
Comparative Analysis of the Microstructure and Tribological Behaviors of Ni-, Fe-, and Co-Based Plasma Cladding Coatings

 ,
,
Abstract
1. Introduction
2. Experimental
2.1. Materials and Cladding Process
2.2. Microstructure Examination
2.3. Mechanical Properties Test
2.4. Friction and Wear Experiment
3. Results of the Test
3.1. Microstructure of the Test
3.2. Mechanical Characteristics
3.3. Tribological Performances
4. Discussion
5. Conclusions
- 1.
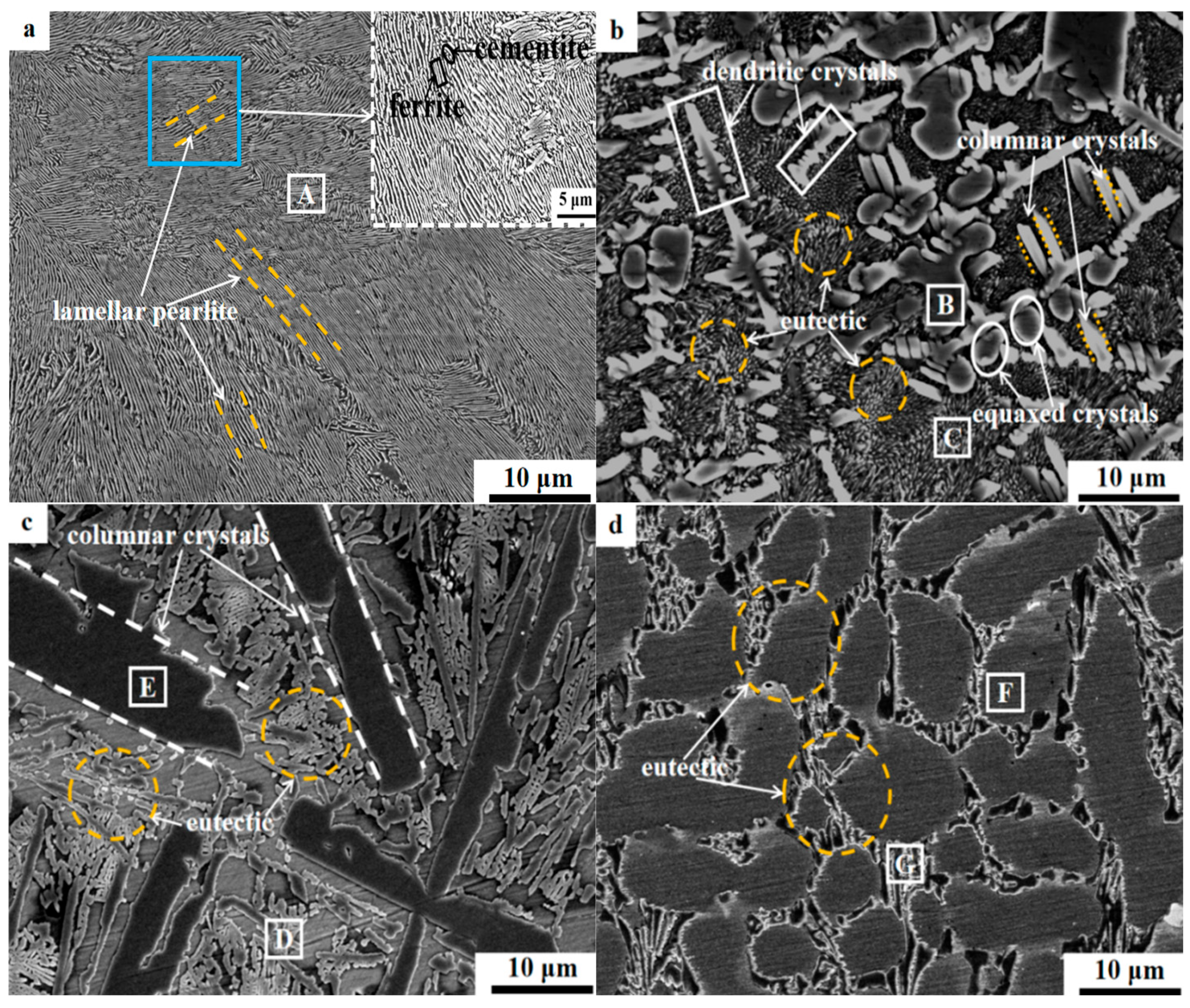
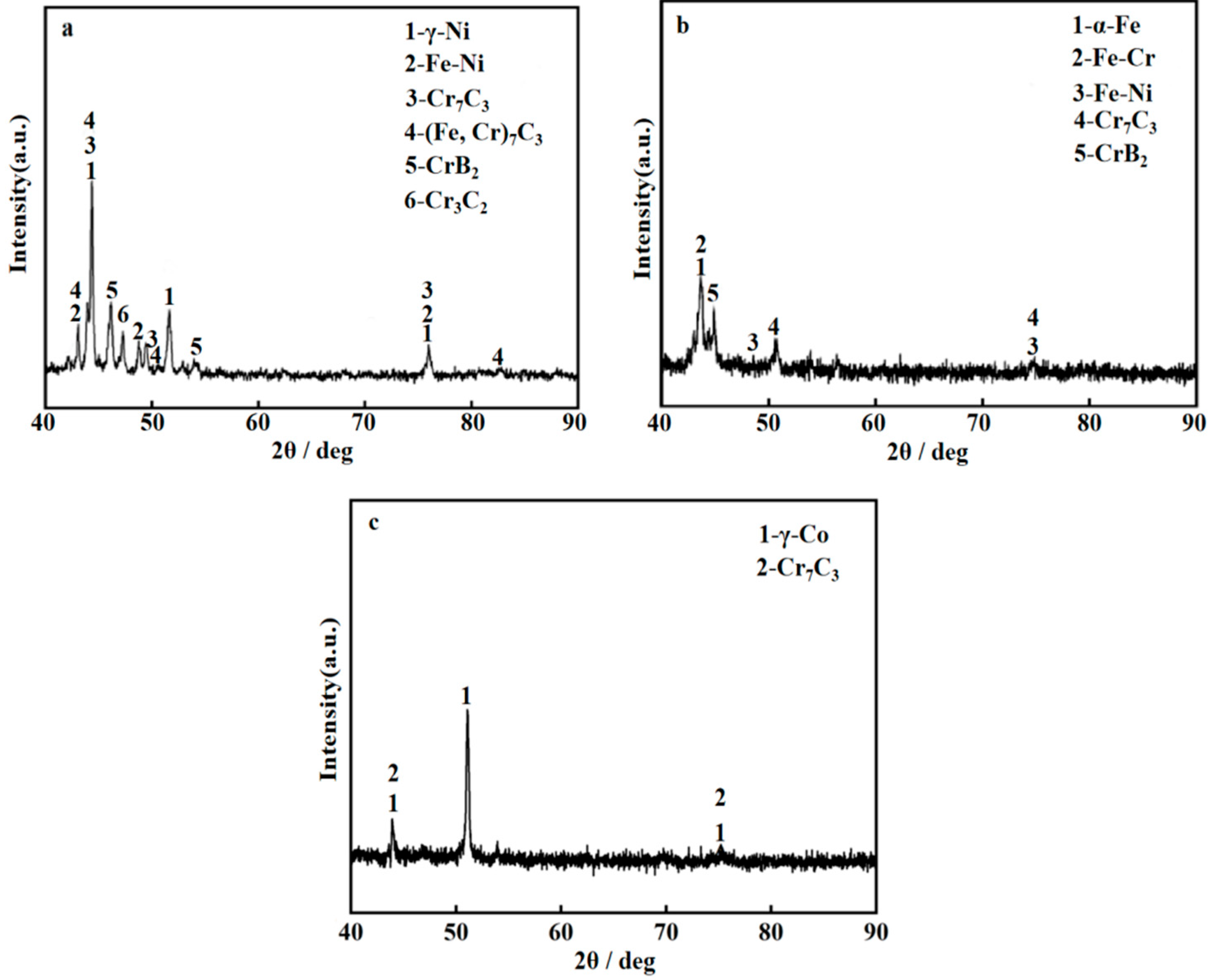
