

Tribological Investigation of Plasma-Based Coatings for Use in Quasi-Monolithic Engine Cylinder Bores


Abstract
1. Introduction
2. Materials and Methods
2.1. Calibration Tests
2.1.1. Sample Preparation
2.1.2. Procedure for the Validation Tests
- (i).
- The polished flat specimen and the test ball were held using solvent-proof gloves. Both were cleaned in IP alcohol for 5 min to get rid of oil and dirt. They were taken out from the solvent and allowed to dry. It is recommended to clean the sample surface not more than 10 min before the test.
- (ii).
- The weight of the sample on the digital scale with a resolution of 0.0001 g and diameter of the ball using a micrometer with a resolution of 0.001 mm were recorded, and the sample is mounted on the device.
- (iii).
- The ball holder is disassembled and cleaned using pressurized air. The test ball is placed in the ball holder with tweezers and then tightened.
- (iv).
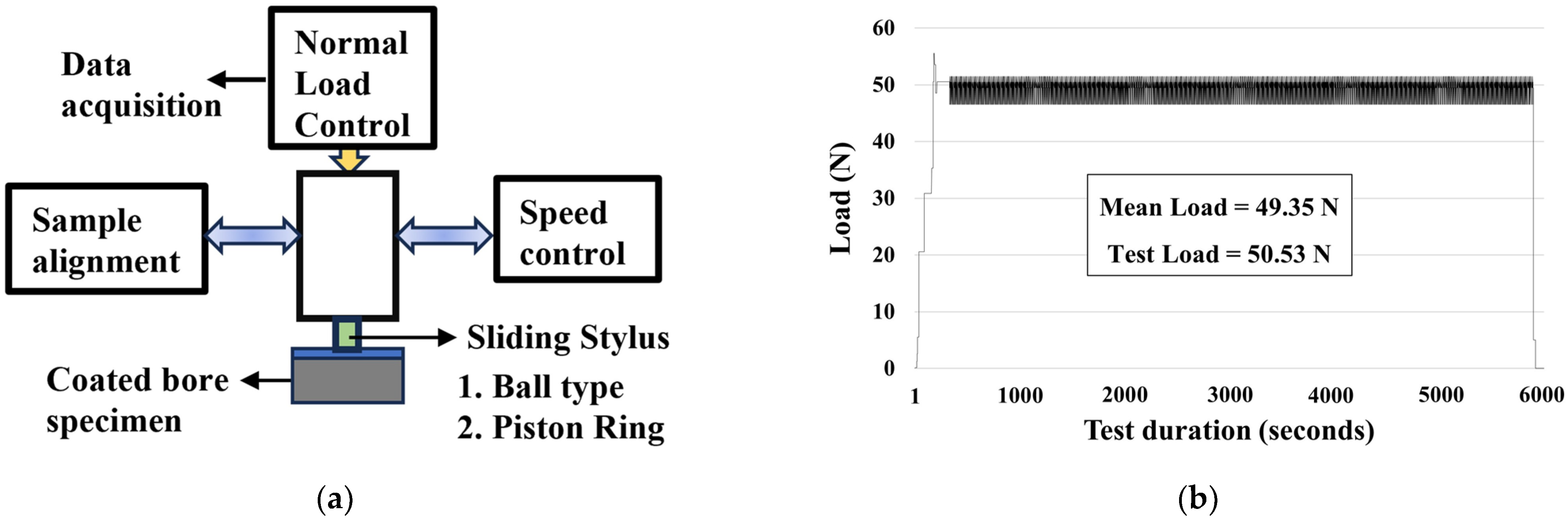
- The normal load is applied on the system by placing weighted disks on the AP ball holder, and in the case of the HPPM tribometer, the load was applied by tightening the top bolt, and the lock nut was tightened. It is recommended to allow the load cell reading to stabilize for 2–5 min and then start the test.
- (v).
- Upon completion of the test, pressurized air is used to clean the sample surface and carefully unmounted and the weight of the flat specimen was noted, and diameter of the ball was recorded.
- (vi).
