
Effect of Laser Welding Parameters on Similar and Dissimilar Joints for Tab–Busbar Interconnects


Abstract
1. Introduction
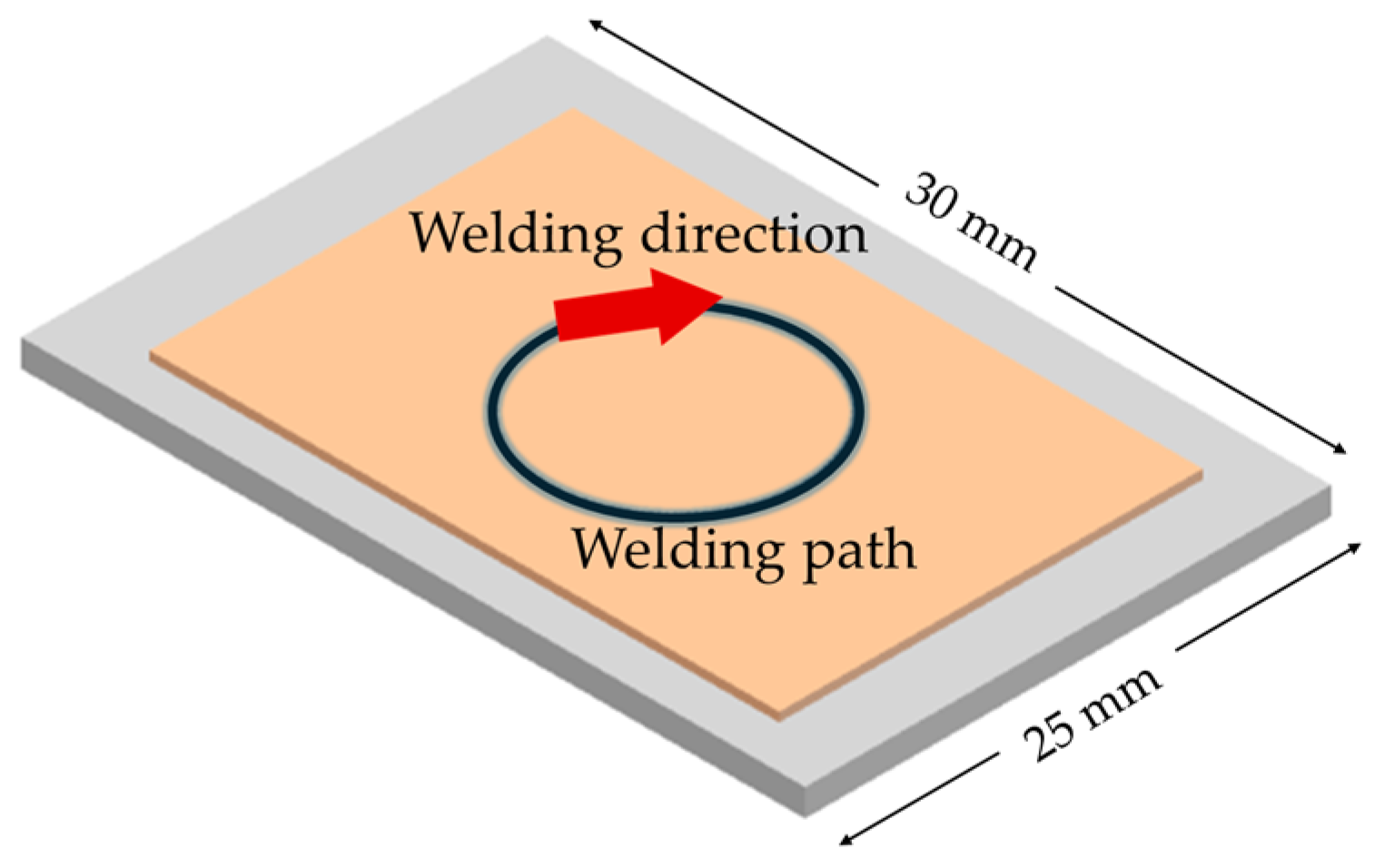
2. Materials and Methods
3. Results
3.1. Al-Al Joints
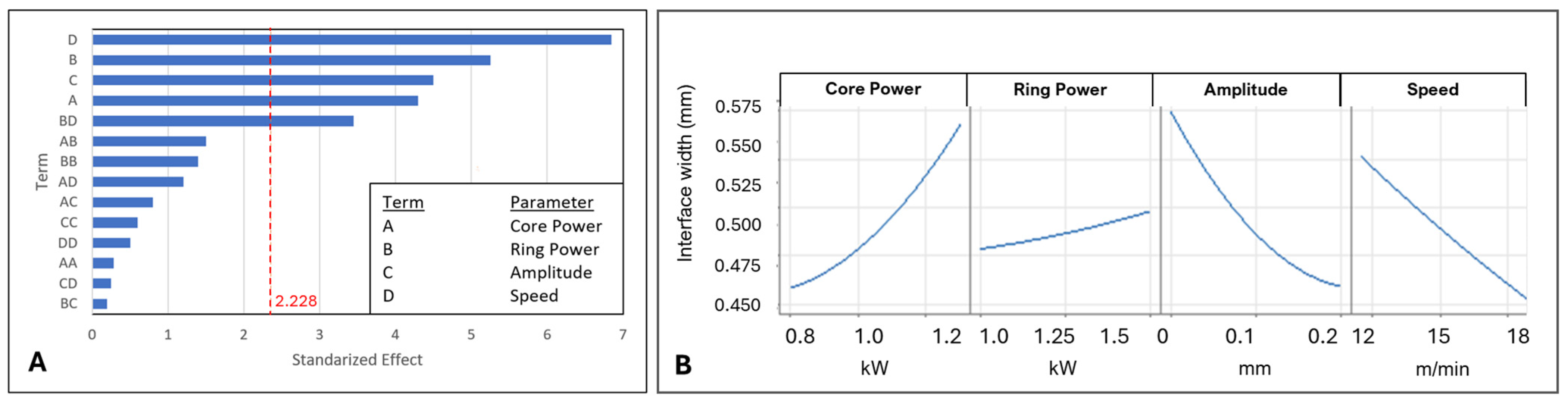
3.1.1. DoE Analysis
3.1.2. Joint Analysis
3.2. Al-Cu Joints
3.2.1. DoE Analysis
3.2.2. Joints Analysis
4. Discussion
4.1. Al-Al Joints
4.2. Al-Cu Joints
5. Conclusions
- The Pareto chart, used to visualize the standardized effects from the statistical model, revealed that welding speed had the strongest influence on interface width in Al–Al joints, followed by ring power, wobbling amplitude, and core power. Higher core and ring powers widened interfaces and increased penetration depth, while greater speed and amplitude reduced them. The maximum penetration value of 1.23 mm was achieved at 1.2 kW of core power.