- The substrate of U75V steel is characterized by a pearlitic microstructure. The Ni-based coating consists of columnar crystals containing Cr7C3 and Cr3C2, as well as eutectics comprising γ-Ni and CrB2, alongside dendritic and equiaxed structures with relatively fine grain sizes. The Fe-based coating is composed of columnar crystals containing Cr7C3 and a Fe-Cr solid solution, in addition to eutectics comprising α-Fe and CrB2, exhibiting a slight increase in grain size. The Co-based coating is characterized by eutectics containing γ-Co and Cr7C3, displaying the largest grain size among the three coatings.
- 2.
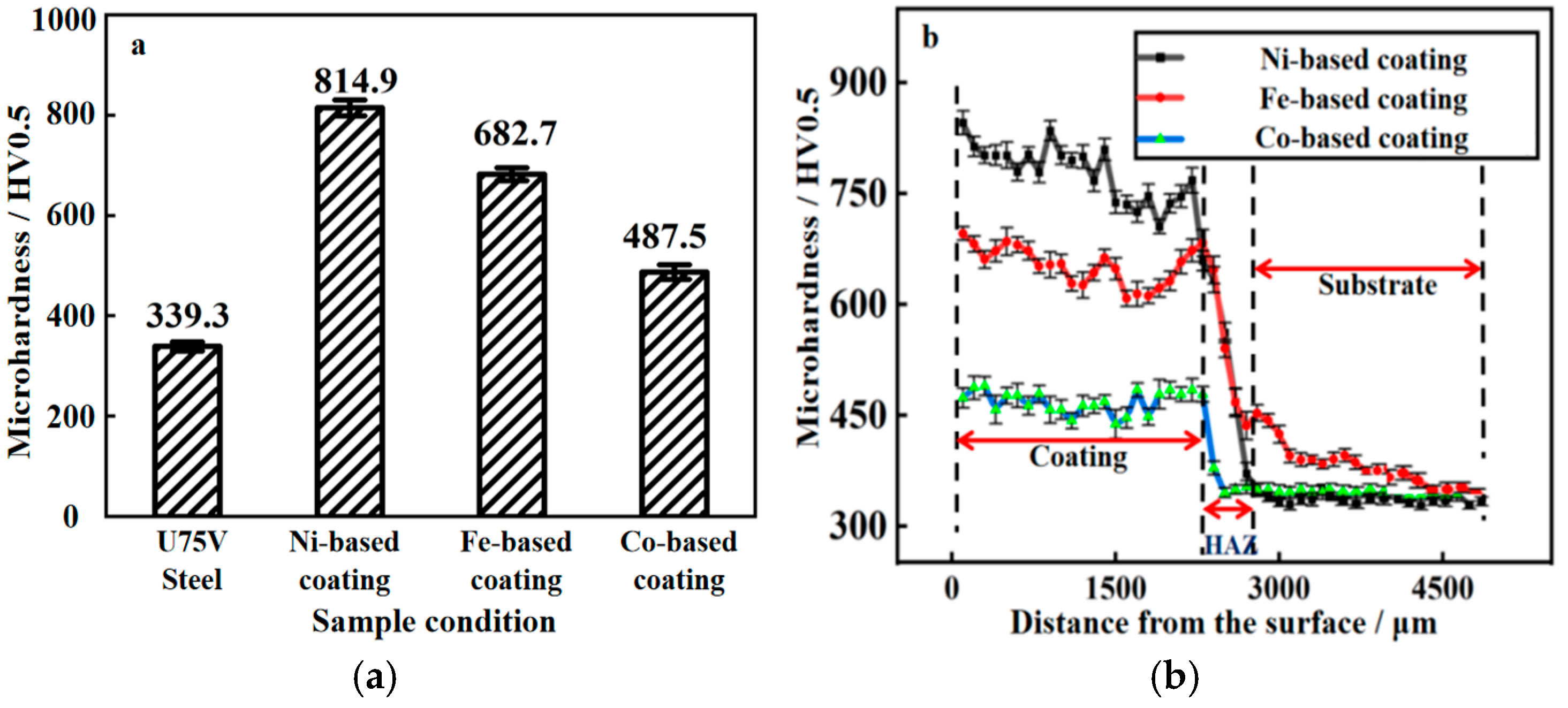
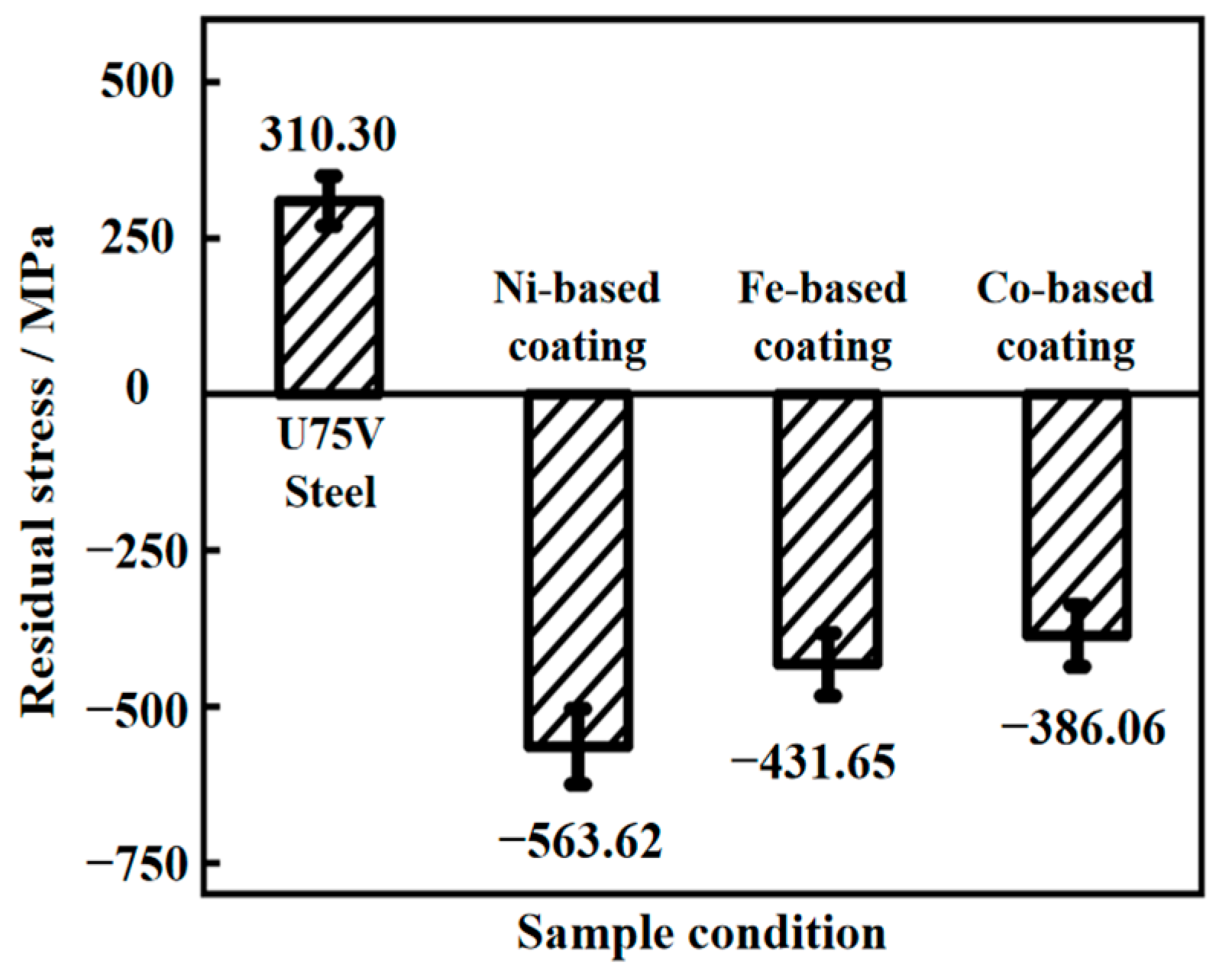
- Compared with the substrate hardness of 339.3 HV0.5, the hardness values for the Ni-based, Fe-based, and Co-based coatings are 814.9 HV0.5, 682.7 HV0.5, and 487.5 HV0.5, respectively. The residual stresses measured for the substrate, Ni-based coating, Fe-based coating, and Co-based coating are 310.30 MPa, −563.62 MPa, −431.65 MPa, and −386.06 MPa, respectively.
- 3.
