Abstract
Material design and preparation based on constructing heterogeneous microstructures can break the conventional performance limitations of fine-grained magnesium alloys. In this study, AZ61 alloys processed via multi-pass equal channel angular pressing (ECAP) were subjected to single-pass rolling (SPR) with increased rolling reductions. The effect of rolling reduction on the formation of heterogeneous microstructure and the mechanical properties of the alloy was investigated. Microstructural examinations revealed that a heterogeneous microstructure was formed in the alloy at varied rolling reductions, but the desired heterostructure with higher fine grain contents could only be achieved at increased rolling reduction. This was mainly due to the fact that the alloy underwent partial dynamic recrystallization (PDRX) under SPR, and PDRX more easily occurred with higher rolling reduction. The tensile test results showed that with increased rolling reduction, the strength of the alloy first increased and then decreased slightly, with the ductility steadily increasing. Improved mechanical properties were achieved in the alloy rolled at increased rolling reductions owing to the heterogeneous microstructure with a greater content of fine grains.
1. Introduction
As the lightest structural material, magnesium (Mg) alloys have a series of advantages, such as their low density, high specific strength, good thermal and electrical conductivity, damping and shock absorption, electromagnetic shielding, easy processing and forming, etc. [1,2]. They have generated extremely important application value and broad application prospects in the fields of transportation (such as automobiles, motorcycles, and bicycles), aerospace, weapons and equipment, computer communications and consumer electronics. Compared with cast magnesium alloys, wrought magnesium alloys have greater development potential. Through the control of material structure and the application of a heat treatment process, deformed magnesium alloys can obtain higher strength, better ductility, and more diversified mechanical properties so as to meet the application needs of diverse engineering structural parts [3,4].
With the increased attention paid to wrought magnesium alloys, the investigation of the plastic processing technology relating to wrought magnesium alloys has become one of the main research directions. At present, the plastic processing technology developed for magnesium alloys includes traditional forging, extrusion, rolling, and severe plastic deformation (SPD) [5,6,7,8]. The main purpose of these deformation processes is to greatly reduce the microstructural defects and achieve finer and more uniform microstructure in magnesium alloys, thus improving their mechanical properties. SPD technology is currently recognized as one of the most effective ways to prepare bulk nanometers (<100 nm) and ultra-fine crystalline materials (100–1000 nm) in the case of metallic materials. A lot of work has been carried out domestically and internationally on the preparation of ultra-fine crystal magnesium alloys using SPD techniques, such as equal channel angular pressing (ECAP) [5,9], high-pressure torsion (HPT) [10,11], large strain rolling (LSR) [12,13], accumulative rolling bonding (ARB) [14,15], and shear extrusion (ES) [16,17]. Among these methods, ECAP can provide severe shear deformation and prepare large-size bulk samples, which is more suitable for microstructure characterization and property testing. Therefore, it has become one of the most widely used SPD methods in the deformation processing of magnesium alloys.
However, due to the close-packed hexagonal structure of magnesium alloys, their plasticity at room temperature is poor. The plastic deformation of magnesium alloys is mostly carried out at elevated temperatures (mostly above 200 °C). In the process of severe plastic deformation, magnesium alloys are prone to dynamic recrystallization and texture softening [18,19]. In addition, in non-rare-earth magnesium alloys, the content of alloying elements and effective strengthening phase is low, which cannot effectively prevent the growth of recrystallized grains. The room temperature plasticity of ECAP-processed magnesium alloys can be significantly improved; however, the improvement in yield strength is limited. This situation is particularly significant in AZ31 and AZ61 magnesium alloys, which have low alloying element contents [19,20]. Although the room temperature plasticity of these alloys is greatly improved, and the fact that even super ductility can be obtained after ECAP, their yield strength decreases instead. Therefore, achieving a systematic improvement in the strength and ductility of fine-grained magnesium alloys is still challenging.
To improve strength while maintaining good ductility in the case of fine-grained materials, material scientists have taken inspiration from nature and have constructed some novel microstructures in metallic materials. Heterogeneous metallic materials composed of “soft zone” and “hard zone” structural units have been designed, such as gradient structures, lamellar structures, and multistage twin structures, imparting non-uniform distribution characteristics to the internal spatial structure, composition, and strength of materials [21,22,23]. Heterogeneous design has been applied to metallic alloys, such as titanium [24,25], copper [23,26], nickel [27], and steel [28,29], achieving very good strengthening and toughening effects. Heterogeneous design has also recently been applied to the strengthening and toughening of magnesium alloys [30,31]. Wang et al. [32] obtained a bimodal microstructure (coarse grain size 30–60 μm, fine grain size less than 5 μm) in AZ91 magnesium alloys via hard plate rolling. The yield strength and fracture strength of this alloy is ~221 MPa and ~371 MPa, respectively. However, heterogeneous design has rarely been reported in magnesium alloys with low alloying element contents, such as AZ31 and AZ61 alloys.
In previous studies, researchers have expected to improve the strength and toughness of magnesium alloys by refining grains, and heterogeneous structures are considered machining defects to be avoided. In fact, the reasonable design of heterogeneous structures can break the conventional performance limitations of Mg alloys, especially in non-rare earth Mg alloys. A reasonable method to obtain a heterogeneous structure is to regulate partial dynamic recrystallization (DRX) to form fine grains and the non-DRX parts to form coarse grains. It is known that the direct rolling of Mg alloys is prone to cause cracks, and it is not suitable for single-pass rolling with a large reduction. Our former studies show that a high-pass ECAP process can produce homogenous refined microstructures in Mg alloys, which can effectively improve the rolling deformation capacity of Mg alloys [33,34]. In addition, the refined grains produced via ECAP can provide a large number of grain boundaries, providing favorable conditions for recrystallization in subsequent plastic-forming steps [34]. In this study, an ECAP-processed AZ61 alloy was subjected to single-pass rolling with varied rolling reductions with the intention of obtaining the desired heterogeneous microstructure and enhanced mechanical properties. The effect of single-pass rolling on the formation of heterogeneous microstructures and the mechanical properties of the AZ61 alloy are investigated, and the microstructure formation mechanism and strengthening and toughening mechanisms are discussed.
2. Materials and Methods
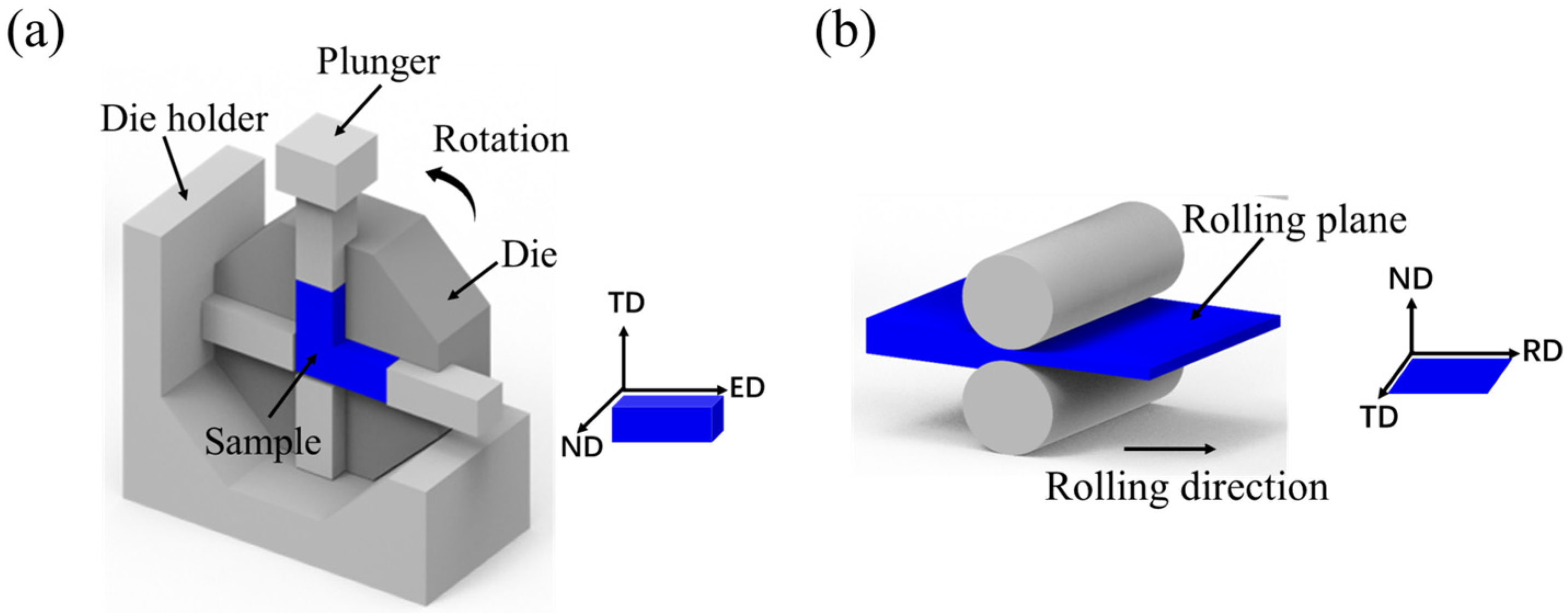
Commercial AZ61 alloys (Yueyang Yuhua Metallurgical New Materials Co., Ltd., Yueyang, China) were used in this study. The chemical compositions of this alloy are listed in Table 1. Figure 1 shows a schematic diagram of the ECAP and rolling process. First, the as-received ingots were machined into bulk samples with dimensions of 50 mm × 50 mm × 100 mm and homogenized at 420 °C for 20 h. Then, the pre-homogenized bulk samples were processed via ECAP (Wuxi Haofei Machinery Factory, Wuxi, China) at 300 °C for 16 passes with a ram speed of 2.5 mm/s followed by water quenching. Between each pass, the die was rotated 90 degrees without removing the sample. More details of RD-ECAP can be found in our former work [34,35,36]. Subsequently, the ECAP alloy was cut into rectangular plates with thicknesses of ~2.5, ~3.3, ~5.1, and 6.9 mm from the planes parallel to the extrusion direction (ED) and transverse direction (TD) (i.e., the ED-TD planes, as illustrated in Figure 1). Then, the plates were preheated to 400 °C, kept at this temperature for 5 min, and rolled to a uniform thickness of 2.0 mm via single-pass rolling (SPR) at a rolling speed of ~10 m/min on a two-roll mill device (Φ 240 mm × 400 mm) (Wuxi Jingcheng Machinery Co., Ltd., Wuxi, China). In the rolling process, the rolling direction is parallel to the extrusion direction. After rolling, the ED-TD planes were renamed the RD-TD planes for the rolled alloys. The corresponding rolling reductions were calculated to be ~20, ~40, ~60, and ~70%. For conciseness, the rolled alloys were called “SPR-20%”, “SPR-40%”, “SPR-60%”, and “SPR-70%”, respectively.

