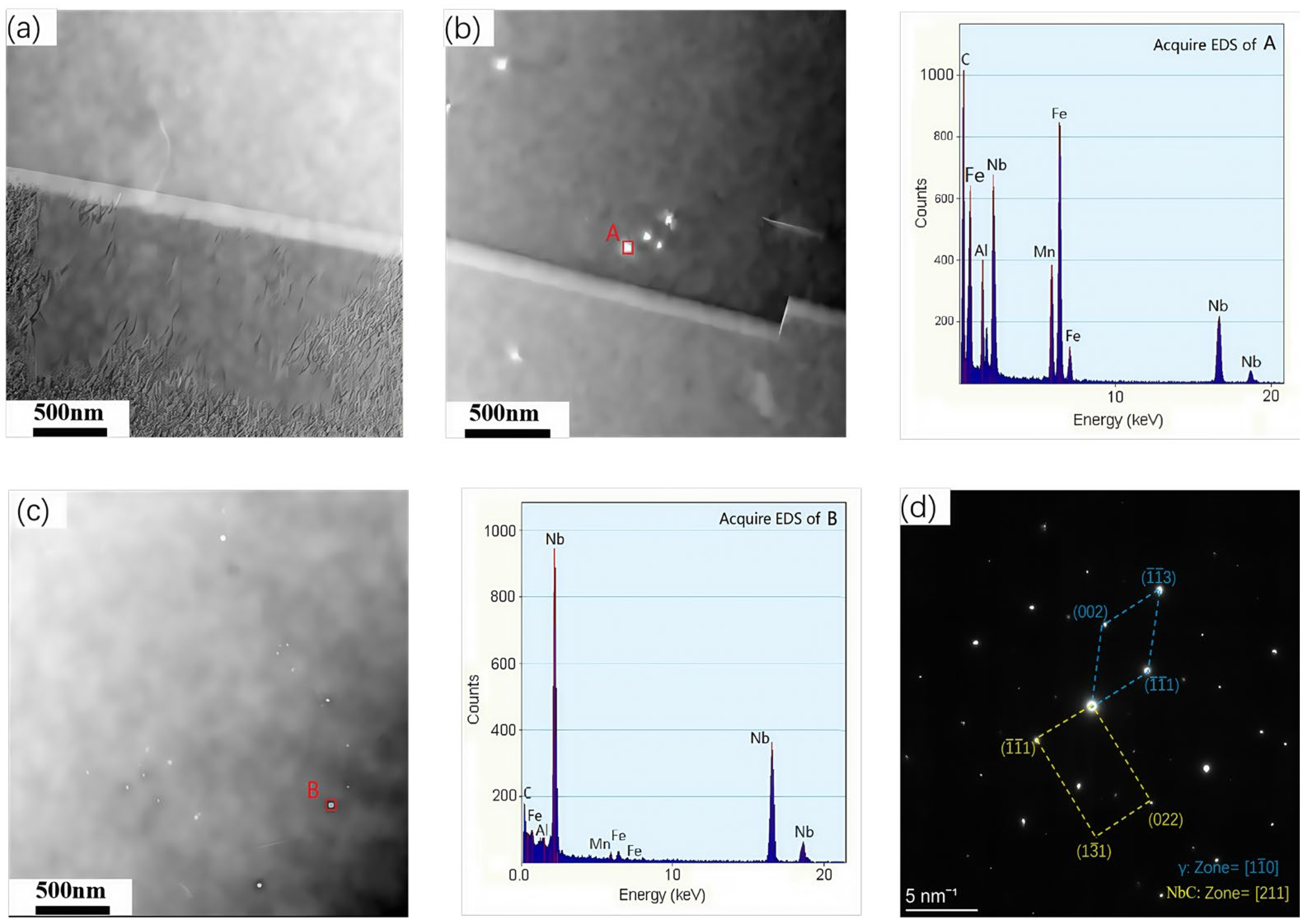
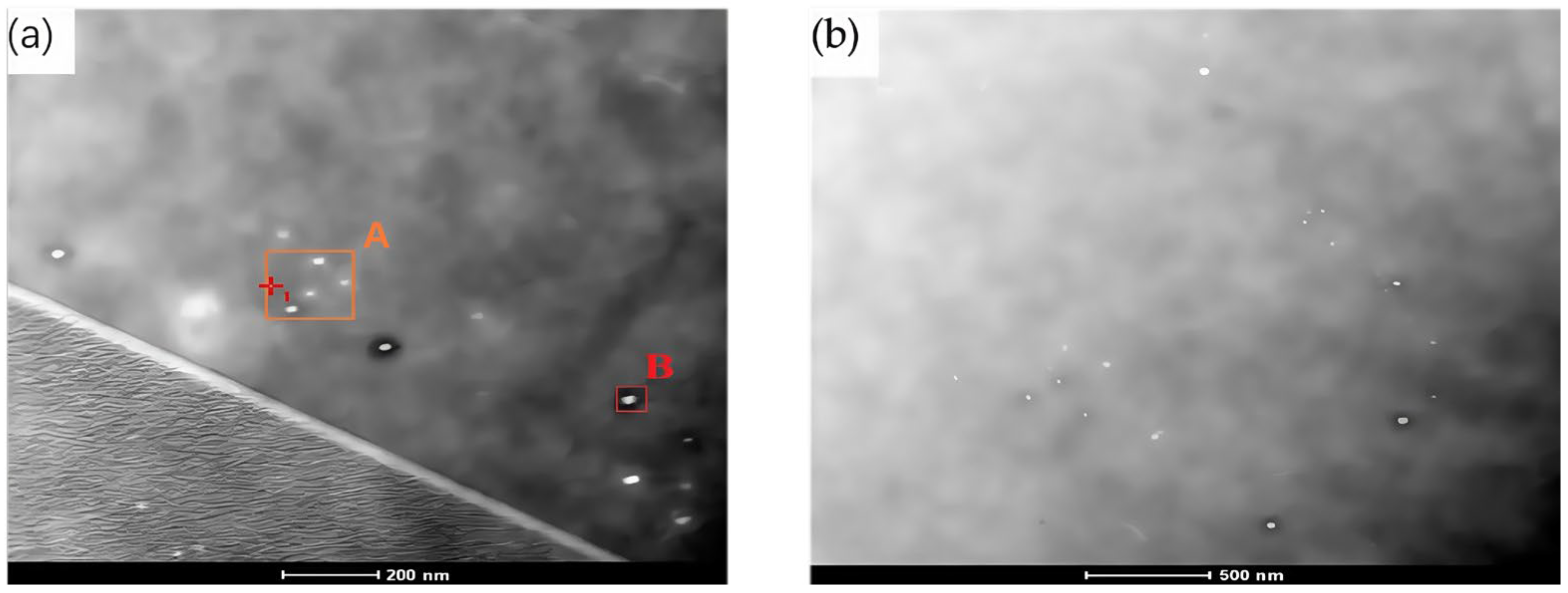
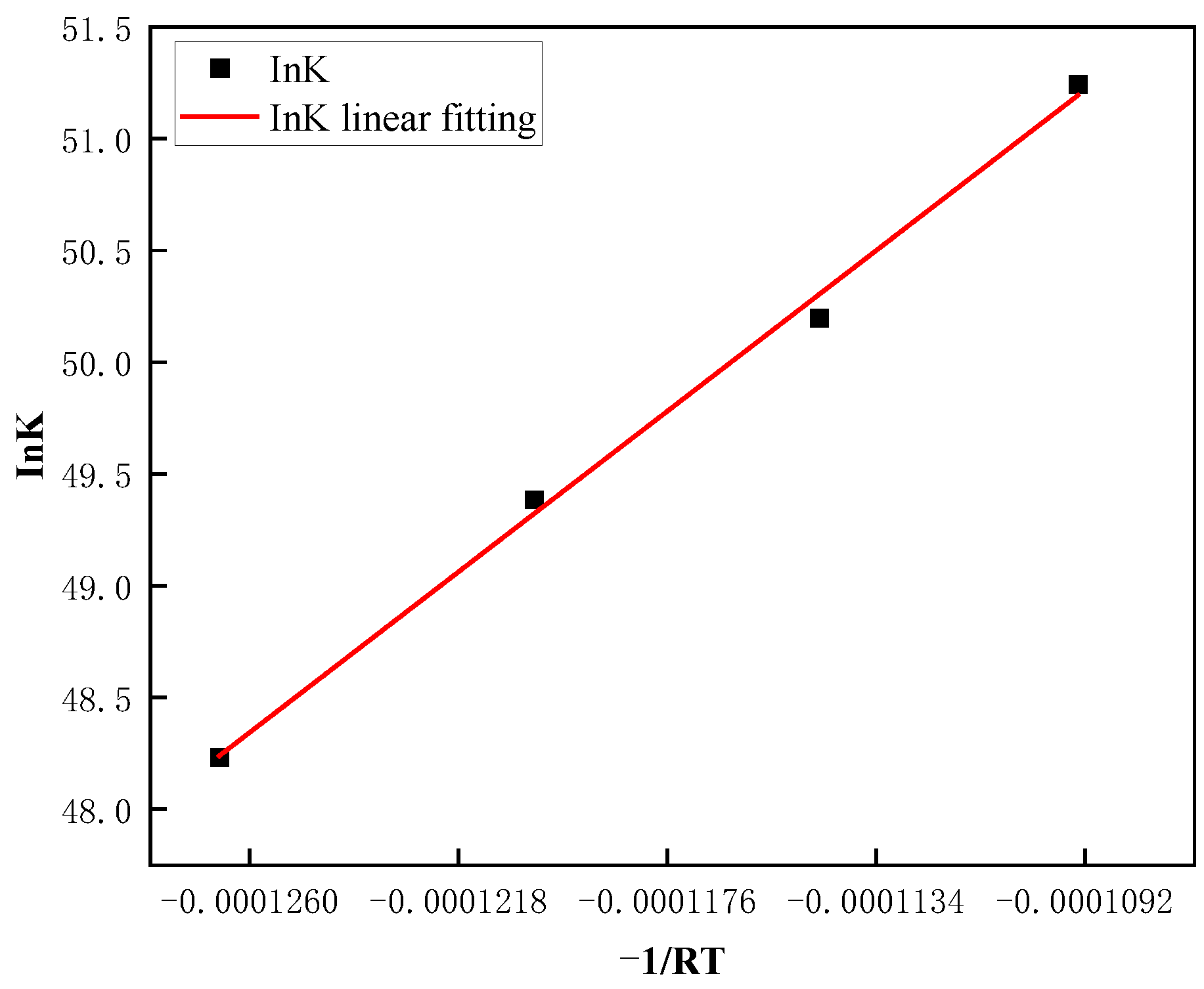
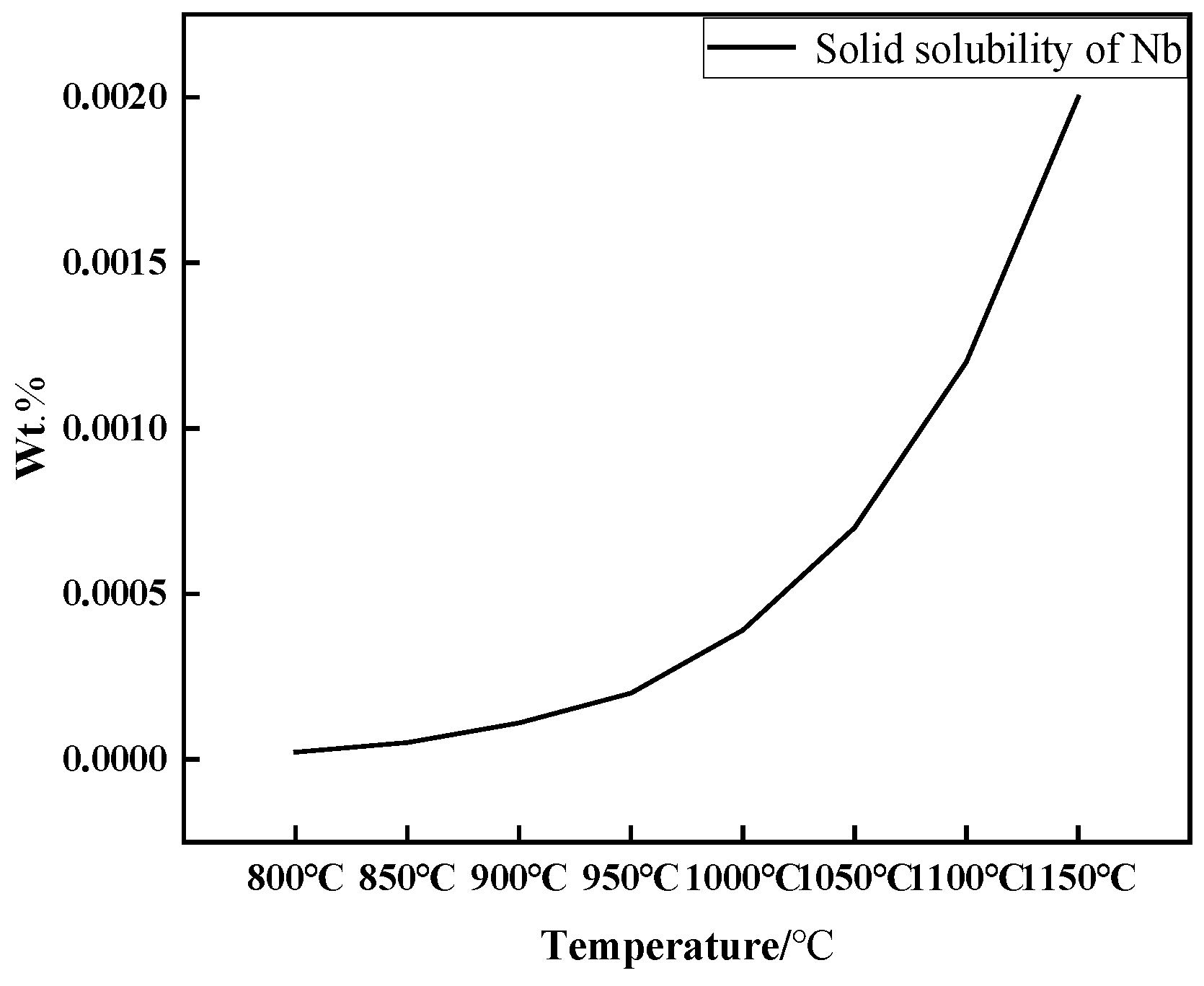
3.2. Influence of Nb Precipitation Phase Properties in Fe-Mn-Al-C-Nb Low-Density Steels
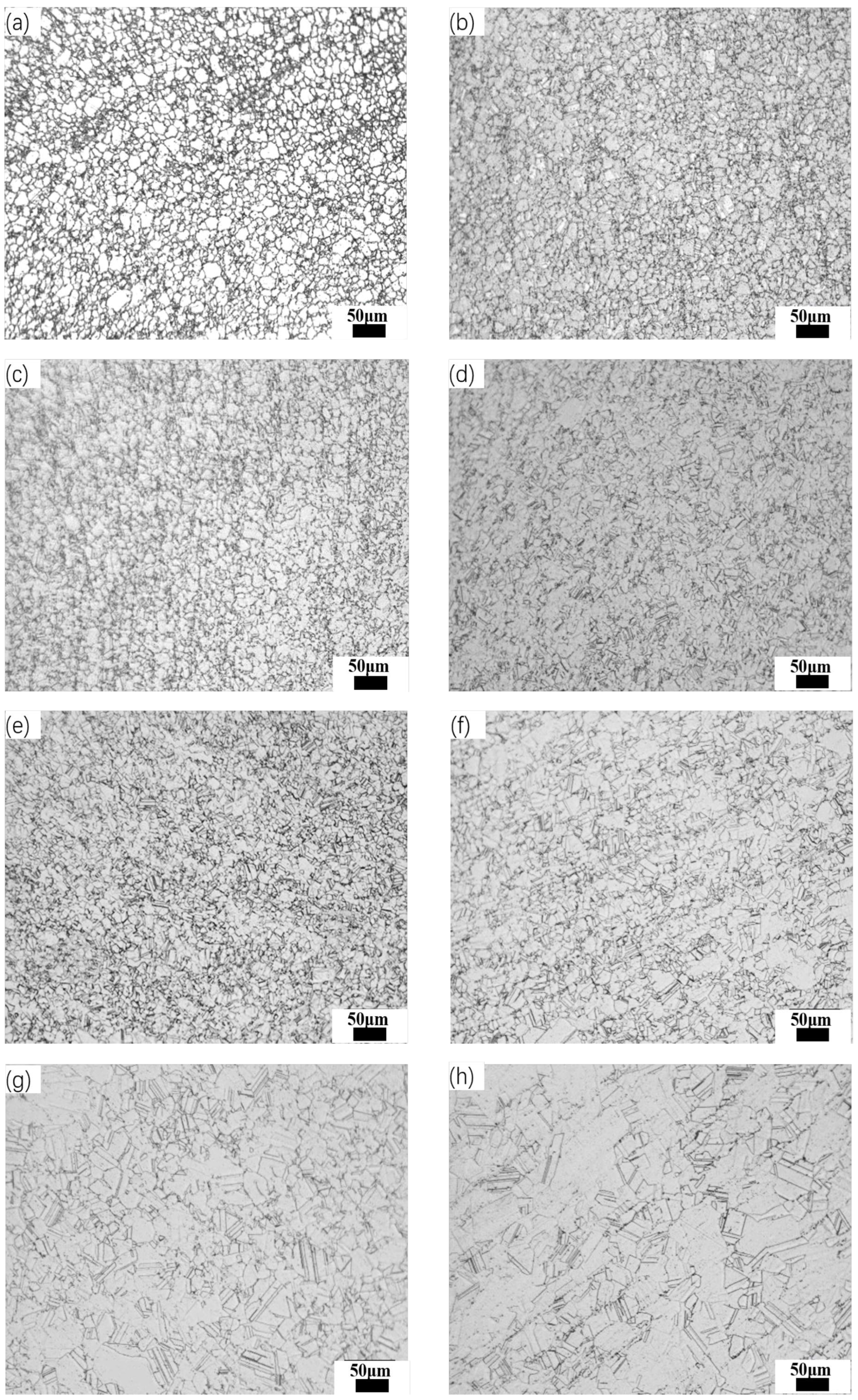
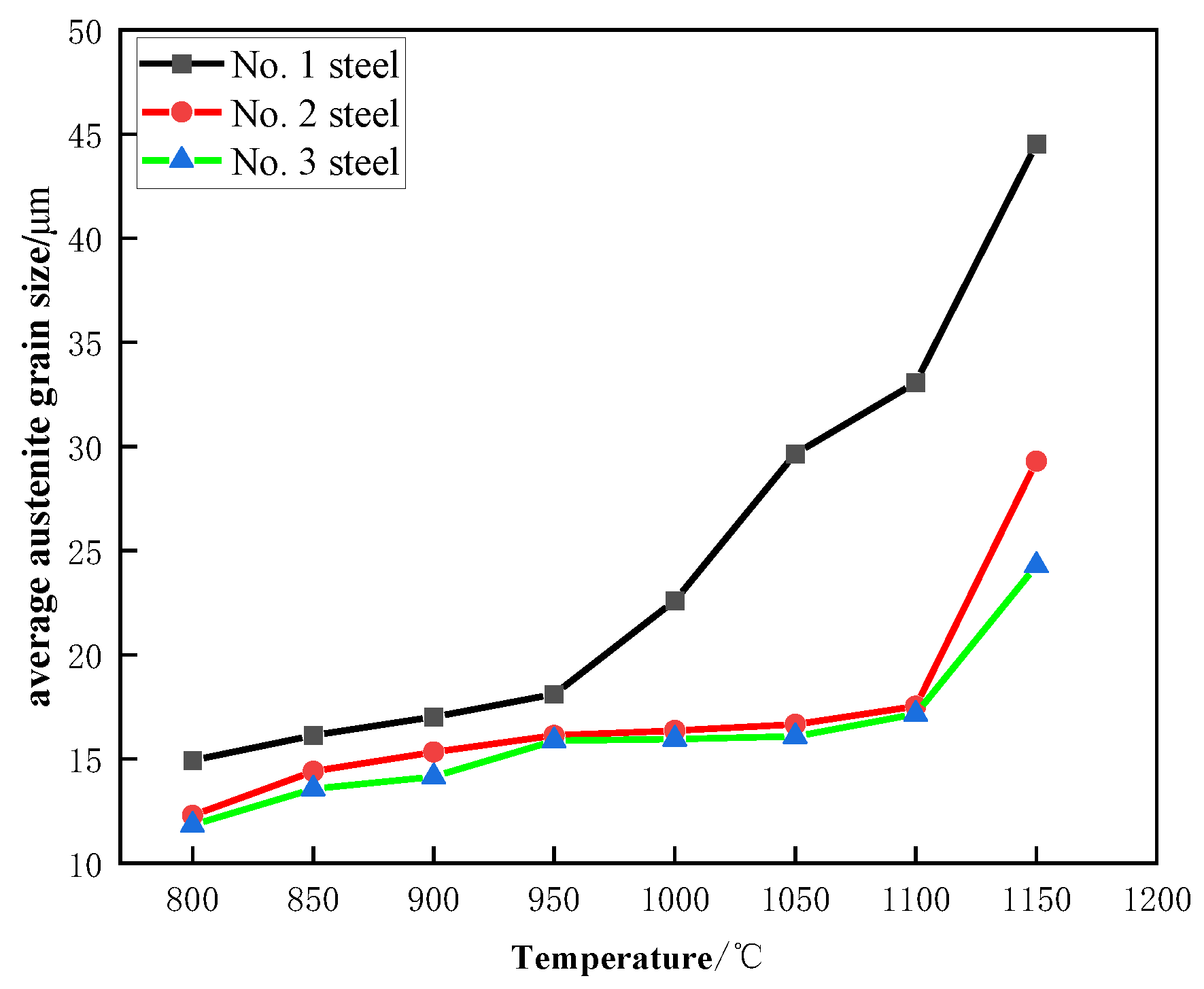
