1. Introduction
Since its development, stainless steel has become one of the most widely used metal materials in industrial and civil construction [
1,
2]. With technological advancements, its production processes have matured, alloying elements have diversified, and its structural design has improved. Stainless steel finds applications across industries, from civil to industrial sectors, and is an essential component of the national economy [
1]. In recent years, the transportation industry has emphasized energy saving, emission reduction, lightweight, and high strength [
3,
4], leading to the development of light metals like Al and Mg alloys. However, 304L austenitic stainless steel remains popular in aerospace, automotive parts, construction, and daily life due to its excellent plasticity, toughness, wear resistance, high-temperature resistance, corrosion resistance, and non-magnetic properties [
5]. Despite these advantages, its relatively low strength and specific strength limit its application in high-performance aerospace areas. Therefore, improving the strength of 304L stainless steel without significantly compromising its ductility is a key research focus [
6,
7].
Vapor grown carbon fiber (VGCF) is a novel carbon material with a length of 10–20 μm and a diameter of 150–200 nm. It features minimal defects, a smooth surface, low density, high strength, and excellent corrosion resistance, making it a promising reinforcement phase in powder metallurgy [
8,
9]. Nanocarbon fiber metal matrix composites exhibit advantages like low thermal expansion, high specific strength and modulus, high-temperature resistance, high stiffness and transverse strength, excellent thermal conductivity, no moisture absorption, good electrical conductivity, and good radiation resistance [
10,
11]. As a result, they have garnered significant interest, particularly in the aerospace sector. Patel et al. [
12] demonstrated that incorporating multiwall carbon nanotubes (CNTs) into stainless steel improved its yield strength from 255 MPa to 520 MPa, (a 107% increase) and nearly doubled its hardness. However, the material exhibited lower density, increased porosity, and reduced corrosion resistance. Zhang Xin et al. [
13] analyzed the average grain size of 304 stainless steel after SPS. The average grain size of the powder after ball grinding was about 31 nm, while the sintered body observed via TEM showed an average grain size of 164 nm, indicating controlled grain growth during SPS [
6]. After sintering at 950 °C for 5 min, the 304L stainless steel exhibited an austenitic structure with a density of 99.11%, yield strength of 336 MPa, tensile strength of 609 MPa, and hardness of 212.4 HV—improvements of 100%, 27%, and 21%, respectively, compared to standard molten stainless steel. However, the study did not explore different insulation times or add reinforcement phases. Munawar et al. [
14] found that the surface microstructure of the composites improved with a reduction in grain size (from μm to nm), leading to a 30% increase in hardness. The introduction of carbon nanotubes as a reinforcement phase effectively refined grains and enhanced mechanical properties. A.V. Radhamani et al. [
15] prepared CNT-reinforced 304 stainless steel composites via SPS at 800 °C. At 0.5 wt.% CNT, the composite exhibited a hardness of 351 HV, compression yield strength of 404 MPa, and thermal conductivity of 12.3 W/m·K—5.4, 2.1, and 1.4 times higher, respectively, than 304 stainless steel without CNT. However, issues like low sintering temperature, poor density, and unoptimized ball milling and SPS processes persisted.
Nanocarbon fiber-reinforced stainless steel composites outperform 304L stainless steel in mechanical properties but face challenges such as uneven dispersion of reinforcement phases, weak interface bonding, and grain growth. Planetary ball milling offers a simple, high-yield method for achieving uniform powder dispersion and significant grain refinement. Combined with the efficient SPS process, which provides rapid sintering, low temperature, and short processing times, this approach can maintain material density and suppress excessive grain growth. [
16,
17] This study focuses on preparing 304L stainless steel and 2 vol.% VGCF/304L composite powders with varying ball milling times, analyzing powder size changes, and comparing the microstructure and mechanical properties of sintered bodies under different mixing conditions. Secondary electron images (SEM) and Electron back scatter diffraction (EBSD) analysis is used to determine the optimal mixing process.
3. Results and Discussion
Figure 3 shows SEM images of VGCF/304L stainless steel composite powder with different ball milling times. As the ball milling time increases, the 304L stainless steel powder undergoes a repeated process of fracture, cold welding, and re-fracture due to constant violent impact, effectively refining the powder grain. After 16 h of ball milling, the stainless steel powder evolves from an initial approximately spherical or ellipsoidal shape to a layered morphology with a certain thickness. Increasing the ball milling time further does not significantly change the powder morphology. The red arrows and elliptical in the figure highlight the distribution of VGCF in the 304L stainless steel. With prolonged ball milling, VGCF gradually disperses evenly in the stainless steel powder matrix, mostly filling the matrix gaps, with a small amount adhering to the surface of the 304L stainless steel powder. Afterward, we calculated their average particle size (DAPS, μm) and listed the results in
Table 2. Then we obtained function (3) for the average particle size varying with the ball-milling time by using polynomial fitting, with an adjusted R-square accuracy of 0.93484.
where
t is the ball milling time and
DAPS is the average particle size.