- The specimen is cleaned using IP alcohol for 1 min and allowed to dry and then labelled with the test number and operating condition details. The sample was wrapped in soft tissue and then placed in a plastic cover to avoid contamination.
2.1.3. Tribometer Setup and Validation
2.2. Engine Cylinder Coating Sample Material
2.3. Lubrication Concept
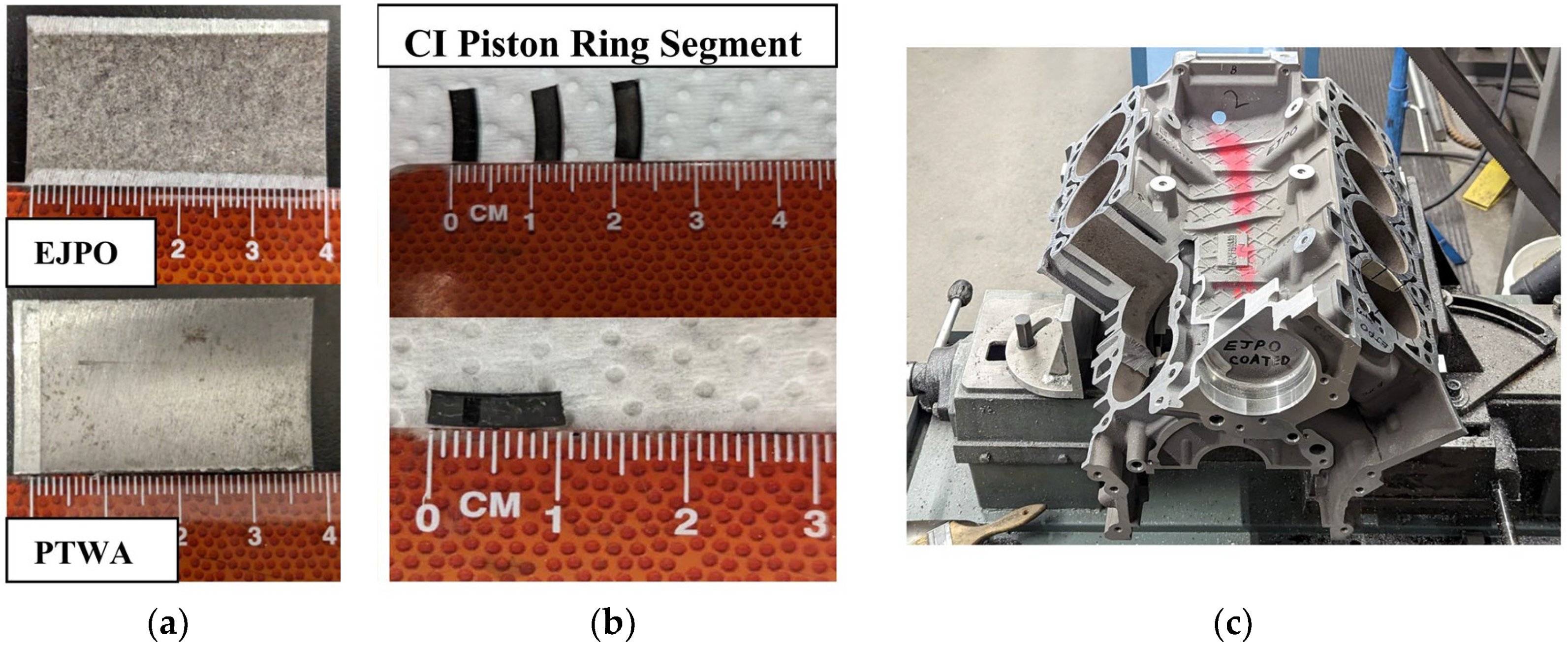
2.4. Wear Test Configuration
3. Results and Discussion
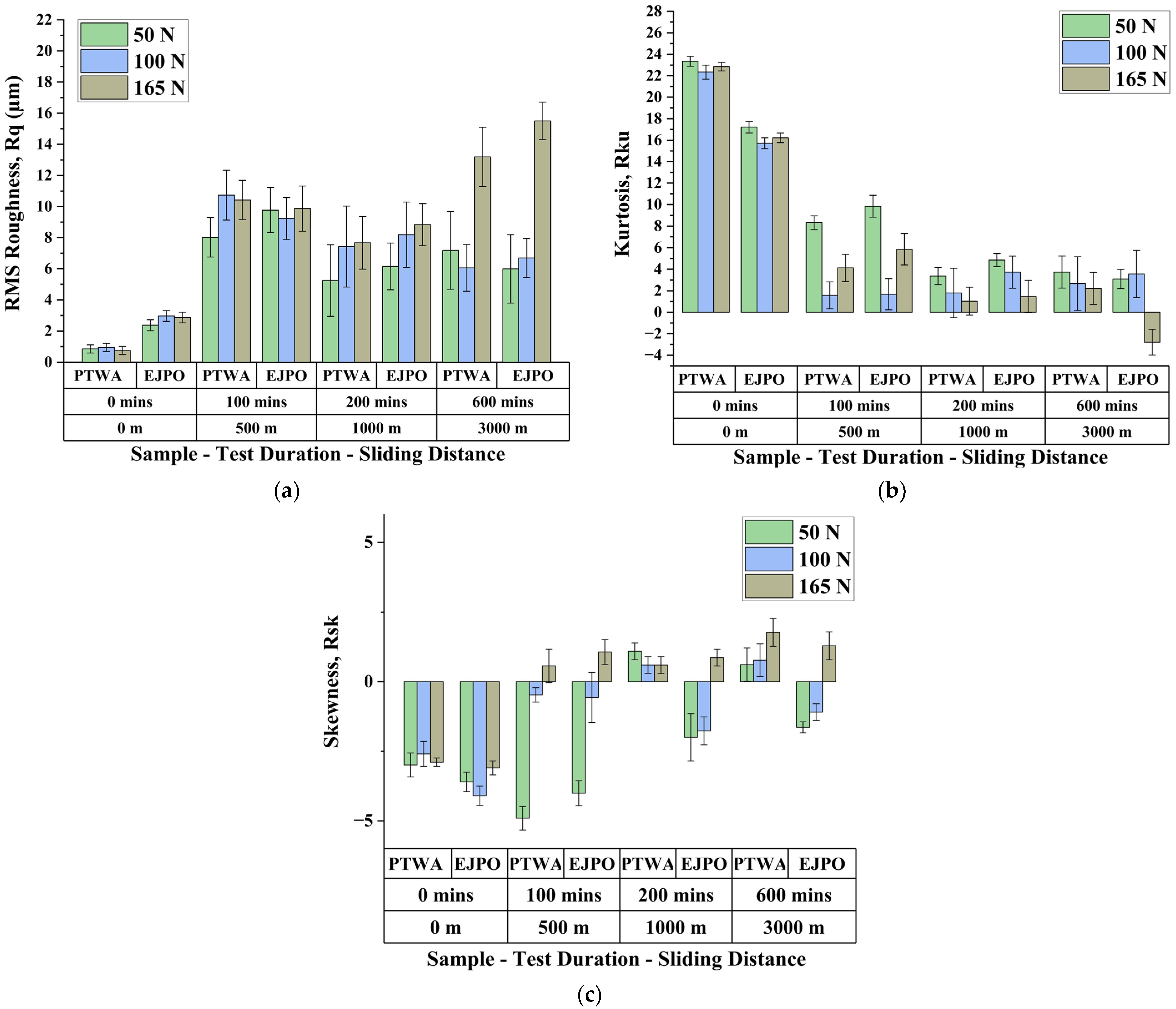
3.1. RMS Roughness, Skewness, and Kurtosis
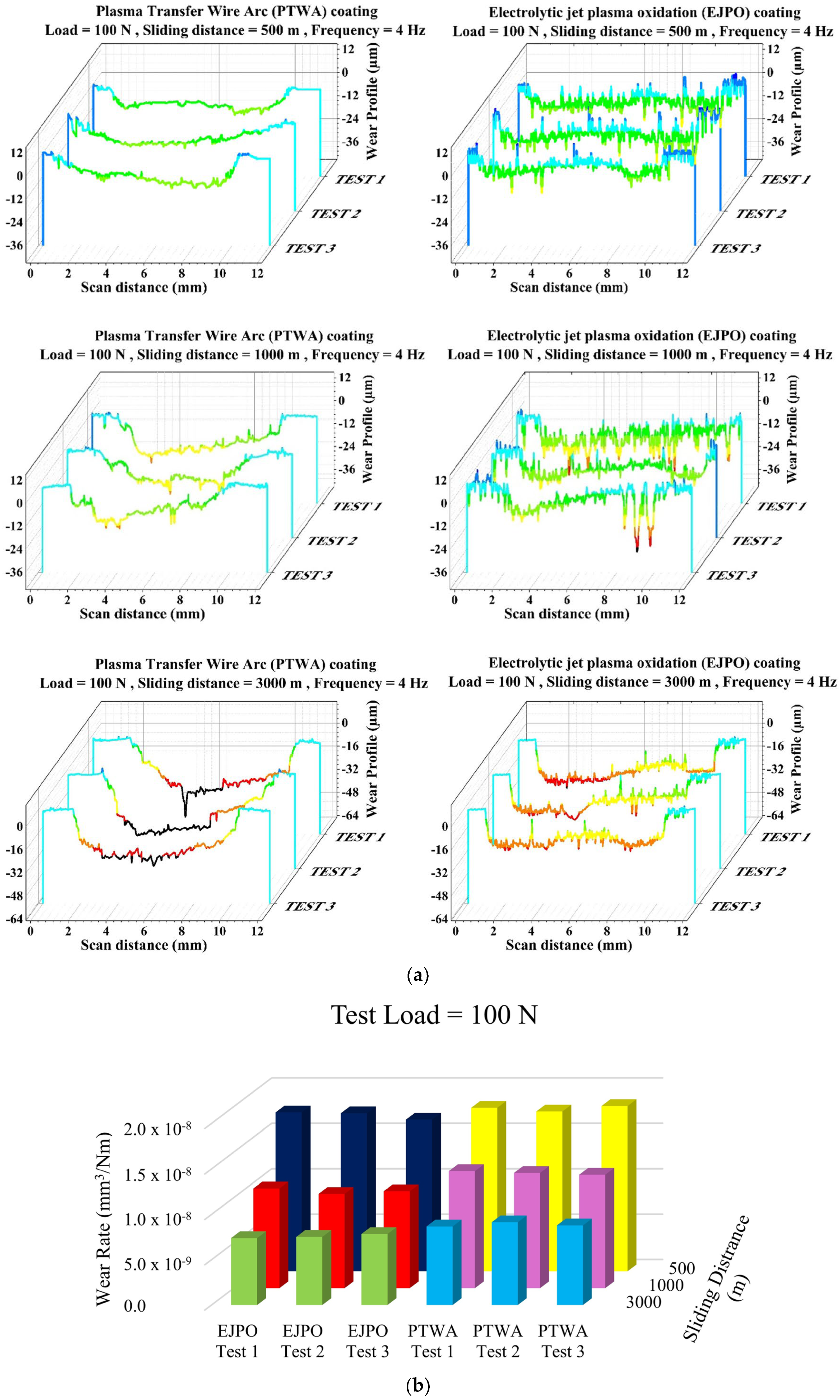
3.2. Dependence of Wear Rate on Sliding Distance
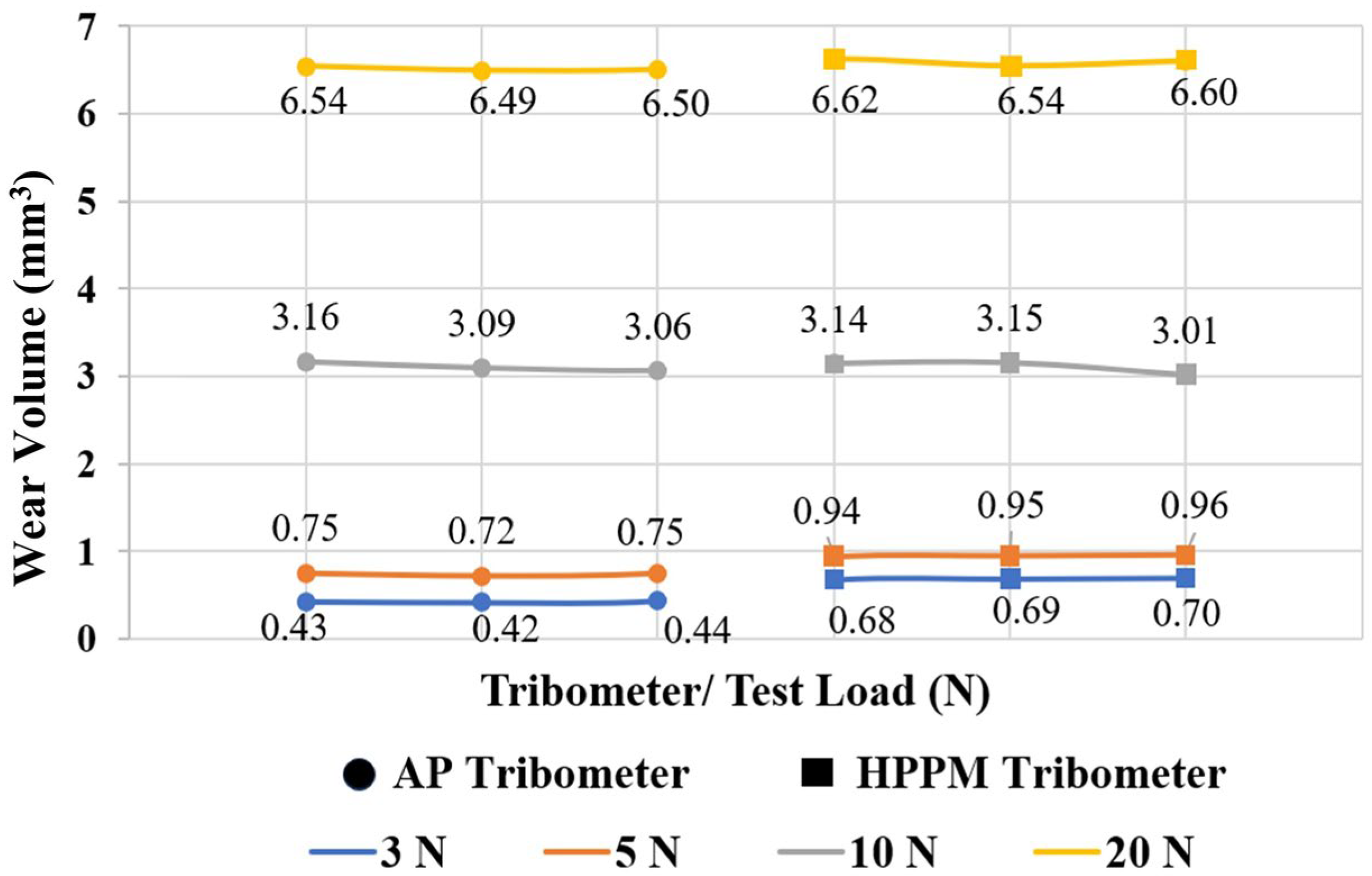
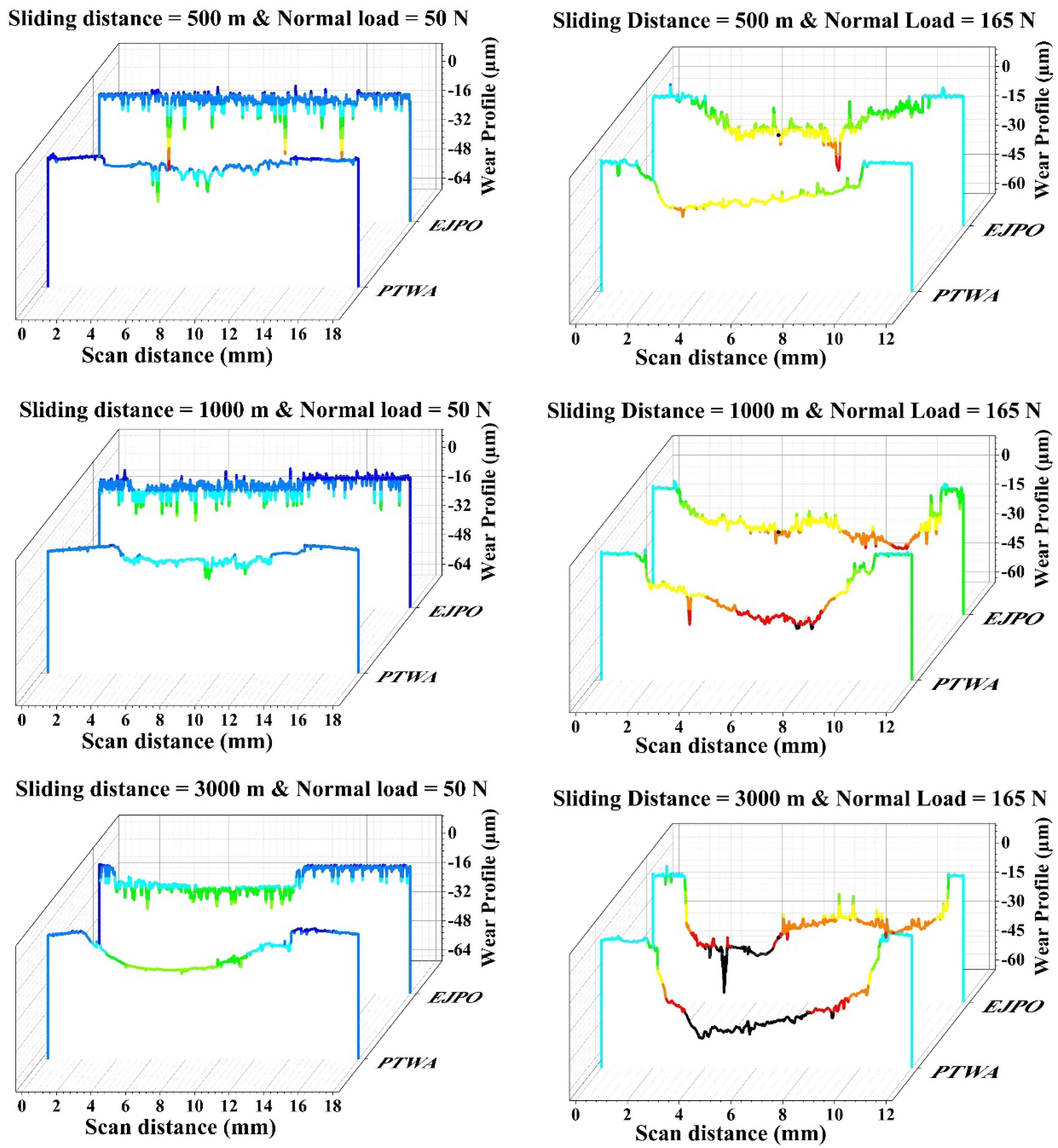
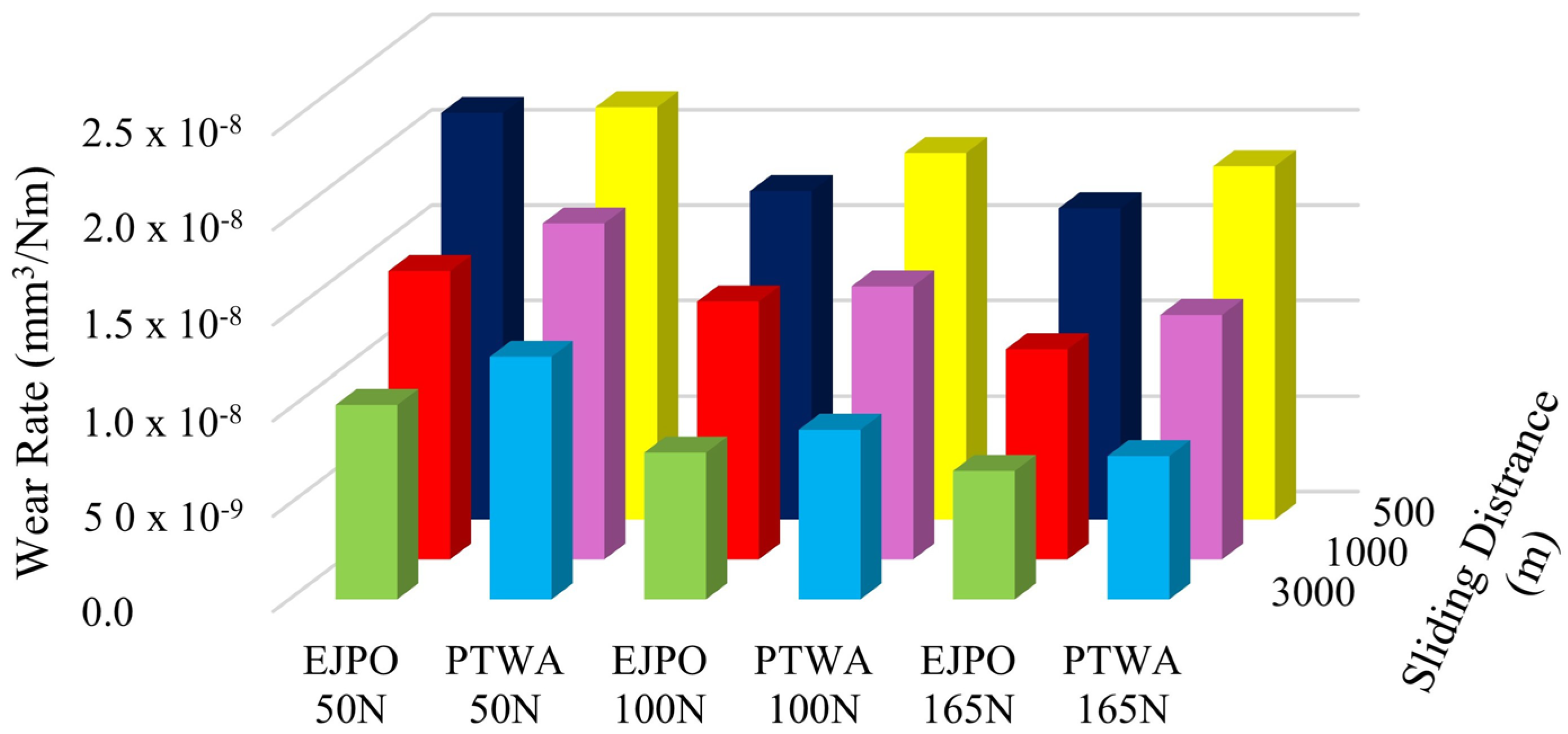
3.3. Dependence of Wear Rate on Normal Load
3.4. Evolution of Porosity
4. Conclusions
- As the normal load and sliding distances were incremented during the boundary lubrication wear tests, the EJPO-coated engine cylinder samples show better wear resistance than its PTWA counterpart due to its ability to hold oil in its porous surface morphology.
- The boundary-lubricated wear test on EJPO-coated engine cylinder samples shows better wear resistance than its PTWA counterpart across all loading conditions and test duration, except during the lowest load and sliding distance (i.e., 50 N-500 m), where the difference in wear rates of the two coatings is minimal. The maximum wear rate is observed at the initial 500 m of the tribo-test for the PTWA- (2.16 × 10−8 mm3/Nm) and EJPO-coated (2.13 × 10−8 mm3/Nm) specimens.
