
Hot Deformation Characteristics and Microstructure Evolution of CoCrFeNiZr0.3 Hypoeutectic High-Entropy Alloy

Abstract
1. Introduction
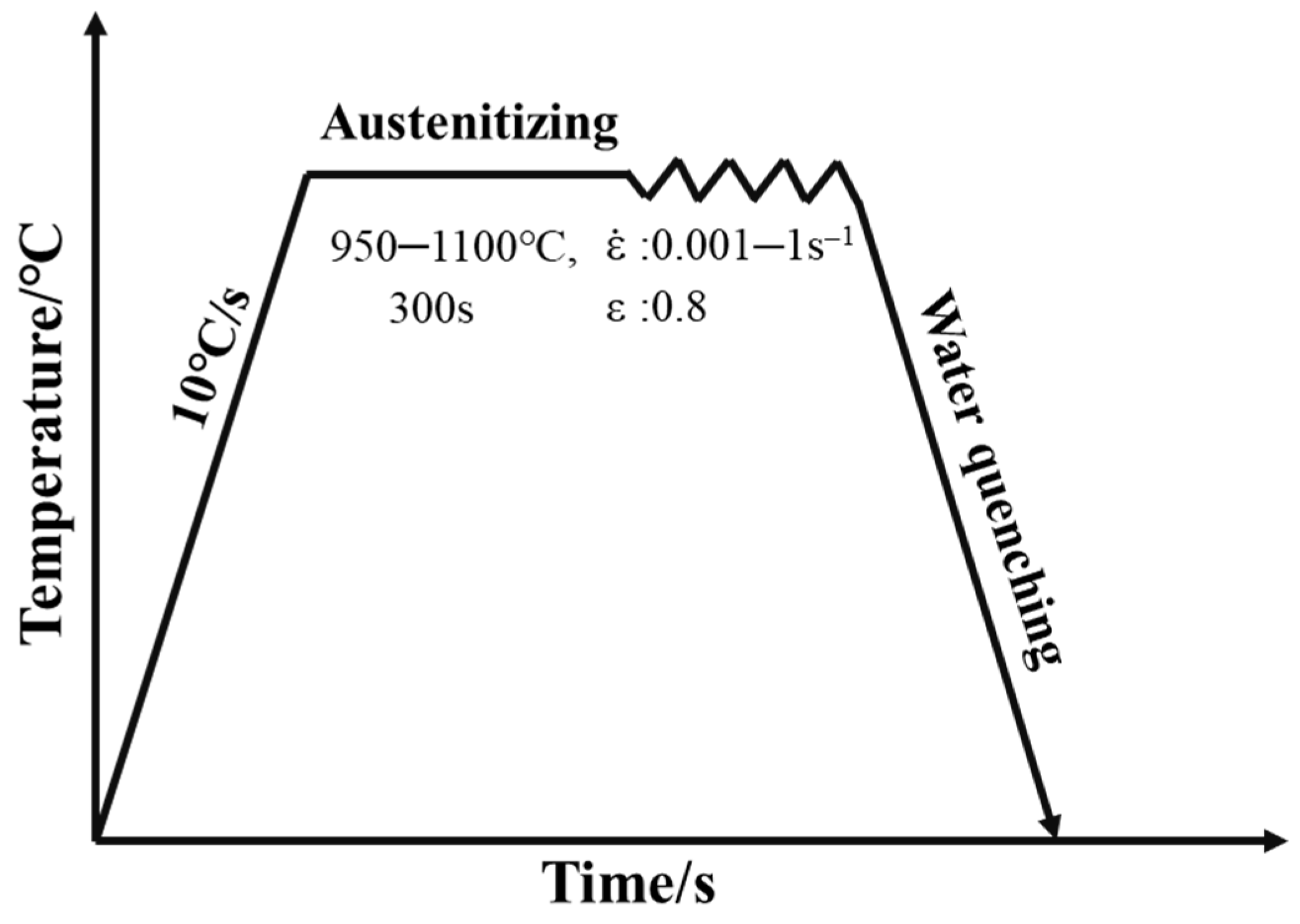
2. Experimental Procedures