Figure 4 shows the XRD pattern of VGCF and VGCF/304L stainless steel composite powder with different ball milling times. The mixture of austenite [γ-phase, face-centred cubic (FCC), PDF#33-0397] and martensite [α’-phase, body-centred tetragonal (BCT), PDF#35-1375] constitutes the microstructure of the ball-milled specimens. Mechanical milling is a procedure that involves severe plastic deformation. During this process, high shear strains can cause significant grain refinement in the materials being treated. In the case of AISI 304L, the metastable austenite within it is highly susceptible to transform into martensite under such high-strain conditions. This transformation is known as strain-induced martensite transformation [
18,
19].
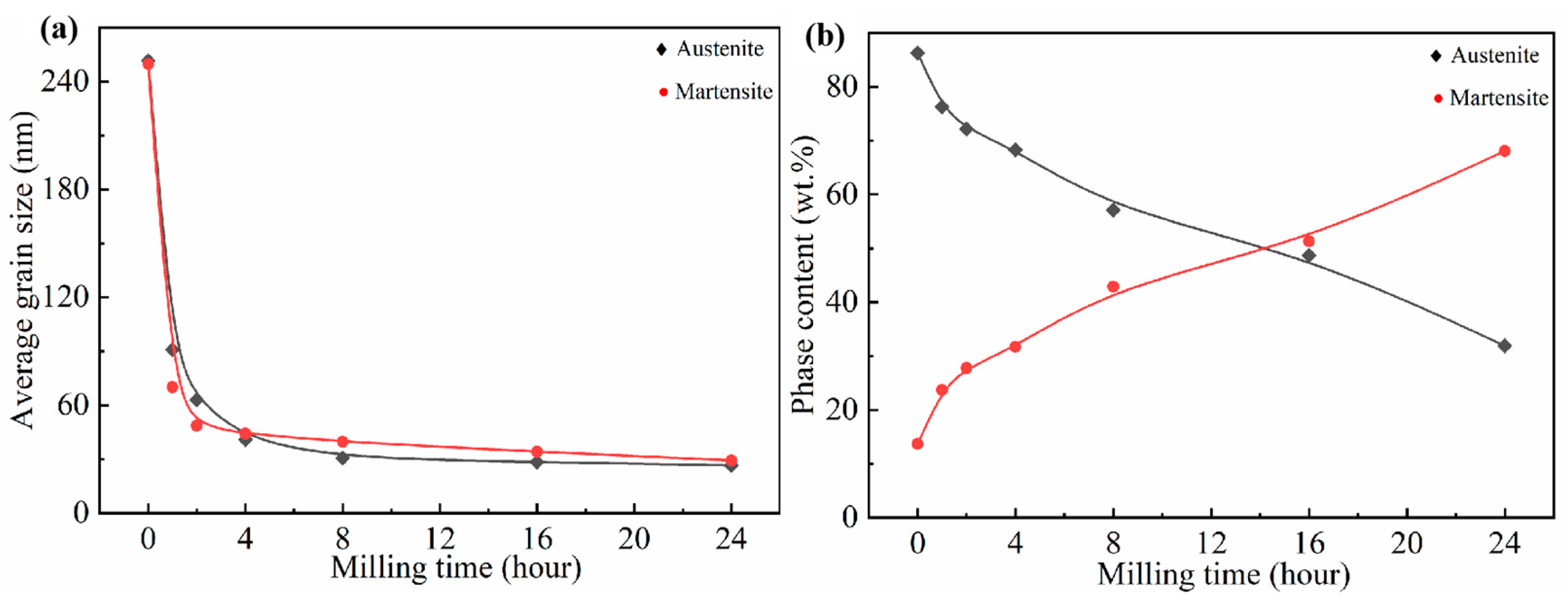
Figure 5 shows the average grain size and two-phase content of the refined XRD map from Maud software for different ball milling times. As observed in
Figure 4 and
Figure 5, increasing the ball milling time transforms the austenite phase in the composite powder into the martenite phase. Both the austenite and martenite grain sizes continuously decrease to about 30 nm, and the martenite content reaches approximately 70% after 24 h of ball milling.