- In the boundary-lubricated wear tests, 24% of the total wear volume was lost in the first 500 m sliding distance for the EJPO-coated sample. For PTWA-coated samples, around 26% of the coating volume was removed in the initial 500 m of the test. This comparable value of run-in wear of tribo-pairs shows that both coatings are suitable for cylinder bore applications, which employ CI piston rings. However, the EJPO coating showed lower wear rates across all loading scenarios.
- A 20% slower rate of increase in skewness value of the EJPO samples compared to the PTWA samples during the wear tests indicates that the surface is filled with fine peaks and deep valleys. This aspect contributes to the lower wear rate due to the reduced counter-face friction.
- The research findings highlight notable trends in surface roughness, skewness, and kurtosis of the EJPO coating comparable to the industry accepted PTWA coating during the different stages of the wear test. After the initial run-in stage of the EJPO coating, kurtosis and RMS surface roughness decreased, suggesting a reduction in surface peak heights and improved surface uniformity, proving its fitness for service despite less comprehensive surface preparation than the PTWA coating.
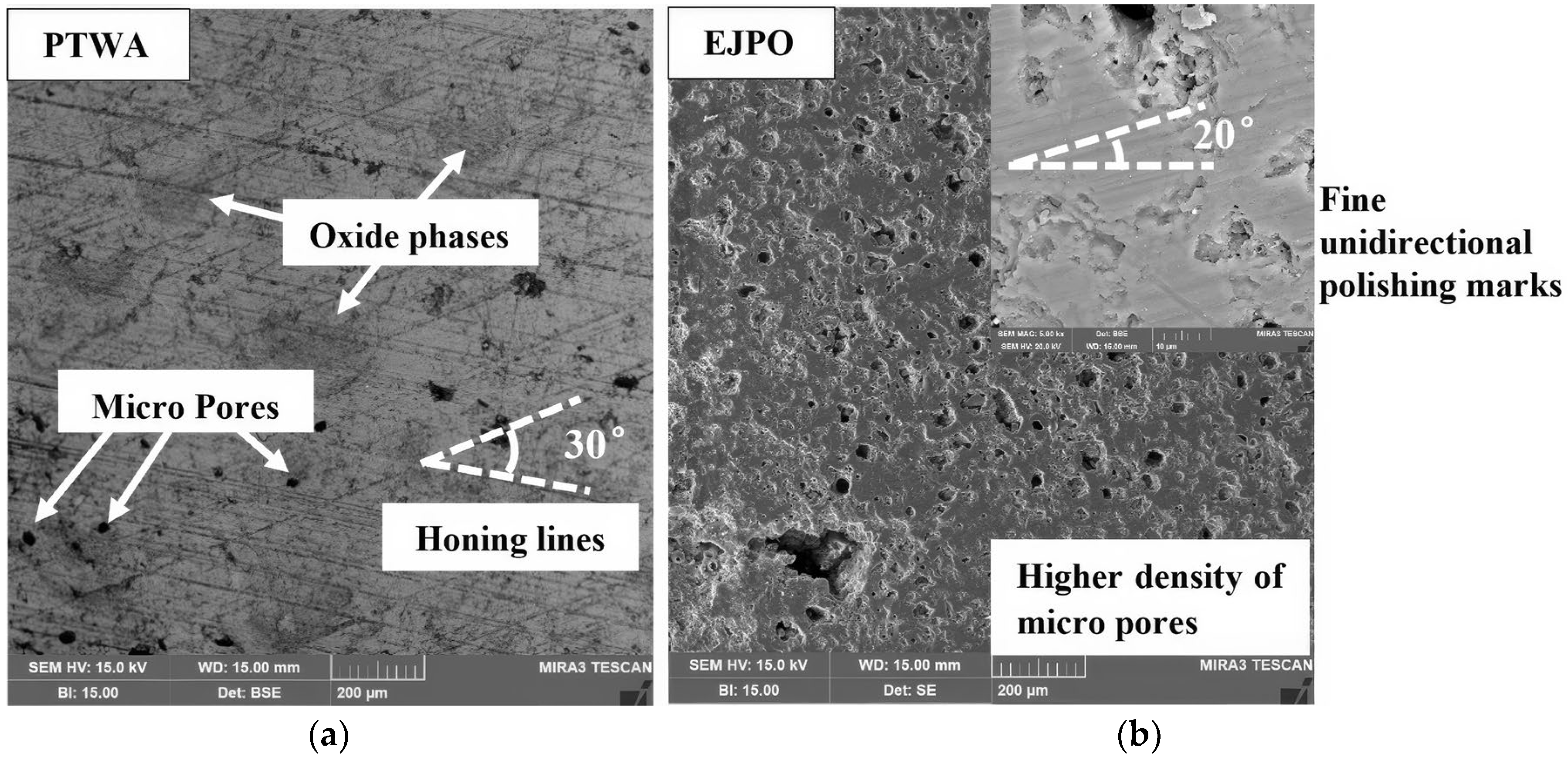
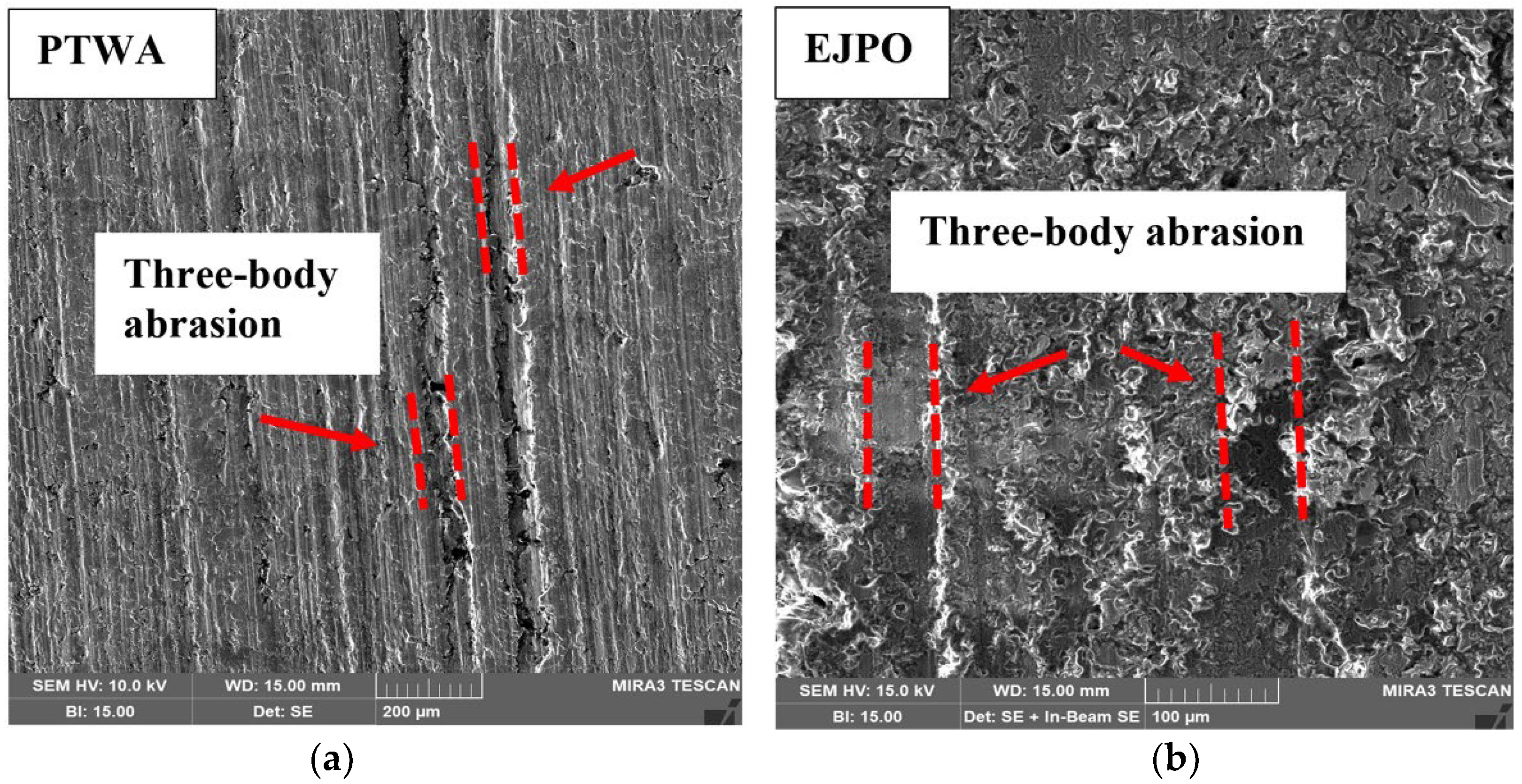
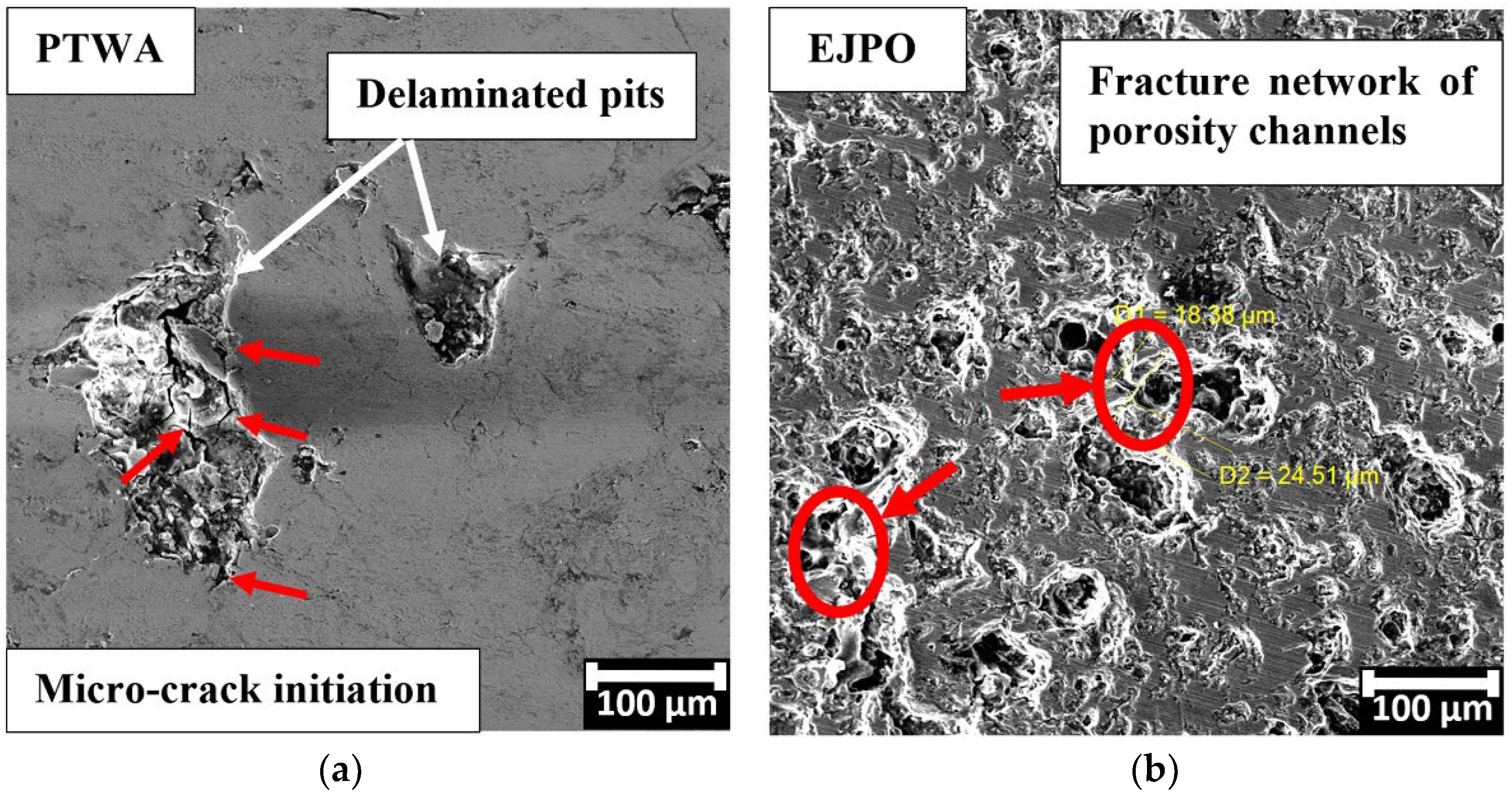
- The wear process is initiated by abrasive wear. During the initial period of use, surface peaks, weak edges of cracks, and pores undergo removal, resulting in the generation of wear debris and the formation of wear scars on the surface. In the case of PTWA-coated samples, the wear is subsequently intensified by the separation of splats, which occurs due to the propagation of cracks at the interfaces between the oxides. The coating layers undergo removal due to surface fatigue and serve as the third-body particle during subsequent abrasive wear processes. The EJPO coating shows a much lesser propensity for scuffing and three-body abrasive wear as the greater amount of surface porosities can retain impurities or debris in the lubricating oil.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| PTWA | Plasma transfer wire arc |
| EJPO | Electrolytic jet plasma oxidation |
| GHG | Greenhouse gas |
| SI | Spark ignition |
| TCR | Top compression ring |
| TDC | Top dead center |
| PRCL | Piston ring-cylinder liner |
| BDC | Bottom dead center |
| CI | Cast iron |
| SEM | Scanning electron microscope |
References
