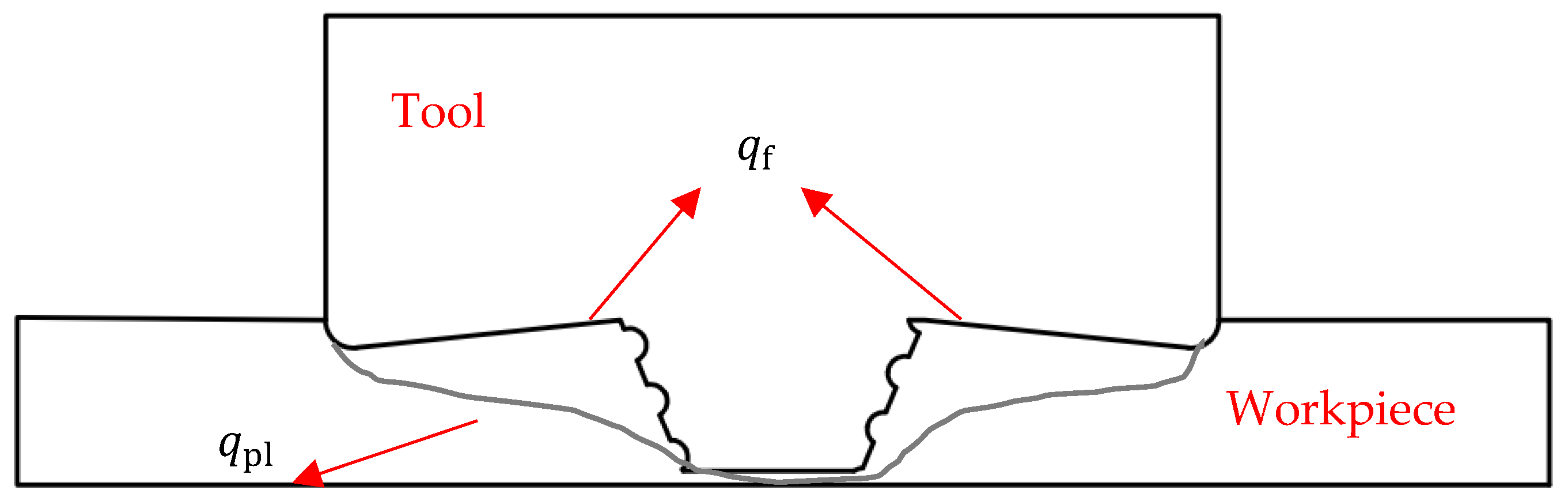
Figure 1.
FSW process heat production.
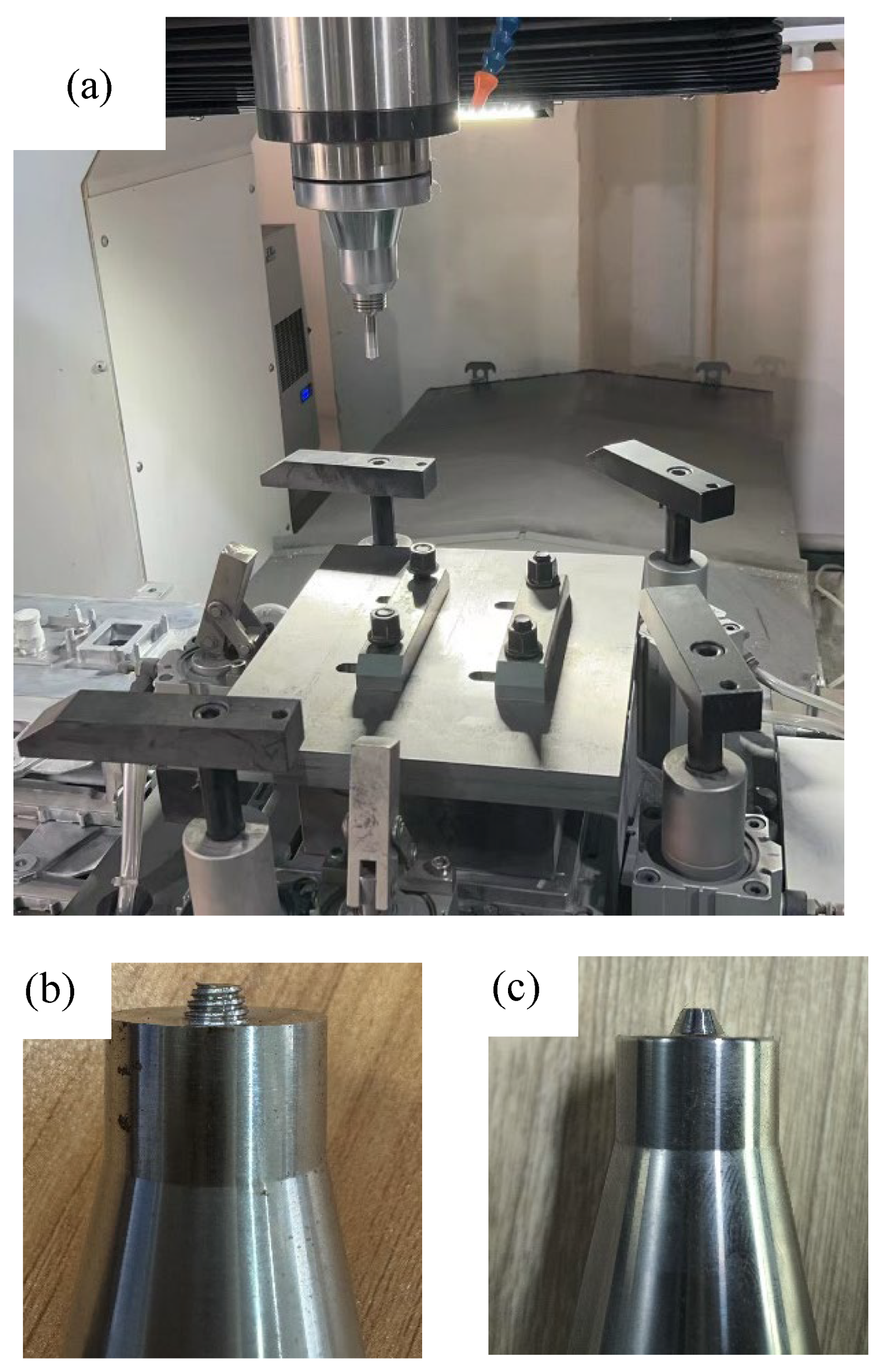
Figure 2.
Friction stir welding equipment and tools ((a) FSW-LM-AM1290 friction stir welding equipment; (b) threaded tool; (c) unthreaded tool).
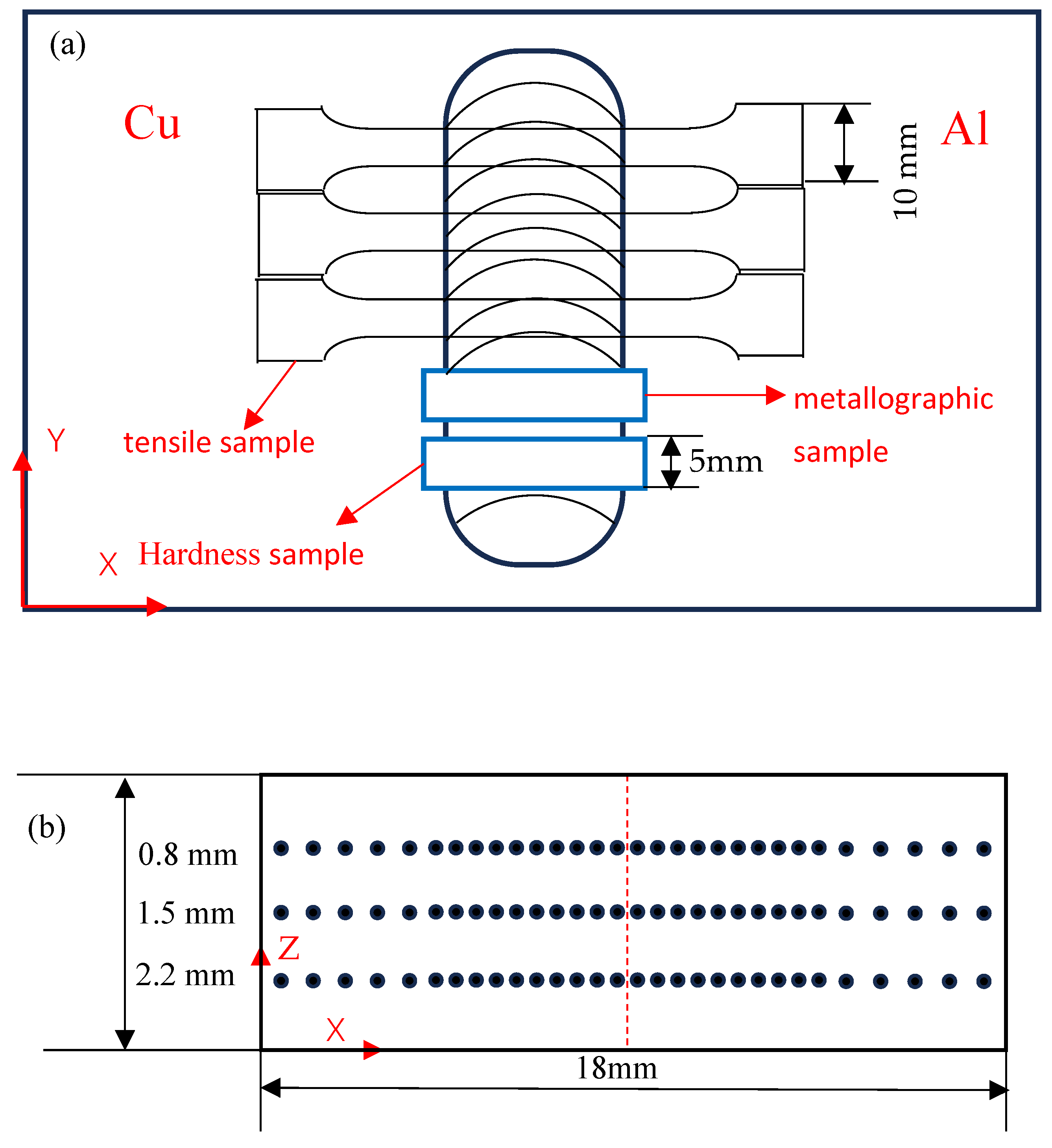
Figure 3.