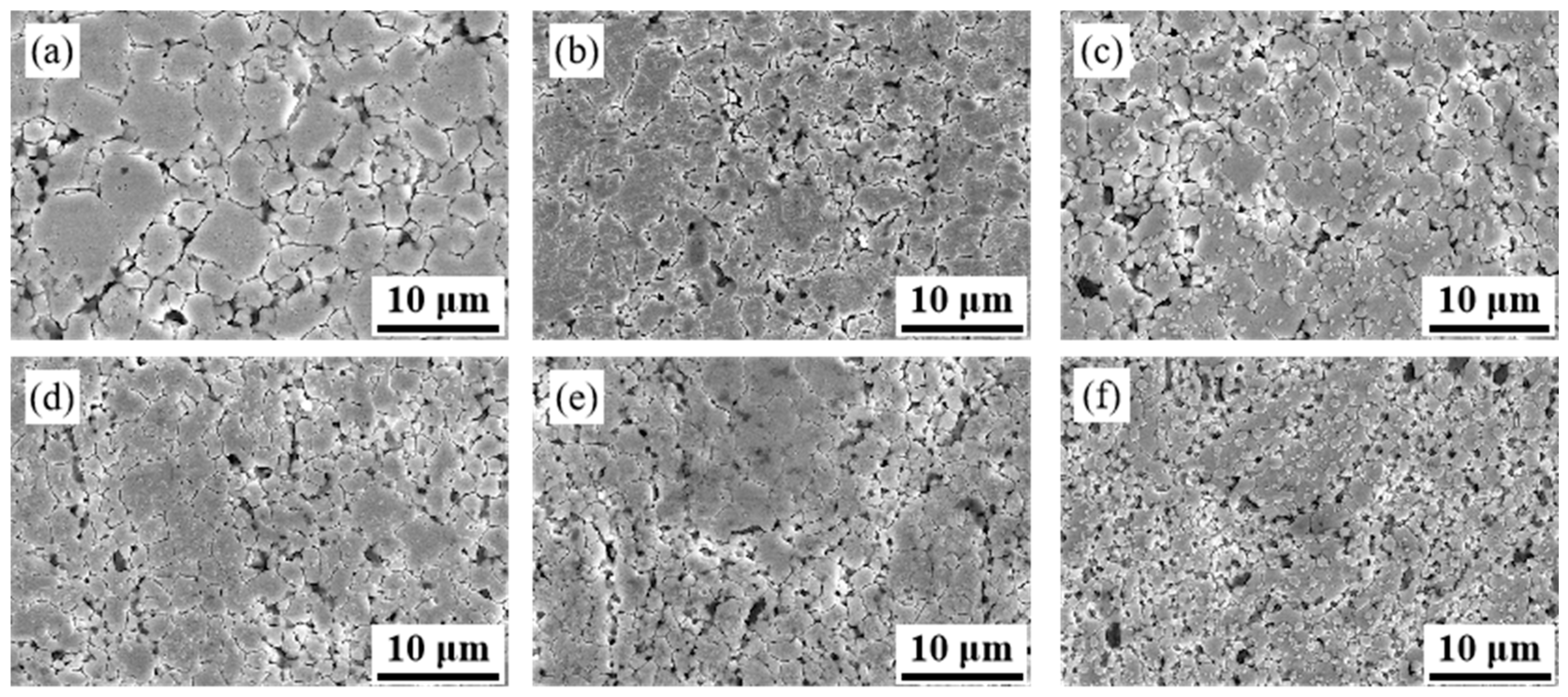
Figure 6 shows SEM (S4800, HITACHI, Tokyo, Japan) images of the composite sintered body of VGCF/304L stainless steel powder, obtained with different ball milling times. As shown in
Figure 6, the grain size of the 304L stainless steel matrix composite body gradually decreases with longer ball milling times. The longer the ball milling time, the more pronounced the grain refinement effect. In addition, the porosity of the sintered body increases with longer ball milling times.
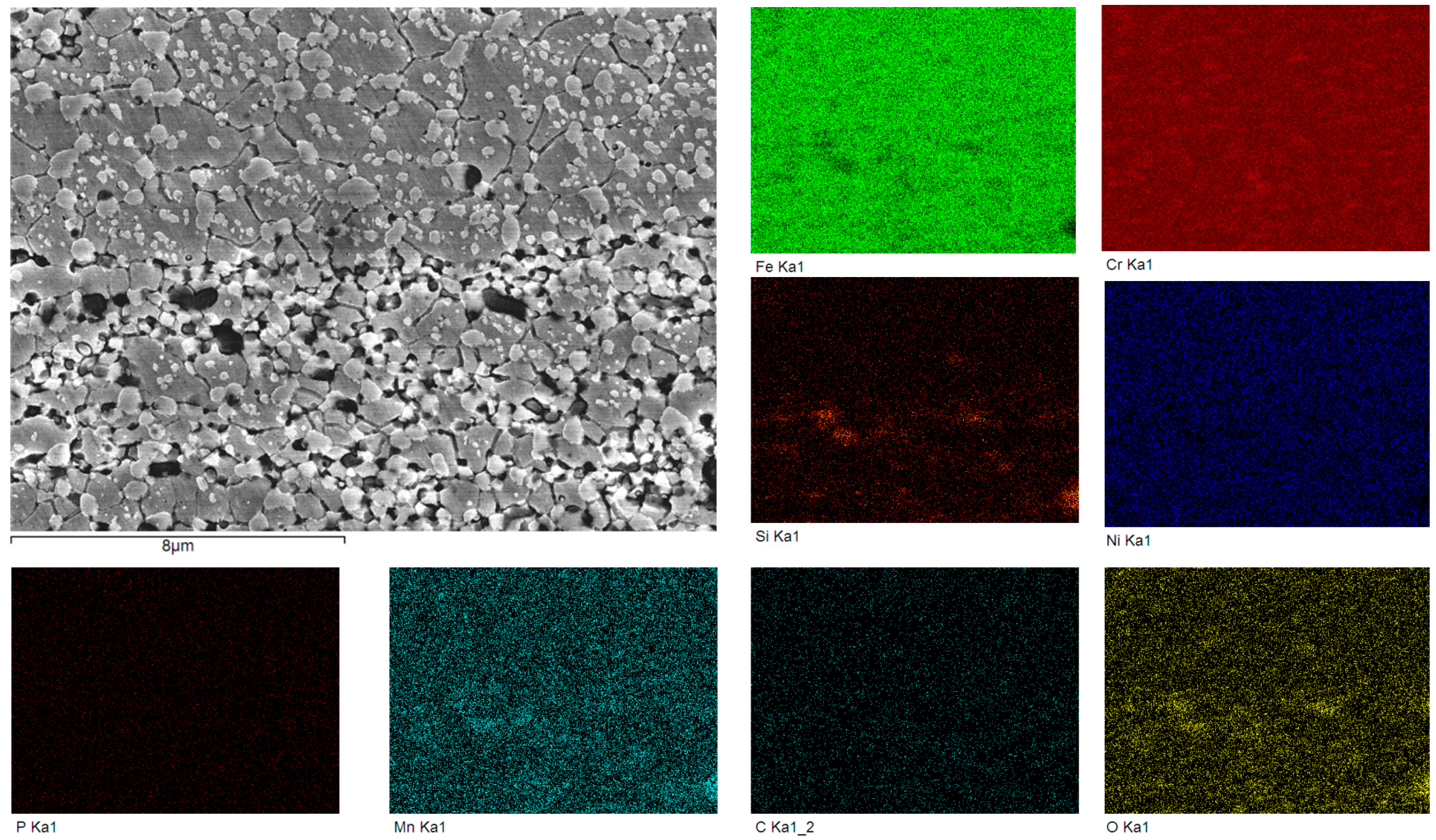
Figure 7 presents the SEM images of the sintered bodies fabricated via SPS of VGCF/304L stainless steel powders that have undergone 16 h ball milling. Additionally, the EDS elemental distribution maps across their surfaces are also shown. As can be seen from the figure, the elemental distribution of the sintered material is relatively uniform. However, there are some bright spots in the distribution maps of silicon and oxygen elements. This is likely due to incomplete cleaning during the sample preparation process, causing a small amount of silica polishing liquid to remain on the sample surface.
Figure 8 shows the relative densities of 304L stainless steel and VGCF/304L composite after different ball milling times. The theoretical density of the VGCF/304L composite is about 7.81 g/cm
3. The figure indicates that the relative density of the samples after SPS sintering is over 97%, demonstrating that the sintering bodies are well-compacted. As the ball milling time increases from 1 h to 24 h, the relative density of the 304L stainless steel and its composite sintered bodies gradually decreases, from 98.2% to 97.0% and 96.7%, respectively. This decrease is due to the flattening and coarsening of powder particles as the ball milling time increases, as shown in
