
The Corrosion Behavior of Carbon Steel Materials Used at Nuclear Power Plants During Deactivation and Decommissioning Processes



Abstract
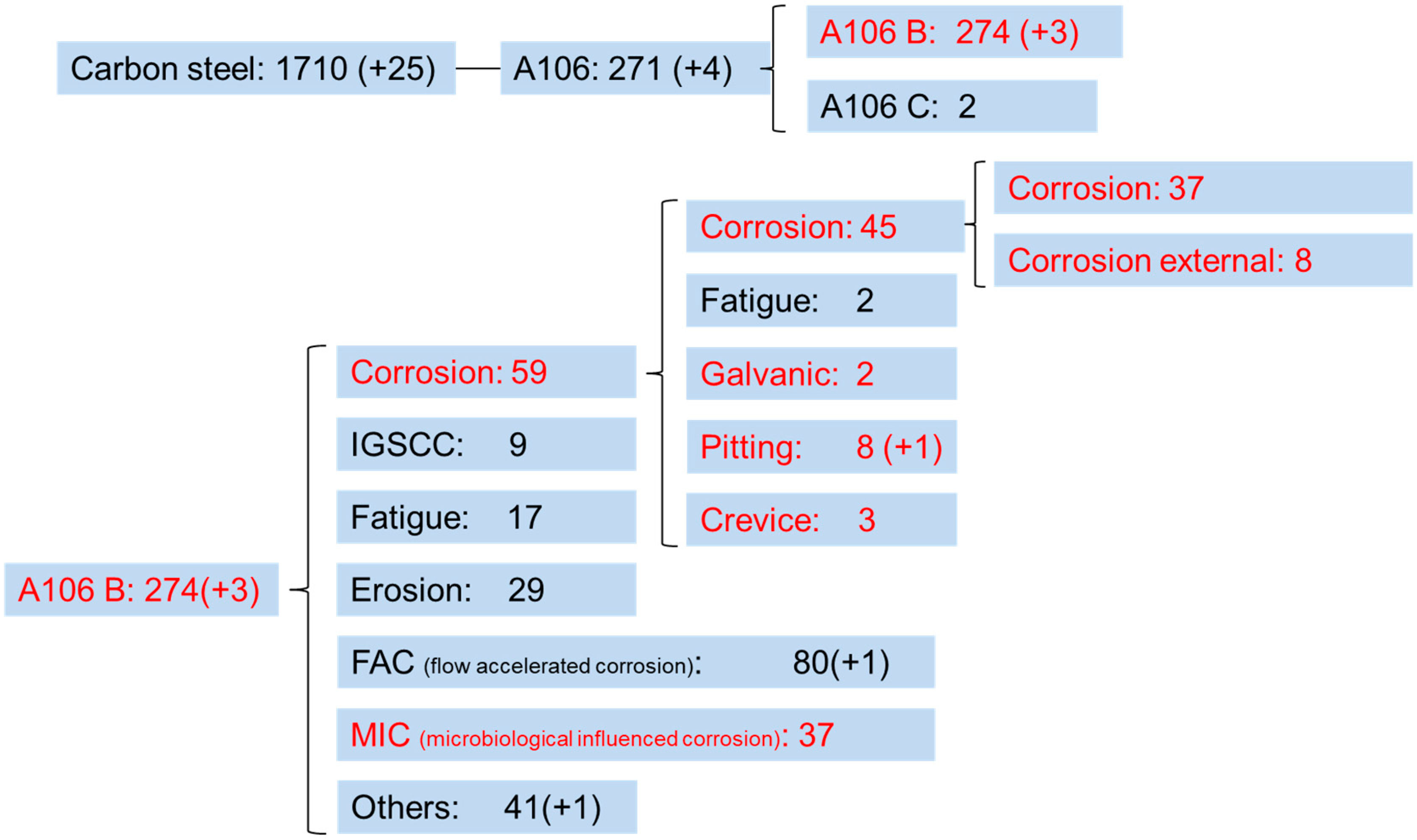
1. Introduction
2. Materials and Methods
