

Modeling the Evolution of Casting Defect Closure in Ingots through Radial Shear Rolling Processing
 , , , and
, , , and 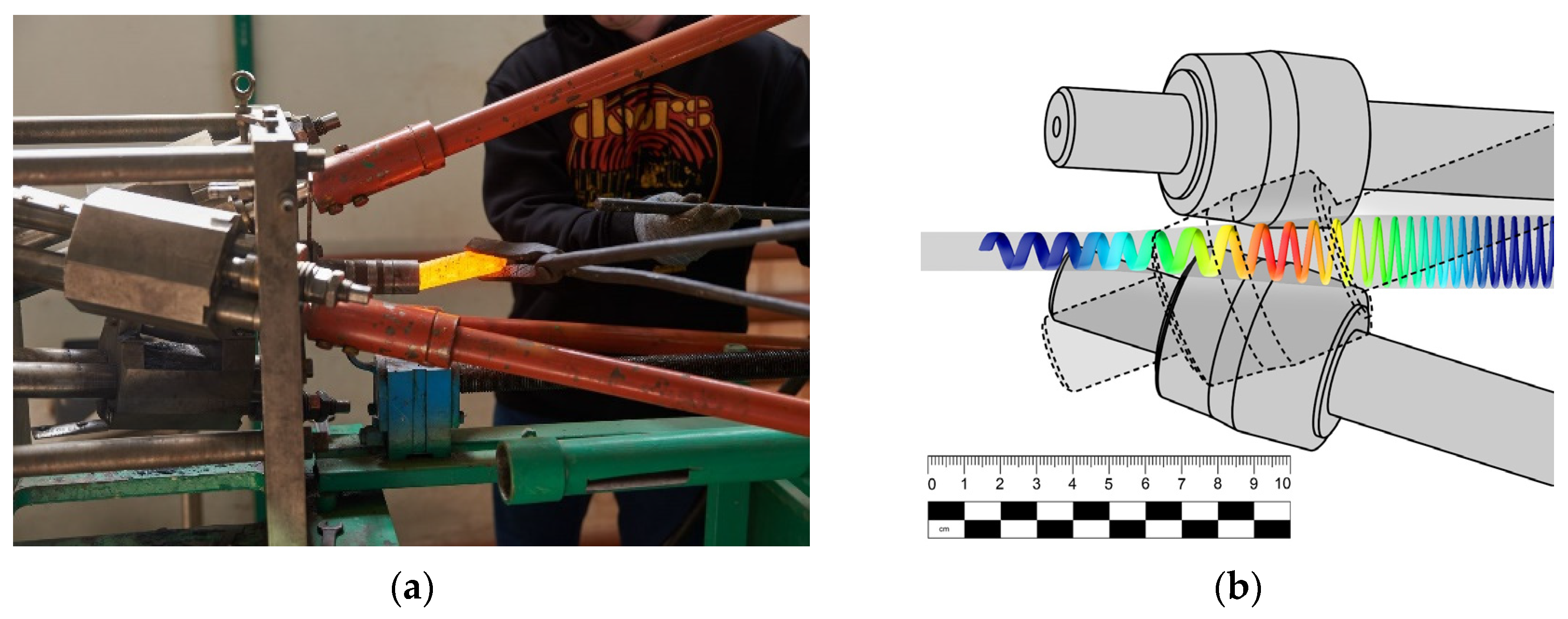{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