Figure 3, which requires higher temperatures and longer sintering times. Therefore, under the conditions of 950 °C for 10 min, the sintering completion rate is relatively low. Additionally, the incorporation of VGCF, which has a lower density, slightly reduces the density of the composite sintered body compared to the sintered body without VGCF.
Figure 9 compares the yield strength, ultimate tensile strength, elongation, and Vickers hardness between 304L stainless steel and VGCF/304L stainless steel sintered bodies. As shown in
Figure 9a,b, with longer ball milling times, the strength of both 304L stainless steel and composite materials increases. At 16 h of ball-milling, both exhibit peak strength, with yield strengths of 587.1 MPa and 890.2 MPa, respectively, and ultimate tensile strengths of 821.5 MPa and 1064.7 MPa, respectively. The composite material shows significantly higher strength than 304L stainless steel. According to
Figure 9c, the elongation generally decreases with longer ball milling times, and the plasticity of the composite material is lower than that of 304L stainless steel.
Figure 9d shows that the Vickers hardness of both materials increases with longer ball milling times, with a significant increase in hardness for 304L stainless steel after adding VGCF. Overall, the addition of VGCF has a substantial strengthening effect. The VGCF/304L stainless steel composite sintered body performs best when the ball milling time is 16 h. Its Vickers hardness, yield strength, and ultimate tensile strength increased by 55.0%, 323.9%, and 88.8%, respectively, compared to solution-treated commercial 304L stainless steel [
20].