3. Results and Discussion
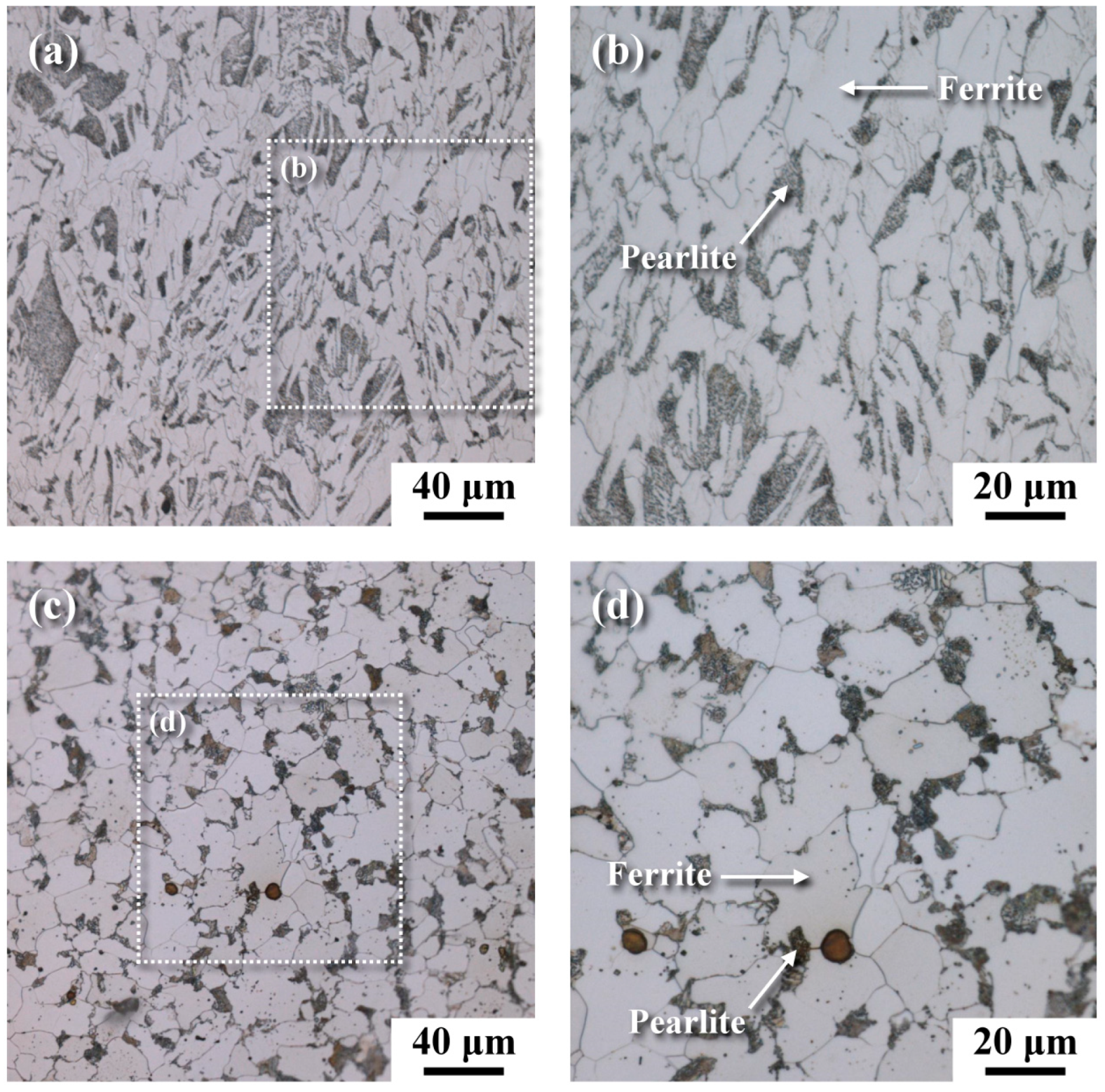
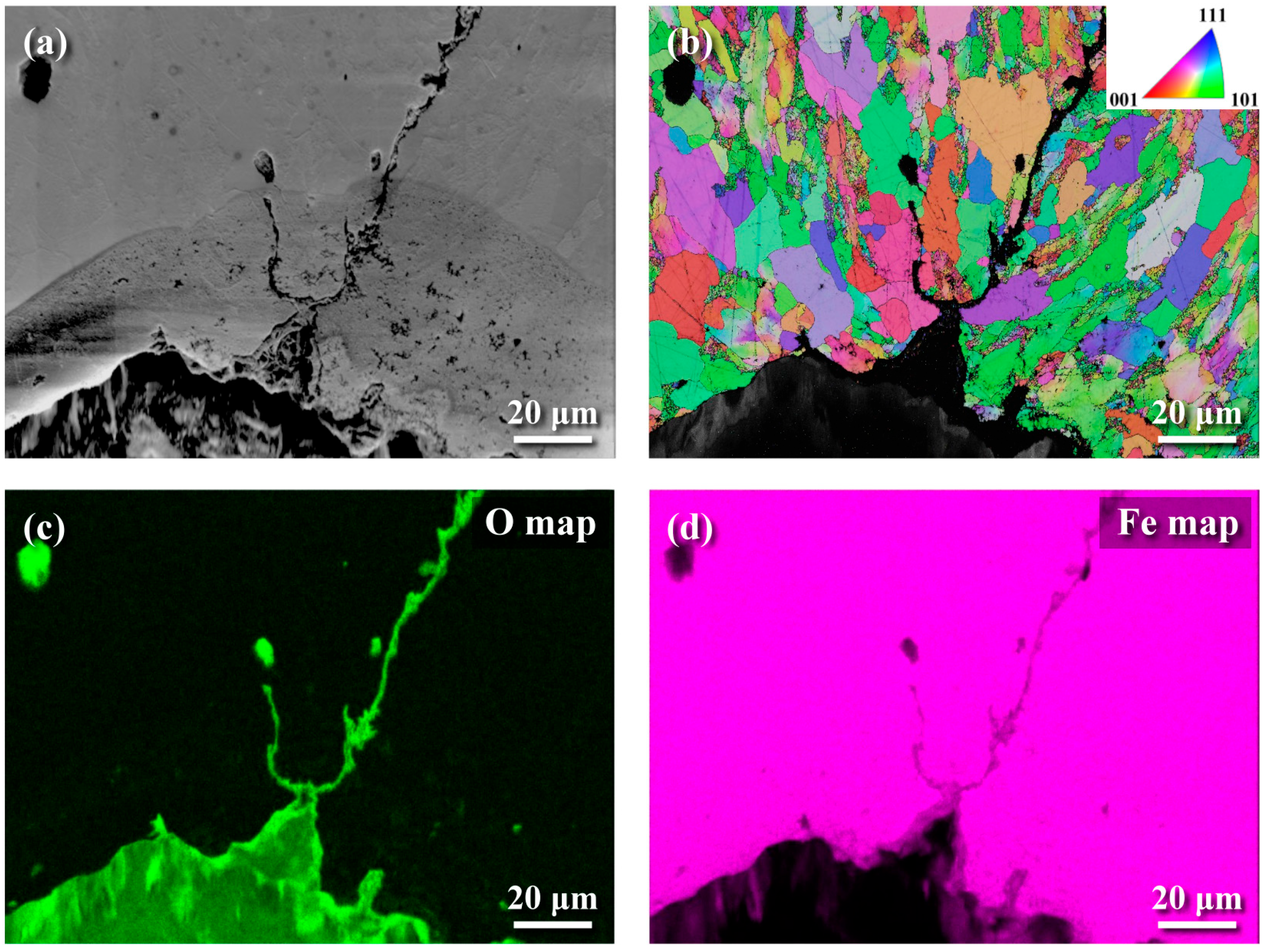
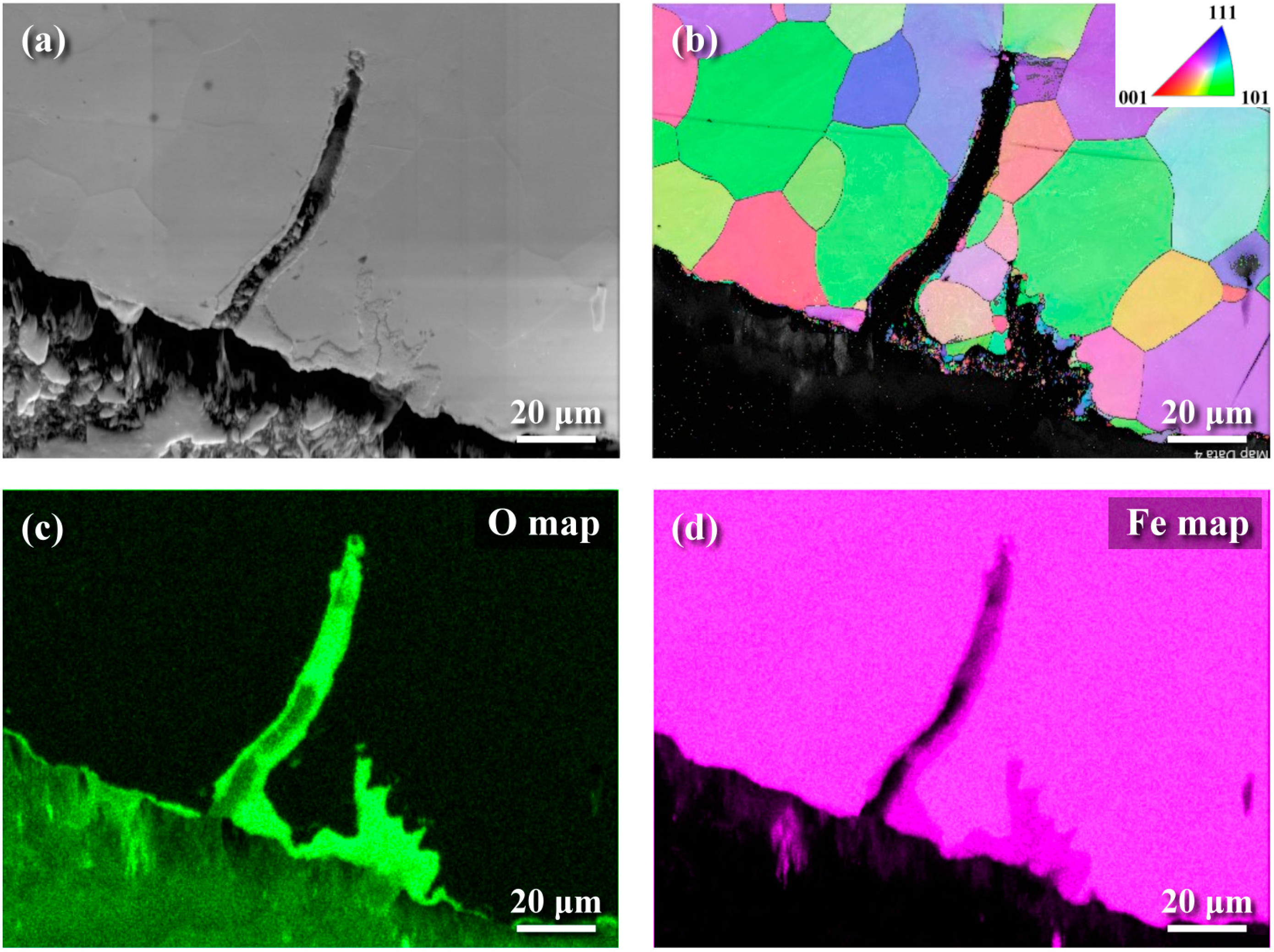
3.1. Metallographs of Base Metals
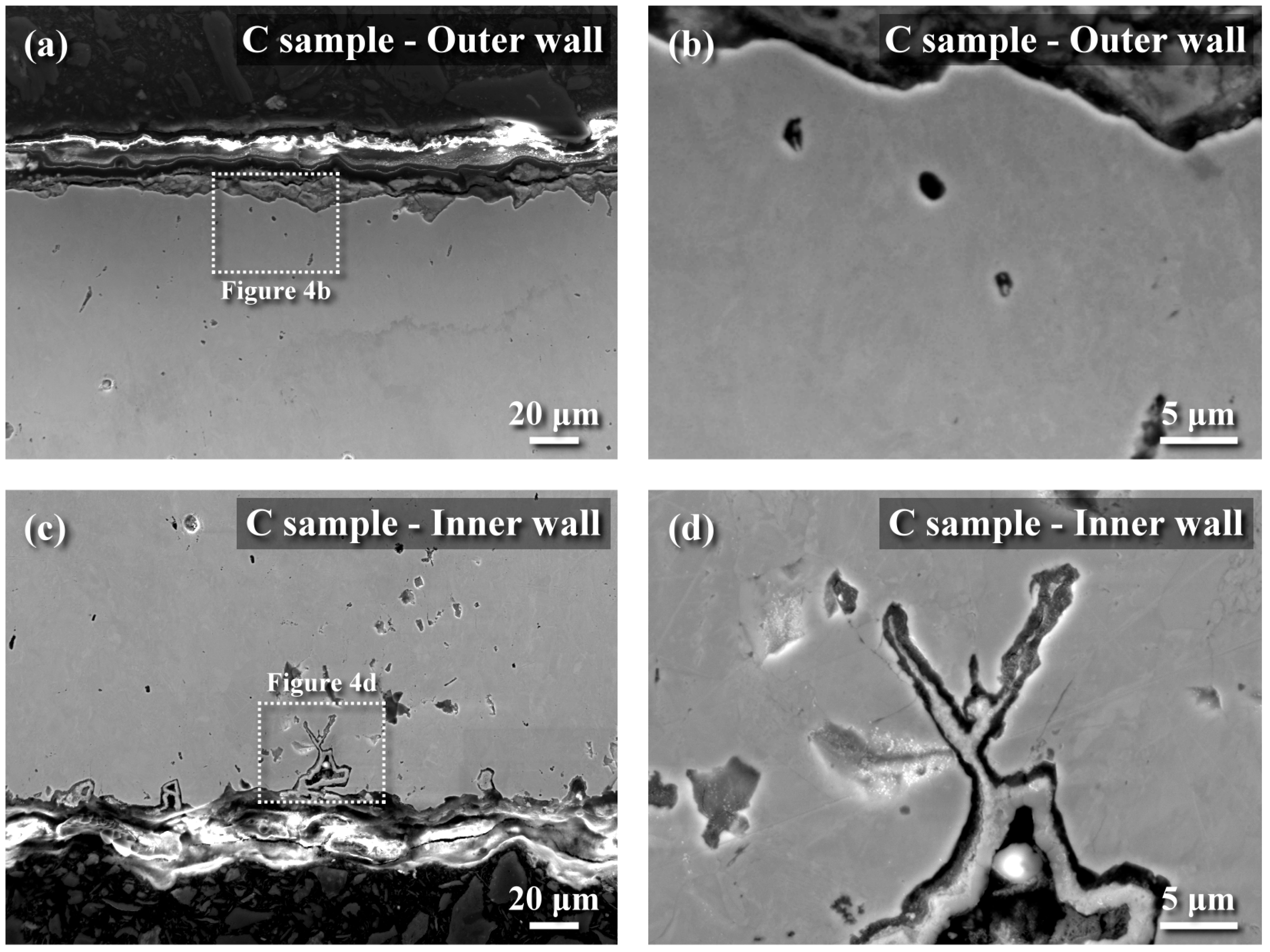
