
Crystal Plasticity Finite Element Simulation of Tensile Fracture of 316L Stainless Steel Produced by Selective Laser Melting



Abstract
1. Introduction
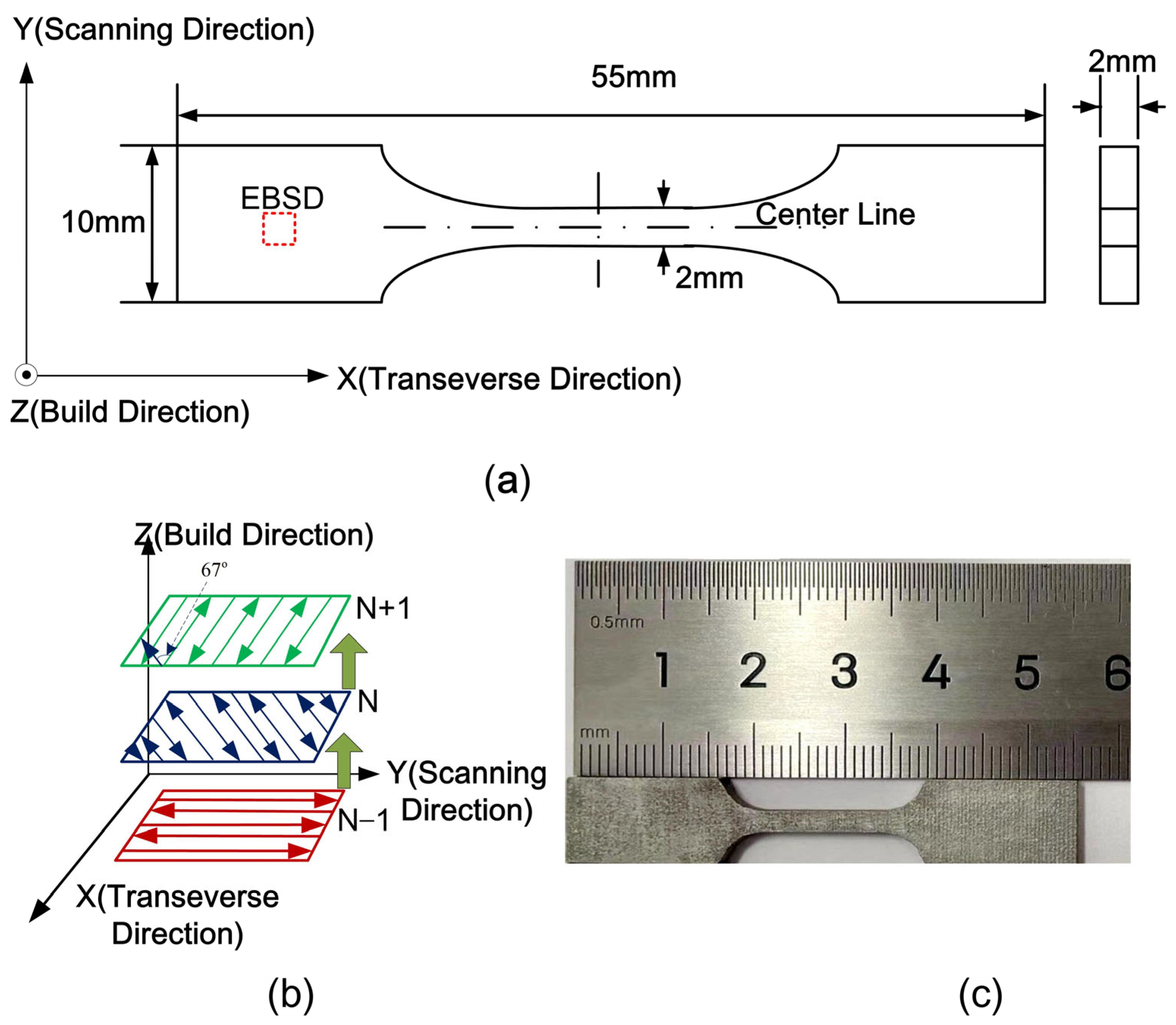
2. Specimen Preparation and Experimental Method
3. Experimental Results and Discussion
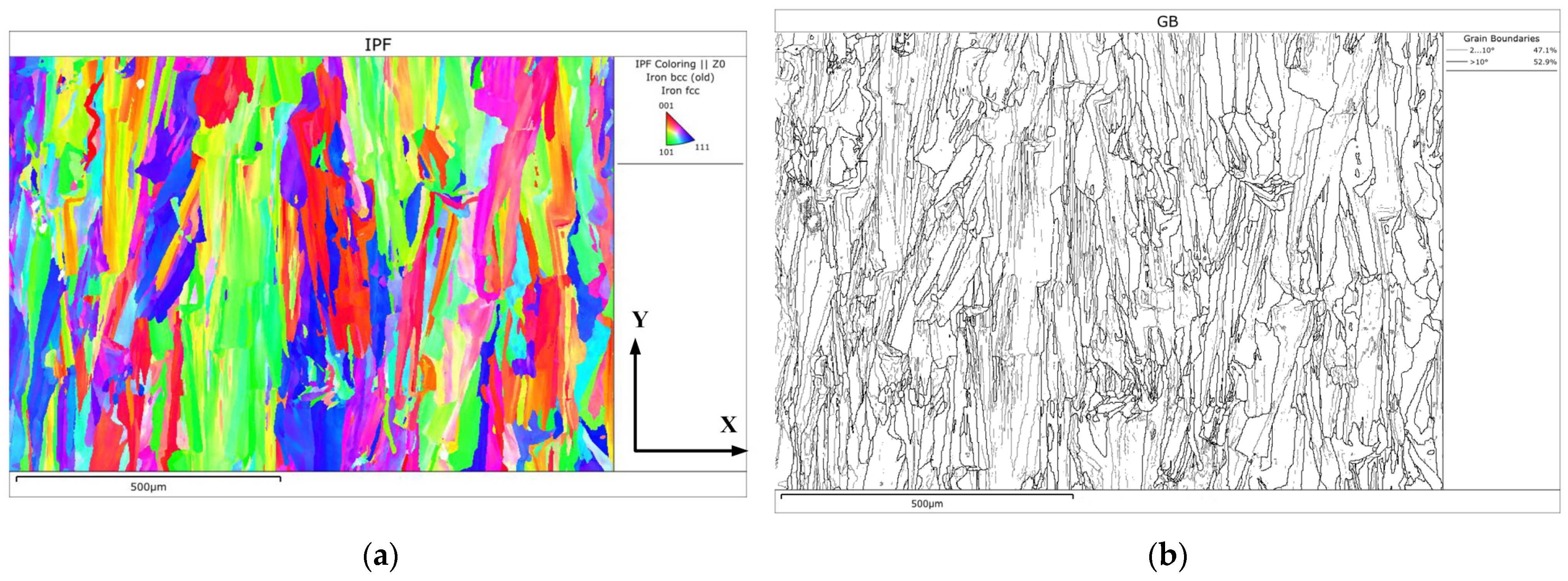
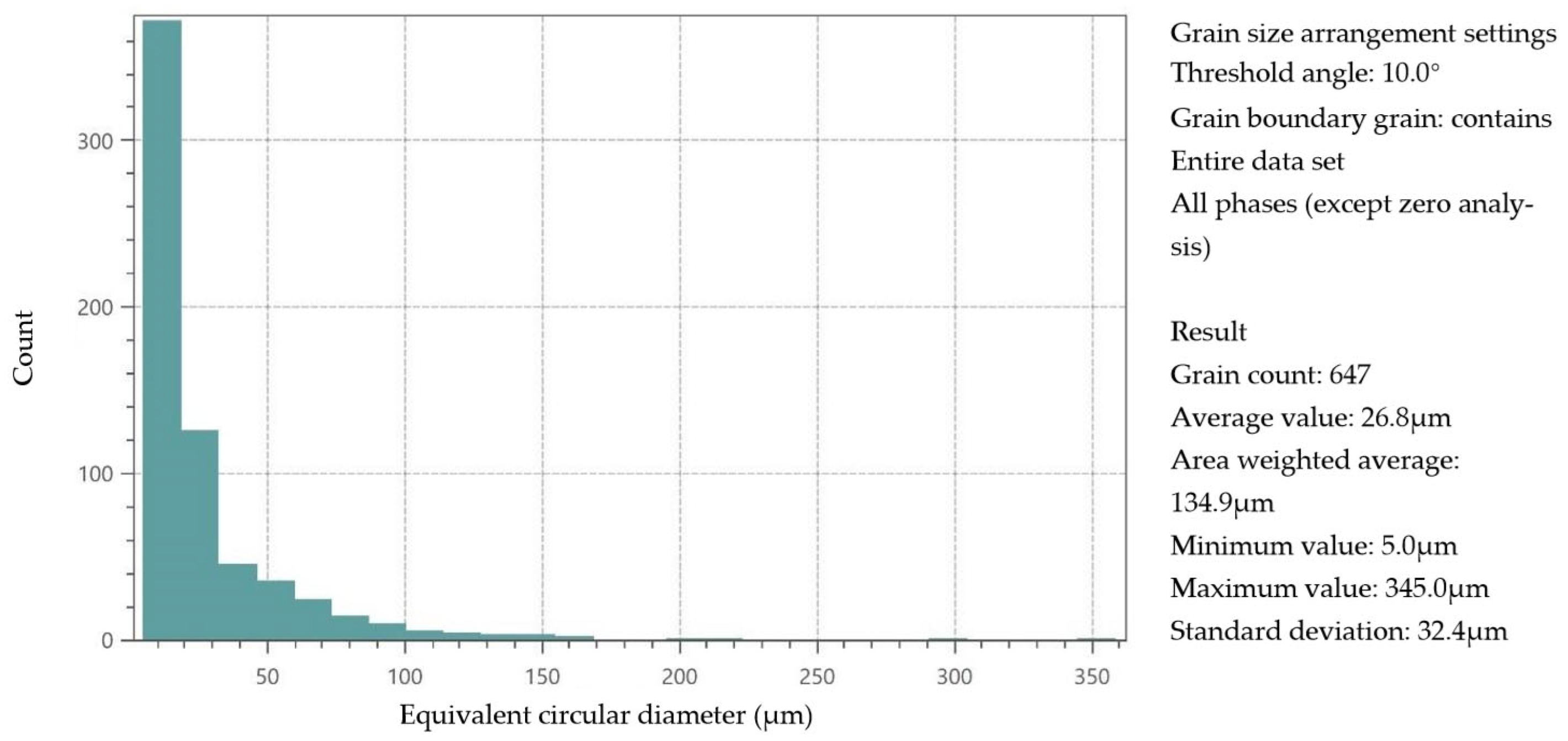
3.1. Microstructure