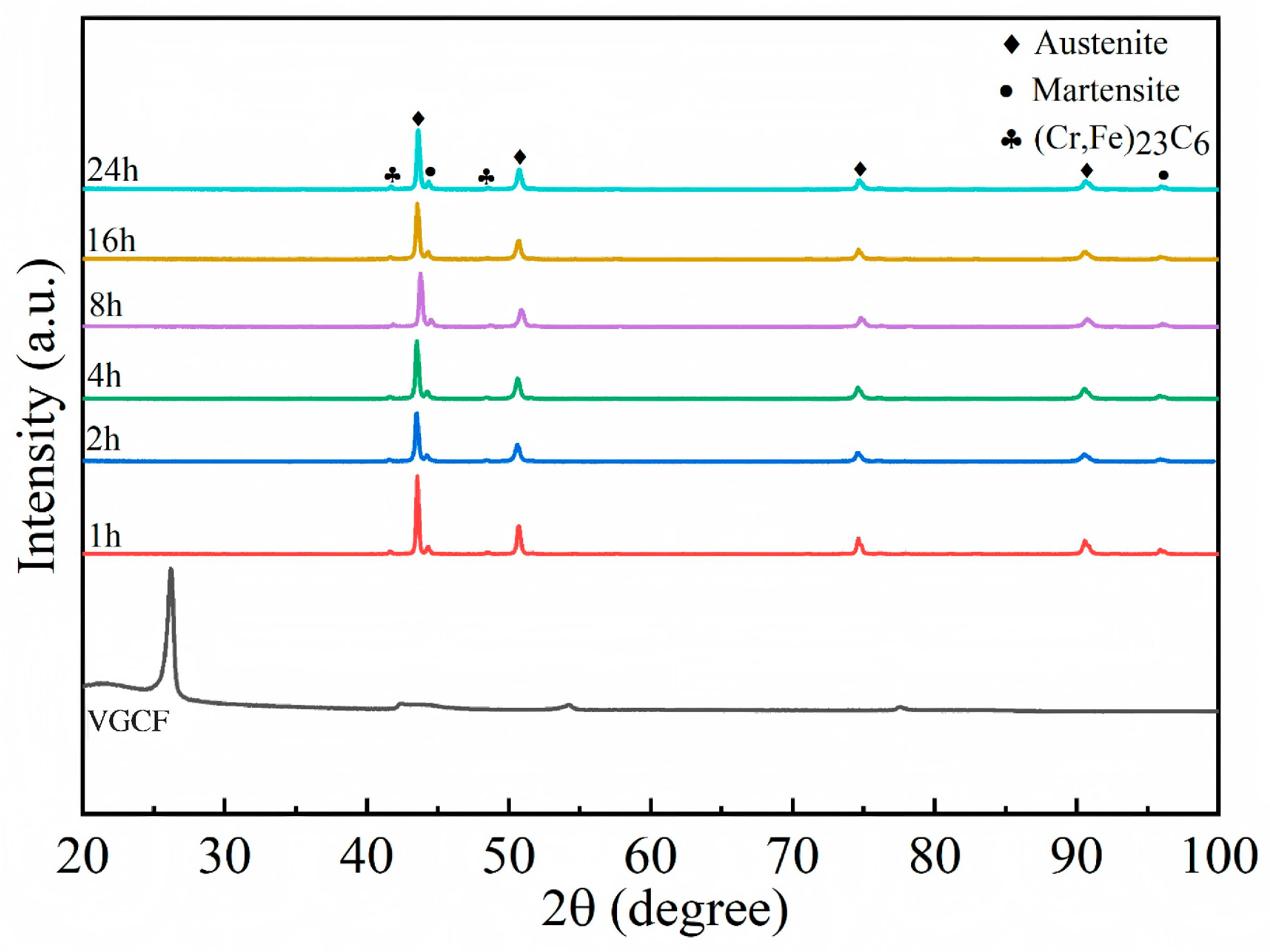
Figure 10 shows the XRD pattern of VGCF and VGCF/304L stainless steel SPS sintered bodies after different ball milling times at 50 MPa, 950 °C, and 10 min. As can be seen from the figure, the microstructure of the sintered material is mainly composed of the austenite phase and a small amount of the martensite phase. This is mainly because after adding VGCF, the carbon content in the composite material increases, causing the reverse martensitic transformation to be incomplete. Compared with the quenching heat -treatment process, the cooling rate of SPS is slower. Therefore, a small amount of (Cr,Fe)
23C
6 (PDF#78-1501) is formed during the cooling process of preparing the composite material.