3.3. Effect of Heating Temperature on Austenite Grain Size
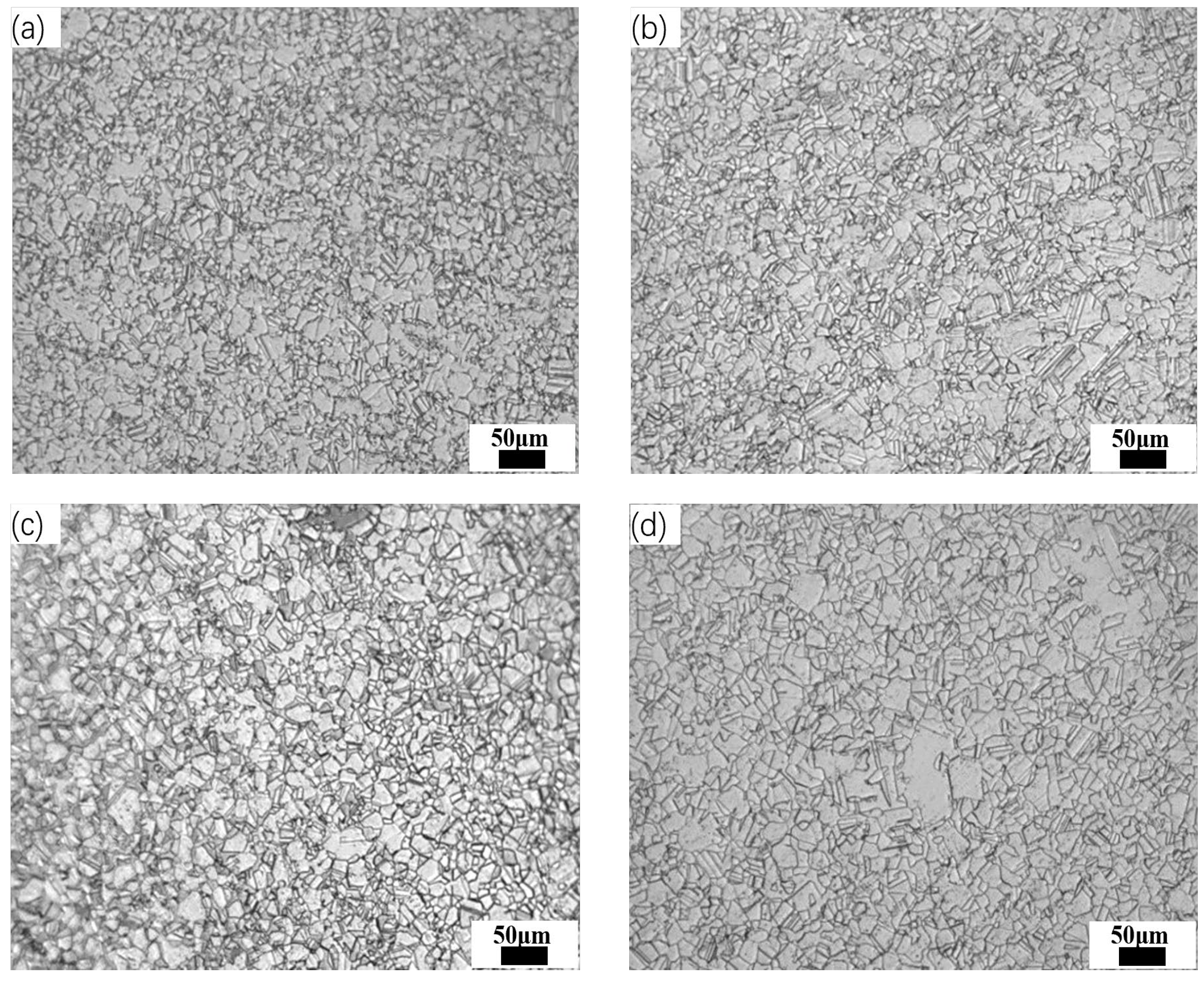
3.4. Effect of Holding Time on Austenite Grain Size
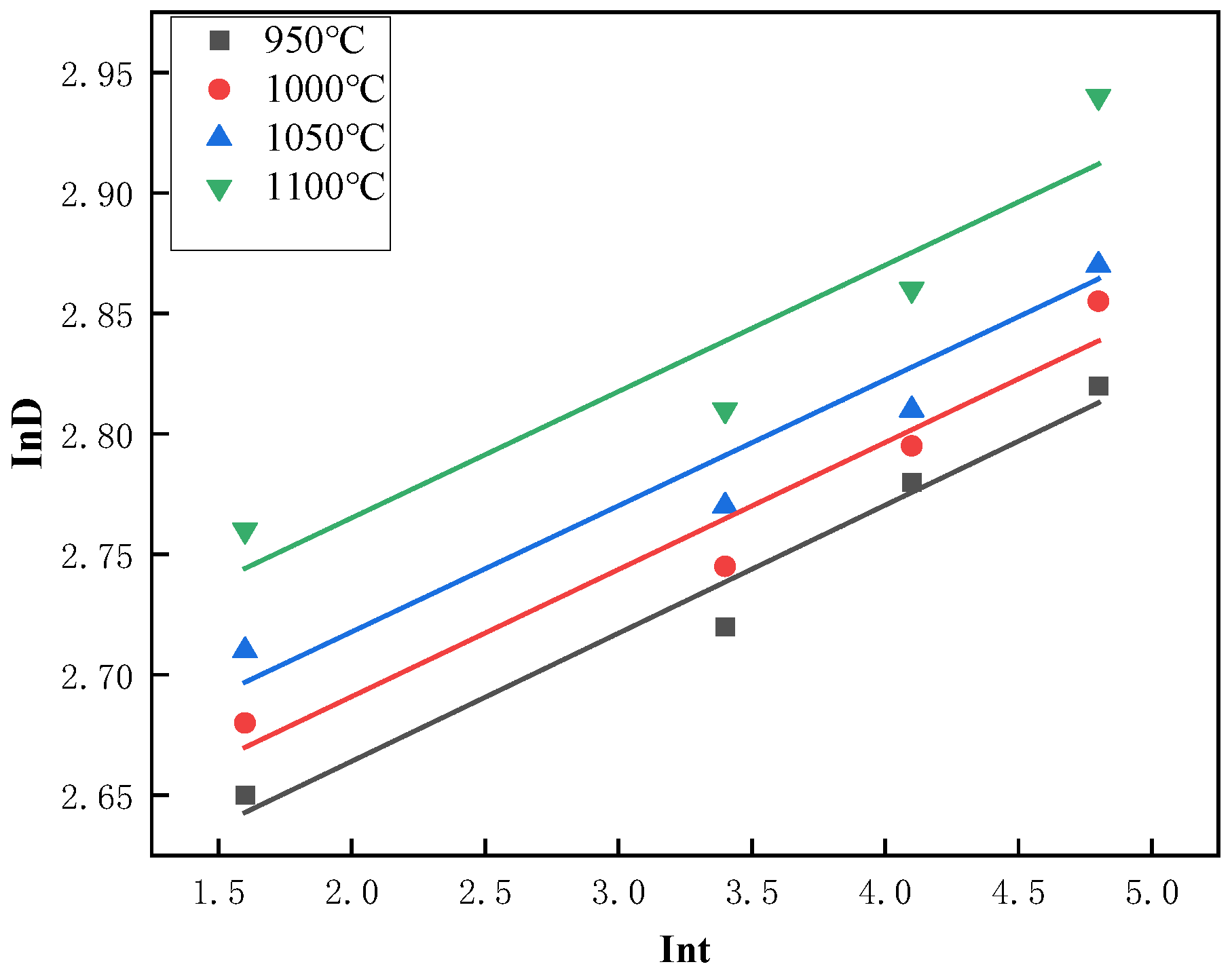
3.5. Modeling of Austenite Grain Growth
4. Discussion
5. Conclusions
- (1)
- The incorporation of Nb with C in Fe-Mn-Al-C low-density steel leads to the formation of a highly stable and uniformly distributed NbC phase. This phase, particularly at the grain boundaries, plays a significant role in restricting the movement of austenite grain boundaries, effectively preventing the grains from growing excessively. The NbC phase acts as a barrier, hindering grain boundary migration and, as a result, retarding the overall growth of austenite grains.
- (2)
- At temperatures below 950 °C, the austenite grain growth rates for all test steels are similar. However, when the temperature exceeds 950 °C, No. 1 Steel, which does not contain niobium, exhibits a significantly higher rate of grain size increase compared to the niobium-containing steels.
- (3)
- The austenite grain growth behavior in the specimens demonstrates notable differences based on the applied heating temperature. Within the temperature range of 800 °C to 950 °C, the grains exhibit slow expansion. This period is characterized by a gradual increase in grain size, with minimal changes occurring during this stage. However, once the temperature exceeds 1100 °C, a dramatic acceleration in grain growth is observed.
- (4)
- At a constant heating temperature, the austenite grain size increases with prolonged holding time, while the rate of grain growth progressively decreases. Based on the experimental data and the kinetic theory of austenite grain growth, the corresponding kinetic model for austenite grain growth was derived for No. 2 Steel, which contains 0.38% Nb. .