- Kathryn, P. (Ed.) Second Global Sustainable Transport Conference Interagency Report; United Nations: New York, NY, USA, 2021. [Google Scholar]
- IPCC. Climate Change Synthesis Report; Core Writing Team, Lee, H., Romero, J., Eds.; Intergovernmental Panel on Climate Change (IPCC): Geneva, Switzerland, 2023. [Google Scholar]
- Wong, V.W.; Tung, S.C. Overview of automotive engine friction and reduction trends–Effects of surface, material, and lubricant-additive technologies. Friction 2016, 4, 1–28. [Google Scholar]
- Ting, L.; Mayer, J. Piston ring lubrication and cylinder bore analysis, part ii—Theory verification. ASME J. Lubr. Technol. 1974, 96, 258–266. [Google Scholar]
- Sediako, D.; D’Elia, F.; Machin, C.; Lombardi, A.; Ravindran, C. Analysis of residual stress profiles in the cylinder web region of an As-Cast V6 Al engine block with cast-in Fe liners using neutron diffraction. SAE Int. J. Mater. Manuf. 2011, 4, 138–151. [Google Scholar]
- KS Aluminum Technology. Aluminum Cylinder Blocks—Designs, Materials, Casting Methods and Cylinder Bore Surface Technologies for Light Weight Passenger-Car Engines; Springer: New York, NY, USA, 2009. [Google Scholar]
- Su, J.F.; Nie, X.; Hu, H.; Tjong, J. Friction and counterface wear influenced by surface profiles of plasma electrolytic oxidation coatings on an aluminum A356 alloy. J. Vac. Sci. Technol. 2012, 30, 061402. [Google Scholar]
- Lenny, J. Replacing the Cast Iron Liners for Aluminum Engine Cylinder Blocks: A Comparative Assessment of Potential Candidates; Graduate Faculty of Rensselaer Polytechnic Institute: Hartford, CT, USA, 2011. [Google Scholar]
- Wuest, G.; Barbezat, G.; Keller, S. The key advantages of the plasma-powder spray process for the thermal spray coating of cylinder bores in automotive industry. SAE Int. Congr. Expo. 1997, 106, 33–43. [Google Scholar] [CrossRef]
- Fauchais, P.L.; Heberlein, J.V.R.; Boulos, M.I. Thermal Spray Fundamentals: From Powder to Part; Springer Science & Business Media: Boston, MA, USA, 2014. [Google Scholar]
- Darut, G.; Liao, H.; Coddet, C.; Bordes, J.; Diaby, M. Steel coating application for engine block bores by Plasma Transferred Wire Arc spraying process. Surf. Coat. Technol. 2015, 268, 115–122. [Google Scholar]
- Bobzin, K.; Ernst, F.; Richardt, K.; Schlaefer, T.; Verpoort, C.; Flores, G. Thermal spraying of cylinder bores with the Plasma Transferred Wire Arc process. Surf. Coat. Technol. 2008, 202, 4438–4443. [Google Scholar]
