
The Effect of Al Loss on the Microstructural Formation of TiAl Alloys Produced via Direct Laser Deposition


Abstract
1. Introduction
2. Materials and Methods
3. Results
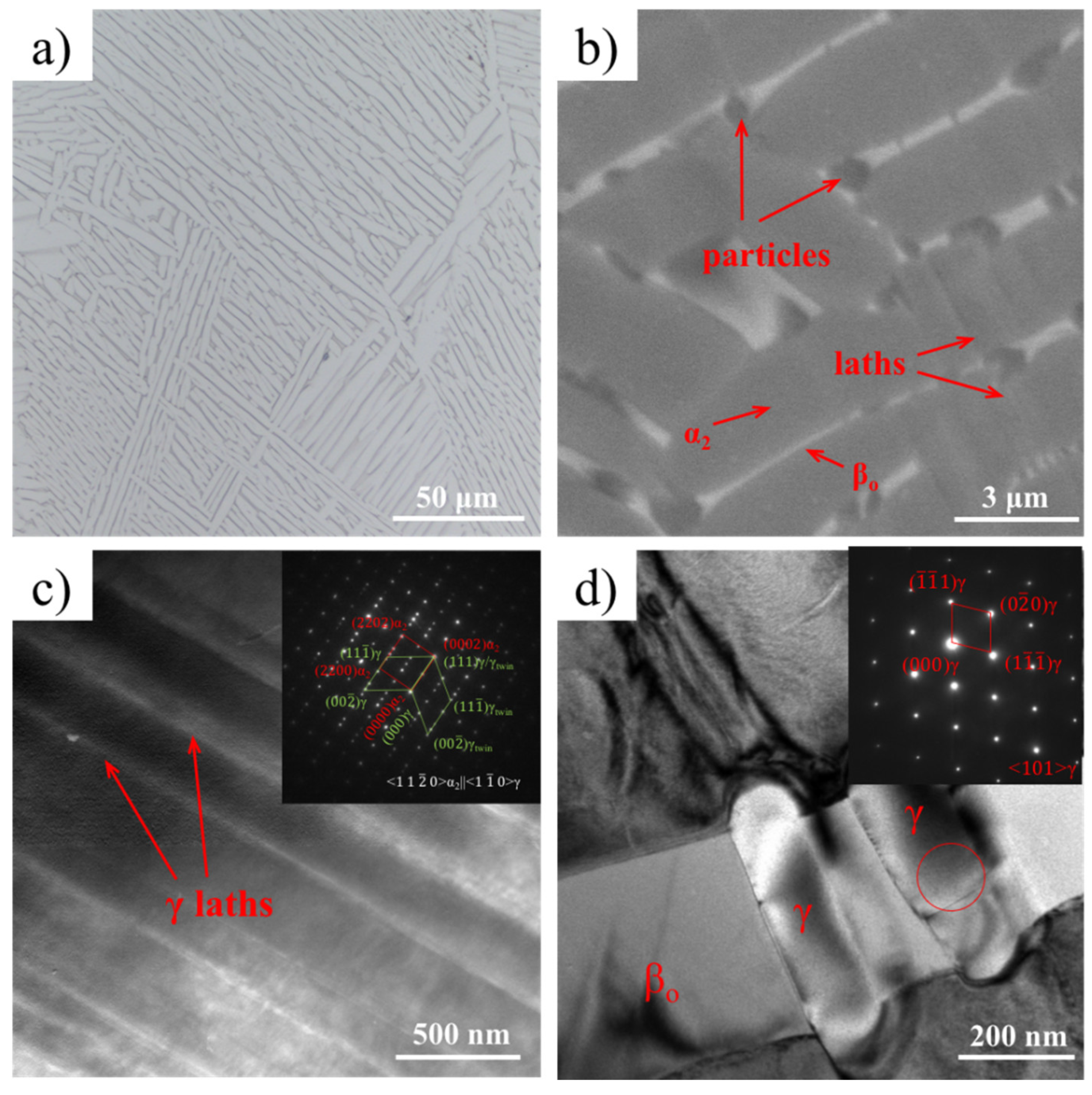
Microstructure Characterization
4. Discussion
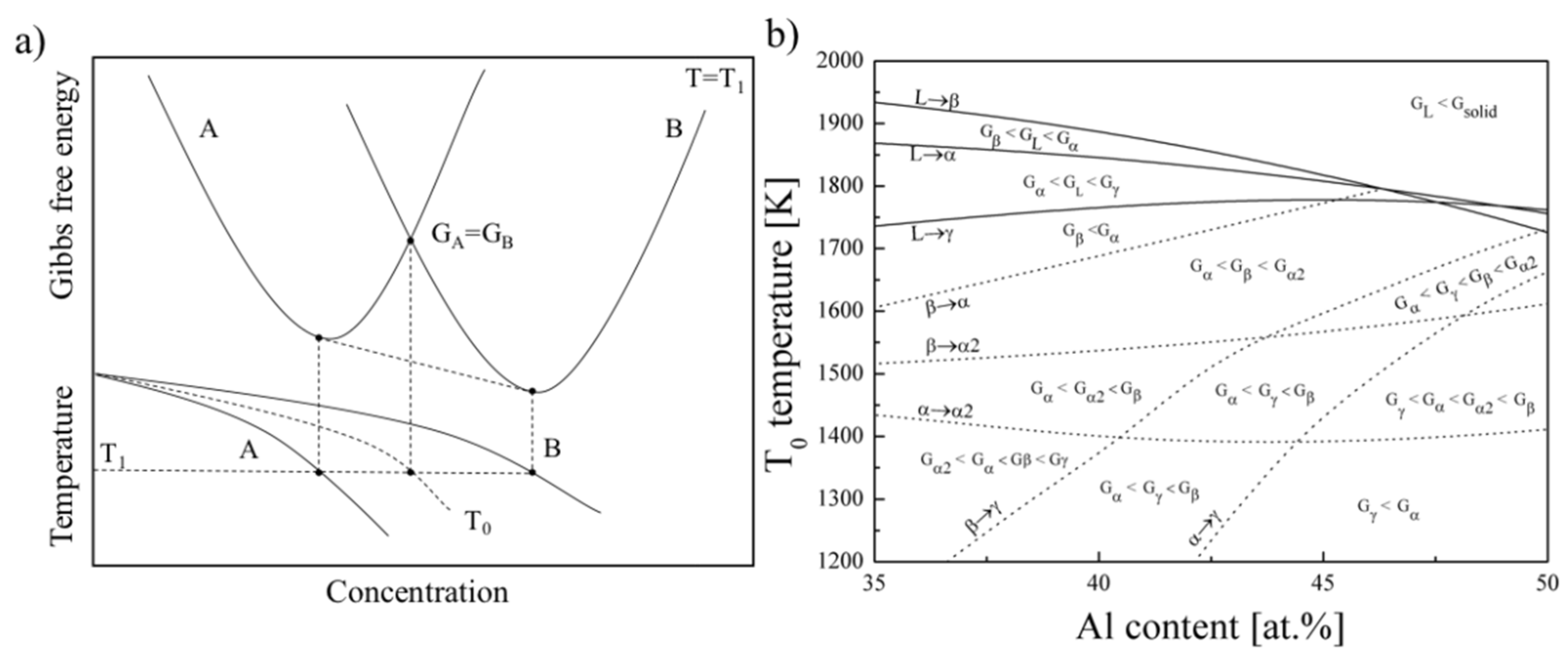
4.1. Influence of Al Content on Phase Transformation
4.2. Microstructure Formation Mechanism
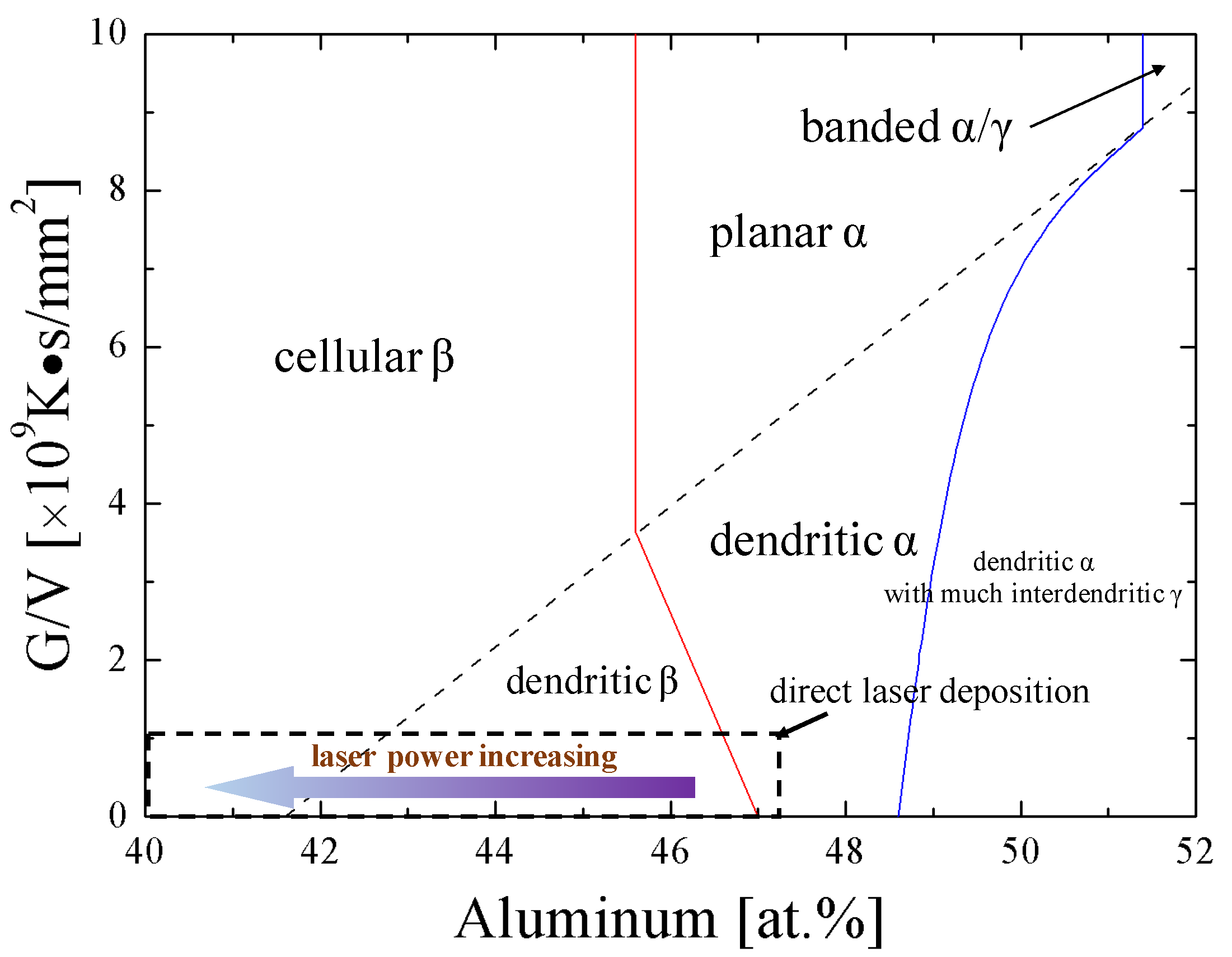
4.3. Microstructure Tailoring by Direct Laser Deposition
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Imayev, V.M.; Trofimov, D.M.; Imayev, R.M. Microstructure, mechanical properties and oxidation resistance of β-solidifying γ-TiAl based alloys. Intermetallics 2025, 176, 108556. [Google Scholar]
- Chen, G.; Peng, Y.; Zheng, G.; Qi, Z.; Wang, M.; Yu, H.; Dong, C.; Liu, C.T. Polysynthetic twinned TiAl single crystals for high-temperature applications. Nat. Mater. 2016, 15, 876–881. [Google Scholar] [PubMed]
- Talignani, A.; Seede, R.; Whitt, A.; Zheng, S.; Ye, J.; Karaman, I.; Kirka, M.M.; Katoh, Y.; Wang, Y.M. A review on additive manufacturing of refractory tungsten and tungsten alloys. Addit. Manufac. 2022, 58, 103009. [Google Scholar]
- Chen, Y.; Mao, Y.; Jiang, M.; Chen, X.; Wei, H.; Han, T.; Wang, Z.; Lei, Z.; He, P.; Chen, Y. Achieving columnar to equiaxed transition in the as-deposited condition via coaxial wire feeding during laser directed energy deposition of Ti-6Al-4V. Addit. Manuf. 2025, 102, 104732. [Google Scholar]