Metallographic sampling and hardness testing ((a) sample sampling method; (b) hardness measurement paths).
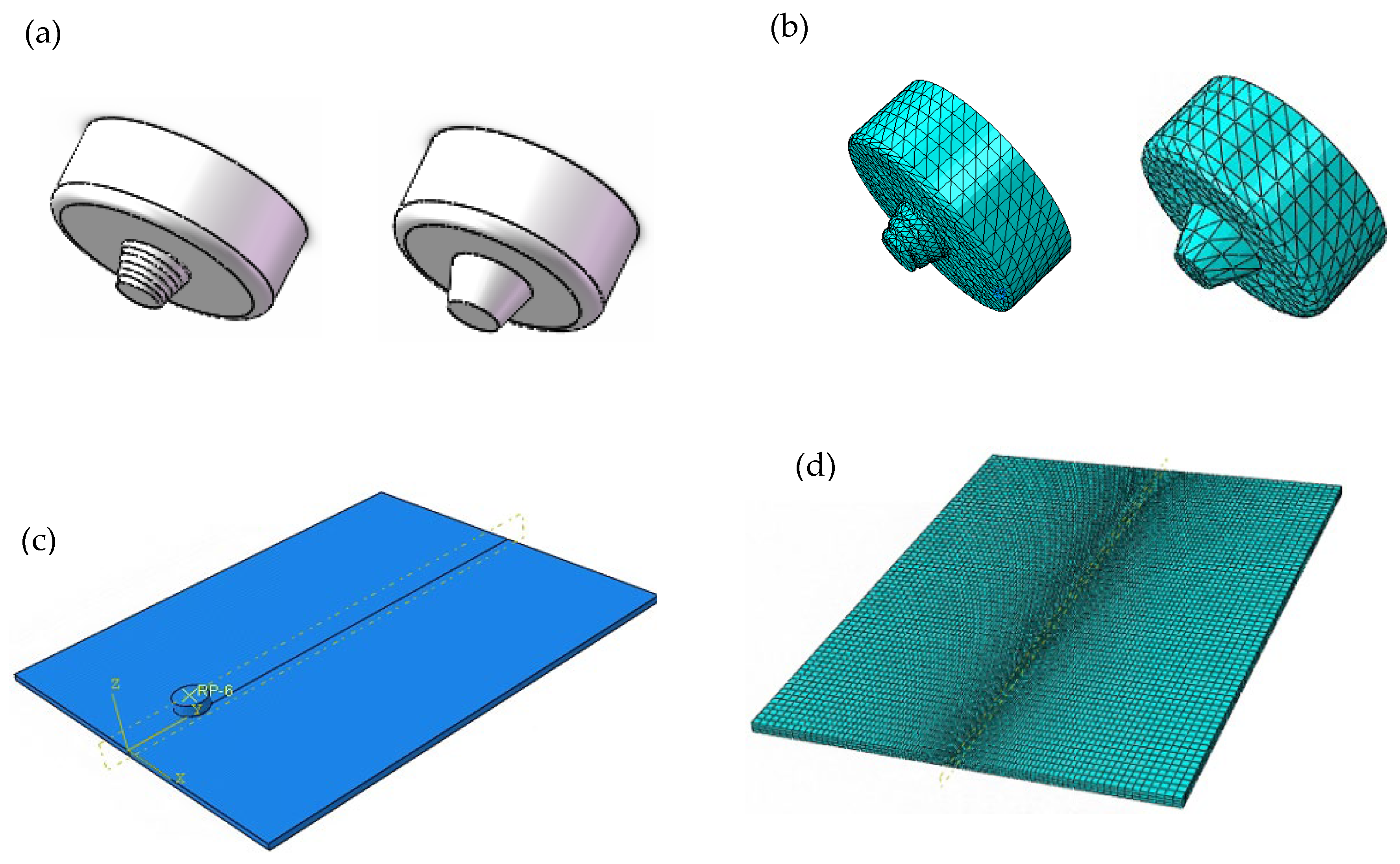
Figure 4.
Schematic of the CEL model ((a) tool construction (threaded—unthreaded); (b) finite element mesh of the tool; (c) assembly diagram; (d) finite element mesh of the workpiece).
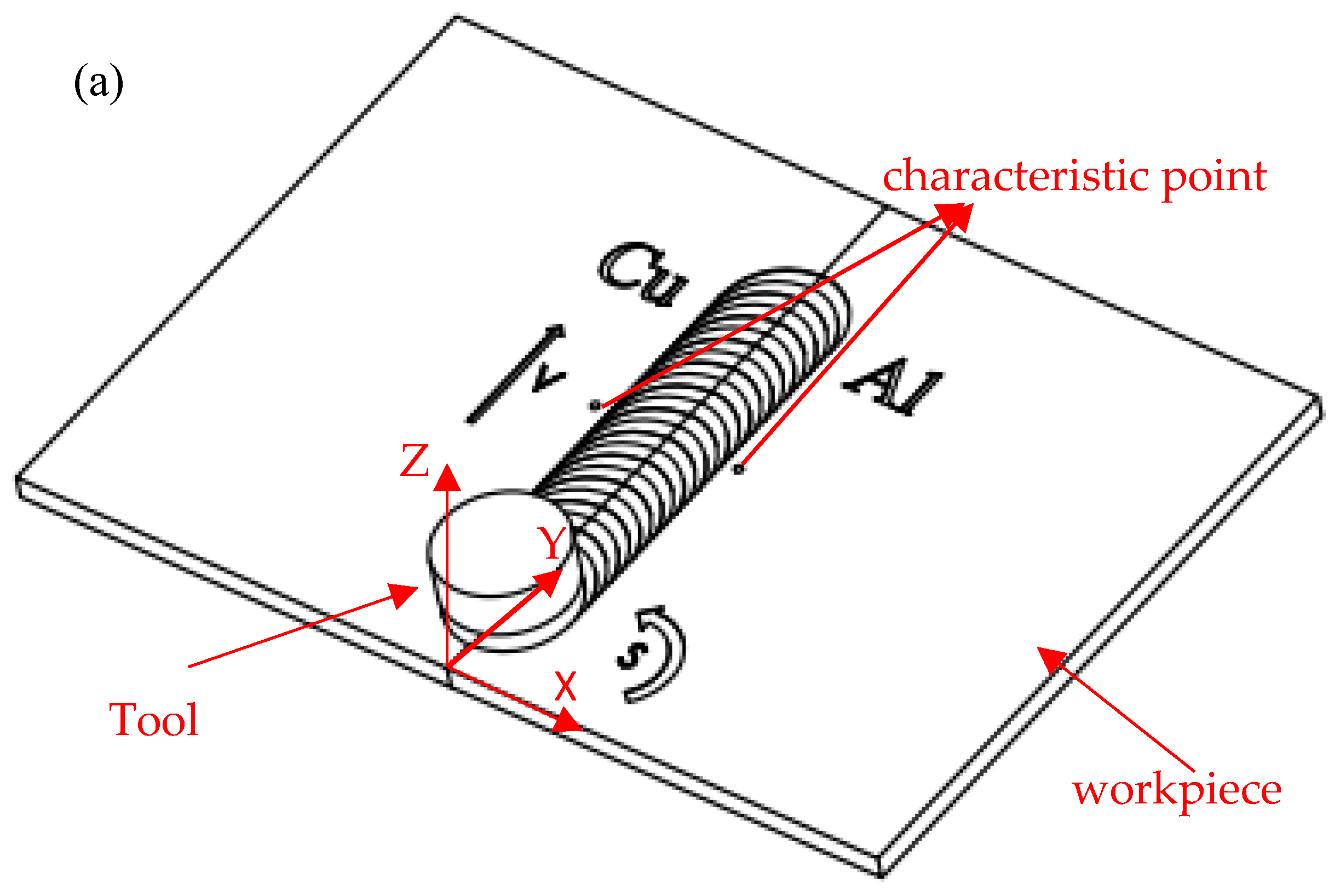
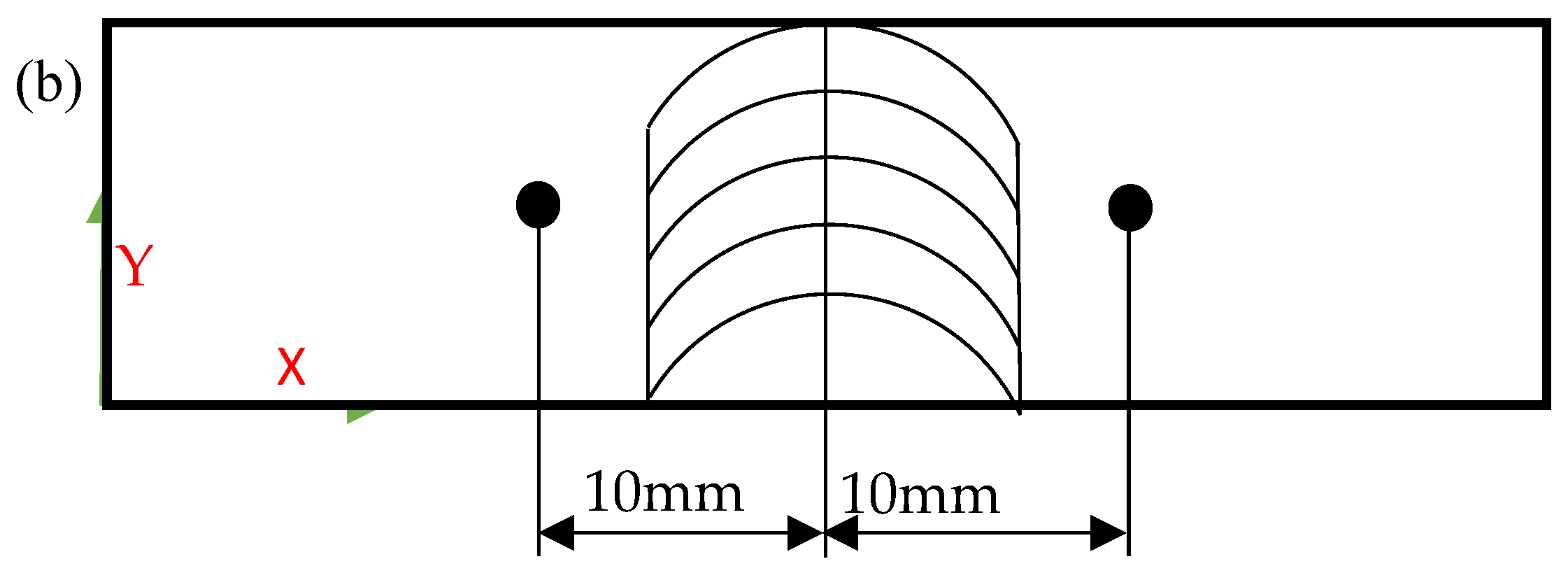
Figure 5.
FSW schematic diagram ((a) welding speed direction (v), rotational speed direction (s), and characteristic points; (b) detailed distribution of characteristic points).
