
Impact of Novel Nozzles on Atomization Flow Field and Particle Features: Simulation and Experimental Validation

 ,
, 
Abstract
1. Introduction
2. Numerical Modeling and Experimental Procedure
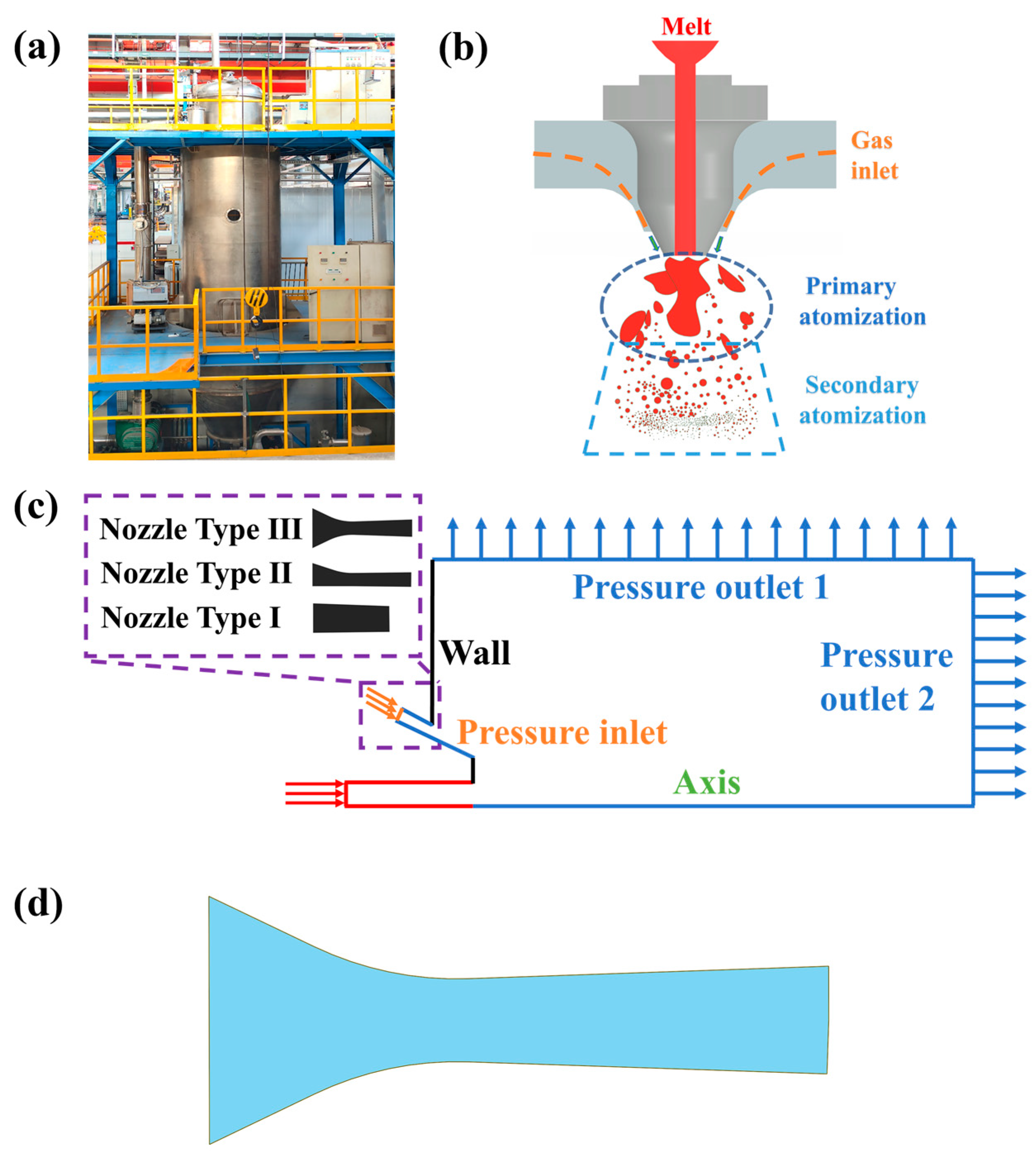
2.1. Gas Atomization Model
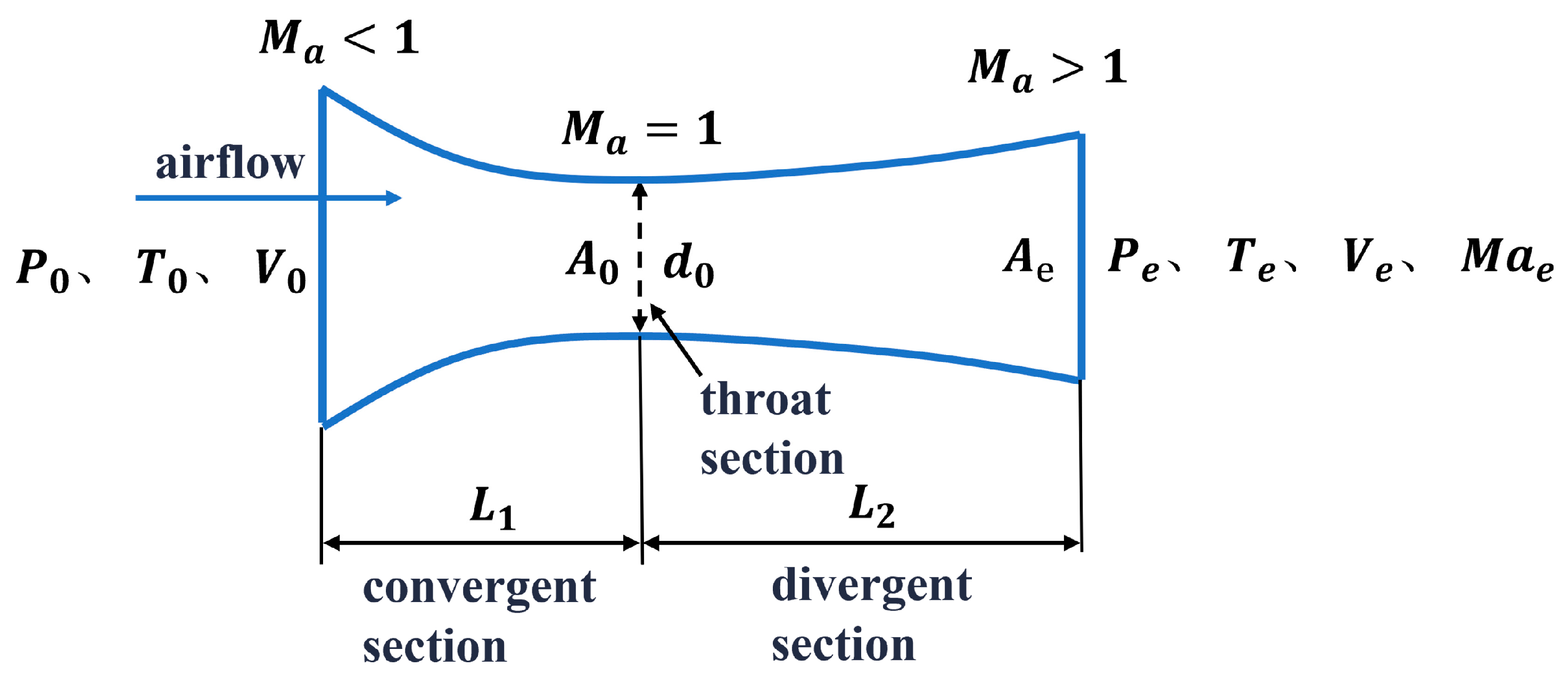
2.2. Nozzle Design Mechanism