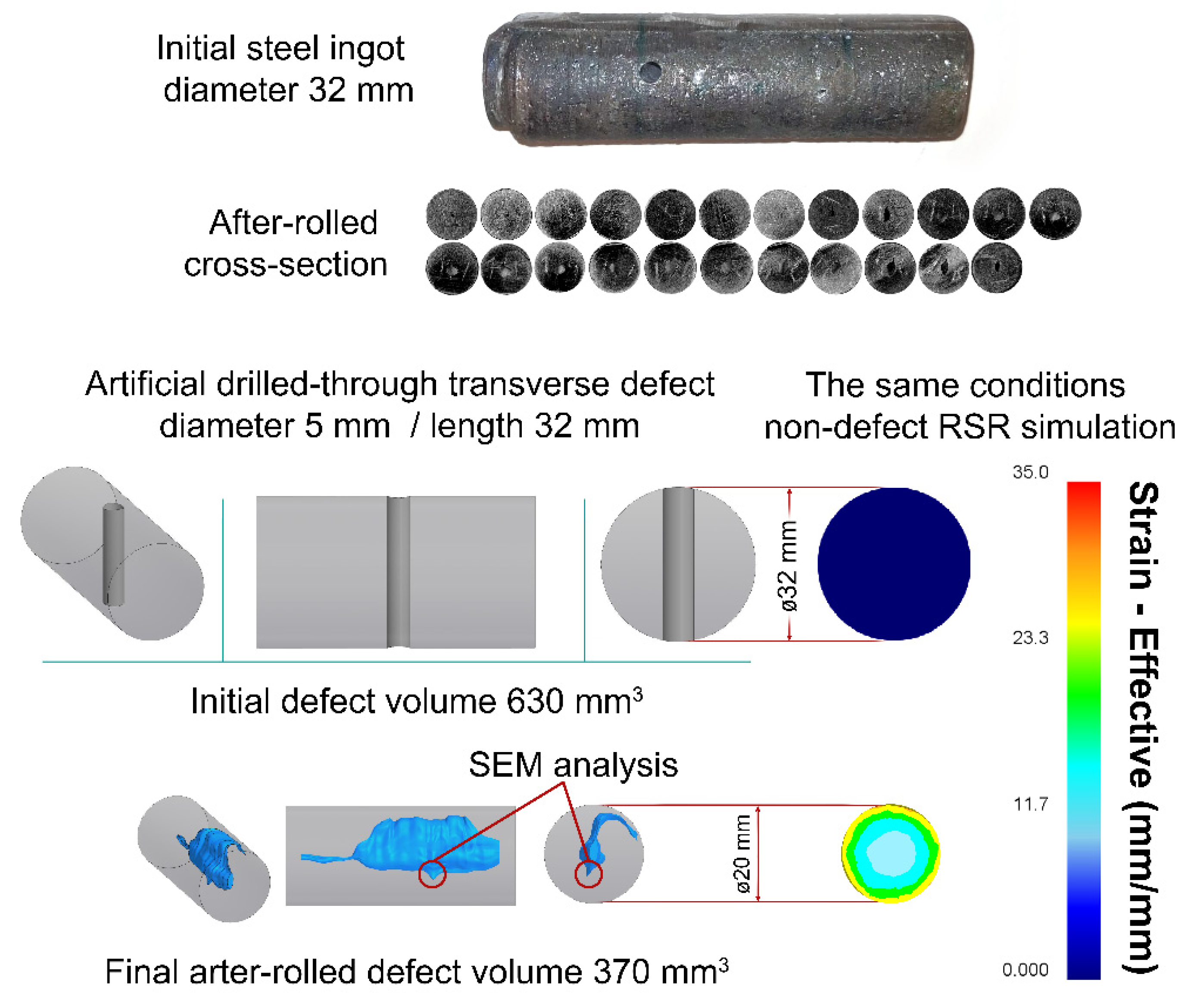
- The use of radial shear rolling processing led to decreases in defects and a change in the structure of a small ingot of stainless steel.