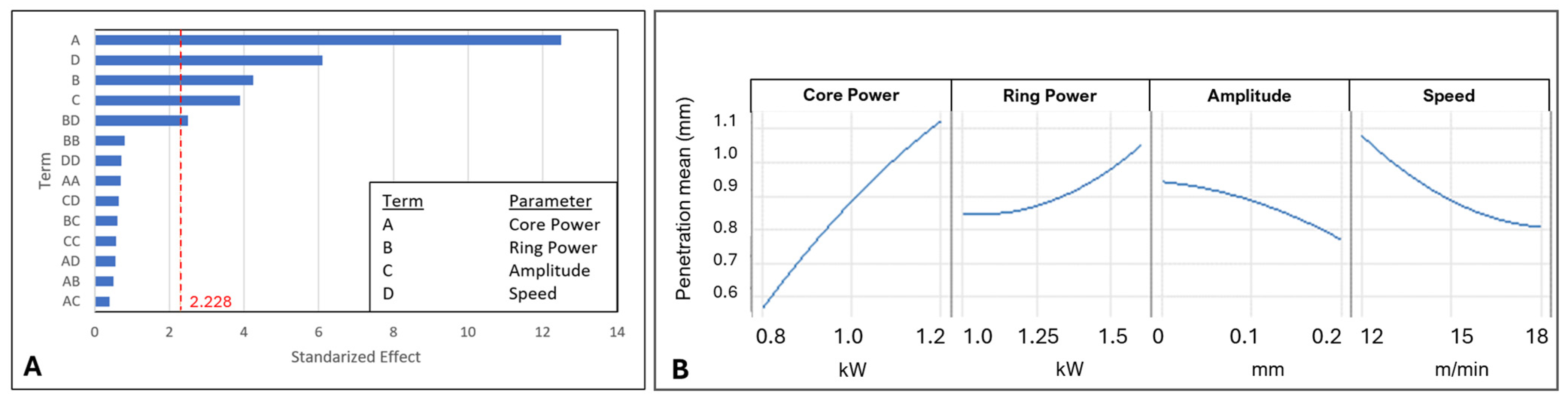
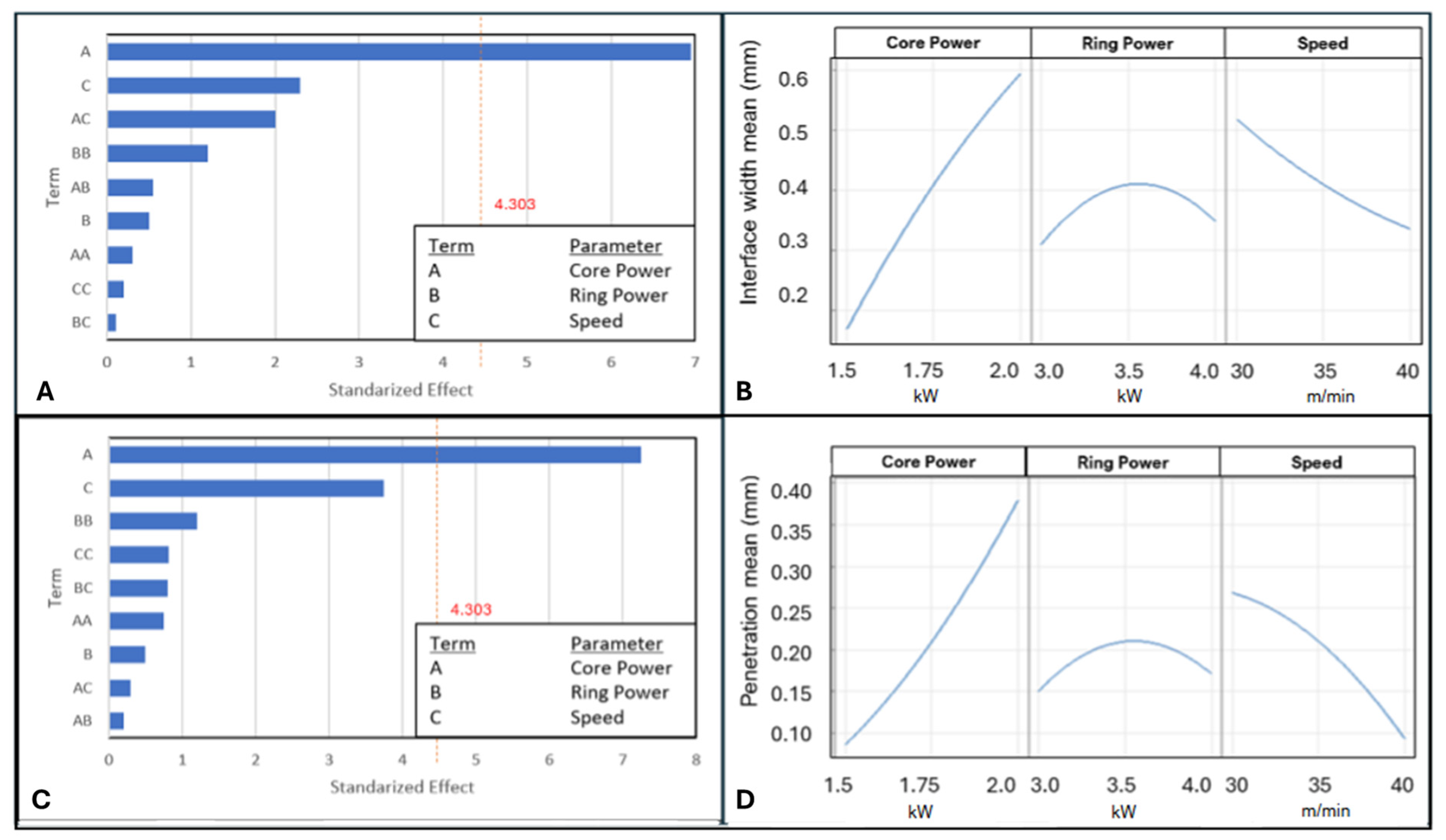
- In the Al-Cu joints, core power was the only significant parameter, with increased core power enhancing both interface width and penetration depth. The maximum width of 0.63 mm and a penetration depth of 0.42 mm were achieved when the maximum core power of 2 kW and core ring of 3.5 kW were applied. Ring power showed no clear trend.
