
Effect of Al-3Ti-4.35La Master Alloy on the Aggregation and Sedimentation Characteristics of TiC in Al-7Si Alloys


Abstract
1. Introduction
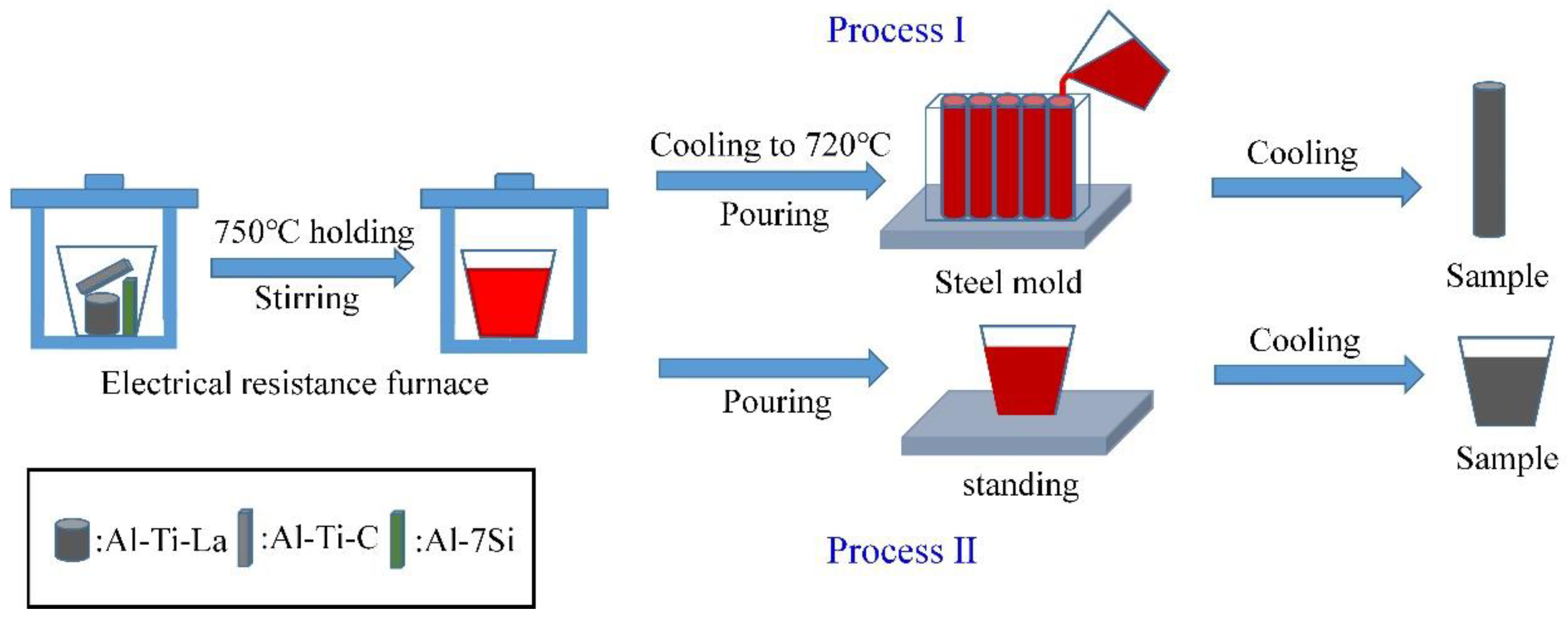
2. Experiment
3. Results and Discussion
3.1. Analysis of Al-TiC and Al-3Ti-4.35La Master Alloys