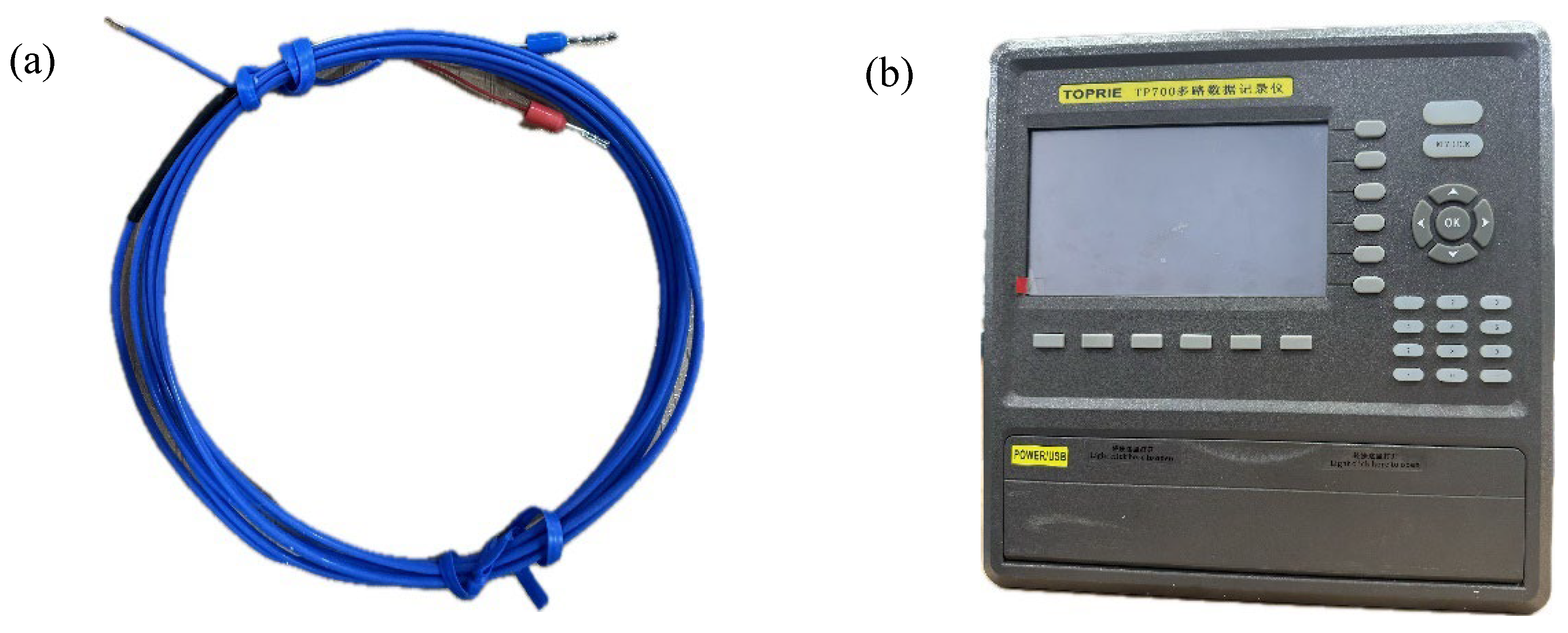
Figure 6.
Temperature measurement experiment ((a) K-type thermocouple; (b) TP700 recorder).
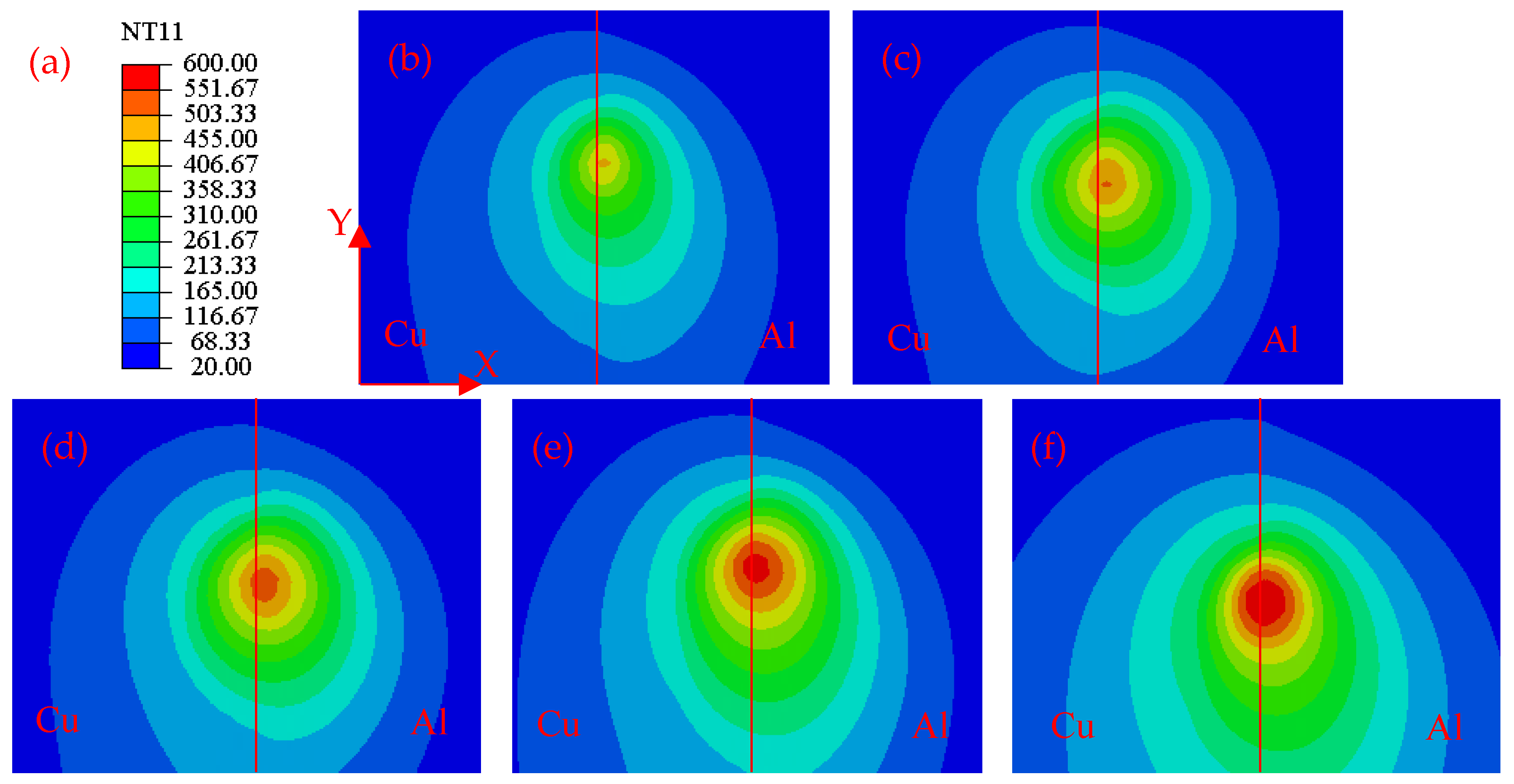
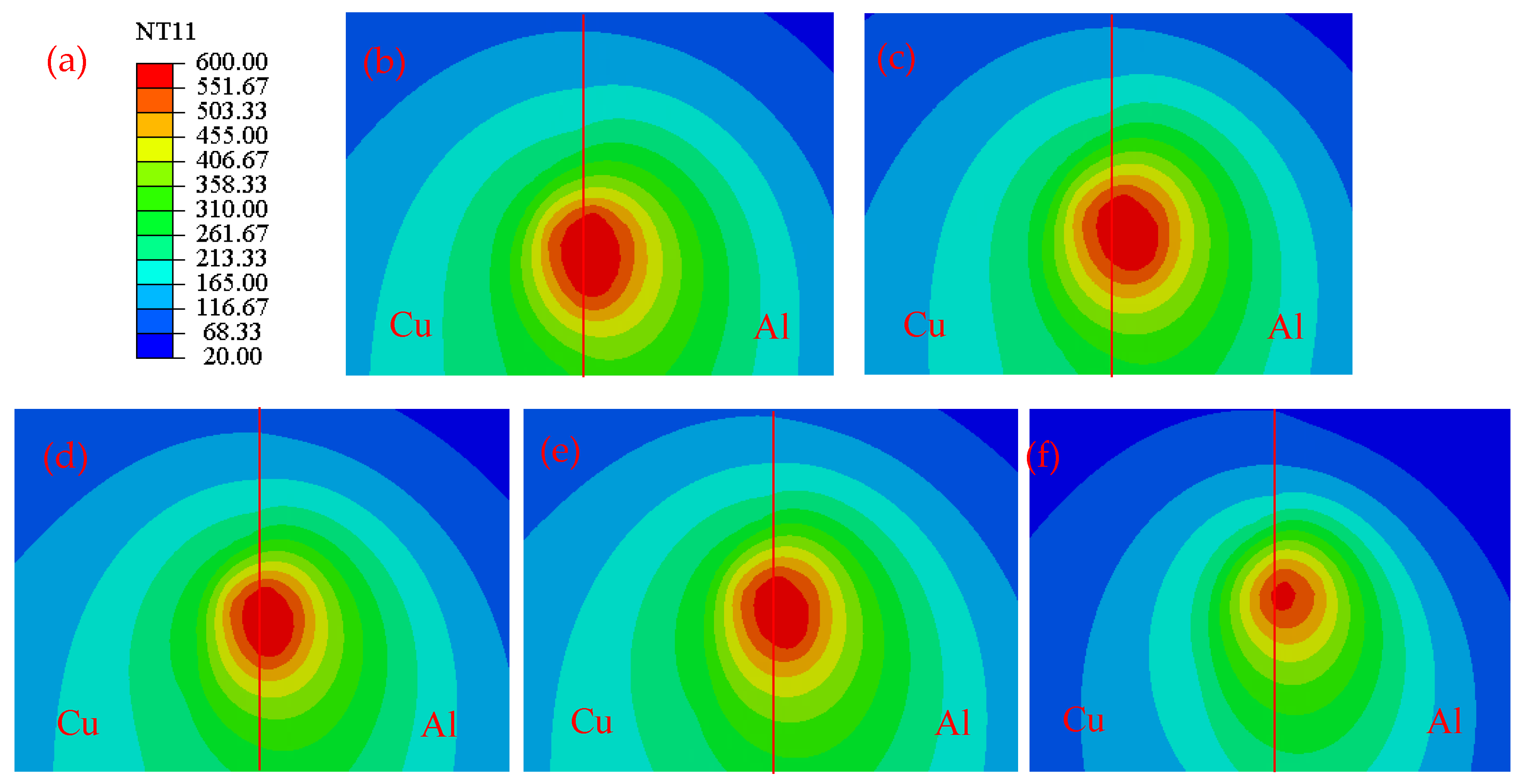
Figure 7.
Temperature distributions on the weld surface with different tools ((a) temperature scale; (b) temperature contour map at a shoulder diameter of 10 mm; (c) temperature contour map at a shoulder diameter of 12 mm; (d) temperature