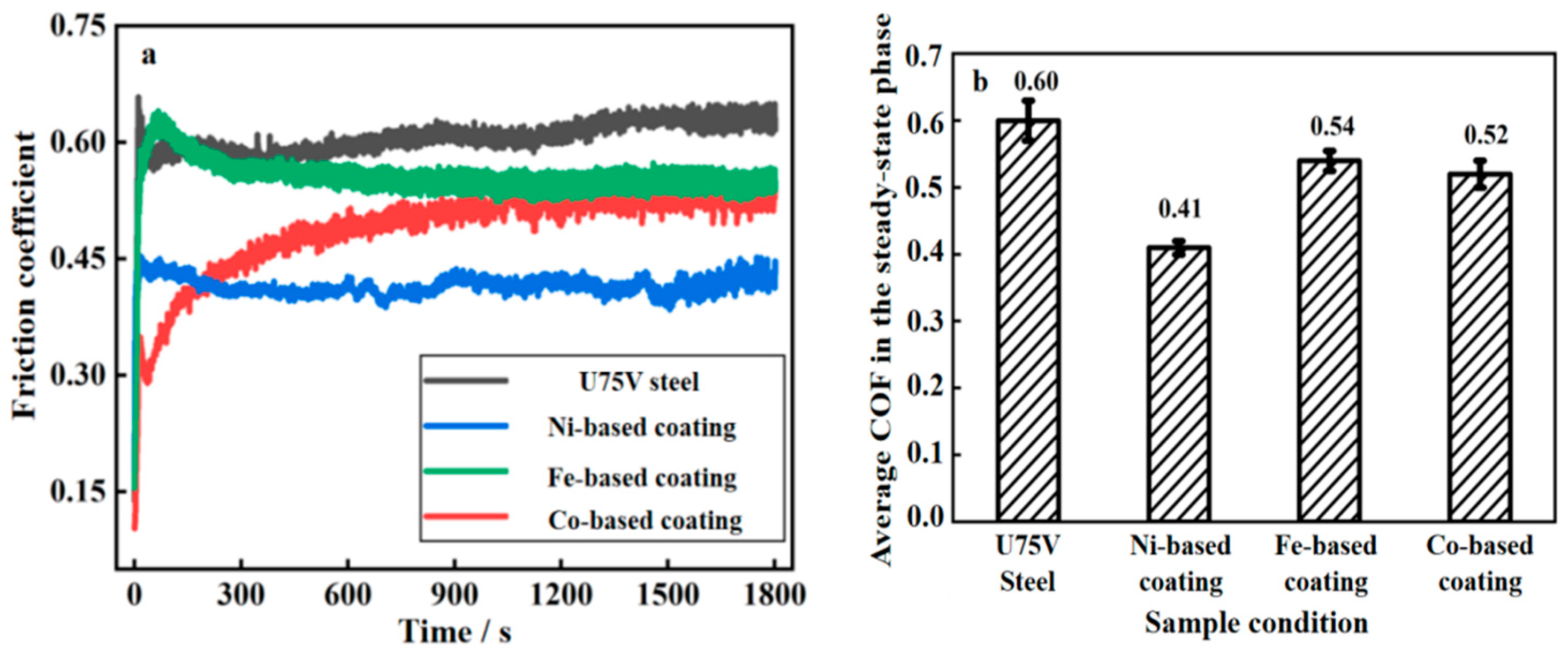
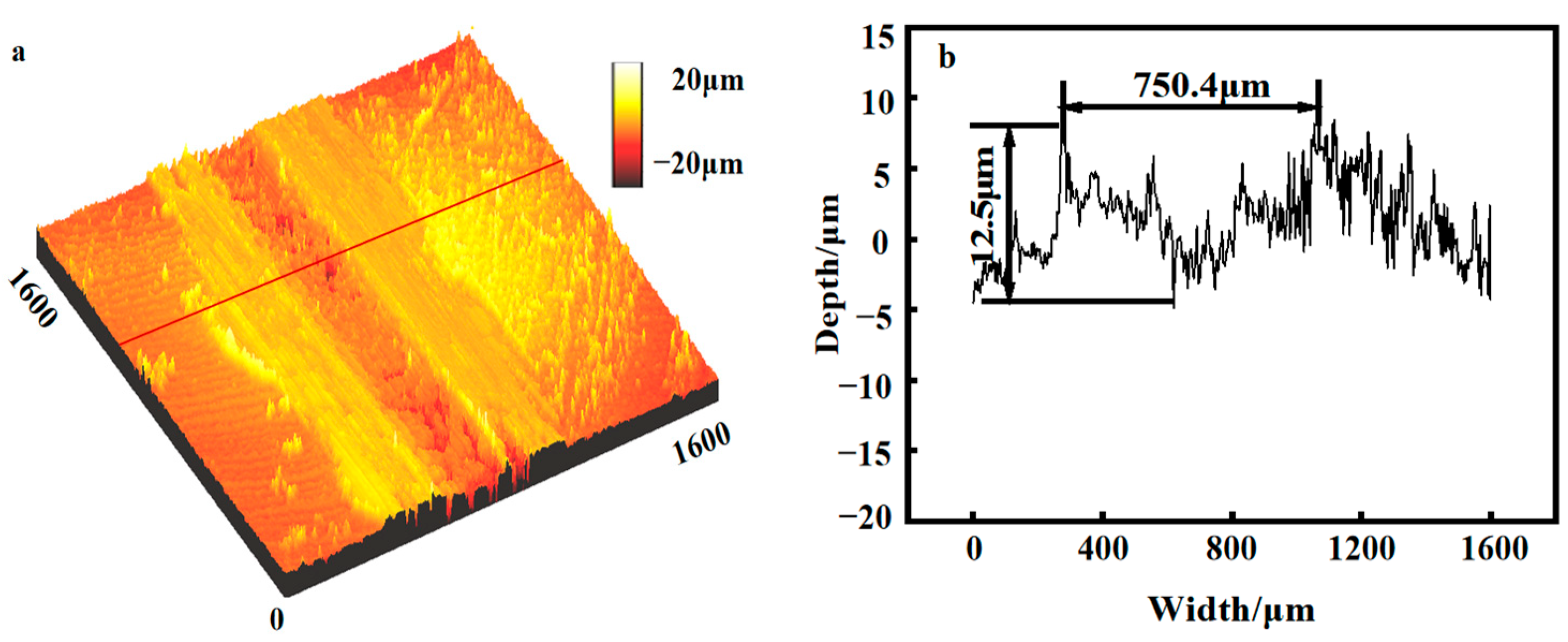
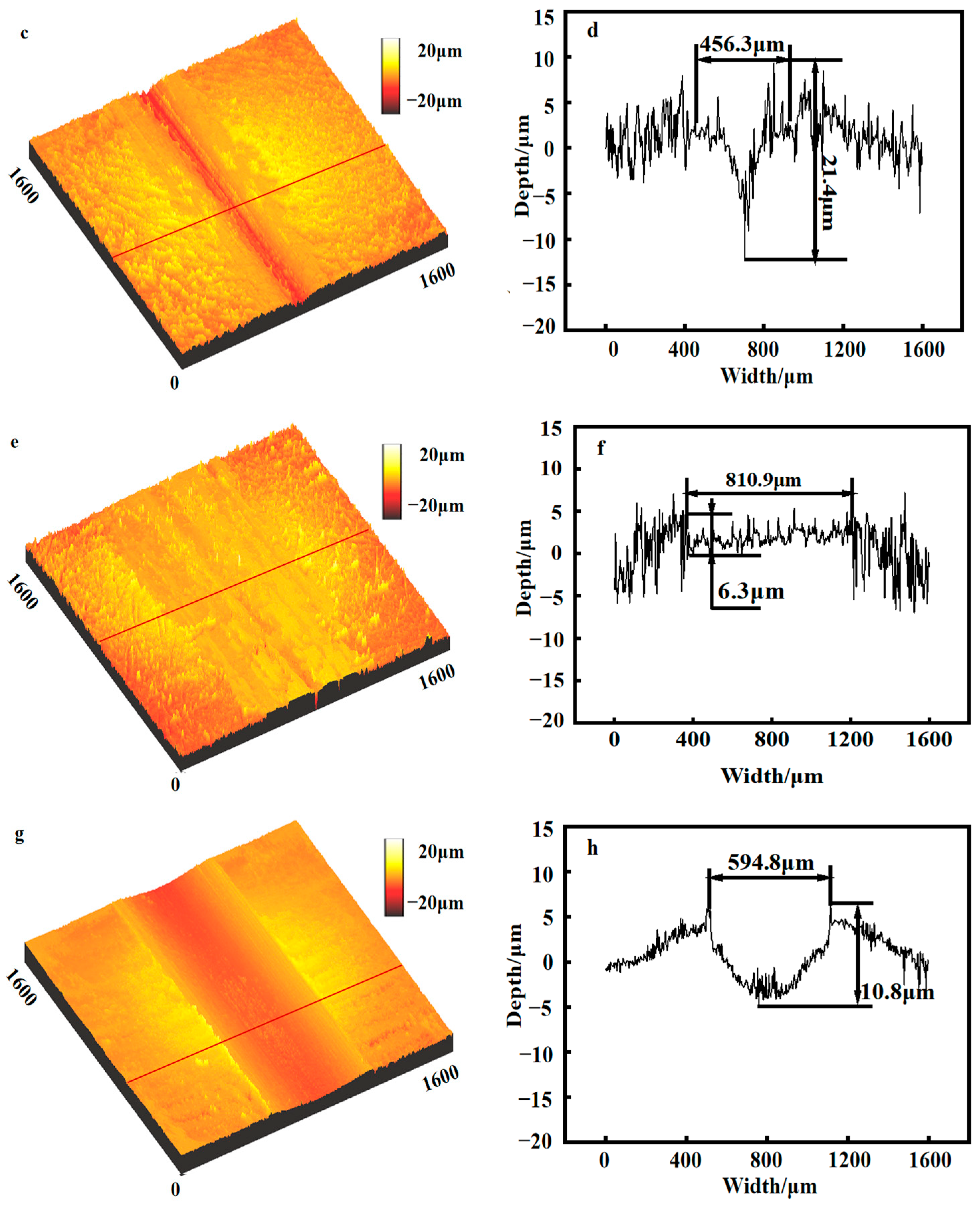
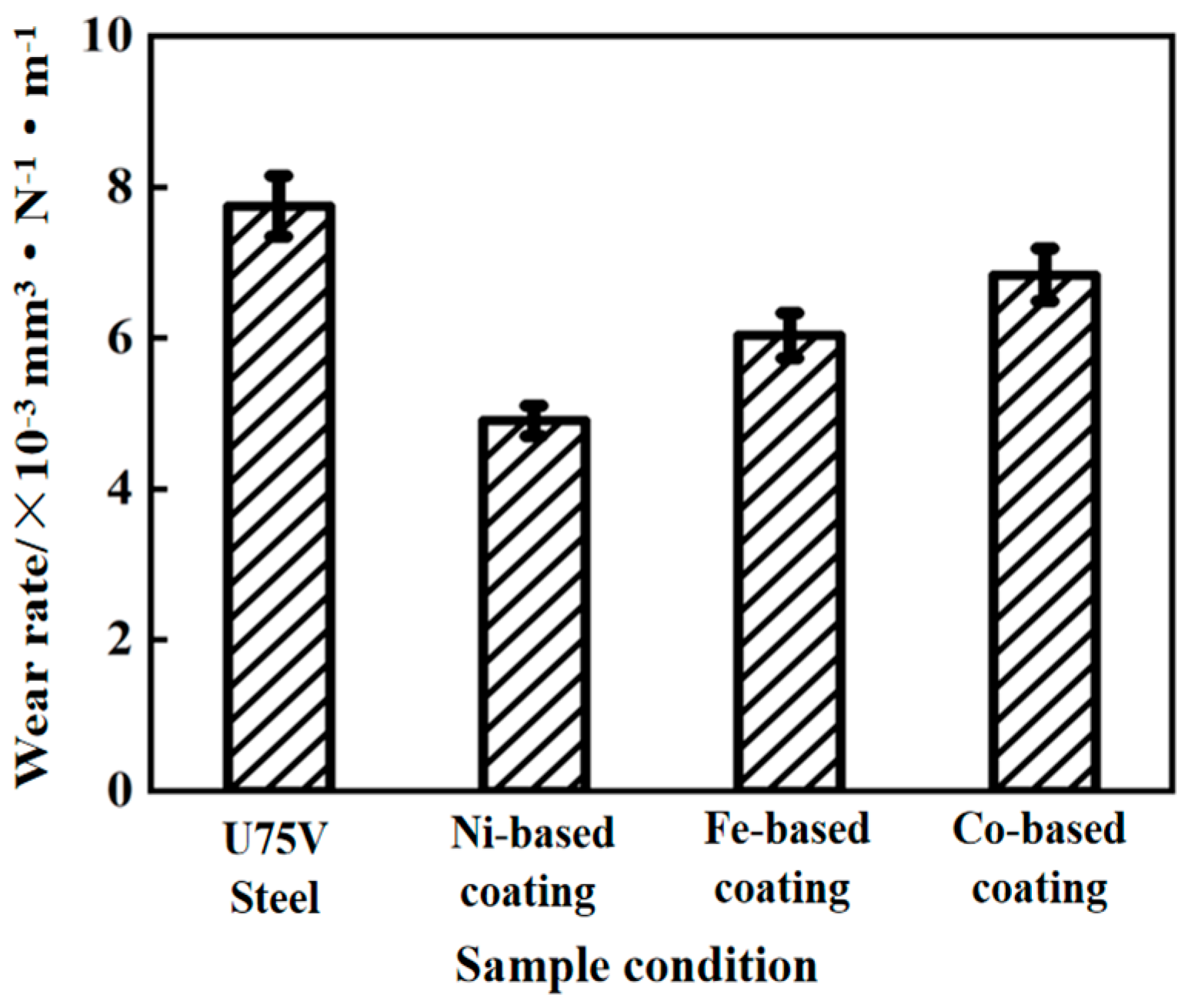
- Compared with the substrate, the friction coefficients of the Ni-based, Fe-based, and Co-based coatings were decreased by 32%, 10%, and 14%, respectively. Additionally, the wear rates were reduced by 36.6%, 22.1%, and 11.7%, respectively. Notably, the Ni-based coating exhibited the lowest degree of wear, with wear mechanisms primarily characterized by mild adhesive wear.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, W.J.; Guo, H.M.; Du, X.; Guo, J.; Liu, Q.Y.; Zhu, M.H. Investigation on the damage mechanism and prevention of heavy-haul railway rail. Eng. Fail. Anal. 2013, 35, 206–218. [Google Scholar] [CrossRef]
- Wang, W.J.; Jiang, W.J.; Wang, H.Y.; Liu, Q.Y.; Zhu, M.H.; Jin, X.S. Experimental study on the wear and damage behavior of different wheel/rail materials. Proc. Inst. Mech. Eng. Part F-J. Rail Rapid Transit 2016, 230, 3–14. [Google Scholar] [CrossRef]
- Xu, W.C.; Zhang, B.B.; Deng, Y.; Wang, Z.Q.; Jiang, Q.T.; Yang, L.H.; Zhang, J. Corrosion of rail tracks and their protection. Corros. Rev. 2021, 39, 1–13. [Google Scholar] [CrossRef]
- Mahmoodian, M.; Asl, A.S.; Li, C.Q. Combined effect of rolling contact fatigue and corrosion on structural performance of rails. Aust. J. Struct. Eng. 2020, 21, 320–328. [Google Scholar] [CrossRef]
- Maruthamuthu, S.; Nagendran, T.; Anandkumar, B.; Karthikeyan, M.S.; Palaniswamy, N.; Narayanan, G. Microbiologically influenced corrosion on rails. Curr. Sci. 2011, 100, 870–880. [Google Scholar]
- Ivanov, Y.; Gromov, V.; Yuriev, A.; Kormyshev, V.; Rubannikova, Y.; Semin, A. Deformation strengthening mechanisms of rails in extremely long-term operation. J. Mater. Res. Technol. 2021, 11, 710–718. [Google Scholar] [CrossRef]
- Panda, B.; Balasubramaniam, R.; Moon, A. Microstructure and mechanical properties of novel rail steels. Mater. Sci. Technol. 2009, 25, 1375–1382. [Google Scholar] [CrossRef]
- Meng, L.; Zhu, B.B.; Hu, Q.W.; Zeng, X.Y.; Wang, D.Z. Laser-induction hybrid cladding of different coatings on rail surface: Microstructure, wear properties and contact fatigue behaviors. Appl. Surf. Sci. 2021, 566, 150678. [Google Scholar] [CrossRef]
- Lewis, S.R.; Lewis, R.; Fletcher, D.I. Assessment of laser cladding as an option for repairing/enhancing rails. Wear 2015, 330, 581–591. [Google Scholar] [CrossRef]
- Meng, L.; Zhao, W.F.; Hou, K.L.; Kou, D.H.; Yuan, Z.H.; Zhang, X.; Xu, J.L.; Hu, Q.W.; Wang, D.Z.; Zeng, X.Y. A comparison of microstructure and mechanical properties of laser cladding and laser-induction hybrid cladding coatings on full-scale rail. Mater. Sci. Eng. A 2019, 748, 1–15. [Google Scholar] [CrossRef]