2.3. Modeling the Fluid
2.4. The Discrete Particle Model
2.5. Materials
3. Results and Discussion
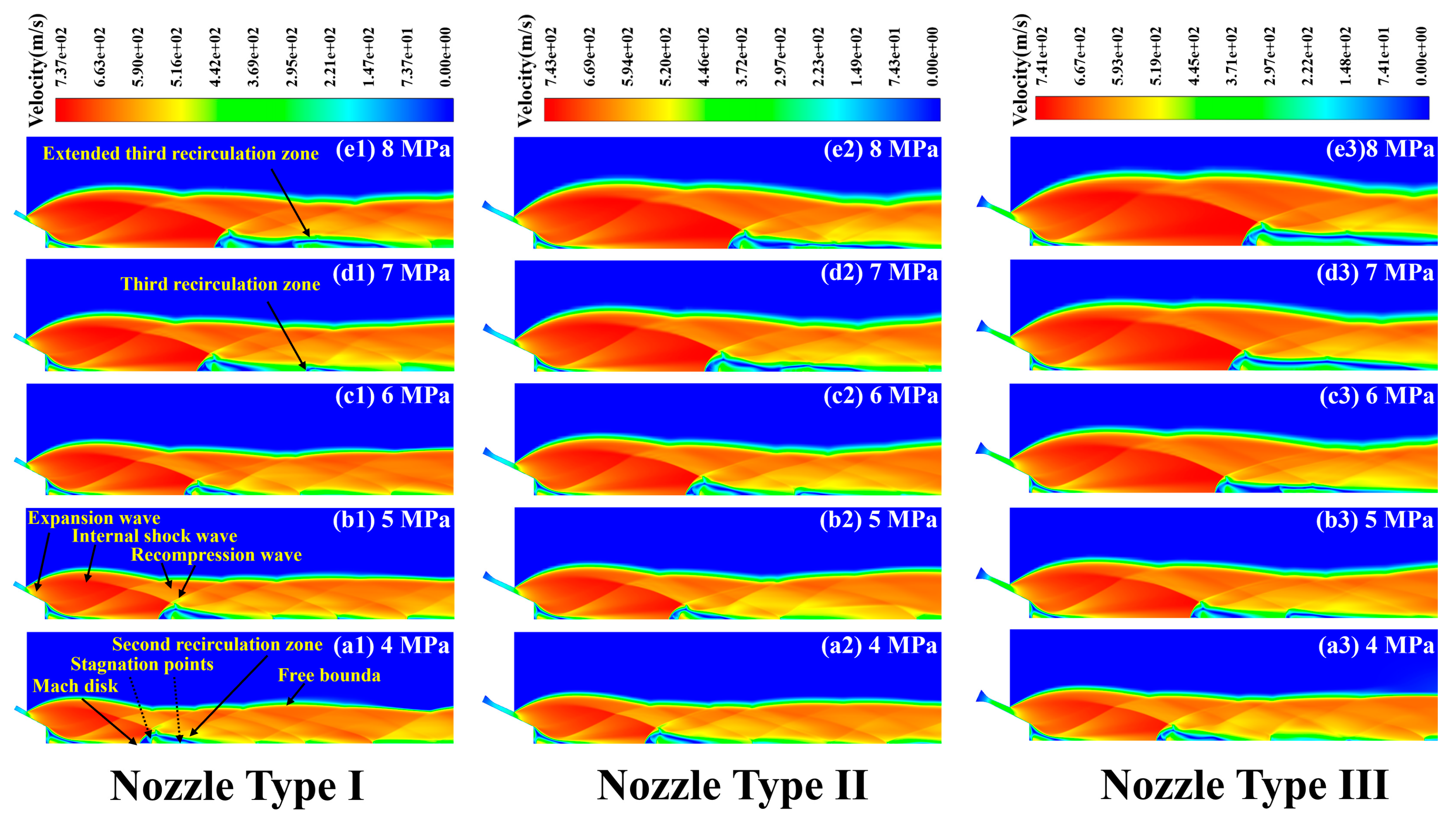
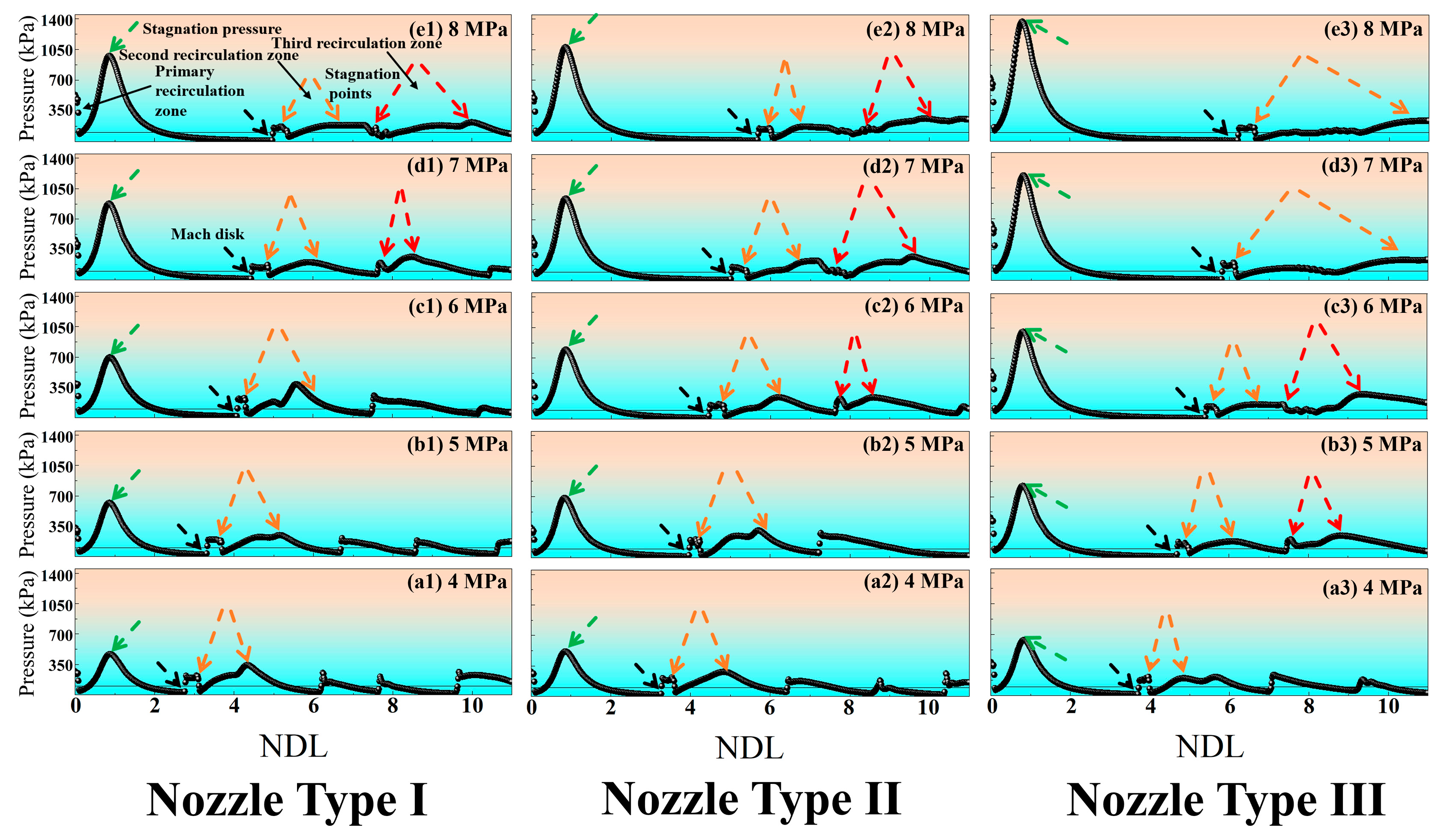
3.1. The Gas-Phase Flow Field Characteristics of Three Distinct Nozzle Types
3.2. The Gas–Melt-Phase Flow Field Characteristics of Two Distinct Nozzle Types