- Kelly, S.M.; Kampe, S.L. Microstructural evolution in laser-deposited multilayer Ti-6Al-4V builds: Part II. Thermal modeling. Metall. Mater. Trans. A 2004, 35, 1869–1879. [Google Scholar]
- June, D.; Mayeur, J.R.; Gradl, P.; Wessman, A.; Hazeli, K. Effects of size, geometry, and testing temperature on additively manufactured Ti-6Al-4V titanium alloy. Addit. Manuf. 2024, 80, 103970. [Google Scholar]
- Xu, W.; Lui, E.W.; Pateras, A.; Qian, M.; Brandt, M. In situ, tailoring microstructure in additively manufactured Ti-6Al-4V for superior mechanical performance. Acta Mater. 2017, 125, 390–400. [Google Scholar]
- Zhang, X.; Li, C.; Zheng, M.; Yang, X.; Ye, Z.; Gu, J. Chemical, microstructure, and mechanical property of TiAl alloys produced by high-power direct laser deposition. J. Mater. Sci. Tech. 2022, 117, 99–108. [Google Scholar]
- Wang, L.; Shen, C.; Zhang, Y.; Li, F.; Zhou, W.; Xin, J.; Ding, Y.; Hua, X. Microstructure modification of twin-wire directed energy deposition-arc fabricated γ-TiAl alloy via deposition current control. Mater. Sci. Eng. A 2022, 856, 144028. [Google Scholar]