Table 1.
Chemical composition of the AZ61 magnesium alloy.
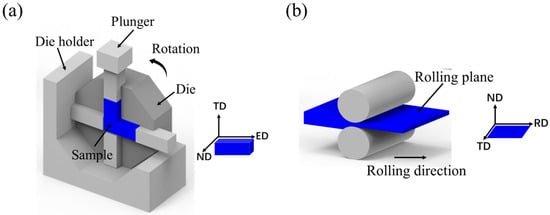
Figure 1.
Schematic diagram of (a) ECAP and the (b) rolling process.
Samples for microstructure and texture examinations were cut from the ED-TD and RD-TD planes from the ECAPed sample and rolled samples, respectively. The metallographic structure of the alloys was characterized using an optical microscope (OM, Olympus BX51M, Tokyo, Japan). Before OM observation, the samples were polished and etched with an acetic–picric solution (10 mL of acetic acid, 4.2 g of picric acid, 10 mL of water, and 70 mL of ethanol). Sample surface and tensile fracture morphology were examined by a field-emission scanning electron microscopy (SEM, Zeiss Sigma 300, Oberkochen, Germany). The grain size and micro-texture were characterized using electron backscatter diffraction mapping (EBSD, Hitachi S-3400 N, Tokyo, Japan) with an acceleration voltage of 20 kV and a scanning step of 0.6 μm. HKL-Channel 5 software was used to analyze the EBSD data.
Uniaxial tension was carried out on a universal tensile testing machine (SHIMADZU AGS-X, Suzhou, China) with a tensile speed of 0.5 mm/min. The tensile specimens were machined from the ED-TD and RD-TD planes into a dog-bone shape with 6.0 mm in gauge length and 2 mm × 2 mm in cross-sectional size and were tested along the ED and RD direction. To ensure the accuracy, three tensile samples were measured for each condition.
3. Results
3.1. Microstructure
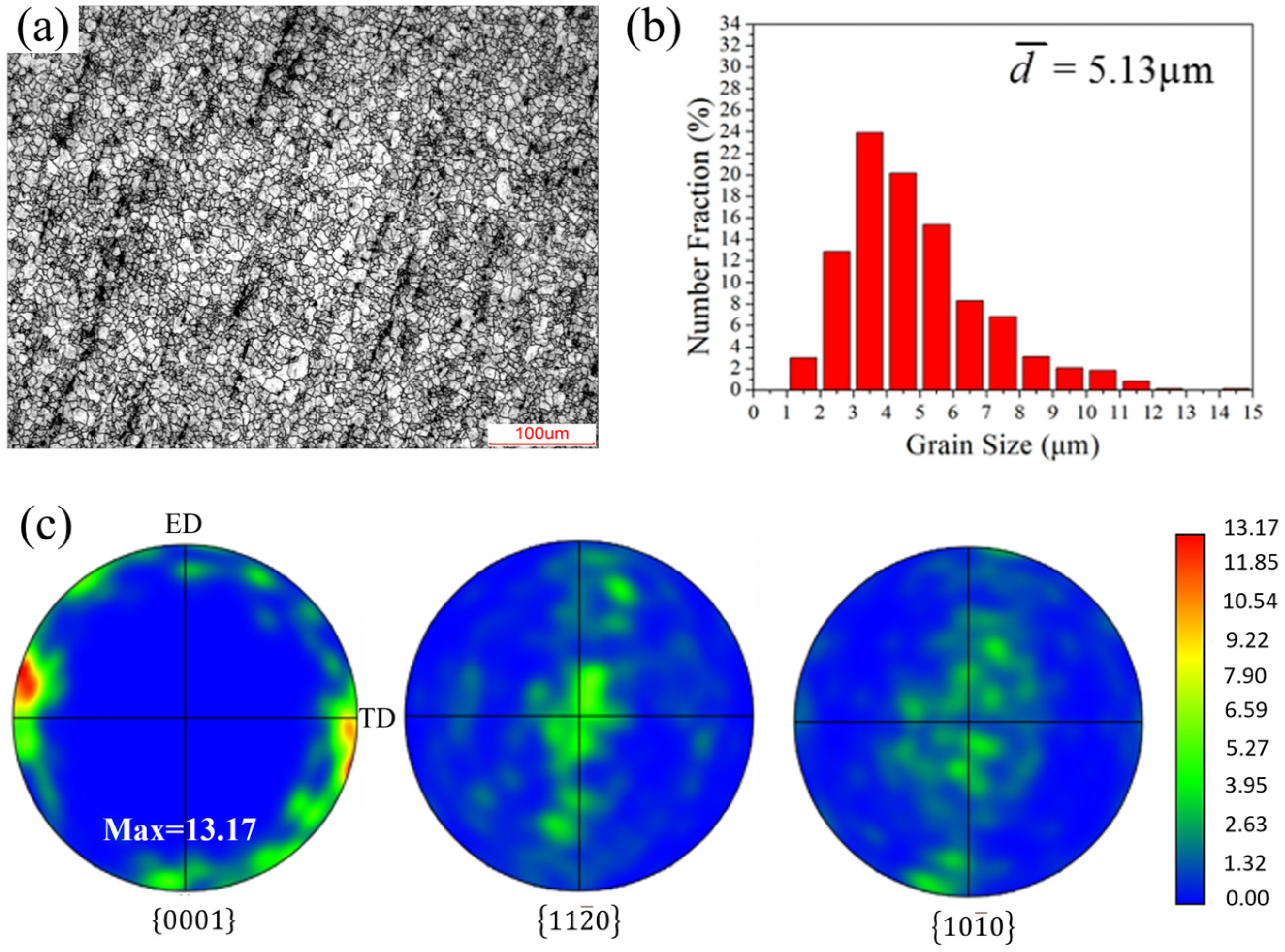
Figure 2 shows the microstructure of the ECAPed AZ61 alloy. As shown in Figure 2a,b, the ECAPed alloy exhibits a homogeneous microstructure with a normally distributed grain size. The average grain size was calculated to be 5.13 μm. The pole figure in Figure 2c illustrates its non-basal texture, which is distributed on the {0001} pole circle. The c-axis of most grains is parallel to the transverse direction (TD), and the maximum intensity is 13.17.