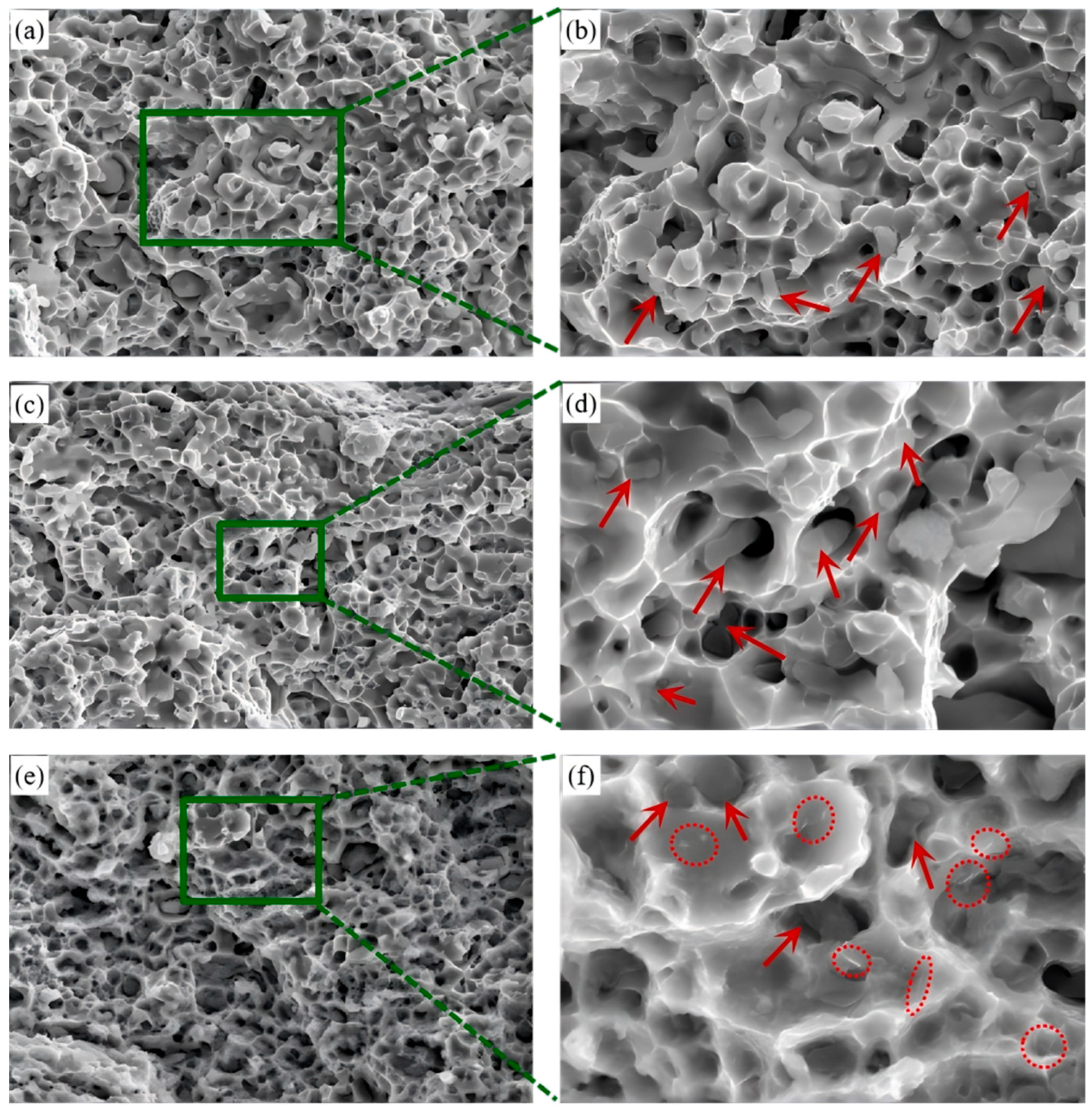
Figure 11 shows SEM images of the tensile fracture surface of VGCF/304L stainless steel SPS sintered bodies after 1, 8, and 16 h of ball milling. The figure reveals evenly distributed toughness nests at the fracture joints, indicating typical ductile fracture characteristics. The tensile fracture of the composite material comprises numerous small, round ductile dimples. There are some residual pores and cracks near the ductile dimples after sintering, which serve as the primary fracture source during deformation. In addition, there are a few bonding phase particles in the ductile dimples and carbides formed by decarbonization during the martensite annealing process, with some falling off during deformation. The amount of the second phase and inclusions in the sintering body fractures gradually decreases as ball milling time increases, becoming almost absent in
Figure 11f. The distribution of VGCF-enhanced phases near the ductile dimples, indicated by the red elliptical circles in
Figure 11f, contributes to the excellent performance of the sintered body after 16 h of ball milling.
We investigated the changes in hardness and mechanical properties of the products obtained at different sintering temperatures and insulation times for 16-h ball-milled powder.