3. Results and Discussion
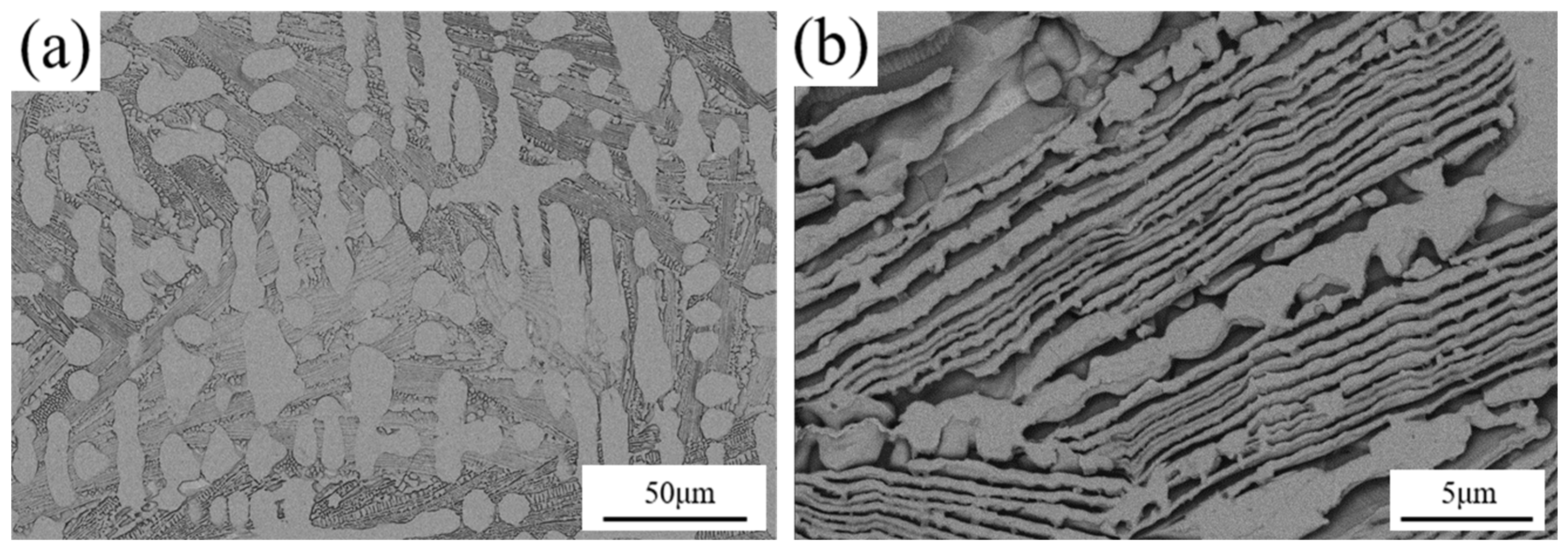
3.1. Microstructural Analysis
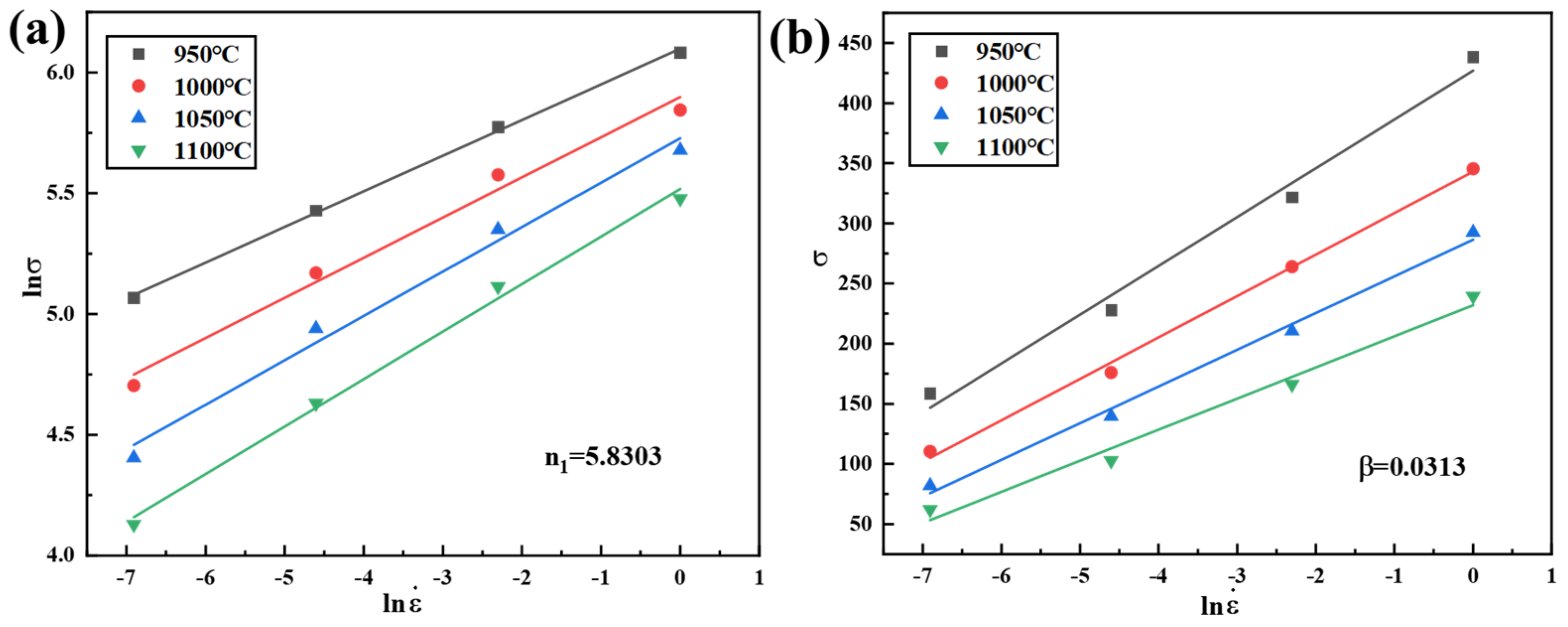
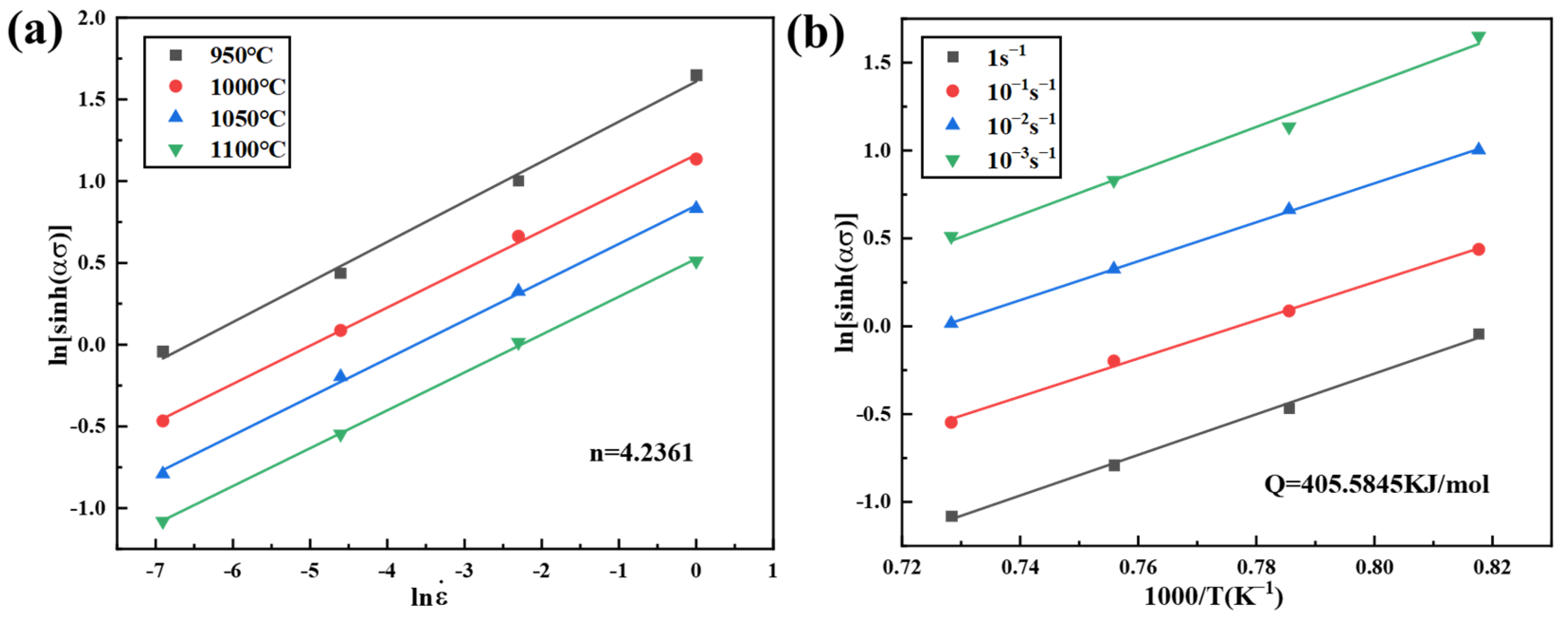
3.2. Hot Deformation Behaviors