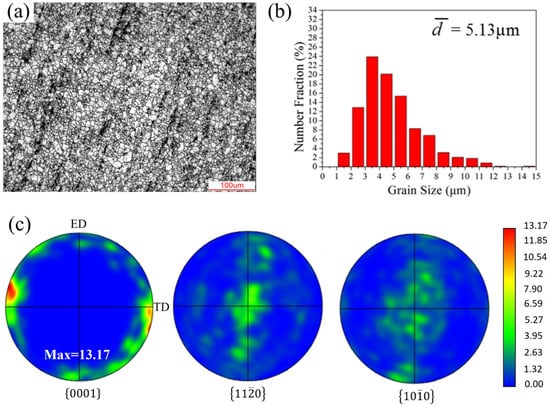
Figure 2.
(a) optical microstructure, (b) grain size statistics, and (c) pole figure of the ECAPed AZ61 alloy.
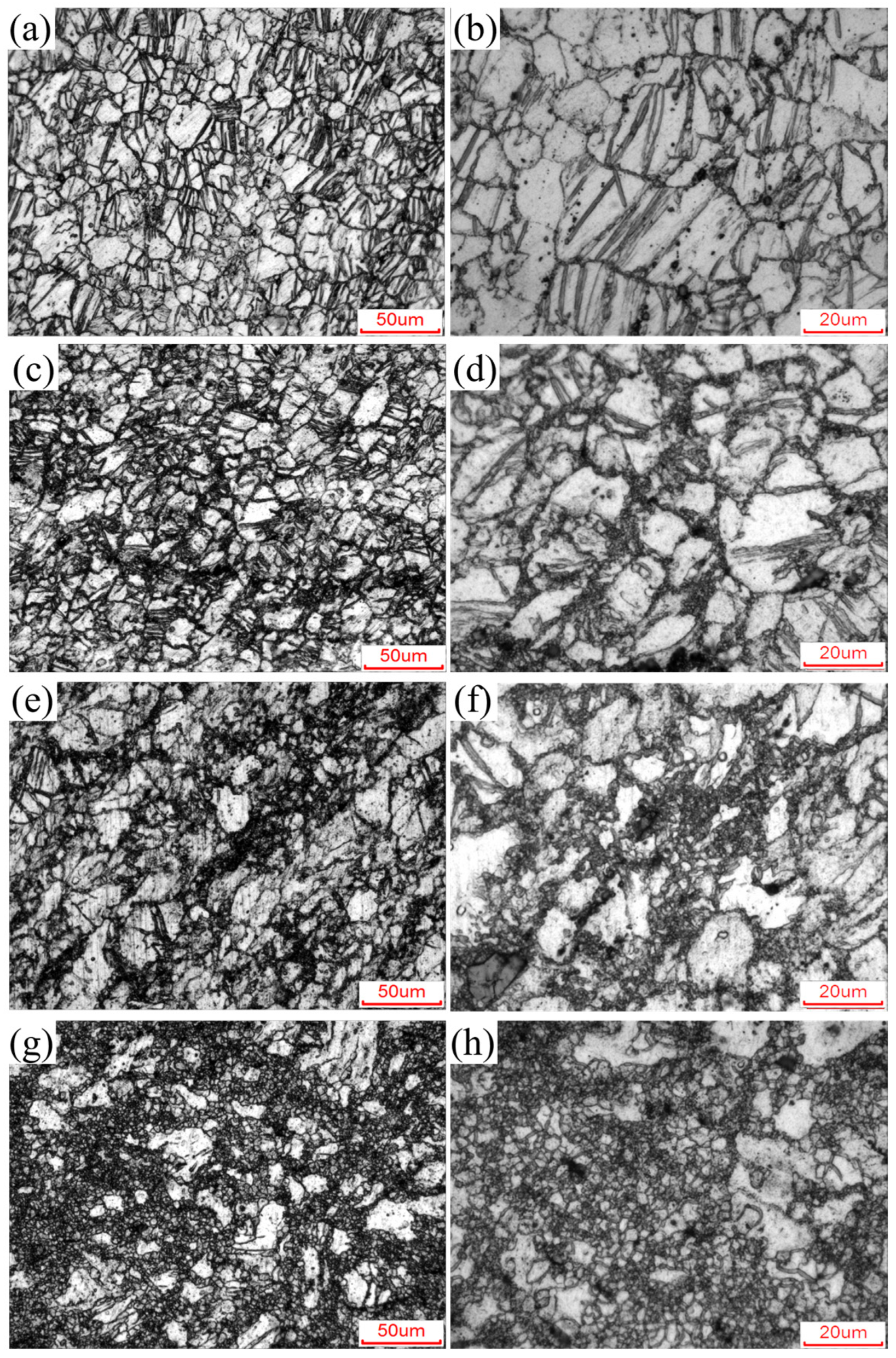
Figure 3 shows the microstructure of the SPRed AZ61 alloys at different rolling reductions. It can be seen from Figure 3a,b that when the rolling reduction is 20%, many twinning structures are produced in the coarse grains, and a small number of DRX grains can be observed. When the rolling reduction is 40%, as shown in Figure 3c,d, the twinning structure in the sample decreases, and DRX occurs around the coarse grains and among the twinning, so more fine recrystallized grains are generated. As can be seen from Figure 3e,f, when the rolling reduction is 60%, twinning further decreases, and a large number of fine recrystallization grains appear at the grain boundaries of the coarse grains, forming a heterogeneous structure with large fine-grain regions and coarse-grain regions. As can be seen from Figure 3g,h, when the rolling reduction is 70%, twinning basically disappears, the proportion of fine-grain regions further increases, and the coarse grains are completely isolated by dynamic recrystallization structures. The coarse grain boundary is serrated, which is a typical result of discontinuous dynamic recrystallization. It can be seen that the increased rolling reduction is conducive to the occurrence of dynamic recrystallization. In addition, twinning dynamic recrystallization is the main mechanism of deformation at a low rolling reduction, and discontinuous dynamic recrystallization is the main one at a higher rolling reduction.
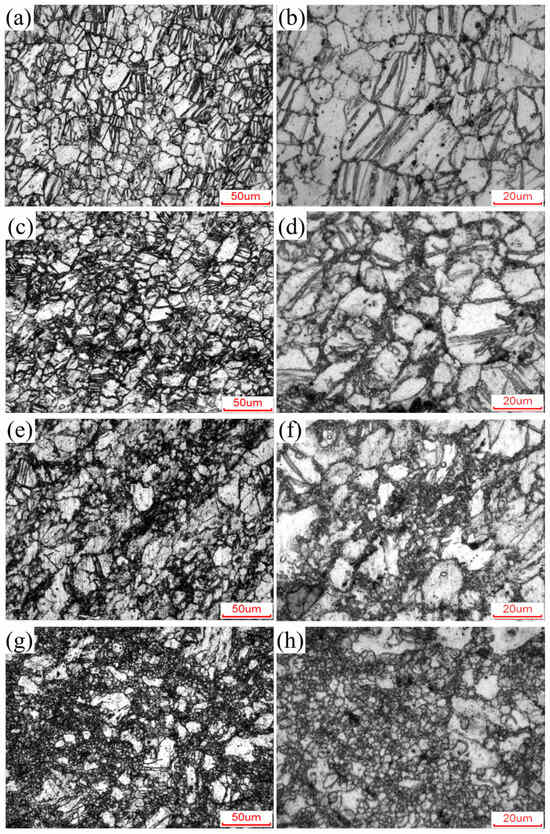
Figure 3.
Microstructure of the SPRed AZ61 alloys at rolling reductions of (a,b) 20%, (c,d) 40%, (e,f) 60%, and (g,h) 70%.