Figure 12 shows the variation in Vickers hardness and tensile properties of 2 vol.% VGCF/304L stainless steel composites prepared via SPS with a 10-min insulation time and a pressure of 50 MPa at different temperatures. As shown in
Figure 12a, the Vickers hardness of the composite gradually decreases from 340 HV at 900 °C to 275 HV at 1100 °C. According to
Figure 12b, the yield strength increases from 784.2 MPa to 890.2 MPa and then decreases to 628.4 MPa, while the ultimate tensile strength increases from 915.2 MPa to 1064.7 MPa and then drops to 936.4 MPa. Elongation improves from 14.8% to 27.5% as the temperature rises. A comprehensive analysis indicates that a sintering temperature of 950 °C results in the best overall mechanical properties.
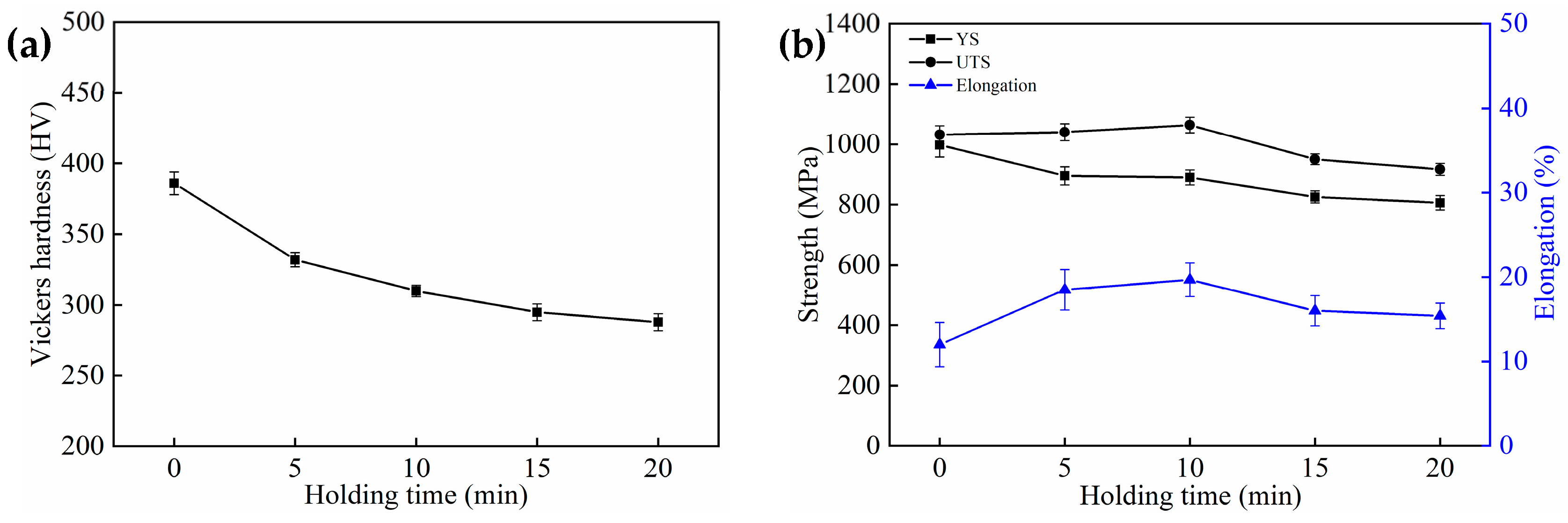
Figure 13 shows the variation in Vickers hardness and tensile properties of the composite prepared at 950 °C with a pressure of 50 MPa and varying insulation times. From
Figure 13a, the Vickers hardness decreases from 386 HV to 288 HV as the insulation time increases from 0 to 20 min. Notably, hardness drops significantly between 0 and 10 min but shows less variation between 10 and 20 min. As shown in
Figure 13b, increasing the insulation time reduces the yield strength from 997.8 MPa to 806.0 MPa. The ultimate tensile strength initially increases from 1032.0 MPa to 1064.7 MPa and then decreases to 916.8 MPa. Elongation follows a similar trend, first increasing and then decreasing. While composites prepared with 0 min of insulation have high yield strength and hardness, those prepared with a 10-min insulation time exhibit better compactness, ductility, and ultimate tensile strength, with only minor differences in yield strength and hardness compared to the 0-min sample.
In conclusion, the composite prepared using 16-h ball-milled powder at 950 °C with a pressure of 50 MPa and an insulation time of 10 min demonstrates the best comprehensive mechanical properties.