- Cheng, F.; Wang, H.; Wu, Y.; Ma, X.; Wang, J.; Yang, J.; Cheng, X. Microstructure evolution and tensile property of TiAl alloy using continuous direct energy deposition technique. J. Alloys Compd. 2022, 906, 164309. [Google Scholar]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Schwerdtfeger, J.; Körner, C. Selective electron beam melting of Ti–48Al–2Nb–2Cr: Microstructure and aluminium loss. Intermetallics 2014, 49, 29–35. [Google Scholar] [CrossRef]
- Cormier, D.; Harrysson, O.; Mahale, T.; West, H. Freeform Fabrication of Titanium Aluminide via Electron Beam Melting Using Prealloyed and Blended Powders. Adv. Mater. Sci. Eng. 2014, 2007, 1687–6822. [Google Scholar] [CrossRef]
- Jung, J.Y.; Park, J.K.; Chun, C.H. Influence of Al content on cast microstructures of Ti–Al intermetallic compounds. Intermetallics 1990, 7, 1033–1041. [Google Scholar] [CrossRef]
- Zhang, X.; Li, C.; Wu, M.; Ye, Z.; Wang, Q.; Gu, J. Atypical pathways for lamellar and twinning transformations in rapidly solidified TiAl alloy. Acta Mater. 2022, 227, 117718. [Google Scholar] [CrossRef]
- Yang, G.; Kou, H.; Yang, J.; Li, J.; Fu, H. Microstructure control of Ti-45Al-8.5Nb-(W, B, Y) alloy during the solidification process. Acta Mater. 2016, 12, 121–131. [Google Scholar] [CrossRef]
- Flemings, M.C. Solidification Processing; McGraw-Hill: New York, NY, USA, 2013. [Google Scholar]
- Denquin, A.; Naka, S. Phase transformation mechanisms involved in two-phase TiAl-based alloys—I. Lamellar structure formation. Acta Mater. 1990, 44, 343–352. [Google Scholar] [CrossRef]