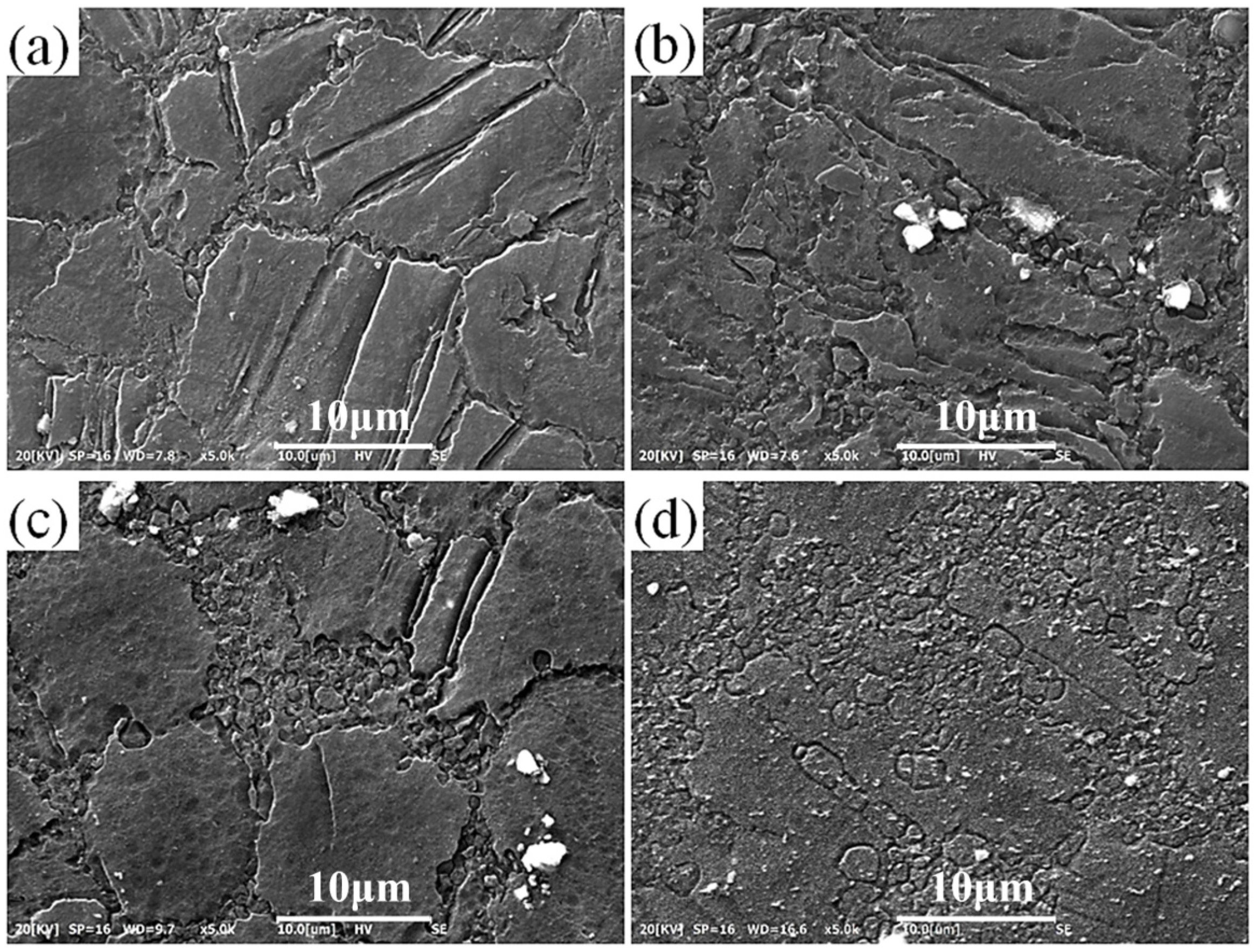
Figure 4 shows the SEM images of the SPRed AZ61 alloys at different rolling reductions. It can be seen that when the rolling reduction is 20%, in addition to many twin structures, a small number of fine DRX grains begin to appear at the grain boundaries of the coarse grains. According to the jagged-like grain boundaries, these DRX grains are caused by grain boundary migration and arching, which belongs to discontinuous dynamic recrystallization. There are a small number of fine grains, and the overall microstructure is still dominated by coarse grains. With the increased rolling reduction, dynamic recrystallization also occurs inside the twinning, the twinning structure is gradually replaced by twinning dynamic recrystallization, and the grains are refined and gradually transformed into heterogeneous structures with more fine grains. When the rolling reduction reaches 60%, the twinning structure is further replaced by DRX grains, and the discontinuous dynamic recrystallization at the grain boundary further increases, contributing to the increased area of the fine-grain region. When the rolling reduction reaches 70%, the twinning structure basically disappears. Under the combined action of twinning dynamic recrystallization and discontinuous dynamic recrystallization at the grain boundary, the size and number of coarse grains decrease simultaneously, and the number of fine grains increases.
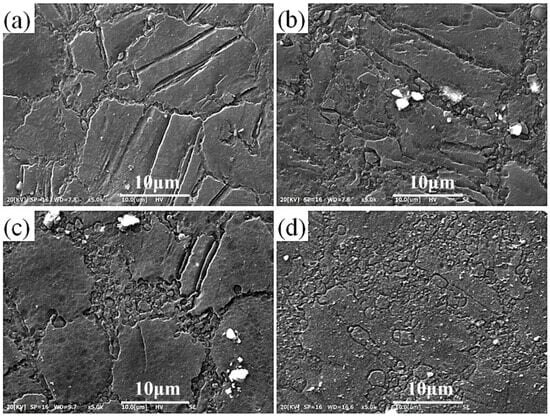
Figure 4.
SEM images of the SPRed AZ61 alloys at rolling reductions of (a) 20%, (b) 40%, (c) 60%, and (d) 70%.
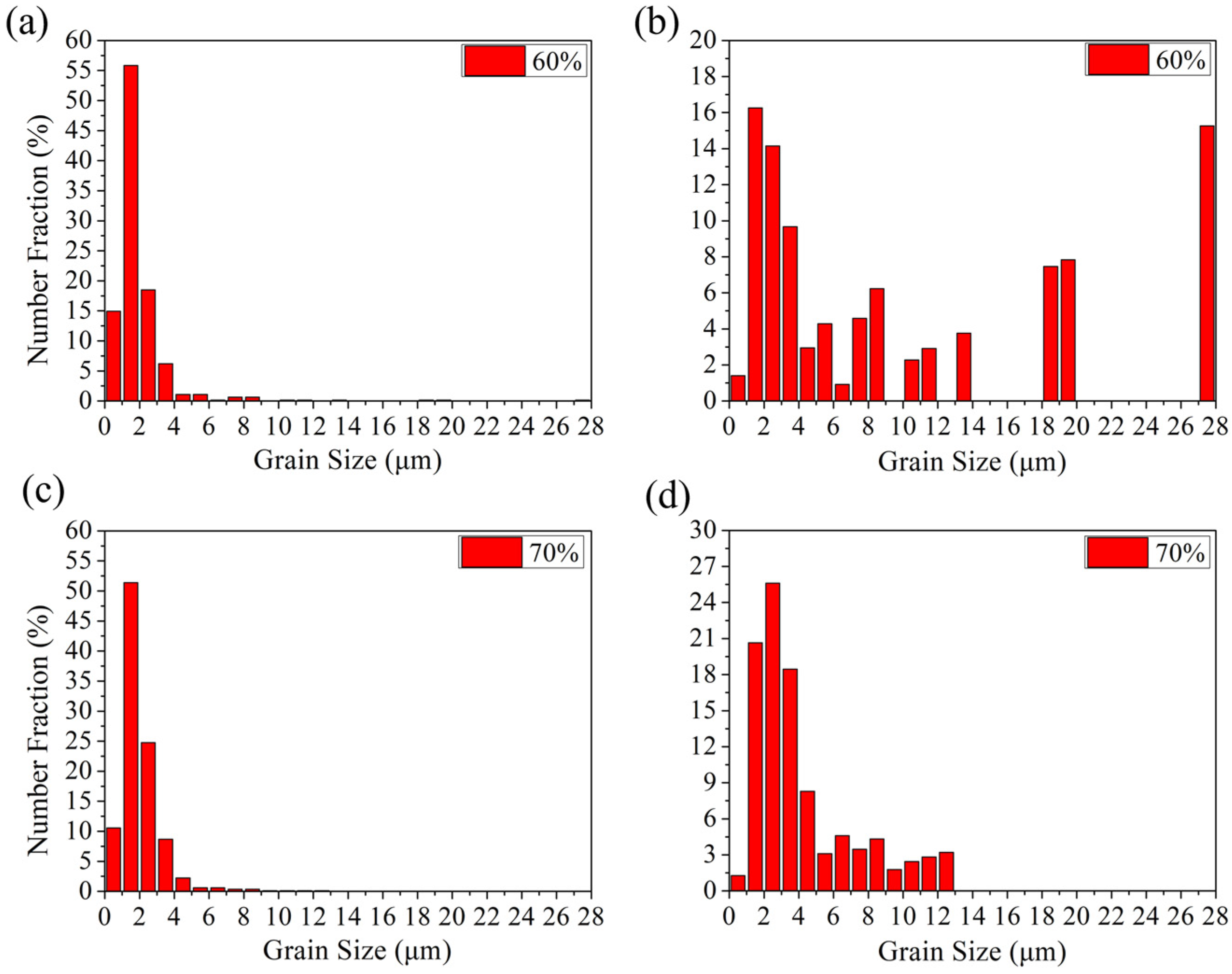
Figure 5 shows the grain size number distribution and grain size area distribution of the SPR-60% and SPR-70% AZ61 alloys. As shown in Figure 5a,b, the grain size number distribution of the former alloy is relatively concentrated, and the grain size area distribution presents a multi-modal distribution. The number and the area fraction of grains smaller than 5 μm accounts for 96.58% and 44.44%, respectively. As shown in Figure 5c,d, when the rolling reduction is 70%, the grain size number presents a typical normal distribution, and the area distribution shows a narrowed multi-modal distribution, implying a refined overall grain structure. The number fraction of grains smaller than 5 μm accounts for 97.65%, and their area fraction accounts for 74.25%. It can be seen that when the rolling reduction increases, the area fraction of the fine grains increases significantly as more dynamic recrystallization occurs. The coarse grain size is smaller, and the area proportion is lower.