contour map at a shoulder diameter of 14 mm; (e) temperature contour map at a shoulder diameter of 16 mm; (f) temperature contour map at a shoulder diameter of 16 mm with a threaded tool. All contour maps represent the temperature distribution at the 20th second of the stable welding stage).
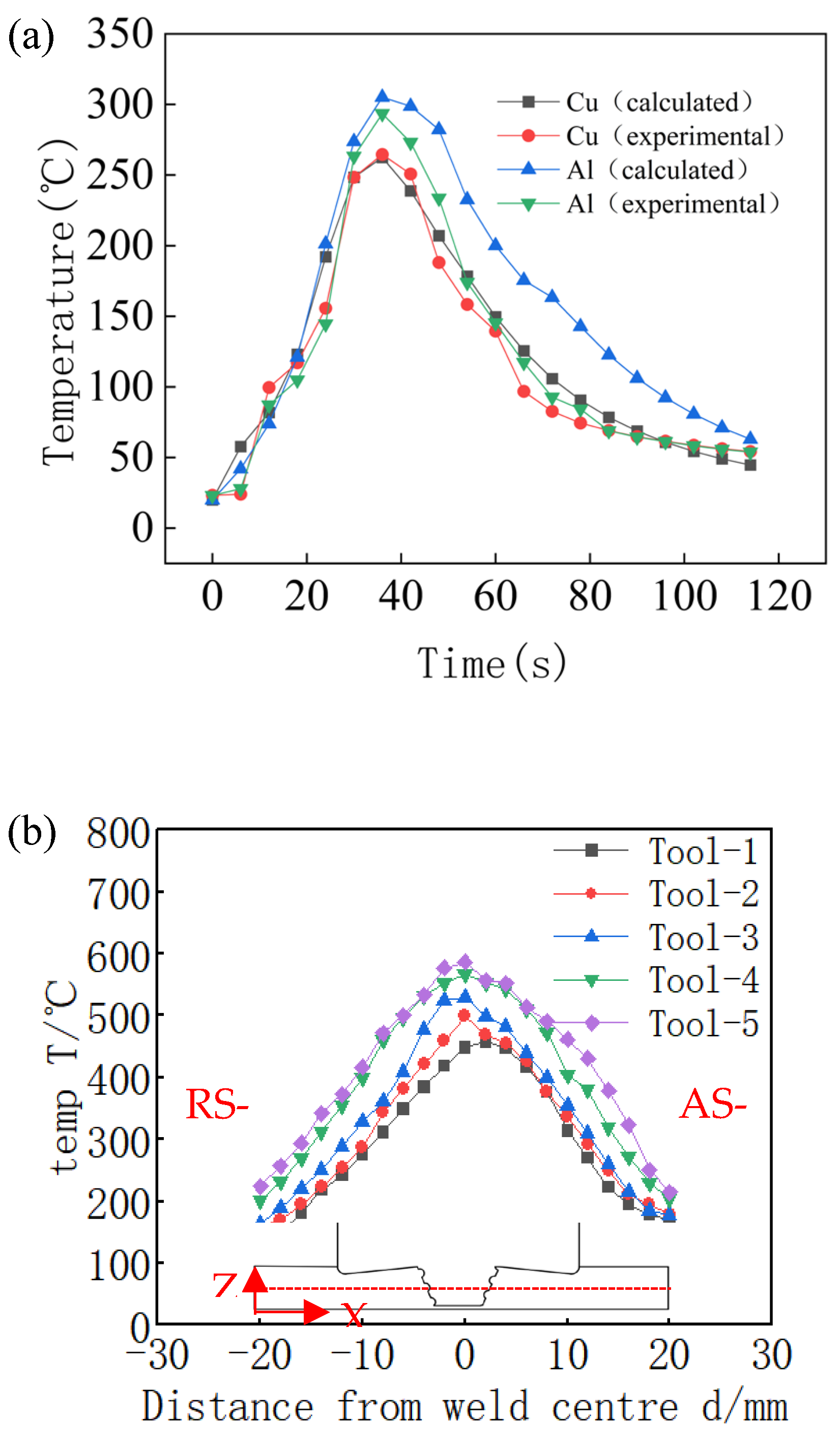
Figure 8.
Temperature distribution ((a) simulated and experimental temperature curves at two characteristic points; (b) path simulation temperature distribution under five different tools).