- Denquin, A.; Naka, S. Phase transformation mechanisms involved in two-phase TiAl-based alloys—II. Discontinuous coarsening and massive-type transformation. Acta Mater. 1996, 44, 353–365. [Google Scholar] [CrossRef]
- Hu, D.; Huang, A.J.; Wu, X. On the massive phase transformation regime in TiAl alloys: The alloying effect on massive/lamellar competition. Intermetallics 2007, 15, 327–332. [Google Scholar] [CrossRef]
- Dey, S.R.; Hazotte, A.; Bouzy, E. Crystallography and phase transformation mechanisms in TiAl-based alloys—A synthesis. Intermetallics 2009, 17, 1052–1064. [Google Scholar] [CrossRef]
- Clemens, H.; Bartels, A.; Bystrzanowski, S.; Chladil, H.; Leitner, H.; Dehm, G.; Gerling, G.; Schimansky, F.P. Grain refinement in γ-TiAl-based alloys by solid state phase transformations. Intermetallics 2006, 14, 1380–1385. [Google Scholar]
- Pinz, M.; Storck, S.; Montalbano, T.; Croom, B.; Salahudin, N.; Trexler, M.; Ghosh, S. Efficient computational framework for image-based micromechanical analysis of additively manufactured Ti-6Al-4V alloy. Addit. Manufact. 2022, 60, 103269. [Google Scholar]
- Cao, T.; Chen, C.; Wang, W.; Zhao, R.; Lu, X.; Yin, S.; Xu, S.; Hu, T.; Shuai, S.; Wang, J.; et al. Evolution of microstructure and mechanical property of Ti-47Al-2Cr-2Nb intermetallic alloy by laser direct deposition: From a single track, thin-wall to bulk. Mater. Charact. 2022, 190, 112053. [Google Scholar]