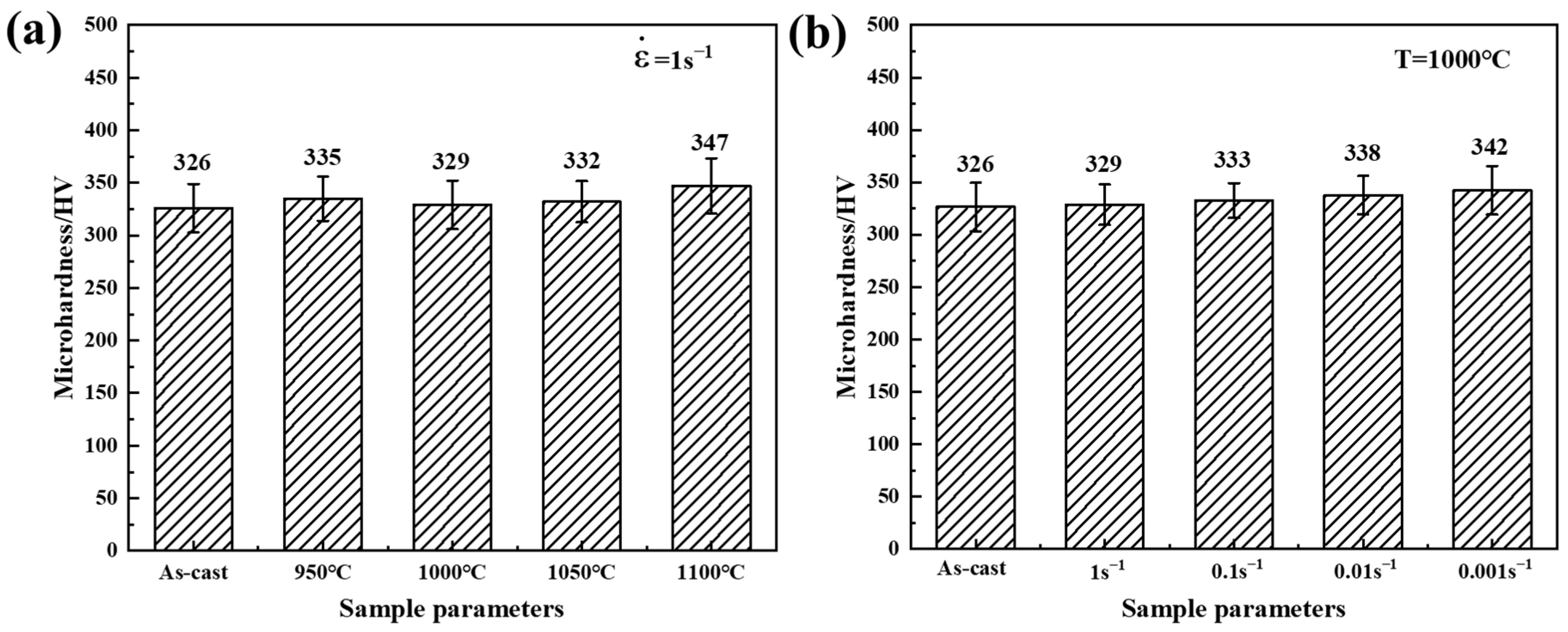
3.3. Hardness Analysis
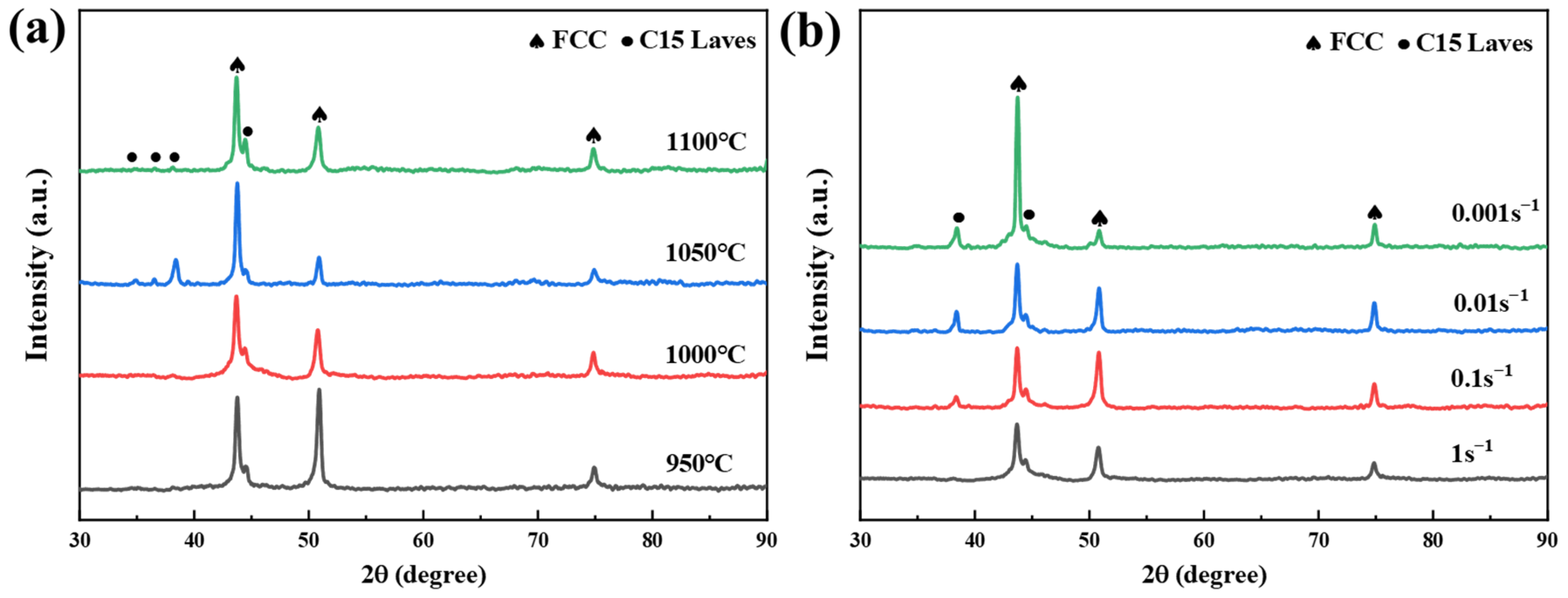
3.4. XRD Analysis
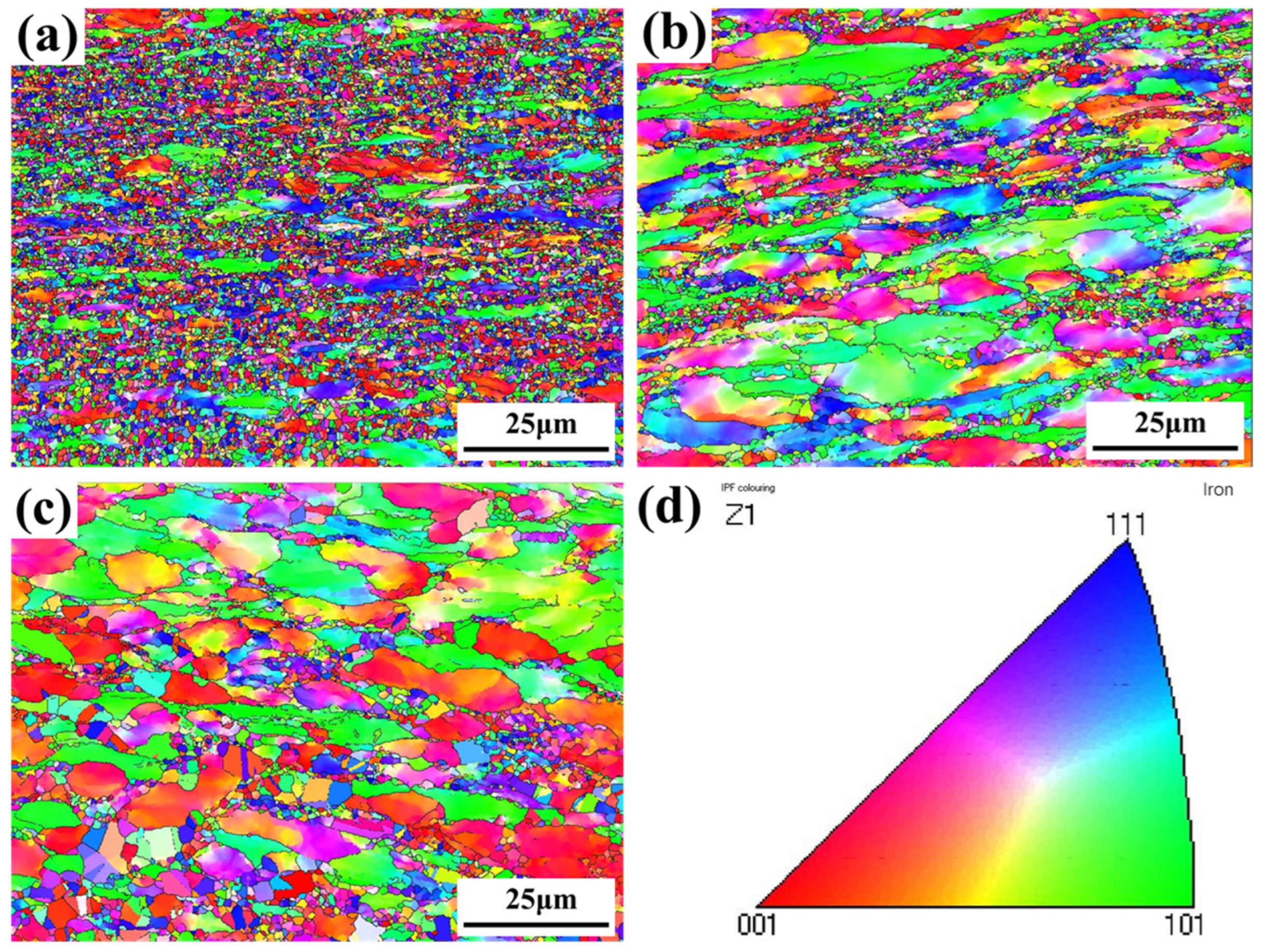
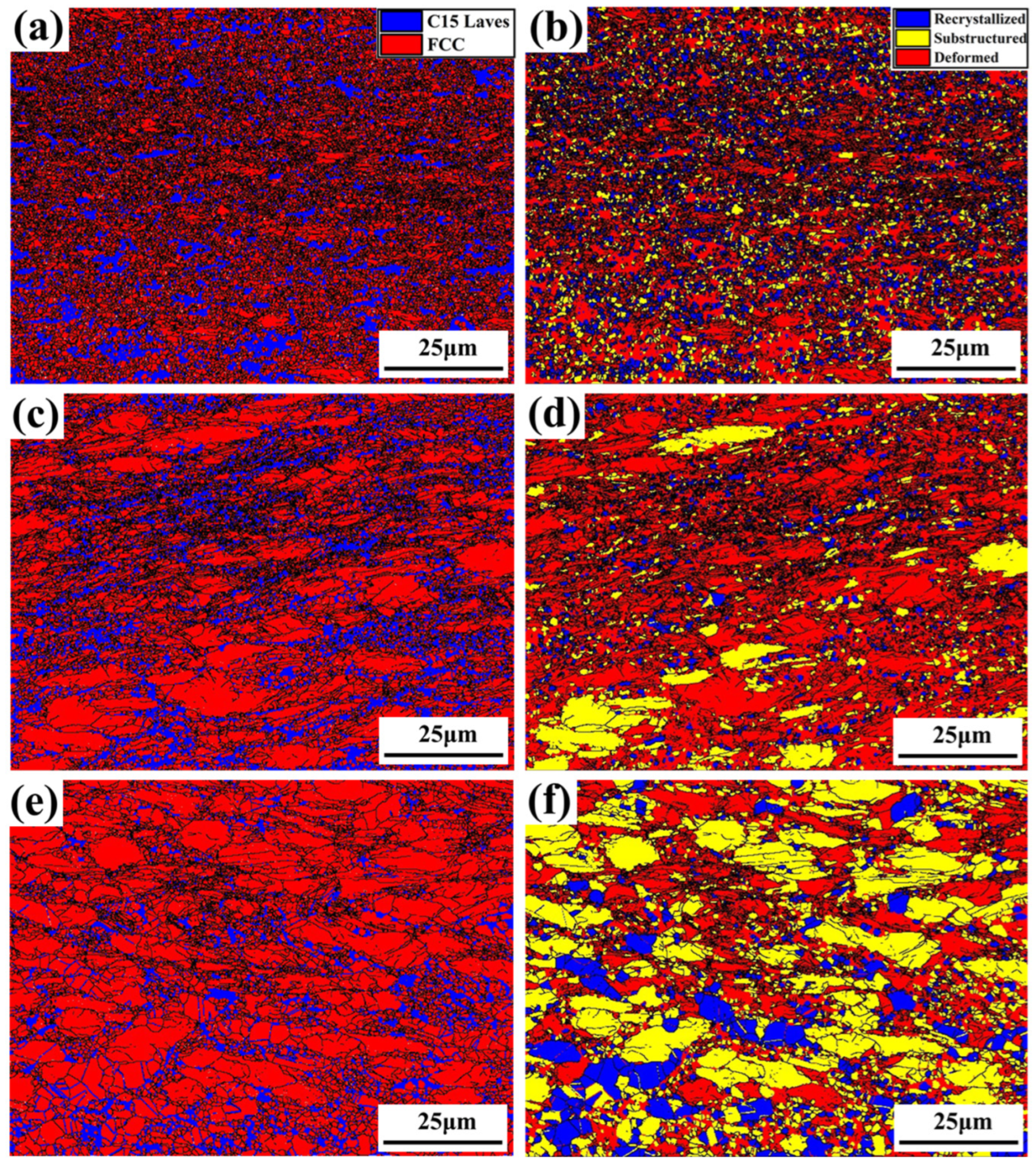