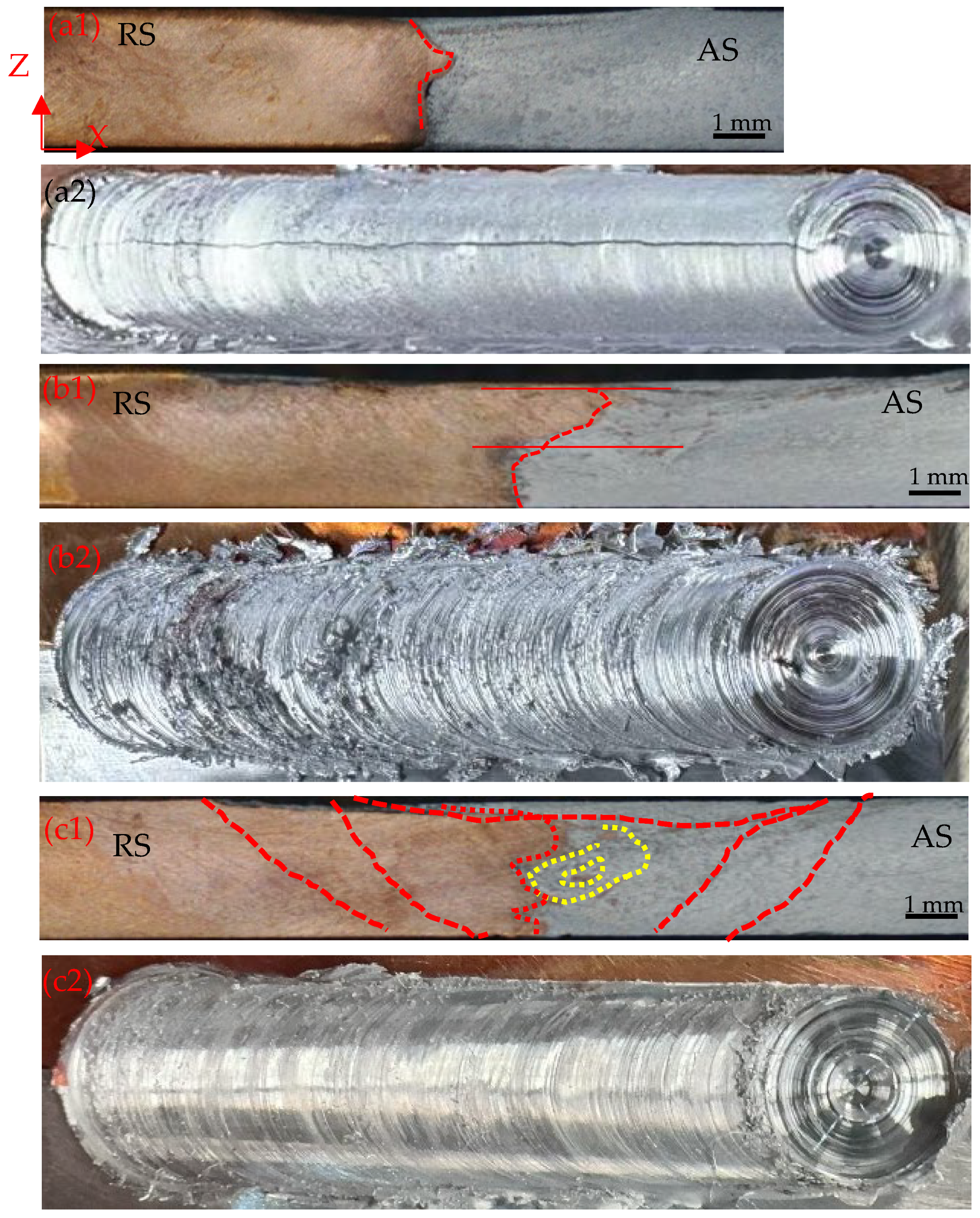
Figure 9.
Surface morphology of joints welded using different shoulder diameters and speeds ((a1,a2) shoulder diameter 12 mm, unthreaded, rotational speed 1400 r/min, welding speed 80 mm/min; (b1,b2) shoulder diameter 16 mm, unthreaded, rotational speed 1400 r/min, welding speed 80 mm/min; (c1,c2) shoulder diameter 16 mm, threaded, rotational speed 1400 r/min, welding speed 80 mm/min).
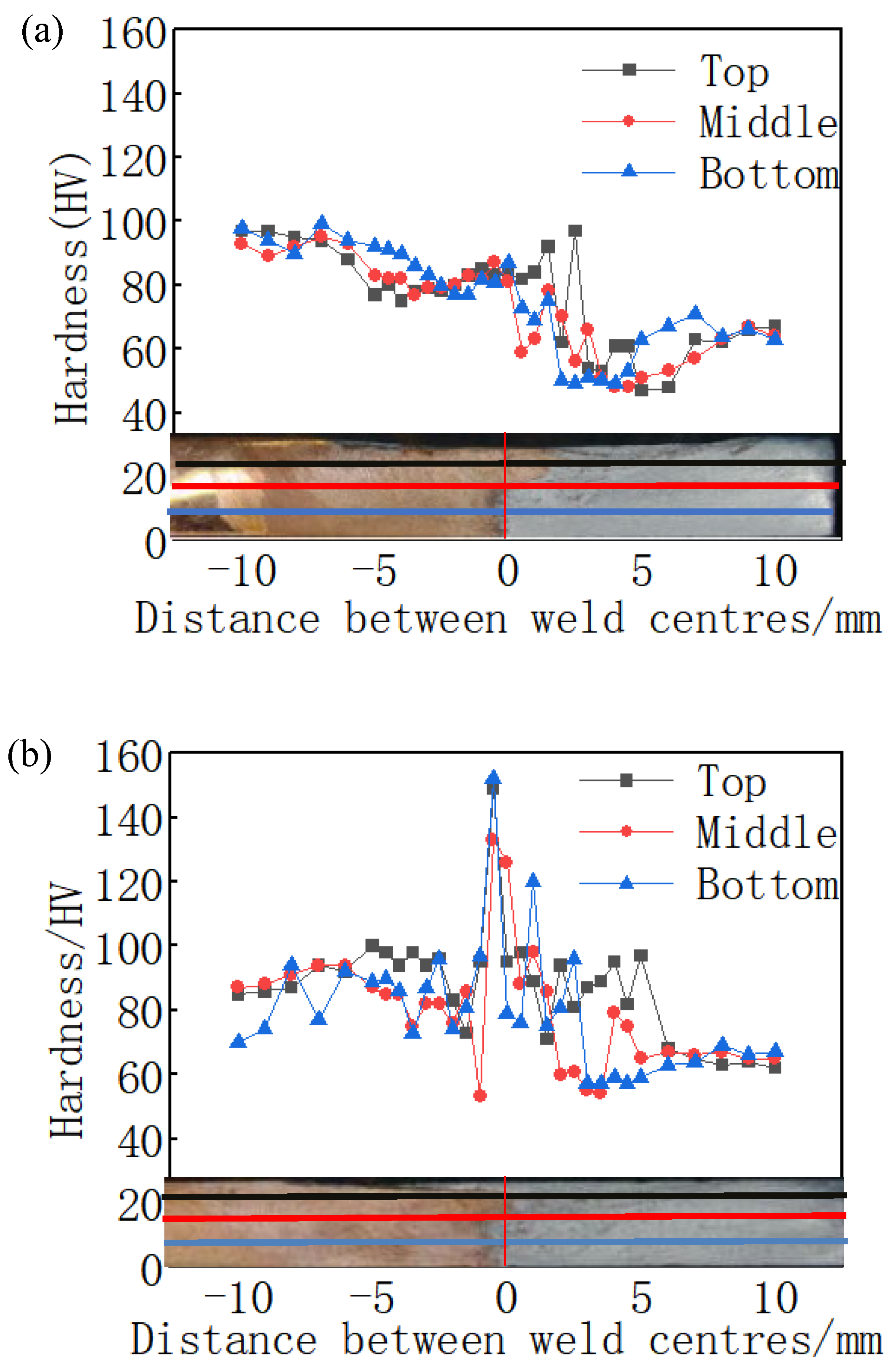
Figure 10.
Hardness distribution curves with different tools (a) hardness distribution of the joint welded using a non-threaded tool; (b) hardness distribution of the joint welded using a threaded tool).
