Abstract
The rapid advancements in electronics, electric vehicles, and green technologies have imposed increasingly stringent demands on copper-based materials. These requirements include high thermal and electricity conductivity, corrosion resistance, and strength properties at both room temperature and high temperatures. Rare-earth elements are excellent microalloying agents due to their typical metallic properties and highly active chemical characteristics; these properties and characteristics enable them to react with almost all elements except noble gases. The addition of rare-earth elements to copper and copper alloys can have several beneficial effects, such as impurity removal, purification, enhancement of the metallographic structure, and improved corrosion resistance. These effects can also raise the heat treatment temperature and enhance plastic processing, thereby further improving the overall properties of copper alloys. This review examines the influence of rare-earth elements (REEs) on copper and its alloys, along with their diverse industrial applications. It was found that elements such as La, Ce, Y, and Nd are commonly added to enhance properties like electrical conductivity, strength, corrosion resistance, purity, and hot workability in alloys such as pure copper, Cu-Ni-Si, Cu-Cr-Zr, and Cu-Fe-P. The review will lay a foundation and provide novel method for the development of advanced copper alloy.
1. Introduction
Copper was one of the first metals used by humanity and is still one of the most widely used metals in modern society. Pure copper is a heavy metal with a density of 8.94 × 103 kg/m3, characterized by a face-centered cubic lattice, with a melting point and resistivity of 1083 °C and 0.0172 μΩ·m, respectively. It has excellent electrical and thermal conductivity, corrosion resistance, and weldability, and it can be made into tubes, rods, wires, plates, and strips. Given its exceptional wear resistance, mechanical properties, formability, cryogenic performance, and non-magnetic character, copper can be applied in various fields, such as energy systems, electronic components, high-performance cabling, machinery manufacturing, shipbuilding, precision instrumentation, and chemical processing [1,2,3,4,5,6,7,8,9].
Copper alloys hold a vital position among non-ferrous metal materials due to their excellent properties. Furthermore, copper and its alloys serve as excellent materials for the tubes that are utilized widely in air conditioning and refrigeration, building plumbing systems, electronics, and aerospace components [10,11,12]. However, with the recent rapid advancements in key technological sectors—such as electronic information systems, electromobility, and sustainable energy solutions—there is a growing demand for copper-based materials with increasingly stringent performance specifications. These requirements include high thermal and electrical conductivity, excellent corrosion resistance, and enhanced mechanical strength at both room temperature and elevated temperatures.
Rare-earth elements (REEs) serve as highly effective microalloying agents due to their typical metallic behaviors and high chemical reactivity, allowing them to interact with nearly all elements except noble gases. As a result, REEs are ideal candidates for improving the microstructural properties of copper and its alloys. They are primarily introduced into copper alloys through alloying and purification processes [13,14,15,16].
The REEs comprise a group of 17 chemically similar metallic elements, including the 15 lanthanides along with scandium and yttrium, which commonly occur together in geological deposits due to their similar electronic configurations and ionic radii [17]. It has been over two centuries since the Finnish scientist Johan Gadolin first discovered yttrium—along with other rare-earth elements—in 1794, within a mineral later known as gadolinite, which is found in Sweden. The investigations and applications of REEs in metallic materials have spanned more than eight decades of scientific research and technological advancement. Often treated as the ‘vitamin of industry’, REEs function as highly effective alloying elements that enhance the properties of a wide range of metal systems, including ferrous metals and non-ferrous alloys such as aluminum, magnesium, and copper [18,19,20,21].
Due to their unique ability to modify and enhance the physical and mechanical properties of copper alloys, REEs have attracted worldwide interest since the middle of the 20th century. In China, research on the applications of rare-earth elements to copper and its alloys began in the early 1960s, with some developments already then implemented in industrial production. REEs play crucial roles in copper alloys, primarily through the strong chemical affinities of the REEs. This effect helps REEs to preferentially interact with interstitial impurities (such as O, S, and H), forming thermally stable compounds. These reaction products can then be effectively removed via slag flotation, thereby purifying the alloy matrix [22,23,24]. Experimental studies have shown that incorporating REEs into copper alloys significantly increases tensile strength and ductility, while also raising hardness—thereby improving cold workability and weldability. REEs contribute to the purification of copper and its alloys by removing impurities, which enhances overall alloy quality. This purification process leads to improved mechanical properties, reduced susceptibility to hot cracking, and increased thermoplasticity, corrosion resistance, thermal conductivity, and electrical conductivity [25]. High-temperature-stable dispersoids within the matrix of the copper alloy promote grain refinement by serving as affective heterogeneous nucleation sites [14,26]. The strong chemical affinities of rare elements allow them to react with impurity phases in copper, forming thermodynamically stable intermetallic compounds with high melting points and diverse morphologies. These newly formed phases significantly alter the natures of existing inclusions [27,28].
The unparalleled electrical and thermal conductivity of copper and its alloys is increasingly critical in addressing both current and emerging technological challenges. High-performance copper alloys with superior mechanical strength and excellent electrical conductivity are essential components in a wide range of applications, including electronic devices, robotics, and artificial intelligence. Moreover, copper and copper alloy tubes and plates—valued for their high heat-transfer efficiency—are integral to air conditioning and refrigeration systems, 5G/6G base stations, supercomputing centers, and other advanced technologies. In light of these demands, it is essential to explore the roles of REEs in the development of copper materials that meet the combined requirements of high electrical and thermal conductivity along with mechanical strength.
This review aims to systematically summarize the effects of rare-earth elements on the microstructure, mechanical properties, and corrosion resistance, as well as the processing, fabrication, and service performance, of copper and its alloys. The current research priorities, technological frontiers, and key findings related to rare-earth-enhanced copper systems are comprehensively examined. This paper is expected to provide valuable insights to guide future research and development in this important field. This review provides a comprehensive summarization of the effects of the addition of REEs in Cu-based alloys, with a focus on the multi-scale influence of these REEs. These include (1) microstructural modifications such as impurity removal, grain refinement, and control of recrystallization behavior; (2) property enhancements, encompassing improved mechanical strength, optimized electrical conductivity, and increased corrosion resistance; and (3) practical applications in the fields of advanced engineering. The synthesized insights establish fundamental principles and propose innovative strategies for the design and development of next-generation Cu alloys to meet the evolving demands of modern industry.
2. Effects of Rare Earths on the Microstructure of Copper
2.1. Impurity Removal
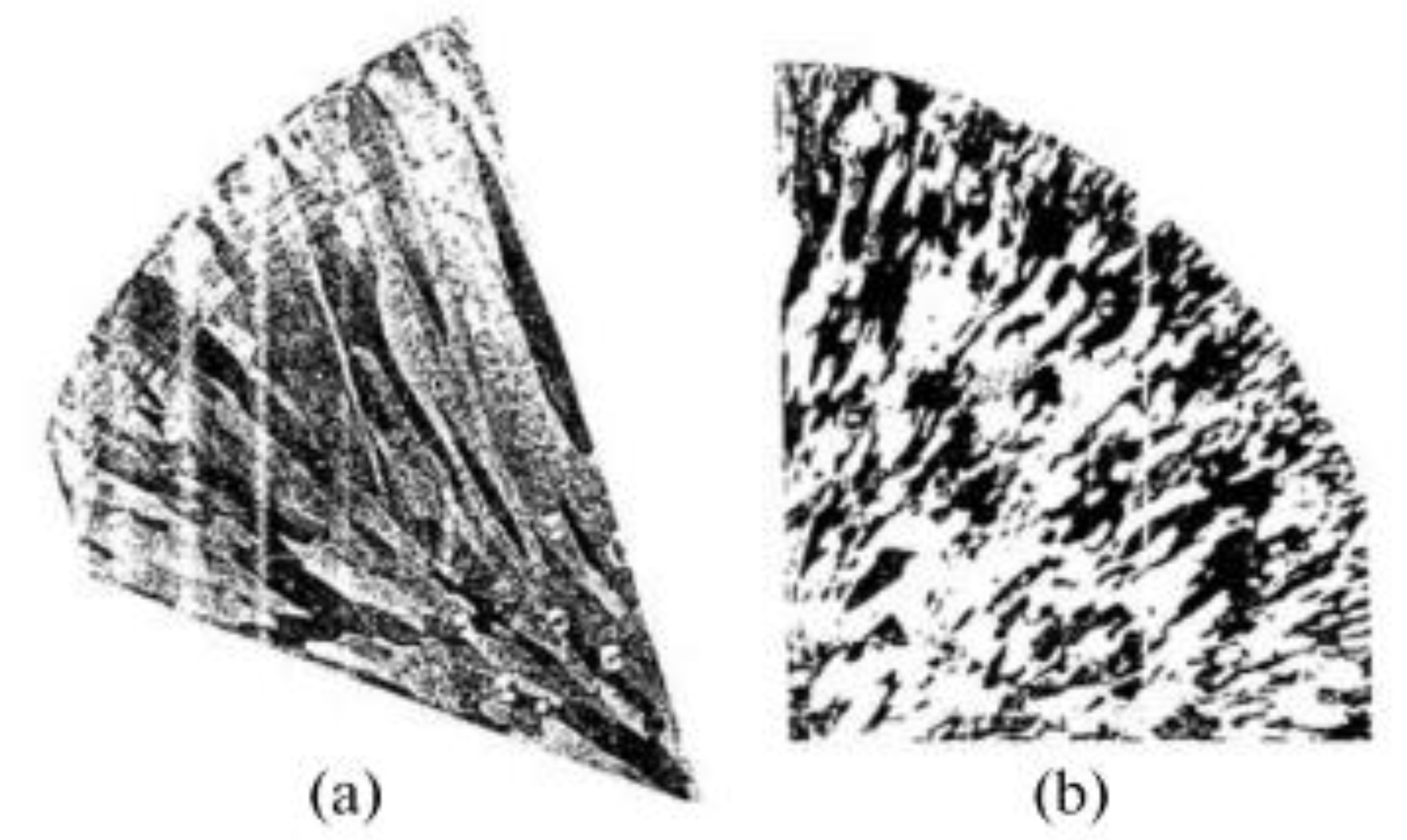
Microalloyed copper with yttrium (YtC-1, MMV), containing 0.017~0.018% Y, consists of fine primary structures and well-developed dendrites, as compared with the unalloyed crude material under vacuum-induction melted conditions (MV). As illustrated in Figure 1, the addition of trace amounts of yttrium effectively promotes grain refinement in the as-cast copper ingots, while also enhancing metal purity through its impurity-scavenging effect. Specifically, yttrium microalloying helps to reduce defects and microstructural inhomogeneities in copper ingots, while also removing harmful impurities that could compromise material properties. This leads to significant improvements in the performance of copper in high-precision applications and complex manufacturing processes [29].
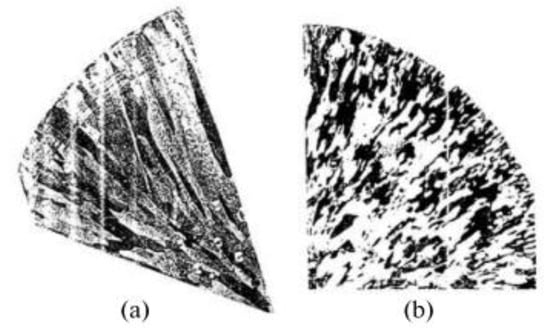
Figure 1.
Macroscopic structural characteristics of the top region of the ingot under the following conditions: (a) MV and (b) MMV. Reprinted with permission from ref. [29]. Springer 2011.
Table 1 presents the compositional evolutions of impurity elements in copper during the RE refining processes which were systematically investigated. The analytical results demonstrate that REE refining leads to substantial decreases in the concentrations of multiple impurity elements within crude copper, including, but not limited to, aluminum, arsenic, bismuth, oxygen, and tin. This phenomenon can be attributed to two main factors. Firstly, certain impurities combust during the remelting process. From a materials science perspective, REEs preferentially react with impurities to form thermally stable intermetallic compounds, which are characterized by high melting points and structural robustness. Additionally, moderate reductions in iron (Fe) and nickel (Ni) were observed after refining. This may result from the partial oxidation and volatilization of these elements during melting. However, their removal remains limited due to their relatively weak tendencies towards forming stable compounds with rare-earth elements [30].

Table 1.
Characteristics of the changes in elemental composition before and after refining. Reprinted with permission from ref. [30]. Trans Tech Publications, Ltd. 2011.
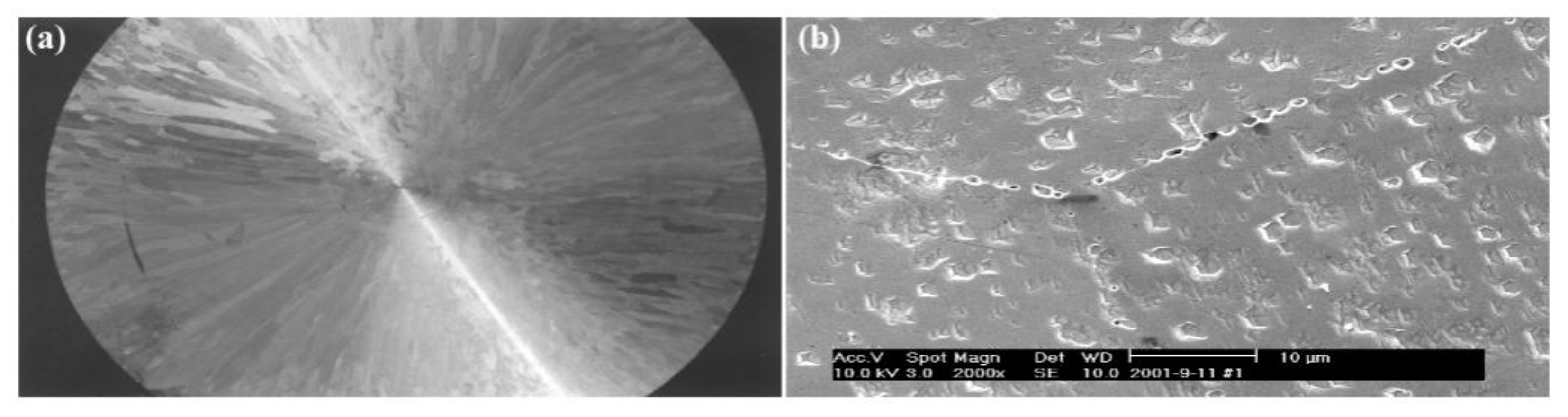
RE purification operates through a synergistic mechanism of physical absorption and chemical bonding. Non-metallic inclusions in the molten system are initially captured through physical adsorption driven by intrinsic chemical affinities. These inclusions subsequently float to the surface due to differences in density and distribution behavior, facilitating their removal through slagging. Figure 2a presents the compositional analysis of copper, highlighting the purifying effects within both the matrix and grain boundaries. As illustrated in Figure 2b, impure copper treated with a RE refining agent exhibits significant grain refinement, a more homogenous microstructure, and clear grain boundaries [30].
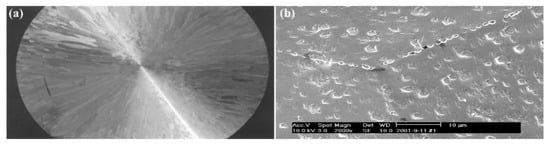
Figure 2.
Microscopic morphology comparison between RE-doped and unpurified copper samples: (a) macrograph showing an ingot’s structural characteristics; (b) high-magnification micrograph revealing grain-boundary features. Reprinted with permission from ref. [30]. Trans Tech Publications, Ltd. 2011.
In conclusion, REEs significantly modify the morphology and distribution of impurity phases in copper alloy systems. These elements react with impurities (e.g., O, S, and H) to form refractory compounds that either migrate to the slag phase or remain uniformly distributed as finely dispersed precipitates within the alloy microstructure. This process not only eliminates harmful impurities, but also enhances the overall microstructure of the alloy. Furthermore, microstructural refinement induces substantial improvements in the mechanical strength, thermal stability, and chemical resistance of copper alloys, thereby enhancing their durability, corrosion resistance, and applicability under demanding operational conditions [31].
2.2. Grain Refinement
The incorporation of REEs significantly modifies the microstructural characteristics of copper-based alloys. For example, La accumulates at the solid–liquid interface, leading to a significant rise in constitutional undercooling. This provides sufficient undercooling for the nucleation of equiaxed grains. Progressive growth of the newly generated equiaxed grains establishes extended constitutional undercooling zones near the phase boundary, which in turn enhances both the nucleation probability and growth kinetics of additional equiaxed grains [32]. In addition, the addition of Ce facilitates microstructural refinement in as-cast copper, effectively transforming coarse columnar grains into fine equiaxed grains, according to the investigation of Zhang et al. [31].