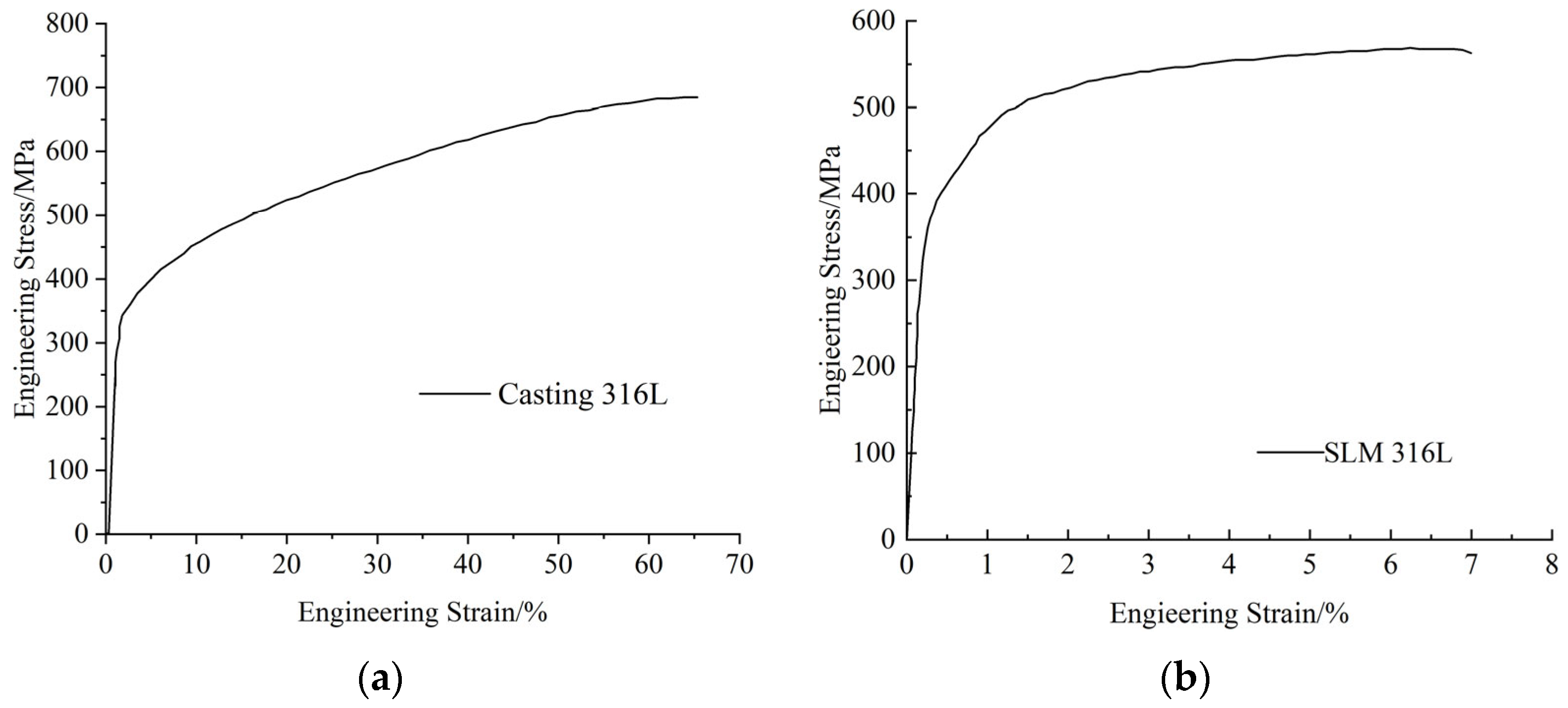
3.2. Tensile Property
4. Finite Element Simulation and Verification
4.1. Crystal Plasticity Model
4.1.1. Kinematics
4.1.2. Constitutive Equations
4.1.3. Hardening Laws
4.1.4. Cohesive Zone Model
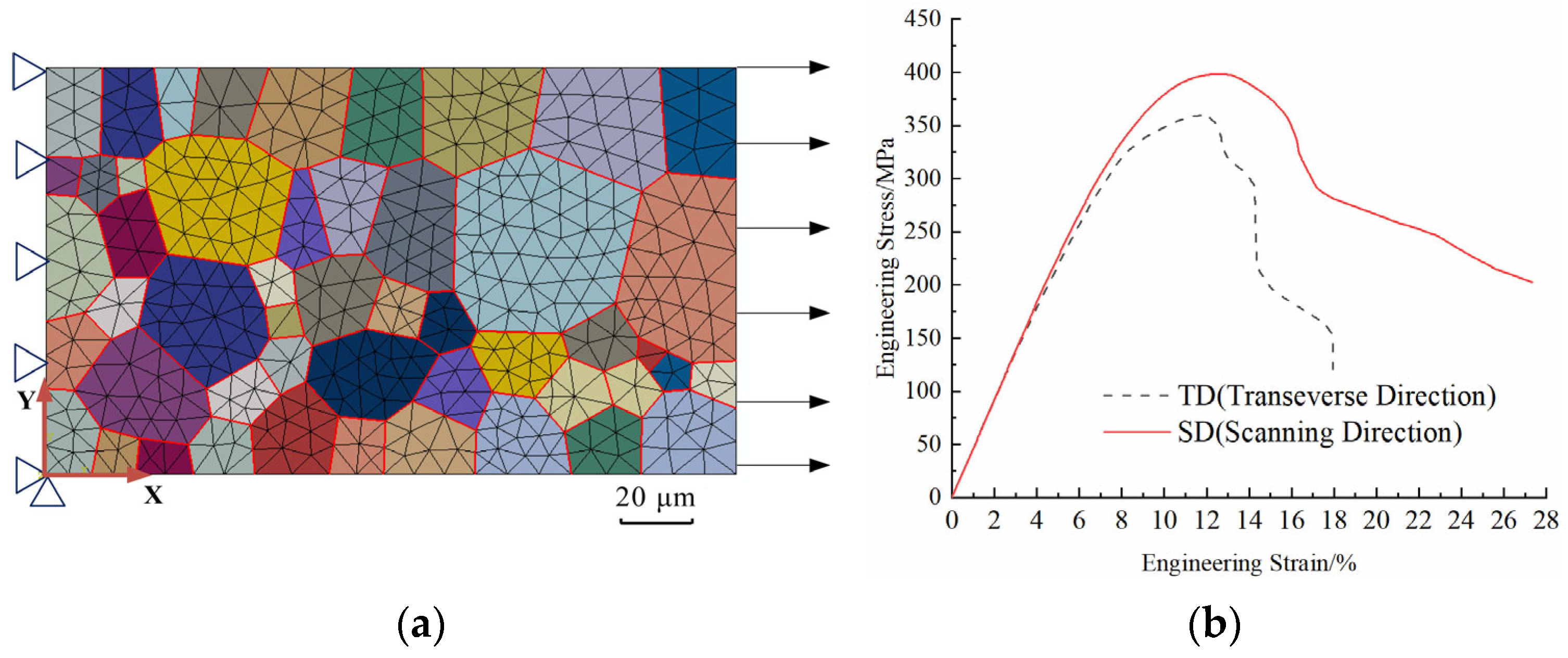
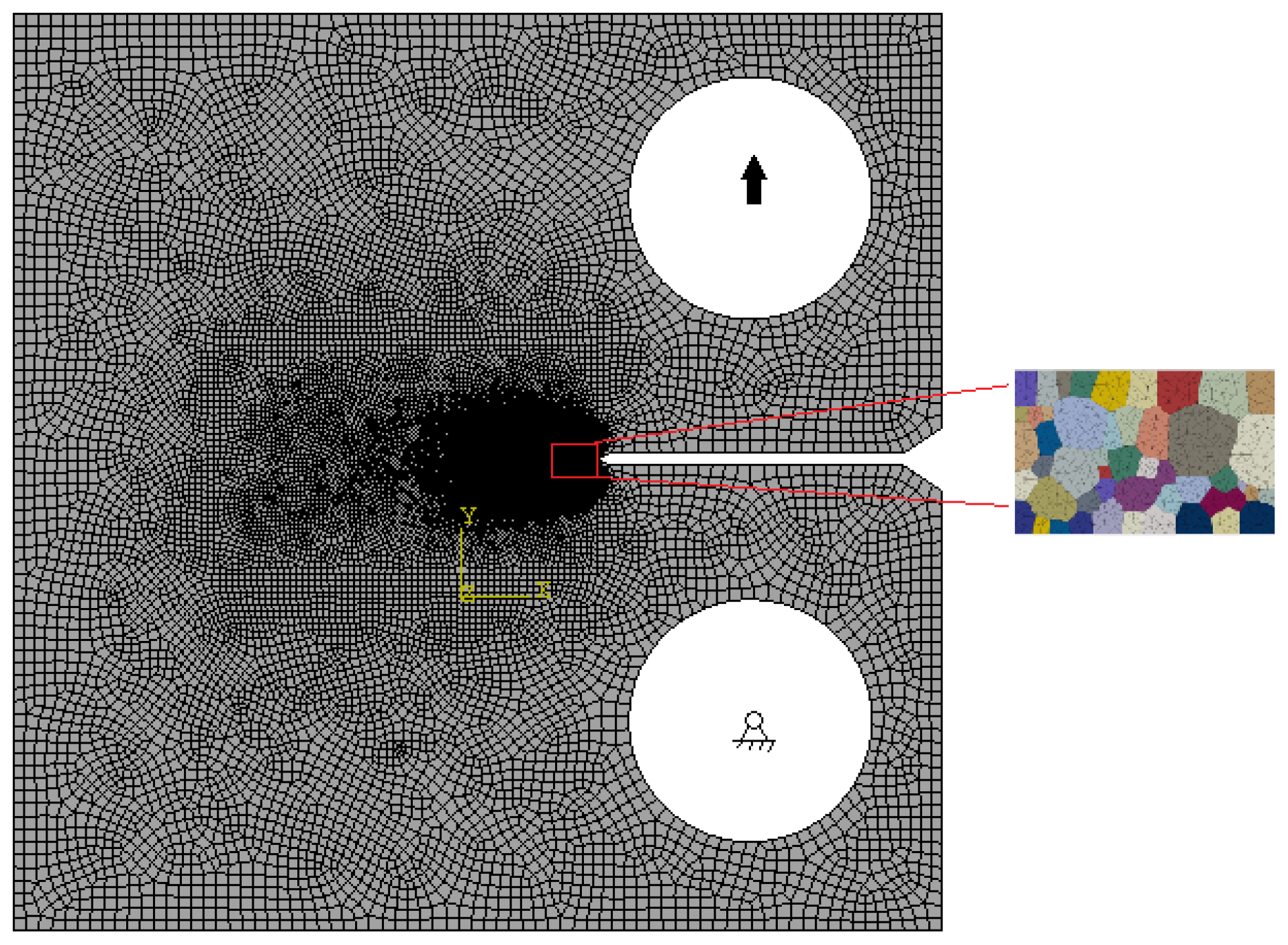
4.2. Finite Element Model of Representative Volume Element