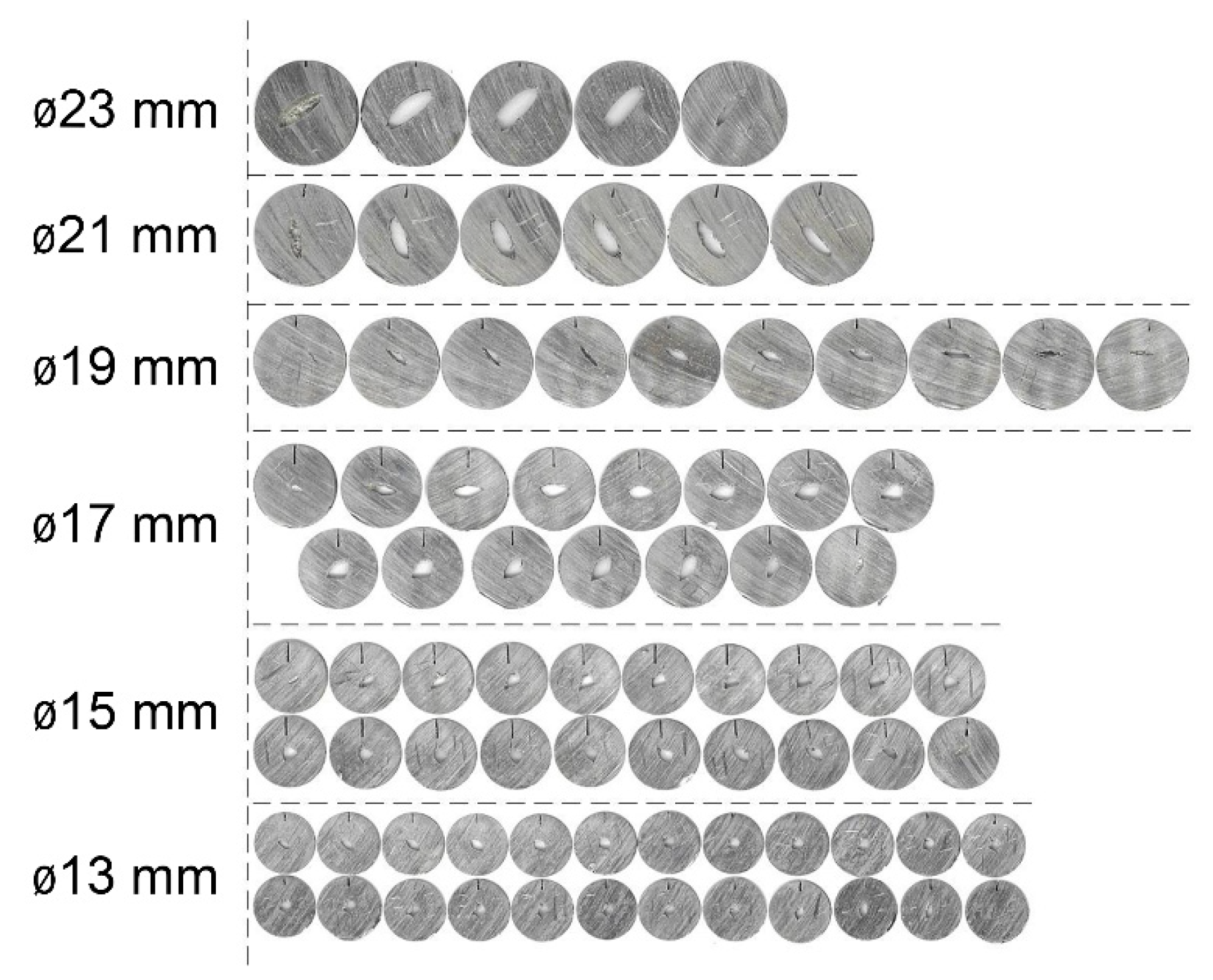
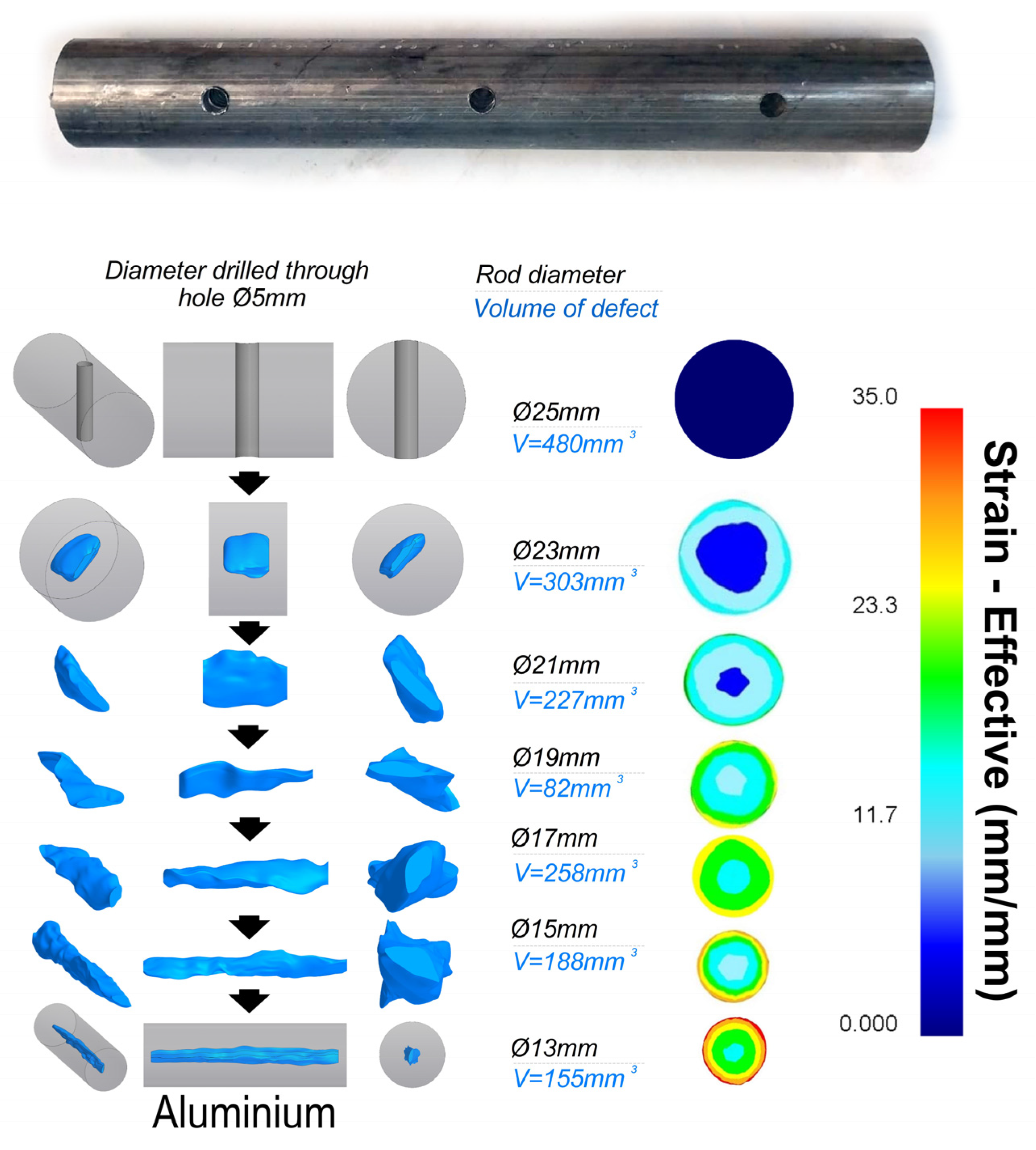
- The artificial defect (by workpiece diameter) shape evolution showed significant elongation with a generally monotonous decrease in volume. The axial zone of the defect had elongation in the rolling direction, while the outer part of the defect underwent closure. The shape evolution and its helical peculiarities corresponded to solid workpiece radial shear rolling FEM simulation outputs. Radial shear rolling is not worse than conventional rolling regarding the defect closure effect. Outer ingot zones displayed much better treatment results, while those for the axial zone were similar to the results achieved with conventional rolling.