- Yang, J.X.; Ma, W.Y.; Zhang, W.T.; Wang, X.J.; Huang, K.; Liu, Z.; Zhou, Z.; Xu, H.C.; Xiao, J.H. The dynamic load-bearing performance of the laser cladding Fe-based alloy on the U75V rail. Int. J. Fatigue 2022, 165, 107180. [Google Scholar] [CrossRef]
- Xie, T.X.; Zhou, L.; Ding, H.H.; Zhu, Y.; Yang, W.B.; Xiao, Q.; Wang, W.J.; Guo, J.; Liu, Q.Y. Investigation on the Rolling Contact Fatigue Behaviors of Different Laser Cladding Materials on the Damaged Rail. J. Tribol.-Trans. ASME 2021, 143, 051108. [Google Scholar]
- Gao, P.H.; Fu, R.T.; Chen, B.Y.; Zeng, S.C.; Zhang, B.; Yang, Z.; Guo, Y.C.; Liang, M.X.; Li, J.P.; Lu, Y.Q.; et al. Corrosion resistance of CoCrFeNiMn high entropy alloy coating prepared through plasma transfer arc claddings. Metals 2021, 11, 1876. [Google Scholar] [CrossRef]
- Xie, G.Z.; Song, X.L.; Zhang, D.J.; Wu, Y.P.; Lin, P.H. Microstructure and corrosion properties of thick WC composite coating formed by plasma cladding. Appl. Surf. Sci. 2010, 256, 6354–6358. [Google Scholar]
- Chen, B.Y.; Gao, P.H.; Zhang, B.; Zhao, D.M.; Wang, W.; Jin, C.; Yang, Z.; Guo, Y.C.; Liang, M.X.; Li, J.P.; et al. Wear Properties of Iron-Based Alloy Coatings Prepared by Plasma Transfer Arc Cladding. Coatings 2022, 12, 243. [Google Scholar] [CrossRef]
- Liu, Y.F.; Chen, D.Q.; Han, J.M.; Wu, H.; Xu, X.Y.; Yang, S.Z. Microstructure and properties of Cr3Si/γ-Fe composite coating prepared by plasma transferred arc cladding technique. Chin. Phys. Lett. 2009, 26, 095202. [Google Scholar]
- Lv, J.J.; Zhang, C.; Chen, Z.Y.; Bai, D.; Zhang, Y.W.; Li, G.S.; Lu, X.G. Fabrication and characterization of Ni60A alloy coating on copper pipe by plasma cladding with induction heating. Coatings 2021, 11, 1080. [Google Scholar] [CrossRef]
- Xie, Y.J.; Wen, X.; Huang, B.S.; Zhuang, J. Microstructure, hardness and corrosion properties of AlCoCrFeNi2.1YHf high-entropy alloy coating prepared by plasma cladding. Mater. Lett. 2023, 330, 133356. [Google Scholar] [CrossRef]
- Zhu, Y.Z.; Yin, Z.M.; Teng, H. Plasma cladding of Stellite 6 powder on Ni76Cr19AlTi exhausting valve. Trans. Nonferrous Met. Soc. China 2007, 17, 35–40. [Google Scholar]
- Sun, Y.F.; Li, Y.T.; Qi, Y.C.; Cai, X.T.; Ma, C.Y. Microstructure and mechanical properties of welded joints between nickel base alloy and 10Ni5CrMoV steel by MIG welding. Mater. Lett. 2022, 328, 133120. [Google Scholar]
- Fayazfar, H.; Salarian, M.; Rogalsky, A.; Sarker, D.; Russo, P.; Paserin, V.; Toyserkani, E. A critical review of powder-based additive manufacturing of ferrous alloys: Process parameters, microstructure and mechanical properties. Mater. Des. 2018, 144, 98–128. [Google Scholar]