4.3. SLM316L Stainless Steel—Fracture Behavior Simulation
4.4. Influence of Grain Boundary Strength
4.5. Fracture Performance Parameter Simulation
5. Conclusions
- (1)
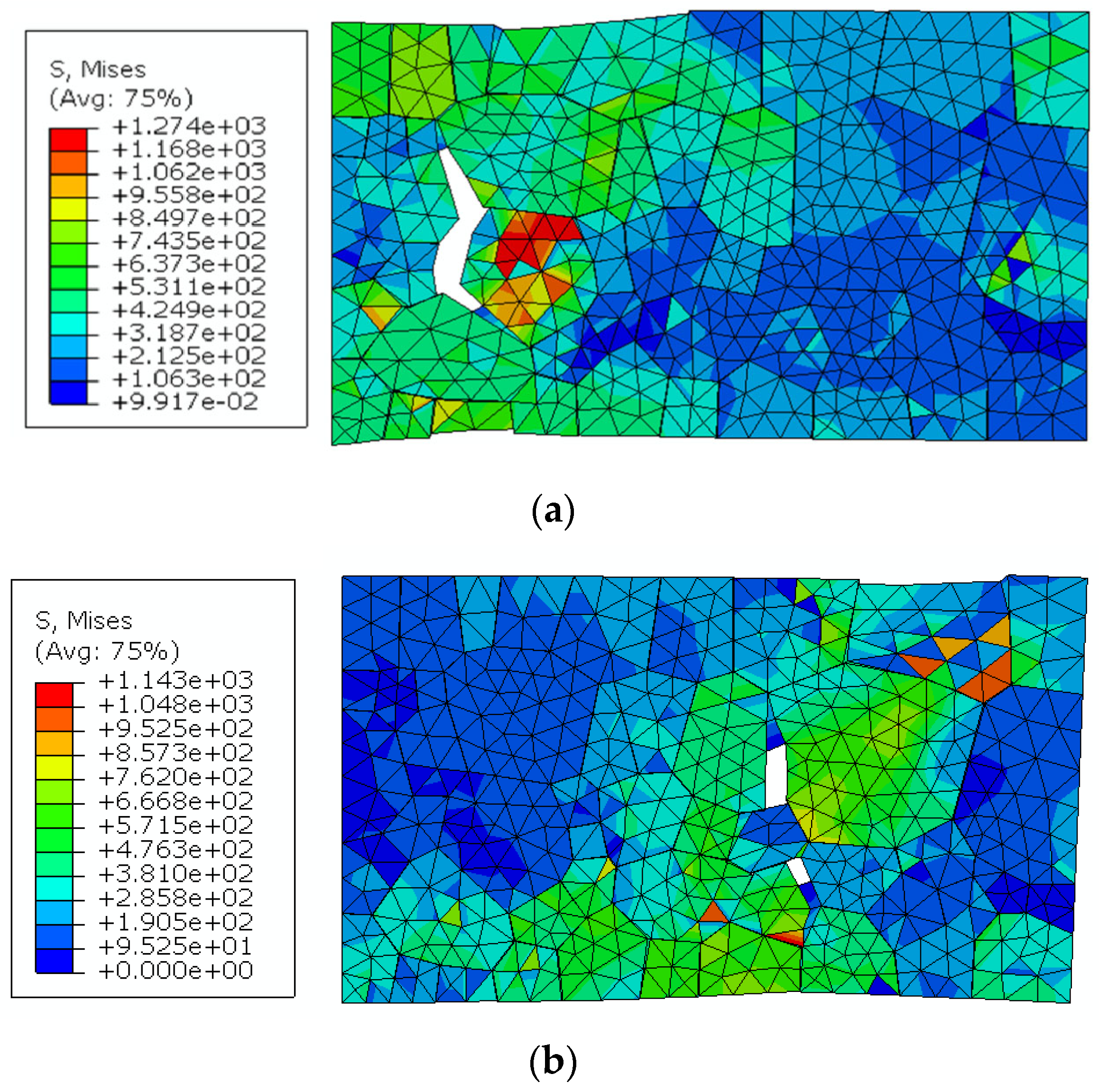
- The RVE model exhibited significant anisotropy at the mesoscopic level. Considering microstructural characteristics, under uniaxial tensile loading, several stress concentration regions appeared, predominantly at triple-grain boundaries. The extracted accumulated plastic shear strain shows a banded distribution, forming a 45° angle with the loading direction. The extracted cumulative plastic shear strain also indicated that grains accumulate varying degrees of plastic shear strain under external loading based on different activated slip systems, showing strong dependence on grain orientation.
