
Numerical Simulation and Hot Isostatic Pressing Technology of Powder Titanium Alloys: A Review


Abstract
1. Introduction
2. Overview of Powder HIP Technology Process
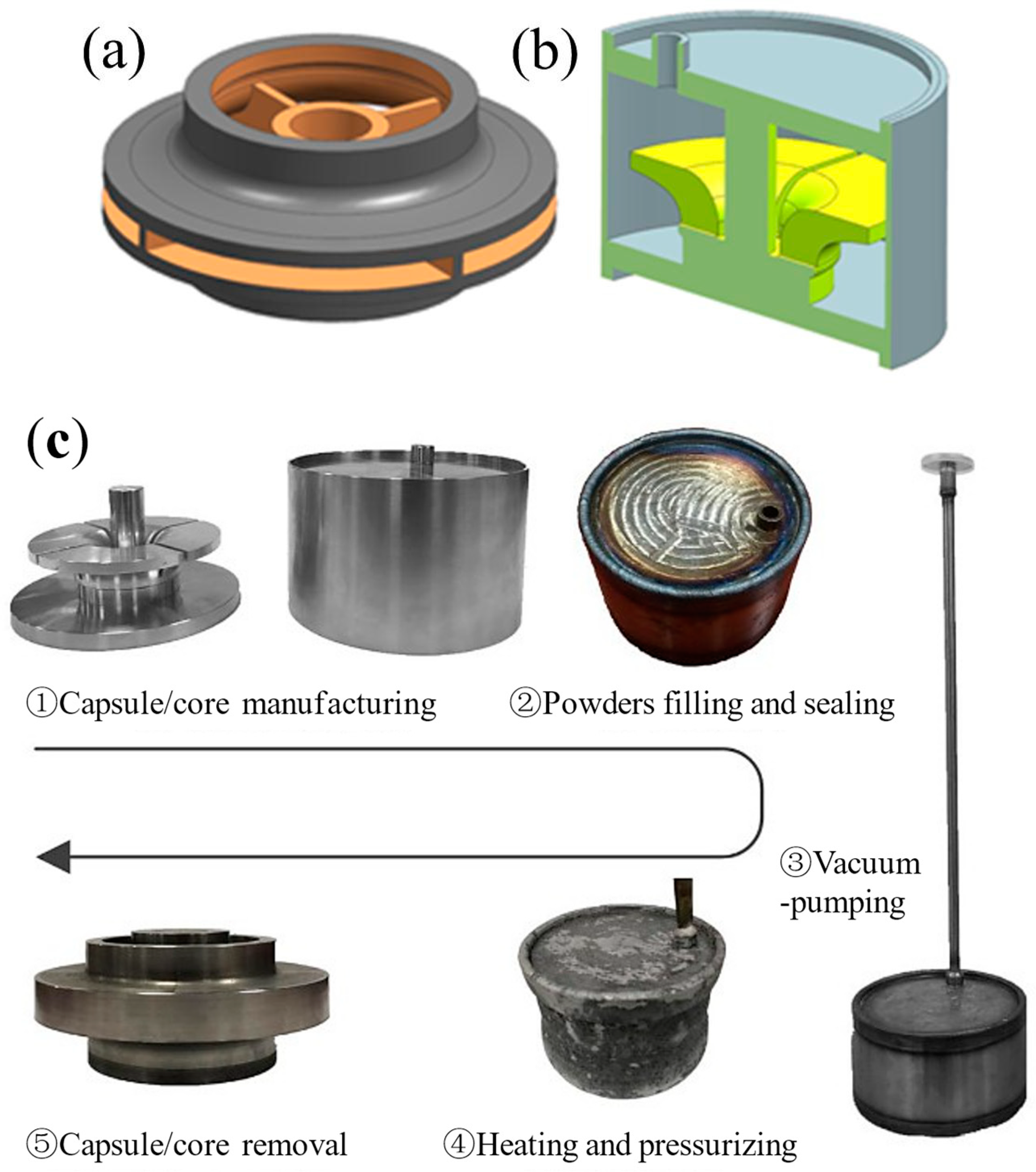
2.1. Process Flow of Hot Isostatic Pressing Technology for Powders
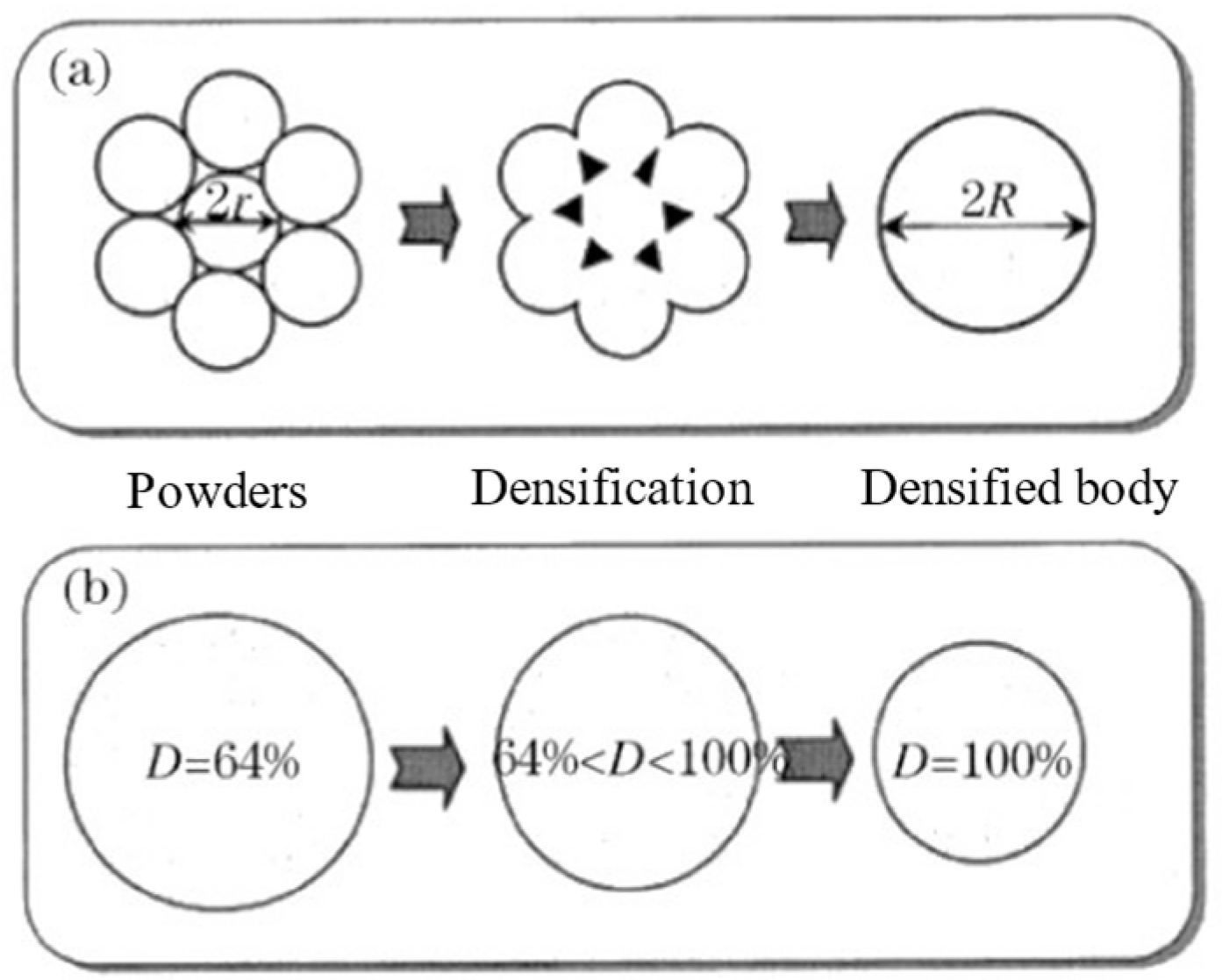
2.2. Mechanism of Powder Densification
2.2.1. Macroscopic Model of Powder Densification
2.2.2. Microscopic Model of Powder Densification
- (1)
- Particle proximity and rearrangement
- (2)
- Plastic deformation
- (3)
- Diffusion creep
3. Research Progress on HIP for Powder Titanium Alloys
3.1. Foreign Research Status
3.2. Chinese Research Status
4. Research Progress on Numerical Simulation of HIP of Powder Titanium Alloys
4.1. Foreign Research Status
4.2. Chinese Research Status
5. Problems and Countermeasures of HIP of Powder Titanium Alloy
5.1. The Problems Faced
5.2. Solutions
6. Conclusions and Outlook
- (1)
- The introduction of numerical simulation technology and batch production has reduced the cost of the process, but the preparation of small quantities of components still incurs a high cost. This is especially true for the design and manufacture of complex components, capsule design and manufacturing, the use of HIP equipment, and high-purity powder production, which limits its widespread application in the civilian market.