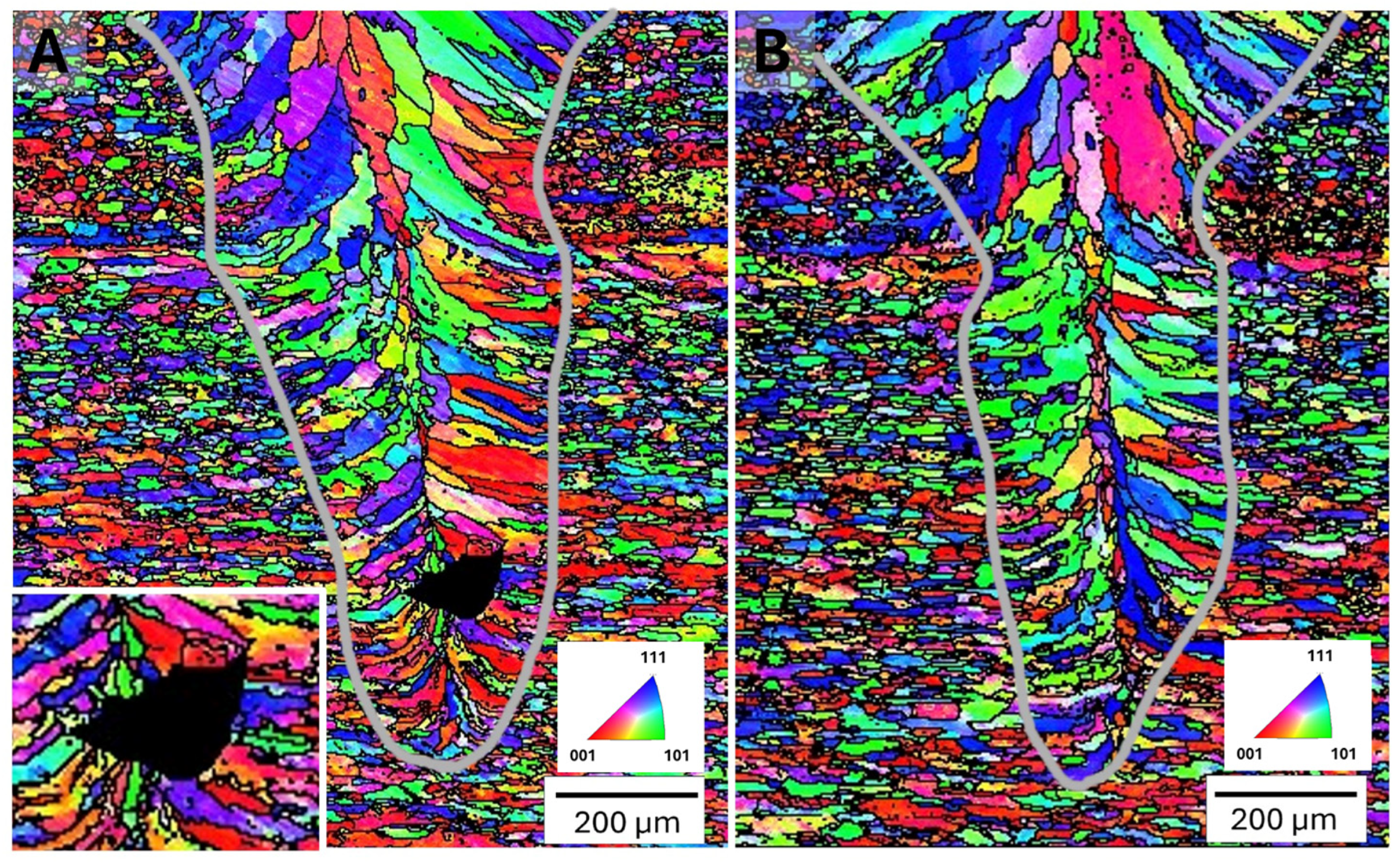
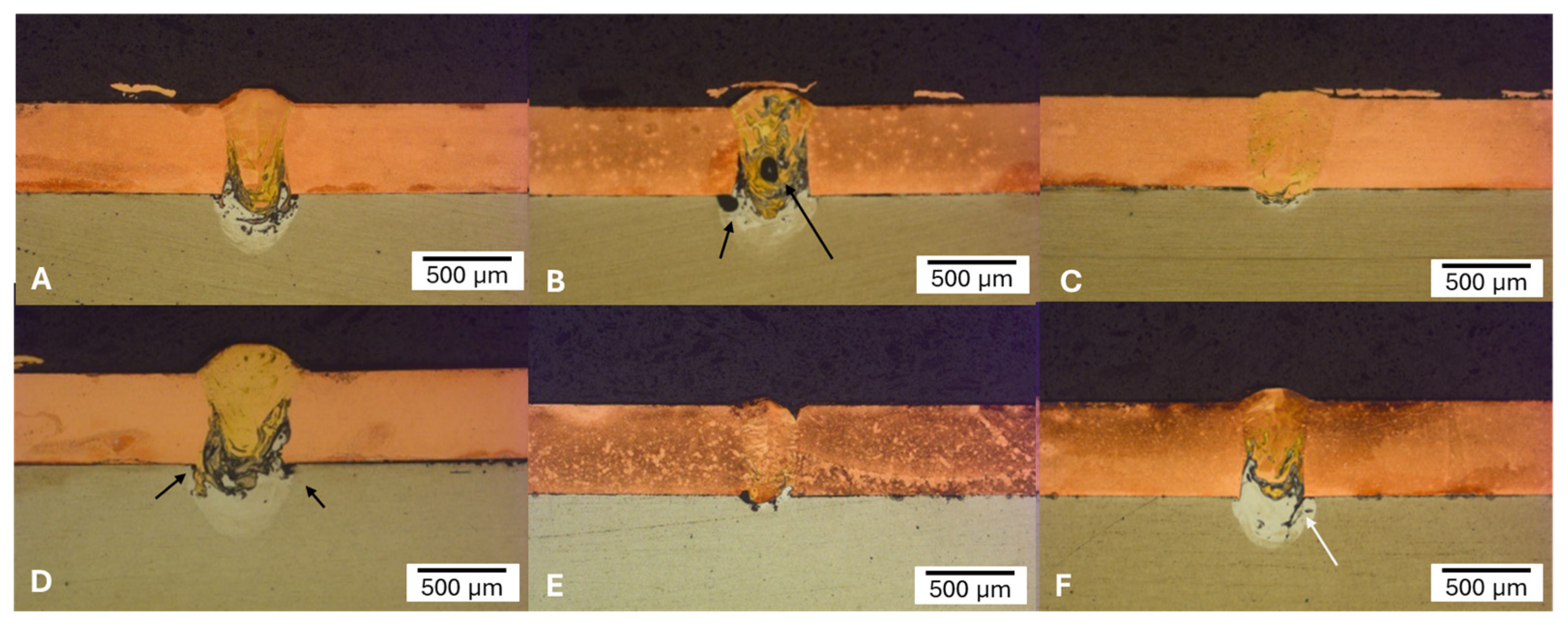
- Common defects in both joints’ configuration included porosity and cracks. In Al-Al welds, porosity appeared as rounded cavities along the bead and wormhole porosity at the