

Impact of Heat Treatment on Microstructure Evolution in Grey Cast Iron EN-GJL-300

 , , ,
, , ,
Abstract
1. Introduction
2. Materials and Methods
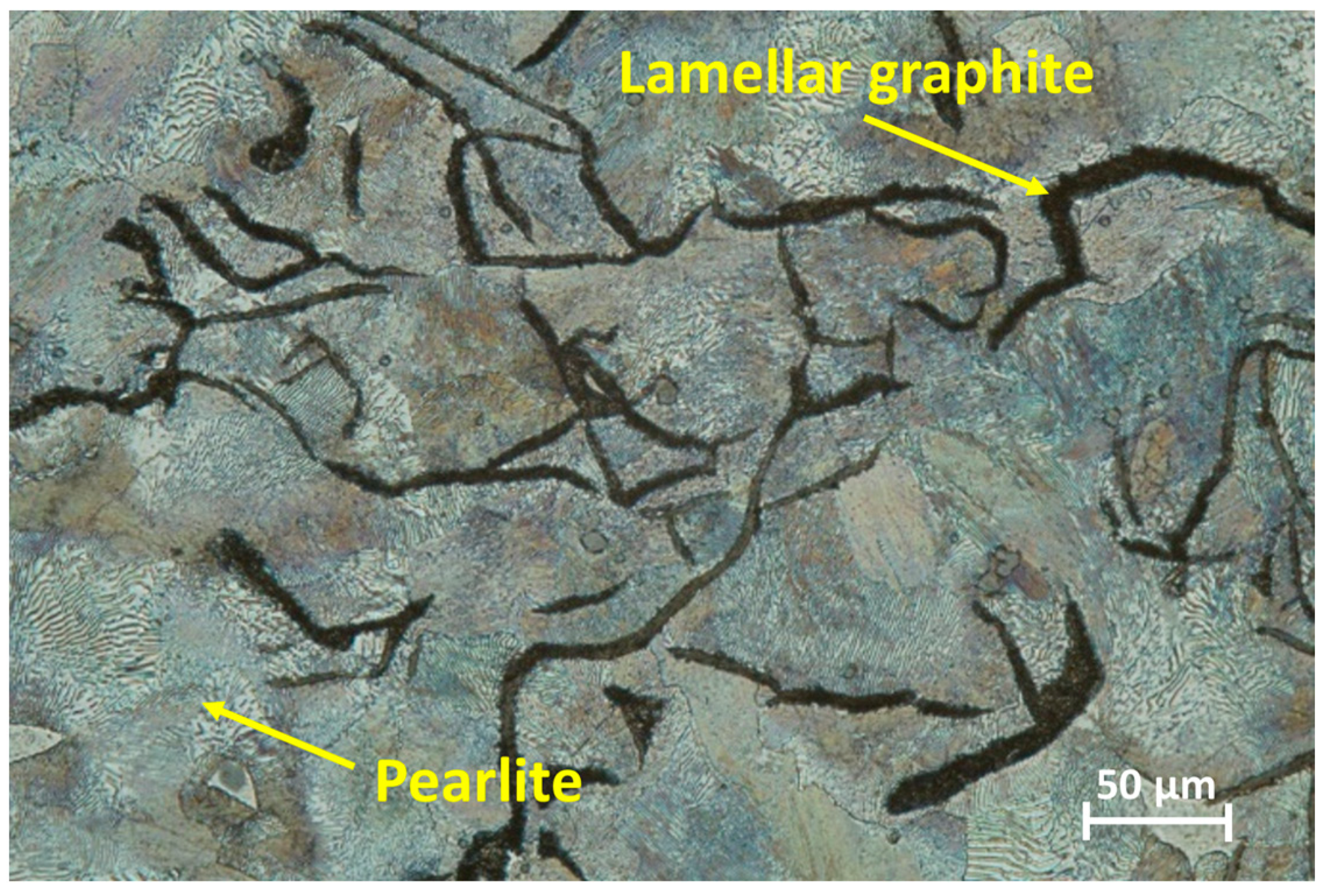
2.1. Experimental Material
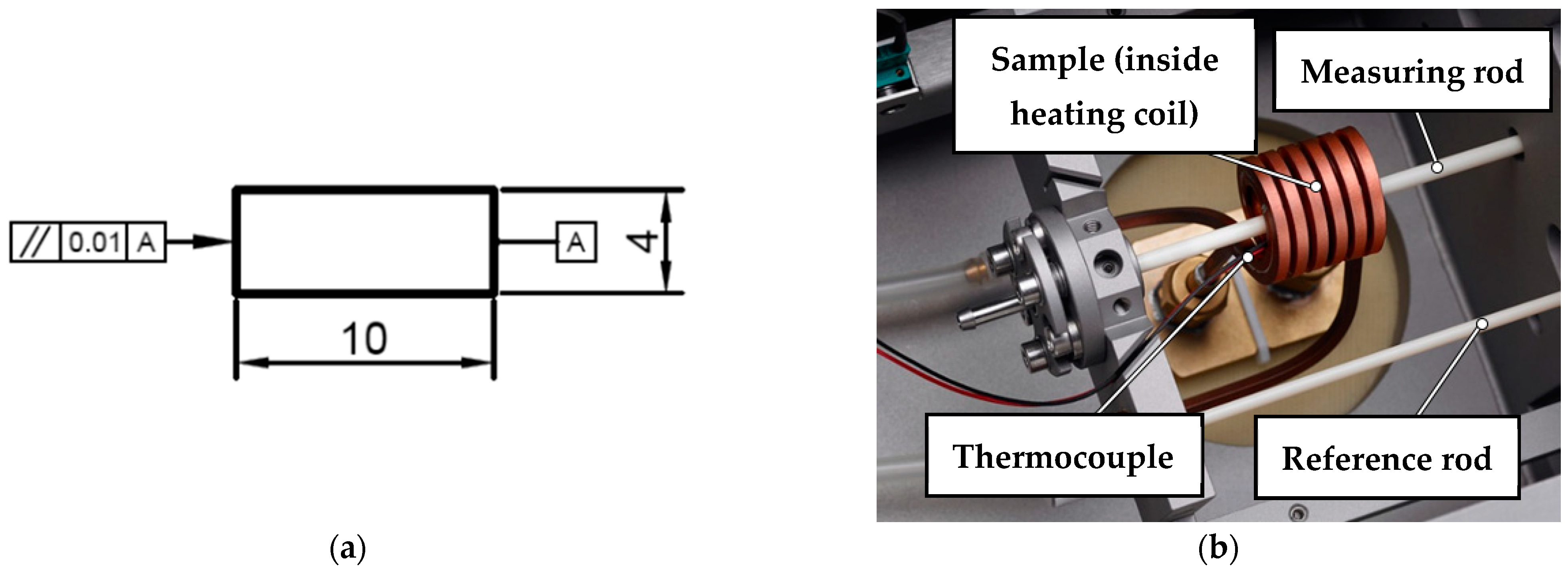
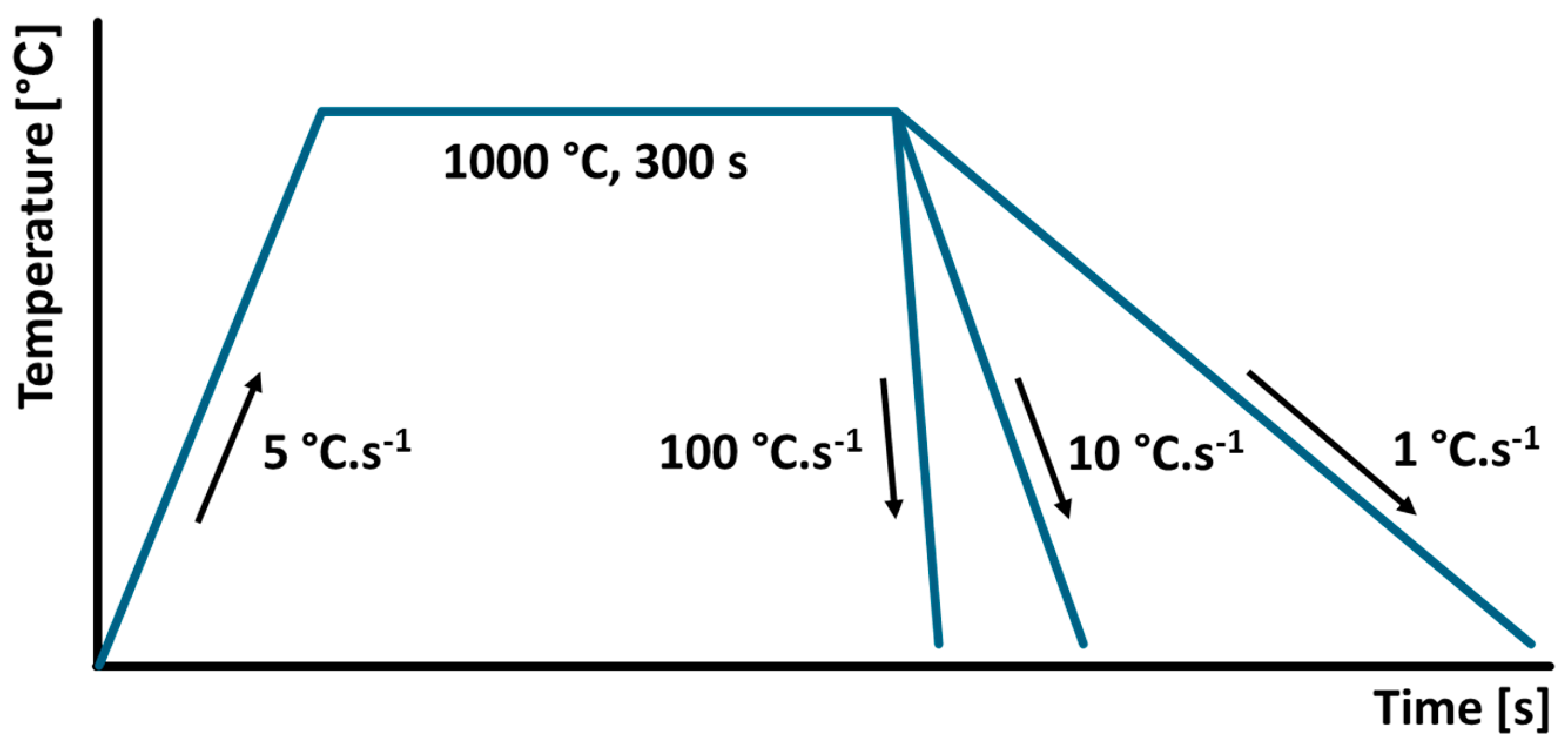
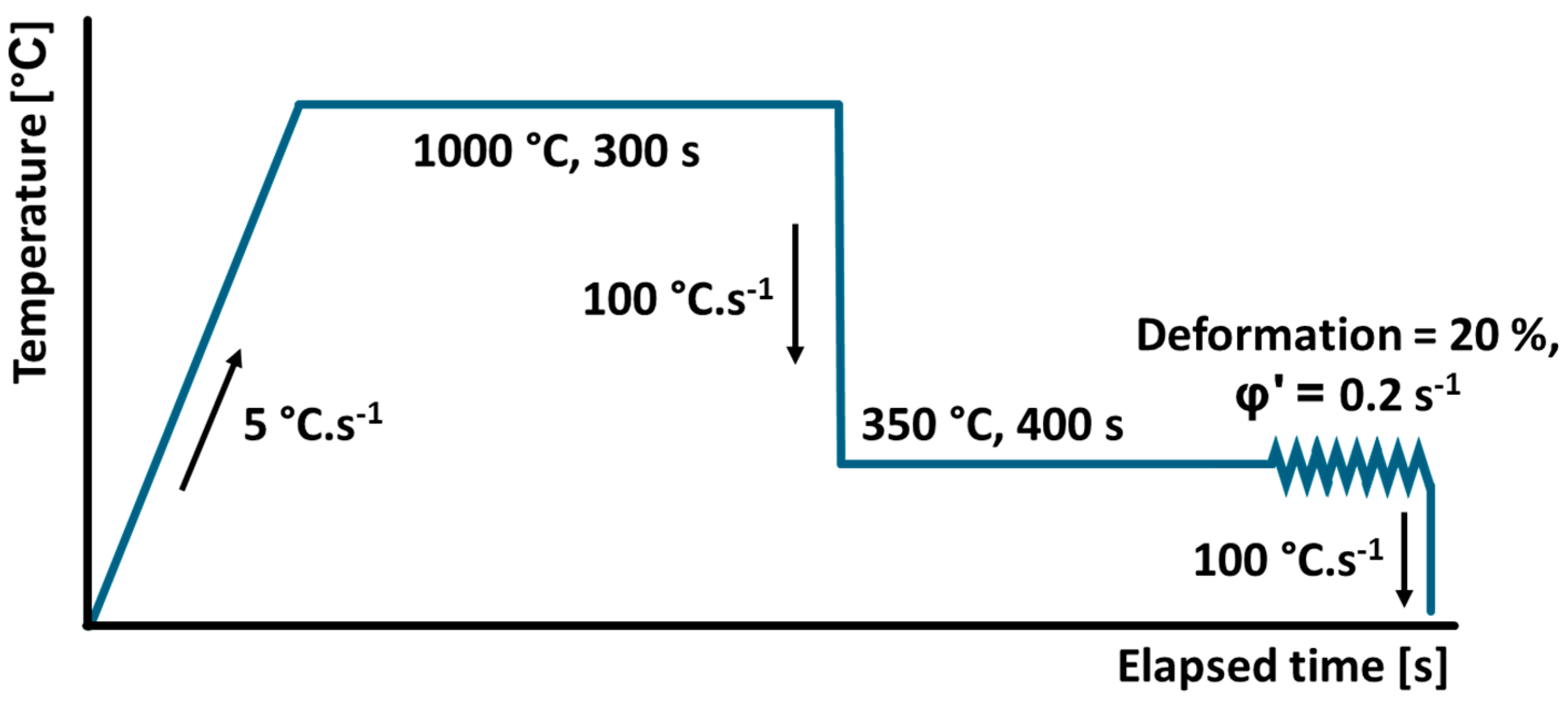
2.2. Heat Treatment of Experimental Samples