- (2)
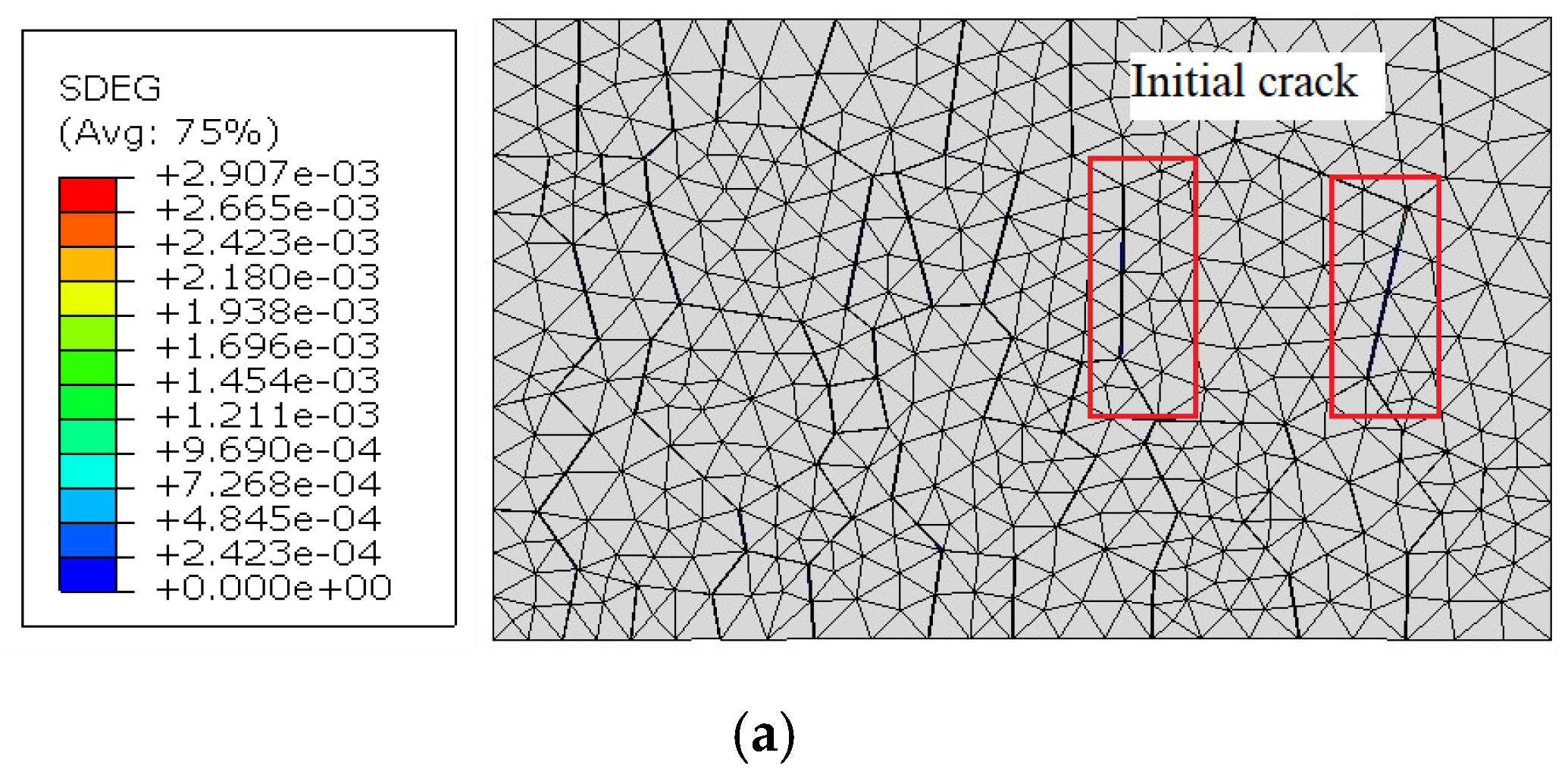
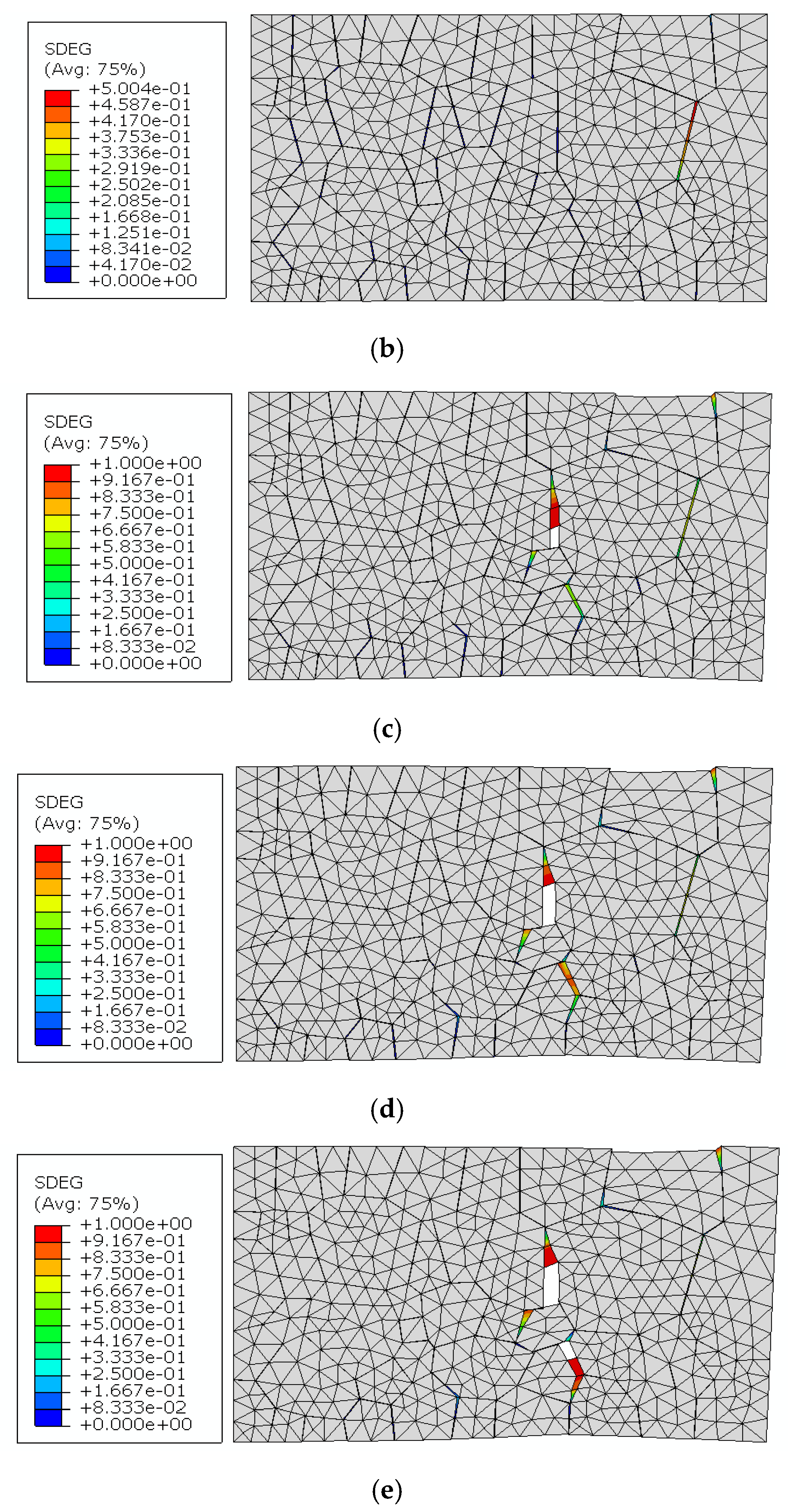
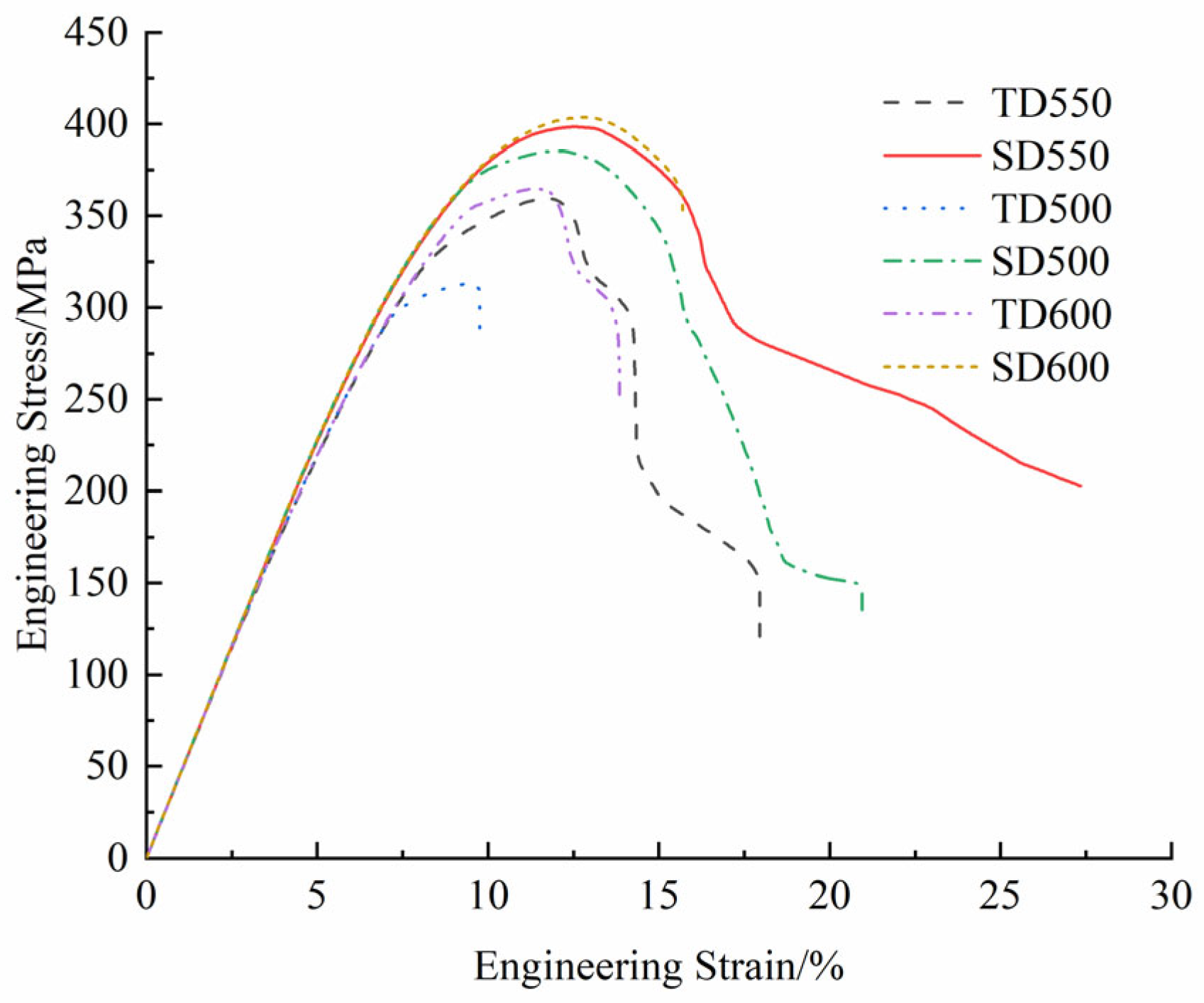
- Generally, grain boundaries tend to be more brittle than grains. Building upon the established RVE model, cohesive elements were inserted at grain boundaries to simulate fracture behavior, creating an RVE model that reflects forming direction and grain boundary strength. The SD-direction model had an elongation of about 27%, while the TD-direction model had an elongation of only about 18%. The model in the SD direction exhibited delayed fracture compared to the TD direction, and also demonstrated greater elongation at final fracture than the TD-direction model. This is attributed to grain orientations in the SD direction inhibiting slip and dislocation within the grains. Furthermore, the results showed that when the corresponding tensile strain was 9.5%, the cohesive elements had already shown significant stiffness degradation, with microcracks appearing at the triple-grain junctions. When the tensile strain was 14.4%, the cohesive elements failed and macroscopic cracks occurred.