root. Higher processing speeds in Al-Al joints resulted in a 16% increase in hardness compared to the base material. This was accompanied by the formation of elongated grains near the weld center and rounded grains with random orientations near pores, leading to a grain size increase of up to 32%.
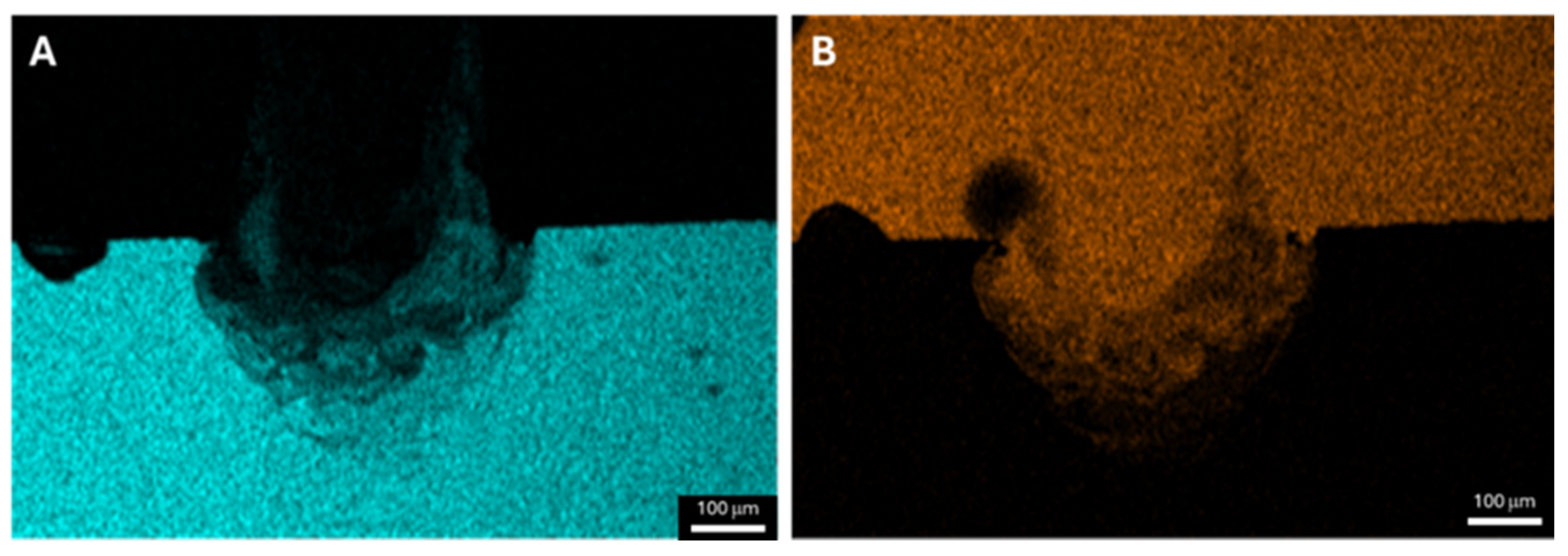
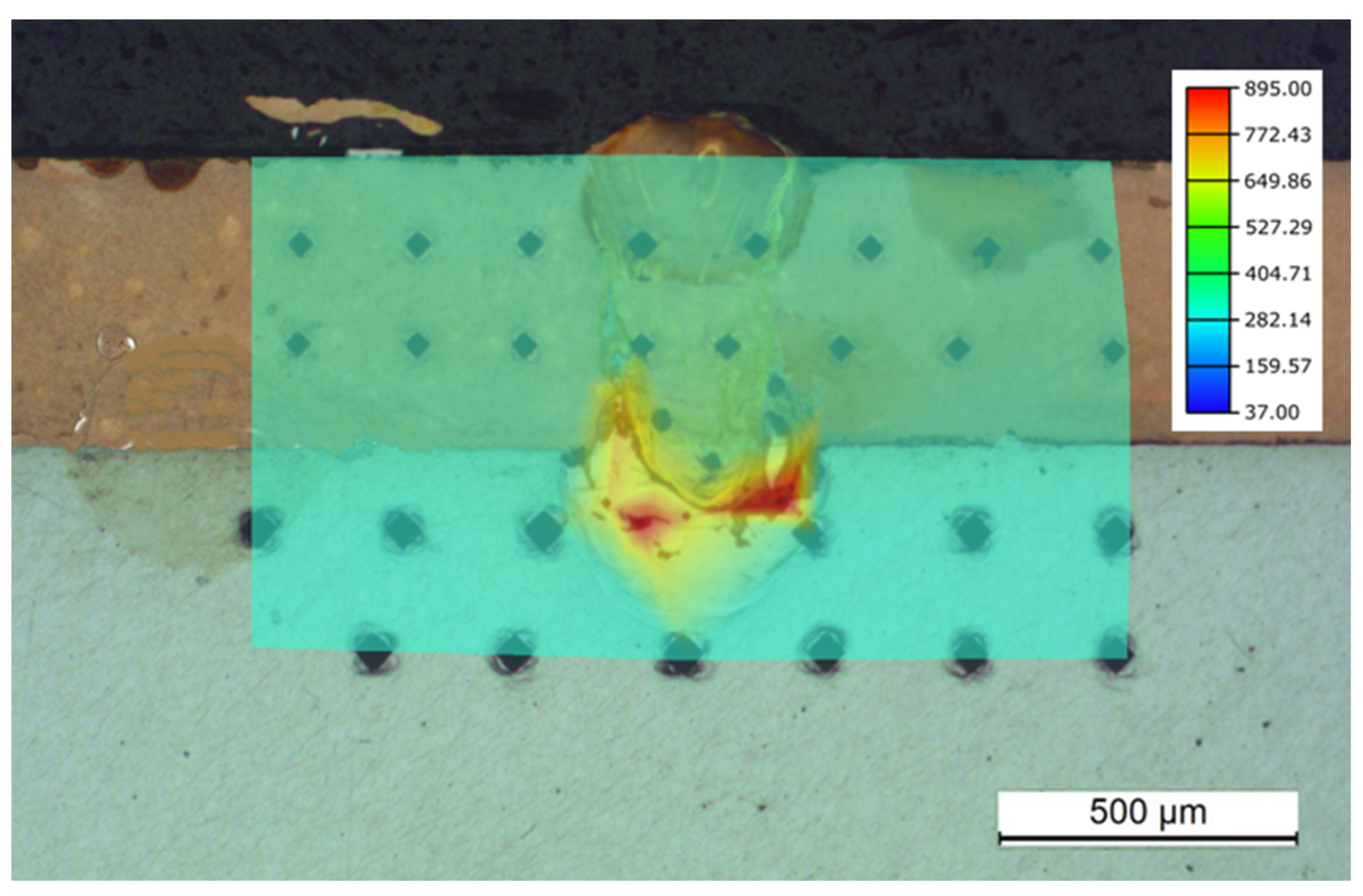
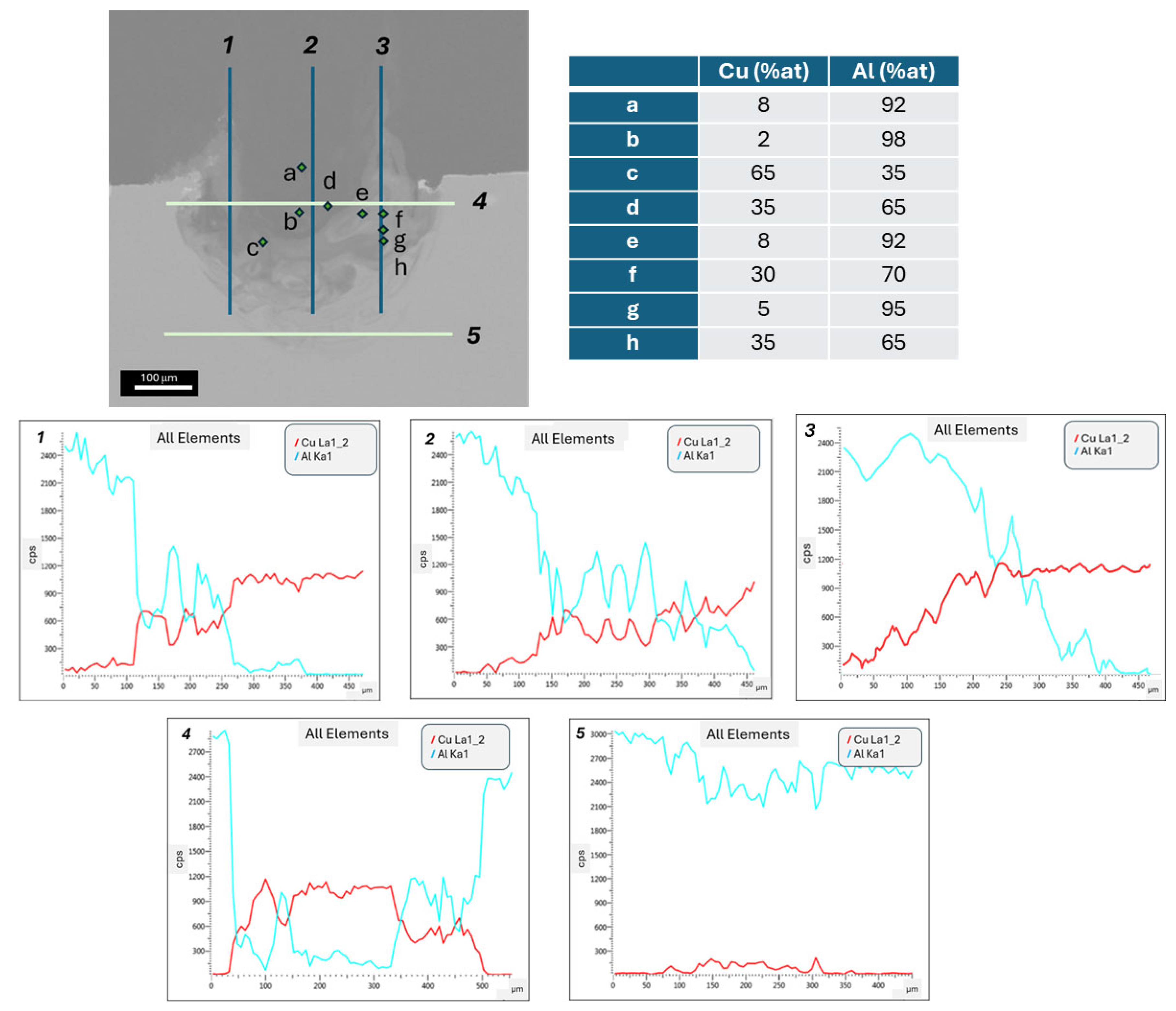
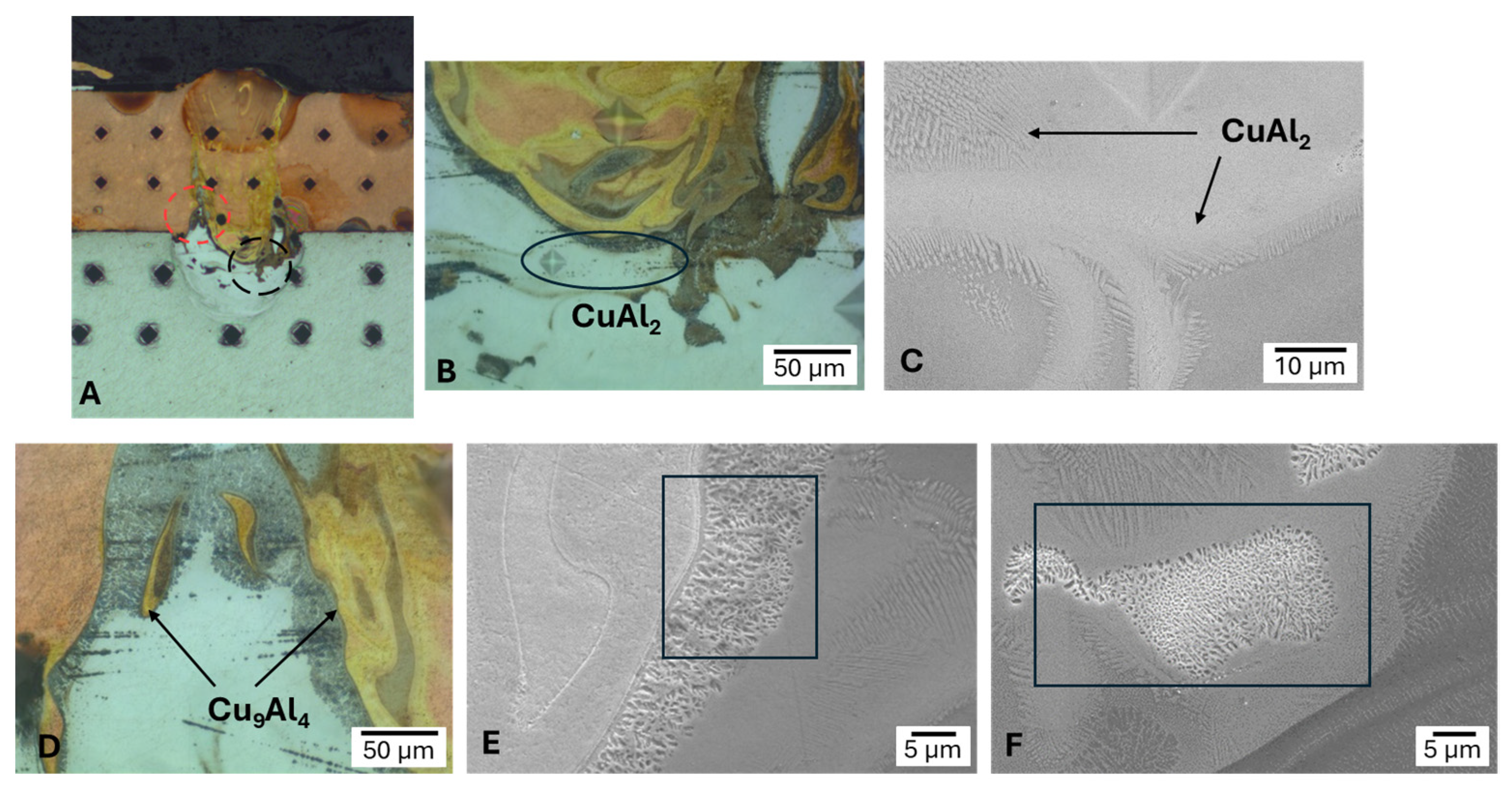
- Al-Cu welding frequently formed intermetallic compounds, including Cu9Al4 and CuAl2, with complex structures and compositional variations ranging from 95 wt% copper to 5 wt% aluminum. A significant increase in hardness up to 900 HV at the weld interface was detected, which was attributed to the presence of these compounds.