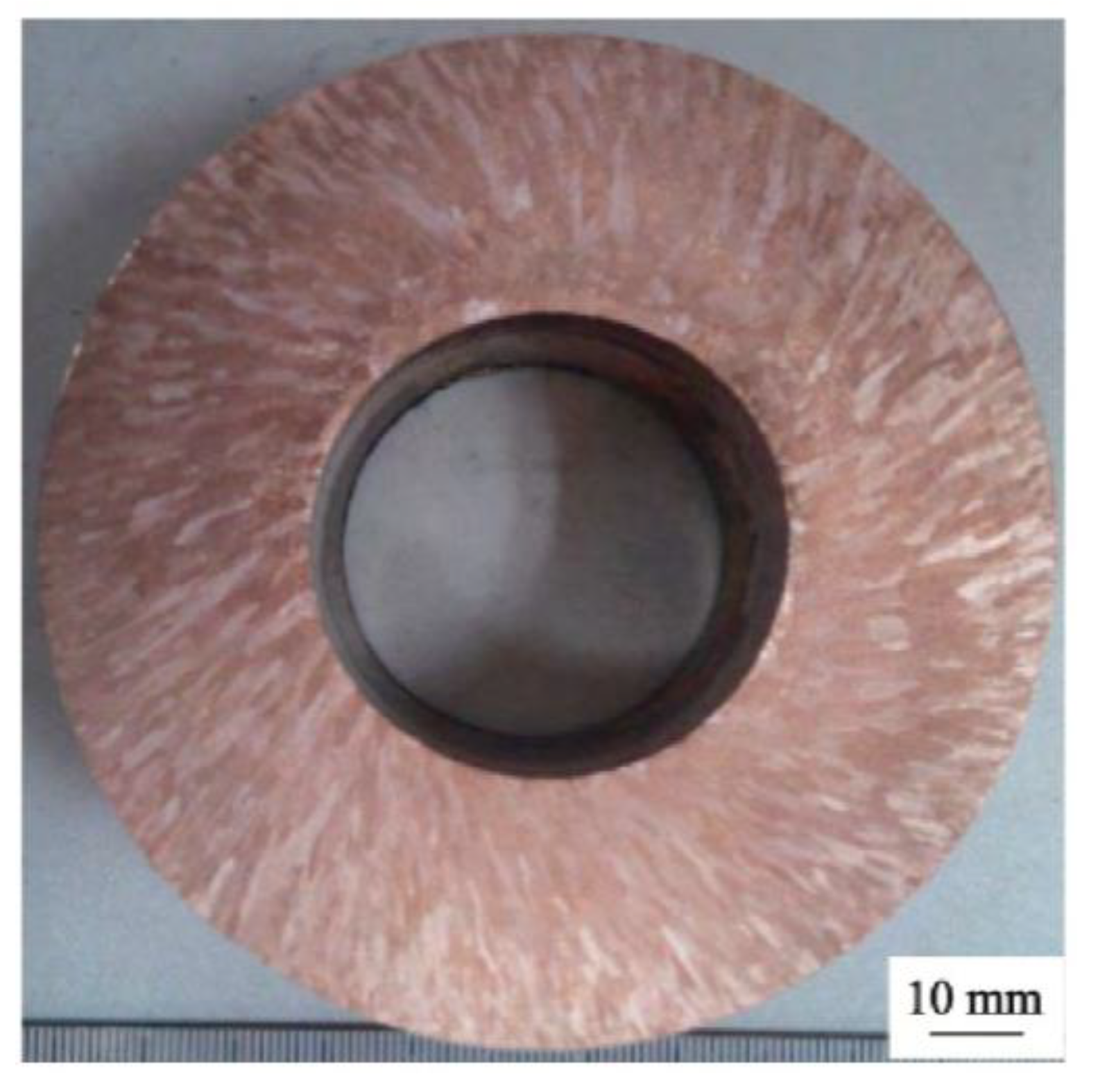
As illustrated in Figure 3, oxygen-free copper slabs are formed with the help of rare earths, using a continuous casting process. Due to the extremely high thermal conductivity of pure copper, the solidification of the casting billet in terms of the entire section is relatively uniform during the continuous casting process, forming a well-developed columnar crystal. Moreover, the incorporation of rare-earth elements results in significant grain refinement and improved microstructural homogeneity in cast billets, thereby ensuring optimal processability with respect to downstream manufacturing operations.
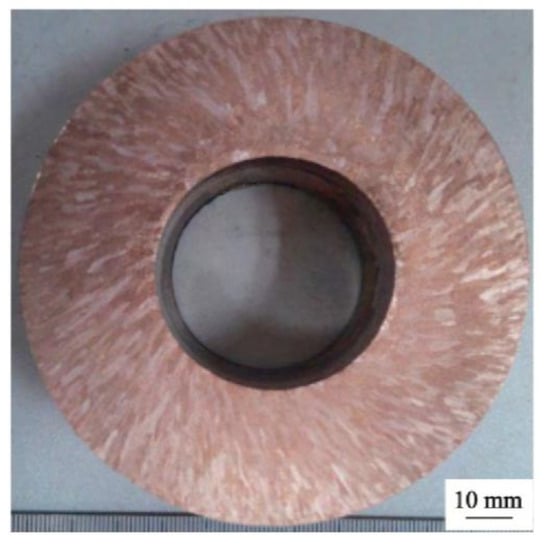
Figure 3.
Macroscopic structural characteristics of oxygen-free copper slabs.
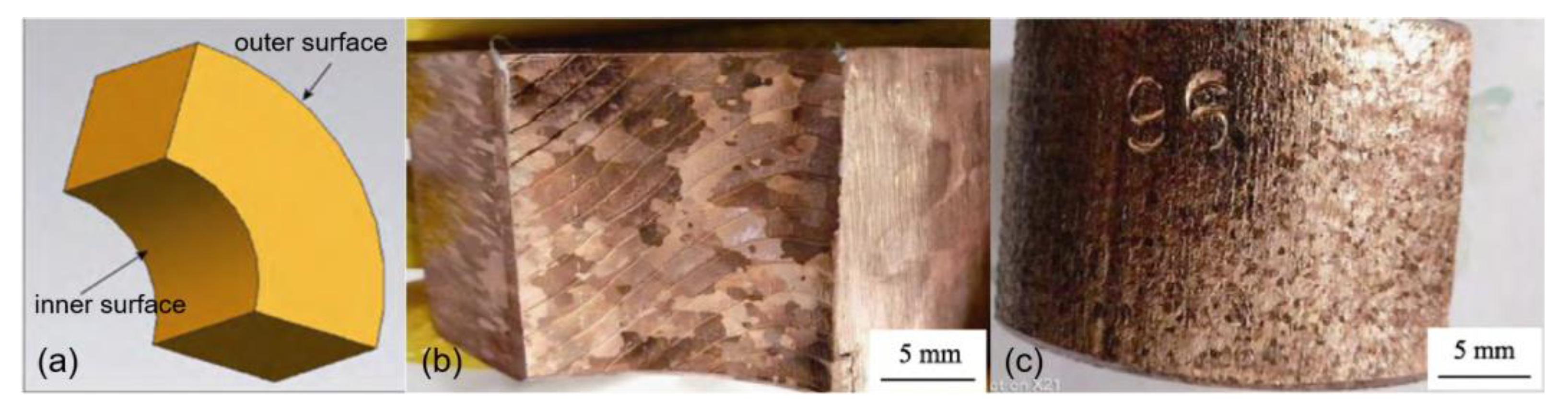
Macroscopic metallographic analysis was conducted to examine the corrosion-related characteristics of both the interior and exterior surfaces of the slab; the results are presented in Figure 4. It was found that the interior and exterior regions of the cast billet exhibit distinct equiaxed grain morphologies. Furthermore, the grains on the outer surface are significantly finer than those on the inner surface. Following the incorporation of rare-earth elements (REEs), a significant grain refinement was observed, with the average grain size decreasing from 2200 μm to 650 μm, representing a 70.4% reduction in grain dimension. It was demonstrated that controlled rare earth incorporation significantly diminishes inclusion populations in the alloy matrix, resulting in pronounced grain-size reduction [33]. The experimental data indicate that introducing a precisely controlled quantity of rare-earth elements (REEs) effectively enhances the uniformity of the electrodeposited layer through a grain refinement mechanism [34].
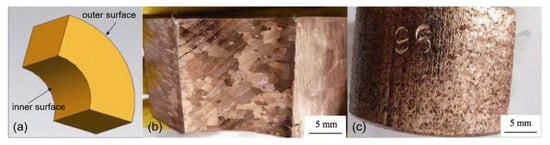
Figure 4.
(a) Sampling schematic, (b) tissue on the inner surface under low magnification, and (c) outer surface macrostructure.
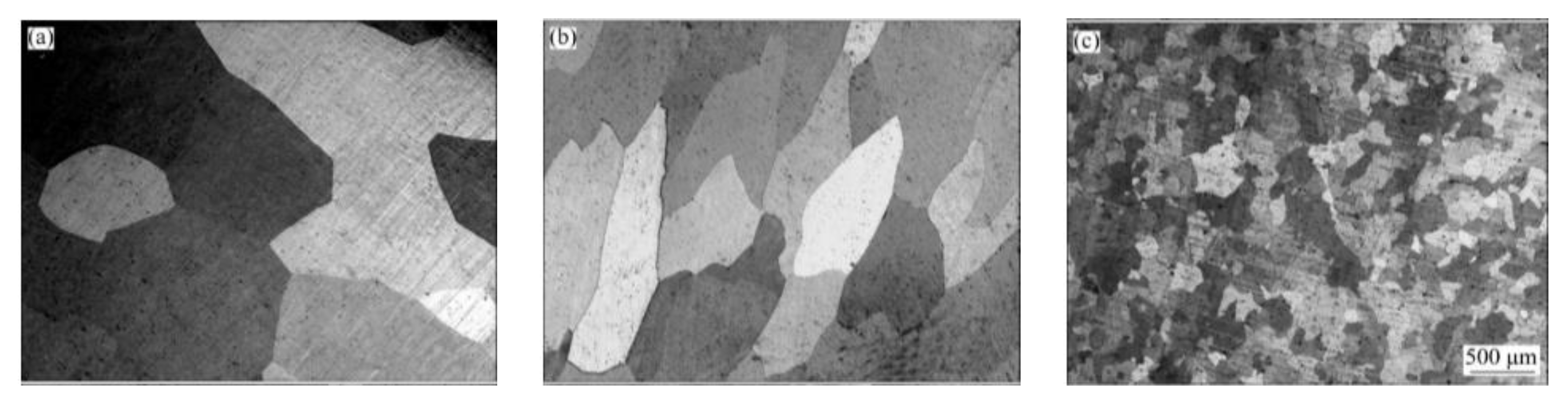
Relatedly, Figure 5 shows the microstructural evolution of Pb-containing copper before and after the addition of Ce. As depicted in Figure 5a, the average spacing between columnar crystals measures approximately 1092.2 μm. When 0.1 wt.% Pb is added to copper, it refines the columnar structure. Figure 5b reveals the mean columnar spacing in the Cu-0.1Pb alloy, which decreases to approximately 307 μm. Depicting the case of the Cu-0.1Pb-0.3Ce alloy, Figure 5c reveals fine equiaxed grains averaging 137.1 μm in size. These results confirm that the addition of Ce effectively refines grain size [35].
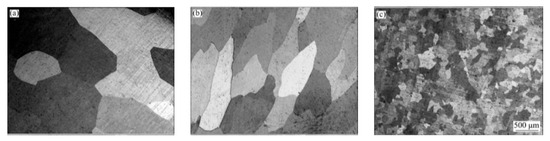
Figure 5.
Microstructural evolution of Cu-Pb alloys with Ce modification: (a) pure Cu; (b) Cu-0.1 wt.% Pb; and (c) Cu-0.1 wt.% Pb-0.3 wt.% Ce. Reprinted with permission from ref. [35]. Elsevier 2020.
Chen et al. demonstrated that the addition of La effectively refines as-cast pure copper grains and modifies microstructure morphology, with trace La promoting columnar grain formation. However, as the La content increases further, it promotes a transition from columnar to equiaxed grain structures, which is so called the CET effect [36].
Coincidentally, the addition of cerium significantly refines the grain structure, with columnar grains gradually transforming into equiaxed grains as the cerium content increases. At a cerium content of 0.069 wt.%, some columnar grains transition to equiaxed grains, and further increases in cerium content lead to further refinements in the equiaxed grains. For instance, Wang et al. demonstrated that the addition of Ce reduced the average grain size in Cu-Mg-Fe alloys from 353.3 μm to 179.5 μm. These results confirm that the addition of Ce significantly refines the grain structure in Cu alloys [37]. Zhang et al. found that pre-solidified Ce-rich particles enhance copper grain nucleation through abundant nucleation sites while suppressing grain coarsening, leading to refined pure copper microstructures [38]. Dai et al. revealed that the addition of Ce eliminates dendritic crystals and facilitates fine-grained formation with clear boundaries in Cu-Cr-Zr alloys during non-vacuum melting [39]. Cerium forms spherical secondary-phase particles with copper, identified as Cu6Ce (with a monoclinic structure) according to EDS and TEM analysis. Grain refinement is promoted by cerium through an increase in undercooling during solidification and the provision of additional nucleation sites [14].
In addition, yttrium (Y) has been reported to exhibit similar effects, reducing flow stress while promoting dynamic recrystallization (DRX) and grain refinement, according to the investigation by Zhang et al. [40]. Alloying with Y promotes the nucleation and growth of secondary intermetallic compounds, particularly Cu2Mg and CuP2. These phases act as effective pinning agents for dislocations and grain boundaries, thereby inhibiting the DRX process. In addition, the incorporation of Ce/Y elements significantly promotes deformation twinning, leading to increased grain-boundary density and microstructural refinement, which consequently enhances the thermal stability of the alloy under high-temperature conditions [41]. A newly discovered YP phase in the Cu-Mg-Y alloy system further contributes to microstructural optimization. Microstructural analysis reveals that the addition of lanthanum and yttrium preserves the original phase composition of the Cu-Cr-Zr alloys system while significantly reducing the average grain size. This refinement enhances the mechanical properties of the alloy [42]. The optimization mechanisms of RE elements in Cu-Mg alloys’ hot deformation behaviors establish crucial theoretical foundations for developing advanced copper alloys. The mechanisms of grain refinement associated with several typical REEs are summarized in Table 2.
Table 2.
Comparison of the effectiveness of grain refinement.