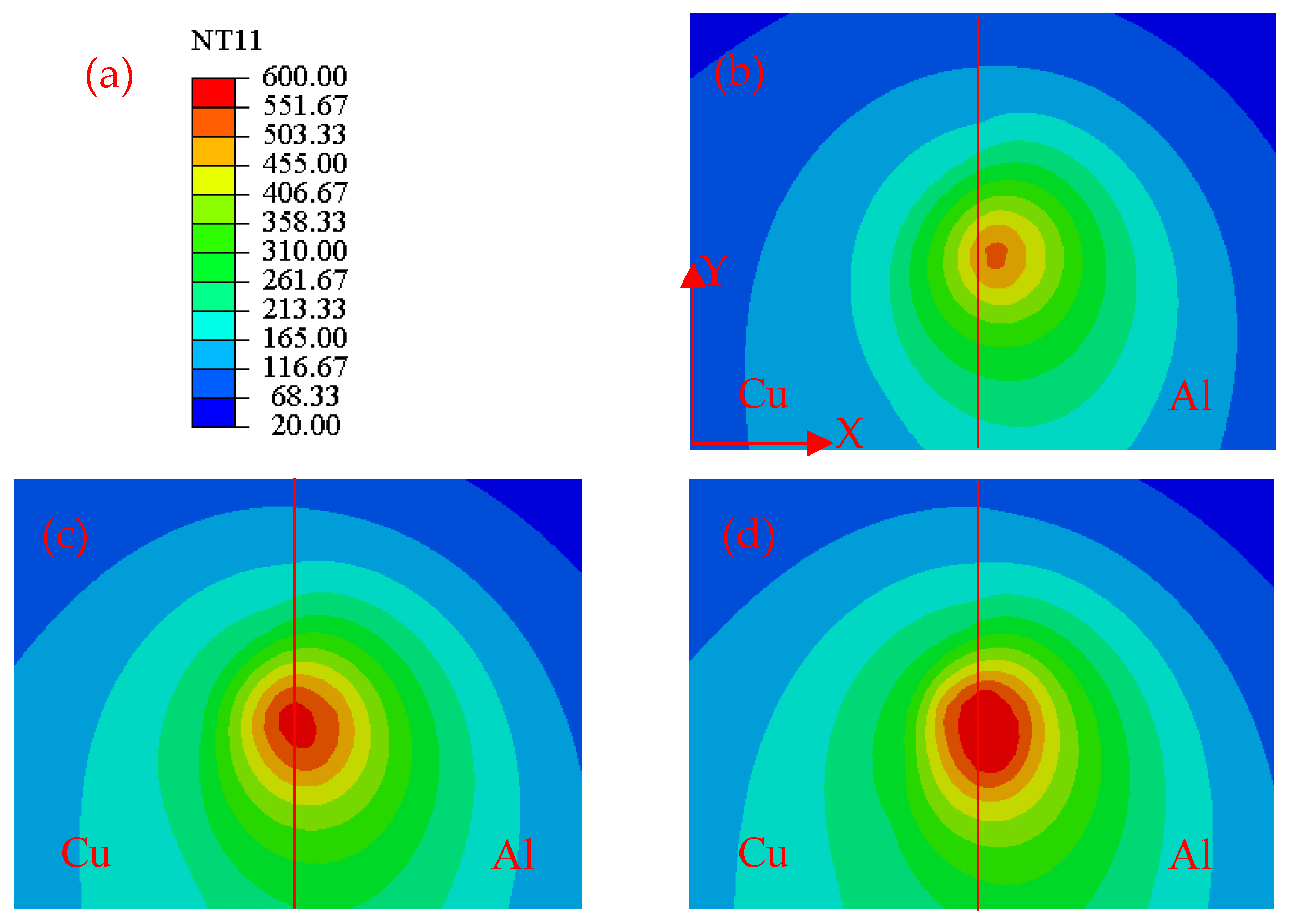
Figure 11.
Temperature distributions at different rotational speeds ((a) temperature scale; (b) rotational speed 1000 r/min, welding speed 80 mm/min; (c) rotational speed 1200 r/min, welding speed 80 mm/min; (d) rotational speed 1400 r/min, welding speed 80 mm/min).
Figure 12.
Temperature distributions at different welding speeds ((a) temperature scale; (b) rotational speed 1400 r/min, welding speed 40 mm/min; (c) rotational speed 1400 r/min, welding speed 70 mm/min; (d) rotational speed 1400 r/min, welding speed 80 mm/min; (e) rotational speed 1400 r/min, welding speed 90 mm/min; (f) rotational speed 1400 r/min, welding speed 200 mm/min;).
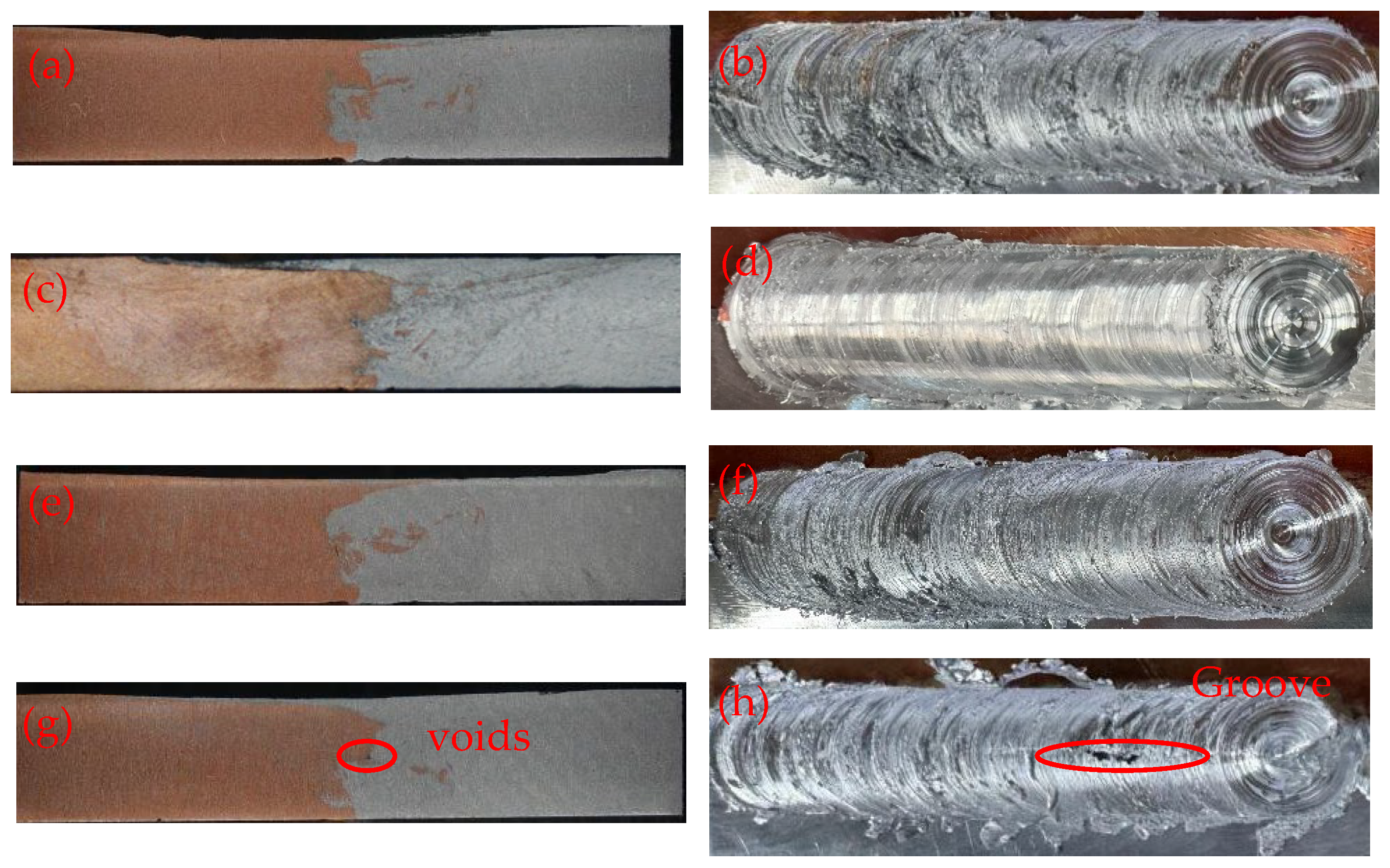
Figure 13.
Macroscopic morphologies of joints welded using conical threaded tools at different welding speeds ((a,b), rotational speed 1400 r/min, welding speed 70 mm/min, cross-sectional morphology, surface morphology; (c,d), rotational speed 1400 r/min, welding speed 80 mm/min, cross-sectional morphology, surface morphology; (e,f), rotational speed 1400 r/min, welding speed 90 mm/min, cross-sectional morphology, surface morphology; (g,h), rotational speed 1400 r/min, welding speed 100 mm/min, cross-sectional morphology, surface morphology).