- The formation of defects such as porosity and cracking in the Al–Cu joints was primarily attributed to the significant differences in thermal properties between the two materials. These discrepancies result in uneven solidification rates, which induce thermal stress within the fusion zone, promoting crack formation. In addition, the brittle intermetallic phases formed compromise the mechanical performance of the weld, increasing susceptibility to cracking and weakening the metallurgical bond.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| IMC | Intermetallic compounds |
| EVs | Electrical Vehicles |
| LBW | Laser Beam Welding |
| ARM | Adjustable Ring Mode |
| HAZ | Heat affected zone |
References
- Kumar, N.; Beaumont, R.; Gomez, J.S.; Harris, C.; Masters, I. A modelling approach for laser welding of busbars to lithium-ion prismatic cell terminals to enhance failure prediction. Opt. Laser Technol. 2024, 176, 110989. [Google Scholar] [CrossRef]
- Sadeghian, A.; Iqbal, N. A review on dissimilar laser welding of steel-copper, steel-aluminum, aluminum-copper, and steel-nickel for electric vehicle battery manufacturing. Opt. Laser Technol. 2022, 146, 107595. [Google Scholar] [CrossRef]
- Luan, B.L.; Campbell, G.; Gauthier, M.; Liu, X.Y.; Davidson, I.; Nagata, J.; Lépinay, M.; Bernier, F.; Argue, S. Surface Modification and Fabrication of Li-Ion Battery Components for Plug-In Hybrid Electric Vehicle. ECS Trans. 2010, 25, 59–71. [Google Scholar] [CrossRef]
- Brand, M.J.; Schmidt, P.A.; Zaeh, M.F.; Jossen, A. Welding techniques for battery cells and resulting electrical contact resistances. J. Energy Storage 2015, 1, 7–14. [Google Scholar] [CrossRef]
- Kah, P.; Rajan, R.; Martikainen, J.; Suoranta, R. Investigation of weld defects in friction-stir welding and fusion welding of aluminium alloys. Int. J. Mech. Mater. Eng. 2015, 10, 26. [Google Scholar] [CrossRef]
- Huang, Y.; Fleming, T.G.; Clark, S.J.; Marussi, S.; Fezzaa, K.; Thiyagalingam, J.; Leung, C.L.A.; Lee, P.D. Keyhole fluctuation and pore formation mechanisms during laser powder bed fusion additive manufacturing. Nat. Commun. 2022, 13, 1170. [Google Scholar] [CrossRef]
- Rakhi, K.; Kang, S.; Shin, J. Hot-Cracking Mechanism of Laser Welding of Aluminum Alloy 6061 in Lap Joint Configuration. Materials 2023, 16, 6426. [Google Scholar] [CrossRef]
- Jiang, M.; Chen, X.; Chen, Y.; Tao, W. Mitigation of porosity defects in fiber laser welding under low vacuum. J. Mech. Work. Technol. 2020, 276, 116385. [Google Scholar] [CrossRef]
- Chludzinski, M.; dos Santos, R.E.; Churiaque, C.; Ortega-Iguña, M.; Sánchez-Amaya, J.M. Pulsed laser welding applied to metallic materials—A material approach. Metals 2021, 11, 640. [Google Scholar] [CrossRef]
- Cha, J.H.; Choi, H.W. Characterization of dissimilar aluminum-copper material joining by controlled dual laser beam. Int. J. Adv. Manuf. Technol. 2021, 119, 1909–1920. [Google Scholar] [CrossRef]
- Sun, T.; Mohan, A.; Liu, C.; Franciosa, P.; Ceglarek, D. The impact of Adjustable-Ring-Mode (ARM) laser beam on the microstructure and mechanical performance in remote laser welding of high strength aluminium alloys. J. Mater. Res. Technol. 2022, 21, 2247–2261. [Google Scholar] [CrossRef]
- Jabar, S.; Sun, T.; Franciosa, P.; Kotadia, H.R.; Ceglarek, D.; Paolini, B.; Faulhaber, R. Effect of a ring-shaped laser beam on the weldability of aluminum-to-hilumin for battery tab connectors. J. Laser Appl. 2023, 35, 042038. [Google Scholar] [CrossRef]
- Wang, Z.; Oliveira, J.; Zeng, Z.; Bu, X.; Peng, B.; Shao, X. Laser beam oscillating welding of 5A06 aluminum alloys: Microstructure, porosity and mechanical properties. Opt. Laser Technol. 2019, 111, 58–65. [Google Scholar] [CrossRef]
- Haboudou, A.; Peyre, P.; Vannes, A.B. Study of keyhole and melt pool oscillations in dual beam welding of aluminium alloys effect on porosity formation. In Proceedings of the First International Symposium on High-Power Laser Macroprocessing, Osaka, Japan, 27–31 May 2002. [Google Scholar]
- Harati, E.; Kah, P. Laser welding of aluminum battery tab to variable Al/Cu busbars in Li-ion battery joint. AIMS Mater. Sci. 2022, 9, 884–918. [Google Scholar] [CrossRef]
- Solchenbach, T.; Plapper, P.; Cai, W. Electrical performance of laser braze-welded aluminum–copper interconnects. J. Manuf. Process. 2014, 16, 183–189. [Google Scholar] [CrossRef]
- Lee, S.J.; Nakamura, H.; Kawahito, Y.; Katayama, S. Effect of welding speed on microstructural and mechanical properties of laser lap weld joints in dissimilar Al and Cu sheets. Sci. Technol. Weld. Join. 2014, 19, 111–118. [Google Scholar] [CrossRef]
- Kumar, N.; Masters, I.; Das, A. In-depth evaluation of laser-welded similar and dissimilar material tab-to-busbar electrical interconnects for electric vehicle battery pack. J. Manuf. Process. 2021, 70, 78–96. [Google Scholar] [CrossRef]