3.2. Influence of Al-3Ti-4.35La Master Alloy on the Aggregation Property of TiC
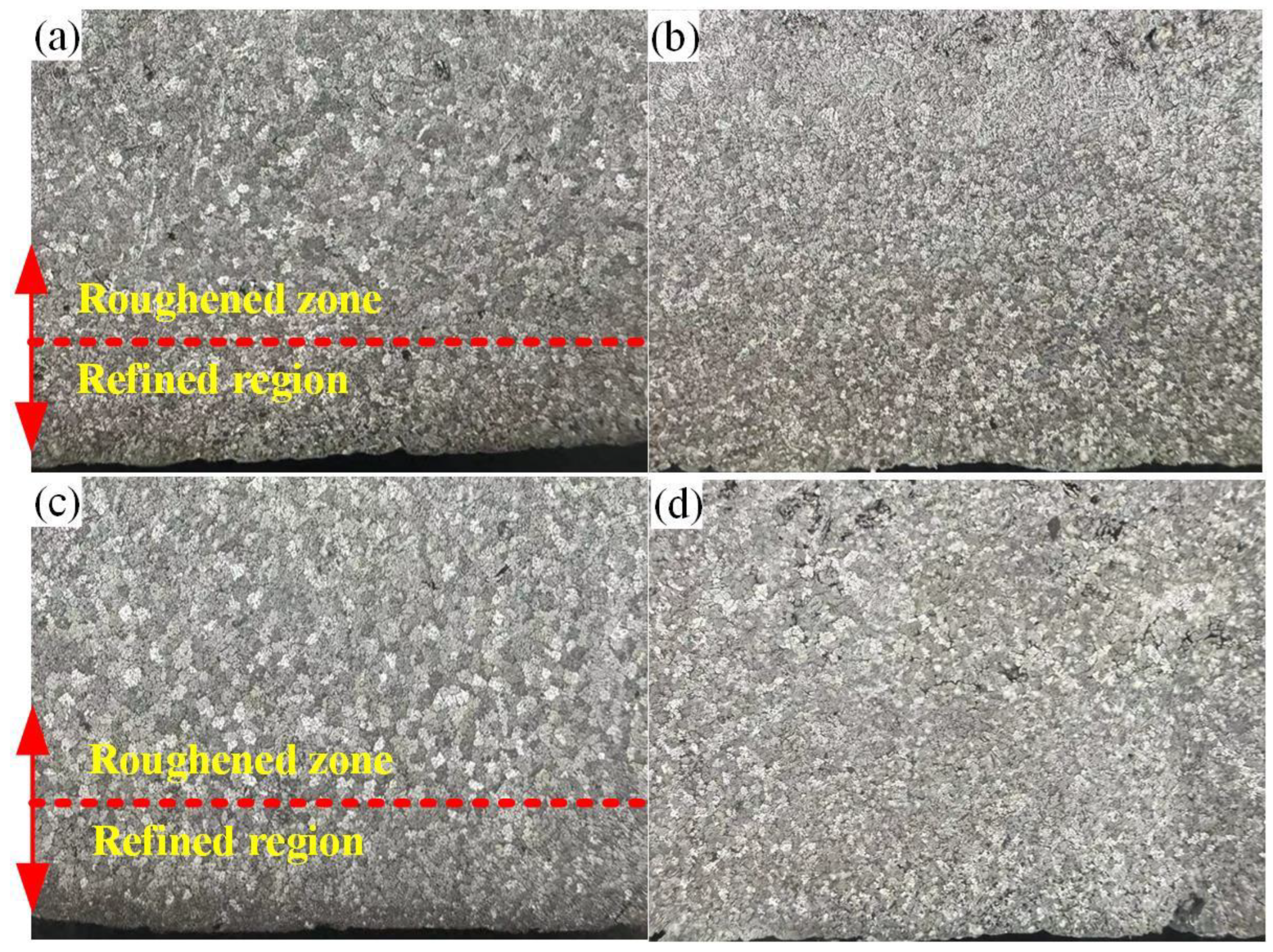
3.3. Influence of Al-3Ti-4.35La Master Alloy on the Settling Property of TiC
3.4. Effect of Al-3Ti-4.35La Master Alloy on the Stability of TiC in Al-Si Alloy
4. Conclusions
- (1).