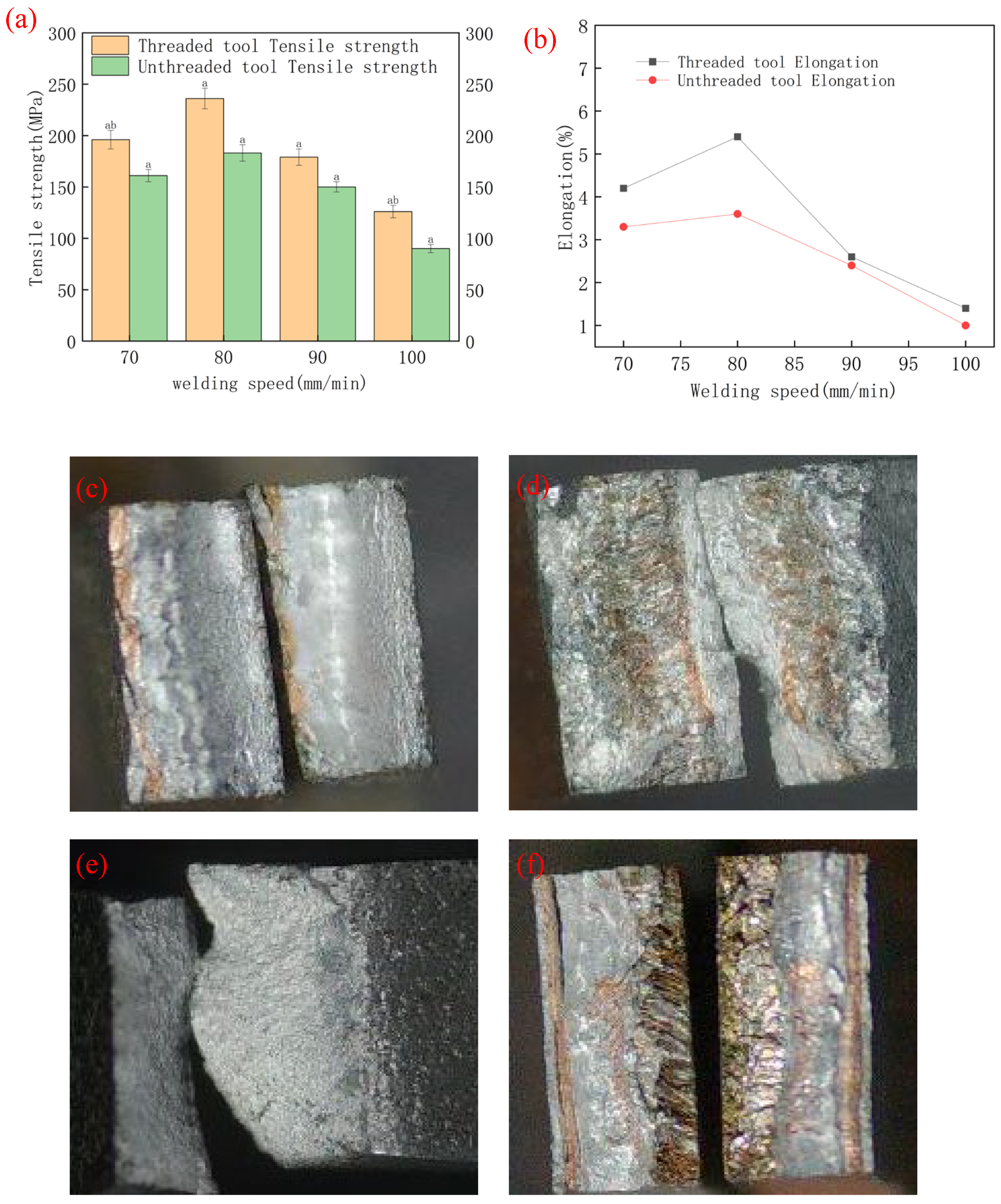
Figure 14.
Tensile strength and elongation of joints welded using different tools and parameters, fracture morphology ((a) tensile strength of joints welded using different tools; (b) elongation of joints welded using different tools; (c,d) 16 mm unthreaded tool, rotational speed 1400 r/min, welding speed 80 mm/min; (e,f) 16 mm threaded tool, rotational speed 1400 r/min, welding speed 80 mm/min).
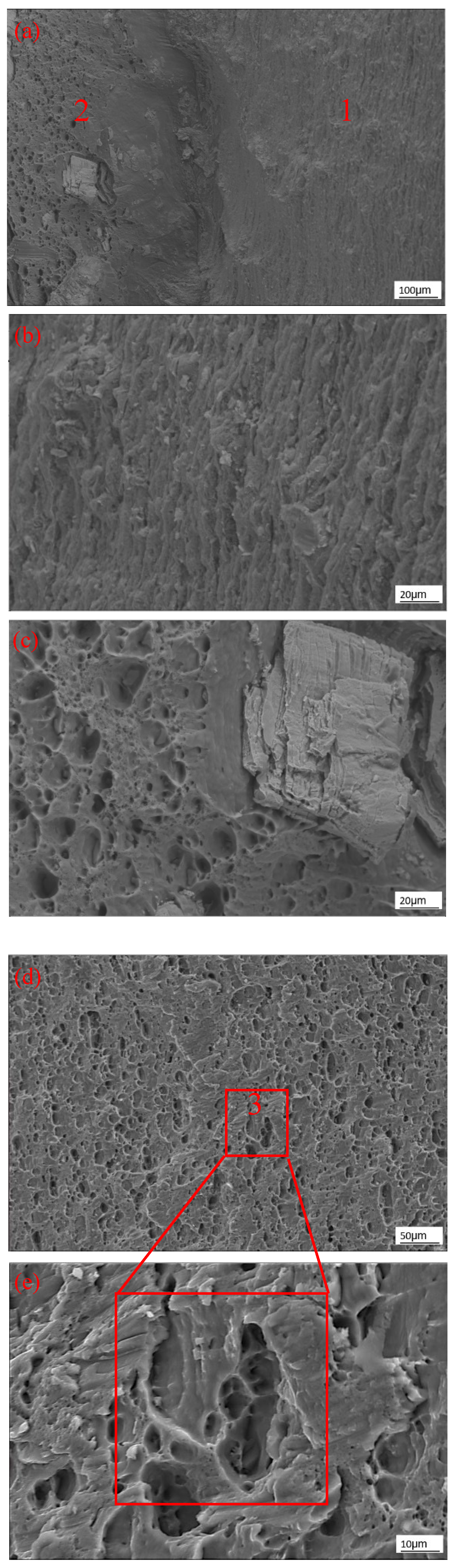
Figure 15.
SEM of fracture surface of joints welded using different tools ((a) unthreaded tool, rotational speed 1400 r/min, welding speed 80 mm/min; (b) magnified image of Position 1; (c) magnified image of Position 2; (d) threaded tool, rotational speed 1400 r/min, welding speed 80 mm/min; (e) magnified image of Position 3).
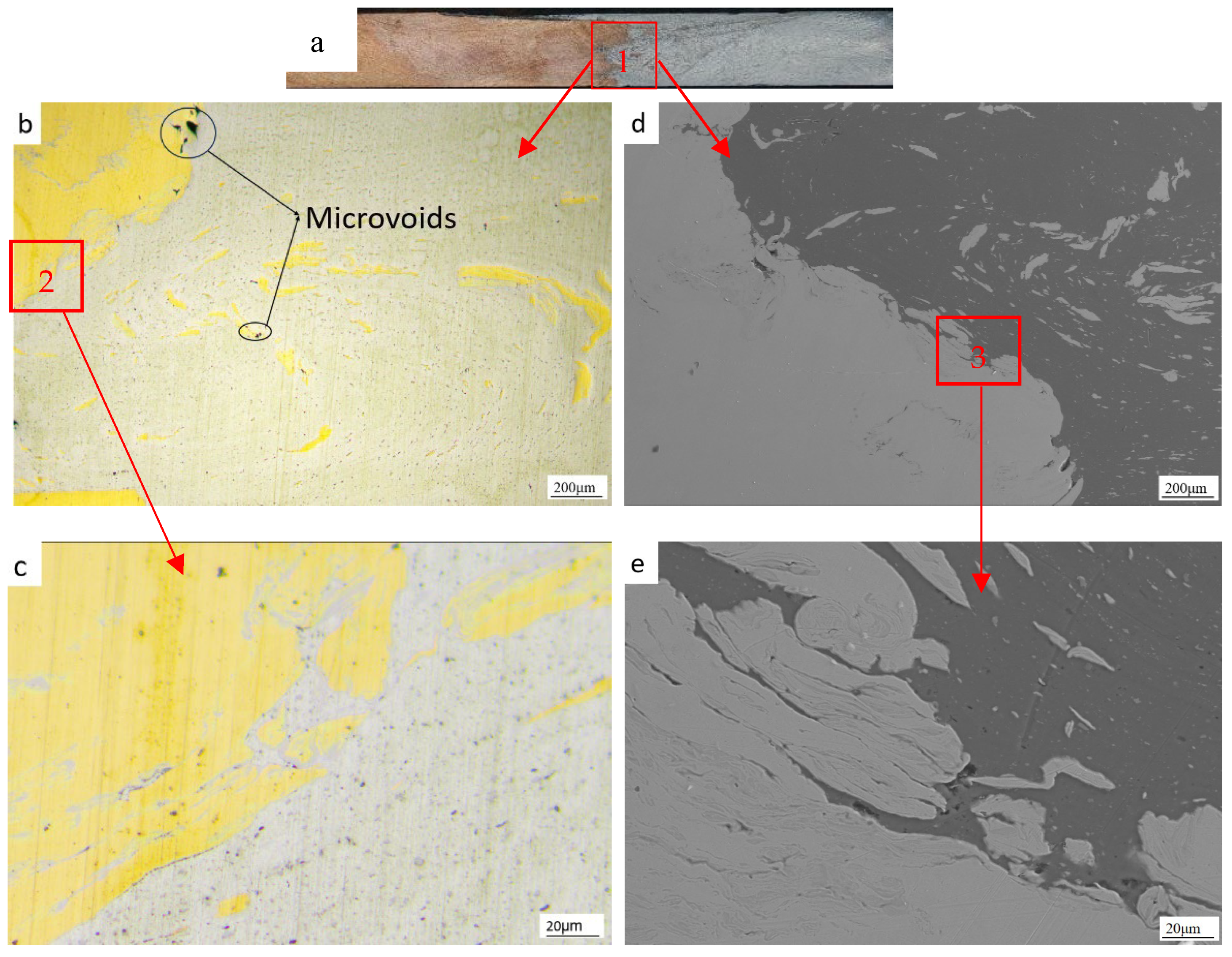
Figure 16.