- Knorlein, J.; Franke, M.M.; Schloffer, M.; Korner, C. In-situ aluminum control for titanium aluminide via electron beam powder bed fusion to realize a dual microstructure. Addit. Manufact. 2022, 59, 103132. [Google Scholar]
- Valencia, J.J.; McCullough, C.; Levi, C.G.; Mehrabian, R. Solidification microstructure of supercooled Ti-Al alloys containing intermetallic phases. Acta Metall. 1989, 37, 2517–2530. [Google Scholar]
- Prasad, U.; Chaturvedi, M.C. Influence of alloying elements on the kinetics of massive transformation in gamma titanium aluminides. Metall. Mater. Trans. A 2003, 34, 2053–2066. [Google Scholar]
- Hunziker, O.; Vandyoussefi, M.; Kurz, W. Phase and microstructure selection in peritectic alloys close to the limit of constitutional undercooling. Acta Mater. 1998, 46, 6325–6336. [Google Scholar] [CrossRef]
- Johnson, D.R.; Omiya, Y.; Yamanaka, Y. Microstructural development during directional solidification of α-seeded TiAl alloys. Acta Mater. 2006, 54, 1077–1085. [Google Scholar] [CrossRef]
- Fallah, V.; Amoorezaei, M.; Provatas, N.; Corbin, S.F.; Khajepour, A. Phase-field simulation of solidification morphology in laser powder deposition of Ti–Nb alloys. Acta Mater. 2012, 60, 1633–1646. [Google Scholar]