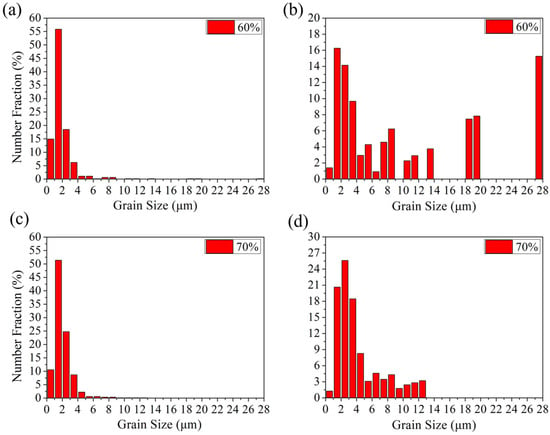
Figure 5.
Grain size number distribution (a,c) and area distribution (b,d) of the (a,b) SPR-60% and (c,d) SPR-70% AZ61 alloys.
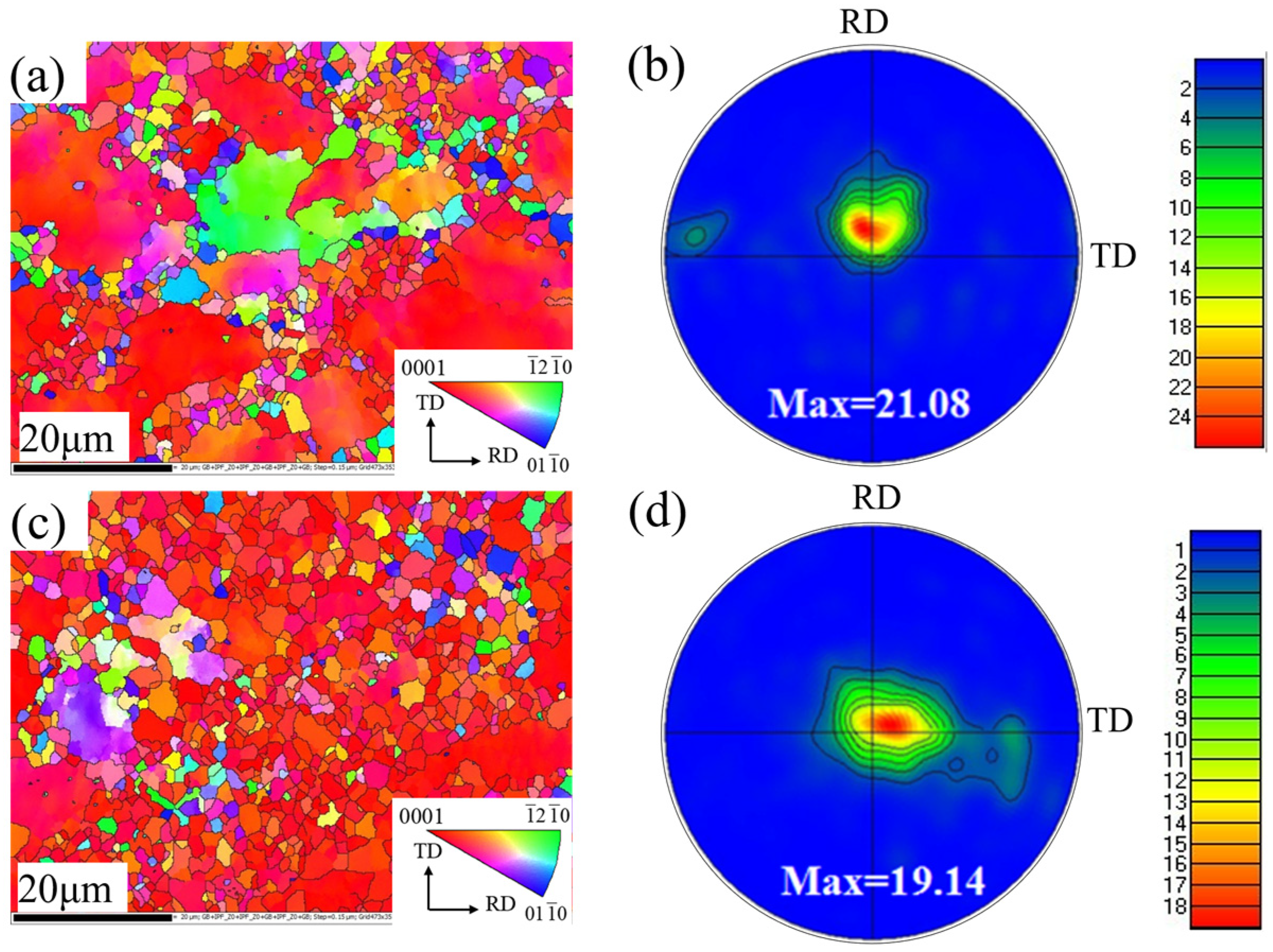
Figure 6 shows the EBSD grain map and (0001) pole figure of the SPR-60% and SPR-70% AZ61 alloys. The EBSD grain maps in Figure 6a,c show that both the SPR-60% and SPR-70% alloys exhibit a mixed grain structure composed of coarse and fine-grain regions, in which the coarse and fine grains are mainly oriented in and deflected away from the basal orientation, respectively. The (0001) pole figure shown in Figure 6b,d shows that both alloys exhibit approximate basal orientation, with the c-axis bias being about 10° from the normal direction, and the maximum intensities are 21.08 and 19.14, respectively. As discontinuous dynamic recrystallization mainly occurs under this condition, the nucleation mechanism is grain boundary arch nucleation and the new grains obtained have a similar orientation to the parent grains [37]. Therefore, many fine grains also show a basal orientation, contributing to the approximate basal orientation.
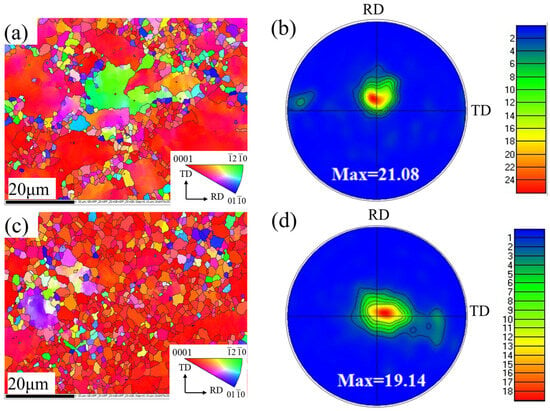
Figure 6.
The EBSD grain map (a,c) and (0001) pole figure (b,d) of the (a,b) SPR-60% and (c,d) SPR-70% AZ61 alloys.