3.3. Verification
4. Conclusions
- (1)
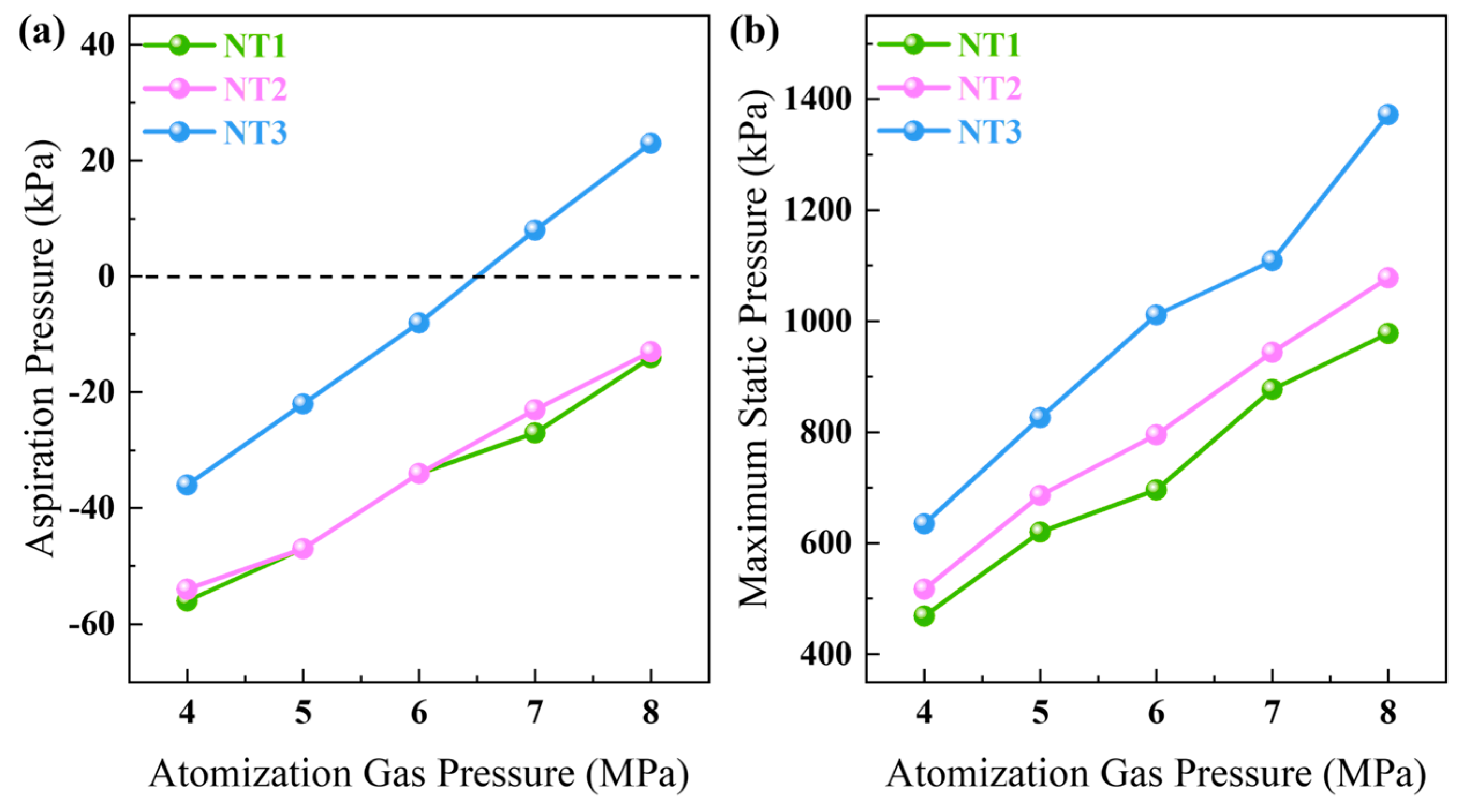
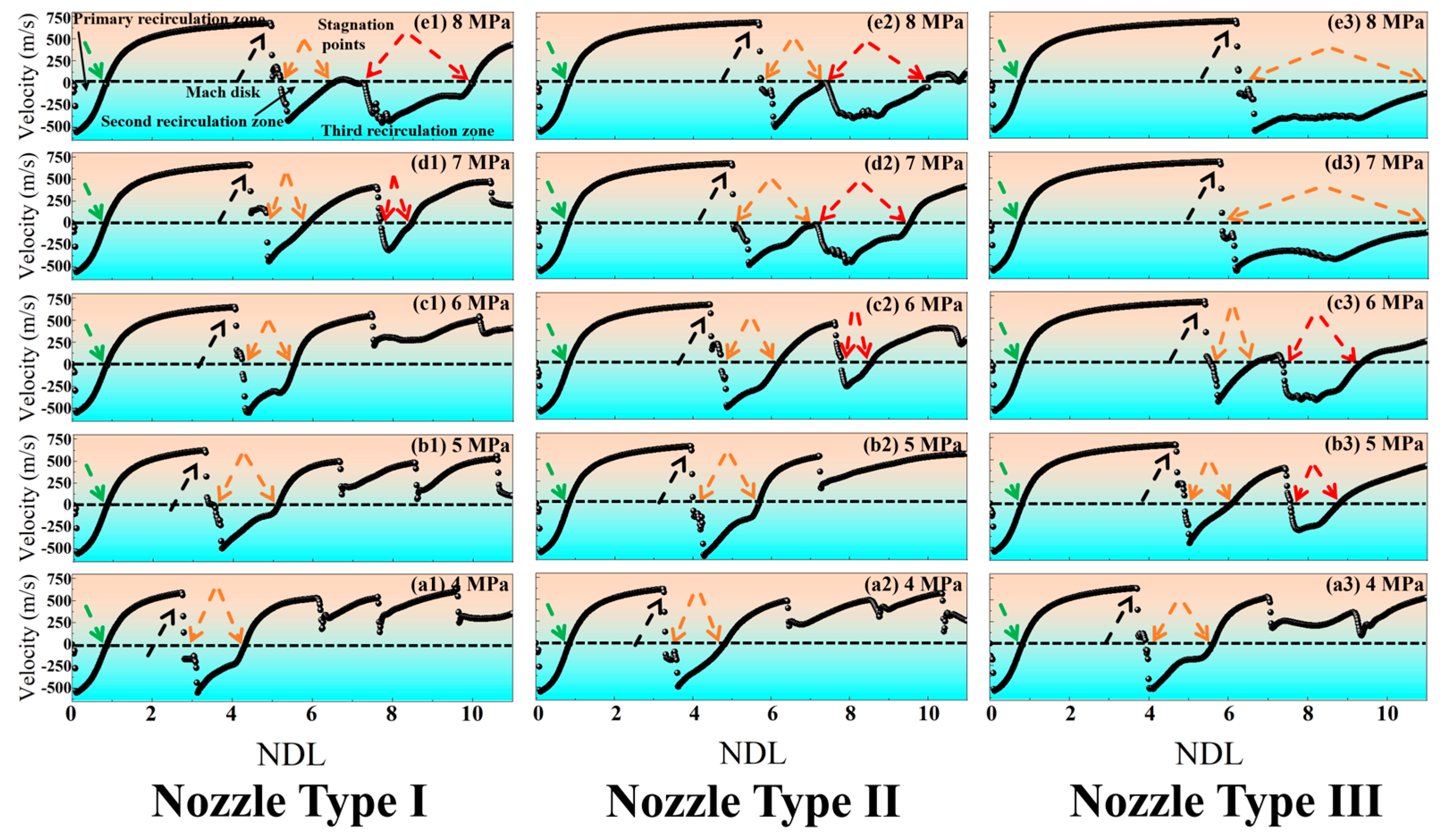
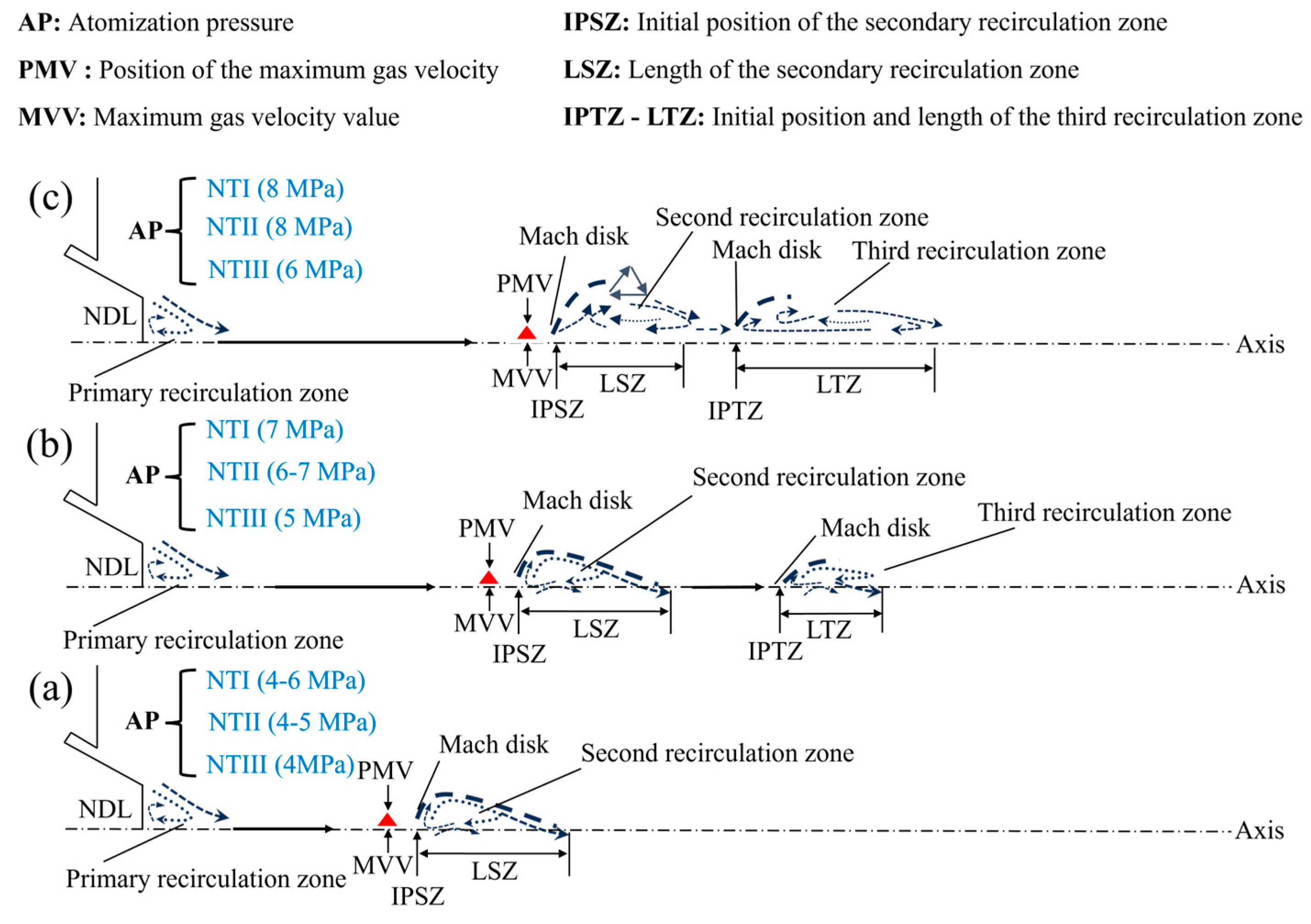
- In the gas-phase flow field, at NTI (4–6 MPa), NTII (4–5 MPa), and NTIII (4 MPa) only primary and secondary recirculation zones are present. At NTI (7 MPa), NTII (6 MPa), and NTIII (5 MPa), in addition to retaining characteristics of primary and secondary recirculation zones, a small third recirculation zone also emerges. When operating at NTI (8 MPa), NTIII (7–8 MPa), or NTIII (6 MPa), not only do the primary and secondary recirculation zone features persist, but the length of the third recirculation zone is also extended. Through preliminary analysis of the gas-phase airflow field, it can be inferred that when reaching the same state, NTII operates approximately 1 MPa lower than NTI, while NTIII functions about 2 MPa lower than spraying with NTI. Compared to both NTI and NTII, NTIII demonstrates a greater advantage in reducing energy loss.