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, S.; Rana, R.; Haldar, A.; Ray, R.K. Current state of Fe-Mn-Al-C low density steels. Prog. Mater. Sci. 2017, 89, 345–391. [Google Scholar] [CrossRef]
- Shivkumar, K.; Raju, B.G.; Prasad, V.S. A review on the current status of Fe–Al based ferritic lightweight steel. Def. Technol. 2023, 26, 1–22. [Google Scholar]
- Bai, S.; Chen, Y.; Liu, X.; Lu, H.; Bai, P.; Li, D.; Huang, Z.; Li, J. Research status and development prospect of Fe–Mn–C–Al system low-density steels. J. Mater. Res. Technol. 2023, 25, 1537–1559. [Google Scholar] [CrossRef]
- Gomez, A.; Banis, A.; Avella, M.; Molina, M.J.; Petrov, R.; Dutta, A.; Sabirov, I. The effect of κ-carbides on high cycle fatigue behavior of a Fe-Mn-Al-C lightweight steel. Int. J. Fatigue 2024, 184, 108306. [Google Scholar] [CrossRef]
- Sozańska-Jędrasik, L.; Mazurkiewicz, J.; Matus, K.; Borek, W. Structure of Fe-Mn-Al-C Steels after Gleeble Simulations and Hot-Rolling. Materials 2020, 13, 739. [Google Scholar] [CrossRef]
- Alexandros, B.; Andrea, G.; Aniruddha, D.; Ilchat, S.; Roumen, H.P. The effect of nano-sized κ-carbides on the mechanical properties of an Fe-Mn-Al-C alloy. Mater. Charact. 2023, 205, 113364. [Google Scholar]
- Barona-Osorio, G.M.; Teran, L.A.; Rodríguez, S.A.; Coronado, J.J. On the Tribocorrosion Behavior of Fe-Mn-Al-C Alloys in Ringer’s Solution. Metals 2022, 12, 1339. [Google Scholar] [CrossRef]
- Li, G.; Kong, L.; Liu, E.; Zhang, X.; Cao, W.; Wang, Y. Effect of Aging Effect of Aging Treatment on the Microstructure and Mechanical Properties of Fe-Mn-Al-C Low Density Steel. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1249, 12053. [Google Scholar] [CrossRef]
- Riaz, T.; Das, S.; Sahu, T.; Chakraborti, P.; Sahu, P. Dislocation substructures in tensile deformed Fe–Mn–Al–C steel. Mater. Lett. 2021, 282, 128691. [Google Scholar] [CrossRef]
- An, J.; Cai, Z.; Cheng, B.; Zhu, M. Nb–Ti composite precipitation behaviour and its effect on the growth of austenite grains in peritectic steel. Ironmak. Steelmak. 2023, 50, 410–417. [Google Scholar] [CrossRef]
- Chamanfar, A.; Chentouf, S.; Jahazi, M.; Lapierre-Boire, L. Austenite grain growth and hot deformation behavior in a medium carbon low alloy steel. J. Mater. Res. Technol. 2020, 9, 12102–12114. [Google Scholar] [CrossRef]
- Meng, F.; Wang, J.; Guo, J.; Fu, K.; Zhao, M.; Wang, Z.; Xu, Z. Growth behavior and kinetics of austenite grain in low-carbon high-strength steel with copper. Mater. Res. Express 2021, 8, 096504. [Google Scholar] [CrossRef]
- Kotan, H.; Darling, A. Phase transformation and grain growth behavior of a nanocrystalline 18/8 stainless steel. Mater. Sci. Eng. A 2017, 686, 168–175. [Google Scholar] [CrossRef]
- Gorbachev, I.I.; Korzunova, E.I.; Popov, V.V.; Khabibulin, D.M.; Urtsev, N.V. Simulation of Austenite Grain Growth in Low-Alloyed Steels upon Austenitization. Phys. Met. Metallogr. 2023, 124, 290–295. [Google Scholar] [CrossRef]
- Raj, R.; Wiskel, B.; Gaudet, J.; Ivey, D.; Henein, H. Model and validation of NbC nanoprecipitation during TMCP of X70 microalloyed steels. J. Mater. Res. Technol. 2025, 36, 4750–4760. [Google Scholar] [CrossRef]
- Park, C.B.; Kim, D.S.; Park, I.; Shin, J.; Jang, J.; Kang, N. Effect of Nb on Austenite Grain Growth in 10Cr-3Co-2W Martensitic Heat-Resistant Steel. Met. Mater. Int. 2024, 30, 3311–3319. [Google Scholar] [CrossRef]
- Challa, V.S.A.; Zhou, W.; Misra, R.D.K.; O’Malley, R.; Jansto, S.G. The effect of coiling temperature on the microstructure and mechanical properties of a niobium–titanium microalloyed steel processed via thin slab casting. Mater. Sci. Eng. A 2014, 595, 143–153. [Google Scholar] [CrossRef]
- Ji, G.; Gao, X.; Liu, Z.; Zhang, K. In situ observation and modeling of austenite grain growth in a Nb–Ti-bearing high carbon steel. J. Iron Steel Res. Int. 2019, 26, 292–300. [Google Scholar] [CrossRef]
- Tian, S.; Liu, Z.; Fu, R.; Wang, X. Effect of niobium alloying on the austenite grain growth and mechanical properties of ultrahigh-strength stainless steel. Mater. Res. Express 2022, 9, 026511. [Google Scholar] [CrossRef]