- (2)
- Computer finite element modeling and simulation technology have lowered the technical threshold of capsule design; however, how to closely integrate it with the actual production and further reduce costs remains a key area of future research. At the same time, the research on powder metallurgy densification mechanism and models is insufficient, restricting the further development of the technology.
- (3)
- As HIP parts continue to move towards large-scale, complex, and high-precision designs, the role of numerical simulation in process design is becoming increasingly important, but the current finite element simulation software is mainly focused on the prediction of capsule deformation. Reverse design for target sizes still requires secondary development or the use of other software, making the process cumbersome.
- (1)
- In order to realize large-scale commercial application, it is necessary to carry out systematic engineering application research, focus R & D on the upgrading of equipment, reduce the cost of powder production and enhancement of process technology, strengthen the degree of participation in computationally-assisted design technology, and to reduce the cost of pre-development while enhancing the automation level of the production process.
- (2)
- The introduction of additive manufacturing technology will further broaden the choice of capsule materials. The “reverse design + additive manufacturing + hot isostatic pressing” multi-technology composite mode is expected to realize the integration of high-performance complex parts of the homogeneous capsule near-net shape forming and become the mainstream of the future direction of the NNS-HIP technology [61].
- (3)
- The development of integrated simulation software will help the transformation from single deformation prediction to reverse design optimization, and the combination of advanced technologies such as machine learning and multi-objective genetic algorithms with the establishment of a parts and materials database will significantly improve the accuracy and efficiency of reverse design.
Author Contributions
Funding
Conflicts of Interest
References
- Xu, L.; Guo, R.P.; Wu, J.; Lu, G.Z.; Yang, R. Progress in hot isostatic pressing technology of titanium alloy powder. Acta Metall. Sin. 2018, 54, 1537–1552. [Google Scholar]
- Yin, Z.W.; Sun, Y.B.; Zhang, X.H.; Wang, L.; Xu, G.H. Near-net shaping of titanium alloy powders by HIP technology. Mater. Rev. 2019, 33, 1099–1108. [Google Scholar]
- Liu, W.B.; Chen, W.; Wang, T.J.; Che, H.Y.; Liang, C. Research progress of hot isostatic pressing technology of titanium alloy powder. Powder Metall. Ind. 2018, 28, 1–7. [Google Scholar]
- Li, X.; Gong, Y.; Liu, S.B.; Shi, K.; Liu, H.Y.; Li, C.Y. Current development and prospects for titanium alloy powder metallurgy hot isostatic pressing technology. Foundry 2020, 69, 335–341. [Google Scholar]
- Xue, S.H.; Xie, J.Q.; Liu, S.B.; Shi, K.; Zhang, Z.Y.; Liu, H.Y. Research process in powder metallurgy hot isostatic pressing technology of titanium alloy. Powder Metall. Ind. 2021, 31, 87–93. [Google Scholar]
- Wang, M. A Multi Scale Numerical and Experimental Study of Ti6Al4V Powders Hot Isostatic Pressing. Ph.D. Thesis, Huazhong University of Science and Technology, Wuhan, China, 2018. [Google Scholar]
- Yang, L.B.; Xie, Y.; Ren, X.N.; Cai, C.; Xue, P.J.; Shi, Y.S.; Ge, C.C. Near-net shape hot isostatic pressing: Microstructural analysis and hardness evolution at a steel-nickel alloy interface. Adv. Mater. Interfaces 2022, 9, 2101787. [Google Scholar] [CrossRef]
- Sun, S.S.; Teng, Q.; Xie, Y.; Liu, T.; Ma, R.; Bai, J.; Cai, C.; Wei, Q.S. Two-step heat treatment for laser powder bed fusion of a nickel-based superalloy with simultaneously enhanced tensile strength and ductility. Addit. Manuf. 2021, 46, 102168. [Google Scholar] [CrossRef]