2.3. Effect on Recrystallization
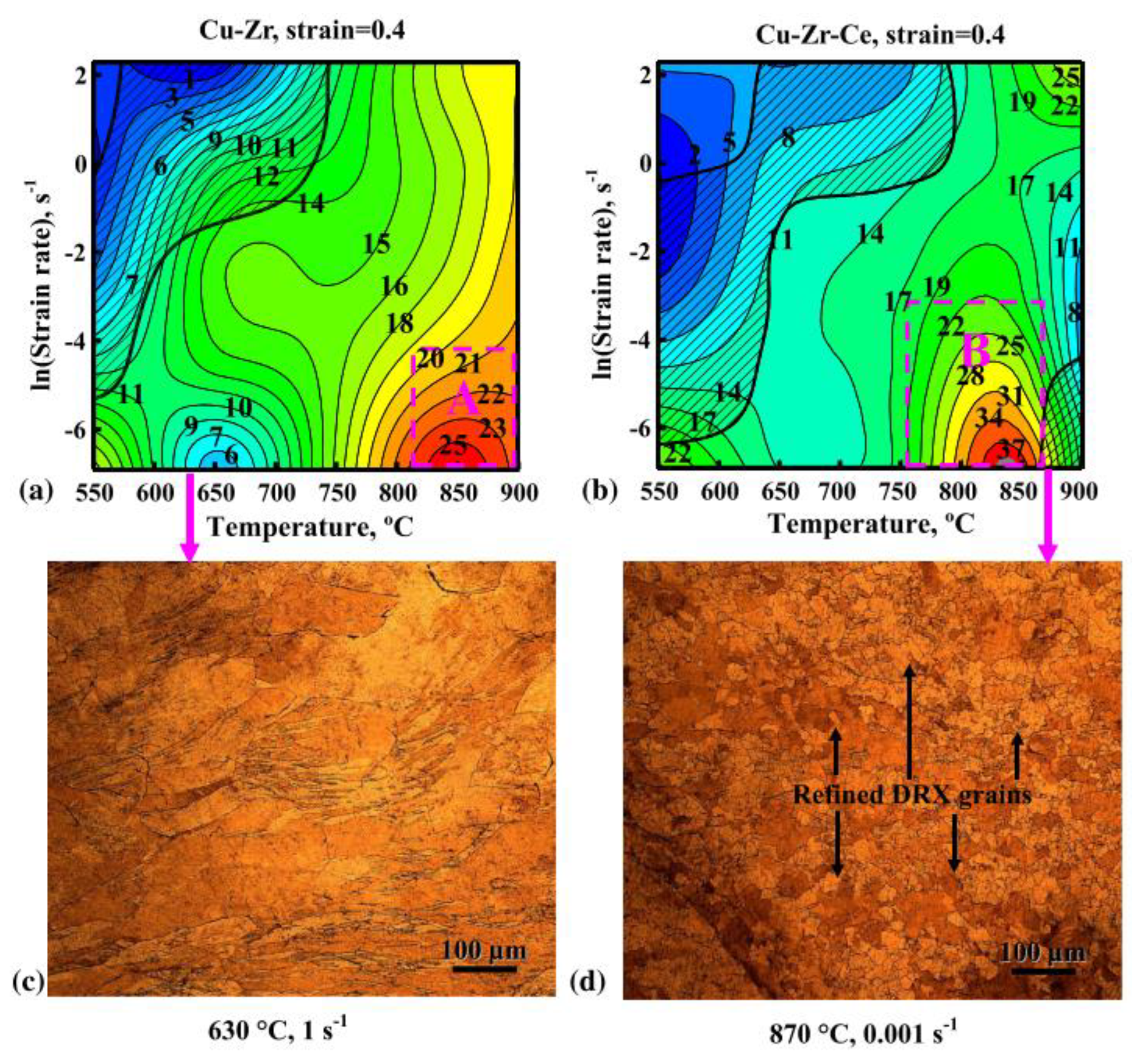
The research team led by Professor Zhang et al. focuses on elucidating the fundamental mechanisms through which the additions of rare-earth elements modify dynamic recrystallization kinetics and microstructural evolution in copper alloys. Figure 6a,b comparatively present the processing maps of Cu-0.2 wt.%Zr and Ce-modified Cu-0.2 wt.%Zr-0.15 wt.%Ce alloy systems at a constant true strain of 0.4. Microstructural analyses revealed distinct processing stability domains for the two alloy systems: Cu-0.2%Zr exhibited domain A stability at 800–900 °C with strain rates of 0.001–0.01 s−1, reaching maximum processing efficiency (25%) at 850 °C/0.001 s−1. The Ce-modified Cu-0.2%Zr-0.15%Ce alloy demonstrated an expanded stable processing window (domain B: 750–870 °C, 0.001–0.1 s−1) with a significantly enhanced peak efficiency of 37% under identical optimal conditions. The addition of Ce increases the dissipation factor by 32.4%, enhancing hot workability. Unstable regions, marked by shaded areas, occur under cryogenic/high-strain-rate conditions. Numerous studies indicate that unstable regions are associated with the formation of instability microstructures. Microstructural analysis revealed distinct deformation characteristics varying between the two alloys. The Cu-0.2%Zr alloy subjected to deformation at 640 °C with a strain rate of 1 s−1 maintained its original elongated grain morphology, as seen in Figure 6c, showing no evidence of dynamic recrystallization (DRX). In contrast, the Ce-containing alloy (Cu-0.2%Zr-0.15%Ce) processed at 870 °C and 0.001 s−1 exhibited numerous fine DRX grains, as seen in in Figure 6d, clearly demonstrating Ce’s effectiveness in grain refinement and DRX promotion [43].
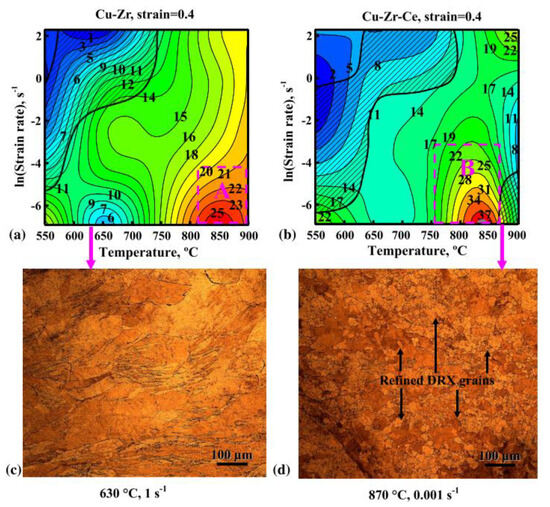
Figure 6.
Processing maps: (a) Cu-Zr, (b) Cu-Zr-Ce at ε = 0.4, and (c,d) corresponding deformed microstructures. Reprinted with permission from ref. [43]. Springer 2018.
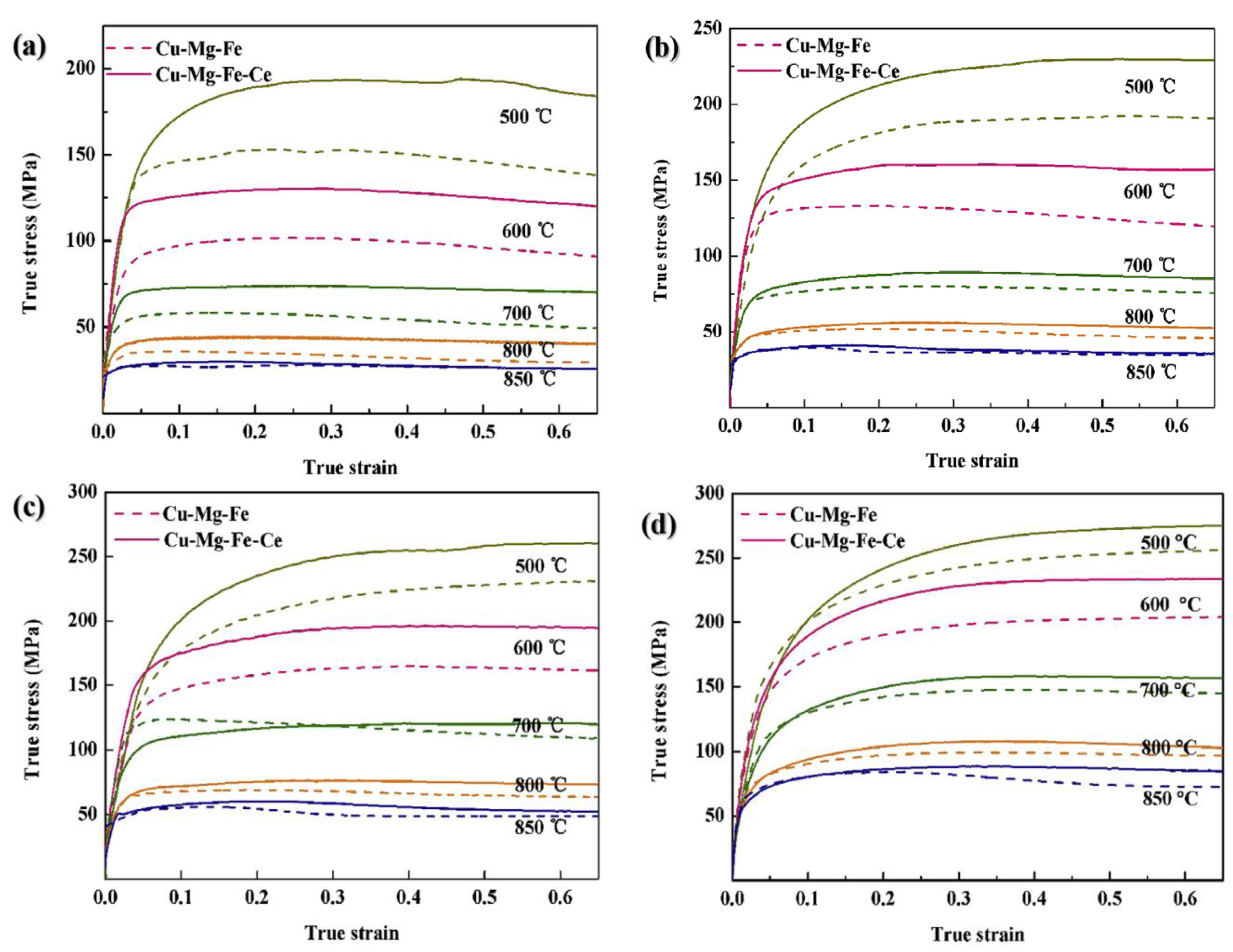
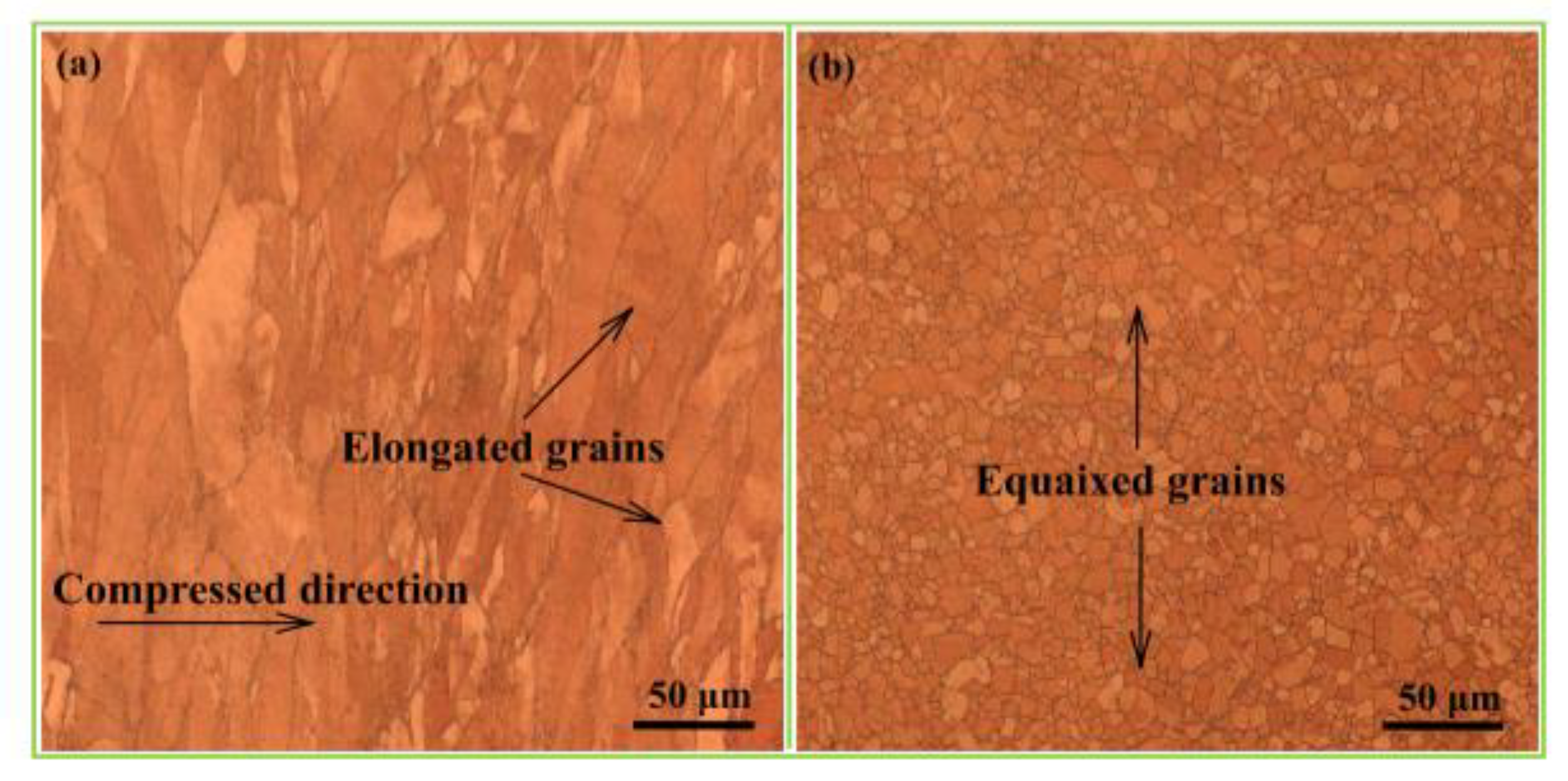
The microstructural analysis presented in Figure 7a reveals that the alloy specimens subjected to deformation at 500 °C exhibit persistent work-hardening behavior throughout the straining process. Figure 8a reveals pronounced grain elongation orthogonal to the compression axis in the Cu-Mg-Fe-Ce alloy deformed at 500 °C with a strain rate of 0.001 s−1, accompanied by substantial dislocation accumulation at the grain-boundary regions. This indicates the dynamic recrystallization (DRX) and co-occurrence of dynamic recovery (DRV) mechanisms, which collectively contribute to dynamic softening through effective dislocation annihilation [44,45]. At higher temperatures (e.g., 800 °C), dynamic recrystallization becomes the dominant mechanism, as shown by the uniform equiaxed grains in Figure 8b. Flow stress decreases after reaching a peak value, stabilizing at a steady value. The microstructural analysis in Figure 7b,c reveals accelerated dynamic recrystallization (DRX) at 850 °C, while work hardening predominates in the 500–700 °C range under constant strain rate conditions. As revealed in Figure 6c, the Cu-Zr alloy subjected to unstable processing conditions (630 °C, 1 s−1) displays elongated grain structures devoid of dynamic recrystallization (DRX), indicative of plastic flow instability. In contrast, Figure 6d demonstrates that the Ce-modified Cu-Zr-Ce alloy deformed under stable parameters (870 °C, 0.001 s−1) develops a homogeneous distribution of fine DRX grains, highlighting the role of Ce in enhancing hot workability. These observations confirm that unstable regions are characterized by suppressed DRX and distorted grain morphology, whereas stable domains exhibit uniform recrystallized microstructures. The flow stress exhibits a positive correlation with strain rate while demonstrating an inverse relationship with deformation temperature, as characterized by the thermo-mechanical analysis [37].
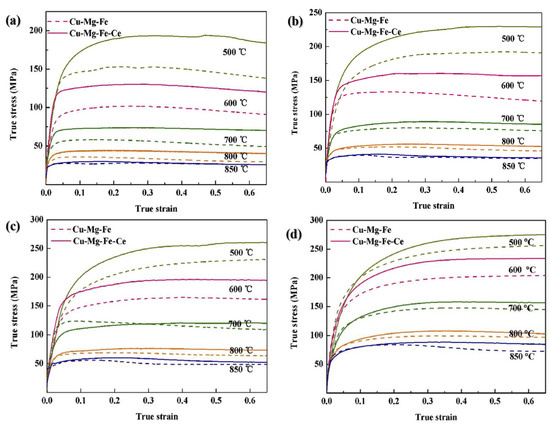
Figure 7.
True stress–strain curves: (a) 0.001 s−1; (b) 0.01 s−1; (c) 0.1 s−1; and (d) 1 s−1. Reprinted with permission from ref. [37]. Elsevier 2018. Note: The solid line represents the true stress-strain curves of Cu-Mg-Fe-Ce, and the dashed line represents the true stress-strain curves of Cu-Mg-Fe at 500 °C, 600 °C, 700 °C, 800 °C and 850 °C, respectively.
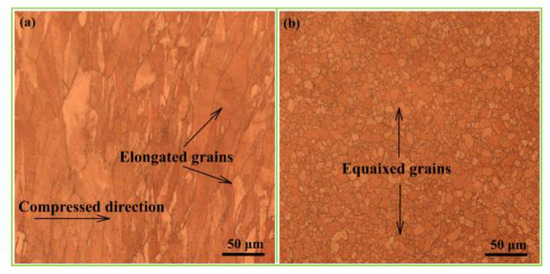
Figure 8.
Microstructural deformation of the Cu-Mg-Fe-Ce alloy at (a) 500 °C, 0.001 s−1; (b) 800 °C, 0.001 s−1. Reprinted with permission from ref. [37]. Elsevier 2018.