- Krishna, L.R.; Somaraju, K.R.C.; Sundararajan, G. The tribological performance of ultra-hard ceramic composite coatings obtained through microarc oxidation. Surf. Coat. Technol. 2003, 163–164, 484–490. [Google Scholar]
- Bahramian, N.; Kianfar, S.; Stroh, J.; Sediako, D.; Tjong, J. An investigation of the microstructure and oil retention of electrolytic jet plasma oxidation (EJPO) coating. Miner. Met. Mater. Soc. 2002, 121, 629–638. [Google Scholar]
- Fanga, C.; Meng, X.; Kong, X.; Zhao, B.; Huang, H. Transient tribo-dynamics analysis and friction loss evaluation of piston during cold- and warm-start of a SI engine. Int. J. Mech. Sci. 2017, 133, 767–787. [Google Scholar]
- Forero, J.D.; Ochoa, G.V.; Alvarado, W.P. Study of the piston secondary movement on the tribological performance of a single cylinder low-displacement diesel engine. Lubricants 2020, 8, 80–97. [Google Scholar] [CrossRef]
- Morris, N.; Rahmani, R.; Rahnejat, H.; King, P.D.; Fitzsimons, B. Tribology of piston compression ring conjunction under transient thermal mixed regime of lubrication. Tribol. Int. 2013, 59, 248–258. [Google Scholar]
- Usman, A.; Park, C.W. Numerical investigation of frictional behavior and energy loss in mixed-hydrodynamic contact of piston ring pack with deformed cylinder liner during warm-up period of SI-engine. Energy Convers. Manag. 2016, 117, 115–131. [Google Scholar]
- Abril, S.O.; Rojas, J.P.; Flórez, E.N. Numerical methodology for determining the energy losses in auxiliary systems and friction processes applied to low displacement diesel engines. Lubricants 2020, 8, 103. [Google Scholar] [CrossRef]
- ASTM G133-22; Standard Test Method for Linearly Reciprocating Ball-on-Flat Sliding Wear. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM G181-21; Standard Test Method for Conducting Friction Tests of Piston Ring and Cylinder Liner Materials Under Lubricated Conditions. ASTM International: West Conshohocken, PA, USA, 2021.
- Duronio, F.; Vita, A.D.; Montanaro, A.; Villante, C. Gasoline direct injection engines—A review of latest technologies and trends. Fuel 2020, 265, 116947. [Google Scholar]
- Hartfield-Wunsch, S.E.; Tung, S.; Rivard, C. Development of a bench wear test for the evaluation of engine cylinder components. SAE Trans. 1993, 1131–1138. [Google Scholar] [CrossRef]
- Hutchings, I.; Shipway, P. Tribology: Friction and Wear of Engineering Materials; Butterworth-Heinemann: Oxford, UK, 1992. [Google Scholar]
- ASTM G99-17; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2023.