- Fan, L.; Chen, H.Y.; Dong, Y.H.; Li, X.Y.; Dong, L.H.; Yin, Y.S. Corrosion behavior of Fe-based laser cladding coating in hydrochloric acid solutions. Acta Metall. Sin. 2018, 54, 1019–1030. [Google Scholar]
- He, T.; Shao, R.; Du, S. Effect of WC content on the friction and wear properties of Ni-WC coatings on 6082-T6 aluminum alloy. Mater. Res. Express 2020, 7, 066530. [Google Scholar]
- Yue, Y.; Liu, S.; Qiu, W. Comparative Study on Wear Behaviors of Monolayer and Heterogeneous Multilayer Ta Coatings in Atmospheric and SBF Environments. Coatings 2023, 13, 120. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, C.H.; Cui, X.; Zhang, S.; Chen, J.; Zhang, J.B. Novel gradient alloy steel with quasi-continuous ratios fabricated by SLM: Material microstructure and wear mechanism. Mater. Charact. 2021, 174, 111020. [Google Scholar]
- Jiang, P.F.; Zhang, C.H.; Zhang, S.; Zhang, J.B.; Chen, J.; Liu, Y. Microstructure evolution, wear behavior, and corrosion performance of alloy steel gradient material fabricated by direct laser deposition. J. Mater. Res. Technol. 2020, 9, 11702–11716. [Google Scholar]
- Zhang, H.; Zhang, C.H.; Wang, Q.; Wu, C.L.; Zhang, S.; Chen, J. Effect of Ni content on stainless steel fabricated by laser melting deposition. Opt. Laser Technol. 2018, 101, 363–371. [Google Scholar]
- Wu, C.L.; Zhang, S.; Zhang, C.H.; Zhang, H.; Dong, S.Y. Phase evolution and properties in laser surface alloying of FeCoCrAlCuNix high-entropy alloy on copper substrate. Surf. Coat. Technol. 2017, 315, 368–376. [Google Scholar]
- Im, H.J.; Dunand, D.C. Microstructure, hardness, and creep of Co-Fe-Ni-based high-entropy superalloy processed by laser powder-bed fusion. Mater. Sci. Eng. A 2024, 916, 147378. [Google Scholar]
- Wang, X.; Li, J. Study of the wear resistance of an Fe60/WC composite coating by ultrasonic assisted laser cladding. Sci. Rep. 2025, 15, 8559. [Google Scholar]
- Clare, A.; Oyelola, O.; Folkes, J.; Farayibi, P. Laser cladding for railway repair and preventative maintenance. J. Laser Appl. 2012, 24, 032004. [Google Scholar] [CrossRef]
- Lin, T.T.; Chen, S.H.; Chiu, C. Properties of Al0.5CoCrFeNi2Ti High-Entropy Alloy System: From Gas-Atomized Powders to Atmospheric Plasma-Sprayed Coatings. J. Therm. Spray Technol. 2024, 33, 2839–2852. [Google Scholar] [CrossRef]
- Zhang, C.H.; Wu, S.Q.; He, S.W.; Zhang, S.; Wu, C.L.; Guan, M.; Tan, J.Z.; Cui, W.D. Cavitation erosion properties of Ni-based RE alloy coating on monel alloy by laser cladding. Rare Met. Mater. Eng. 2018, 47, 1517–1522. [Google Scholar]
- Hu, Z.Y.; Li, Y.; Lu, B.W.; Tan, N.; Cai, L.R.; Yong, Q.S. Effect of WC content on microstructure and properties of high-speed laser cladding Ni-based coating. Opt. Laser Technol. 2022, 155, 108449. [Google Scholar] [CrossRef]