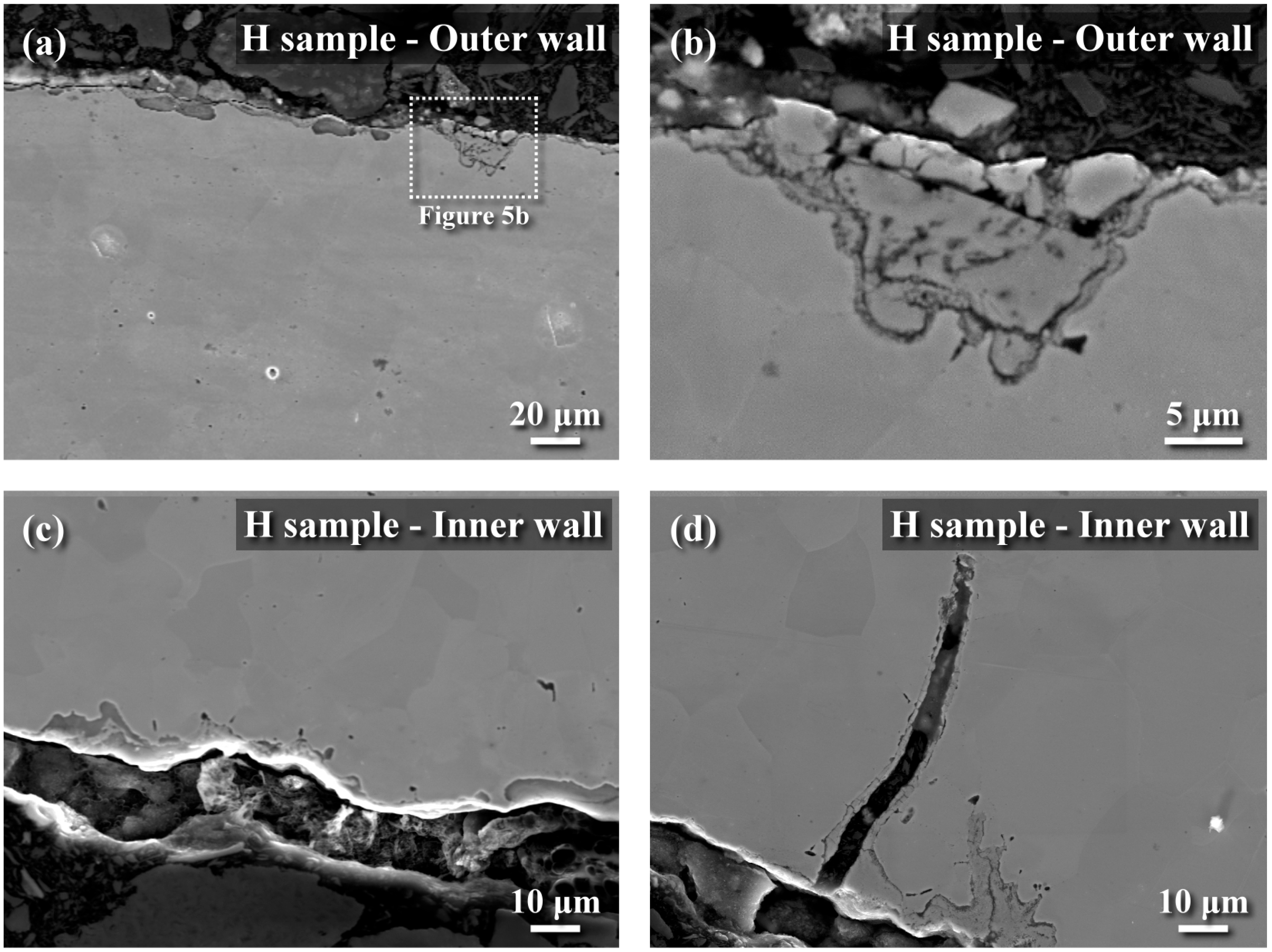
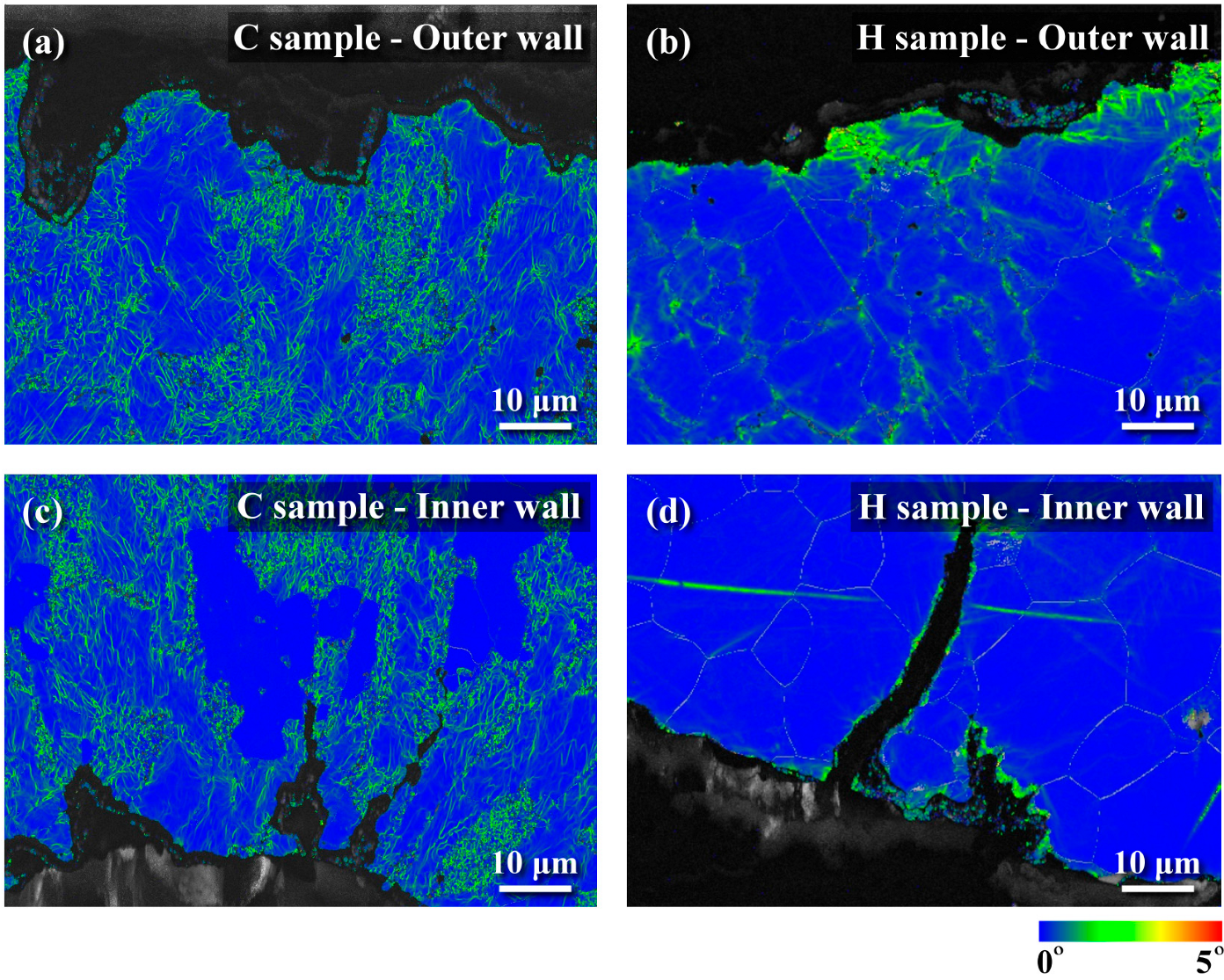
3.2. Effect of Water Flow on Corrosion
3.3. Corrosion of Partially Immersed Samples
4. Conclusions
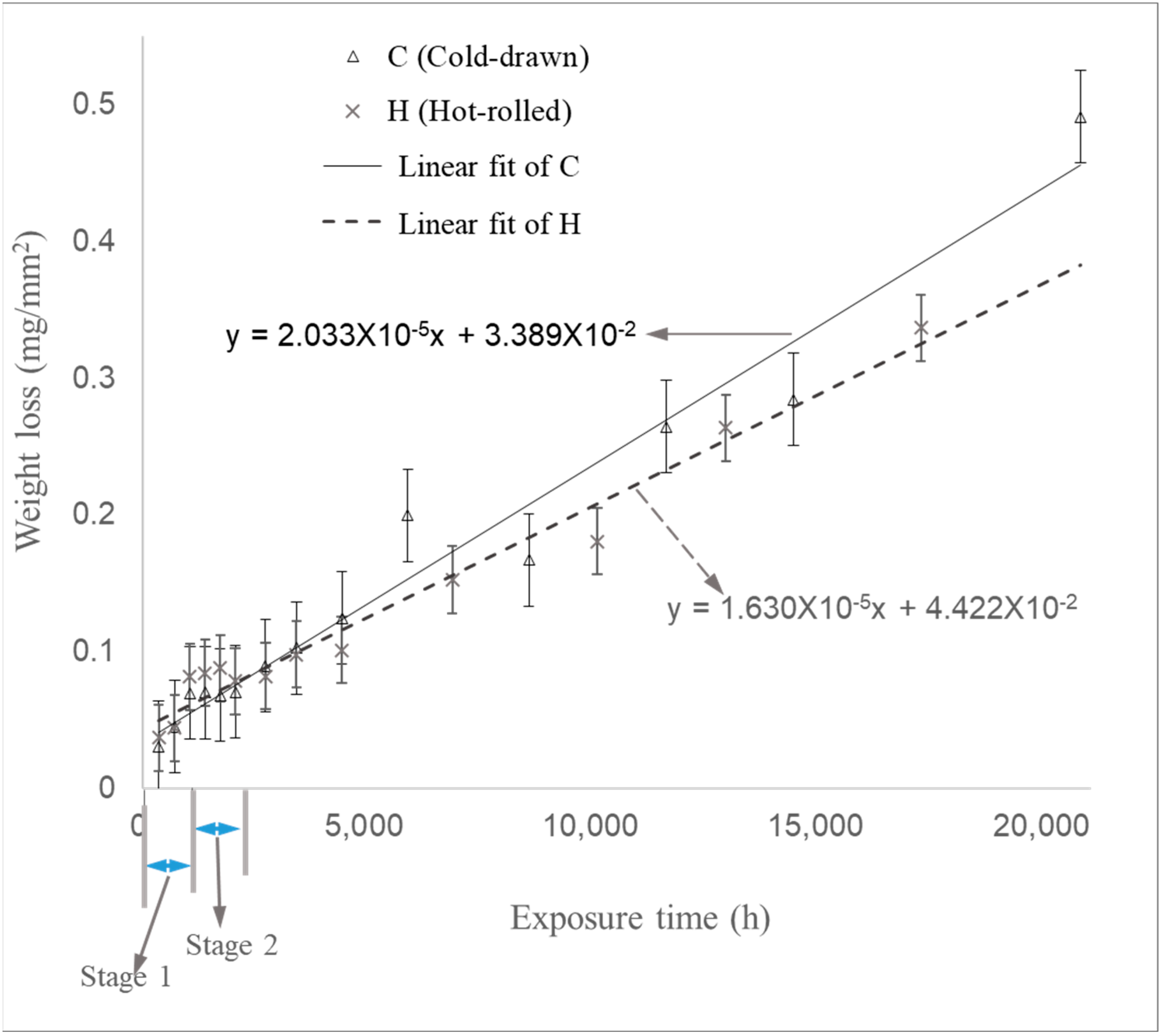