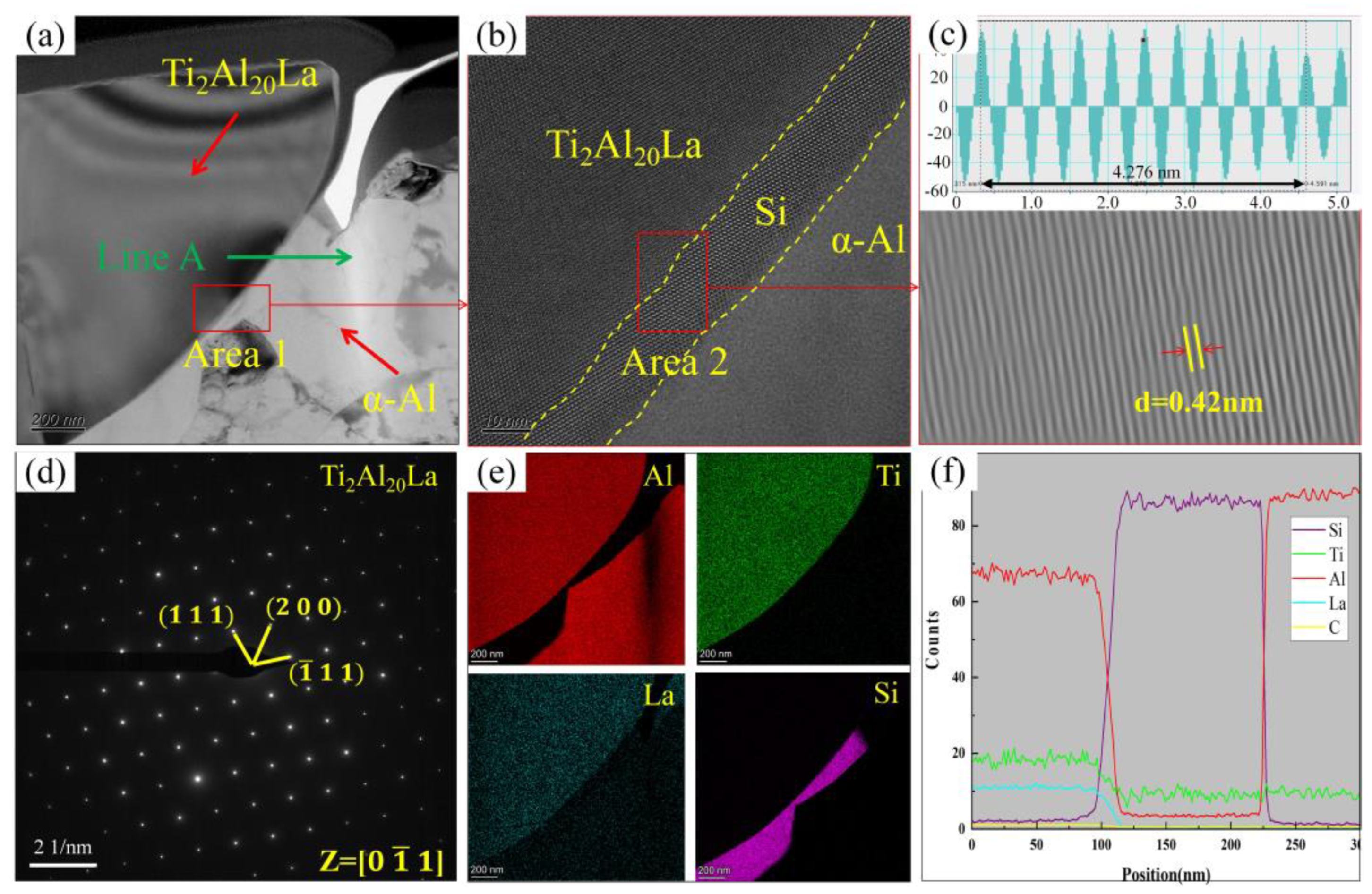
- The dissolution of the Ti2Al20La phase releases La elements into the melt, which accumulate on the surface of TiC particles. This accumulation enhances the interfacial wettability between TiC particles and the Al matrix, thereby reducing the agglomeration tendency of TiC particles. When the Al-3Ti-4.35La master alloy was incorporated into the Al-7Si alloy and held for 15 min, the distribution of TiC particles became more uniform.