- Huo, L.; Gao, J.; Li, Y.; Xu, P.; Wei, X.; Ma, T. Effect of Nb Alloying and Solution Treatment on the Mechanical Properties of Cold-Rolled Fe-Mn-Al-C Low-Density Steel. Metals 2025, 15, 102. [Google Scholar] [CrossRef]
- Wang, L.; Hu, C.; Wan, X.; Zhou, S.; Wei, R.; Zhu, C.; Li, G. Impacts of Nb on grain refinement in a simulated coarse-grained-heat-affected-zone of ultra-high-strength steels. Sci. Technol. Weld. Join. 2023, 28, 608–618. [Google Scholar] [CrossRef]
- Genki, S.; Norihito, S.; Kiyotaka, M.; Taichi, S.; Takuya, Y. Effects of Normalizing Temperature on the Precipitation of Fine Particles and Austenite Grain Growth during Carburization of Al- and Nb-Microalloyed Case-Hardening Steel. ISIJ Int. 2022, 63, 727–736. [Google Scholar]
- Dong, Y.; Xu, R.; Xia, D.; Yang, X.; Wu, S.; Li, S.; Sun, X.; Hu, J. Study on Austenite Grain Growth Behavior of GCr15 Bearing Steel. J. Phys. Conf. Ser. 2024, 2694, 12027. [Google Scholar] [CrossRef]
- Liu, P.; Xu, X.; Liu, Q.; Li, J.; Liu, D.; Yan, Z.; Sun, M.; Wang, X. Solid solution precipitation behavior of Nb in high alumina ferritic steel. J. Eng. Sci. 2019, 41, 882–888. [Google Scholar]
- Yong, Q.; Zheng, L.; Sun, Z. Preliminary study on ordered NbC in Nb-containing microalloyed steels. J. Met. 1986, 6, 81–83. [Google Scholar]
- Powwll, D.; Pilkington, R.; Miller, D. The precipitation characteristics of 20% Cr/25% Ni-Nb stabilised stainless steel. Acta Metall. 1988, 36, 713–724. [Google Scholar] [CrossRef]
- Wang, M.; Sun, H.; Phaniraj, M.; NamHan, H.; Jiang, J.; Zhou, J. Evolution of microstructure and tensile properties of Fe–18Ni–12Cr based AFA steel during aging at 700 C. Mater. Sci. Eng. A 2016, 672, 23–31. [Google Scholar] [CrossRef]
- Wu, D.; Wang, F.; Cheng, J.; Li, C. Effect of Nb and V on Austenite Grain Growth Behavior of the Cr-Mo-V Steel for Brake Discs. High Temp. Mater. Process. 2018, 37, 899–907. [Google Scholar] [CrossRef]
- Zhang, C.; Wen, L.; Liu, Z. Effect of Precipitates on Austenite Grain Growth Behavior in a Low-Carbon Nb-V Microalloyed Steel. Mater. Sci. Forum 2017, 4502, 783–790. [Google Scholar] [CrossRef]
- Du, Y.; Zhang, C.; Ma, Q.; Zheng, Y.; Li, H.; Gao, Q. Precipitation behavior and strengthening mechanism of NbC phase in alumina-forming austenitic steel. Mater. Sci. Eng. A 2025, 936, 148421. [Google Scholar] [CrossRef]
- Alogab, A.; Matlock, K.; Speer, G. The influence of niobium microalloying on austenite grain coarsening behavior of Ti-modified SAE 8620 steel. ISIJ Int. 2007, 47, 307–316. [Google Scholar] [CrossRef]
- An, X.; Cao, W.; Zhang, X.; Yu, J. Suppress Austenite Grain Coarsening by Nb Alloying in High–Temperature–Pseudo–Carburized Bearing Steel. Materials 2024, 17, 2962. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Mn | Al | Nb | S | N | p | Fe |
|---|---|---|---|---|---|---|---|---|
| No. 1 | 0.98 | 28.53 | 10.21 | — | ≤0.003 | 0.0056 | ≤0.003 | Bal. |
| No. 2 | 1.03 | 29.63 | 11.33 | 0.38 | ≤0.003 | 0.0065 | ≤0.003 | Bal. |
| No. 3 | 1.05 | 29.82 | 10.95 | 0.56 | ≤0.003 | 0.0041 | ≤0.003 | Bal. |
| ωNb/% | ωκ-carbide/% | ωα-ferrite/% |
|---|---|---|
| 0 | 13.87 | 86.28 |
| 0.38 | 13.75 | 85.86 |
| 0.56 | 13.71 | 85.77 |
| Temperature | 950 °C | 1000 °C | 1050 °C | 1100 °C |
|---|---|---|---|---|
| n | 0.05315 | 0.05273 | 0.05232 | 0.05245 |
| K | 8.84 × 1020 | 2.80 × 1021 | 6.33 × 1021 | 1.80 × 1022 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huo, L.; Ma, T.; Gao, W.; Li, Y.; Zhang, H.; Gao, J. Study on the Austenite Grain Growth Behavior of Fe-Mn-Al-C Low-Density Steel Containing Niobium. Metals 2025, 15, 576. https://doi.org/10.3390/met15060576
Huo L, Ma T, Gao W, Li Y, Zhang H, Gao J. Study on the Austenite Grain Growth Behavior of Fe-Mn-Al-C Low-Density Steel Containing Niobium. Metals. 2025; 15(6):576. https://doi.org/10.3390/met15060576
Chicago/Turabian StyleHuo, Litu, Tao Ma, Weimin Gao, Yungang Li, Haichao Zhang, and Jianxin Gao. 2025. "Study on the Austenite Grain Growth Behavior of Fe-Mn-Al-C Low-Density Steel Containing Niobium" Metals 15, no. 6: 576. https://doi.org/10.3390/met15060576
APA StyleHuo, L., Ma, T., Gao, W., Li, Y., Zhang, H., & Gao, J. (2025). Study on the Austenite Grain Growth Behavior of Fe-Mn-Al-C Low-Density Steel Containing Niobium. Metals, 15(6), 576. https://doi.org/10.3390/met15060576