- Liu, Q.M.; Wu, J.; Chen, Y.L.; Chen, Q.M.; Pei, H.P.; Xu, L. Effect of temperature and powder particle size on mechanical properties and microstructure of PM Ti2AlNb alloy prepared via hot isostatic pressing. Chin. J. Mater. Res. 2019, 33, 161–169. [Google Scholar]
- Xiao, Z.Y.; Li, Y.Y.; Ni, D.H. Densification mechanism of warm compaction in powder metallurgy. Powder Metall. Mater. Sci. Eng. 2006, 2, 85–90. [Google Scholar] [CrossRef]
- Yuan, W.X.; Mei, J.; Samarov, V.; Seliverstov, D.; Wu, X. Computer modelling and tooling design for near net shaped components using hot isostatic pressing. J. Mater. Process. Technol. 2007, 182, 39–49. [Google Scholar] [CrossRef]
- Van Nguyen, C.; Bezold, A.; Broeckmann, C. Inclusion of initial powder distribution in FEM modelling of near net shape PM hot isostatic pressed components. Powder Metall. 2014, 57, 295–303. [Google Scholar] [CrossRef]
- You, D.; Wang, Y.; Yang, C.; Li, F.L. Comparative analysis of the hot-isostatic-pressing densification behavior of atomized and milled Ti6Al4V powders. J. Mater. Res. Technol. 2020, 9, 3091–3108. [Google Scholar] [CrossRef]
- Shang, W.J. Development and application of hot isostatic pressing (HIP) technology and equipment. Nonferrous Metall. Des. Res. 2010, 32, 18–21. [Google Scholar]
- Xu, W.C.; Lang, L.H.; Huang, X.N.; Li, F. Numerical simulation of complex thin-walled aluminum alloy part manufactured by hot isostatic pressing. Forg. Stamp. Technol. 2019, 44, 65–72. [Google Scholar]
- Qu, Z.H.; Liu, J.T. The research progress of near net shaping hot isostatic pressing simulation. Powder Metall. Ind. 2017, 27, 59–67. [Google Scholar]
- Xiao, Y.; Lang, L.H.; Xu, W.C.; Zhang, D.X. Diffusion bonding of Ti−6Al−4V titanium alloy powder and solid by hot isostatic pressing. Trans. Nonferrous Met. Soc. China 2022, 32, 3587–3595. [Google Scholar] [CrossRef]
- Zhao, Y.Q.; Ge, P. Current situation and development of new titanium alloys invented in China. J. Aeronaut. Mater. 2014, 34, 51–61. [Google Scholar]
- Zhan, Z.H. Application and development of hot isostatic pressing technology and apparatus. China Tungsten Ind. 2005, 20, 44–47. [Google Scholar]
- Atkinson, H.V.; Davies, S. Fundamental aspects of hot isostatic pressing: An overview. Metall. Mater. Trans. A 2000, 31, 2981–3000. [Google Scholar] [CrossRef]
- Zhang, D.X.; Zhou, S.Y.; Zhang, Z.Y.; Yang, X.F.; Chen, Z.X. Application of HIP technology in improving casting densification. Powder Metall. Ind. 2015, 25, 46–48. [Google Scholar]
- Zhou, S. Numerical Simulation and Experimental Investigation on Near Net Shaping Ti6Al4V Parts Under Hot Isostatioc Pressing. Master’s Thesis, Huazhong University of Science and Technology, Wuhan, China, 2017. [Google Scholar]
- Ding, W.; Chen, G.; Qin, M.; He, Y.H.; Qu, X.H. Low-cost Ti powders for additive manufacturing treated by fluidized. Powder Technol. 2019, 350, 117–122. [Google Scholar] [CrossRef]
- Chen, G.; Lu, X.; Zhang, L.; Qin, M.L.; Guo, Z.M.; Qu, X.H. Research progress in powder production and near-net-shape manufacturing of titanium and its alloys. Mater. Sci. Technol. 2020, 28, 98–108. [Google Scholar]
- Zhang, C.; Chen, J.; Linnenbrink, S.; Gasser, A.; Sui, S.; Poprawe, R. A comparative study of Inconel 718 formed by high deposition rate laser metal deposition with GA powder and PREP powder. Mater. Des. 2016, 107, 386–392. [Google Scholar] [CrossRef]
- Kim, Y.M.; Kim, E.P.; Song, Y.B.; Lee, S.H.; Kwon, Y.S. Microstructure and mechanical properties of hot isostatically pressed Ti–6Al–4V alloy. J. Alloys Compd. 2014, 603, 207–212. [Google Scholar] [CrossRef]