- Totaro, P.P.; Westerfield, Z.; Tian, T. Introducing a new piston skirt profile to reduce engine friction. In Proceedings of the SAE 2016 World Congress and Exhibition, Detroit, MI, USA, 12–14 April 2016; SAE International Technical Paper. [Google Scholar]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Correlation between standard roughness parameters skewness and kurtosis and tribological behaviour of contact surfaces. Tribol. Int. 2012, 48, 102–112. [Google Scholar]
- Pawlus, P.; Reizer, R.; Wieczorowsk, M. Functional importance of surface texture parameters. Materials 2021, 14, 5326. [Google Scholar] [CrossRef]
- Yan, X.-L.; Wang, X.-L.; Zhang, Y.-Y. Influence of roughness parameters skewness and kurtosis on fatigue life under mixed hydrodynamic lubrication point contact. J. Tribol. 2014, 136, 50–62. [Google Scholar]
- Archard, J.F. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar]
- Aslantas, K.; Hasçelik, A.; Erçetin, A.; Danish, M.; Alatrushi, L.K.H.; Rubaiee, S.; Bin Mahfouz, A. Effect of cutting conditions on tool wear and wear mechanism in micro-milling of additively manufactured titanium alloy. Tribol. Int. 2024, 193, 109340. [Google Scholar] [CrossRef]
- Kragelskii, I.; Mikhin, N.; Myshkin, N.; Bronovets, M.A.; Dobychin, M.N.; Dubnyakov, V.N.; Litvinov, V.N. The mechanism of the initial stage of selective transfer during frictional contact. Wear 1978, 47, 133–138. [Google Scholar] [CrossRef]
- Kumar, T.; Raghu, R.; Thankachan, T.; Čep, R.; Kalita, K. Mechanical property analysis and dry sand three-body abrasive wear behaviour of AZ31/ZrO2 composites produced by stir casting. Sci. Rep. 2024, 14, 1543. [Google Scholar] [CrossRef]
- Wopelka, T.; Cihak-Bayr, U.; Lenauer, C.; Ditrói, F.; Takács, S.; Sequard-Base, J.; Jech, M. Wear of different material pairings for the cylinder liner—Piston ring contact. Ind. Lubr. Tribol. 2018, 70, 687–699. [Google Scholar] [CrossRef]
- Curran, J.; Kalkancı, H.; Magurova, Y.; Clyne, T. Mullite-rich plasma electrolytic oxide coatings for thermal barrier applications. Surf. Coat. Technol. 2007, 201, 8633–8687. [Google Scholar] [CrossRef]
- Ford Motor Company. Power Cylinder Friction Reduction and Through Coatings, Surface Finish and Design; Ford Motor Company: Dearborn, MI, USA, 2021. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Normal Load (N) | 3, 5, 10, and 20 |
| Initial Contact Pressure (MPa) | 10.42, 13.23, 17.09, and 32.68 |
| Final Contact Pressure (MPa) | 2.22, 2.40, 2.94, and 3.76 |
| Frequency (Hz) | 4 |
| Sliding Distance (m) | 50 |
| Stroke Length (m) | 0.01 |
| Oscillation Speed (m/s) | 0.08 |
| Material | Alloy 61S (flat sample specimen) and 100Cr6 (6 mm diameter) |
| Temperature (°C) | 21–23 |
| Composite Roughness (nm) | 241–383 |
| Relative Humidity (%) | 16.1–17.4 |
| Lubrication Regime | Dry |
| Profilometry Labels | Value |
|---|---|
| Measurement Type | Hills and Valleys |
| Scan Duration | 30 s |
| Scan Length | 4000 μm |
| Stylus Orientation | 90° |
| Stylus Force | 10 mg |
| Stylus Type | Radius: 12 μm |
| Tribometer | Loads (N) | Mean (mm3) | SD (mm3) | ±95% Confidence Interval | Max (mm3) | Min (mm3) | COV (%) |
|---|---|---|---|---|---|---|---|
| Standard (AP) | 3 N | 0.43 | 0.01 | 0.02 | 0.44 | 0.42 | 2.33 |
| 5 N | 0.74 | 0.02 | 0.03 | 0.75 | 0.73 | 2.34 | |
| 10 N | 3.10 | 0.05 | 0.08 | 3.14 | 3.06 | 1.65 | |
| 20 N | 6.51 | 0.03 | 0.04 | 6.53 | 6.49 | 0.41 | |
| Custom (HPPM) | 3 N | 0.69 | 0.01 | 0.02 | 0.70 | 0.68 | 1.45 |
| 5 N | 0.95 | 0.01 | 0.02 | 0.96 | 0.94 | 1.05 | |
| 10 N | 3.10 | 0.08 | 0.12 | 3.16 | 3.04 | 2.52 | |
| 20 N | 6.59 | 0.04 | 0.07 | 6.62 | 6.55 | 0.63 |
| Coated Samples | Oil Film Thickness Measurement Readings (µm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | Mean | SD | |
| PTWA | 0.977 | 0.968 | 0.977 | 0.977 | 0.981 | 0.968 | 0.863 | 0.959 | 0.0393 |
| EJPO | 0.968 | 0.977 | 1.164 | 1.055 | 1.023 | 0.997 | 0.968 | 1.022 | 0.0652 |
| Parameters | Value |
|---|---|
| Normal Loads (N) | 50, 100, 165 |
| Nominal Contact Pressure (MPa) | 3.72, 8.44, 13.8 |
| Contact Area (mm2) | 13.4, 11.9, 12.1 |
| Frequency (Hz) | 5 |
| Sliding Distances (m) | 500, 100, 3000 |
| Composite Surface Roughness of Cylinder Sample and Piston Ring (µm) | 1.72 (PTWA), 1.97 (EJPO) |
| Stroke Length (m) | 0.01 |
| Material | Coated engine bore sample (stationary) and piston ring segment (oscillating) |
| Initial Temperature (°C) | 22 ± 1 |
| Lubrication Regime | Boundary lubrication |
| Relative Humidity (%) | 14.5–16 |
| Oscillation Speed (m/s) | 0.10 |
| Test Duration (min) | 100, 200, 600 |
| Coating | Rq (µm) | Rv (µm) | Ra (µm) | Rku | Rsk |
|---|---|---|---|---|---|
| PTWA | 0.75 ± 0.26 | 7.60 ± 2.3 | 0.53 ± 1.04 | 24.34 ± 0.65 | −3.59 ± 0.45 |
| EJPO | 2.87 ± 0.35 | 19.60 ± 1.4 | 1.92 ± 0.42 | 16.74 ± 0.51 | −4.10 ± 0.35 |
| Coated Bore Sample | Sliding Distance (m) | S.D. | The Margin of Error (95% CI) |
|---|---|---|---|
| EJPO | 500 | 3.78 × 10−10 | ±2.49% |
| 1000 | 3.51 × 10−10 | ±3.69% | |
| 3000 | 2.19 × 10−10 | ±3.20% | |
| PTWA | 500 | 6.11 × 10−10 | ±3.70% |
| 1000 | 2.51 × 10−10 | ±2.23% | |
| 3000 | 2.41 × 10−10 | ±3.08% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Banerjee, S.; Stroh, J.; Sediako, D.; Tjong, J. Tribological Investigation of Plasma-Based Coatings for Use in Quasi-Monolithic Engine Cylinder Bores. Metals 2025, 15, 370. https://doi.org/10.3390/met15040370
Banerjee S, Stroh J, Sediako D, Tjong J. Tribological Investigation of Plasma-Based Coatings for Use in Quasi-Monolithic Engine Cylinder Bores. Metals. 2025; 15(4):370. https://doi.org/10.3390/met15040370
Chicago/Turabian StyleBanerjee, Siddharth, Joshua Stroh, Dimitry Sediako, and Jimi Tjong. 2025. "Tribological Investigation of Plasma-Based Coatings for Use in Quasi-Monolithic Engine Cylinder Bores" Metals 15, no. 4: 370. https://doi.org/10.3390/met15040370
APA StyleBanerjee, S., Stroh, J., Sediako, D., & Tjong, J. (2025). Tribological Investigation of Plasma-Based Coatings for Use in Quasi-Monolithic Engine Cylinder Bores. Metals, 15(4), 370. https://doi.org/10.3390/met15040370