- (3)
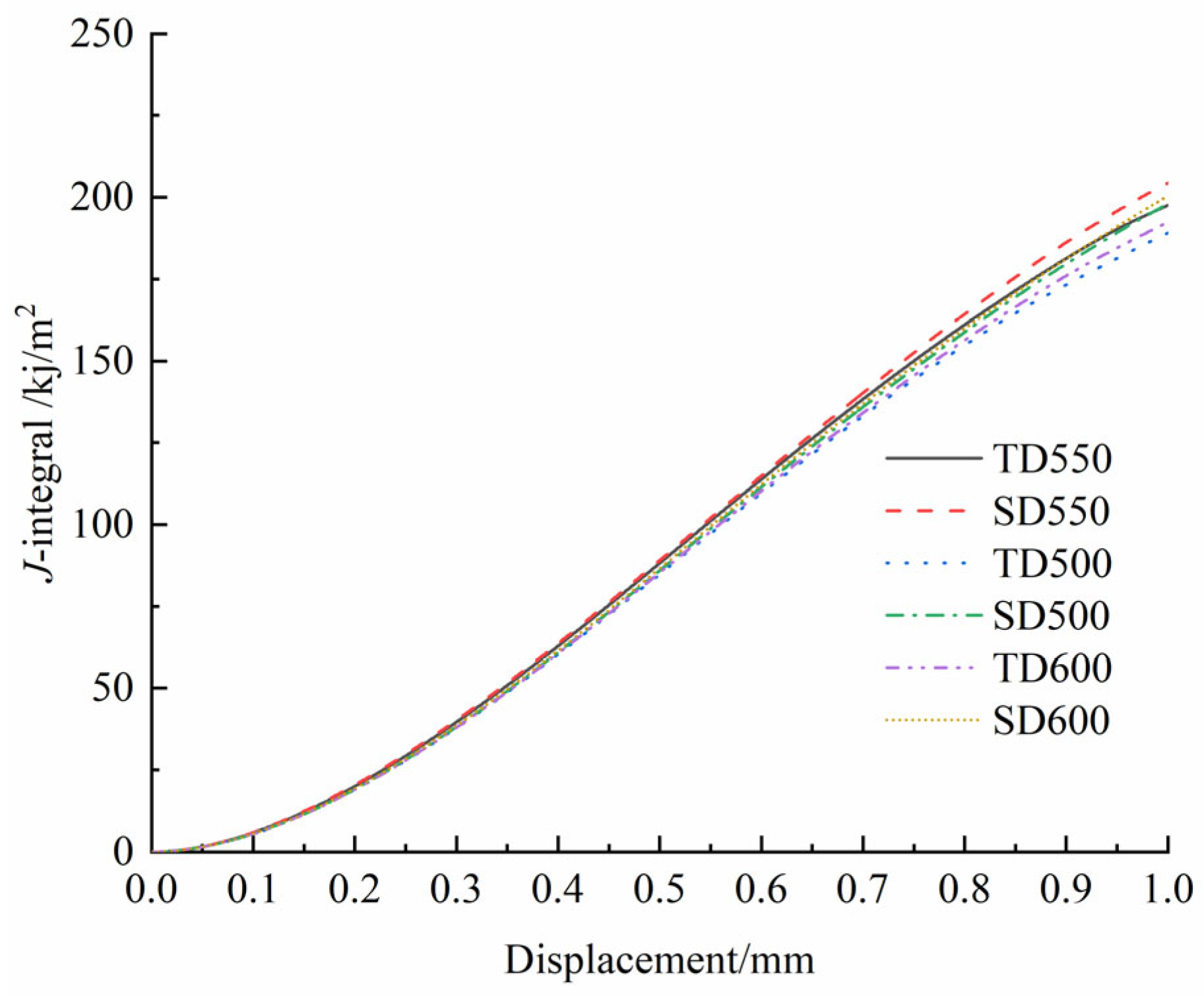
- The J-integral of the material simulated by combining the macroscopic CT model and the RVE model during the loading process indicated that the maximum traction force of the cohesive elements also affects the fracture properties of the material. Compared to high grain boundary strength, weaker grain boundary strength caused the cohesive elements in the model to reach the threshold earlier, i.e., the model began to fracture with damage. However, the cohesive elements are no longer the main factor for fracture occurrence when the maximum traction force reaches 600 MPa; they are replaced by the plastic slip within the grains.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wong, K.V.; Hernandez, A. A review of additive manufacturing. Int. Sch. Res. Not. 2012, 2012, 208760. [Google Scholar] [CrossRef]
- Abdulhameed, O.; Al-Ahmari, A.; Ameen, W.; Mian, S.H. Additive manufacturing: Challenges, trends, and applications. Adv. Mech. Eng. 2019, 11, 1687814018822880. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Song, Y.N.; Sun, Q.; Guo, K.; Liu, F.; Ma, J. Effect of scanning strategies on the microstructure and mechanical behavior of 316L stainless steel fabricated by selective laser melting. Mater. Sci. Eng. A 2020, 793, 139879. [Google Scholar] [CrossRef]
- Jaskari, M.; Ghosh, S.; Miettunen, I.; Karjalainen, L.P. Tensile properties and deformation of AISI 316l additively manufactured with various energy densities. Materials 2021, 14, 5809. [Google Scholar] [CrossRef]
- Zhai, W.; Zhou, W.; Nai, S.M.L. Grain refinement of 316L stainless steel through in-situ alloying with Ti in additive manufacturing. Mater. Sci. Eng. A 2022, 840, 142912. [Google Scholar] [CrossRef]
- Piazza, S.; Merrigan, B.; Dowling, D.P.; Monaghan, M.; Lennon, A.; Purcell, P.J. The effects of geometry and laser power on the porosity and melt pool formation in additively manufactured 316L stainless steel. Int. J. Adv. Manuf. Technol. 2020, 111, 1457–1470. [Google Scholar] [CrossRef]
- Fri, K.; Laazizi, A.; Bensada, M.; Diyer, Z.; Bahram, A. Microstructural and heat treatment analysis of 316L elaborated by SLM additive manufacturing process. Int. J. Adv. Manuf. Technol. 2023, 124, 2289–2297. [Google Scholar] [CrossRef]
- Zinovieva, O.; Romanova, V.; Balokhonov, R. Effects of scanning pattern on the grain structure and elastic properties of additively manufactured 316L austenitic stainless steel. Mater. Sci. Eng. A 2022, 832, 142447. [Google Scholar] [CrossRef]
- Zhang, L.; Ma, Q.; Ding, J.; Qu, S.; Fu, J.; Fu, M.W.; Song, X.; Wang, M.Y. Design of elastically isotropic shell lattices from anisotropic constitutive materials for additive manufacturing. Addit. Manuf. 2022, 59, 103185. [Google Scholar] [CrossRef]
- Javidrad, H.R.; Salemi, S. Determination of elastic constants of additive manufactured Inconel 625 specimens using an ultrasonic technique. Int. J. Adv. Manuf. Tech. 2020, 107, 4597–4607. [Google Scholar] [CrossRef]
- Zinovieva, O.; Zinoviev, A.; Patel, M.N.; Molotnikov, A.; Easton, M.A. Modelling grain refinement under additive manufacturing solidification conditions using high performance cellular automata. Mater. Des. 2024, 245, 113248. [Google Scholar] [CrossRef]
- Barkia, B.; Vallet, M.; Tanguy, A.; Auger, T.; Héripré, E. New insights into microstructure evolution and deformation mechanisms in additively manufactured 316L stainless steel. Mater. Sci. Eng. A 2025, 934, 148327. [Google Scholar] [CrossRef]
- Li, J.N.; Gao, D.; Lu, Y.; Hao, Z.P.; Wang, Z.Q. Mechanical properties and microstructure evolution of additive manufactured 316L stainless steel under dynamic loading. Mater. Sci. Eng. A 2022, 855, 143896. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Ramamurty, U. Mechanical behavior of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Byun, T.S.; Gussev, M.N.; Lach, T.G. Deformation and Fracture Behavior of Additively Manufactured 316L Stainless Steel. JOM 2024, 76, 362–378. [Google Scholar] [CrossRef]
- Solberg, K.; Guan, S.; Razavi, S.M.J.; Welo, T.; Chan, K.C.; Berto, F. Fatigue of additively manufactured 316L stainless steel: The influence of porosity and surface roughness. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 2043–2052. [Google Scholar] [CrossRef]
- Ahmadi, A.; Mirzaeifar, R.; Moghaddam, N.S.; Turabi, A.S.; Karaca, H.E.; Elahinia, M. Effect of manufacturing parameters on mechanical properties of 316L stainless steel parts fabricated by selective laser melting: A computational framework. Mater. Des. 2016, 112, 328–338. [Google Scholar] [CrossRef]