- Lang, Z.B.; Wang, L.; Zhang, X.H. HIP diffusion bonding of P/M titanium alloy Ti-6Al-4V and stainless steel 1Cr18Ni9Ti. Trans. Nonferrous Met. Soc. China 2007, 17 (Suppl. S1), 79–83. [Google Scholar]
- Duan, W.; Yin, Y.J.; Zhou, J.X.; Wang, M.; Nan, H.; Zhang, P. Dynamic research on Ti6Al4V powder HIP densification process based on intermittent experiments. J. Alloys Compd. 2019, 771, 489–497. [Google Scholar] [CrossRef]
- Che, H.Y.; Wang, T.J.; Qin, W.; Dong, H.; Zhang, L.G.; Zhang, Y. The application and development trend of hot isostatic pressing in the field ofmetal material processing. Powder Metall. Ind. 2022, 32, 1–7. [Google Scholar]
- Ma, L. Numerical Simulation of Titanium Alloy Ti6Al4V Hot Isostatic Pressing Parts Forming Process. Master’s Thesis, Lanzhou University of Technology, Lanzhou, China, 2018. [Google Scholar]
- Tsumori, F. Development of Bingham semi-solid/fluid isostatic pressing powder compaction process. J. Jpn. Soc. Powder Powder Metall. 2005, 52, 442–445. [Google Scholar] [CrossRef]
- Liu, G.C. Metal Powders Densification Under Hot Isostatic Pressing: Numerical Simulation and Experiment. Ph.D. Thesis, Huazhong University of Science and Technology, Wuhan, China, 2011. [Google Scholar]
- Ma, F.K. Isostatic Pressing Technology; Metallurgical Industry Press: Beijing, China, 1992. [Google Scholar]
- Huang, P.Y. Principles of Powder Metallurgy; Metallurgical Industry Press: Beijing, China, 1997. [Google Scholar]
- Zhang, P. Study on the Dimension Design of the Capsule Used in the Powder Hot Isostatic Pressing Ring Parts Based on Numerical Simulation Method. Master’s Thesis, Huazhong University of Science and Technology, Wuhan, China, 2020. [Google Scholar]
- Delo, D.P.; Piehler, H.R. Early stage consolidation mechanisms during hot isostatic pressing of Ti–6Al–4V powder compacts. Acta Mater. 1999, 47, 2841–2852. [Google Scholar] [CrossRef]
- Kim, K.T.; Yang, H.C. Densification behavior of titanium alloy powder during hot pressing. Mater. Sci. Eng. A 2001, 313, 46–52. [Google Scholar] [CrossRef]
- Cho, J.H.; Kim, K.T. Densification of mixed metal powder at high temperature. Int. J. Mech. Sci. 2001, 43, 921–933. [Google Scholar] [CrossRef]
- Liu, H.Y.; He, R.S.; Zhou, W.P.; Wang, T.J. Development and application of hot isostatic pressing technology. New Mater. Ind. 2010, 11, 12–17. [Google Scholar]
- Zhao, J.Q.; Yang, W.G.; Nan, H. Effects of hot isostatic pressing Treatment parameters on the mechanical properties of ZTC4 casting titanium alloy. Mater. Eng. 2011, 1, 42–46. [Google Scholar]
- Froes, F.H. Titanium Powder Metallurgy; Butterworth Heinemann: Oxford, UK, 2015. [Google Scholar]
- Fang, Z.Z.; Paramore, J.D.; Sun, P.; Chandran, K.S.R.; Zhang, Y.; Xia, Y.; Cao, F.; Koopman, M.; Free, M. Powder metallurgy of titanium–past, present, and future. Int. Mater. Rev. 2017, 63, 407–459. [Google Scholar] [CrossRef]
- Froes, F.H.; Eylon, D. Titanium Net Shape Technologies: Proceedings of a Symposium; The Metallurgical Society of AIME Press: New York, NY, USA, 1984. [Google Scholar]
- Baccino, R.; Moret, F.; Pellerin, F.; Guichard, D.; Raisson, G. High performance and high complexity net shape parts for gas turbines: The ISOPREC® powder metallurgy process. Mater. Des. 2000, 21, 345–350. [Google Scholar] [CrossRef]
- Ma, Q.; Froes, F.H. Titanium Powder Metallurgy: Science, Technology and Applications; Butterworth-Heinemann: Oxford, UK, 2015; p. 1. [Google Scholar]
- Katukov, S.A.; Garibov, G.S. Production of P/M large size VT25UP titanium alloy disks via the as-HIP technique and investigation of their quality. In Proceedings of the 11th International Conference on Hot Isostatic Pressing, Stockholm, Sweden, 9–13 June 2014; p. 586. [Google Scholar]