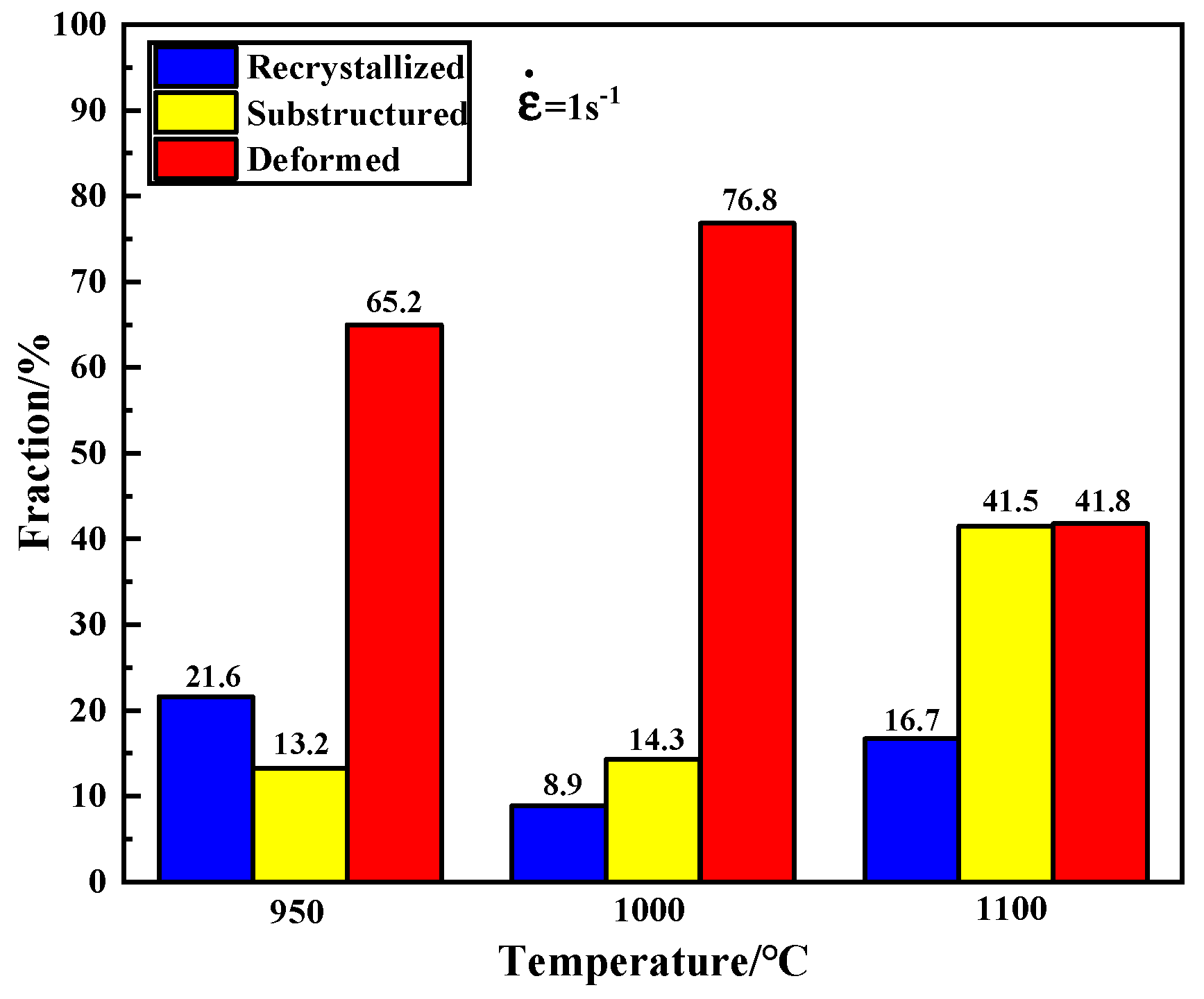
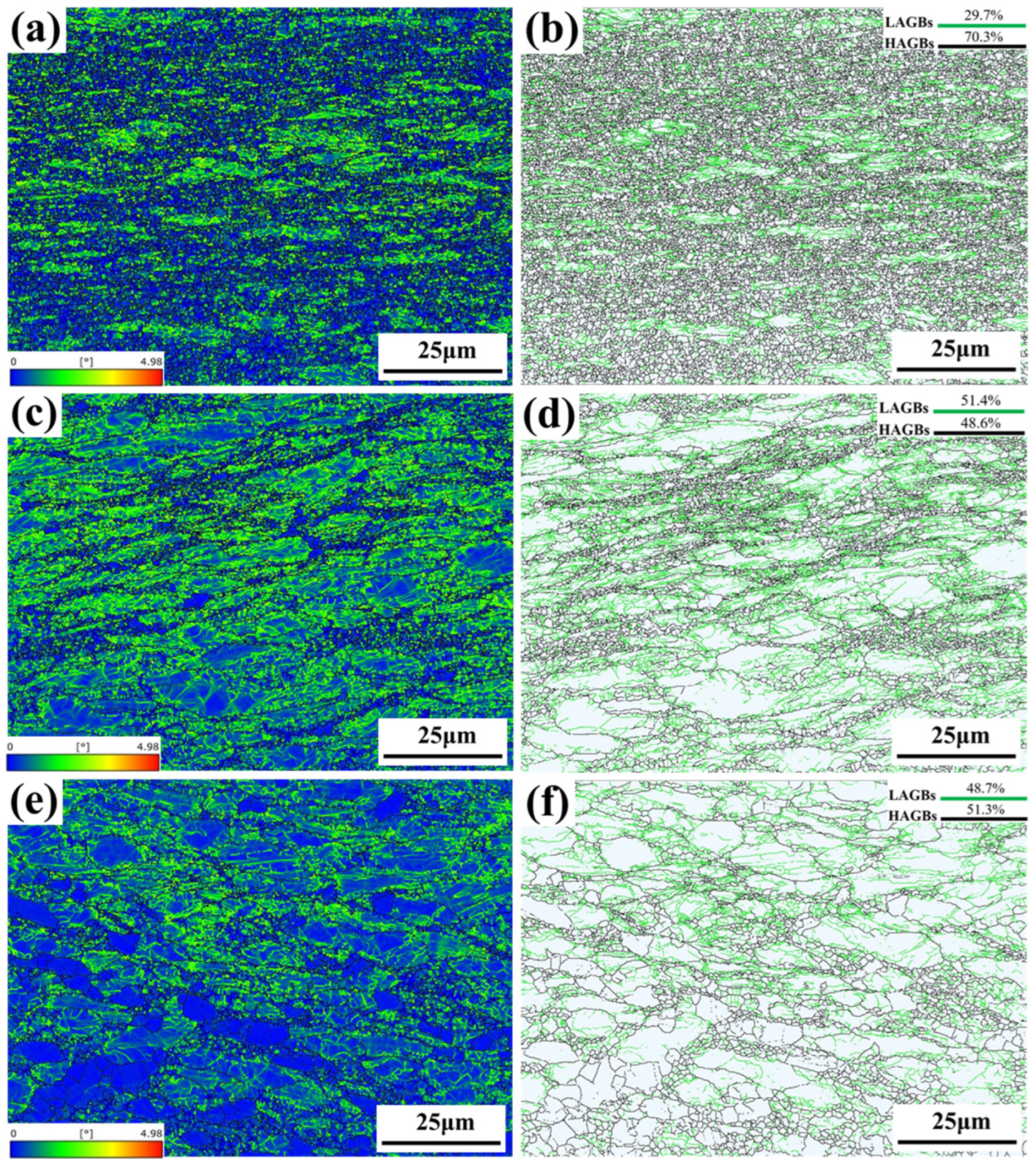
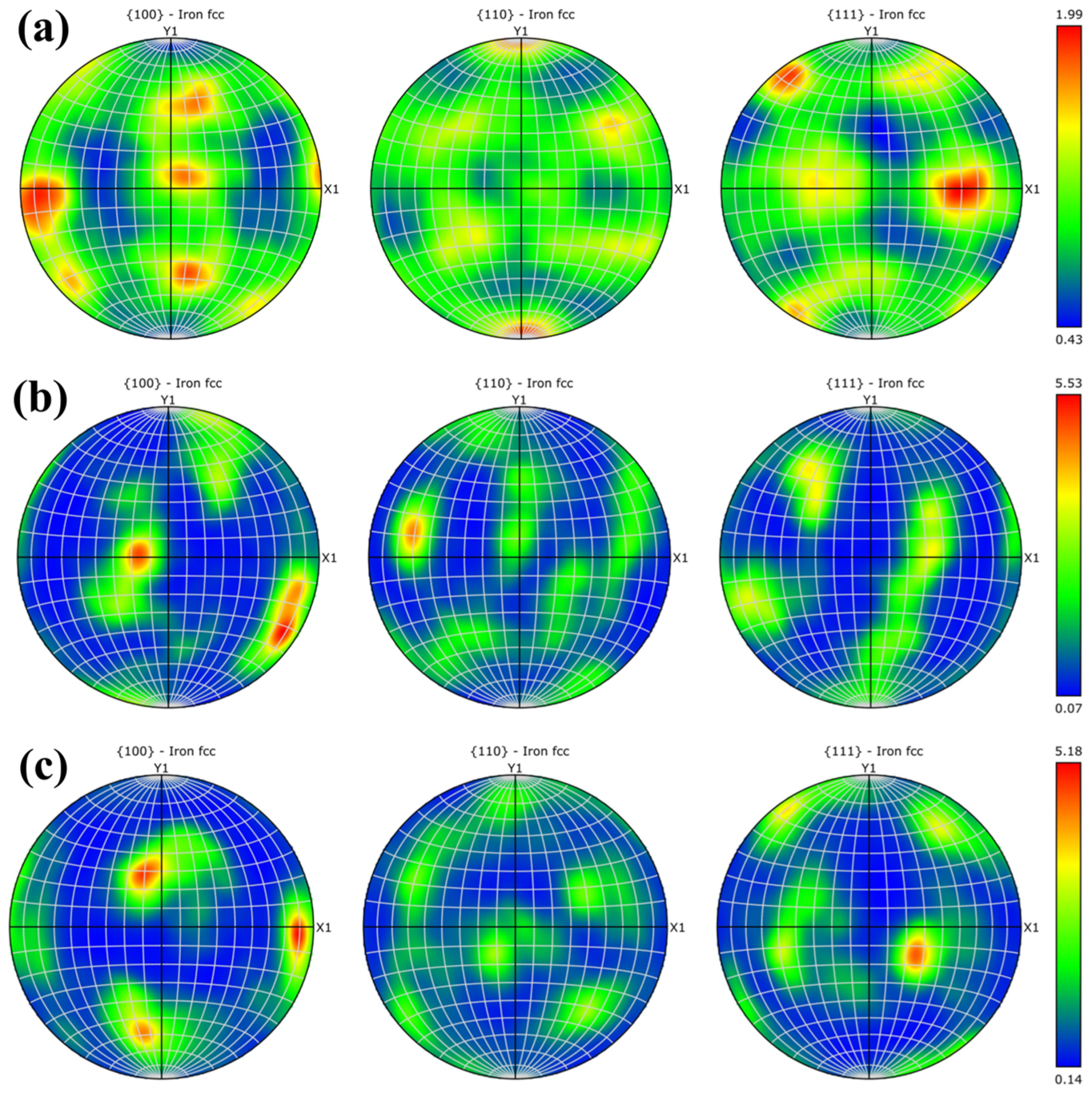
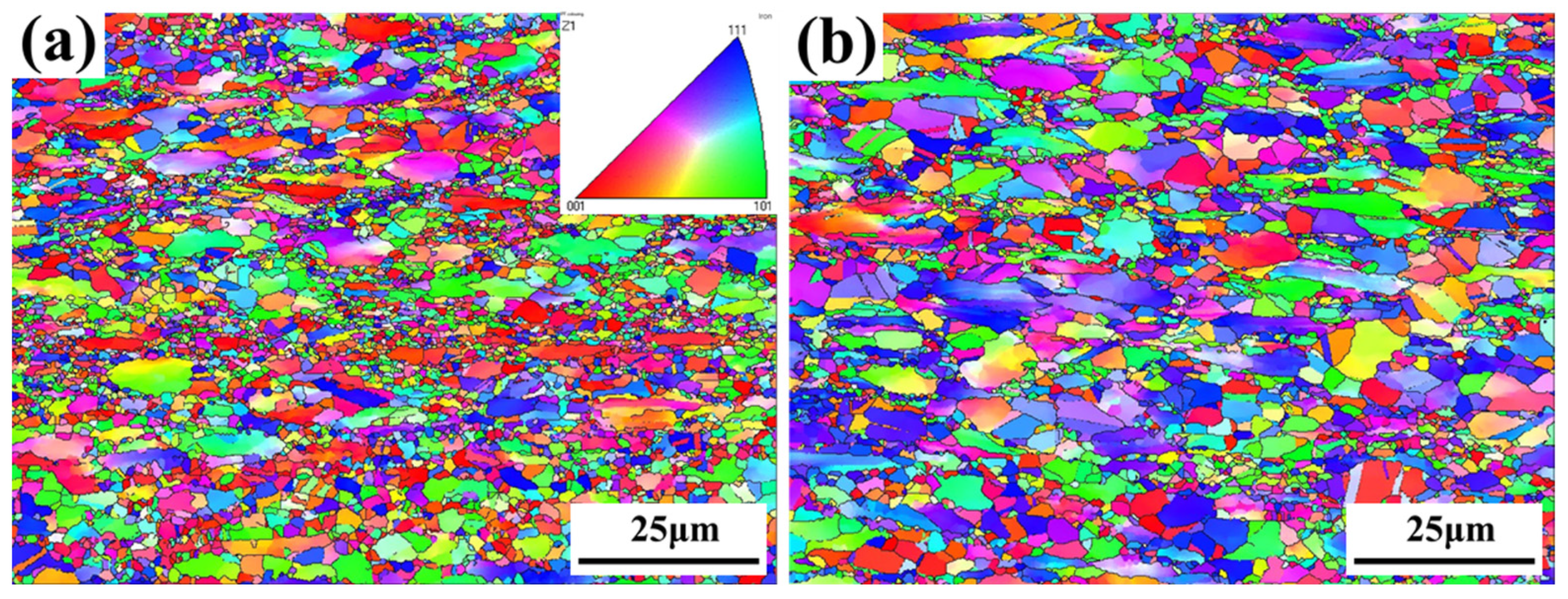
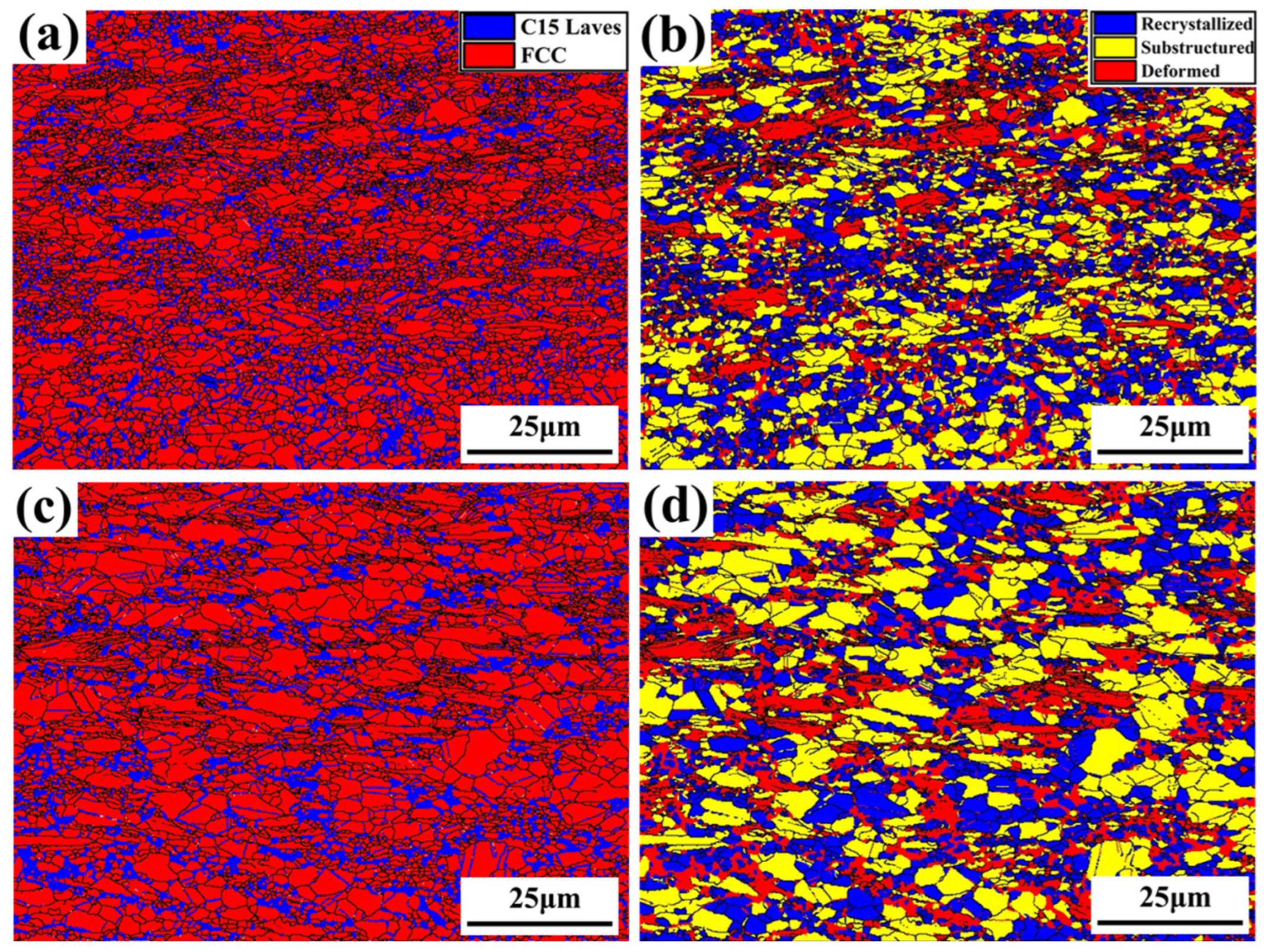