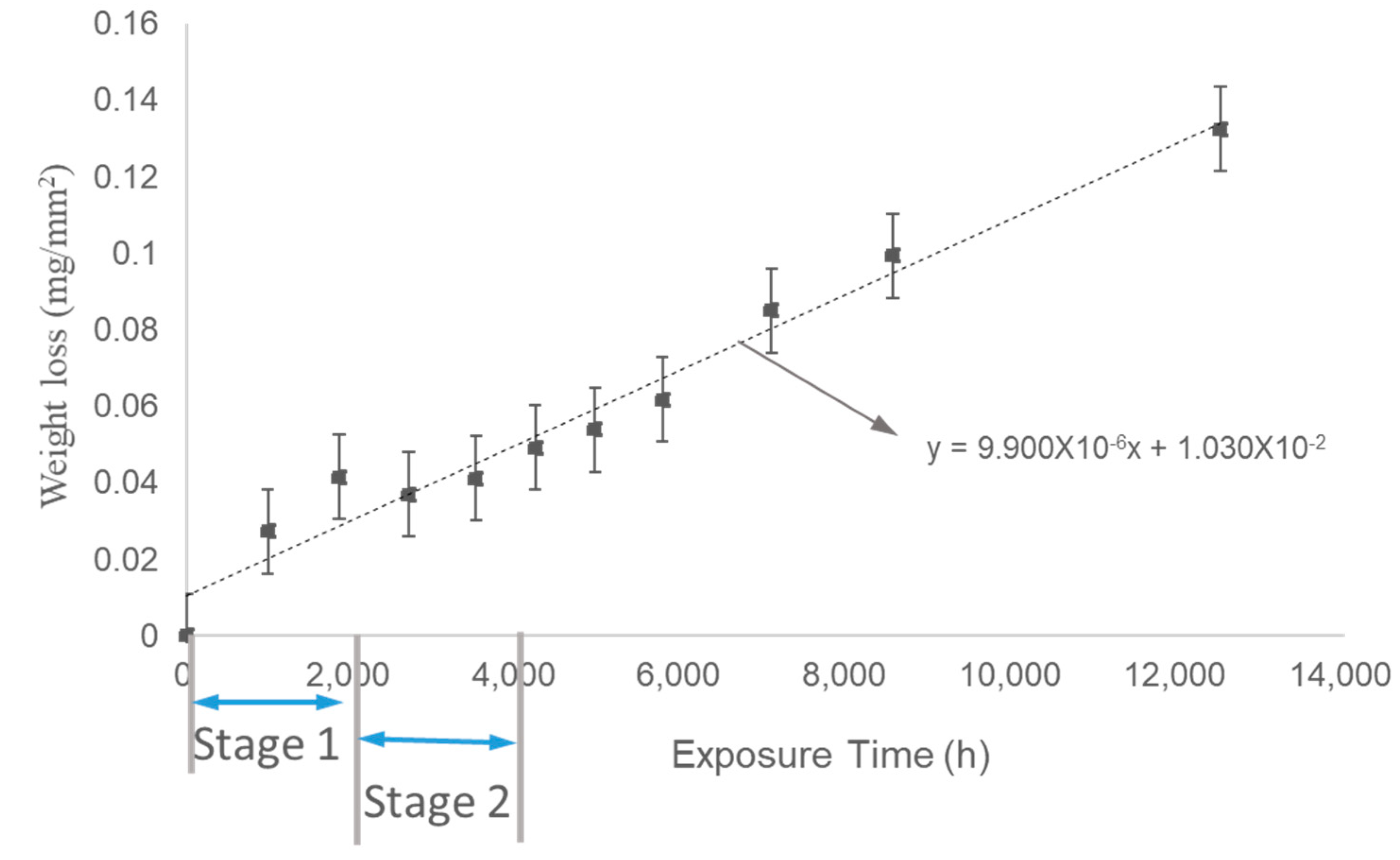
- When the autoclave was filled with stagnant water, the corrosion rates of carbon steel A106 B in stagnant water at 45 °C were 23 μm/year for the cold-drawn samples and 19 μm/year for the hot-rolled samples.