- (2).
- The Ti elements released by the dissolution of the Ti2Al20La phase will form a Ti-rich zone around or on the surface of TiC particles. This Ti-rich zone reduces the density difference between the TiC particles and the aluminum melt, thereby decreasing their sedimentation behavior. After holding periods of 30 min and 60 min, the amount of TiC precipitation at the bottom of the sample was notably reduced.
- (3).
- The atomic arrangement at the Si-TiC interface exhibits an ordered structure without any detectable distortion, which demonstrates that Si does not exert a direct influence on the agglomeration and sedimentation behavior of TiC particles in the Al-7Si alloy.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tian, H.; Zhao, F.; Ma, D.; Zhao, X.; Meng, J.; Zhang, G.; Wu, F. An Improved Process for Solving the Sintering Problem of Al-Si Alloy Powder Metallurgy. Metals 2024, 14, 1295. [Google Scholar] [CrossRef]
- Xue, L.; Jia, H.; Ma, P.; Song, J.; Zha, M.; Wang, H. Influence of Mg and Cu on precipitation behaviors and mechanical properties of Al–Si alloys. Mater. Sci. Eng. A 2024, 908, 146775. [Google Scholar]
- Callegari, B.; Lima, T.N.; Coelho, R. The Influence of Alloying Elements on the Microstructure and Properties of Al-Si-Based Casting Alloys: A Review. Metals 2023, 13, 1174. [Google Scholar] [CrossRef]
- Sezgin, C.; Hisham, A.; Mattias, T. Effect of Ce addition on microstructure, thermal and mechanical properties of Al-Si alloys. Mater. Today Commun. 2023, 34, 105518. [Google Scholar]
- Sigworth, G. Grain Refinement of Al–Si–Cu Alloys by AlB2 and (Al,Ti)B2. Int. J. Met. 2024, 18, 1. [Google Scholar]
- Samuel, E.; Tahiri, H.; Samuel, A.; Samuel, F. Heterogenous Grain Nucleation in Al-Si Alloys: Types of Nucleant Inoculation. Metals 2024, 14, 271. [Google Scholar] [CrossRef]
- Zheng, Q.; Zhang, B.; Chen, T.; Wu, J. Achieving superior grain refinement efficiency for Al–Si casting alloys through a novel Al–La–B grain refiner. J. Mater. Res. Technol. 2024, 30, 5. [Google Scholar] [CrossRef]
- Cui, X.; Wang, Z.; Cui, H.; Meng, C.; Bai, P.; Du, Z.; Zhao, X.; Li, J. Study on mechanism of refining and modifying in Al–Si–Mg casting alloys with adding rare earth cerium. Mater. Res. Express 2023, 10, 086511. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, J.; Zhan, Y.; Li, L.; Yuan, Z.; Wang, X.; Shan, Q.; Li, Z. Interfacial characteristics of dual-phase Si/TiB2 and its crack initiation mechanism in hypereutectic Al-Si alloys. J. Alloys Compd. 2024, 981, 173748. [Google Scholar]
- Xu, J.; Li, Y.; Ma, K. In-situ observation of grain refinement dynamics of hypoeutectic Al-Si alloy inoculated by Al-Ti-Nb-B alloy. Scr. Mater. 2020, 187, 142. [Google Scholar]
- Vinod, K.; Murty, B.; Chakraborty, M. Development of Al-Ti-C grain refiners and study of their grain refining efficiency on Al and Al-7Si alloy. J. Alloys Compd. 2005, 396, 143. [Google Scholar] [CrossRef]