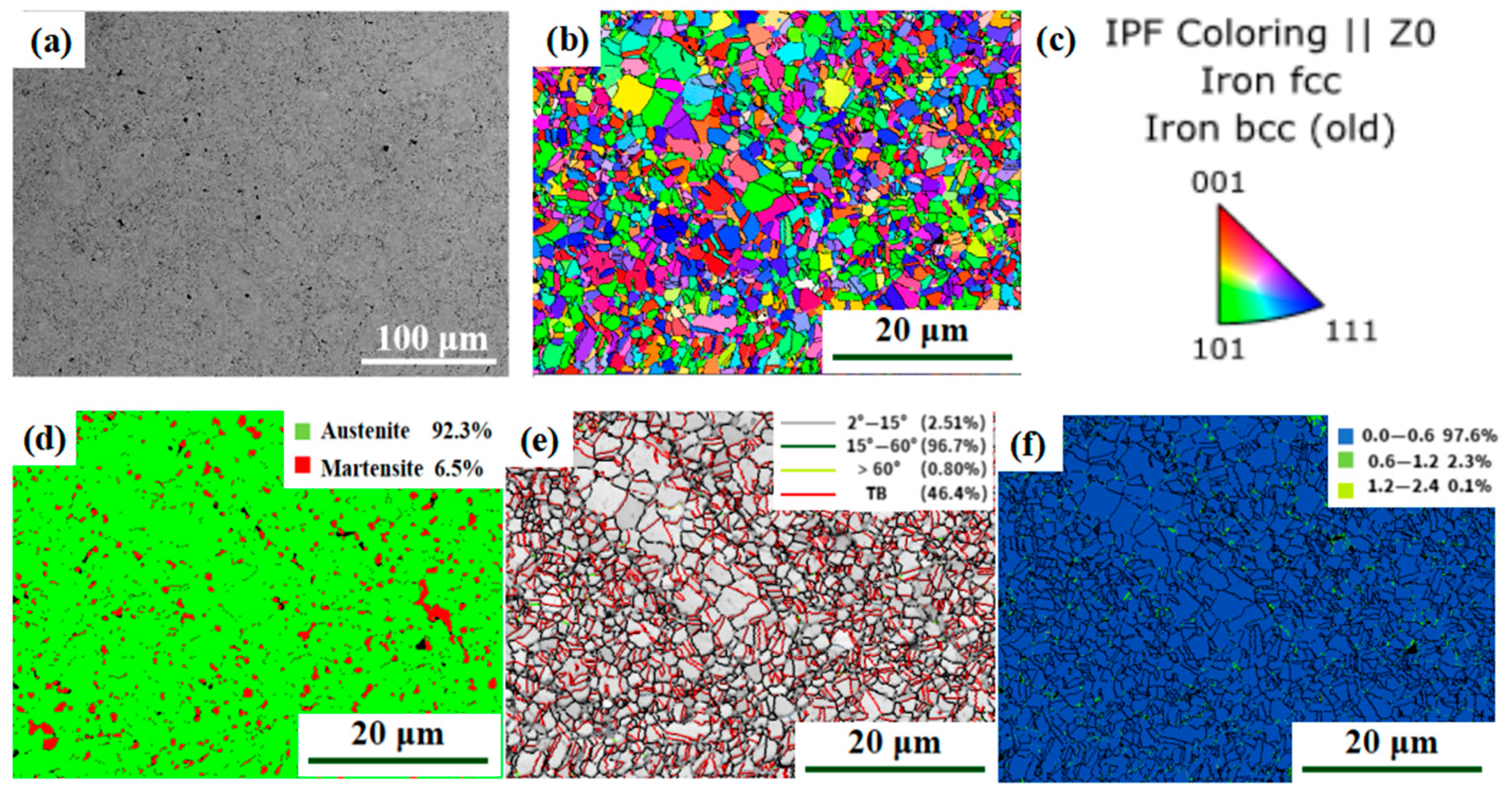
Figure 14 shows SEM-EBSD images of the VGCF/304L stainless steel composite after 16 h of ball milling. According to
Figure 14a, the compaction degree of the composite is relatively high, with a small amount of evenly distributed pores on the surface.
Figure 14b,c shows the grain distribution for orientations (001), (101), and (111), indicating a fully recrystallized microstructure, with small and uniform grain size distribution.
Figure 14d shows the phase distribution map, where the green areas represent the austenite phase and the red areas represent the martensite phase. It shows that at 950 °C, the martensite phase content is low and uniformly distributed.
Figure 14e shows the grain boundary map (grain boundary and coincidence site lattice). At the sintering temperature of 950 °C, the microstructure exhibits mainly high-angle grain boundaries (misorientation angles ranging from 15° to 60°), with less than 3% low-angle grain boundaries, indicating a fully recrystallized microstructure. The 304L stainless steel shows annealing twins due to the low stacking fault energy.
Figure 14f shows the kernel average misorientation (KAM) map. The KAM values of the 304L stainless steel are mainly between 0–0.6°, accounting for more than 97% of the material. This suggests low internal stress and dislocation density, with stress concentration at the high-angle grain boundaries and twin boundaries.


 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}