- Ren, Y.M.; Lin, X.; Fu, X.; Tan, H.; Chen, J.; Huang, W.D. Microstructure and deformation behavior of Ti-6Al-4V alloy by high-power laser solid forming. Acta Mater. 2017, 132, 82–95. [Google Scholar]
- Guyon, J.; Hazotte, A.; Bouzy, E. Evolution of metastable α phase during heating of Ti48Al2Cr2Nb intermetallic alloy. J. Alloys Compd. 2015, 656, 667–675. [Google Scholar]
- Guyon, J.; Hazotte, A.; Wagner, F.; Bouzy, E. Recrystallization of coherent nanolamellar structures in Ti48Al2Cr2Nb intermetallic alloy. Acta Mater. 2016, 103, 672–680. [Google Scholar] [CrossRef]
- Appel, F.; Brossmann, U.; Christoph, U.; Eggert, S.; Janschek, P.; Lorenz, U.; Mullauer, J.; Oehring, M.; Paul, J.D.H. Recent Progress in the Development of Gamma Titanium Aluminide Alloys. Adv. Eng. Mater. 2010, 2, 699–720. [Google Scholar]
- Clemens, H.; Mayer, S. Design, Processing, Microstructure, Properties, and Applications of Advanced Intermetallic TiAl Alloys. Adv. Eng. Mater. 2013, 15, 191–215. [Google Scholar]
- Dimiduk, D.M.; Hazzledine, P.M.; Parthasarathy, T.A.; Mendiratta, M.G.; Seshagiri, S. The role of grain size and selected microstructural parameters in strengthening fully lamellar TiAl alloys. Metall. Mater. Trans. A 1998, 29, 37–47. [Google Scholar]
- Lu, K.; Lu, L.; Suresh, S. Strengthening materials by engineering coherent internal boundaries at the nanoscale. Science 2009, 324, 349–352. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