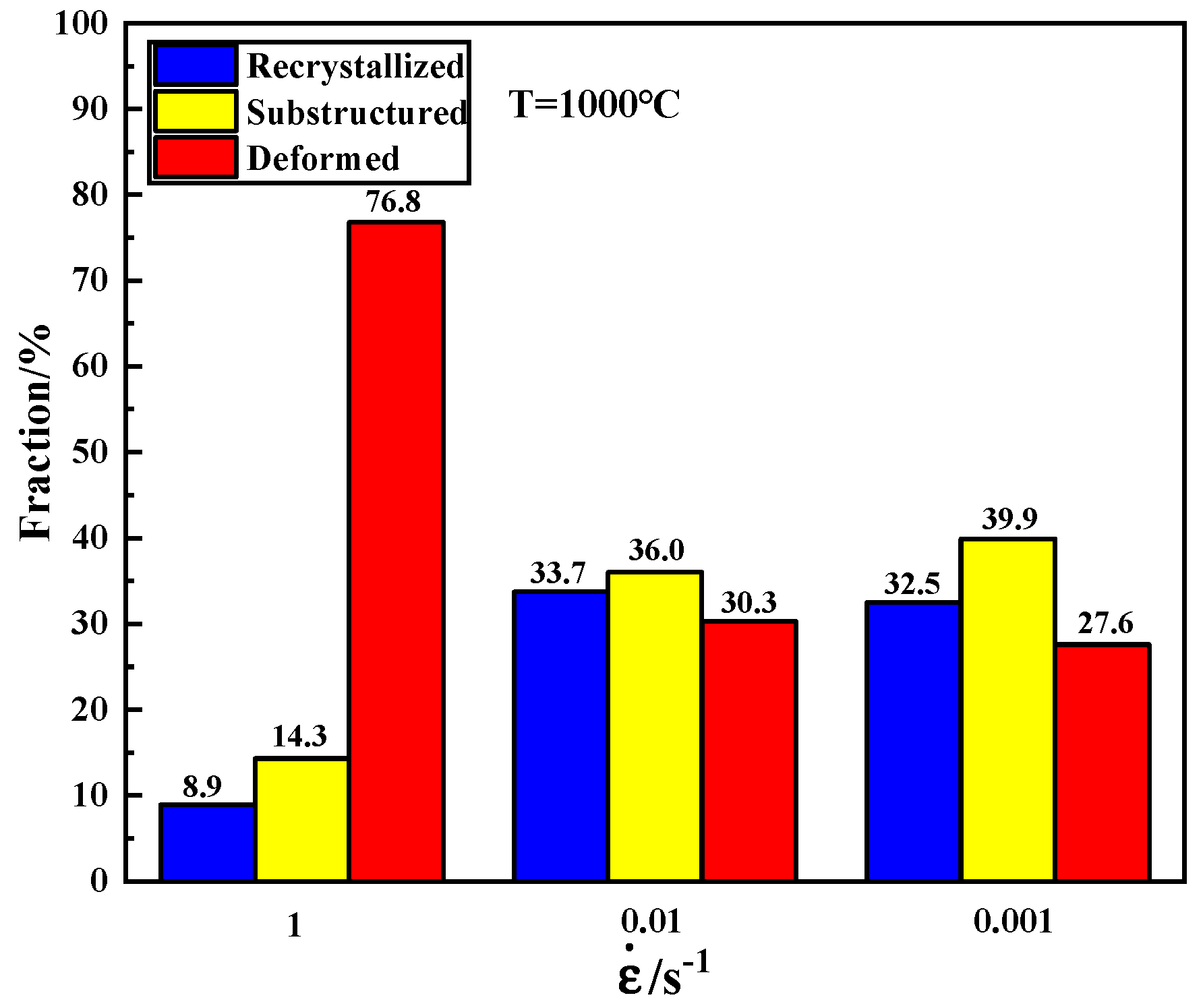
3.5. Microstructures after Hot Deformation at Different Conditions
4. Conclusions
- The flow stress curves of CoCrFeNiZr0.3 HEA exhibit typical dynamic recrystallization behavior. The flow stress of the alloy is sensitive to both the deformation temperature and the strain rate. As the deformation temperature decreases and the strain rate increases, the flow stress also increases, and vice versa.