Thermomechanical analysis demonstrates that flow stress exhibits a strong dependence on deformation conditions, showing progressive enhancement with decreasing temperatures and increasing strain rates, which is governed by the competing mechanisms of work hardening, dynamic recovery, and dynamic recrystallization. At 500 °C, the alloy exhibits significant work hardening, while dynamic recrystallization becomes the dominant mechanism at 800 °C and 850 °C. It is concluded that the incorporation of cerium (Ce) effectively postpones the initiation of dynamic recrystallization while concurrently elevating flow stress levels, with this effect being particularly pronounced at elevated temperatures coupled with reduced strain rates.
3. Effects of Rare Earths on the Textural Evolution of Copper
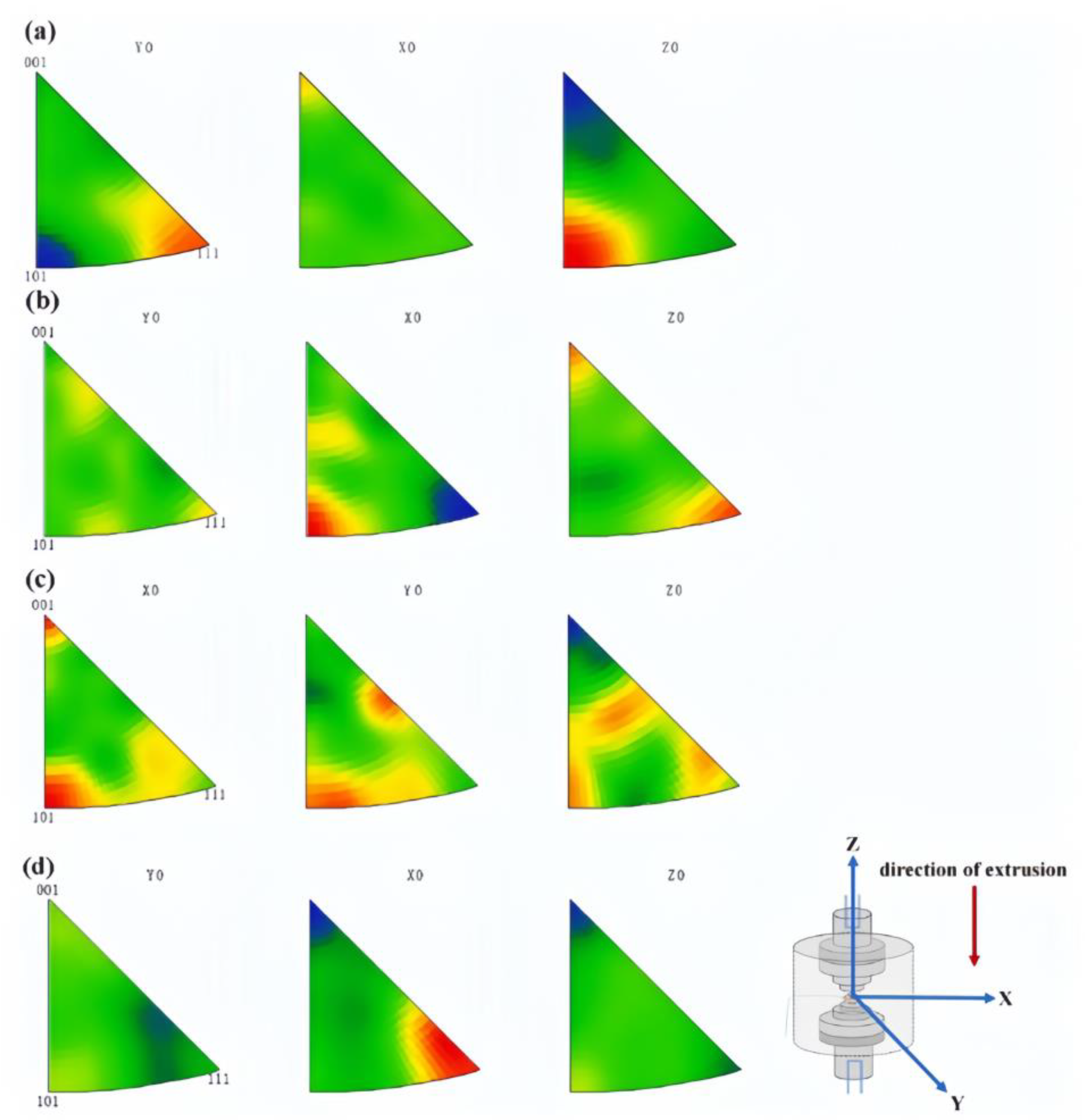
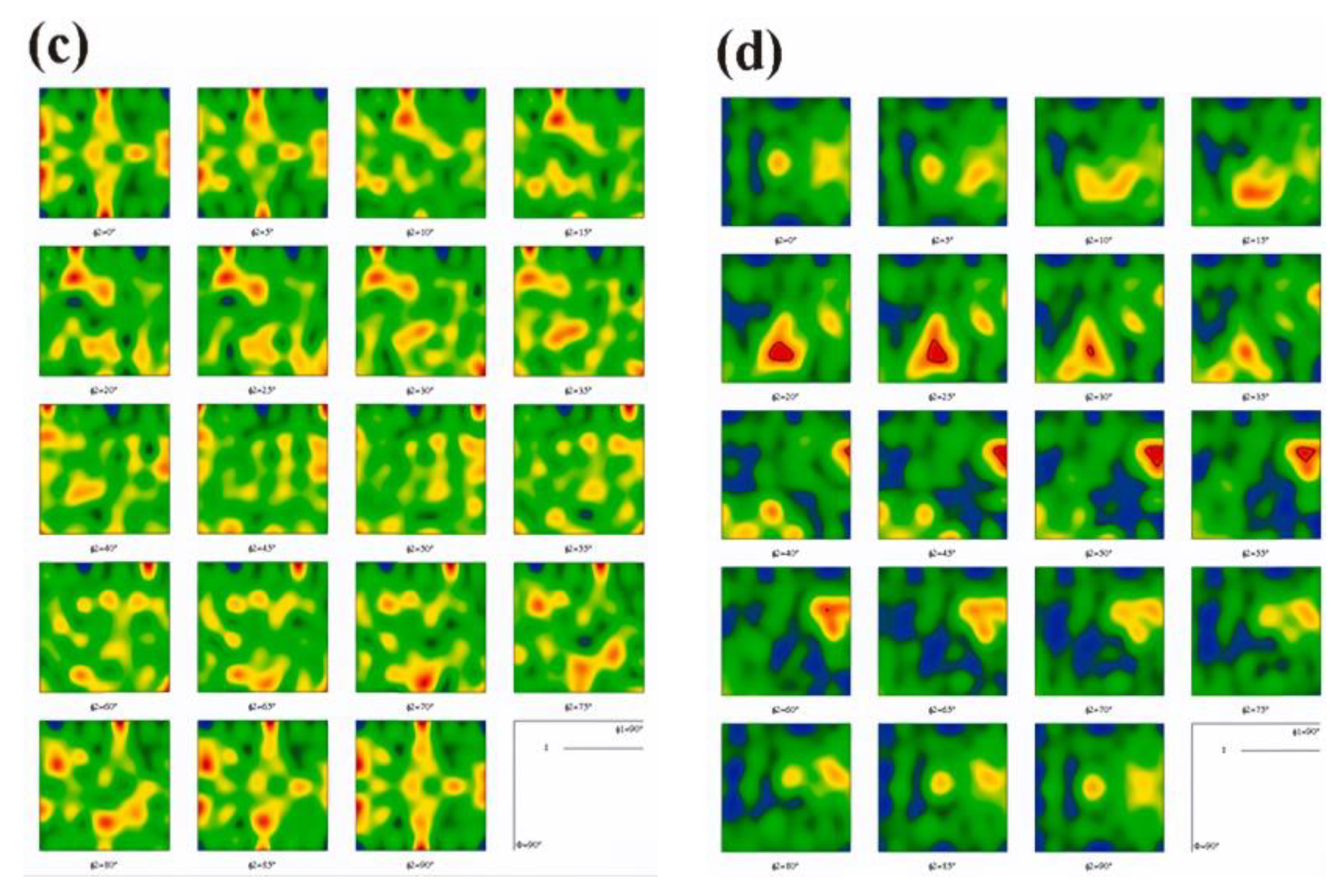
Figure 9 shows the inverse pole figures (IPF) of Cu-x wt.% La composites after sintering at 800 °C, where x is equal to 0, 0.02, 0.04, and 0.06, respectively. The addition of La at varying concentrations induced noticeable changes in the cross-sectional inverse pole figures, indicating that La incorporation significantly influenced the preferred crystallographic orientation of the copper matrix. The extruded pure copper exhibited a distinct crystallographic texture, characterized by the preferential alignment of the {101} plane along the extrusion direction (Z-axis), while the {111} plane was predominantly oriented along the transverse direction (Y-axis). With the introduction of 0.02 wt.% La, a textural transition occurred, in which the {001} and {111} planes became dominant along the Z-axis, whereas the {101} plane preferentially oriented along the X-axis. At a higher La content (0.04 wt.%), La atoms dissolved uniformly in the Cu matrix, resulting in a multi-component texture. The composite demonstrated a dual alignment of the {101} plane, along both the X- and the Y-axes, alongside a strong {001} orientation on the X-axis, while the Z-axis retained the {101} dominance. At the highest La content (0.06 wt.%), recrystallization became the dominant process, with a pronounced preferential orientation of the {111} plane along the X-direction, while the preferred orientations in other directions became less prominent. The observed textural evolution from a deformed/extruded state to a recrystallized pattern indicates that the incorporation of La significantly promotes the recrystallization process within the copper matrix [46].
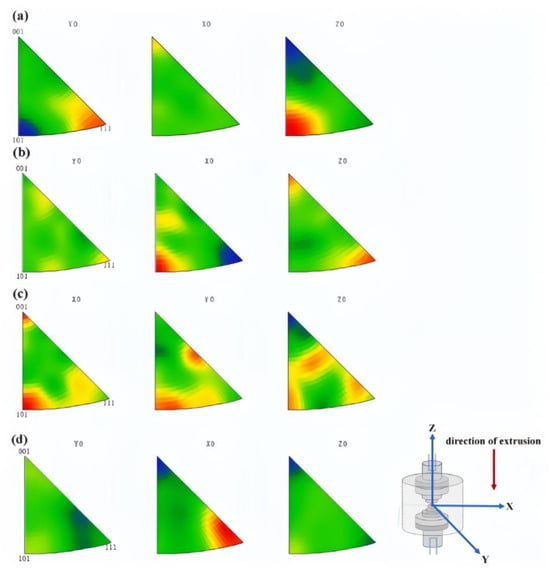
Figure 9.
Cross-sectional IPF of Cu-La composites sintered by spark plasma sintering at 800 °C (the unit is La at wt.%): (a) 0.00, (b) 0.02, (c) 0.04, and (d) 0.06.
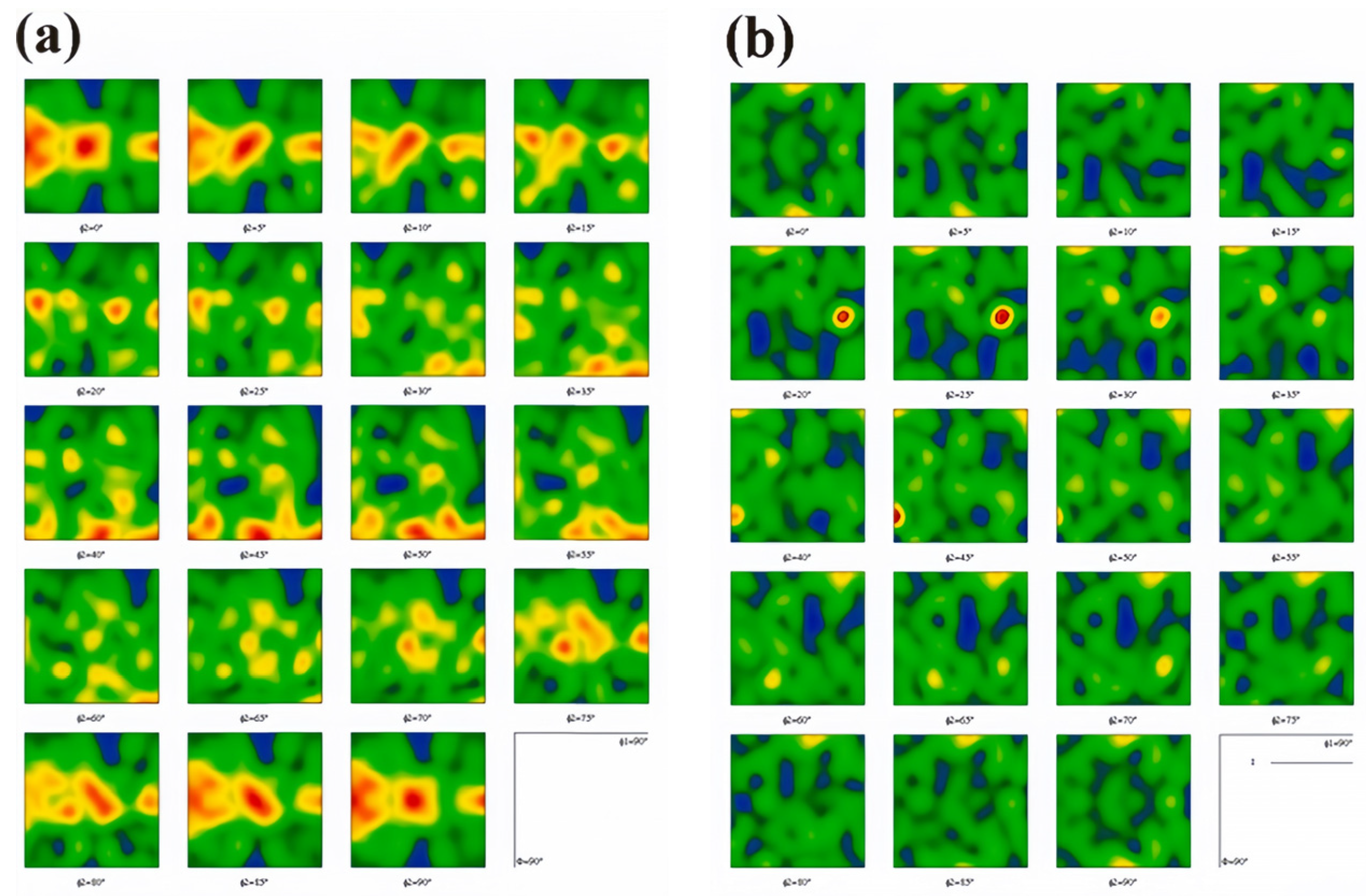
The incorporation of La at different concentrations into copper matrices induces distinct crystallographic textural evolution, as evidenced by variations in IPF mappings. It is significant to note that the present analysis provides a qualitative perspective. Experimental results demonstrate that the mass fraction of La obviously affects the evolution of crystallographic texture. This phenomenon may be attributed to several underlying mechanisms, including grain rotation, recrystallization, and grain growth dynamics. Figure 10 illustrates the textural characteristics of pure copper and Cu-La alloys processed by spark plasma sintering. Among these, fiber textures with the <100> and <111> orientations were dominant. Additionally, minor Goss ({011}<100>) and brass ({001}<211>) textural components were evident in addition to the dominant texture. Notably, the addition of La induced substantial textural evolution. Specifically, the Cu-0.02 wt.% La alloy exhibited complete suppression of the secondary orientations found in pure Cu, resulting in a pronounced <111> fiber texture dominance. Microstructural analysis revealed that the Cu-0.04 wt.% La alloy exhibited multiple textural components, including Goss ({011}<100>), brass ({001}<110>), and minor copper textures, which coexisted with a fiber texture. With an increase in La concentration to 0.06 wt.%, the fiber texture demonstrated enhanced intensity while a distinct S texture developed. Concurrently, the {001}<110> brass textural component showed significant attenuation [46].