3.2. Mechanical Properties
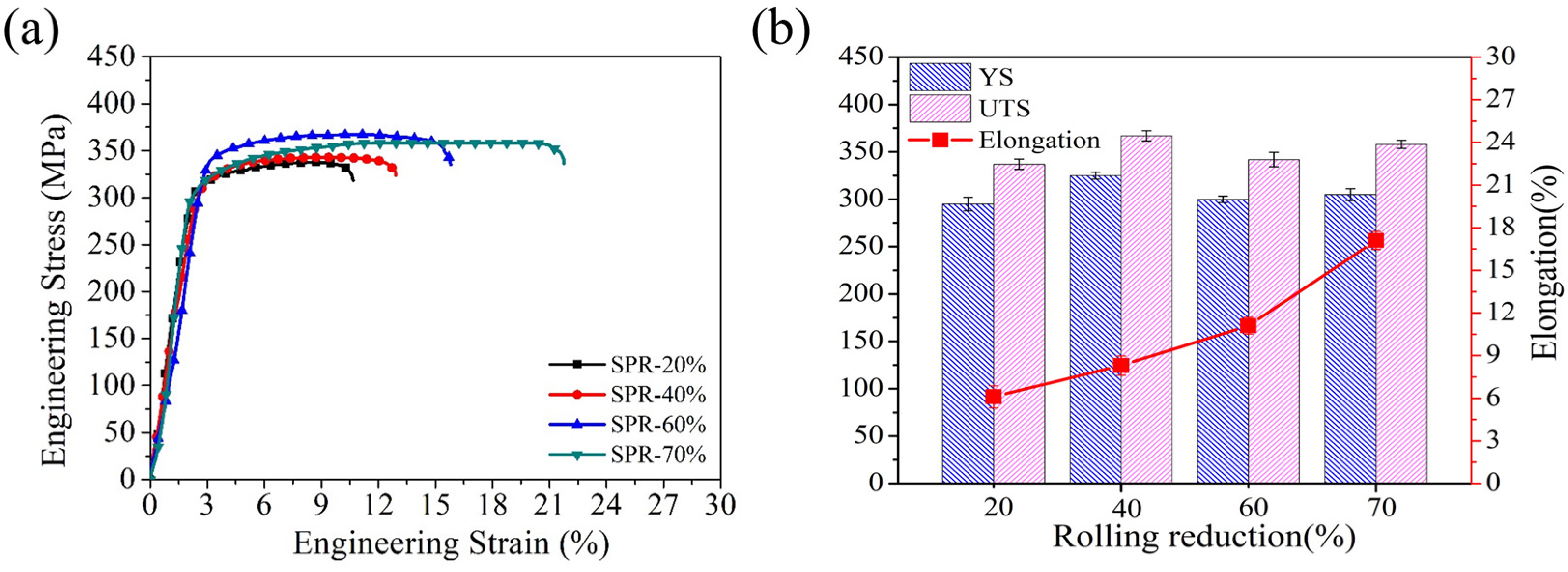
Figure 7 shows the typical stress–strain curves and a comparison of tensile properties of the SPRed AZ61 alloys at different rolling reductions. The mechanical properties of the ECAPed and SPRed AZ61 alloys are listed in Table 2. The yield strength (YS) and ultimate tensile strength (UTS) of the ECAPed AZ61 alloy are ~75 and ~279 MPa, respectively, with an elongation (EL) of ~26.4%. After rolling, the YS and UTS increase dramatically, with the elongation decreasing to different degrees with the change in rolling reduction. It is obvious that, with the increase in rolling reduction, the yield strength and ultimate strength first increase and then decrease slightly, with the ductility increasing steadily. When the rolling reduction is 20%, the yield strength and the ultimate strength of the alloy is ~295 MPa and ~337 MPa, respectively, with the elongation of only ~6.1%. At a rolling reduction of 60%, the yield strength and ultimate strength of the alloy increase to ~325 MPa and ~367 MPa, respectively, with the elongation increased to ~11.1%. When the rolling reduction is 70%, the yield strength and ultimate strength of the alloy are ~305 MPa and ~358 MPa, respectively, which is decreased slightly compared to that of the SPR-60% alloy but still increased compared to the SPR-20% alloy and 40% alloy, and the plastic elongation reaches a maximum value of ~17.1%.
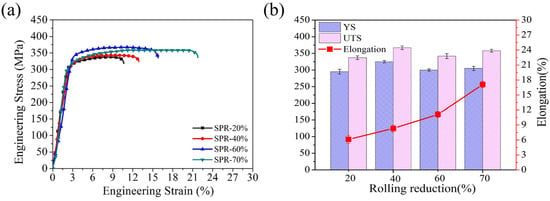
Figure 7.
(a) The typical stress–strain curves and (b) comparison of tensile properties of the SPRed AZ61 alloys at different rolling reductions.
Table 2.
The mechanical properties of the SPRed AZ61 alloys.
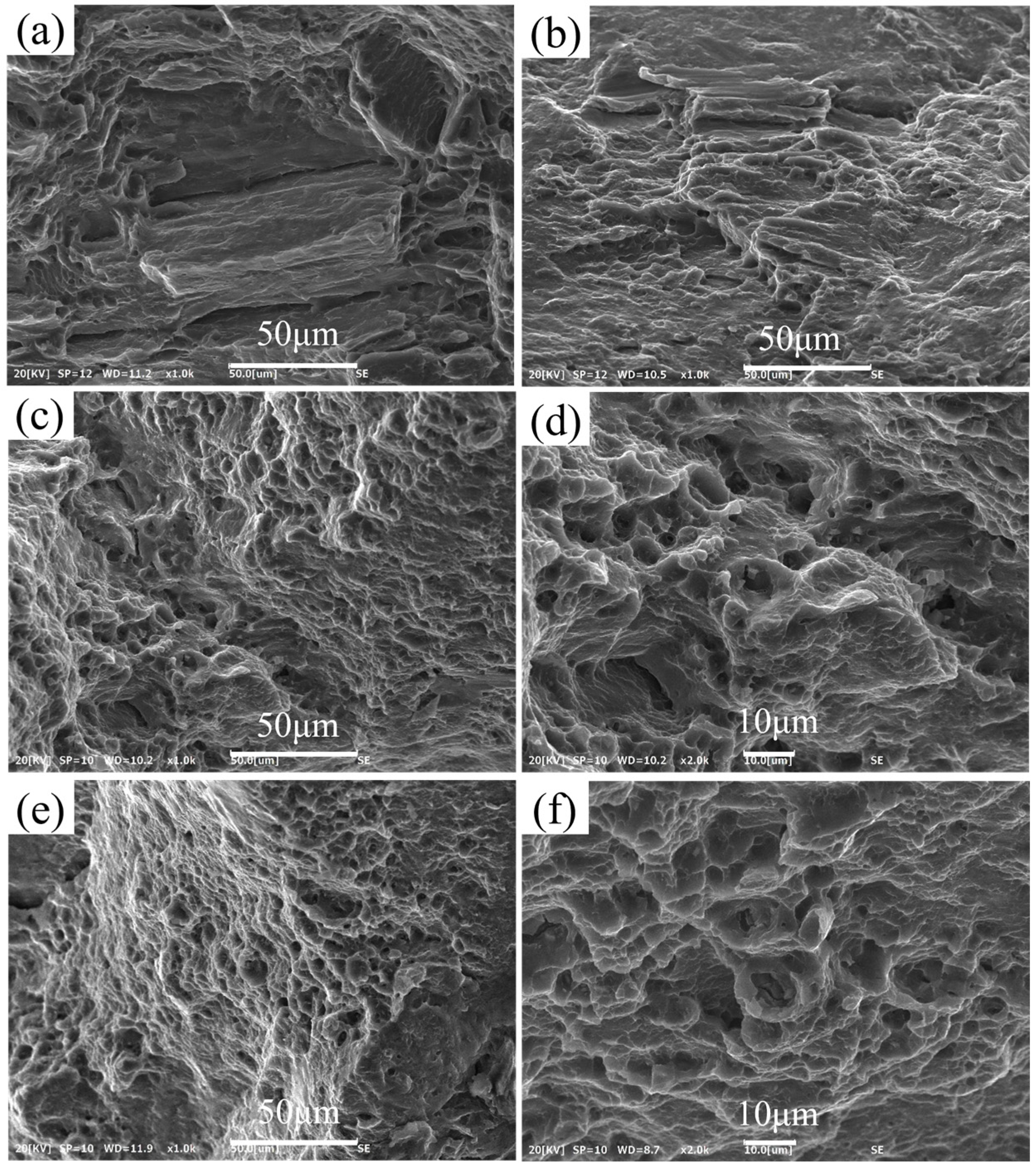
Figure 8 shows the tensile fracture morphology of the SPRed AZ61 alloy. As shown in Figure 8a,b, both the SPR-20% alloy and SPR-40% alloy show brittle fracture, of which the overall morphology is relatively flat, implying that the alloy is less prone to plastic deformation during the tensile test. This is coincident with the poor ductility of these two rolled alloys. By contrast, as shown in Figure 8c–f, the surface morphologies of the SPR-60% and SPR-70% alloys are quite rough. A large number of small dimples are observed in the SEM images, suggesting typical ductile fracture characteristics. Although brittle fracture marks can be carefully observed, they only appear on a small local scale. This is consistent with the heterogeneous structure and the improved ductility in the alloys.