- The thermal activation energy of CoCrFeNiZr0.3 HEA is about 406 kJ/mol, and the constitutive equation for peak stress is obtained:
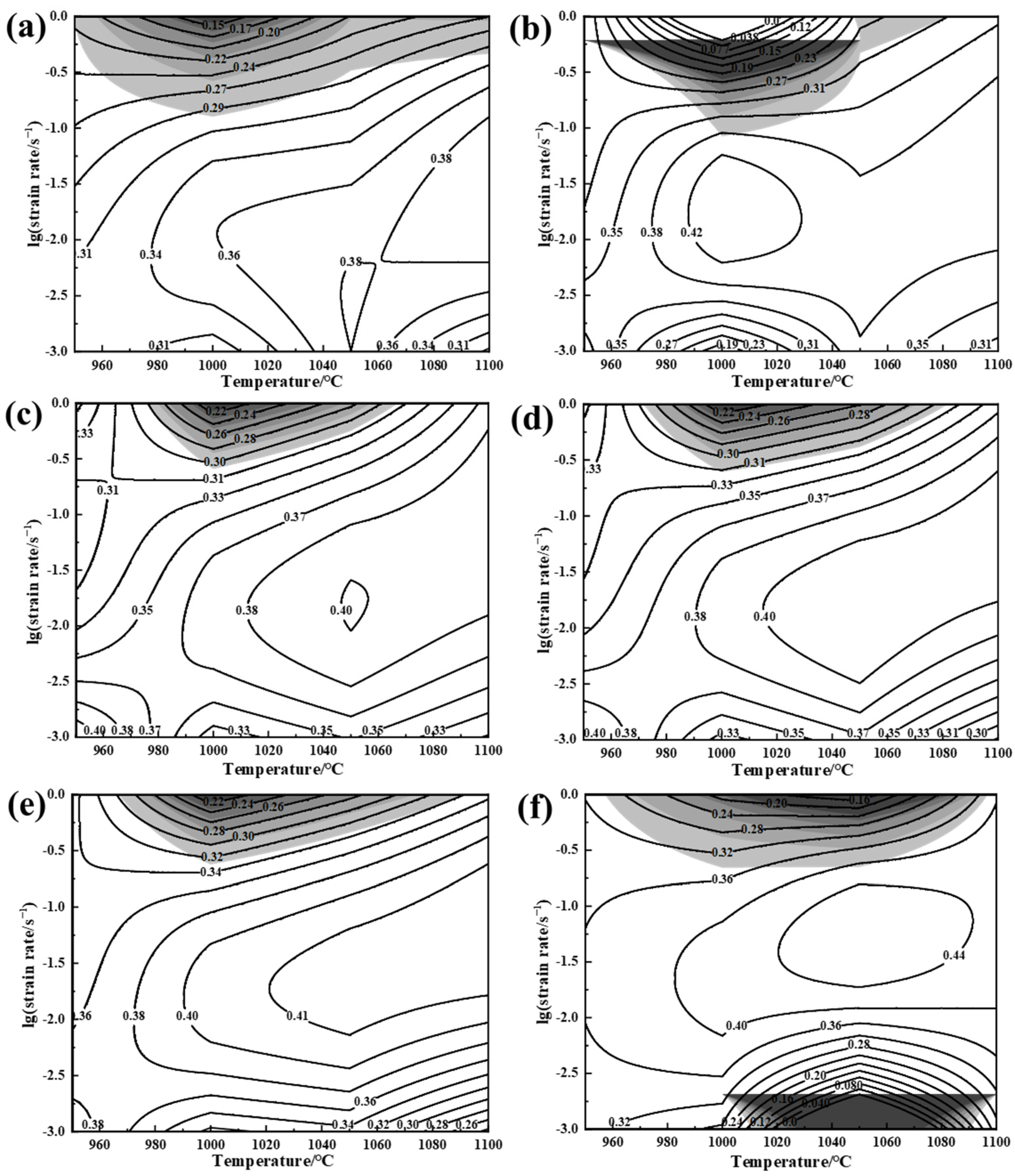
- Through the analysis of the thermal processing diagram, we have determined the optimal process parameters for thermal deformation of CoCrFeNiZr0.3 HEA: a deformation temperature range of 1000–1100 °C and a strain rate range of 0.01–0.1 s−1. As the deformation temperature increases and the strain rate decreases, there is an observed increase in the size of dynamically recrystallized grains, and the content of the substructure increases relatively.
- CoCrFeNiZr0.3HEA has high compressive strength at high temperature, and XRD shows that the phase structure stability of the alloy is good. This study provides a reference for the development of similar two-phase materials through hot working pictures. Due to its excellent high temperature resistance, low neutron absorption cross section and good corrosion resistance, Zr has a potential application prospect in the nuclear industry.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, X.; Guo, W.; Fu, Y. High-entropy alloys: Emerging materials for advanced functional applications. J. Mater. Chem. A 2021, 9, 663–701. [Google Scholar] [CrossRef]
- Wang, X.; Zhai, W.; Li, H.; Wang, J.Y.; Wei, B. Ultrasounds induced eutectic structure transition and associated mechanical property enhancement of FeCoCrNi2. 1Al high entropy alloy. Acta Mater. 2023, 252, 118900. [Google Scholar] [CrossRef]
- Varvenne, C.; Luque, A.; Curtin, W.A. Theory of strengthening in fcc high entropy alloys. Acta Mater. 2016, 118, 164–176. [Google Scholar] [CrossRef]
- Tung, C.C.; Yeh, J.W.; Shun, T.T.; Chen, S.K.; Huang, Y.S.; Chen, H.C. On the elemental effect of AlCoCrCuFeNi high-entropy alloy system. Mater. Lett. 2007, 61, 1–5. [Google Scholar] [CrossRef]
- Tokarewicz, M.; Grądzka-Dahlke, M. Review of recent research on AlCoCrFeNi high-entropy alloy. Metals 2021, 11, 1302. [Google Scholar] [CrossRef]
- Niu, P.; Li, R.; Fan, Z.; Cao, P.; Zheng, D.; Wang, M.; Deng, C.; Yuan, T. Inhibiting cracking improving strength for additive manufactured AlxCoCrFeNi high entropy alloy via changing crystal structure from BCC-to-FCC. Addit. Manuf. 2023, 71, 103584. [Google Scholar]
- Chen, S.; Qiao, J.; Diao, H.; Yang, T.; Poplawsky, J.; Li, W.; Meng, F.; Tong, Y.; Jiang, L.; Liaw, P.K.; et al. Extraordinary creep resistance in a non-equiatomic high-entropy alloy from the optimum solid-solution strengthening and stress-assisted precipitation process. Acta Mater. 2023, 244, 118600. [Google Scholar] [CrossRef]
- Ranganathan, S. Alloyed pleasures: Multimetallic cock-tails. Curr. Sci. 2003, 85, 1404–1406. [Google Scholar]
- Dasari, S.; Sharma, A.; Jiang, C.; Gwalani, B.; Lin, W.C.; Lo, K.C.; Gorsse, S.; Yeh, A.-C.; Srinivasan, S.G.; Banerjee, R. Exceptional enhancement of mechanical properties in high-entropy alloys via thermodynamically guided local chemical ordering. Proc. Natl. Acad. Sci. USA 2023, 120, e2211787120. [Google Scholar] [CrossRef]
- Wu, B.; Yu, W.; Zhu, W.; Li, Y.; Hu, Z. A new strategy of Al0. 1CoCrFeNi high entropy alloys and Inconel 625 alloys joining technology. J. Mater. Process. Technol. 2024, 324, 118251. [Google Scholar] [CrossRef]
- Lee, D.H.; Seok, M.Y.; Zhao, Y.; Choi, I.C.; He, J.; Lu, Z.; Suh, J.Y.; Rama-murty, U.; Kawasaki, M.; Langdon, T.G.; et al. Spherical nanoin-dentation creep behavior of nanocrystalline and coarse-grained CoCrFeMnNi high-entropy alloys. Acta Mater. 2016, 109, 314. [Google Scholar] [CrossRef]
- Li, W.; Wang, W.; Niu, M.; Yang, K.; Luan, J.; Zhang, H.; Jiao, Z. Unraveling the two-stage precipitation mechanism in a hierarchical-structured fcc/L21 high-entropy alloy: Experiments and analytical modeling. Acta Mater. 2024, 262, 119426. [Google Scholar] [CrossRef]
- Schuh, B.; Mendez-Martin, F.; Vo¨lker, B.; George, E.P.; Clemens, H.; Pippan, R.; Hohenwarter, A. Mechanical properties, microstruc-ture and thermal stability of a nanocrystalline CoCrFeMnNi high-entropy alloy after severe plastic deformation. Acta Mater. 2015, 96, 258. [Google Scholar] [CrossRef]
- Guan, Y.; Cui, X.; Chen, D.; Su, W.; Zhao, Y.; Li, J.; Feng, L.; Li, X.; Jin, G. Realizing excellent tribological properties of BCC/FCC gradient high-entropy alloy coating via an in-situ interface reaction. Mater. Today Commun. 2023, 35, 106098. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, Z.; Liu, X.; Li, H.; Zhang, E.; Bai, G.; Xu, H.; Liu, X.; Zhang, X. Strength, plasticity and coercivity tradeoff in soft magnetic high-entropy alloys by multiple coherent interfaces. Acta Mater. 2023, 254, 118970. [Google Scholar] [CrossRef]
- Niu, S.Z.; Kou, H.C.; Wang, J.; Li, J.S. Improved tensile properties of Al0.5CoCrFeNi high-entropy alloy by tailoring microstructures. Rare Met. 2021, 40, 2508. [Google Scholar] [CrossRef]
- Xing, Z.; Pang, J.; Zhang, H.; Ji, Y.; Zhu, Z.; Wang, A.; Zhang, L.; Li, H.; Fu, H.; Zhang, H. Optimizing the microstructure and mechanical performance of Fe-Ni-Cr-Al high entropy alloys via Ti addition. J. Alloys Compd. 2023, 943, 169149. [Google Scholar] [CrossRef]
- Lu, Y.; Zhang, K.; Zhao, B.; Dong, X.; Sun, F.; Zhou, B.; Zhen, Y.; Zhang, L. Balanced mechanical properties of Al0.3CoCrFeNiTix high-entropy alloys by tailoring Ti content and heat treatment. Mater. Sci. Eng. A 2023, 866, 144677. [Google Scholar] [CrossRef]
- Jain, R.; Jain, A.; Rahul, M.R.; Kumar, A.; Dubey, M.; Sabat, R.K.; Samal, S.; Phanikumar, G. Development of ultrahigh strength novel Co–Cr–Fe–Ni–Zr quasi-peritectic high entropy alloy by an integrated approach using experiment and simulation. Materialia 2020, 14, 100896. [Google Scholar] [CrossRef]
- Tsai, R.C.; Fan, A.C.; Huang, W.F.; Shi, Y.W.; Miracle, D.B.; Lai, W.Y.; Tsai, M.H. Composition of Intermetallic Phases in High-Entropy Alloys: Compositional Inheritance of High-Entropy Sigma Phases from Binary Counterparts. High Entropy Alloys Mater. 2024, 1–8. [Google Scholar] [CrossRef]