- Cai, W.; Sun, C.; Wang, C.; Gao, Y.; Chen, K. Modelling of the intergranular fracture of TWIP steels working at high temperature by using CZM–CPFE method. Int. J. Plast. 2022, 156, 103366. [Google Scholar] [CrossRef]
- Marattukalam, J.J.; Karlsson, D.; Pacheco, V.; Beran, P.; Wiklund, U.; Jansson, U.; Hjörvarsson, B.; Sahlberg, M. The effect of laser scanning strategies on texture, mechanical properties, and site-specific grain orientation in selective laser melted 316L SS. Mater. Des. 2020, 193, 108852. [Google Scholar] [CrossRef]
- Zhao, C.; Bai, Y.; Zhang, Y.; Wang, H.; Chen, C.; Shi, J. Influence of scanning strategy and building direction on microstructure and corrosion behaviour of selective laser melted 316L stainless steel. Mater. Des. 2021, 209, 109999. [Google Scholar] [CrossRef]
- Nazari-Onlaghi, S.; Li, G.; Vanmeensel, K.; Seefeldt, M. Deformation texture in LPBF 316L studied by different crystal plasticity models. Mater. Sci. Eng. A 2025, 924, 147769. [Google Scholar] [CrossRef]
- Wang, Z.; Jiang, B.; Wu, S.; Liu, W. Anisotropic tension-compression asymmetry in SLM 316L stainless steel. Int. J. Mech. Sci. 2023, 246, 108139. [Google Scholar] [CrossRef]
- Nowell, M.M.; Witt, R.A.; True, B.W. EBSD sample preparation: Techniques, tips, and tricks. Microsc. Today 2005, 13, 44–49. [Google Scholar] [CrossRef]
- Wilkinson, A.J.; Britton, T.B. Strains, planes, and EBSD in materials science. Mater. Today 2012, 15, 366–376. [Google Scholar] [CrossRef]
- Andani, M.T.; Karamooz-Ravari, M.R.; Mirzaeifar, R.; Ni, J. Micromechanics modeling of metallic alloys 3D printed by selective laser melting. Mater. Des. 2018, 137, 204–213. [Google Scholar] [CrossRef]
- Aurenhammer, F.; Klein, R. Voronoi Diagrams. In Handbook of Computational Geometry; Sack, J.R., Urrutia, J., Eds.; Elsevier: Amsterdam, The Netherlands, 2000; pp. 201–290. [Google Scholar]
- Du, Q.; Faber, V.; Gunzburger, M. Centroidal Voronoi tessellations: Applications and algorithms. SIAM Rev. 1999, 41, 637–676. [Google Scholar] [CrossRef]
- Quey, R.; Dawson, P.R.; Barbe, F. Large-scale 3D random polycrystals for the finite element method: Generation, meshing and remeshing. Comput. Methods Appl. Mech. Eng. 2011, 200, 1729–1745. [Google Scholar] [CrossRef]
- Quey, R.; Renversade, L. Optimal polyhedral description of 3D polycrystals: Method and application to statistical and synchrotron X-ray diffraction data. Comput. Methods Appl. Mech. Eng. 2018, 330, 308–325. [Google Scholar] [CrossRef]
- Quey, R.; Villani, A.; Maurice, C. Nearly uniform sampling of crystal orientations. J. Appl. Crystallogr. 2018, 51, 1162–1173. [Google Scholar] [CrossRef]
- Huang, Y. A User-Material Subroutine Incorporating Single Crystal Plasticity in the ABAQUS Finite Element Program. Ph.D. Thesis, Harvard University, Cambridge, MA, USA, 1991. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Element | Cr | Ni | Mn | Mo | C | Si | Fe |
|---|---|---|---|---|---|---|---|
| Content proportions | 16–18 | 10–14 | 2 | 2–3 | 0.03 | 1 | Remainder |
| Sample | Yield Strength/MPa | Tensile Strength/MPa | Elongation/% |
|---|---|---|---|
| SLM316L | 362 | 556 | 7.5 |
| Rolled316L | 306 | 685 | 65 |
| Material Parameter | Parameter Value |
|---|---|
| /MPa | 206,000 |
| /MPa | 206,000 |
| /MPa | 206,000 |
| /MPa | 171 |
| /MPa | 214 |
| /MPa | 156 |
| 59 | |
| 1.11 | |
| 0.001 |
| Material Parameter | Numerical Value |
|---|---|
| /MPa | 206,000 |
| /MPa | 78,000 |
| /MPa | 78,000 |
| /MPa | 550 |
| /MPa | 550 |
| /MPa | 550 |
| 5.5 |
| Euler Angle | ±7.5° | ±15° | ±22.5° | ±45° |
|---|---|---|---|---|
| 0.382 | 0.682 | 0.866 | 0.954 | |
| * | * | * | * | |
| 0.382 | 0.682 | 0.866 | 0.954 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeng, G.; Huang, Z.; Deng, B.; Ge, R. Crystal Plasticity Finite Element Simulation of Tensile Fracture of 316L Stainless Steel Produced by Selective Laser Melting. Metals 2025, 15, 567. https://doi.org/10.3390/met15050567
Zeng G, Huang Z, Deng B, Ge R. Crystal Plasticity Finite Element Simulation of Tensile Fracture of 316L Stainless Steel Produced by Selective Laser Melting. Metals. 2025; 15(5):567. https://doi.org/10.3390/met15050567
Chicago/Turabian StyleZeng, Guowei, Ziyang Huang, Bei Deng, and Rui Ge. 2025. "Crystal Plasticity Finite Element Simulation of Tensile Fracture of 316L Stainless Steel Produced by Selective Laser Melting" Metals 15, no. 5: 567. https://doi.org/10.3390/met15050567
APA StyleZeng, G., Huang, Z., Deng, B., & Ge, R. (2025). Crystal Plasticity Finite Element Simulation of Tensile Fracture of 316L Stainless Steel Produced by Selective Laser Melting. Metals, 15(5), 567. https://doi.org/10.3390/met15050567