- (2)
- In the gas-phase flow field, a comparison of parameters such as PMV, MVV, IPSZ, LSZ, and IPTZ-LTZ indicates that NTII achieves a reduction of approximately 1 MPa compared to NTI while maintaining the same state. However, when achieving the same state at NTIII (4 MPa), the pressure drop relative to NTI (6 MPa) is less than 2 MPa. Furthermore, all parameter values for NTIII (5 MPa) are higher than those for NTI (7 MPa). This observation suggests that as the atomization pressure increases in NTIII, the enhancement in flow field intensity no longer follows a linear relationship with a slope of 1. Instead, it exhibits nonlinear growth characterized by a slope greater than 1.
- (3)
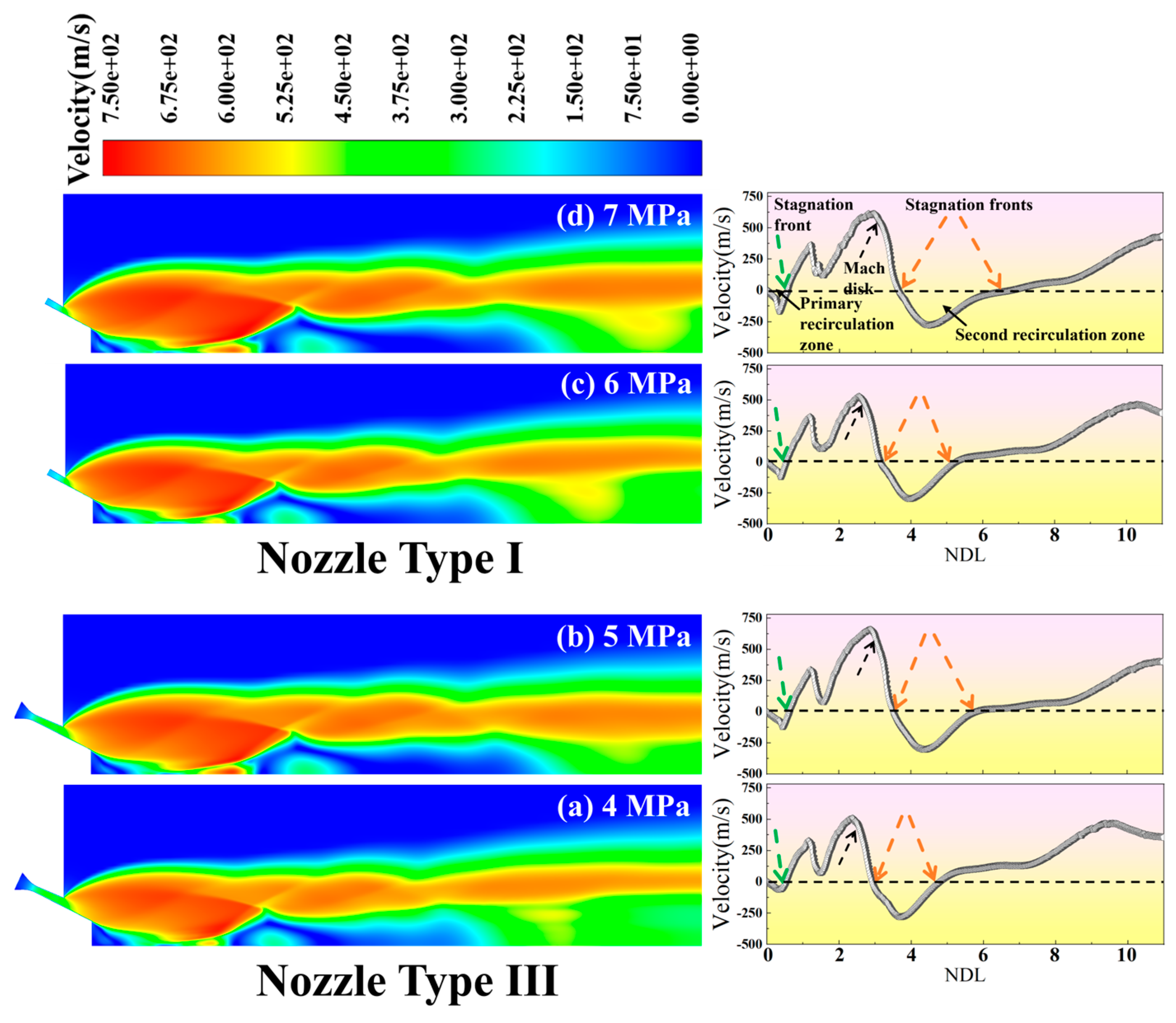
- In the gas–liquid two-phase flow field, NTI (6–7 MPa) and NTIII (4–5 MPa) exhibit a reduction in the size of the initial recirculation zone compared to the gas-phase flow field. Following the primary recirculation zone, the gas velocity gradually increases, rapidly forming a high-speed shock wave region along the central axis where velocity reaches its peak. Subsequently, under the influence of the “Z” Mach disk, there is a sudden deceleration that leads to the formation of a secondary recirculation zone. The central axis divides this secondary recirculation zone into two distinct parts: one aligned with and one opposing the gas flow. Notably, NTIII (5 MPa) demonstrates a superior fragmentation performance compared to NTI (7 MPa). The particle fragmentation process can be categorized into three regions: A (formation of large droplets), B (transition area for fragmentation), and C (fully fragmented region).