- Ding, W.; Zhao, X.; Zhao, W.; Guo, T.; Tang, X.; Qiao, J.; Xia, T. Effects of Al–Ti–C–Ce master alloy on microstructure and mechanical properties of hypoeutectic Al–7%Si Alloy. Int. J. Met. 2019, 13, 426. [Google Scholar] [CrossRef]
- Xia, L.; Li, W.; Wei, Z.; Wu, Y.; Liu, X. Achieving further refinement of grain structure and improvement of mechanical properties in Al-12Si-4Cu-2Ni-1Mg alloy by Al-Ti-C-B master alloy addition and deep cryogenic treatment. China Foundry 2024, 22, 75–82. [Google Scholar] [CrossRef]
- Kumar, G.; Murty, B.; Chakraborty, M. Grain refinement response of LM25 alloy towards Al-Ti-C and Al-Ti-B grain refiners. J. Alloys Compd. 2009, 472, 112. [Google Scholar] [CrossRef]
- Yang, H.; Gao, T.; Wang, H.; Nie, J.; Liu, X. Influence of C/Ti stoichiometry in TiCx on the grain refinement efficiency of Al–Ti–C master alloy. J. Mater. Sci. Technol. 2017, 33, 616. [Google Scholar] [CrossRef]
- López, V.; Scoles, A.; Kennedy, A. The thermal stability of Tic particles in an Al7 wt.%Si alloy. Mater. Sci. Eng. A 2003, 356, 316. [Google Scholar] [CrossRef]
- Nie, J.; Wu, Y.; Li, P.; Li, H.; Liu, X. Morphological evolution of TiC from octahedron to cube induced by elemental nickel. CrystEngComm 2012, 14, 2213. [Google Scholar] [CrossRef]
- Barbosa, J.; Puga, H. Ultrasonic melt treatment of light alloys. Int. J. Met. 2018, 13, 180. [Google Scholar] [CrossRef]
- Mahmoud, M.; Zedan, Y.; Samuel, A.; Songmene, V.; Samuel, F. The use of rare earth metals in Al–Si–Cu casting alloys. Int. J. Met. 2022, 16, 535. [Google Scholar] [CrossRef]
- Wang, Y.; Que, Z.; Hashimoto, T.; Zhou, X.; Fan, Z. Mechanism for Si poisoning of Al-Ti-B grain refiners in Al alloys. Metall. Mater. Trans. A 2020, 51, 5743. [Google Scholar] [CrossRef]
- Wang, F.; Hu, M.; Liu, T.; Jiang, B.; Ji, Z. Microstructure of Al-Ti-C master alloy triggered by rare-earth Ce. J. Mater. Res. 2022, 37, 1486. [Google Scholar]
- Zhao, H.; Song, Y.; Li, M. Grain refining efficiency and microstructure of Al-TiC-RE master alloy. J. Alloys Compd. 2010, 508, 206. [Google Scholar]
- Wang, M.; Sun, J.; Meng, Y.; Li, S.; Shou, H.; Zhang, G.; Yin, Z.; Dong, Y.; Zheng, H.; Zhang, Y. Insights into the effects of La on the grain refinement and mechanical properties of Al-Ti-C intermediate alloy and pure Al: A first-principle study and experimental investigation. J. Alloys Compd. 2024, 1002, 175290. [Google Scholar]
- Ding, W.; Liu, X.; Zhao, X.; Chen, T.; Zhang, H.; Zhao, W.; Li, C. Effect of Al-Ti-C-La composite alloy on microstructure and mechanical properties of 6063 aluminum alloy. Preprints 2020, 2020070115. [Google Scholar] [CrossRef]
- Zhang, G.; Wang, Z.; Niu, J.; Xu, H.; Ren, X. Enhanced fluidity of ZL205A alloy with the combined addition of Al-Ti-C and La. Materials 2021, 14, 6169. [Google Scholar] [CrossRef]
- Ding, W.; Xu, M.; Gou, L.; Li, L.; Ma, J.; An, J.; Lu, X.; Liu, X.; Li, X. Refinement Mechanism of the Hypoeutectic Al–7Si Alloy by Adding a Novel La-Rich Rare-Earth Grain Refiner. Metall. Mater. Trans. A 2024, 55, 3617. [Google Scholar]