- Dimatteo, V.; Ascari, A.; Liverani, E.; Fortunato, A. Experimental investigation on the effect of spot diameter on continuous-wave laser welding of copper and aluminum thin sheets for battery manufacturing. Opt. Laser Technol. 2022, 145, 107495. [Google Scholar] [CrossRef]
- Bunaziv, I.; Akselsen, O.M.; Ren, X.; Nyhus, B.; Eriksson, M.; Gulbrandsen-Dahl, S. A review on laser-assisted joining of aluminium alloys to other metals. Metals 2021, 11, 1680. [Google Scholar] [CrossRef]
- Zuo, D.; Hu, S.; Shen, J.; Xue, Z. Intermediate layer characterization and fracture behavior of laser-welded copper/aluminum metal joints. Mater. Des. 2014, 58, 357–362. [Google Scholar] [CrossRef]
- Sanati, S.; Nabavi, S.F.; Esmaili, R.; Farshidianfar, A. Laser Wobble Welding Process: A Review on Metallurgical, Mechanical, and Geometrical Characteristics and Defects. Lasers Manuf. Mater. Process. 2024, 11, 743–780. [Google Scholar] [CrossRef]
- Feng, J.; Zhang, P.; Yan, H.; Shi, H.; Lu, Q.; Liu, Z.; Wu, D.; Sun, T.; Li, R.; Wang, Q. Application of Laser Welding in Electric Vehicle Battery Manufacturing: A Review. Coatings 2023, 13, 1313. [Google Scholar] [CrossRef]
- Lee, S.-J.; Choi, K.-D.; Lee, S.-J.; Shin, D.-S.; Jung, J.-P. Welding Properties of Dissimilar Al-Cu Thin Plate by a Single-Mode Fiber Laser. Metals 2022, 12, 1957. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt %) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| AA1050 H24 | Al | Si | Fe | Cu | Mn | Mg | Zn | Ti | Others | |
| 1.5 mm | 99.50 | 0.101 | 0.275 | 0.001 | 0.03 | 0.001 | 0.03 | 0.011 | 0.001 | |
| 0.5 mm | 99.50 | 0.110 | 0.200 | 0.030 | 0.030 | 0.030 | 0.040 | 0.010 | - | |
| C11000 | 0.3 mm | Cu | Bi | O | Pb | Others | ||||
| 99.900 | 0.0005 | 0.0400 | 0.0050 | 0.0300 | ||||||
| Properties | AA1050 | C11000 |
|---|---|---|
| Density (g/cm3) | 2.7 | 8.9 |
| Absorptivity (λ ≈ 1 μm) (%) | ≈7 | ≈3 |
| Fusion Temperature (°C) | 660 | 1083 |
| Electrical Conductivity (MS/m) | 34–36 | 57 |
| Thermal Conductivity (W/m·K−1) | 210–220 | 394 |
| Coefficient of thermal expansion (10−6·K−1) | 24 | 17 |
| Laser Source | |
|---|---|
| Fiber Laser High Light FL 6000 ARM 2 + 4, Coherent | |
| Wavelength | 1070 nm |
| Maximum Core Power | 2 kW |
| Optical Fiber Diameter (Core) | 50 µm |
| Maximum Ring Power | 4 kW |
| Optical Fiber Diameter (Ring) | 200 µm |
| Scanner | |
| 2D scanner Scansonic RLW-S | |
| Focal distance | 400 mm |
| Collimated distance | 200 mm |
| Level | I | II | III |
|---|---|---|---|
| Al-Al | |||
| Core Power (kW) | 0.8 | 1.0 | 1.2 |
| Ring Power (kW) | 1.0 | 1.3 | 1.6 |
| Wobbling Amplitude (mm) | 0.0 | 0.1 | 0.2 |
| Welding Speed (m/min) | 12.0 | 15.0 | 18.0 |
| Al-Cu | |||
| Core Power (kW) | 1.5 | 1.75 | 2.0 |
| Ring Power (kW) | 3.0 | 3.5 | 4.0 |
| Welding Speed (m/min) | 30.0 | 35.0 | 40.0 |
| Joint | Core Power (kW) | Ring Power (kW) | Speed (m/min) | Wobbling Amplitude (mm) | Interface Width (mm) | Penetration (mm) |
|---|---|---|---|---|---|---|
| 6 | 1.0 | 1.3 | 18 | 0.0 | 0.41 ± 0.01 | 0.84 ± 0.01 |
| 10 | 1.2 | 1.3 | 15 | 0.0 | 0.54 ± 0.01 | 1.23 ± 0.03 |
| 16 | 1.0 | 1.6 | 18 | 0.1 | 0.45 ± 0.06 | 0.87 ± 0.04 |
| 25 | 1.0 | 1.3 | 15 | 0.1 | 0.50 ± 0.01 | 0.89 ± 0.13 |
| AA1050 | Mean Intercept Length (µm) | KAM (°) |
|---|---|---|
| 0.5 mm | 4.59 | 2.07 |
| 1.5 mm | 3.75 | 2.14 |
| Joint | Core Power (kW) | Core Ring (kW) | Speed (m/min) | Interface Width (mm) | Penetration (mm) |
|---|---|---|---|---|---|
| 2 | 2 | 3 | 35 | 0.51 ± 0.01 | 0.34 ± 0.01 |
| 4 | 2 | 3 | 35 | 0.56 ± 0.05 | 0.38 ± 0.05 |
| 5 | 1.5 | 3.5 | 30 | 0.41 ± 0.06 | 0.17 ± 0.06 |
| 6 | 2 | 3.5 | 30 | 0.63 ± 0.01 | 0.42 ± 0.01 |
| 11 | 1.75 | 3 | 40 | 0.30 ± 0.04 | 0.07 ± 0.01 |
| 13 | 1.75 | 3.5 | 35 | 0.41 ± 0.07 | 0.21 ± 0.08 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Taboada, M.C.; Chludzinski, M.; Gómez, R.; Aldanondo, E. Effect of Laser Welding Parameters on Similar and Dissimilar Joints for Tab–Busbar Interconnects. Metals 2025, 15, 547. https://doi.org/10.3390/met15050547
Taboada MC, Chludzinski M, Gómez R, Aldanondo E. Effect of Laser Welding Parameters on Similar and Dissimilar Joints for Tab–Busbar Interconnects. Metals. 2025; 15(5):547. https://doi.org/10.3390/met15050547
Chicago/Turabian StyleTaboada, Mari Carmen, Mariane Chludzinski, Raul Gómez, and Egoitz Aldanondo. 2025. "Effect of Laser Welding Parameters on Similar and Dissimilar Joints for Tab–Busbar Interconnects" Metals 15, no. 5: 547. https://doi.org/10.3390/met15050547
APA StyleTaboada, M. C., Chludzinski, M., Gómez, R., & Aldanondo, E. (2025). Effect of Laser Welding Parameters on Similar and Dissimilar Joints for Tab–Busbar Interconnects. Metals, 15(5), 547. https://doi.org/10.3390/met15050547