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ünal, A.; Naylor, M.J.; McShane, H.B. Modelling of Metal Powder Production Using a Wax Atomiser. Powder Metall. 2013, 33, 260–268. [Google Scholar] [CrossRef]
- Ünal, A. Effect of processing variables on particle size in gas atomization of rapidly solidified aluminium powders. Sci. Technol. 2013, 3, 1029–1039. [Google Scholar] [CrossRef]
- Özbilen, S.; Ünal, A.; Sheppard, T. Influence of Liquid Metal Properties on Particle Size of Inert Gas Atomised Powders. Powder Metall. 2013, 39, 44–52. [Google Scholar] [CrossRef]
- Ünal, R. Improvements to close coupled gas atomisation nozzle for fine powder production. Powder Metall. 2013, 50, 66–71. [Google Scholar] [CrossRef]
- Zheng, M.; Zhang, S.; Zhao, W. A novel crucible-less inert gas atomisation method of producing titanium powder for additive manufacturing. Powder Metall. 2018, 62, 15–21. [Google Scholar] [CrossRef]
- Yu, S.; Zhang, P.; Li, J. Preparation and characterization of 316L spherical powder for different uses by supersonic laminar flow atomization. Ferroelectrics 2018, 530, 25–31. [Google Scholar] [CrossRef]
- Arachchilage, K.H.; Haghshenas, M.; Kumar, R. Numerical simulation of high-pressure gas atomization of two-phase flow: Effect of gas pressure on droplet size distribution. Adv. Powder Technol. 2019, 30, 2726–2732. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, Z.M. Numerical simulation study on cooling of metal droplet in atomizing gas. Mater. Today Commun. 2020, 25, 101423. [Google Scholar] [CrossRef]
- Akhlaghi, F.; Esfandiari, H. Solid-assisted melt disintegration (SAMD), a novel technique for metal powder production. Mater. Sci. Eng. A 2007, 452, 70–77. [Google Scholar] [CrossRef]
- Mandal, S.; Sadeghianjahromi, A.; Wang, C.C. Experimental and numerical investigations on molten metal atomization techniques—A critical review. Adv. Powder Technol. 2022, 33, 103809. [Google Scholar] [CrossRef]
- Liu, J.; Wang, P.; Zhang, J. Investigation on close-coupled gas atomization for Fe-based amorphous powder production via simulation and industrial trials: Part I. Melt breakup behaviors during primary atomization. J. Mater. Res. Technol. 2023, 27, 6568–6580. [Google Scholar] [CrossRef]
- Schwenck, D.; Ellendt, N.; Uhlenwinkel, V. A novel convergent–divergent annular nozzle design for close-coupled atomization. Powder Metall. 2007, 60, 198–207. [Google Scholar] [CrossRef]
- Anderson, E.; Terpstra, R.L. Progress toward gas atomization processing with increased uniformity and control. Mat. Sci. Eng. A 2022, 326, 101–109. [Google Scholar] [CrossRef]
- Si, C.R.; Zhang, X.J.; Li, Y.J. Design and evaluation of a Laval-type supersonic atomizer for low-pressure gas atomization of molten metals. Int. J. Miner. Metall. Mater. 2014, 21, 627–635. [Google Scholar] [CrossRef]
- Xu, L.H.; Zhou, X.L.; Yu, Y.G. Numerical Simulations of Molten Breakup Behaviors of a de Laval-Type Nozzle, and the Effects of Atomization Parameters on Particle Size Distribution. Processes 2020, 8, 1027. [Google Scholar] [CrossRef]
- Luo, S.; Wang, H.; Wang, H. Interaction between high-velocity gas and liquid in gas atomization revealed by a new coupled simulation model. Mater. Des. 2021, 212, 110264. [Google Scholar] [CrossRef]
- Moghaddam, O.; Shaburova, N.A.; Trofimov, E.A. Additive manufacturing of high entropy alloys: A practical review. J. Mater. Sci. Technol. 2021, 77, 131–162. [Google Scholar] [CrossRef]
- Zeoli, N.; Gu, S. Numerical modelling of droplet break-up for gas atomization. Comput. Mater. Sci. 2006, 38, 282–292. [Google Scholar] [CrossRef]
- Luo, S.; Ouyang, Y.; Wang, H. 3D numerical modeling of gas atomization process for powder preparation based on similarity theory. Powder Technol. 2024, 433, 119244. [Google Scholar] [CrossRef]
- Zhang, L.C.; Xu, W.Y.; Zhang, G.Q. Mechanism of rapidly solidified satellites formation in gas atomized powders: Simulation and characterization. Powder Technol. 2023, 418, 118162. [Google Scholar] [CrossRef]
- Li, X.G.; Fritsching, U. Process modeling pressure-swirl-gas-atomization for metal powder production. J. Mater. Process. Technol. 2017, 239, 1–17. [Google Scholar] [CrossRef]
- Wang, J.F.; Xia, M.; Ge, C.C. Precise control of atomization initial stage to address nozzle clogging issue in the vacuum induction-melting gas atomization process. J. Mater. Res. Technol. 2024, 30, 1505–1517. [Google Scholar] [CrossRef]
- Urionabarrenetxea, E.; Martín, J.M.; Rivas, A. Simulation and validation of the gas flow in close-coupled gas atomisation process: Influence of the inlet gas pressure and the throat width of the supersonic gas nozzle. Powder Technol. 2022, 407, 117688. [Google Scholar] [CrossRef]