2.3. Microstructure Analysis and Hardness Measurements
2.4. Quasistatic Nanoindentation
3. Results and Discussion
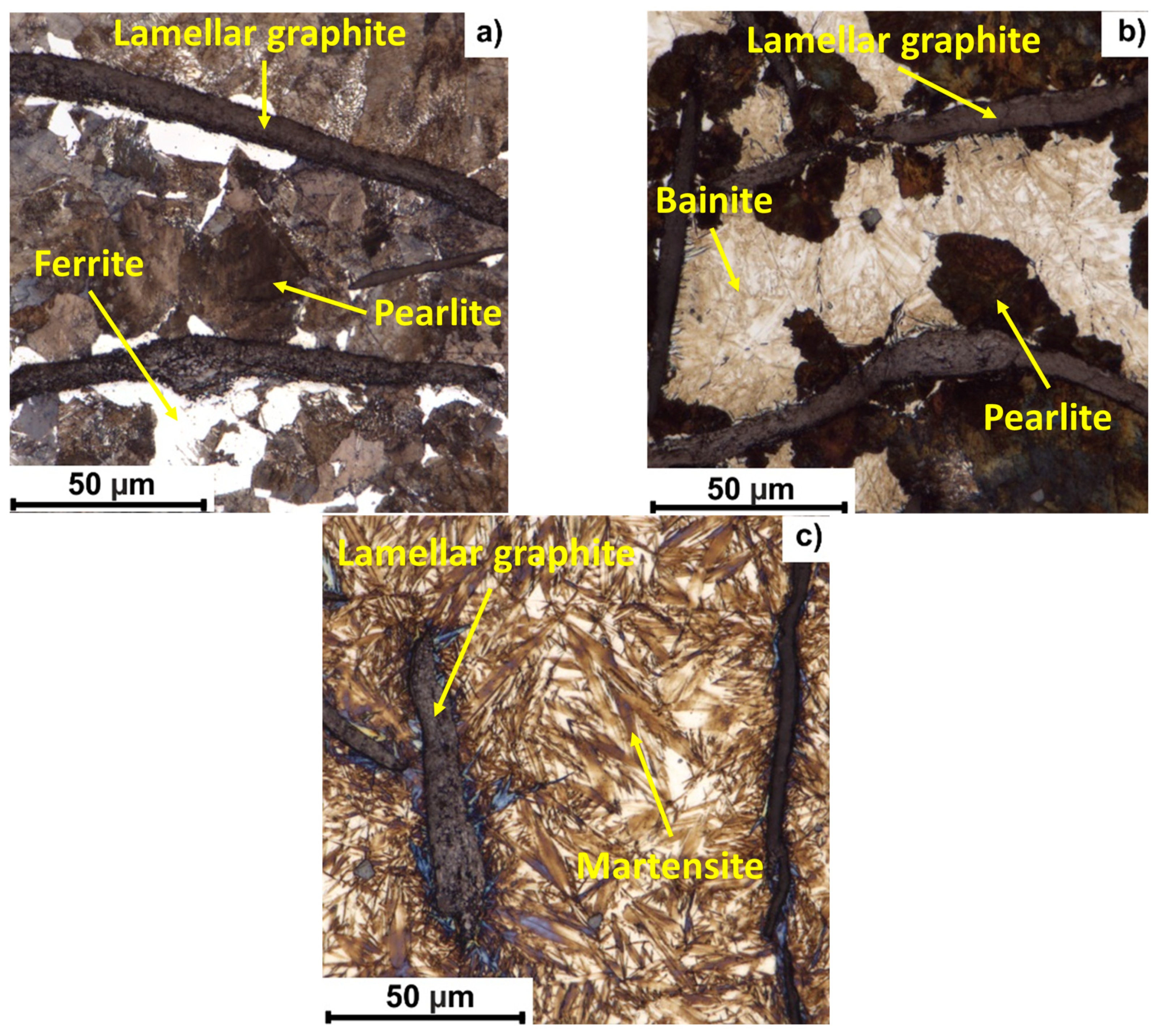
3.1. Evolution of Microstructure and Surface Hardness in Relation to the Heat Treatment
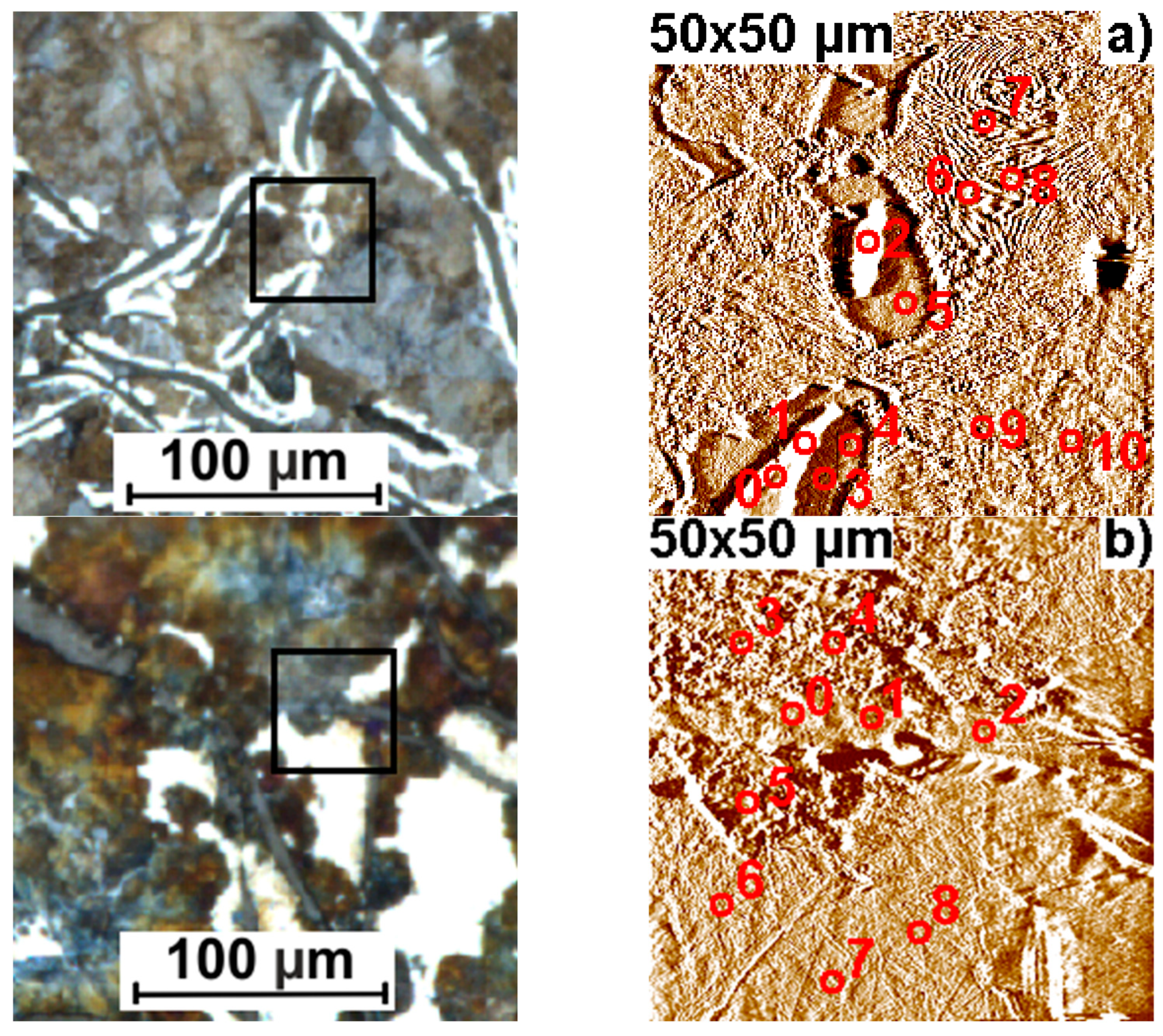
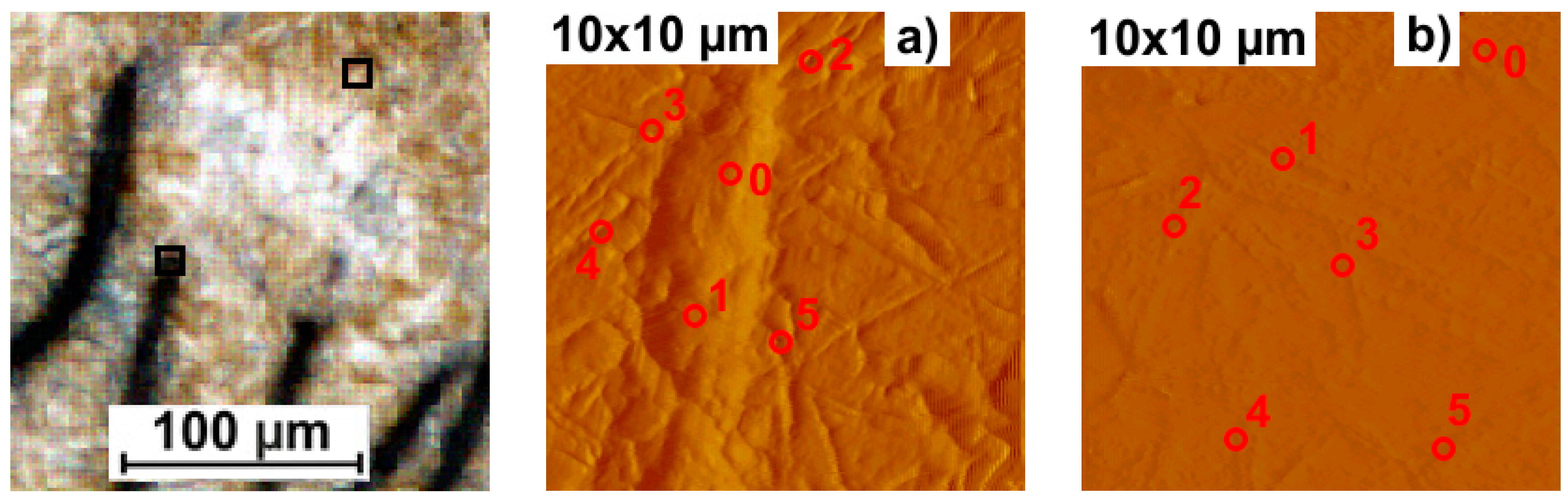
3.2. Nanoindentation Study of Selected Structure Components
4. Conclusions
- The local mechanical properties of graphite lamellae were almost unchanged in all heat treatment cases, with average values of H = 0.65 ± 0.12 GPa and Er = 32.8 ± 4.55 GPa. The shape, size, and morphology of the lamellae did not change significantly, which is important for maintaining the damping properties of the material.
- The three investigated continuous cooling rates confirmed the expected phase transformations in the matrix. Cooling at a rate of 100 °C s−1 appears to be unsuitable due to high internal stresses and the risk of cracking. At a rate of 1 °C s−1, ferritic regions around the graphite lamellae were formed in the microstructure, while the surface hardness (247 HB) was lower than in the as-delivered state (277 HB). The most advantageous was the cooling rate of 10 °C s−1, which led to the formation of a bainitic matrix with a small proportion of martensite and a significant increase in hardness to 415 HB. The measured nanomechanical properties corresponded to the phases—bainite (H = 5.99 ± 0.45 GPa; Er = 224.85 ± 7.60 GPa) and martensite (H = 7.22 GPa; Er = 222.46 GPa).