- Zhang, F.Y.; Duan, C.Z.; Sun, W.; Ju, K. Influence of white layer and residual stress induced by hard cutting on wear resistance during sliding friction. J. Mater. Eng. Perform. 2019, 28, 7649–7662. [Google Scholar]
- Roy, T.; Paradowska, A.; Abrahams, R.; Law, M.; Mutton, P.; Soodi, M.; Yan, W.Y. Residual stress in laser cladded heavy-haul rails investigated by neutron diffraction. J. Mater. Process. Technol. 2020, 278, 116511. [Google Scholar] [CrossRef]
- Hua, X.J.; Tian, Z.X.; Xie, X.; Zhang, P.Y.; Xu, J.F.; Zhu, Y.H.; Du, H.; Yin, B.F. Tribological behavior and abrasion resistance mechanism of laser micro-bulge texturing surface under full oil lubrication. Tribol. Trans. 2020, 63, 726–735. [Google Scholar] [CrossRef]
- Li, S.C.; Mo, B.; Xiao, G.; Sun, F.J. Microstructure characteristics and their influence factors during laser additive manufacturing of metal materials. Laser Optoelectron. Prog. 2021, 58, 0100007. [Google Scholar]
- Gaumann, M.; Bezençon, C.; Canalis, P.; Kurz, W. Single-crystal laser deposition of superalloys: Processing–microstructure maps. Acta Mater. 2001, 49, 1051–1062. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti-6Al-4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Yao, W.J.; Wei, B.B. Microstructural evolution during containerless rapid solidification of Co-Si alloys. Chin. Phys. 2003, 12, 1272–1282. [Google Scholar]
- Naik, S.N.; Walley, S.M. The Hall–Petch and inverse Hall–Petch relations and the hardness of nanocrystalline metals. J. Mater. Sci. 2020, 55, 2661–2681. [Google Scholar]
- Zhang, J.Y.; Wu, K.; Zhang, L.Y.; Wang, Y.Q.; Liu, G. Unraveling the correlation between Hall-Petch slope and peak hardness in metallic nanolaminates. Int. J. Plast. 2017, 96, 120–134. [Google Scholar]
- Armstrong, R.W.; Balasubramanian, N. Unified Hall-Petch description of nano-grain nickel hardness, flow stress and strain rate sensitivity measurements. AIP Adv. 2017, 7, 085010. [Google Scholar] [CrossRef]
- Sun, S.T.; Fu, H.G.; Ping, X.L.; Lin, J.; Lei, Y.P. Reinforcing behavior and microstructure evolution of NbC in laser cladded Ni45 coating. Appl. Surf. Sci. 2018, 455, 160–170. [Google Scholar]
- Han, B.; Li, M.Y.; Wang, Y. Microstructure and wear resistance of laser clad Fe-Cr3C2 composite coating on 35CrMo steel. J. Mater. Eng. Perform. 2013, 22, 3749–3754. [Google Scholar]
- Zhao, J.B.; Wang, Y.; Han, B.; Li, M.; Cui, G. Antifriction effects of Cu2S film on Ni-based MMC coating. Surf. Coat. Technol. 2017, 315, 391–398. [Google Scholar]
- Ye, Z.Y.; Liu, Z.Y.; Li, J.N.; Su, Q.; Zhao, B.; Zhang, S.Z.; Guan, D.W.; Li, H.B.; Li, H.; Zhang, Z.F. Argon-arc cladding of Q235 low-carbon steel by Co base alloy deposition. Surf. Rev. Lett. 2021, 28, 2150017. [Google Scholar]