- Georgy, G.; Demchenkov. Technological features of production stages of various purpose titanium alloy components using hot isostatic pressing and powder metallurgy. In Proceedings of the 11th International Conference on Hot Isostatic Pressing, Stockholm, Sweden, 9–13 June 2014; p. 554. [Google Scholar]
- Wang, G.; Xu, L.; Tian, Y.X.; Zhuo, Z.; Cui, Y.; Yang, R. Flow behavior and microstructure evolution of a P/M TiAl alloy during high temperature deformation. Mater. Sci. Eng. A 2011, 528, 6754–6760. [Google Scholar] [CrossRef]
- Wang, G.; Xu, L.; Wang, Y.; Zheng, Z.; Cui, Y.Y.; Yang, R. Processing maps for hot working behavior of a PM TiAl alloy. J. Mater. Sci. Technol. 2011, 27, 893–898. [Google Scholar] [CrossRef]
- Wei, Q.S.; Xue, P.J.; Liu, G.C.; Lu, H.; Huang, J.; Shi, Y.S. Simulation and verification of near-net shaping a complex-shaped turbine disc by hot isostatic pressing process. Int. J. Adv. Manuf. Technol. 2014, 744, 1667–1677. [Google Scholar] [CrossRef]
- Lin, G.K. Study on Numerical Simulation Process and Component Properties of Near Net Hot Isostatic Pressing by Ti6Al4V Powder. Master’s Thesis, Huazhong University of Science and Technology, Wuhan, China, 2012. [Google Scholar]
- Zhang, K. The Microstructure and Properties of Hipped Powder Ti Alloys. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2010. [Google Scholar]
- Guo, R.P. Hot Isostatic Pressing Forming Process of Titanium Alloy Powder. Master’s Thesis, Northeast University, Shenyang, China, 2018. [Google Scholar]
- Lang, L.H.; Bu, G.L.; Xue, Y.; Zhang, D.X. Determination key parameters of simulation constitutive and processoptimization for titanium alloy hot isostatic pressing. J. Plast. Eng. 2011, 18, 34–38. [Google Scholar]
- Lang, L.H.; Bu, G.L.; Yao, S.; Wang, G. A Kind of Integral Conformal Container for Preparing Integral Blisk by Hot Isostatic Pressing. Chinese Patent 201310140373.4, 4 September 2013. [Google Scholar]
- Lang, L.H.; Yao, S.; Bu, G.L.; Wang, G.; Zhang, D.X. A Complex Surface Hot Isostatic Pressing INTEGRAL container Forming Method. Chinese Patent 201310136487.1, 21 August 2013. [Google Scholar]
- Lang, L.H.; Wang, G.; Bu, G.L.; Huang, X.N.; Yu, S. Study of numerical simulation and mechanical properties of hot isostatic pressed titanium alloy powder. Powder Metall. Ind. 2015, 25, 1–6. [Google Scholar]
- Yao, S.; Lang, L.H.; Bu, G.L.; Zhang, D.X.; Wang, G. Comparison of numerical simulation between hot isostatic pressing and warm compaction on Ti-6Al-4V. Forg. Stamp. Technol. 2013, 38, 156–159. [Google Scholar]
- Lu, H.; Wei, Q.S.; Xue, P.J.; Wang, J.W.; Shi, Y.S. Numeical simulation and verification of near-net shaping Incone625 powder disk under hot isostatic pressing. China Mech. Eng. 2013, 24, 2675–2680. [Google Scholar]
- Liu, G.C.; Shi, Y.S.; Wei, Q.S.; Xue, P.J. Numerical simulation of densification of 316L powder during hot isostatic pressing. J. Huazhong Univ. Sci. Technol. Nat. Sci. Ed. 2011, 39, 23–27. [Google Scholar]
- Tian, W.Q.; Cai, C.; Guo, R.P.; Shi, Y.S. A review on numerical simulation of near net Shaping hot isostatic pressing: Current Status and Future Prospects. J. Mech. Eng. 2024, 60, 13–26. [Google Scholar]
- Liu, D.H.; You, D.D.; Huang, Q.Y. Numerical simulation of densification of Ti6Al4V powder during hot isostatic pressing. Mech. Des. Manuf. 2020, 1, 185–187+191. [Google Scholar] [CrossRef]
- Kuhn, H.A.; Downey, C.L. Deformation characteristics and plasticity theory of sintered powder metals. Int. J. Powder Metall. 1971, 7, 245–251. [Google Scholar]
- Green, R.J. A plasticity theory for porous solids. Int. J. Mech. Sci. 1972, 14, 215–224. [Google Scholar] [CrossRef]