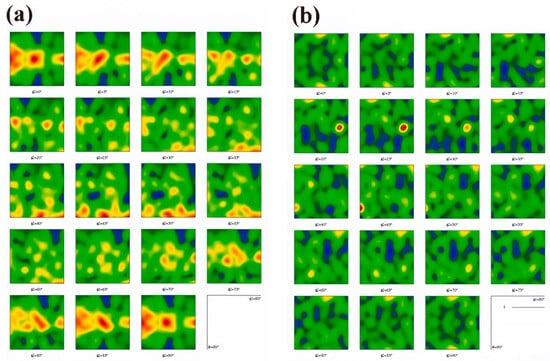
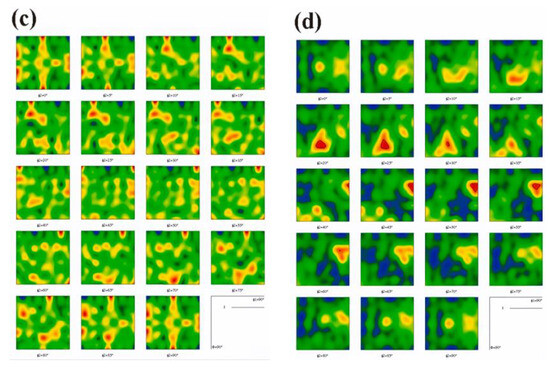
Figure 10.
Textural characteristics of Cu-x La composites (the unit is La at wt.%): (a) 0.00, (b) 0.02, (c) 0.04, and (d) 0.06. Reprinted with permission from ref. [46]. Elsevier 2024.
The strengthening of fiber texture observed at a La concentration of 0.06 wt.% primarily results from the interrelated mechanisms. The increased La content promotes the precipitation of Cu6La intermetallic compounds. These secondary phases exert Zener drag forces on migrating grain boundaries, effectively inhibiting dynamic recrystallization during the spark plasma sintering (SPS) process and thereby preserving the pre-existing deformation texture. Following the alloying with La, a gradual depletion of copper was observed, accompanied by a pronounced strengthening of the <111>-oriented fiber. This phenomenon can be attributed to the role of La solute in facilitating dislocation accumulation, which accelerates dynamic recrystallization. Thermodynamically, the <111> orientation is energetically favored during recrystallization due to its lower stored strain energy, promoting selective grain growth. In pure copper, the existing <111> fiber texture is further intensified as the addition of La suppresses the development of competing crystallographic orientations. Furthermore, La segregation at grain boundaries hinders dislocation motion in non-<111> grains, thereby reinforcing the dominance of the <111> texture [46].
4. Influence of Rare Earths on the Mechanical Properties of Copper
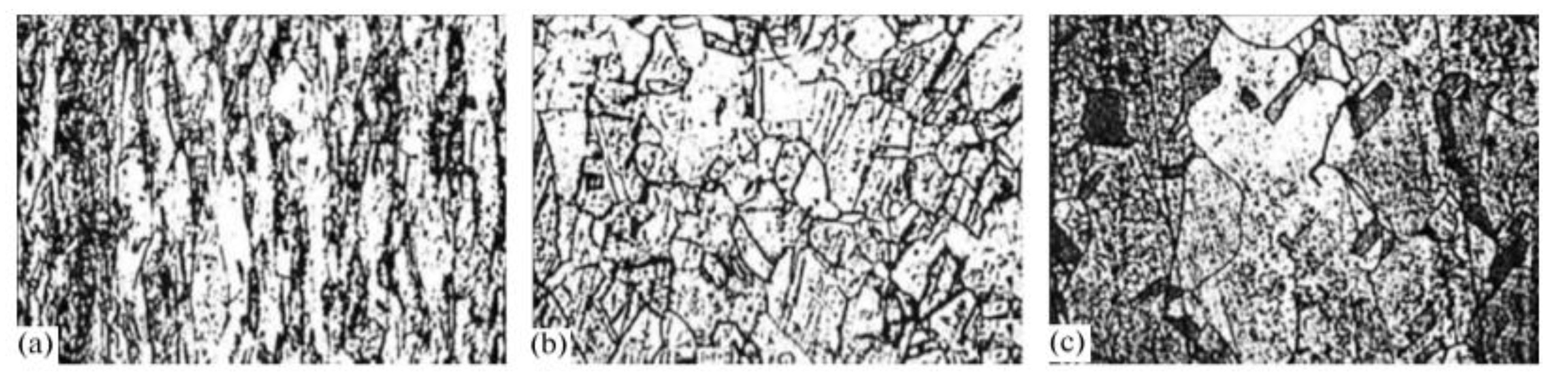
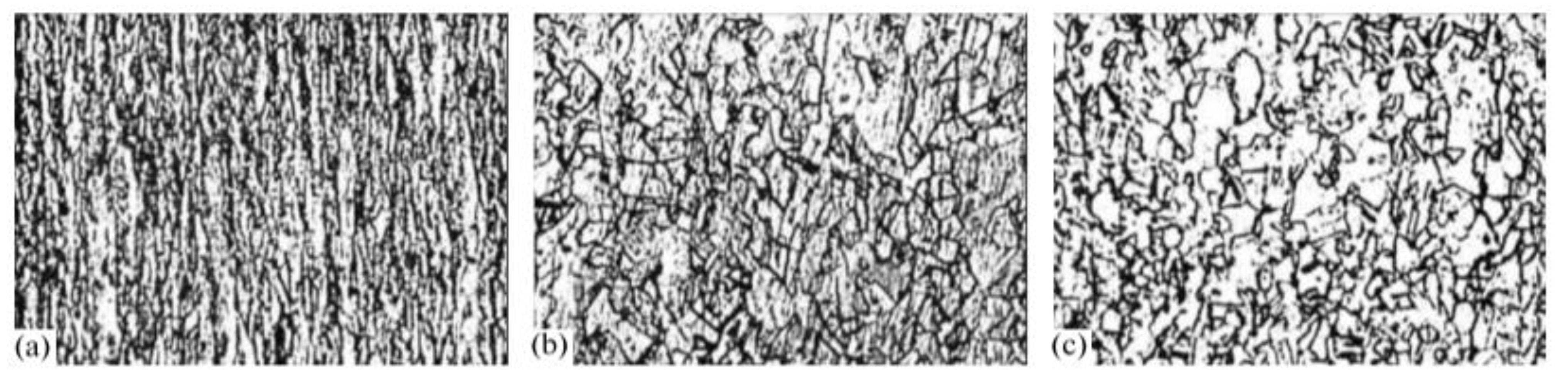
Figure 11 and Figure 12 illustrate the microstructure and mechanical characteristics of Cu bars/strips produced by vacuum-induction melting (MV) and Y-microalloyed vacuum melting (MMV). Metallographic analysis revealed that primary recrystallization in the tested copper strips initiates at 200 °C for MV copper, as illustrated in Figure 11a, and at 300 °C for MMV copper containing 0.02% yttrium, as illustrated in Figure 12a. In both cases, the rolling-induced texture remains largely preserved. Upon annealing at higher temperatures, between 500 to 600 °C, a non-equiaxed, anisotropic microstructure develops, as seen in Figure 11b,c and Figure 12b,c. This transformation corresponds to the final stage of primary recrystallization and the onset of normal grain growth. The addition of yttrium notably reduces the alloy’s plastic strain, while slightly enhancing its compressive strength and elastic strain limit [42].
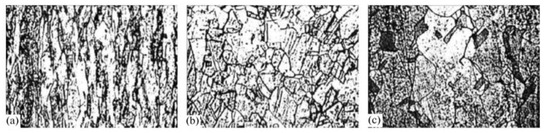
Figure 11.
Microstructural evolution of vacuum-fusion Cu ribbons subjected to pre-deformation and annealing at varying temperatures, at a magnification of 200×: (a) 40–200 °C, (b) 50–550 °C, and (c) 90–600 °C. Reprinted with permission from ref. [29]. Springer 2011.
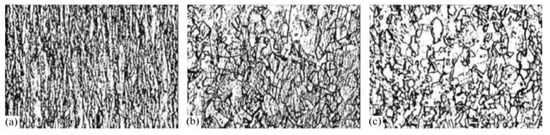
Figure 12.
The microstructure of yttrium-microalloyed copper strips after pre-deformation and subsequent annealing at various temperatures, at a magnification of 200×: (a) 40–300 °C (0.02% Y); (b) 60–500 °C (0.01% Y); and (c) 60–550 °C (0.02% Y). Reprinted with permission from ref. [29]. Springer 2011.
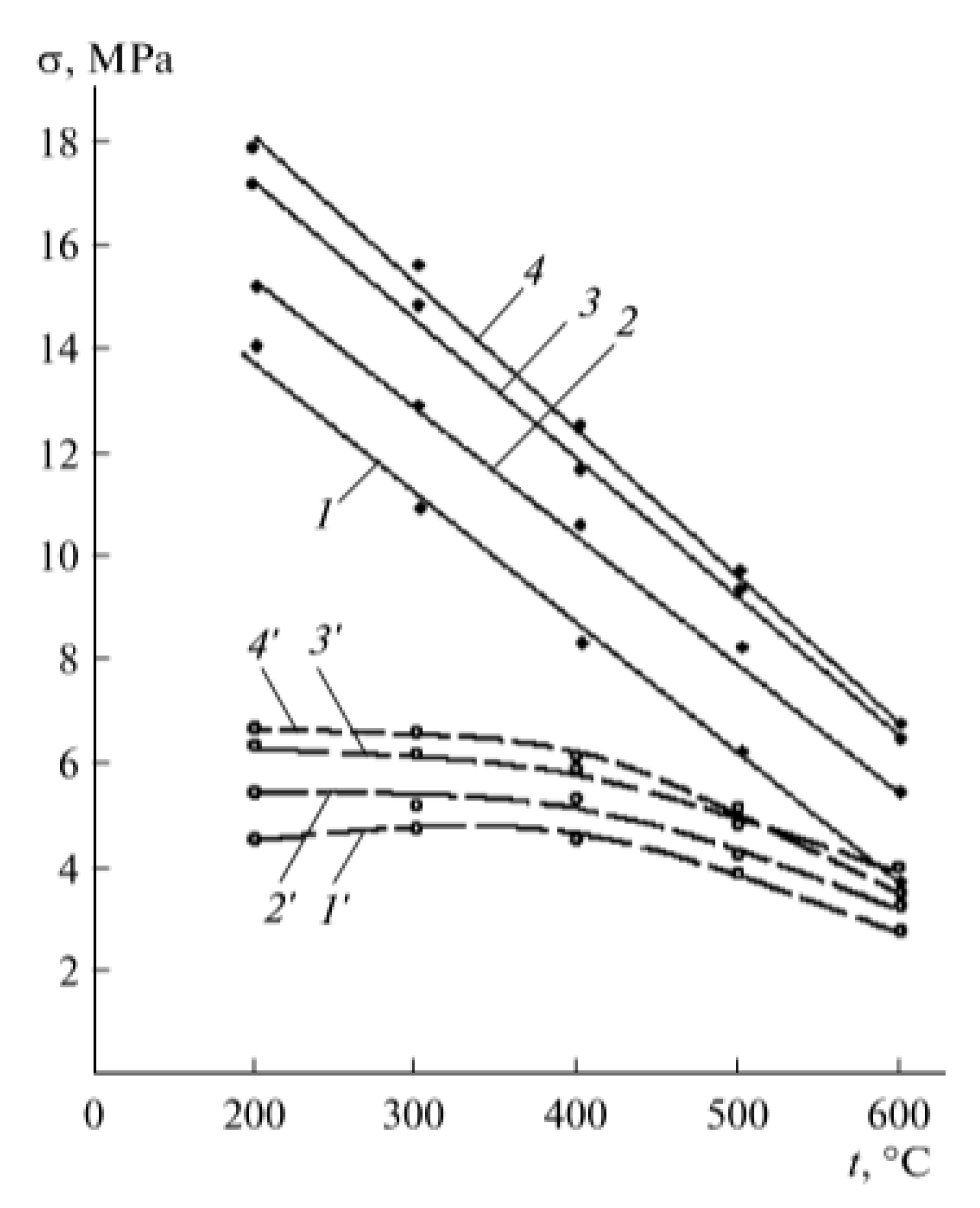
Isothermal annealing does not yield a fine-grained, equiaxed microstructure in MV-grade copper, even after a 90% total rolling reduction. In contrast, yttrium microalloying significantly modifies the mesostructures, as shown in Figure 13, leading to improved mechanical strength, as evidenced in Figure 14. Specially, the addition of 0.02% yttrium promotes increased dislocation density and aggregation, as illustrated in Figure 13, contributing to the observed enhancement in strength [29]. The incorporation of Y elevates the recrystallization temperature of Cu, thereby inhibiting dynamic recovery under deformation conditions. This leads to the accumulation of dislocations, which intensifies strain hardening and subsequently diminishes the material’s uniform elongation.

Figure 13.
SEM images of Y-microalloyed copper (0.02 wt.%) MMV alloy at varying magnifications: (a) 2 × 104, (b) 2.6 × 104, (c) 1 × 105, and (d) 3.2 × 104. Reprinted with permission from ref. [29]. Springer 2011.
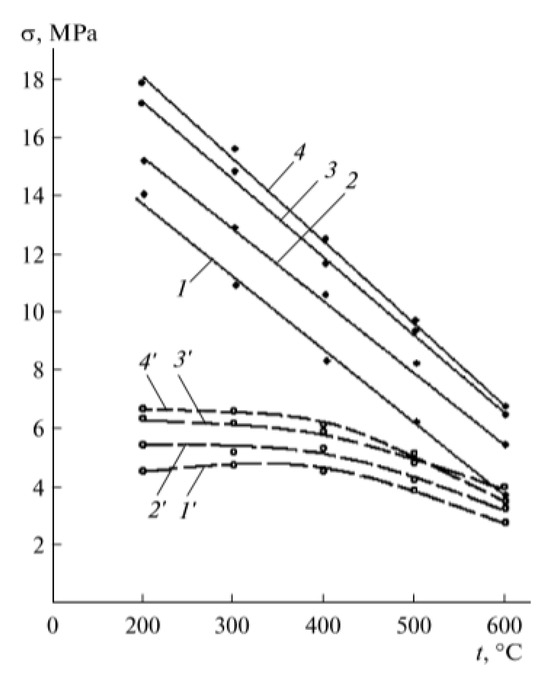
Figure 14.
Changes in ultimate tensile strength (σu, indicated by 1, 2, 3, 4) and yield strength (σ0.2, indicated by 1′, 2′, 3′, 4′): 1 stands for MV copper; 2, 3, and 4 stand for MMV copper with yttrium concentrations of 0.01, 0.02, and 0.03%, respectively. Reprinted with permission from ref. [29]. Springer 2011.
The mechanical properties of the alloy continue to improve with an increase in La content [46]. The hardness and microstructure of the alloy are strongly influenced by heat treatment. Peak hardness is achieved after annealing at 400 °C for 2 h, while elevated temperatures promote grain growth and soften the material [47].
The tensile strength enhancement of as-cast pure Cu by means of the addition of La occurs in two distinct stages. Below 0.1 wt.% La, the marginal strength improvement mainly results from solid-solution strengthening, in which dissolved La atoms induce minor lattice distortions in the Cu matrix. A notable enhancement in tensile strength is observed beyond 0.1 wt.% La, which is attributed to the combined effects of grain refinement and precipitation hardening. The addition of La promotes the formation of refined grains and intermetallics of Cu6La, which impede dislocation motion, thereby strengthening the alloy [36]. Chen et al. demonstrated that rare-earth elements improved the alloy’s strength and conductivity through grain refinement, homogenized precipitate distribution, and enhanced precipitate–matrix coherency [42].
Coincidently, the addition of cerium improves the tensile strength of copper via synergistic mechanisms, including solid-solution strengthening, grain refinement, and precipitation strengthening. The optimal strength (182 MPa) is achieved at 0.12 wt.% Ce. Liu et al. investigated the properties of a Cu-0.1%Ag-0.06%Ce alloy and found that the addition of cerium significantly enhances the alloy’s strength and hardness while also improving its resistance to thermal softening [48]. It was also found the incorporation of cerium promotes the precipitation of nanoscale particles, which contribute to increased hardness in the alloy [49]. However, the addition of cerium reduces the elongation of copper, with the lowest value, 31.7%, being observed at a cerium content of 0.045 wt.%. SEM-based fracture analysis indicates that cerium promotes the accumulation of second-phase particles near grain boundaries, which contributes to the observed reduction in ductility [14].