- Ye, W.T.; Xie, M.D.; Huang, Z.B.; Wang, H.M.; Zhou, Q.; Wang, L.; Chen, B.; Wang, H.F.; Liu, W.M. Microstructure and tribological properties of in-situ carbide/CoCrFeNiMn high entropy alloy composites synthesized by flake powder metallurgy. Tribol. Int. 2023, 181, 108295. [Google Scholar]
- Huang, S.M.; Sun, D.Q.; Wang, W.Q. Microstructures and properties of Ni based composite coatings prepared by plasma spray welding with mixed powders. Int. J. Refract. Met. Hard Mater. 2015, 52, 36–43. [Google Scholar] [CrossRef]
- Larue, J.E.; Daniewicz, S.R. Predicting the effect of residual stress on fatigue crack growth. Int. J. Fatigue 2007, 29, 508–515. [Google Scholar] [CrossRef]
- Gee, M.G.; Gant, A.; Roebuck, B. Wear mechanisms in abrasion and erosion of WC/Co and related hardmetals. Wear 2007, 263, 137–148. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | V | Fe |
|---|---|---|---|---|---|---|---|
| Wt/% | 0.75 | 0.61 | 0.92 | 0.025 | 0.006 | 0.006 | Bal. |
| Type | C | Si | B | W | Cr | Fe | Ni | Co |
|---|---|---|---|---|---|---|---|---|
| Ni-based | 1.0 | 4.0 | 3.6 | - | 18.0 | 5.0 | Bal. | - |
| Fe-based | 0.8 | 1.6 | 4.1 | - | 17.0 | Bal. | 11.0 | - |
| Co-based | 1.1 | 1.0 | - | 4.4 | 17.0 | 28.5 | 1.5 | Bal. |
| Parameters | Current/A | Feeding Rate/(mm/min) |
|---|---|---|
| Ni | 110 | 100 |
| Fe | 125 | 95 |
| Co | 120 | 80 |
| Area | Fe | Ni | C | Cr | Si | W | Co |
|---|---|---|---|---|---|---|---|
| A | 89.4 | / | 10.6 | / | / | / | / |
| B | 16.4 | 7.1 | 15.6 | 60.8 | 0.1 | / | / |
| C | 39.1 | 51 | 2.2 | 4.1 | 3.6 | / | / |
| D | 73.4 | 7.5 | 6.2 | 12.1 | 0.8 | / | / |
| E | 65.2 | 12.3 | 7.8 | 14.1 | 0.6 | / | / |
| F | 13.6 | 3.7 | 1.4 | 20.1 | 1.7 | 2.3 | 57.2 |
| G | 21.4 | 2.9 | 2.6 | 49.3 | 0.8 | 4.3 | 18.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, T.; Tian, J.; Liu, Z.; Song, G.; Du, S.; Zhang, Y. Comparative Analysis of the Microstructure and Tribological Behaviors of Ni-, Fe-, and Co-Based Plasma Cladding Coatings. Metals 2025, 15, 344. https://doi.org/10.3390/met15040344
He T, Tian J, Liu Z, Song G, Du S, Zhang Y. Comparative Analysis of the Microstructure and Tribological Behaviors of Ni-, Fe-, and Co-Based Plasma Cladding Coatings. Metals. 2025; 15(4):344. https://doi.org/10.3390/met15040344
Chicago/Turabian StyleHe, Tiantian, Jie Tian, Zeyuan Liu, Gaoang Song, Sanming Du, and Yongzhen Zhang. 2025. "Comparative Analysis of the Microstructure and Tribological Behaviors of Ni-, Fe-, and Co-Based Plasma Cladding Coatings" Metals 15, no. 4: 344. https://doi.org/10.3390/met15040344
APA StyleHe, T., Tian, J., Liu, Z., Song, G., Du, S., & Zhang, Y. (2025). Comparative Analysis of the Microstructure and Tribological Behaviors of Ni-, Fe-, and Co-Based Plasma Cladding Coatings. Metals, 15(4), 344. https://doi.org/10.3390/met15040344