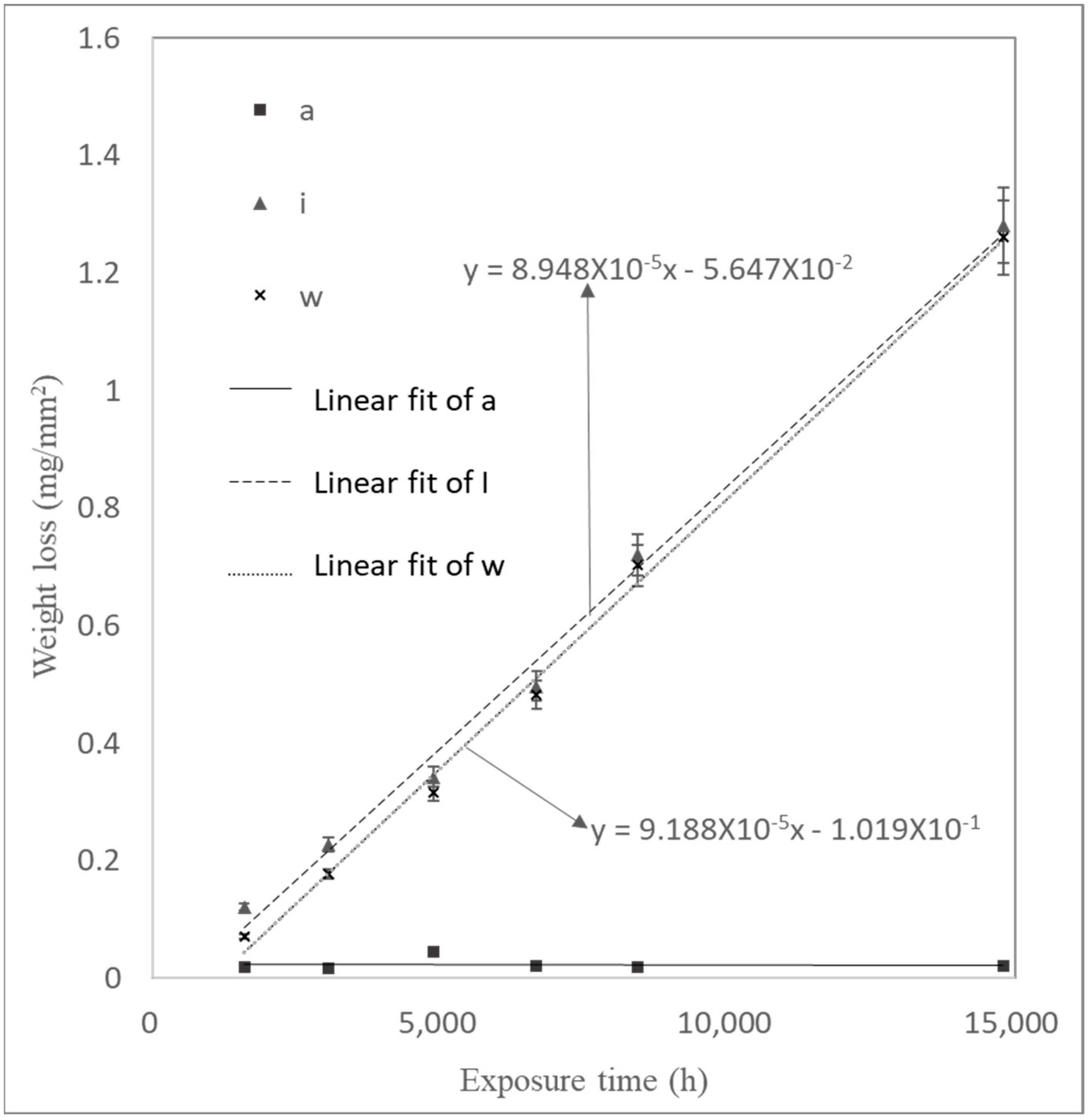
- When the autoclave was partially filled with water and the samples were fully immersed, the corrosion rate for the hot-rolled sample was 88 μm/year.