- After austempering and ausforming, an acicular microstructure appeared in the structure, especially around the graphite lamellae. Local mechanical properties of these areas confirmed the presence of ausferite—after austempering (H = 3.20 ± 0.24 GPa; Er = 93.57 ± 1.88 GPa) and after ausforming (H = 2.82 ± 0.19 GPa; Er = 91.46 ± 7.07 GPa). The matrix after austempering contained martensite (H = 7.83 ± 0.88 GPa; Er = 153.61 ± 19.26 GPa) and some ausferite, while after ausforming it was mainly composed of martensite (H = 7.65 ± 0.45 GPa; Er = 147.60 ± 3.75 GPa), the increased proportion of which was a consequence of the applied deformation. The measured values of the general hardness (HBAT = 331; HBAF = 376 ± 9) correspond to the local properties of the matrix.
- The austempering and ausforming heat treatments resulted in a fine-grained microstructure, but the hardness achieved was lower than with continuous cooling at a rate of 10 °C s−1. Therefore, this regime appears to be the most suitable from the point of view of optimizing wear resistance. A disadvantage of ausforming is its limited applicability to parts with complex shapes.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Shivarudrappa, P.K. Changes in Gray Cast Iron over the Last Century—An Initial Study. Master‘s Thesis, Lund University, Lund, Sweden, 2021. [Google Scholar]
- Ujjal, T.; Paul, D.; Mehtani, H.K.; Bhagavath, S.; Alankar, A.; Mohapatra, G.; Sahay, S.S.; Panwar, A.S.; Karagadde, S.; Samajdar, I. The Origin of Graphite Morphology in Cast Iron. Acta Mater. 2022, 226, 117660. [Google Scholar] [CrossRef]
- Eperješi, Š.; Matvija, M.; Bartošová, D.; Fecko, D.; Pribulová, A. Effect of Heat Treatment Conditions on Microstructure of Cast Iron. Manuf. Technol. 2017, 17, 29–33. [Google Scholar]
- Xing, J.; Wang, Q.; Chang, J. Microstructure of Martensite/Bainite Dual-Phase Grey Cast Iron and Its Strengthening Mechanism. ISIJ Int. 2007, 47, 1776–1780. [Google Scholar] [CrossRef]
- Kovacs, B.V.; Keough, J.R. Physical Properties and Application of Austempered Gray Iron. AFS Trans. 1993, 101, 283–291. [Google Scholar]
- Wang, B.; Pan, Y.; Liu, Y.; Lyu, N.; Barber, G.C.; Wang, R.; Hu, M. Effects of quench-tempering and laser hardening treatment on wear resistance of gray cast iron. J. Mater. Res. Technol. 2020, 9, 8163–8171. [Google Scholar] [CrossRef]
- Sarkar, T.; Bose, P.K.; Sutradhar, G. Effect of the Time and Temperature of Isothermal Quenching on Microstructure and Mechanical Properties of Bainitic Gray Cast Iron. Met. Sci. Heat Treat. 2020, 61, 552–558. [Google Scholar] [CrossRef]
- Hsu, C.H.; Shy, Y.H.; Yu, Y.H.; Lee, S.C. Effect of Austempering Heat Treatment on Fracture Toughness of Copper-Alloyed Gray Iron. Mater. Chem. Phys. 2000, 63, 75–81. [Google Scholar] [CrossRef]
- Navarro-Mesa, C.H.; Gomez-Botero, M.; Montoya-Mejía, M.; Ríos-Diez, O.; Aristizabal-Sierra, R. Wear Resistance of Austempered Grey Iron under Dry and Wet Conditions. J. Mater. Res. Technol. 2022, 21, 4174–4183. [Google Scholar] [CrossRef]
- Wang, B.; Han, X.; Barber, G.C.; Pan, Y. Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons under Similar Hardness. Metals 2019, 9, 1329. [Google Scholar] [CrossRef]
- Hu, H.; Xu, G.; Dai, F.; Tian, J.; Chen, G. Critical Ausforming Temperature to Promote Isothermal Bainitic Transformation in Prior-Deformed Austenite. Mater. Sci. Technol. 2019, 35, 420–428. [Google Scholar] [CrossRef]
- Chiou, C.S.; Yang, J.R.; Huang, C.Y. The Effect of Prior Compressive Deformation of Austenite on the Toughness Property in an Ultra-Low Carbon Bainite Steel. Mater. Chem. Phys. 2001, 69, 113–124. [Google Scholar] [CrossRef]
- Lee, C.H.; Bhadeshia, H.K.D.H.; Lee, H.C. Effect of Plastic Deformation on the Formation of Acicular Ferrite. Mater. Sci. Eng. A 2003, 360, 249–257. [Google Scholar] [CrossRef]