- Birol, Y. Grain refining efficiency of Al–Ti–C alloys. J. Alloys Compd. 2006, 422, 128. [Google Scholar]
- Dong, H.; Guo, Y.; Chen, Y.; Xia, F.; Guo, Q.; Chen, Q. On the mechanism of Si-promoted destabilization of TiCx particles in Al alloys. J. Mater. Sci. Technol. 2023, 165, 17. [Google Scholar]
- Yu, L.; Liu, X. Ti transition zone on the interface between TiC and aluminum melt and its influence on melt viscosity. J. Mater. Process. Technol. 2007, 182, 519. [Google Scholar]
- Ding, W.; Xu, C.; Hou, X. Preparation and synthesis thermokinetics of novel Al-Ti-C-La Composite Master alloys. J. Alloys Compd. 2019, 776, 904–911. [Google Scholar] [CrossRef]
- Weston, K.; Jones, M.; Enel, C. Reaction in Al-Ti-C powders and its relation to the formation and stability of TiC in Al at high temperatures. Scr. Mater. 2000, 42, 1187. [Google Scholar]
- Ding, H.; Liu, X. Influence of Si on stability of TiC in Al melts. Trans. Nonferrous Met. Soc. China 2011, 21, 1465. [Google Scholar]
- Xia, F.; Liang, M.; Gao, X. Instability of in situ TiC particles in an Al-12Si alloy. J. Mater. Res. Technol. 2020, 9, 11361. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Si | Mg | Ti | Mn | La | C | Zn |
|---|---|---|---|---|---|---|---|---|
| Al-3Ti-4.35La | Bal. | - | - | 3.4 | - | 4.24 | - | - |
| Al-TiC | Bal. | - | - | 4.7 | - | - | 1.1 | - |
| Al-7Si | Bal. | 6.78 | 0.315 | 0.18 | 0.039 | - | - | 0.037 |
| Samples | Mass Ratio | Holding Time (min) | Mixing Method | ||
|---|---|---|---|---|---|
| Al-Si Alloy | Al-TiC | Al-Ti-La | |||
| A0 | 2 | 1 | - | 15 | stirring |
| A1 | 2 | 1 | 1 | 15 | stirring |
| A2 | 2 | 1 | - | 30 | stirring |
| A3 | 2 | 1 | 1 | 30 | stirring |
| A4 | 2 | 1 | - | 60 | stirring |
| A5 | 2 | 1 | 1 | 60 | stirring |
| Point | Elements At.% | ||||
|---|---|---|---|---|---|
| Al | Ti | C | La | Si | |
| 1 | 21.34 | 34.02 | 38.34 | 2.02 | 4.28 |
| 2 | 32.80 | 0.00 | 0.00 | 4.68 | 66.20 |
| 3 | 0.00 | 0.00 | 0.00 | 40.40 | 59.60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mu, L.; An, J.; Tian, X.; Yu, H.; Zhang, H.; Ding, W. Effect of Al-3Ti-4.35La Master Alloy on the Aggregation and Sedimentation Characteristics of TiC in Al-7Si Alloys. Metals 2025, 15, 351. https://doi.org/10.3390/met15040351
Mu L, An J, Tian X, Yu H, Zhang H, Ding W. Effect of Al-3Ti-4.35La Master Alloy on the Aggregation and Sedimentation Characteristics of TiC in Al-7Si Alloys. Metals. 2025; 15(4):351. https://doi.org/10.3390/met15040351
Chicago/Turabian StyleMu, Long, Jiazhi An, Xudong Tian, Haicun Yu, Haixia Zhang, and Wanwu Ding. 2025. "Effect of Al-3Ti-4.35La Master Alloy on the Aggregation and Sedimentation Characteristics of TiC in Al-7Si Alloys" Metals 15, no. 4: 351. https://doi.org/10.3390/met15040351
APA StyleMu, L., An, J., Tian, X., Yu, H., Zhang, H., & Ding, W. (2025). Effect of Al-3Ti-4.35La Master Alloy on the Aggregation and Sedimentation Characteristics of TiC in Al-7Si Alloys. Metals, 15(4), 351. https://doi.org/10.3390/met15040351