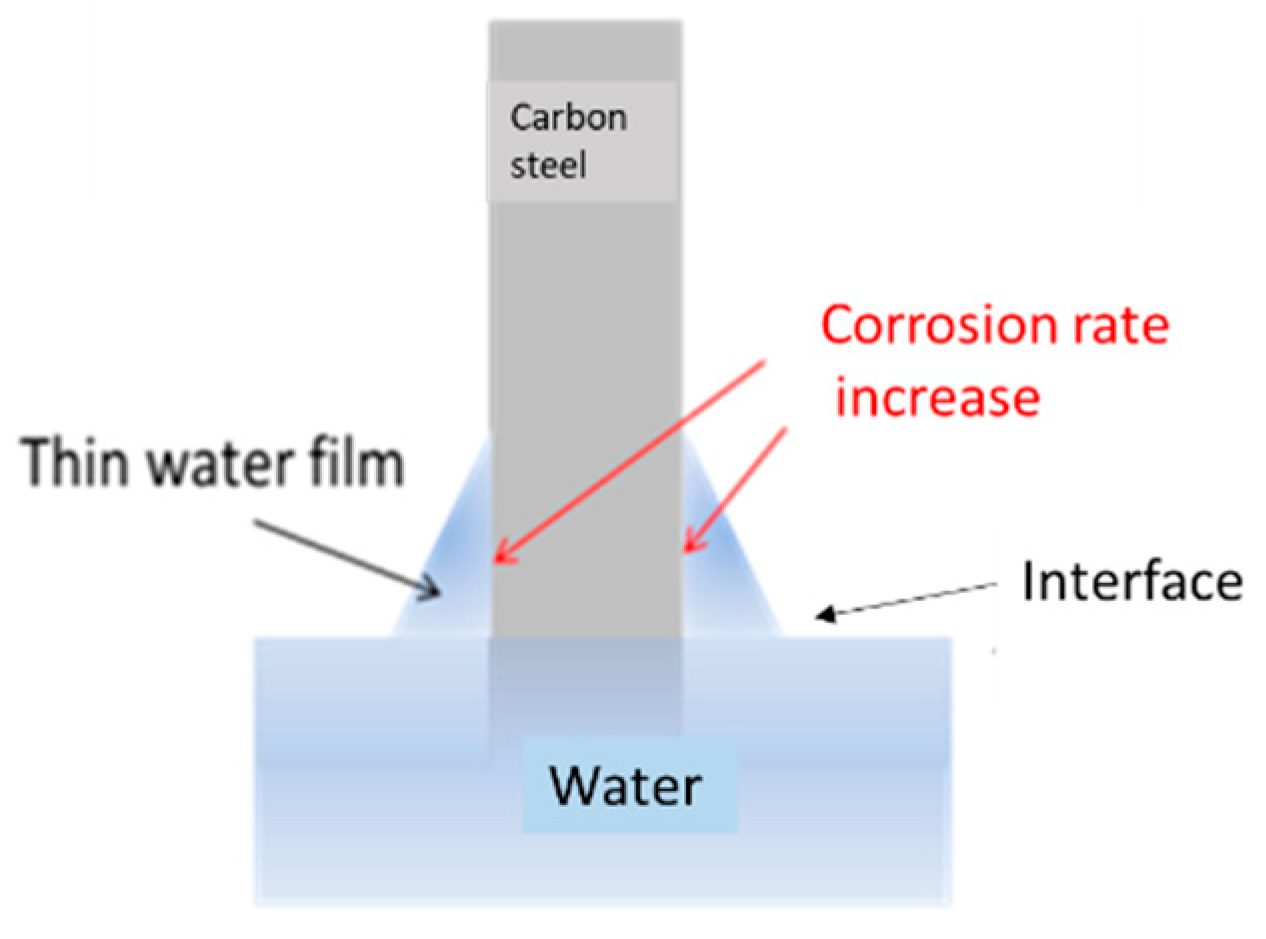
- When the autoclave was partially filled with water and the samples were half-submerged, the corrosion rate for the hot-rolled sample increased to 102 μm/year. In this case, significant corrosion was observed along the air–water interface.
- When the autoclave was filled with stagnant water that was renewed at intervals, the corrosion rate for the cold-drawn sample was 11 μm/year.
- All of the above observations are compatible with higher water conductivity measurements observed at longer water residence times inside the autoclave in combination with higher corrosion along the air–water interfaces.
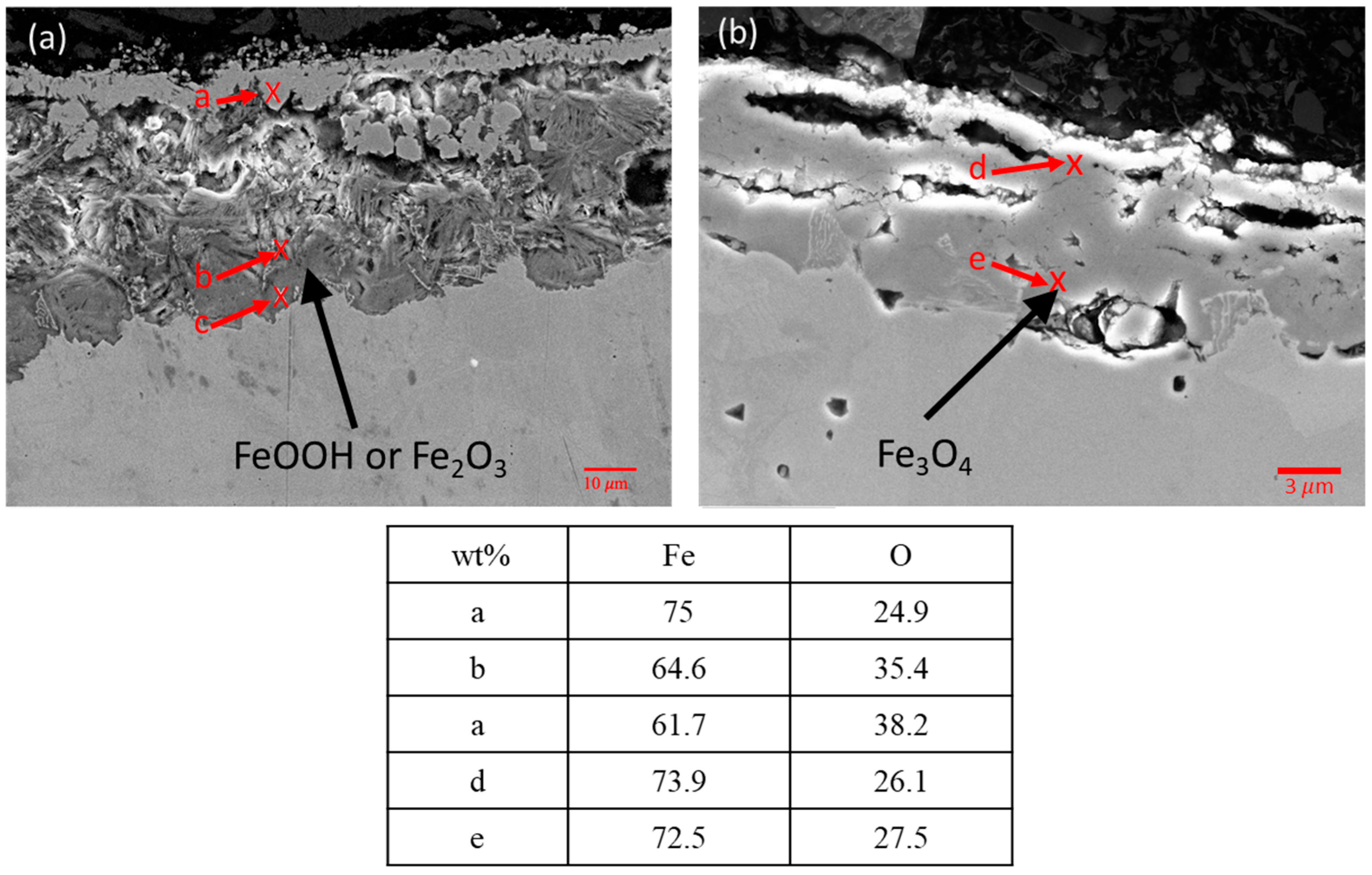
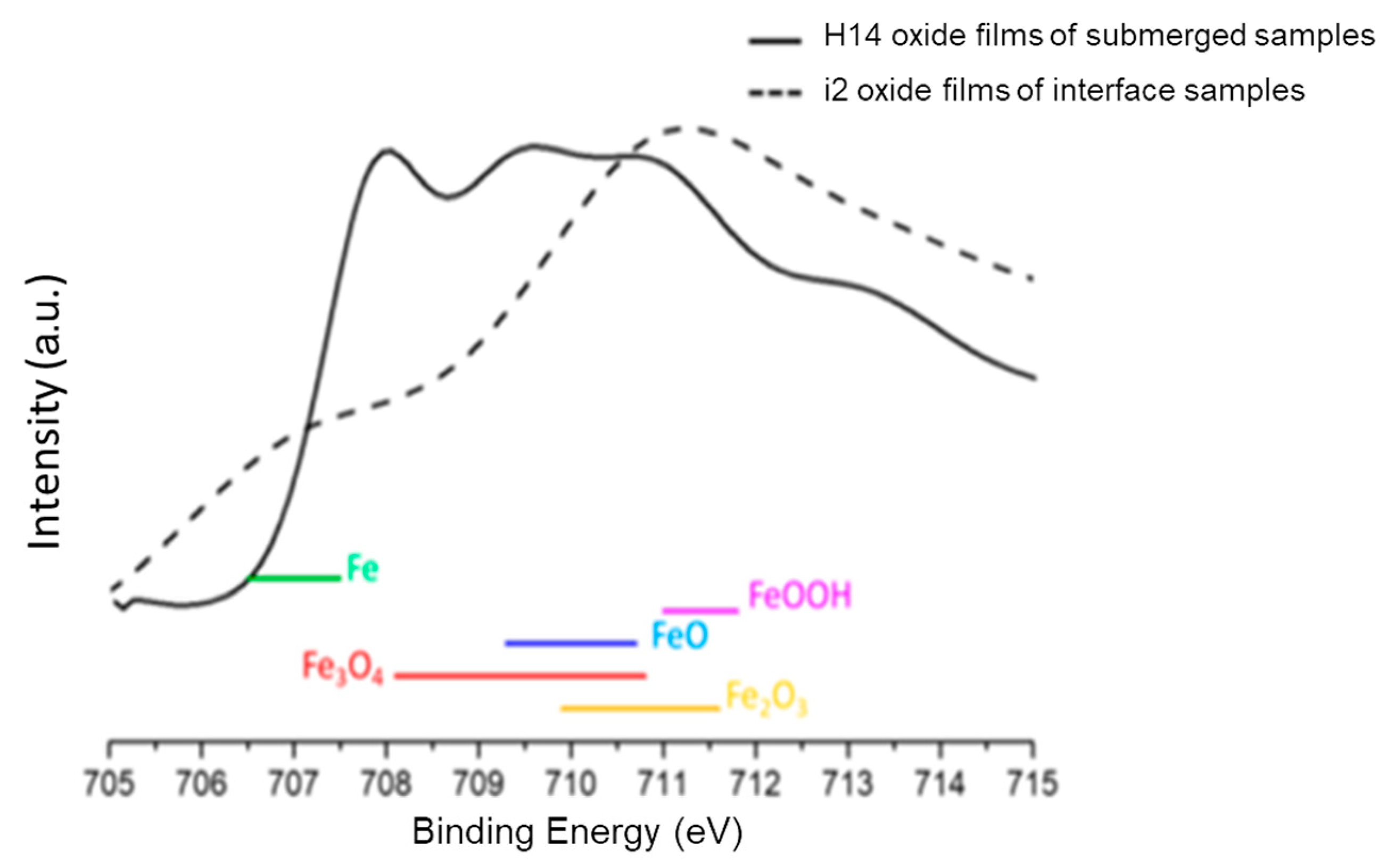
- A sufficient oxygen concentration promotes the formation of FeOOH or Fe2O3, while an oxygen-deficient environment favors the formation of Fe3O4.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Rodríguez, M.A. Corrosion control of nuclear steam generators under normal operation and plant-outage conditions: A review. Corros. Rev. 2020, 38, 195–230. [Google Scholar] [CrossRef]
- Gordon, B.M. Non-environmentally assisted cracking corrosion concerns affecting life extension of light water reactors. Corrosion 2013, 69, 1039–1046. [Google Scholar] [CrossRef] [PubMed]
- Mendoza, A.R.; Corvo, F. Outdoor and indoor atmospheric corrosion of carbon steel. Corros. Sci. 1999, 41, 75–86. [Google Scholar] [CrossRef]
- Morcillo, M.; Chico, B.; Diaz, I.; Cano, H.; de la Fuente, D. Atmospheric corrosion data of weathering steels. A Rev. Corros. Sci. 2013, 77, 6–24. [Google Scholar] [CrossRef]
- Experience, C.O. Degradation and Ageing Programme (CODAP). Available online: https://www.oecd-nea.org/codap (accessed on 1 July 2024).
- Starosvetsky, D.; Armon, R.; Yahalom, J.; Starosvetsky, J. Pitting corrosion of carbon steel caused by iron bacteria. Int. Biodeterior. Biodegrad. 2001, 47, 79–87. [Google Scholar] [CrossRef]
- Tang, Z.; Wang, Z.; Lu, Y.; Sun, P. Cause analysis and preventive measures of pipeline corrosion and leakage accident in alkylation unit. Eng. Fail. Analysis. 2021, 128, 105623. [Google Scholar] [CrossRef]
- May, Z.; Alam, M.K.; Nayan, N.A. Recent Advances in Nondestructive Method and Assessment of Corrosion Undercoating in Carbon–Steel Pipelines. Sensors 2022, 22, 6654. [Google Scholar] [CrossRef]