- Yilmazbayhan, A.; Motta, A.T.; Comstock, R.J.; Sabol, G.P.; Lai, B.; Cai, Z. Structure of zirconium alloy oxides formed in pure water studied with synchrotron radiation and optical microscopy: Relation to corrosion rate. J. Nucl. Mater. 2004, 324, 6–22. [Google Scholar] [CrossRef]
- Bojinov, M.; Karastoyanov, V.; Kinnunen, P.; Saario, T. Influence of water chemistry on the corrosion mechanism of a zirconium–niobium alloy in simulated light water reactor coolant conditions. Corros. Sci. 2010, 52, 54–67. [Google Scholar] [CrossRef]
- Yamanaka, S.; Higuchi, K.; Miyake, M. Hydrogen solubility in zirconium alloys. J. Alloys Compd. 1995, 231, 503–507. [Google Scholar] [CrossRef]
- Hatano, Y.; Hitaka, R.; Sugisaki, M.; Hayashi, M. Influence of size distribution of Zr (Fe, Cr) 2precipitation on hydrogen transport through oxide film of Zircaloy-4. J. Nucl. Mat. 1997, 248, 311–314. [Google Scholar] [CrossRef]
- Huo, W.; Zhou, H.; Fang, F.; Xie, Z.; Jiang, J. Microstructure and mechanical properties of CoCrFeNiZrx eutectic high-entropy alloys. Mater. Des. 2017, 134, 226–233. [Google Scholar] [CrossRef]
- Vrtnik, S.; Guo, S.; Sheikh, S.; Jelen, A.; Koželj, P.; Luzar, J.; Kocjan, A.; Jagličić, Z.; Meden, A.; Guim, H.; et al. Magnetism of CoCrFeNiZrx eutectic high-entropy alloys. Intermetallics 2018, 93, 122–133. [Google Scholar] [CrossRef]
- Feng, X.; Fan, S.; Meng, F.; Surjadi, J.U.; Cao, K.; Liao, W.; Lu, Y. Effect of Zr addition on microstructure and mechanical properties of CoCrFeNiZrx high-entropy alloy thin films. Appl. Nanosci. 2021, 11, 771–776. [Google Scholar] [CrossRef]
- Qi, W.; Wang, W.; Yang, X.; Xie, L.; Zhang, J.; Li, D.; Zhang, Y. Effect of Zr on phase separation, mechanical and corrosion behavior of heterogeneous CoCrFeNiZrx high-entropy alloy. J. Mater. Sci. Technol. 2022, 109, 76–85. [Google Scholar] [CrossRef]
- Wang, Q.; Gao, T.; Du, H.; Hu, Q.; Chen, Q.; Fan, Z.; Zeng, L.; Liu, X. Hot compression behaviors and microstructure evolutions of a cast dual phase NiCoFeCrAl0. 7 high-entropy alloy. Intermetallics 2021, 138, 107314. [Google Scholar] [CrossRef]
- Sonkusare, R.; Jain, R.; Biswas, K.; Parameswaran, V.; Gurao, N.P. High strain rate compression behaviour of single phase CoCuFeMnNi high entropy alloy. J. Alloys Compd. 2020, 823, 153763. [Google Scholar] [CrossRef]
- Tong, Y.; Qiao, J.C.; Yao, Y. The constitutive model and threshold stress for characterizing the deformation mechanism of Al0. 3CoCrFeNi high entropy alloy. Mater. Sci. Eng. A 2018, 730, 137–146. [Google Scholar] [CrossRef]
- Zhang, P.; Ye, L.-Y.; Zhang, X.-M.; Gu, G.; Jiang, H.-C.; Wu, Y.-L. Grain structure and microtexture evolution during superplastic deformation of 5A90Al-Li alloy. Trans. Nonferrous Met. Soc. China 2014, 24, 2088–2093. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A (Phys. Metall. Mater. Sci.) 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, M.; Xie, X.; Dong, J.; Lin, F.; Zhao, S. Hot deformation characteristics and processing map analysis of a new designed nickel-based alloy for 700 °C A-USC power plant. J. Alloys Compd. 2016, 656, 119–131. [Google Scholar] [CrossRef]
- Cavaliere, P.; Cerri, E.; Leo, P. Hot deformation and processing maps of a particulate reinforced 2618/Al2O3/20p metal matrix composite. Compos. Sci. Technol. 2004, 64, 1287–1291. [Google Scholar] [CrossRef]
- LMDougherty, I.M.; Robertson, J.S. Vetrano. Direct observation of the behavior of grain boundaries during continuous dynamic recrystallization in an Al-4Mg-0.3Sc alloy. Acta Mater. 2003, 51, 4367–4378. [Google Scholar] [CrossRef]
- Ma, X.; Huang, C.; Moering, J.; Ruppert, M.; Höppel, H.W.; Göken, M.; Narayan, J.; Zhu, Y. Mechanical properties of copper/bronze laminates: Role of interfaces. Acta Mater. 2016, 116, 43–45. [Google Scholar] [CrossRef]
- Hasegawa, M.; Fukutomi, H. Microstructural study on dynamic recrystallization and texture formation in pure nickel. Mater. Trans. 2002, 43, 1183–1190. [Google Scholar] [CrossRef]
- Chanda, B.; Pani, S.K.; Das, J. Mechanism of microstructure evolution and spheroidization in ultrafine lamellar CoCrFeNi (Nb0· 5/Ta0. 4) eutectic high entropy alloys upon hot deformation. Mater. Sci. Eng. A 2022, 835, 142669. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Elemental Quality/(g) | ||||
|---|---|---|---|---|---|
| Co | Cr | Fe | Ni | Zr | |
| CoCrFeNiZr0.3 | 23.3076 | 20.5667 | 22.0894 | 23.2127 | 10.8236 |
| Strain Rate (s−1) | Peak Flow Stress (MPa) | |||
|---|---|---|---|---|
| 950 °C | 1000 °C | 1050 °C | 1100 °C | |
| 1 | 438.7238 | 345.5079 | 292.4590 | 239.4383 |
| 0.1 | 322.1562 | 264.0917 | 210.4556 | 166.2917 |
| 0.01 | 227.8438 | 176.0611 | 139.6435 | 102.6387 |
| 0.001 | 158.7436 | 110.3990 | 81.8053 | 62.1746 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lyu, P.; Yuan, H.; Wang, H.; Ge, F.; Guan, Q.; Liu, H.; Liu, X. Hot Deformation Characteristics and Microstructure Evolution of CoCrFeNiZr0.3 Hypoeutectic High-Entropy Alloy. Metals 2024, 14, 632. https://doi.org/10.3390/met14060632
Lyu P, Yuan H, Wang H, Ge F, Guan Q, Liu H, Liu X. Hot Deformation Characteristics and Microstructure Evolution of CoCrFeNiZr0.3 Hypoeutectic High-Entropy Alloy. Metals. 2024; 14(6):632. https://doi.org/10.3390/met14060632
Chicago/Turabian StyleLyu, Peng, Haoming Yuan, Hao Wang, Feiyu Ge, Qingfeng Guan, Haixia Liu, and Xinlin Liu. 2024. "Hot Deformation Characteristics and Microstructure Evolution of CoCrFeNiZr0.3 Hypoeutectic High-Entropy Alloy" Metals 14, no. 6: 632. https://doi.org/10.3390/met14060632
APA StyleLyu, P., Yuan, H., Wang, H., Ge, F., Guan, Q., Liu, H., & Liu, X. (2024). Hot Deformation Characteristics and Microstructure Evolution of CoCrFeNiZr0.3 Hypoeutectic High-Entropy Alloy. Metals, 14(6), 632. https://doi.org/10.3390/met14060632