Microstructural images (using OM and SEM) of the welded joint using a threaded tool ((a) cross-sectional morphology, rotational speed 1400 r/min, welding speed 80 mm/min; (b) OM image of Region 1; (c) OM image of Region 2; (d) SEM image of Region 1; (e) SEM image of Region 3).
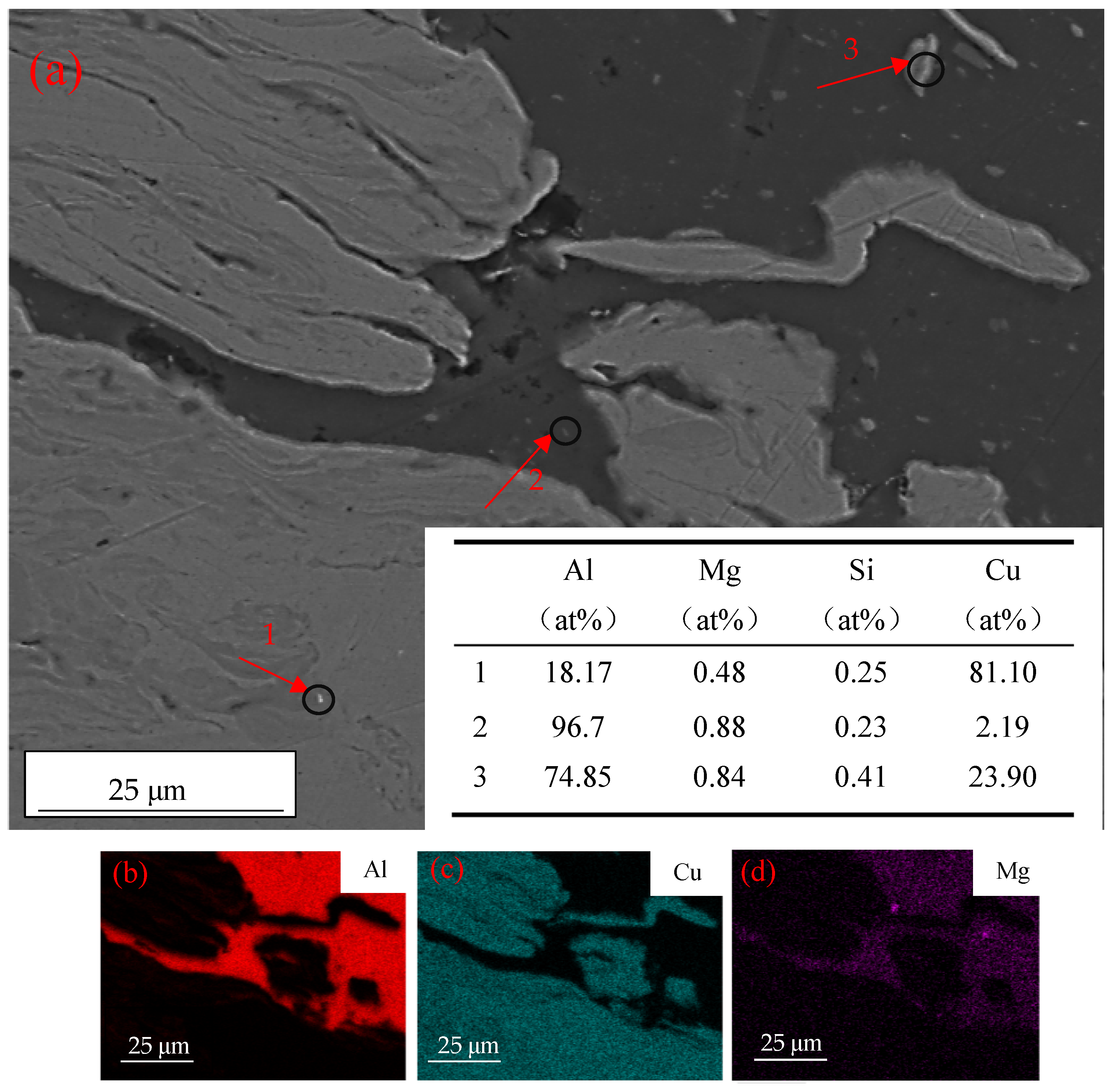
Figure 17.
SEM images of the joint welded using a threaded tool and the corresponding EDS results ((a) SEM image of the joint and corresponding EDS results; (b) distribution of Al; (c) distribution of Cu; (d) distribution of Mg).
Table 1.
Composition of the T2 pure copper.
| Elemental | Cu | Zn | Sn | P | Fe | Al |
|---|
| Cu | 99.957 | 0.003 | 0.001 | 0.002 | 0.002 | 0.024 |
Table 2.
Composition of the 6061-T6 aluminium alloy.
| Elemental | Al | Si | Fe | Cu | Mg | Cr | Zn |
|---|
| Al | 96.815 | 0.697 | 0.495 | 0.347 | 1.262 | 0.151 | 0.059 |
Table 3.
Raw material properties.
| Material | Tensile Strength (MPa) | Melt (°C) | Elongation (%) |
|---|
| Cu | 251.6 | 1083 | 31.76 |
| Al | 273.6 | 583 | 9.36 |
Table 4.
Tool dimensions and process parameters.
| Process Parameter | Numerical Value(s) |
|---|
| Shoulder diameter (mm) | 12, 16 |
| Tool length (mm) | 2.7 |
| Pitch (mm) | 1 |
| Stir pin radius (mm) | 5.4 (root), 3.2 (top) |
| Rotation speed (rpm) | 1000, 1200, 1400 |
| Welding speed (mm/min) | 70, 80, 90, 100 |
Table 5.
Parameters of tools for simulations.
| Number | Shoulder Diameter | Tool Shape |
|---|
| Tool-1 | 10 mm | Unthreaded |
| Tool-2 | 12 mm | Unthreaded |
| Tool-3 | 14 mm | Unthreaded |
| Tool-4 | 16 mm | Unthreaded |
| Tool-5 | 16 mm | Threaded |
Table 6.
Parameters in the Johnson–Cook constructive model for the 6061 aluminium alloy material and T2 pure copper.
| Material | A (MPa) | B (MPa) | C | n | m |
(°C) |
(°C) |
|---|
| Al | 324 | 114 | 0.002 | 0.42 | 1.34 | 25 | 583 |
| Cu | 112 | 505 | 0.009 | 0.42 | 1.68 | 20 | 1083.4 |
Table 7.
Temperature-dependent material properties of Al6061-T6.
| T (°C) | ρ (kg/m3)
| E (GPa) | v | α (10−6/°C)
| CJ/(kg∙°C) | KW/(m∙°C) |
|---|
| 25 | 2690 | 66.94 | 0.33 | 23.5 | 945 | 167 |
| 100 | 2690 | 63.21 | 0.334 | 24.6 | 978 | 177 |
| 149 | 2670 | 61.32 | 0.335 | 25.7 | 1000 | 184 |
| 204 | 2660 | 56.8 | 0.336 | 26.6 | 1030 | 192 |
| 260 | 2660 | 51.15 | 0.338 | 27.6 | 1052 | 201 |
| 316 | 2630 | 47.17 | 0.36 | 28.5 | 1080 | 207 |
| 371 | 2630 | 43.51 | 0.4 | 29.6 | 1100 | 217 |
| 427 | 2600 | 28.77 | 0.41 | 30.7 | 1130 | 223 |
| 482 | - | 20.2 | 0.42 | - | 1276 | - |
Table 8.
Temperature-dependent material properties of the T2 pure copper.
| T (°C) | ρ (kg/m3)
| E (GPa) | v | α (10−6/°C)
| C J/(kg∙°C) | KW/(m∙°C) |
|---|
| 20 | 8970 | 119 | 0.35 | 14 | 385.2 | 390 |
| 93 | 8940 | 117 | 0.35 | 15 | 397.74 | 377.3 |
| 204 | 8930 | 100 | 0.35 | 16 | 401.93 | 366.92 |
| 316 | 8930 | 96.5 | 0.35 | 17.1 | 414.49 | 358.26 |
| 427 | 8930 | 95 | 0.35 | 18.1 | 422.86 | 349.61 |
| 538 | 8920 | - | 0.35 | 19.2 | 439.61 | 340.96 |
| 649 | 8920 | - | 0.35 | 20.1 | 452.17 | 334.03 |
| 760 | 8920 | - | 0.35 | 20.8 | 473.10 | 330.57 |
| 871 | 8920 | - | 0.35 | 21.4 | 494.04 | 325.38 |
| 982 | 8910 | - | 0.35 | 21.9 | 519.16 | 318.46 |
Table 9.
Fracture characteristics of tensile specimens with different tool designs and base material placements.
| No. | Process Parameter | Facture Location | Fracture Mode |
|---|
| c | 16 mm Unthreaded Tool | Copper–Aluminium Bonding Surface | Brittle Fracture |
| d | Al TMAZ | Tough-Brittle Fracture |
| e | 16 mm Threaded Tool | Al HAZ | Toughness Fracture |
| f | Al TMAZ | Ductile–Brittle Fracture |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}