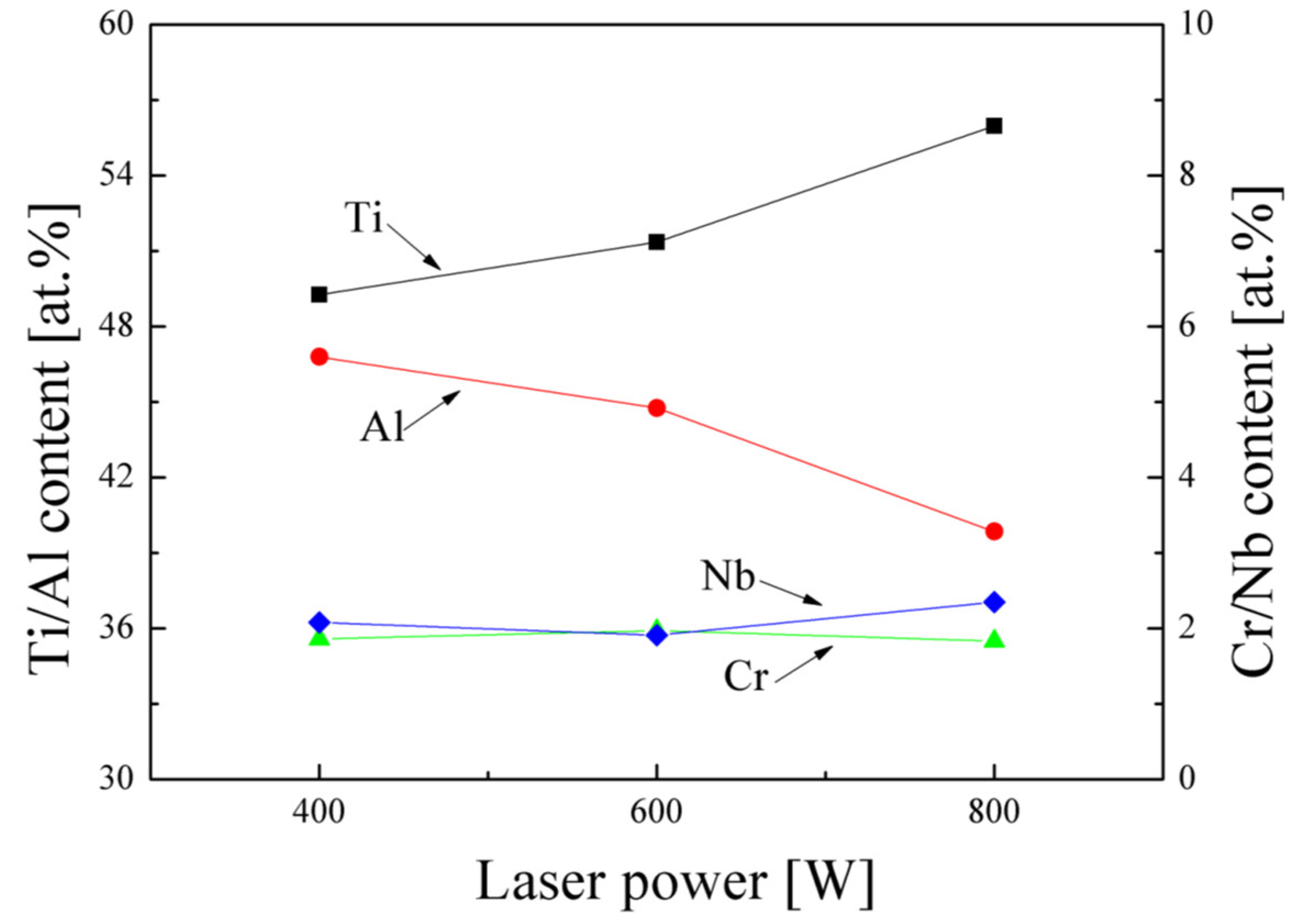
| Laser Power (W) | Region | Composition (at.%) | |||
|---|---|---|---|---|---|
| Ti | Al | Cr | Nb | ||
| 400 | dendrite | 50.8 | 45.2 | 1.7 | 2.3 |
| interdendrite | 45.8 | 49.7 | 2.7 | 1.8 | |
| 600 | dendrite | 51.7 | 44.2 | 1.8 | 2.3 |
| interdendrite | 48.8 | 47.5 | 2.0 | 1.7 | |
| 800 | white | 55.2 | 35.2 | 6.4 | 3.2 |
| gray | 57.3 | 40.4 | 0 | 2.3 | |
| dark | 52.9 | 43.3 | 1.6 | 2.2 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Li, C.; Gu, J. The Effect of Al Loss on the Microstructural Formation of TiAl Alloys Produced via Direct Laser Deposition. Metals 2025, 15, 391. https://doi.org/10.3390/met15040391
Zhang X, Li C, Gu J. The Effect of Al Loss on the Microstructural Formation of TiAl Alloys Produced via Direct Laser Deposition. Metals. 2025; 15(4):391. https://doi.org/10.3390/met15040391
Chicago/Turabian StyleZhang, Xinyu, Chuanwei Li, and Jianfeng Gu. 2025. "The Effect of Al Loss on the Microstructural Formation of TiAl Alloys Produced via Direct Laser Deposition" Metals 15, no. 4: 391. https://doi.org/10.3390/met15040391
APA StyleZhang, X., Li, C., & Gu, J. (2025). The Effect of Al Loss on the Microstructural Formation of TiAl Alloys Produced via Direct Laser Deposition. Metals, 15(4), 391. https://doi.org/10.3390/met15040391