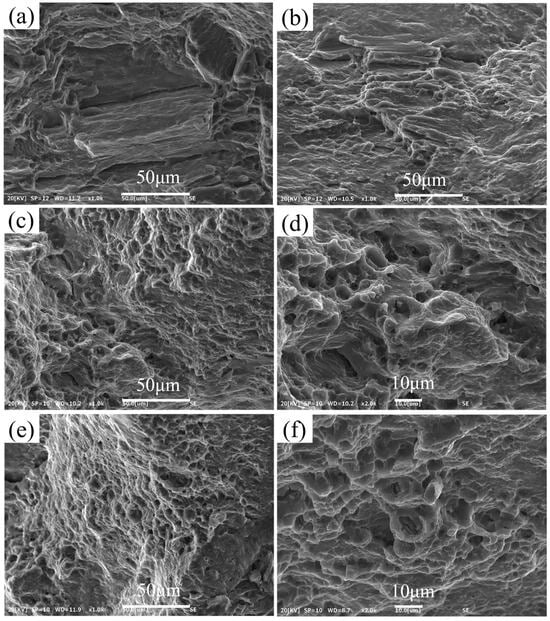
Figure 8.
Tensile fracture morphology of the SPRed AZ61 alloy at rolling reductions of (a) 20%, (b) 40%, (c,d) 60%, and (e,f) 70%.
3.3. Discussion
It can be seen that after the rolling process, the homogeneous equiaxed grain structure produced using ECAP is transformed into a heterogeneous structure. This heterogeneous structure is mainly composed of coarse grains and twinning at a low rolling reduction and coarse grains and fine grains at increased rolling reduction. The fine grain content differs as the rolling reduction increases. This is mainly due to the rolling process with different rolling reductions providing different driving forces for recrystallization. When the rolling reduction is low, the driving force of recrystallization is small, and only a small part of dynamic recrystallization occurs. Thus, the content of fine grains is very small, with most areas being covered with coarse grains larger than 5 μm. When the rolling reduction is high, the driving force of recrystallization is strong and dynamic recrystallization occurs in large areas. As a result, a heterogeneous grain structure with a large area of fine grains is formed in the alloys rolled at a higher rolling reduction.
The SPRed alloys exhibit a much higher strength but lower ductility than the ECAPed AZ61 alloy, even at low rolling reductions. This is easy to understand as rolling brings in work hardening and texture hardening, and as shown in Figure 2 and Figure 6, the texture is reformed into a basal texture. At low rolling reductions, the content of fine grains is very small, with the fine-grain strengthening and heterogeneous microstructure strengthening contributing little to the strength improvement, but work hardening and texture hardening play substantial roles, so their strength is still much higher than that of the ECAPed alloy. Work hardening and texture hardening contribute to strength improvement but cause plasticity deterioration; therefore, the ductility of the rolled alloys decreases compared to that of the ECAPed alloy [38]. As the rolling reduction increases, the strength of the rolled AZ61 alloy increases first and then decreases slightly, with ductility increasing steadily. This is due to the competition effect between texture, work hardening, and heterostructure strengthening. The yield strength and ultimate strength reach their maximum at a rolling reduction of 60% because of the increased content of fine grains but decrease slightly at a rolling reduction of 70% because of the texture softening. The texture softening resulted from the increased DRX grains, which have a more favorable orientation for plastic deformation [21,39]. Combining these factors, the mechanical properties of the alloys with higher fine grain contents in heterogeneous structures are better. Thus, the SPRed alloys prepared at higher rolling reductions possess superior strength and ductility compared to the alloys rolled with low rolling reductions.
4. Conclusions
In this study, ECAP-processed AZ61 alloys were subjected to single-pass rolling with increased rolling reductions. The homogenous fine-grained microstructure generated by multi-pass ECAP processing becomes heterogeneous after the single-pass rolling because of partial dynamic recrystallization. The heterogeneous microstructure is composed of fine and coarse grains, and the content of fine grains increases markedly with increased rolling reduction. The desired heterogeneous grain structure with a higher content of fine grains is formed in the AZ61 alloy when rolled at higher rolling reductions. The strength of the alloy increases first and then decreases slightly, with the ductility steadily increasing as the rolling reduction increases. Improved comprehensive mechanical properties are achieved in the rolled alloy at increased rolling reduction owing to the heterogeneous microstructure with higher fine-grain content. The results of this study provide an experimental reference and theoretical basis for heterogeneous microstructure design and the preparation of high-strength and high-ductility magnesium alloys.
Author Contributions
Conceptualization, A.M. and D.Y.; Data Curation, Q.X. and Y.L.; Funding Acquisition, Q.X.; Investigation, D.Y., Q.X. and Y.L.; Methodology, Y.L. and J.J.; Project Administration, Q.X., Y.L. and J.J.; Resources, A.M.; Supervision, A.M.; Writing—Original Draft, Q.X.; Writing—Review and Editing, D.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded financially supported by the Key Project of Natural Science Foundation of Anhui University (No. 2023AH050193); Anhui Province International Research Center on Advanced Building Materials (No. JZCL2302ZR); Doctoral Scientific Research Startup Foundation of Anhui Jianzhu University (No. 2023QDZ17); Natural Science Research of Jiangsu Higher Education Institutions of China (No. 21KJB430015); and Suqian Sci&Tech Program (No. K202113).
Data Availability Statement
The original contributions presented in the study are included in the article, and further inquiries can be directed to the corresponding authors.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Zhang, J.; Miao, J.; Balasubramani, N.; Cho, D.H.; Avey, T.; Chang, C.-Y.; Luo, A.A. Magnesium research and applications: Past, present and future. J. Magnes. Alloy. 2023, 11, 3867–3895. [Google Scholar] [CrossRef]
- Song, G.-L.; Atrens, A. Recently deepened insights regarding Mg corrosion and advanced engineering applications of Mg alloys. J. Magnes. Alloy. 2023, 11, 3948–3991. [Google Scholar] [CrossRef]
- Nakata, T.; Xu, C.; Ohashi, H.; Yoshida, Y.; Yoshida, K.; Kamado, S. New Mg–Al based alloy sheet with good room-temperature stretch formability and tensile properties. Scr. Mater. 2020, 180, 16–22. [Google Scholar] [CrossRef]
- Zhang, Z.; Yu, J.; Xue, Y.; Dong, B.; Zhao, X.; Wang, Q. Recent research and development on forming for large magnesium alloy components with high mechanical properties. J. Magnes. Alloy. 2023, 11, 4054–4081. [Google Scholar] [CrossRef]
- Prithivirajan, S.; Naik, G.M.; Narendranath, S.; Desai, V. Recent progress in equal channel angular pressing of magnesium alloys starting from Segal’s idea to advancements till date—A review. Int. J. Light. Mater. Manuf. 2023, 6, 82–107. [Google Scholar] [CrossRef]
- Baral, S.K.; Thawre, M.M.; Ratna Sunil, B.; Dumpala, R. A review on developing high-performance ZE41 magnesium alloy by using bulk deformation and surface modification methods. J. Magnes. Alloy. 2023, 11, 776–800. [Google Scholar] [CrossRef]
- Hu, Z.; Xi, J.; Li, X.; Da, L. Effect of single-pass large-strain tube pack-rolling on forming AZ61 alloy strip. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2022, 236, 1637–1647. [Google Scholar] [CrossRef]
- Zhao, L.; Xin, Y.; Jin, Z.; Wang, J.; Feng, B.; Liu, Q. Thermal stability of different texture components in extruded Mg–3Al–1Zn alloy. J. Magnes. Alloy. 2019, 7, 577–583. [Google Scholar] [CrossRef]
- Tong, L.B.; Chu, J.H.; Sun, W.T.; Jiang, Z.H.; Zou, D.N.; Liu, S.F.; Kamado, S.; Zheng, M.Y. Development of a high-strength Mg alloy with superior ductility through a unique texture modification from equal channel angular pressing. J. Magnes. Alloy. 2021, 9, 1007–1018. [Google Scholar] [CrossRef]