- Agnani, M.; Findley, K.O. Effects of Retained Austenite and Martensite Microstructure on Fatigue Crack Propagation in Quenched and Tempered High Carbon Steels. Int. J. Fatigue 2024, 188, 108529. [Google Scholar] [CrossRef]
- Fernández-Valdivielso, A.; López de Lacalle, L.N.; Fernández-Lucio, P.; González, H. Turning of austempered ductile iron with ceramic tools. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 484–493. [Google Scholar] [CrossRef]
- Balachandran, G.; Aravind, V.; Kamaraj, M.; Ekusa, K. Mechanical and Wear Behavior of Alloyed Gray Cast Iron in the Quenched and Tempered and Austempered Conditions. Mater. Des. 2011, 32, 4042–4049. [Google Scholar] [CrossRef]
- Akinribide, O.J.; Akinwamide, S.O.; Obadele, B.A.; Ogundare, O.D.; Ayeleru, O.O.; Olubambi, P.A. Tribological Behaviour of Ductile and Austempered Grey Cast Iron under Dry Environment. Mater. Today Proc. 2021, 38 Pt 2, 1174–1182. [Google Scholar] [CrossRef]
- Teng, X.Y.; Pang, J.C.; Liu, F.; Zou, C.L.; Gao, C.; Li, S.X.; Zhang, Z.F. Fatigue Strength Optimization of Gray Cast Iron Processed by Different Austempering Temperatures. Int. J. Fatigue 2023, 175, 107831. [Google Scholar] [CrossRef]
- Feldshtein, E.; Devojno, O.; Wojciechowski, S.; Kardapolava, M.; Kasiakova, I. On the Microstructure, Microhardnessand Wear Behavior of Gray Cast Iron Surface Layer after Laser Strengthening. Materials 2022, 15, 1075. [Google Scholar] [CrossRef]
- ISO 6892-1:2016; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. International Organization for Standardization: Geneva, Switzerland, 2016.
- Barényi, I.; Majerík, J.; Bezecný, J.; Krbaťa, M.; Sedlák, J.; Jaroš, A. Material and Technological Aspects while Processing of Selected Ultra High Strength Steel. Manuf. Technol. 2019, 19, 184–189. [Google Scholar] [CrossRef]
- Cíger, R.; Barényi, I.; Krbaťa, M. Analysis of heat treatment parameters on the properties of selected tool steels M390 and M398 produced with powder metallurgy. Manuf. Technol. 2021, 21, 774–780. [Google Scholar] [CrossRef]
- ISO 6506-1; Metallic Materials-Brinell Hardness Test—Test Method. 3rd Edition. International Organization for Standardization (ISO): Geneva, Switzerland, 2014.
- Escherová, J.; Majerík, J.; Barényi, I.; Kohutiar, M.; Chochlíková, H. Experimental research and evaluation of mechanical properties of microstructural of high-components strenght steels by quasistatic nanoindentation. Eng. Rev. 2024, 44, 1–10. [Google Scholar] [CrossRef]
- Barényi, I.; Majerík, J.; Pokorný, Z.; Sedlák, J.; Bezecný, J.; Dobrocký, D.; Jaroš, A.; Eckert, M.; Jambor, J.; Kusenda, R. Material and Technological Investigation of Machined Surfaces of the OCHN3MFA Steel. Kov. Mater./Met. Mater. 2019, 57, 131–142. [Google Scholar]
- Fischer-Cripps, A.C. Nanoindentation; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Kozłowska, A. Dilatometric Study on Phase Transformations in Non-Deformed and Plastically Deformed Medium-Mn Multiphase Steels with Increased Al and Si Additions. J. Therm. Anal. Calorim. 2025, 150, 1051–1058. [Google Scholar] [CrossRef]
- Zheng, J.; Li, J.; Li, S.; Tu, X.; Li, R. Effect of Salt Bath Temperature on Microstructure and Mechanical Properties of an Austempered Alloyed Cast Iron. China Foundry 2024, 21, 709–716. [Google Scholar] [CrossRef]
- Kaboli, K.; Mostafapour, M.; Kheirkhahan, N.; Edalati, E.; Solbi, E.; Babakhani, A.; Kiani-Rashid, A.R. Revisiting the Effect of Casting Thickness and Austempering Temperature of Gray Iron. J. Mater. Eng. Perform. 2024, 33. [Google Scholar] [CrossRef]
- Cao, X.; Zhang, Q.; Yu, J.; Yu, X. Effect of Compositional Changes and Heat Treatment on Microstructure and Mechanical Properties of Gray Cast Iron. J. Mater. Res. Technol. 2025, 35, 5336–5352. [Google Scholar] [CrossRef]