5. Influence of Rare Earths on the Electrical Properties of Copper
Electrical conductivity is one of the most prominent characteristics of copper materials, making them highly sought-after in applications such as electric vehicles, artificial intelligence, and 5G communications. REEs serve as highly effective modifiers for enhancing the conductive properties of copper-based materials [33]. REEs effectively enhance both the electrical and the thermal properties of copper-based materials through impurity removal. Specifically, REEs react with oxygen and sulfur to form stable compounds (e.g., RE2O3, RE2O2S), thereby purifying the copper matrix [33]. For example, La reacts with detrimental impurities (O, S) to form stable intermetallic compounds (e.g., La–O, La–S), reducing impurity scattering and increasing conductivity by ~1–3% IACS compared to La-free alloys [50]. RE elements enhance conductivity by purifying grain boundaries and immobilizing solute atoms, collectively reducing electron scattering. This complements their strengthening role, enabling high strength–conductivity synergy in Cu alloys [51].
As shown in the data in Table 3, after refining with rare earth (RE) composite molten salt, the electrical conductivity of impure copper shows significant improvement. Compared with traditional processes, the introduction of rare-earth elements significantly enhances the deoxidation and impurity-purification capabilities of the melt. RE refining agents can efficiently remove solid oxygen from the copper matrix (such as by forming stable oxides like La2O3 and Ce2O3), increasing the electrical conductivity of copper materials by 15–22% [30].
Table 3.
The effects of rare earths on electrical conductivity. Reprinted with permission from ref. [30]. Trans Tech Publications, Ltd. 2011.
The effects of rare-earth (RE) elements on the electrical properties of copper and its alloys are characterized by the two competing mechanisms that determine the overall conductivity of the material. On one hand, the addition of REEs promotes grain refinement, leading to increased numbers of grain boundaries. Serving as scattering centers for conductive electrons, these boundaries lead to increases in resistivity and decreases in conductivity. On the other hand, RE elements exhibit strong affinities for impurities such as oxygen, sulfur, and other trace elements found in copper. By forming stable compounds with these impurities, the added REEs effectively purify the copper matrix, reducing lattice distortions and enhancing electrical conductivity. These two opposing effects coexist, and the relative influence of each varies with the amount of RE added.
Research indicates that the RE element concentration significantly affects the electrical conductivity of copper-based alloys. For instance, when the addition of La or Ce is approximately 0.02 wt.%, the alloy exhibits the highest electrical conductivity. Below 0.015 wt.% RE, the dominant purification effect enhances electrical conductivity (~2% improvement). Beyond this threshold, grain refinement prevails, reducing conductivity via intensified grain-boundary electron scattering [30]. It was found that Ce can react with phosphorus (P) to form CeP compounds, reducing the content of solid solution P, and thereby improving the conductivity of copper. However, a slight decrease in conductivity is observed after hot extrusion. The observed effect results from CeP precipitation, decreasing solid-solution phosphorus concentration. During the heat preservation treatment prior to hot extrusion, CeP redissolves into the copper matrix, thereby adversely affecting the conductivity [52].
Furthermore, the duration of heat treatment significantly influences the electrical properties of RE-microalloyed Cu alloys. Prolonged holding allows sufficient time for RE elements to react with impurities in the copper matrix, leading to effective purification and improved conductivity. However, excessively long holding times can result in the formation of refractory compounds between RE elements and low-melting-point impurities. These compounds disperse throughout the copper matrix, acting as additional scattering centers and degrading the electrical conductivity [14]. Therefore, optimizing both the RE content and holding time is essential for achieving the desired balance between grain refinement and purification, ultimately maximizing the electrical conductivity of copper and its alloys. Cu-Cr alloys, including Zr-modified variants (e.g., Cu-Cr-Zr), are widely used in electrical and thermal applications such as contact wires and welding electrodes, owing to their high strength and conductivity. This property synergy arises from the limited solubility of Cr in the Cu FCC matrix [38]. The electrical conductivity of the alloys decreases linearly as the heat treatment temperature rises. The Cu-Cr-La and Cu-Cr-Y alloys exhibit comparable conductivity across temperatures, demonstrating their similar thermal stability [39].
6. Influence of Rare Earths on the Corrosion Resistance of Copper
Recent studies have demonstrated that rare-earth elements (REEs), such as La, Ce, and Y, significantly influence the corrosion-related behavior of copper. Specifically, lanthanum (La) interacts with impurity elements present in copper, reducing the cathodic active sites. This suppression of the cathodic reaction effectively mitigates electrochemical corrosion, thereby improving the overall corrosion resistance of copper tubes [53].
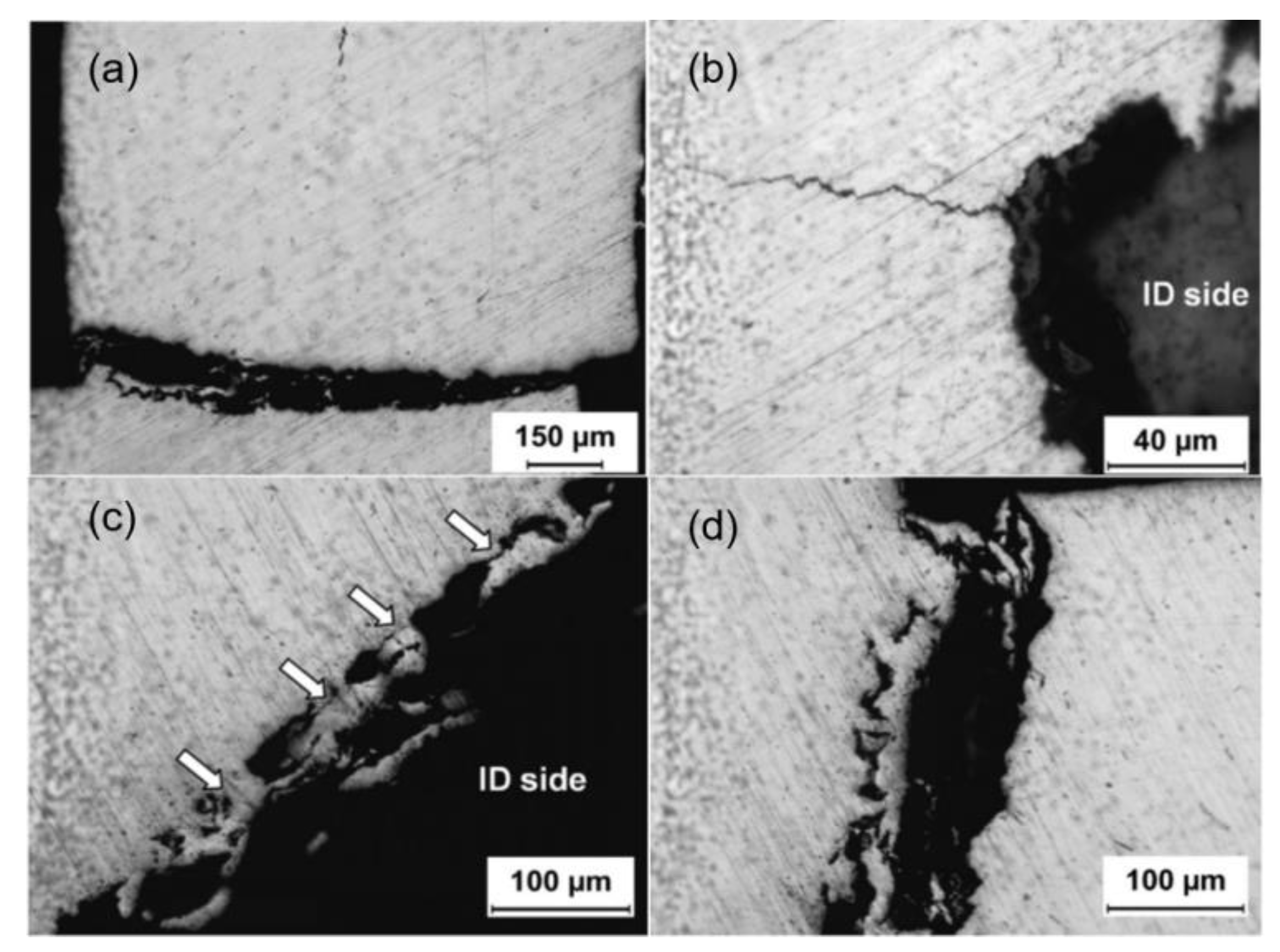
Figure 15a displays an optical micrograph revealing a primary crack propagating through the entire wall thickness of the copper tube. The inner surface adjacent to the fracture region exhibits numerous corrosion pits. Secondary microcracks are observed initiating from these pit features and extending radially through the tube wall. Figure 15b exhibits a representative thickness-spanning crack originating from an inner surface pit. These secondary cracks, observed exclusively in the bent tube segment adjacent to the primary fracture, result from significant residual stresses concentrated in this region. The synergistic effects of stress concentration at corrosion pits and residual stresses promote crack nucleation and subsequent through-wall propagation.
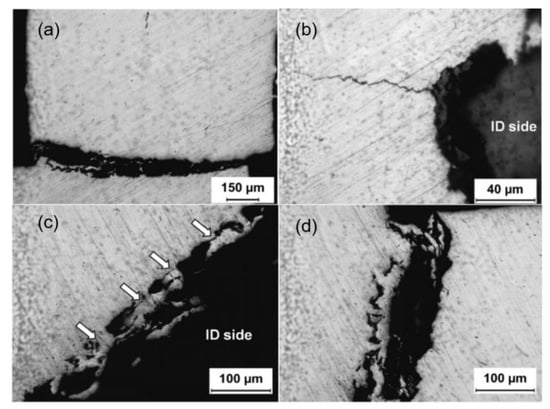
Figure 15.
Cross-sectional optical micrograph of the failed copper tube reveals: (a) complete penetration crack, (b) crack nucleation at inner-wall corrosion pit, (c) multiple sets of shallow pits and microcracks in the straight section on the inside of the pipe, and (d) similar corrosion-related characteristics. Reprinted with permission from ref. [10]. Elsevier 2014.
Beyond the bent region, shallow pits and cracks are still observable on the inner surface of the copper tube. However, the nature of these cracks differs. Instead of the transverse cracks seen in the bent region, these are longitudinal. Figure 15c displays an optical micrograph obtained from the unbent section of the tube, adjacent to the interior wall and distal to the curved zone. The image exhibits numerous shallow pits interconnected by microcracks (indicated by arrows), forming a networked morphology. Corrosive damage is localized within a narrow band of 40–50 μm depth from the tube’s inner wall. Comparable degradation features, characterized by crack-linked pit clusters, can be observed propagating along the primary fracture path in Figure 15d. This strongly suggests that this particular corrosion morphology is the primary cause of the copper tube’s failure [10].
The corrosion resistance of copper in 0.5 mol/L HCl is notably enhanced by the addition of Ce, with an optimal content below 0.069 wt.% for balanced mechanical and anti-corrosion performance. This enhancement stems from Ce’s purifying effect and the development of a compact corrosion-product layer on the surface of the Cu. At a cerium content of 0.020 wt.%, the copper alloy exhibits the lowest corrosion current density and corrosion rate, demonstrating optimal corrosion resistance. However, higher cerium contents lead to an increase in secondary-phase particles, which creates a potential difference with the copper matrix, instead exacerbating micro-galvanic corrosion [14].
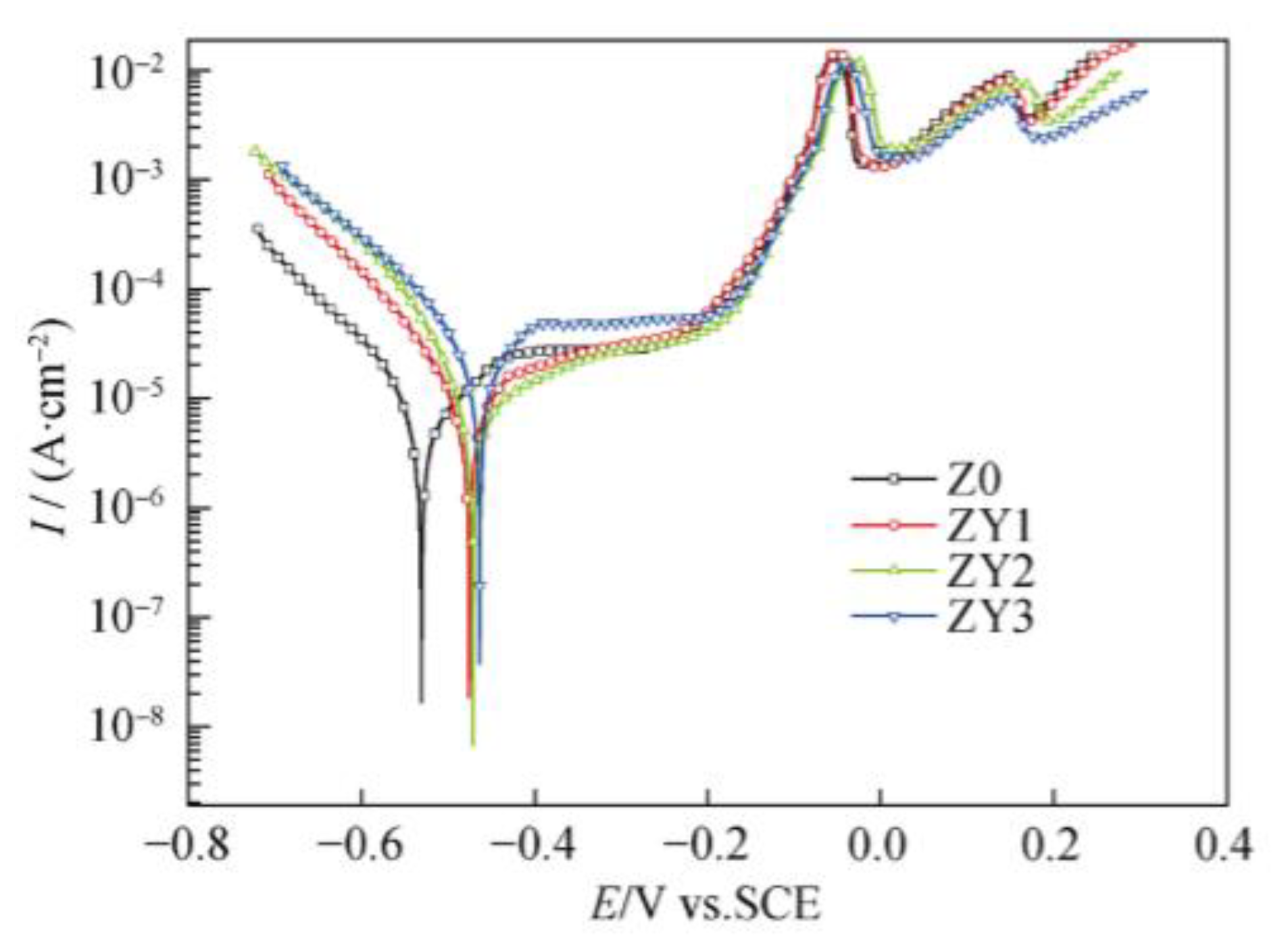
Figure 16 compares the potentiodynamic polarization curves of impure copper in 0.5 mol/L HCl before and after the addition of Y. Table 4 summarizes the derived electrochemical parameters. The corrosion potential of Y-refined samples (ZY1, ZY2) increases relative to ZY0, indicating enhanced corrosion resistance. Their lower corrosion current densities, consistent with this finding, further confirm the improvement. In contrast, ZY3 exhibits higher corrosion current density despite potential correction, suggesting inferior performance.
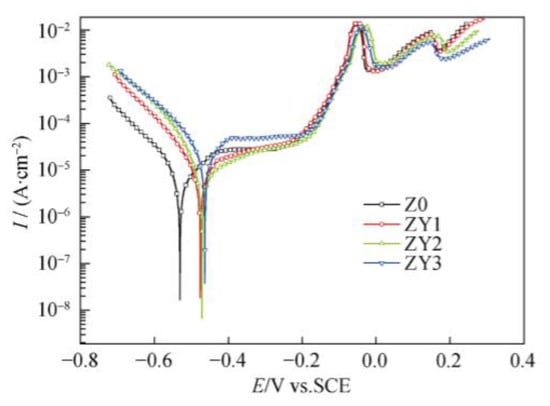
Figure 16.
Potentiodynamic polarization behavior of Y-purified copper in 0.5 mol/L HCl at 25 °C. Reprinted with permission from ref. [14]. Springer 2015.
Table 4.