- Castro, M.M.; Pereira, P.H.R.; Isaac, A.; Figueiredo, R.B.; Langdon, T.G. Development of a magnesium-alumina composite through cold consolidation of machining chips by high-pressure torsion. J. Alloys Compd. 2019, 780, 422–427. [Google Scholar] [CrossRef]
- Li, Z.; Ding, H.; Huang, Y.; Langdon, T.G. An evaluation of the mechanical properties, microstructures, and strengthening mechanisms of pure Mg processed by high-pressure torsion at different temperatures. Adv. Eng. Mater. 2022, 24, 2200799. [Google Scholar] [CrossRef]
- Zhu, B.; Liu, X.; Xie, C.; Su, J.; Guo, P.; Tang, C.; Liu, W. Unveiling the underlying mechanism of forming edge cracks upon high strain-rate rolling of magnesium alloy. J. Mater. Sci. Technol. 2020, 50, 59–65. [Google Scholar] [CrossRef]
- Pan, H.C.; Cheng, R.S.; Du, S.; Xie, H.B.; Wu, L.; Deng, Z.Y.; Yang, C.L.; Ma, L.F.; Qin, G.W. Achieving high strength in micro-alloyed Mg-Al-Ca-Zn-Mn-Ce alloy sheet processed by single-pass large-strain rolling. J. Mater. Eng. Perform. 2020, 29, 7115–7124. [Google Scholar] [CrossRef]
- Saufan, A.; Yu, I.S.; Wang, J.Y. Enhancement of mechanical properties for Mg-9Li-1Zn alloy by accumulative roll bonding. Mater. Res. Exp. 2020, 7, 046511. [Google Scholar] [CrossRef]
- Wu, H.; Wang, T.; Wu, R.; Hou, L.; Zhang, J.; Li, X.; Zhang, M. Effects of annealing process on the interface of alternate α/β Mg-Li composite sheets prepared by accumulative roll bonding. J. Mater. Process. Technol. 2018, 254, 265–276. [Google Scholar] [CrossRef]
- Yan, L.; Zhang, Z.; Xue, Y.; Xu, J.; Dong, B.; Li, X. Effect of rotating shear extrusion on the microstructure, texture evolution and mechanical properties of Mg-Gd-Y-Zn-Zr alloy. J. Alloys Compd. 2022, 906, 164406. [Google Scholar] [CrossRef]
- Rezaei, A.; Mahmudi, R.; Cayron, C.; Loge, R.E. Superplastic behavior of a severely deformed Mg-6Gd-3Y-0.5Ag alloy. Mater. Sci. Eng. A 2021, 802, 140616. [Google Scholar] [CrossRef]
- Shi, L.; Liu, L.; Hu, L.; Zhou, T.; Zhang, J. Effect of final rolling temperature on microstructures and mechanical properties of AZ31 alloy sheets prepared by equal channel angular rolling and continuous bending. Materials 2020, 13, 3346. [Google Scholar] [CrossRef]
- Minárik, P.; Zimina, M.; Čížek, J.; Stráska, J.; Krajňák, T.; Cieslar, M.; Vlasák, T.; Bohlen, J.; Kurz, G.; Letzig, D. Increased structural stability in twin-roll cast AZ31 magnesium alloy processed by equal channel angular pressing. Mater. Charact. 2019, 153, 199–207. [Google Scholar] [CrossRef]
- Avvari, M.; Narendranath, S. Influence of Route-R on wrought magnesium AZ61 alloy mechanical properties through equal channel angular pressing. J. Magnes. Alloy. 2014, 2, 6. [Google Scholar] [CrossRef]
- Zhu, Y.; Wu, X. Heterostructured materials. Prog. Mater. Sci. 2023, 131, 101019. [Google Scholar] [CrossRef]
- Wu, X.; Yang, M.; Yuan, F.; Wu, G.; Zhu, Y. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc. Natl. Acad. Sci. USA 2015, 112, 14501–14505. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, M.; Zhou, F.; Ma, E. High tensile ductility in a nanostructured metal. Nature 2002, 419, 912–915. [Google Scholar] [CrossRef]
- Cai, J.H.; Li, L.; Xin, S.W.; Zou, L.; Yang, H.Y.; Chen, J. Effect of strain amounts on cold compression deformation mechanism of Ti-55531 alloy with bimodal microstructure. Mater. Sci. Forum 2021, 1035, 182–188. [Google Scholar] [CrossRef]
- Vajpai, S.K.; Ota, M.; Watanabe, T.; Maeda, R.; Sekiguchi, T.; Kusaka, T.; Ameyama, K. The Development of high-performance Ti-6Al-4V Alloy via a unique microstructural design with bimodal grain size distribution. Metall. Mater. Trans. A 2015, 46, 903–914. [Google Scholar] [CrossRef]
- Raju, K.S.; Sarma, V.S.; Kauffmann, A.; Hegedűs, Z.; Gubicza, J.; Peterlechner, M.; Freudenberger, J.; Wilde, G. High strength and ductile ultrafine-grained Cu–Ag alloy through bimodal grain size, dislocation density and solute distribution. Acta Mater. 2013, 61, 228–238. [Google Scholar] [CrossRef]
- Qian, Z.; Ying, L.; Liu, Y.; Ren, Y.; Wu, Y.; Gao, Z.; Wu, X.; Han, P. Enhanced tensile ductility and strength of electrodeposited ultrafine-grained nickel with a desired bimodal microstructure. Mater. Sci. Eng. A 2017, 701, 196–202. [Google Scholar]
- Wang, T.S.; Zhang, E.; Zhang, M.; Lv, B. A novel process to obtain ultrafine-grained low carbon steel with bimodal grain size distribution for potentially improving ductility. Mater. Sci. Eng. A 2008, 485, 456–460. [Google Scholar] [CrossRef]
- Zhang, Z.; Orlov, D.; Vajpai, S.K.; Tong, B.; Ameyama, K. Importance of Bimodal Structure Topology in the Control of Mechanical Properties of a Stainless Steel. Adv. Eng. Mater. 2015, 17, 791–795. [Google Scholar] [CrossRef]
- Zha, M.; Zhang, X.H.; Zhang, H.; Yao, J.; Wang, C.; Wang, H.Y.; Feng, T.T.; Jiang, Q.C. Achieving bimodal microstructure and enhanced tensile properties of Mg–9Al–1Zn alloy by tailoring deformation temperature during hard plate rolling (HPR). J. Alloys Compd. 2018, 765, 1228–1236. [Google Scholar] [CrossRef]
- Zhang, H.M.; Cheng, X.M.; Zha, M.; Li, Y.K.; Wang, C.; Yang, Z.Z.; Wang, J.G.; Wang, H.Y. A superplastic bimodal grain-structured Mg–9Al–1Zn alloy processed by short-process hard-plate rolling. Materialia 2019, 8, 100443. [Google Scholar] [CrossRef]
- Wang, H.Y.; Yu, Z.P.; Zhang, L.; Liu, C.G.; Zha, M.; Wang, C.; Jiang, Q.C. Achieving high strength and high ductility in magnesium alloy using hard-plate rolling (HPR) process. Sci. Rep. 2015, 5, 17100. [Google Scholar] [CrossRef]
- Yuan, Y.; Ma, A.; Gou, X.; Jiang, J.; Lu, F.; Song, D.; Zhu, Y. Superior mechanical properties of ZK60 mg alloy processed by equal channel angular pressing and rolling. Mater. Sci. Eng. A 2015, 630, 45–50. [Google Scholar] [CrossRef]
- Xu, Q.; Ma, A.; Li, Y.; Saleh, B.; Yuan, Y.; Jiang, J.; Ni, C. Enhancement of mechanical properties and rolling formability in AZ91 alloy by RD-ECAP processing. Materials 2019, 12, 3503. [Google Scholar] [CrossRef]
- Wang, L.; Jiang, J.; Saleh, B.; Xie, Q.; Xu, Q.; Liu, H.; Ma, A. Controlling corrosion resistance of a biodegradable Mg–Y–Zn alloy with LPSO phases via multi-pass ECAP process. Acta Metall. Sin. Engl. Lett. 2020, 33, 1180–1190. [Google Scholar] [CrossRef]
- Xie, Q.; Ma, A.; Jiang, J.; Li, Y.; Wang, J.; Wang, L.; Klu, E.E. Effects of microstructure evolution on discharge properties of AZ31 alloy as anode for seawater battery. Mater. Corros. 2020, 71, 1462–1472. [Google Scholar] [CrossRef]
- Yan, Z.; Wang, D.; He, X.; Wang, W.; Zhang, H.; Dong, P.; Li, C.; Li, Y.; Zhou, J.; Liu, Z.; et al. Deformation behaviors and cyclic strength assessment of AZ31B magnesium alloy based on steady ratcheting effect. Mater. Sci. Eng. A 2018, 723, 212–220. [Google Scholar] [CrossRef]
- Yu, Z.P.; Yan, Y.H.; Yao, J.; Wang, C.; Zha, M.; Xu, X.Y.; Liu, Y.; Wang, H.Y.; Jiang, Q.C. Effect of tensile direction on mechanical properties and microstructural evolutions of rolled Mg-Al-Zn-Sn magnesium alloy sheets at room and elevated temperatures. J. Alloys Compd. 2018, 744, 211–219. [Google Scholar] [CrossRef]
- Zhu, Y.; Wu, X. Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater. Res. Lett. 2019, 7, 393–398. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).