- Zeoli, N.; Gu, S. Computational validation of an isentropic plug nozzle design for gas atomization. Comput. Mater. Sci. 2008, 42, 245–258. [Google Scholar] [CrossRef]
- Ting, J.; Peretti, M.W.; Eisen, W.B. The effect of wake-closure phenomenon on gas atomization performance. Mater. Sci. Eng. A 2022, 326, 110–121. [Google Scholar] [CrossRef]
- Ting, J.; Anderson, I.E. A computational fluid dynamics (CFD) investigation of the wake closure phenomenon. Mater. Sci. Eng. A 2004, 379, 264–276. [Google Scholar] [CrossRef]
- Wang, P.; Zhou, X.L.; Yu, Z.Y. Numerical and experimental investigation of close-coupled twin-nozzle gas atomization towards fine high-entropy alloy powder production. J. Mater. Process. Technol. 2024, 324, 118238. [Google Scholar] [CrossRef]
- Zhao, T.C.; Chen, C.; Liu, X.; Hao, J. Effect of gas Mach number on the flow field of close-coupled gas atomization, particle size and cooling rate of as-atomized powder: Simulation and experiment. Adv. Powder Technol. 2023, 34, 104007. [Google Scholar] [CrossRef]
- Shi, Y.T.; Lu, W.Y.; Wang, J.Q. Impact of gas pressure on particle feature in Fe-based amorphous alloy powders via gas atomization: Simulation and experiment. J. Mater. Sci. Technol. 2022, 105, 203–213. [Google Scholar] [CrossRef]
- Jeon, S.; Sansoucie, M.P.; Matson, D.M. Hyper-cooling limit, heat of fusion, and temperature-dependent specific heat of Fe-Cr-Ni melts. J. Chem. Thermodyn. 2019, 138, 51–58. [Google Scholar] [CrossRef]
- Li, H.X.; Lu, Z.C.; Lu, Z.P. Fe-based bulk metallic glasses: Glass formation, fabrication, properties and applications. Prog. Mater. Sci. 2019, 103, 235–318. [Google Scholar] [CrossRef]
- Li, Y.; Chen, W.Z.; Zhou, S.X. Effects of phosphorus and carbon content on the surface tension of FeSiBPC glass-forming alloy melts. J. Non Cryst. Solids 2018, 496, 13–17. [Google Scholar] [CrossRef]
- Pan, J.S. Fundamentals of Gas Dynamics, 2011 Revision; National Defense Industry Press: Beijing, China, 2022; pp. 165–166. [Google Scholar]
- Motaman, S.; Mullis, A.M.; Borman, D.J. Numerical and experimental modelling of back stream flow during close-coupled gas atomization. Comput. Fluids. 2013, 88, 1–10. [Google Scholar] [CrossRef]
- Mi, J.; Figliola, R.S.; Anderson, I.E. A numerical simulation of gas flow effects on high pressure gas atomization due to operating pressure variation. Mater. Sci. Eng. 1996, 208, 20–29. [Google Scholar] [CrossRef]
- Gosman, D.; Ioannides, E. Aspects of computer simulation of liquid-fuelled combustors. J. Energy 1983, 7, 482–490. [Google Scholar] [CrossRef]
- Shi, Y.T.; Lu, W.Y.; Wang, J.Q. Pressure-dependent microstructure evolution of Fe-based amorphous alloy powders via high-pressure gas atomization. J. Alloys Compd. 2022, 920, 166038. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (kg/m3) | Specific Heat (J/(K mol)) | Viscosity (Pa s) | Thermal Conductivity (W/(m K)) |
|---|---|---|---|
| Ideal gas | 1040.67 | sutherland | 0.0242 |
| Density (kg/m3) | Specific Heat (J/(K mol)) | Viscosity (Pa s) | Surface Tension (N/m) |
|---|---|---|---|
| 7820 | 44.09 | 5.8 × 10−5 | 0.8 |
| NT | AP (MPa) | LMV (NDL) | MVV (m/s) | IPSZ (NDL) | LSZ (NDL) | IPL-TRZ (NDL) |
|---|---|---|---|---|---|---|
| I | 4 | 2.7 | 587 | 2.8 | 1.5 | - |
| 5 | 3.3 | 624 | 3.5 | 1.6 | - | |
| 6 | 4.0 | 648 | 4.2 | 1.3 | - | |
| 7 | 4.4 | 663 | 4.8 | 1.1 | 7.7-0.7 | |
| 8 | 5.0 | 675 | 5.2 | 4.7 | - | |
| II | 4 | 3.2 | 618 | 3.3 | 1.5 | - |
| 5 | 3.9 | 650 | 4 | 1.7 | - | |
| 6 | 4.4 | 662 | 4.7 | 1.5 | 7.8-0.7 | |
| 7 | 4.9 | 677 | 5.0 | 4.5 | - | |
| 8 | 5.6 | 689 | 5.7 | 4.2 | - | |
| III | 4 | 3.7 | 636 | 3.9 | 1.7 | - |
| 5 | 4.6 | 669 | 4.9 | 1.2 | 7.6-1.3 | |
| 6 | 5.4 | 689 | 5.5 | 3.9 | - | |
| 7 | 5.7 | 691 | 5.8 | 5.2 | - | |
| 8 | 6.1 | 697 | 6.2 | 4.8 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, K.; Zhou, Z.; Sun, W.; Zhang, Y.; Zhang, S.; Wang, J. Impact of Novel Nozzles on Atomization Flow Field and Particle Features: Simulation and Experimental Validation. Metals 2025, 15, 313. https://doi.org/10.3390/met15030313
Wang K, Zhou Z, Sun W, Zhang Y, Zhang S, Wang J. Impact of Novel Nozzles on Atomization Flow Field and Particle Features: Simulation and Experimental Validation. Metals. 2025; 15(3):313. https://doi.org/10.3390/met15030313
Chicago/Turabian StyleWang, Kai, Zhongliang Zhou, Wenhai Sun, Yanhui Zhang, Suode Zhang, and Jianqiang Wang. 2025. "Impact of Novel Nozzles on Atomization Flow Field and Particle Features: Simulation and Experimental Validation" Metals 15, no. 3: 313. https://doi.org/10.3390/met15030313
APA StyleWang, K., Zhou, Z., Sun, W., Zhang, Y., Zhang, S., & Wang, J. (2025). Impact of Novel Nozzles on Atomization Flow Field and Particle Features: Simulation and Experimental Validation. Metals, 15(3), 313. https://doi.org/10.3390/met15030313