- Wasim, M.; Djukic, M.B. External corrosion of oil and gas pipelines: A review of failure mechanisms and predictive preventions. J. Nat. Gas. Sci. Eng. 2022, 100, 104467. [Google Scholar] [CrossRef]
- Farh, H.M.H.; Ben Seghier, M.E.A.; Taiwo, R.; Zayed, T. Analysis and ranking of corrosion causes for water pipelines: A critical review. NPJ Clean. Water 2023, 6, 65. [Google Scholar] [CrossRef]
- Seghier, M.E.A.B.; Höche, D.; Zheludkevich, M. Prediction of the internal corrosion rate for oil and gas pipeline: Implementation of ensemble learning techniques. J. Nat. Gas. Sci. Eng. 2022, 99, 104425. [Google Scholar] [CrossRef]
- Alcántara, J.; de la Fuente, D.; Chico, B.; Simancas, J.; Díaz, I.; Morcillo, M. Marine Atmospheric Corrosion of Carbon Steel: A Review. Materials 2017, 10, 406. [Google Scholar] [CrossRef] [PubMed]
- Clover, D.; Kinsella, B.; Pejcic, B.; De Marco, R. The influence of microstructure on the corrosion rate of various carbon steels. J. Appl. Electrochem. 2005, 35, 139–149. [Google Scholar] [CrossRef]
- Tian, H.; Cui, Z.; Ma, H.; Zhao, P.; Yan, M.; Wang, X.; Cui, H. Corrosion evolution and stress corrosion cracking behavior of a low carbon bainite steel in the marine environments: Effect of the marine zones. Corros. Sci. 2022, 206, 110490. [Google Scholar] [CrossRef]
- Yu, J.; Wang, H.; Yu, Y.; Luo, Z.; Liu, W.; Wang, C. Corrosion behavior of X65 pipeline steel: Comparison of wet–Dry cycle and full immersion. Corros. Sci. 2018, 133, 276–287. [Google Scholar] [CrossRef]
- Gong, K.; Wu, M.; Liu, G. Comparative study on corrosion behaviour of rusted X100 steel in dry/wet cycle and immersion environments. Constr. Build. Mater. 2020, 235, 117440. [Google Scholar] [CrossRef]
- Zhao, S.; Jing, Y.; Liu, T.; Zhao, W.; Li, F. Corrosion behavior and mechanism of carbon steel in industrial circulating cooling water system operated by electrochemical descaling technology. J. Clean. Prod. 2024, 434, 139817. [Google Scholar] [CrossRef]
- Seechurn, Y.; Wharton, J.A.; Surnam, B.Y.R. Mechanistic modelling of atmospheric corrosion of carbon steel in Port-Louis by electrochemical characterisation of rust layers. Mater. Chem. Phys. 2022, 291, 126694. [Google Scholar] [CrossRef]
- ASTM A106/A106M-18; Standard Specification for Seamless Carbon Steel Pipe for High-Temperature Service. ASTM international: West Conshohocken, PA, USA, 2019.