Electrochemical characterization of Y-modified impure copper via potentiodynamic polarization analysis. Reprinted with permission from ref. [14]. Springer 2015.
The addition of yttrium (Y) enhances the corrosion resistance of impure copper in HCl, with 0.15 wt.% Y demonstrating optimal performance due to its purifying effect, as confirmed by potentiodynamic polarization tests [14].
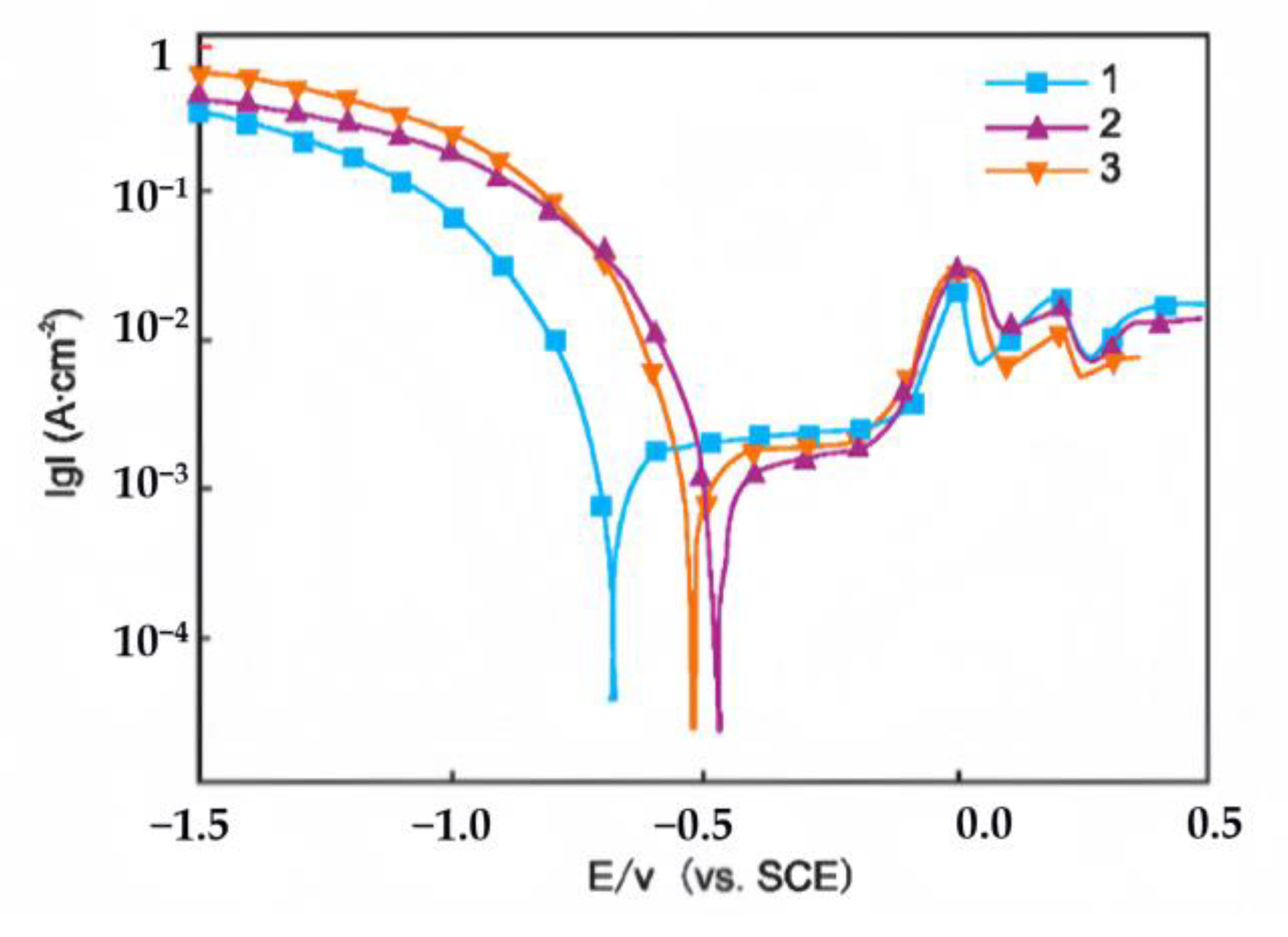
Figure 17 and Table 5 show that the addition of La in horizontally continuous cast (HCC) TP2 copper tubes increases the corrosion potential (Ecorr), compared to La-free samples. Additionally, La reduces the corrosion current density (Icorr) and annual corrosion rate (VA). The cathodic polarization curves shift positively, with Ecorr rising from −679.31 mV to −471.91 mV and −521.67 mV. Moreover, Icorr decreases from 432.2 to 398.04 μA·cm−2 and 417.64 μA·cm−2, while VA drops from 10.18 and 9.37 mm·a−1 to 9.84 and 9.37 mm·a−1, respectively. These findings indicate that La improves the corrosion resistance of HCC TP2 copper tubes [54].
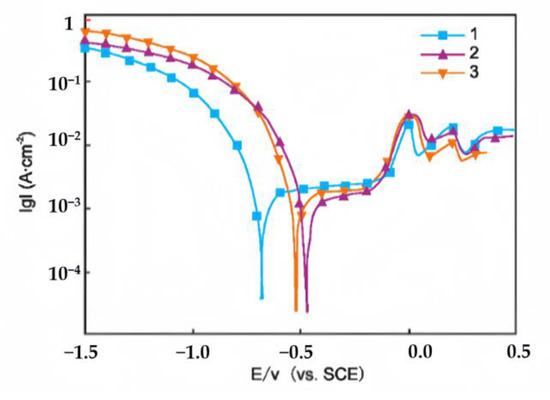
Figure 17.
Dynamic potential polarization curves of different TP2 copper tubes in a 0.5 mol·L−1 HCl solution at 25 °C. Reprinted with permission from ref. [53]. Springer 2018.
Table 5.
Electrochemical characterization of TP2 copper tubes via dynamic polarization. Reprinted with permission from ref. [53]. Springer 2018.
As depicted in Figure 17, the polarization curves exhibit similar morphological characteristics before and after La incorporation, suggesting that the fundamental corrosion mechanisms remain unchanged. The corrosion process is predominantly governed by cathodic reactions, with minimal influence from electrochemical corrosion mechanisms. Commercial copper typically contains trace impurity elements, including O, H, S, Pb, Bi, and Fe, which can form intermetallic compounds or eutectic phases within the copper matrix. These secondary phases possess higher electrochemical potential values than pure copper. They function as cathodic sites in corrosive environments, while the copper matrix acts as the anode, thereby accelerating the electrochemical corrosion process.
Rare earths such as La can react with detrimental impurity elements to become stable compounds, owing to high chemical reactivity. This purification effect results in the following beneficial outcomes: (1) reduction of cathodic active sites, (2) suppression of cathodic reaction kinetics, and (3) consequent decrease of anodic dissolution rate. The mitigation of galvanic corrosion effects through the addition of La significantly enhances the corrosion resistance of HCC TP2 copper tubes [53].
7. Application
The effects of REEs on purification, microstructural refinement, recrystallization, texture development, mechanical strength, electrical conductivity, and corrosion resistance in copper and its alloys have been demonstrated not only through experimental studies but also in practical industrial applications. The following are several representative examples.
The simultaneous optimization of strength and electrical conductivity remains a central challenge in modern copper alloy development. Traditional copper materials exhibit an inherent property trade-off: high-purity oxygen-free copper (OFHC) achieves excellent conductivity (≥102% IACS) but low yield strength (<100 MPa), while precipitation-strengthened alloys (e.g., Cu-Cr-Zr) attain their 500 MPa strength at the expense of conductivity (40–60% IACS). This fundamental limitation, governed by Matthiessen’s rule, severely restricts copper alloys’ applications in strategic sectors like advanced manufacturing and energy systems. Although novel processing methods (e.g., powder metallurgy, rapid solidification) have been explored, their industrial adoption is hindered by their prohibitive costs (5–8× conventional methods) and limited batch sizes (<100 kg/furnace). The industry has developed an innovative approach to overcome these constraints. It has developed a new preparation technology, namely, “direct smelting + rare earth tellurium microalloying”. This performance breakthrough achieves the synergistic optimization of strength (480–520 MPa) and electrical conductivity (≥90% IACS). Its industrial advantages include the facts that production costs are reduced by 60%, and single-furnace production capacity now reaches 3 to 5 tons. This approach has successfully been applied in key industries such as power transmission (high-speed rail catenary), electronic communication (5G base stations), and the national defense and military industry (electromagnetic gun components). This technology breaks through the limitations of traditional processes and provides a practical and feasible solution for the large-scale production of high-strength and high-conductivity copper alloys [55].
La addition introduces new phases, including micron-sized LaP2 and sub-micron LaCu4P3, while suppressing the formation of Cu3P. Nano-scale La (Cu2P)2 precipitates form during annealing, contributing to strength but slightly reducing ductility. La improves hot workability and mechanical performance, offering a cost-effective solution for high-strength Cu-Sn-P alloys [56]. Practical applications have demonstrated that La can be effectively utilized to enhance both the hot workability and the mechanical performance of copper alloys.
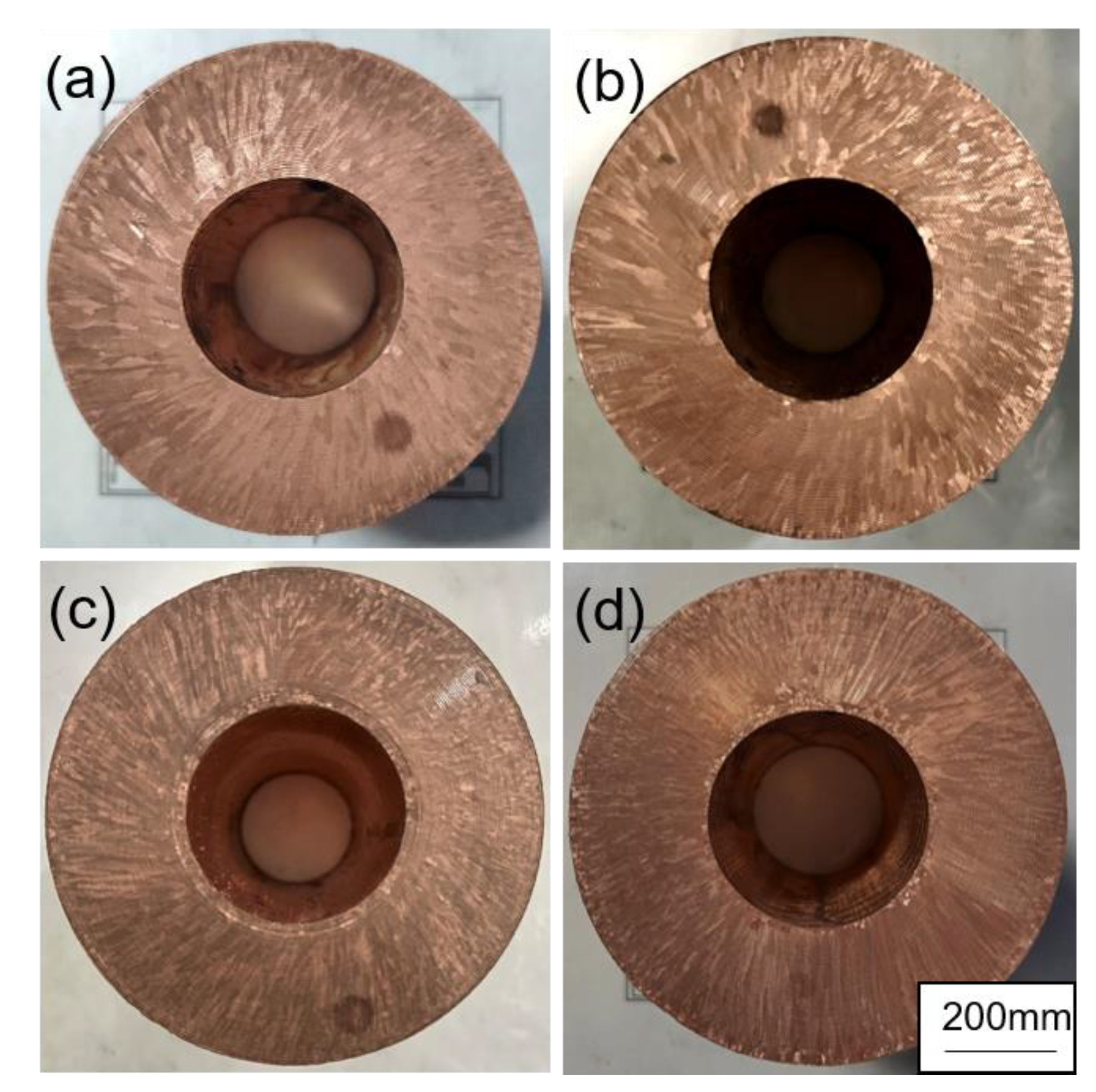
Previous studies have investigated the effects of lanthanum (La) on the casting microstructure of TP2 copper (containing 150~400 ppm phosphorus), as illustrated in Figure 18. Metallographic analysis reveals that the rare-earth-free slab exhibits a coarse and heterogeneous grain structure. With the addition of 10 ppm rare earths, as depicted in Figure 18b, the slab shows the phenomenon of refinement. Consequently, the microstructure is characterized by a decrease in grain size and a uniform distribution of grains. This refinement and homogenization effect is even more pronounced when the rare-earth content is further increased, as illustrated in Figure 18c,d. The results indicate that rare earth also has a significant refining effect on the as-cast microstructure of TP2 copper.
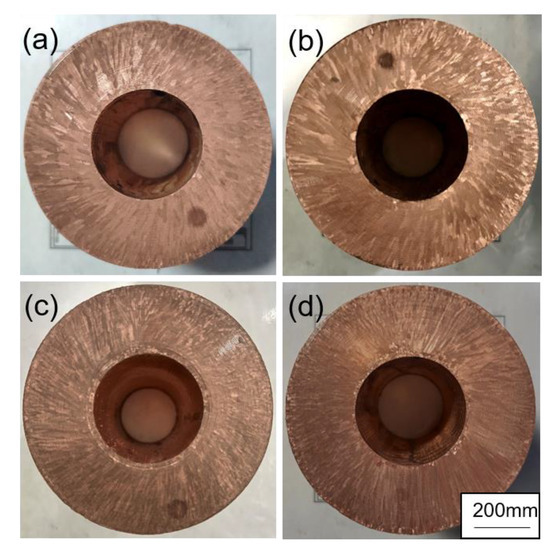
Figure 18.
Metallographic microstructures of TP2 copper slabs with different rare-earth contents: (a) 0 ppm, (b) 10 ppm, (c) 25 ppm, and (d) 50 ppm.
Despite their potential, the application of rare-earth elements in copper and its alloys continues to face notable challenges. Several critical issues may remain to be addressed despite the significant potential of rare-earth elements in enhancing the properties of copper and copper alloys: The intermetallic phases formed with rare-earth elements (REEs) are sometimes brittle, compared to the copper matrix, which can impair deformation compatibility. Additionally, the undesirable aggregation of REE-containing phases may increase microstructural heterogeneity, which can negatively affect the overall performance of the alloy—particularly its ductility. In addition, the incorporation of REEs can introduce processing challenges, as it may increase the strength of copper alloys while reducing their plasticity. Furthermore, it is important to note that REEs—in particular, the heavy rare earths—are expensive, which can raise the overall costs of copper alloy production by approximately 5–20%, based on manufacturing experience. These factors collectively pose limitations to the widespread application of REEs in copper alloys.
8. Summary and Outlook
In summary, studies confirm that the addition of rare-earth elements enhances mechanical properties, anti-corrosion performance, and the electrical characteristics of Cu-based materials through microstructural modification and surface optimization. La, Ce, and Y, in addition to others, are the rare-earth elements that are normally used to control the microstructures and properties of copper and its alloys. Rare-earth elements will play significant roles in the design and development of the high-performance copper material used in new energy and energy storage, next-generation electronic technology, smart appliances, 5G/6G base stations, etc. The influence of rare-earth elements on copper and its alloys is summarized in Table 6 to provide a clear and convenient comparison between different REEs.
Table 6.
The summary of the influence of rare-earth elements on copper and its alloys.