- Doraivelu, S.M.; Gegel, H.L.; Gunasekera, J.S.; Malas, J.C.; Morgan, J.T. A new yield function for compressible PM materials. Int. J. Mech. Sci. 1984, 26, 527–535. [Google Scholar] [CrossRef]
- Park, S.J.; Han, H.N.; Oh, K.H.; Lee, D.N. Model for compaction of metal powders. Int. J. Mech. Sci. 1999, 41, 121–141. [Google Scholar] [CrossRef]
- Mori, K.I.; Shima, S.; Osakada, K. Analysis of free forging by rigid-plastic finite element method based on the plasticity equation for porous metals. Bull. Jsme 1980, 23, 523–529. [Google Scholar] [CrossRef]
- Mori, K.; Osakada, K. Analysis of the forming process of sintered powder metals by a rigid-plastic finite-element method. Int. J. Mech. Sci. 1987, 29, 229–238. [Google Scholar] [CrossRef]
- Laptev, A.M.; Samarov, V.N.; Podlesny, S.V. Theory and optimization of hot isostatic pressing. Powder Metall. Int. 1990, 22, 23–25. [Google Scholar]
- Shima, S.; Oyane, M. Plasticity theory for porous metals. Int. J. Mech. Sci. 1976, 18, 285–291. [Google Scholar] [CrossRef]
- Nohara, A.; Nakagawa, T.; Soh, T.; Shinke, T. Numerical simulation of the densification behaviour of metal powder during hot isostatic pressing. Int. J. Numer. Methods Eng. 1988, 25, 213–225. [Google Scholar] [CrossRef]
- Teraoku, T. Hot Isostatic Pressing Simulation for Titanium Alloys. Int. J. Powder Metall. 2008, 44, 57–61. [Google Scholar]
- Sanchez, L.; Ouedraogo, E.; Dellis, C.; Federzoni, L. Influence of container on numerical simulation of hot isostatic pressing: Final shape profile comparison. Powder Metall. 2013, 47, 253–260. [Google Scholar] [CrossRef]
- Svoboda, A.; Lindgren, L.E.; Oddy, A.S. The effective stress function algorithm for pressure dependent plasticity applied to hot isostatic pressing. Int. J. Numer. Methods Eng. 1998, 43, 587–606. [Google Scholar] [CrossRef]
- Abouaf, M.; Chenot, J.L.; Raisson, G.; Bauduin, P. Finite element simulation of hot isostatic pressing of metal powders. Int. J. Numer. Methods Eng. 1988, 25, 191–205. [Google Scholar] [CrossRef]
- Baccino, R.; Moret, F. Numerical modeling of powder metallurgy processes. Mater. Des. 2006, 21, 359–368. [Google Scholar] [CrossRef]
- Chung, S.H.; Park, H.; Jeon, K.D.; Kim, K.T.; Hwang, S.M. An Optimal Container Design for Metal Powder Under Hot Isostatic Pressing. J. Eng. Mater. Technol. 2001, 123, 234–239. [Google Scholar] [CrossRef]
- ElRakayby, H.; Kim, H.K.; Hong, S.S.; Kim, K.T. An investigation of densification behavior of nickel alloy powder during hot isostatic pressing. Adv. Powder Technol. 2015, 26, 1314–1318. [Google Scholar] [CrossRef]
- Van Nguyen, C.; Bezold, A.; Broeckmann, C. Anisotropic shrinkage during HIP of encapsulated powder. J. Mater. Process. Technol. 2015, 226, 134–145. [Google Scholar] [CrossRef]
- Xue, Y.; Lang, L.H.; Bu, G.L. Densification Modelling of Titanium Alloy Powder During Hot Isostatic Pressing. Sci. Sinter. 2011, 43, 247–260. [Google Scholar] [CrossRef]
- Van Nguyen, C.; Deng, Y.; Bezold, A.; Broeckmann, C. A combined model to simulate the powder densification and shape changes during hot isostatic pressing. Comput. Methods Appl. Mech. Eng. 2017, 315, 302–315. [Google Scholar] [CrossRef]
- Perzyna, P. Flmdamental problems in viseoplasticity. Adv. Appl. Mech. 1966, 9, 243–377. [Google Scholar]
- Ma, L.; Cao, R.; Che, H.Y.; Cheng, J.H. Numerical simulation of the effect of initial relative density distribution on the densification process of Ti6Al4V powder during hot isostatic pressing. Powder Metall. Ind. 2018, 28, 10–14. [Google Scholar]
- Tao, Y. Development status of powder high-temperature alloy industry. In China New Materials Industry Development Report (2006)—Aerospace Materials Special Album; Central Iron & Steel Research Institute: Beijing, China, 2006; pp. 178–188. [Google Scholar]