- Park, S.A.; Kim, J.G.; He, Y.S.; Shin, K.S.; Yoon, J.B. Comparative study on the corrosion behavior of the cold rolled and hot rolled low-alloy steels containing copper and antimony in flue gas desulfurization environment. Phys. Met. Metallogr. 2014, 115, 1285–1294. [Google Scholar] [CrossRef]
- Ozgowicz, W.; Grajcar, A.; Kurc-Lisiecka, A. Corrosion Behavior of Cold-Deformed Austenitic Alloys, Corrosion Engineering 2012. Available online: https://www.intechopen.com/chapters/41214 (accessed on 1 July 2024).
- Dwivedi, D.; Lepkova, K.; Becker, T. Carbon steel corrosion: A review of key surface properties and characterization methods. RSC Adv. 2017, 7, 4580–4610. [Google Scholar] [CrossRef]
- Yamashita, M.; Nagano, H. Corrosion Potential and Corrosion Rate of Low-Alloy Steel under Thin Layer of Solution. J. Jpn. Inst. Met. Mater. 1997, 61, 721–726. [Google Scholar] [CrossRef]
- López, D.A.; Schreiner, W.H.; de Sánchez, S.R.; Simison, S.N. The influence of carbon steel microstructure on corrosion layers: An XPS and SEM characterization. Appl. Surf. Sci. 2003, 207, 69–85. [Google Scholar] [CrossRef]
- Krishna, D.N.G.; Philip, J. Review on surface-characterization applications of X-ray photoelectron spectroscopy (XPS): Recent developments and challenges. Appl. Surf. Sci. Adv. 2022, 12, 100332. [Google Scholar] [CrossRef]
- King, F.; Padovani, C. Review of the corrosion performance of selected canister materials for disposal of UK HLW and/or spent fuel. Corros. Eng. Sci. Technol. 2011, 46, 82–90. [Google Scholar] [CrossRef]
- Esmailzadeh, M.; Mousavi, R.; Esfahani, M.M.; Pezzato, L.; Karimi, E. Effect of cold forging on mechanical and corrosion behaviors of carbon steel plate. Int. J. Press. Vessel. Pip. 2022, 198, 104659. [Google Scholar] [CrossRef]
- Fukaya, Y.; Watanabe, Y. Characterization and prediction of carbon steel corrosion in diluted seawater containing penta borate. J. Nucl. Mater. 2018, 498, 159–168. [Google Scholar] [CrossRef]
- Jung, H.; Kim, U.; Seo, G.; Lee, H.; Lee, C. Effect of Dissolved Oxygen (DO) on Internal Corrosion of Water Pipes. Environ. Eng. Res. 2009, 14, 195–199. [Google Scholar] [CrossRef]
- Sarin, P.; Snoeyink, V.L.; Bebee, J.; Jim, K.K.; Beckett, M.A.; Kriven, W.M.; Clement, J.A. Iron release from corroded iron pipes in drinking water distribution systems: Effect of dissolved oxygen. Water Res. 2004, 38, 1259–1269. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processes | Symbol | Class | Pipe Wall Thickness (mm) | Pipe Outside Diameter (mm) |
|---|---|---|---|---|
| Cold drawing | C | B | 2.77 | 21.3 |
| Hot rolling | H | B | 5 | 32 |
| Wt% | C | Si | Mn | P | S | Cr | Mo |
|---|---|---|---|---|---|---|---|
| Cold drawing | 0.19 | 0.22 | 0.43 | 0.016 | 0.002 | 0.002 | 0 |
| Hot rolling | 0.21 | 0.22 | 0.44 | 0.013 | 0.014 | 0.015 | 0.02 |
| Specification | Tensile Strength (Mpa) | Yield Strength (Mpa) |
|---|---|---|
| Minimum | 415 | 240 |
| Maximum | 485 | 275 |
| Test No. | Specimen No. | Test Condition | Specimen Inspection Interval | Testing Time (h) |
|---|---|---|---|---|
| Experiment (1) | C:15 H:15 | Still water (45 °C) | Extract one specimen per 60 days | 21,000 |
| Experiment (2) | C:10 | Change water every 30 days (45 °C) | Extract 2 specimens per 60 days | 12,000 |
| Experiment (3) | a:6 i:6 w:6 | Observation of interface corrosion behavior at still water (45 °C) | Extract one specimen per 90 days | 12,500 |
| Heading | Corrosion Rate (µm/year) | Processes | Water Conductivity(µs/cm) | DissolvedOxygen(ppm) |
|---|---|---|---|---|
| Experiment (1) | 23 | Cold-drawn | 40.3 | 0.8 |
| 19 | Hot-rolled | |||
| Experiment (2) | 11 | Cold-drawn | 0.4~22.3 | 6~1.72 |
| The measurements were fluctuating due to periodic water changes. | ||||
| Experiment (3) | 88 | Hot-rolled | 60.8 | 2.2 |
| 102 | Hot-rolled | |||
| 9 | Hot-rolled | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, W.-F.; Chen, T.-C.; Tsai, K.-C.; Yung, T.-Y. The Corrosion Behavior of Carbon Steel Materials Used at Nuclear Power Plants During Deactivation and Decommissioning Processes. Metals 2024, 14, 1444. https://doi.org/10.3390/met14121444
Lu W-F, Chen T-C, Tsai K-C, Yung T-Y. The Corrosion Behavior of Carbon Steel Materials Used at Nuclear Power Plants During Deactivation and Decommissioning Processes. Metals. 2024; 14(12):1444. https://doi.org/10.3390/met14121444
Chicago/Turabian StyleLu, Wen-Feng, Tai-Cheng Chen, Kun-Chao Tsai, and Tung-Yuan Yung. 2024. "The Corrosion Behavior of Carbon Steel Materials Used at Nuclear Power Plants During Deactivation and Decommissioning Processes" Metals 14, no. 12: 1444. https://doi.org/10.3390/met14121444
APA StyleLu, W.-F., Chen, T.-C., Tsai, K.-C., & Yung, T.-Y. (2024). The Corrosion Behavior of Carbon Steel Materials Used at Nuclear Power Plants During Deactivation and Decommissioning Processes. Metals, 14(12), 1444. https://doi.org/10.3390/met14121444