Further research is required to gain a deeper understanding of the mechanisms at the micro level by which REEs interact with the copper matrix. It is also essential to investigate the synergistic effects of various REEs and their optimal combinations with other alloying elements, aiming to achieve a balanced enhancement of key properties such as strength, ductility, and electrical conductivity. In parallel, ensuring cost-effectiveness and sustainability will be critical. This can be addressed through the use of alternative raw materials, the optimization of processing conditions, and the advancement of recycling technologies—all while maintaining or improving the performance of copper and its alloys.
Author Contributions
Conceptualization, J.-S.L. and D.-Y.C.; Methodology, D.-Y.C. and S.-W.W.; Software, J.-S.L. and W.-X.Y.; Validation, D.-Y.C. and H.-W.S.; Formal analysis, W.-X.Y. and D.-Y.C.; Investigation, J.-S.L., H.-W.S. and S.-H.Z.; Resources, H.-W.S. and S.-H.Z.; Data curation, D.-Y.C. and S.-W.W.; Writing—original draft preparation, J.-S.L. and W.-X.Y.; writing—review and editing, D.-Y.C. and H.-W.S.; Visualization, D.-Y.C. and H.-W.S.; Supervision, H.-W.S. and S.-H.Z.; Project administration, J.-S.L. and H.-W.S.; Funding acquisition, S.-W.W. and S.-H.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This work was financially supported by International Partnership Program of Chinese Academy of Sciences (Grant No. 172GJHZ2022054GC).
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Lu, L.; Shen, Y.; Chen, X.; Qian, L.; Lu, K. Ultrahigh Strength and High Electrical Conductivity in Copper. Science 2004, 304, 422–426. [Google Scholar] [CrossRef] [PubMed]
- Tong, W.; Fang, D.; Bao, C.; Tan, S.; Liu, Y.; Li, F.; You, X.; Tao, J.; Bao, R.; Li, C.; et al. Enhancing mechanical properties of copper matrix composite by adding SiO2 quantum dots reinforcement. Vacuum 2022, 195, 110682. [Google Scholar] [CrossRef]
- Tong, W.; An, Y.; Bao, C.; Fang, D.; Wang, M.; Yi, J. Improving mechanical properties of copper composite by interconnected MoO2 quantum dots. Mater. Sci. Eng. A 2022, 848, 143365. [Google Scholar] [CrossRef]
- Wang, D.; Yan, A.; Liu, Y.; Wu, Z.; Gan, X.; Li, F.; Tao, J.; Li, C.; Yi, J. Interfacial Bonding Improvement through Nickel Decoration on Carbon Nanotubes in Carbon Nanotubes/Cu Composite Foams Reinforced Copper Matrix Composites. Nanomaterials 2022, 12, 2548. [Google Scholar] [CrossRef]
- Luo, H.; Bao, R.; Ma, R.; Liu, J.; Nie, Y.; Yi, J. Preparation and properties of copper matrix composites synergistically strengthened by Al2O3 and CPD. Diam. Relat. Mater. 2022, 124, 108916. [Google Scholar] [CrossRef]
- Zhao, W.M.; Bao, R.; Yi, J.H.; Hou, X.H.; Fang, D.; Liu, C.X. Fabrication of RGO/Cu composites based on electrostatic adsorption. Trans. Nonferrous Met. Soc. China 2020, 30, 982–991. [Google Scholar] [CrossRef]
- Popovich, A.; Sufiiarov, V.; Polozov, I.; Borisov, E.; Masaylo, D.; Orlov, A. Microstructure and mechanical properties of additive manufactured copper alloy. Mater. Lett. 2016, 179, 38–41. [Google Scholar] [CrossRef]
- Peltola, H.; Lindgren, M. Failure analysis of a copper tube in a finned heat exchanger. Eng. Fail. Anal. 2015, 51, 83–97. [Google Scholar] [CrossRef]
- Pan, Z.Y.; Chen, J.B.; Li, J.F. Microstructure and properties of rare earth-containing Cu–Cr–Zr alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 1206–1214. [Google Scholar] [CrossRef]
- Chandra, K.; Kain, V.; Shetty, P.S.; Kishan, R. Failure analysis of copper tube used in a refrigerating plant. Eng. Fail. Anal. 2014, 37, 1–11. [Google Scholar] [CrossRef]
- Mao, X.; Fang, F.; Jiang, J.; Tan, R. Effect of rare earths on corrosion resistance of Cu-30Ni alloys in simulated seawater. J. Rare Earths 2009, 27, 1037–1041. [Google Scholar] [CrossRef]
- Guo, F.A.; Xiang, C.J.; Yang, C.X.; Cao, X.M.; Mu, S.G.; Tang, Y.Q. Study of rare earth elements on the physical and mechanical properties of a Cu–Fe–P–Cr alloy. Mater. Sci. Eng. B 2008, 147, 1–6. [Google Scholar] [CrossRef]
- Ning, Y.T.; Zhang, X.H.; Qin, G.Y. Influence of cerium addition on microstructure and properties of Cu-Ag alloy in situ filamentary composites. J. Rare Earths 2005, 23, 392–398. [Google Scholar]
- Li, H.H.; Sun, X.Q.; Zhang, S.Z.; Zhao, Q.Y.; Wang, G.Z. Application of rare-earth element Y in refining impure copper. Int. J. Miner. Metall. Mater. 2015, 22, 453–459. [Google Scholar] [CrossRef]
- Liu, J.B.; Meng, L.; Zhang, L. Rare earth microalloying in as-cast and homogenized alloys Cu–6wt.% Ag and Cu–24wt.% Ag. J. Alloys Compd. 2006, 425, 185–190. [Google Scholar]
- Li, M.; Hao, H.; Zhang, A.; Song, Y.; Zhang, X. Effects of Nd on microstructure and mechanical properties of as-cast Mg-8Li-3Al alloy. J. Rare Earths 2012, 30, 492–496. [Google Scholar] [CrossRef]
- Klemettinen, L.; Aromaa, R.; Dańczak, A.; O’Brien, H.; Taskinen, P.; Jokilaakso, A. Distribution Kinetics of Rare Earth Elements in Copper Smelting. Sustainability 2020, 12, 208. [Google Scholar] [CrossRef]
- Cai, G.; Li, C. Effects of Ce on Inclusions, Microstructure, Mechanical Properties, and Corrosion Behavior of AISI 202 Stainless Steel. J. Mater. Eng. Perform. 2015, 24, 3989–4009. [Google Scholar] [CrossRef]
- Gao, Z.; Li, H.; Lai, Y.; Ou, Y.; Li, D. Effects of minor Zr and Er on microstructure and mechanical properties of pure aluminum. Mater. Sci. Eng. A 2013, 580, 92–98. [Google Scholar] [CrossRef]
- Gavras, S.; Easton, M.A.; Gibson, M.A.; Zhu, S.; Nie, J.-F. Microstructure and property evaluation of high-pressure die-cast Mg–La–rare earth (Nd, Y or Gd) alloys. J. Alloys Compd. 2014, 597, 21–29. [Google Scholar] [CrossRef]
- Chen, Z.W.; Tang, M.J.; Zhao, K. Effect of rare earth samarium addition on the kinetics of precipitation in Al-Cu-Mn casting alloy. Int. J. Miner. Metall. Mater. 2014, 21, 155–161. [Google Scholar] [CrossRef]
- Otto, F.; Viswanathan, G.B.; Payton, E.J.; Frenzel, J.; Eggeler, G. On the effect of grain boundary segregation on creep and creep rupture. Acta Mater. 2012, 60, 2982–2998. [Google Scholar] [CrossRef]
- Duscher, G.; Chisholm, M.F.; Alber, U.; Rühle, M. Bismuth-induced embrittlement of copper grain boundaries. Nat. Mater. 2004, 3, 621–626. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, S.; Chen, Y.; Li, H.; Liu, J. Effects of La Microalloying on Microstructure Evolution of Pure Copper. Mater. Sci. Forum 2017, 898, 361–366. [Google Scholar] [CrossRef]
- Tenwick, M.J.; Davies, H.A. Enhanced strength in high conductivity copper alloys. Mater. Sci. Eng. 1988, 98, 543–546. [Google Scholar] [CrossRef]
- Liu, H.; Teng, X.; Wu, W.; Xiao, Z.; Wu, X.; Leng, J. Effects of Rare Earth Y Addition on Microstructural and Properties of Pure Copper. Mater. Sci. Forum 2018, 913, 862–869. [Google Scholar] [CrossRef]
- Lin, G.Y.; Li, K.; Feng, D.; Feng, Y.P.; Song, W.Y.; Xiao, M.Q. Effects of La–Ce addition on microstructure and mechanical properties of Al–18Si–4Cu–0.5Mg alloy. Trans. Nonferrous Met. Soc. China 2019, 29, 1592–1600. [Google Scholar] [CrossRef]
- Li, J.; Chang, L.; Li, S.; Zhu, X.; An, Z. Microstructure and properties of as-cast Cu-Cr-Zr alloys with lanthanum addition. J. Rare Earths 2018, 36, 424–429. [Google Scholar] [CrossRef]
- Kamyshanchenko, N.V.; Durykhin, M.I.; Gal’tsev, A.V.; Neklyudov, I.M.; Borts, B.V.; Shevchenko, S.V. Effect of microalloying of copper with yttrium on its structure and mechanical properties. Inorg. Mater. 2011, 47, 1592–1595. [Google Scholar] [CrossRef]
- Chen, H.; Li, J.; Chen, M. Effect of Rare Earth on Microstructure and Property of Refining Impure-Copper. Adv. Mater. Res. 2011, 189–193, 3982–3985. [Google Scholar] [CrossRef]
- Zhang, M.; Yang, J.; Li, H. The Influence of Rare Earth Ce on the Microstructure and Properties of Cast Pure Copper. Materials 2024, 17, 2387. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Zhang, S.; Song, H.; Cheng, M.; Li, H.; Liu, J. Sudden transition from columnar to equiaxed grain of cast copper induced by rare earth microalloying. Mater. Des. 2016, 91, 314–320. [Google Scholar] [CrossRef]
- Du, T. Physical-chemistry effect of rare earth elements on metallic materials. Acta Metall. Sin. 1997, 33, 69–77. [Google Scholar]
- Qian, S.; Shao, W.; Zhao, Y.; Wan, X.; Zhou, J.; Zhang, Y. Improving uniformity and performance of electroformed copper using rare earth element additives. Int. J. Electrochem. Sci. 2024, 19, 100549. [Google Scholar] [CrossRef]
- Li, H.H.; Liu, X.; Li, Y.; Zhang, S.H.; Chen, Y.; Wang, S.W.; Liu, J.S.; Wu, J.H. Effects of rare earth Ce addition on microstructure and mechanical properties of impure copper containing Pb. Trans. Nonferrous Met. Soc. China 2020, 30, 1574–1581. [Google Scholar] [CrossRef]
- Chen, Y.; Cheng, M.; Song, H.; Zhang, S.; Liu, J.; Zhu, Y. Effects of lanthanum addition on microstructure and mechanical properties of as-cast pure copper. J. Rare Earths 2014, 32, 1056–1063. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, Y.; Tian, B.; An, J.; Volinsky, A.A.; Sun, H.; Liu, Y.; Song, K. Effects of Ce addition on the Cu-Mg-Fe alloy hot deformation behavior. Vacuum 2018, 155, 594–603. [Google Scholar] [CrossRef]
- Chbihi, A.; Sauvage, X.; Blavette, D. Atomic scale investigation of Cr precipitation in copper. Acta Mater. 2012, 60, 4575–4585. [Google Scholar] [CrossRef]
- Xie, M.; Liu, J.; Lu, X.; Shi, A.; Den, Z.; Jang, H.; Zheng, F. Investigation on the Cu–Cr–RE alloys by rapid solidification. Mater. Sci. Eng. A 2001, 304–306, 529–533. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, H.; Volinsky, A.A.; Wang, B.; Tian, B.; Chai, Z.; Liu, Y.; Song, K. Small Y Addition Effects on Hot Deformation Behavior of Copper-Matrix Alloys. Adv. Eng. Mater. 2017, 19, 1700197. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, Y.; Tian, B.; Yakubov, V.; An, J.; Volinsky, A.A.; Liu, Y.; Song, K.; Li, L.; Fu, M. Effects of Ce and Y addition on microstructure evolution and precipitation of Cu-Mg alloy hot deformation. J. Alloys Compd. 2019, 781, 118–130. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, Y.; He, J.P.; Yao, K.F.; Wei, B.C.; Chen, G.L. Metallographic analysis of Cu–Zr–Al bulk amorphous alloys with yttrium addition. Scr. Mater. 2006, 54, 1351–1355. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, H.; Volinsky, A.A.; Wang, B.; Tian, B.; Liu, Y.; Song, K. Constitutive Model for Hot Deformation of the Cu-Zr-Ce Alloy. J. Mater. Eng. Perform. 2018, 27, 728–738. [Google Scholar] [CrossRef]
- Sakai, T.; Jonas, J.J. Overview no. 35 Dynamic recrystallization: Mechanical and microstructural considerations. Acta Metall. 1984, 32, 189–209. [Google Scholar]
- Rohatgi, A.; Vecchio, K.S.; Gray, G.T. The influence of stacking fault energy on the mechanical behavior of Cu and Cu-Al alloys: Deformation twinning, work hardening, and dynamic recovery. Metall. Mater. Trans. A 2001, 32, 135–145. [Google Scholar] [CrossRef]
- Li, J.; Wen, M.; Zhao, Z. Influence of rare earth element la on the performance of copper-based composites. Mater. Today Commun. 2024, 38, 107675. [Google Scholar] [CrossRef]
- Tan, L.K.; Li, Y.; Ng, S.C.; Lu, L. Effects of rare earth additions on structures and properties of rapidly solidified copper alloys. Mater. Sci. Technol. 1999, 15, 169–179. [Google Scholar] [CrossRef]
- Liu, X.B.; Liu, P.; Jia, S.; Tian, B.H. Effects of trace Ce and Cr on properties of Cu-0.1Ag alloy. Heat Treat. Met. 2005, 30, 238–241. [Google Scholar]
- Zhou, M.; Tang, S.; Zhang, Y.; Zheng, X.; Xu, D.; Zhang, Z.; Li, Y.; Fu, L.; Li, X.; Tian, B.; et al. Ce effects on dynamic recrystallization and microstructure of the copper alloy under hot deformation behavior with different strain rate. J. Mater. Res. Technol. 2023, 24, 4888–4903. [Google Scholar] [CrossRef]
- Xie, H.; Zhang, W.; Huang, S.; Chen, H.; Wang, H.; Yang, Z.; Peng, L.; Yang, B. Effect of trace La on microstructure and properties of Cu–Cr–In alloys. Mater. Res. Express 2020, 7, 066506. [Google Scholar] [CrossRef]
- Liu, P.; Kang, B.X.; Cao, X.G.; Huang, J.L.; Gu, H.C. Strengthening mechanisms in a rapidly solidified and aged Cu-Cr alloy. J. Mater. Sci. 2000, 35, 1691–1694. [Google Scholar] [CrossRef]
- Song, J.T.; Fu, Y.D.; Song, K.X.; Zhu, Q.Q.; Peng, X.W.; Hua, Y.X.; Zhou, Y.J.; Guo, X.H.; An, S.Z.; Ma, Y.X. Effect of interaction between P and Ce on properties of copper. Mater. Sci. Technol. 2023, 39, 2966–2975. [Google Scholar] [CrossRef]
- Wu, J.H.; Zhang, S.H.; Chen, Y.; Li, H.H.; Song, H.W.; Cheng, M.; Liu, J.S. Microstructure and properties of TP2 copper tube with La microalloying by horizontal continuous casting. China Foundry 2018, 15, 31–36. [Google Scholar] [CrossRef]
- Chen, Z.; Chen, P.; Ma, C. Microstructures and mechanical properties of Al-Cu-Mn alloy with La and Sm addition. Rare Met. 2012, 31, 332–335. [Google Scholar] [CrossRef]
- Zhou, S.J.; Zhao, B.J.; Zhao, Z.; Jin, X. Application of Lanthanum in High Strength and High Conductivity Copper Alloys. J. Rare Earths 2006, 24, 385–388. [Google Scholar]
- Wang, S.W.; Yu, K.K.; Chen, S.F.; Deng, S.Y.; Song, H.W.; Zhang, S.H. Modificated microstructure and enhanced mechanical properties of Cu-Sn-P alloy with rare earth La addition. Mater. Today Commun. 2024, 39, 109304. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).