- Guo, M.W.; Liu, C.R.; Zheng, X.P.; Liu, C.; Liu, S.L. Research status of powder metallurgy superalloy. Hot Work. Technol. 2017, 46, 11–13. [Google Scholar]
- Wang, L.; Shi, H.P. Powder metallury technology for high-performance titanium alloy. Aerosp. Mater. Technol. 2003, 33, 42–44. [Google Scholar]
- He, J. Computer numerical simulation of ceramic powder cold isostatic pressing forming. In Proceedings of the 1st International Conference on Mechanical Engineering, Shanghai, China, 20–22 November 2000. [Google Scholar]
- Lang, L.H.; Xu, Q.Y.; Zhang, D.X.; Bu, G.L.; Wang, G.; Yao, S. Numerical simulation and verification of tungsten alloy powders during hot isostatic pressing. Powder Metall. Mater. Sci. Eng. 2014, 19, 839–846. [Google Scholar]
- Yu, S.; Lang, L.H.; Yao, S.; Wang, G.; Bu, G.L.; Xu, Q.Y. Research on numerical simulation of hot isostatic pressing forming for turbine disk by TC11 titanium alloy powder. Forg. Stamp. Technol. 2015, 40, 115–121. [Google Scholar]
- Li, S.B.; Li, G.Q.; Lou, Y.L.; Luo, H.Q. Computer simulation of hot isostatic pressing densification and its application in TZP ceramics. J. Inorg. Mater. 2000, 15, 324–330. [Google Scholar]
- Huang, J.; Xue, P.J.; Wei, Q.S.; Shi, Y.S. Research on Near-Net-Shaping Ti6Al4V alloy parts under two-step hot isostatic pressing. China Mech. Eng. 2015, 26, 2539–2544. [Google Scholar]
- Yin, Y.J.; Zhang, P.; Zhou, J.X.; Shi, Y.S. Correction on Shima yield criterion for Ti6Al4V powder HIP process. J. Huazhong Univ. Sci. Technol. (Nat. Sci. Ed.) 2018, 46, 14–19. [Google Scholar]
- Mao, Y.M.; Zhao, Q.Y.; Geng, J.H.; Liu, X.; Chen, Y.N.; Zhang, F.Y.; Xu, Y.K.; Song, X.D.; Zhao, Y.Q. Research status and application of powder bed fusion additive manufactured titanium alloys. Chin. J. Nonferrous Met. 2024, 34, 2831–2856. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Research Principal | Vintage | Main Features |
|---|---|---|
| Perzyna [82] | 1966 | Describes viscoplastic behavior under dynamic loading considering strain rate and temperature effects. |
| Kuhn and Downey [63] | 1971 | Based on an elliptical yield surface, it describes the plastic deformation behavior of powder materials. |
| Green [64] | 1972 | Proposes a rigid-plastic spherical model and establishes the yield criterion for porous materials. |
| Shima and Oyane [70] | 1976 | A continuum plasticity theory suitable for metal powder densification, with simple calculations. |
| Doraivelu [65] | 1984 | Considers the effects of initial density and microstructure of powder particles on the deformation behavior. |
| Abouaf [75] | 1988 | A viscoplastic model that considers high-temperature creep, offering high prediction accuracy. |
| Park [66] | 1995 | Introduces strengthening factors to improve model errors under multi-directional loading. |
| Yuan [11] | 2007 | Introduces a step-by-step iterative method to modify the capsule dimensions for optimization. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, J.; Lv, X.; Fu, H. Numerical Simulation and Hot Isostatic Pressing Technology of Powder Titanium Alloys: A Review. Metals 2025, 15, 542. https://doi.org/10.3390/met15050542
Cui J, Lv X, Fu H. Numerical Simulation and Hot Isostatic Pressing Technology of Powder Titanium Alloys: A Review. Metals. 2025; 15(5):542. https://doi.org/10.3390/met15050542
Chicago/Turabian StyleCui, Jianglei, Xiaolong Lv, and Hanguang Fu. 2025. "Numerical Simulation and Hot Isostatic Pressing Technology of Powder Titanium Alloys: A Review" Metals 15, no. 5: 542. https://doi.org/10.3390/met15050542
APA StyleCui, J., Lv, X., & Fu, H. (2025). Numerical Simulation and Hot Isostatic Pressing Technology of Powder Titanium Alloys: A Review. Metals, 15(5), 542. https://doi.org/10.3390/met15050542