- Pereira, L.N.D.G.; Medeiros, R.G.D.C.; Freitas, P.G.M.D.; Silva, C.F.D.; Silva, L.M.D.; Leal, R.H. Microstructural Evaluation of an Austempered Cast Iron Alloy. Mater. Res. 2022, 25, e20210256. [Google Scholar] [CrossRef]
- Seikh, A.H.; Sarkar, A.; Singh, J.K.; Mohammed, S.M.A.K.; Alharthi, N.; Ghosh, M. Corrosion Characteristics of Copper-Added Austempered Gray Cast Iron (AGCI). Materials 2019, 12, 503. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | S | P | Fe |
|---|---|---|---|---|---|
| 3.11 | 2.32 | 0.62 | 0.06 | 0.17 | Balance |
| Tensile Strength Rm [MPa] | Yield Point Rp0.2% [MPa] | Toughness at 20 °C [J·cm−2] | Hardness [HB] | Elongation A5 [%] |
|---|---|---|---|---|
| 227 | 215 | 8.5 | 277 | 2.2 |
| Cooling Rate [°C s−1] | 1 | 10 | 100 | Austempering | Ausforming |
| Hardness HB | 247 ± 8 | 415 ± 9 | 534 ± 10 | 331 ± 8 | 360 ± 8 |
| Location | a0 | a1 | a2 | a3 | a4 | a5 | a6 | a7 | a8 | a9 | a10 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| H [GPa] | 0.92 | 0.59 | 1.08 | 2.57 | 2.68 | 2.88 | 4.05 | 4.26 | 4.27 | 3.46 | 4.80 |
| [GPa] | 28.52 | 31.06 | 37.25 | 150.91 | 156.27 | 166.04 | 203.22 | 225.72 | 197.03 | 186.32 | 219.67 |
| Phase/Structure constituent | G | G | G | F | F | F | P | P | P | P | P |
| Location | b0 | b1 | b2 | b3 | b4 | b5 | b6 | b7 | b8 |
|---|---|---|---|---|---|---|---|---|---|
| H [GPa] | 0.71 | 0.63 | 0.77 | 3.67 | 3.74 | 3.62 | 5.54 | 6.43 | 7.22 |
| [GPa] | 31.66 | 33.51 | 27.65 | 187.40 | 193.84 | 198.83 | 217.25 | 232.44 | 222.46 |
| Phase/Structure constituent | G | G | G | P | P | P | B | B | M |
| Location | c0 | c1 | c2 | c3 | c4 | c5 |
|---|---|---|---|---|---|---|
| H [GPa] | 0.65 | 0.66 | 0.45 | 8.66 | 10.62 | 10.19 |
| [GPa] | 36.25 | 35.75 | 29.55 | 171.29 | 184.44 | 163.10 |
| Phase/Structure constituent | G | G | G | M | M | M |
| Location | a0 | a1 | a2 | a3 | a4 | a5 |
|---|---|---|---|---|---|---|
| H [GPa] | 0.48 | 0.49 | 2.77 | 2.52 | 2.29 | 2.91 |
| [GPa] | 39.51 | 40.85 | 84.77 | 78.62 | 84.97 | 80.01 |
| Phase/Structure constituent | G | G | AF | AF | AF | AF |
| Location | b0 | b1 | b2 | b3 | b4 | b5 |
|---|---|---|---|---|---|---|
| H [GPa] | 9.34 | 7.17 | 7.30 | 7.49 | 2.96 | 3.43 |
| [GPa] | 142.73 | 186.92 | 143.93 | 140.86 | 95.45 | 91.69 |
| Phase/Structure constituent | M | M | M | M | AF | AF |
| Location | a0 | a1 | a2 | a3 | a4 | a5 |
|---|---|---|---|---|---|---|
| H [GPa] | 0.63 | 0.48 | 2.82 | 2.52 | 2.90 | 3.04 |
| [GPa] | 26.33 | 28.65 | 97.84 | 84.92 | 83.90 | 99.16 |
| Phase/Structure constituent | G | G | AF | AF | AF | AF |
| Location | b0 | b1 | b2 | b3 | b4 | b5 |
|---|---|---|---|---|---|---|
| H [GPa] | 8.28 | 7.05 | 7.83 | 7.30 | 8.19 | 7.27 |
| [GPa] | 153.04 | 143.61 | 143.36 | 150.09 | 150.45 | 145.06 |
| Phase/Structure constituent | M | M | M | M | M | M |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petruš, P.; Barényi, I.; Majerík, J.; Krbata, M.; Kohutiar, M.; Kovaříková, I.; Bilka, M. Impact of Heat Treatment on Microstructure Evolution in Grey Cast Iron EN-GJL-300. Metals 2025, 15, 530. https://doi.org/10.3390/met15050530
Petruš P, Barényi I, Majerík J, Krbata M, Kohutiar M, Kovaříková I, Bilka M. Impact of Heat Treatment on Microstructure Evolution in Grey Cast Iron EN-GJL-300. Metals. 2025; 15(5):530. https://doi.org/10.3390/met15050530
Chicago/Turabian StylePetruš, Peter, Igor Barényi, Jozef Majerík, Michal Krbata, Marcel Kohutiar, Ingrid Kovaříková, and Martin Bilka. 2025. "Impact of Heat Treatment on Microstructure Evolution in Grey Cast Iron EN-GJL-300" Metals 15, no. 5: 530. https://doi.org/10.3390/met15050530
APA StylePetruš, P., Barényi, I., Majerík, J., Krbata, M., Kohutiar, M., Kovaříková, I., & Bilka, M. (2025). Impact of Heat Treatment on Microstructure Evolution in Grey Cast Iron EN-GJL-300. Metals, 15(5), 530. https://doi.org/10.3390/met15050530