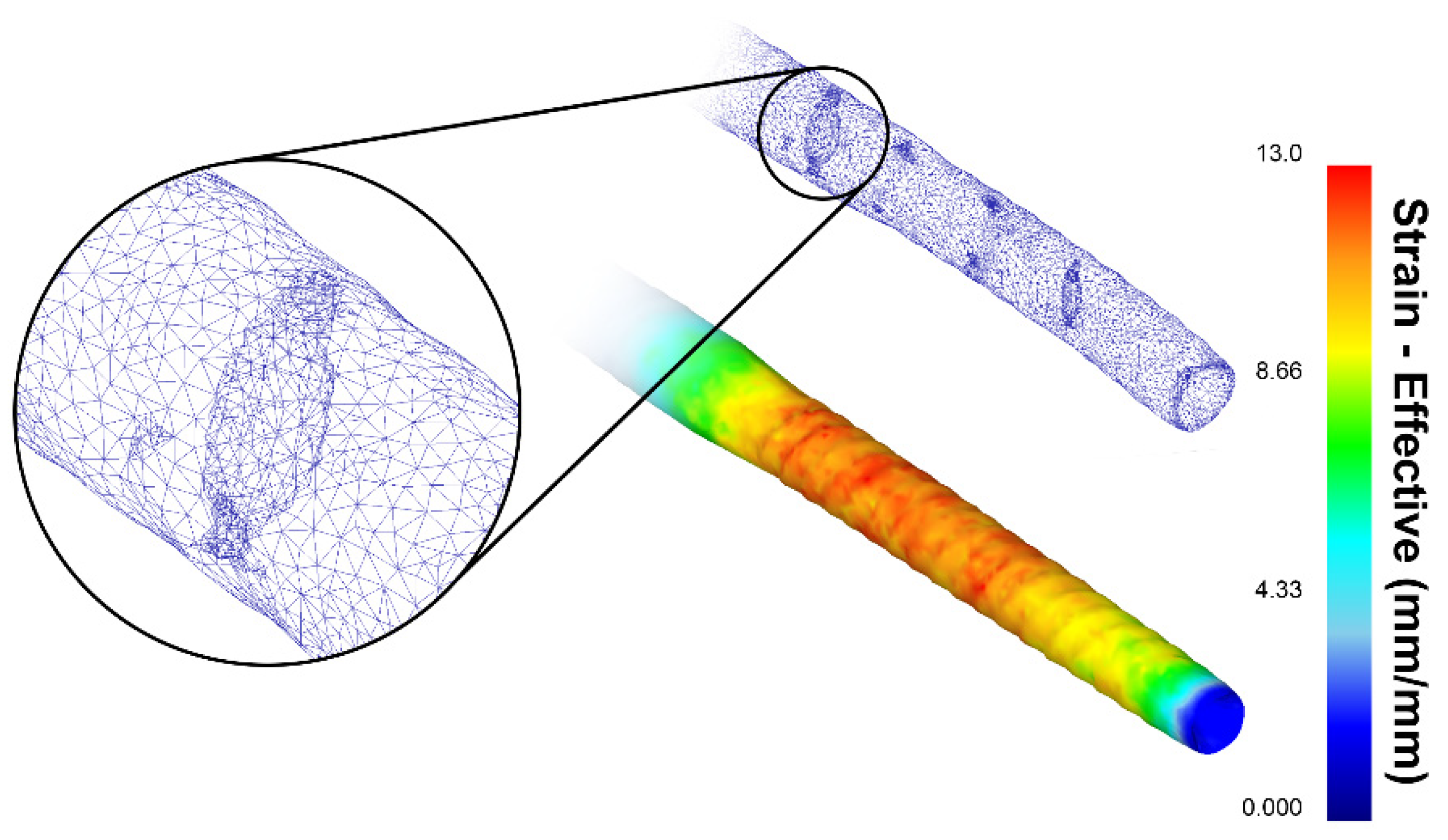
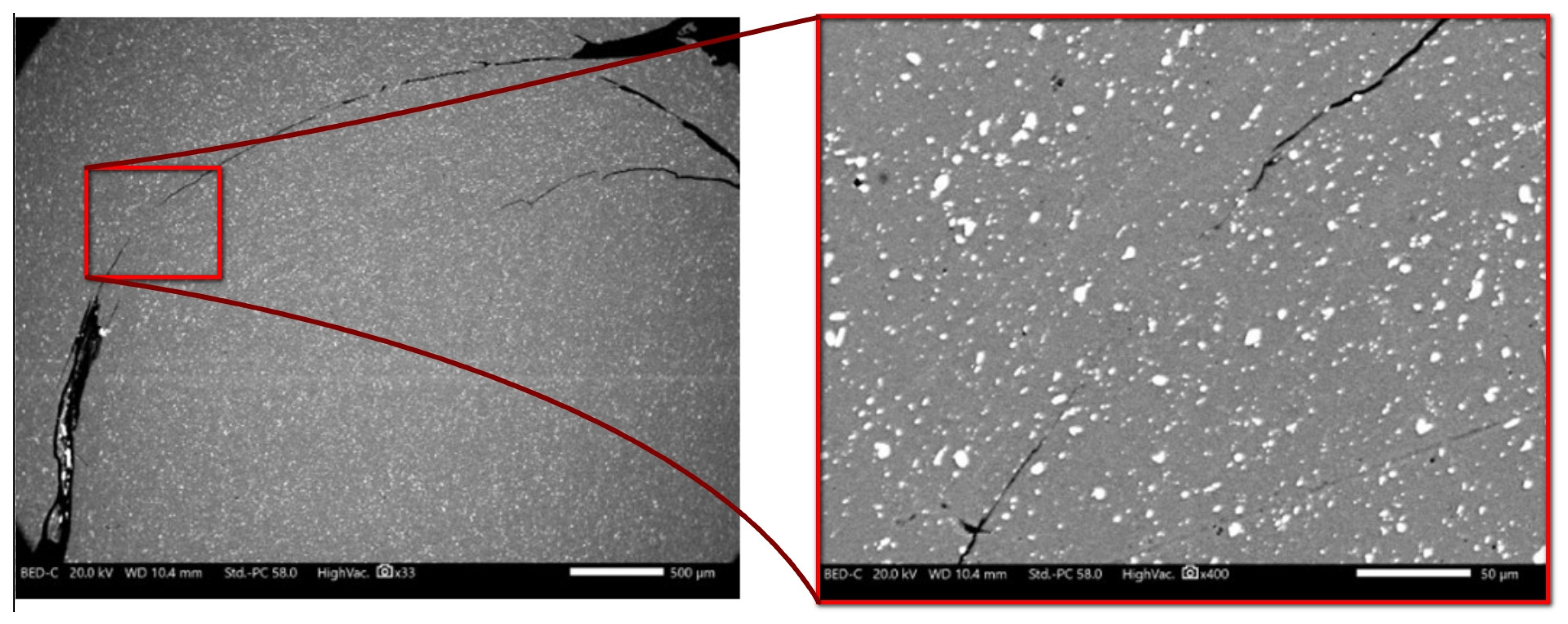
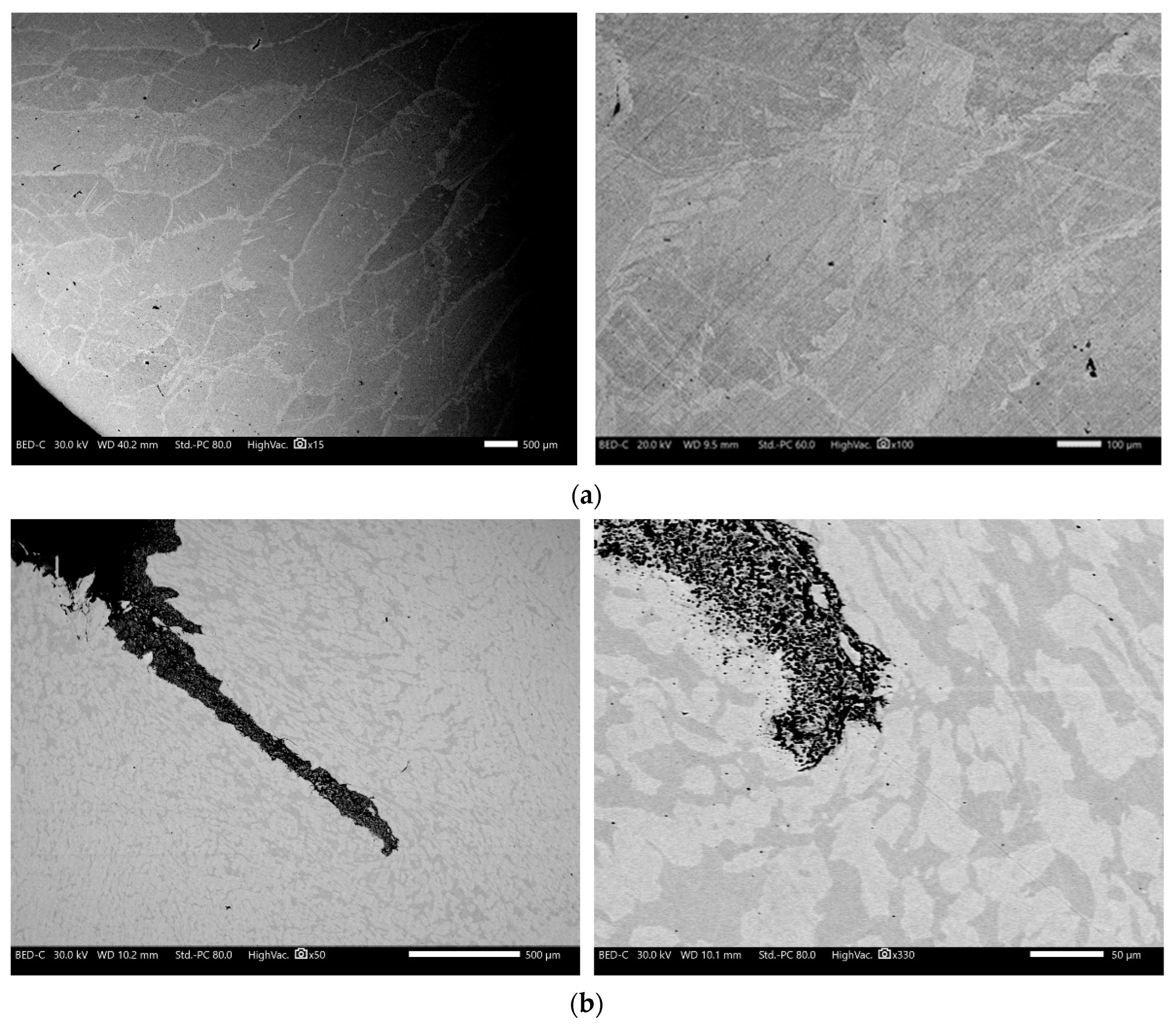
- The modeling of artificial defect evolution demonstrated the possibility of decreasing defects by more than 67.7% of their original defect volume. The outer one-third of the bar radius in most cases was found to be defect-free. The modeled defect was substantial, whereas real casing defects were much smaller. Such processing should be sufficient for their treatment. However, the modeling outputs raised some new questions regarding the symmetry of the defect closure and the occurrence of microcracks. Further research in this direction is necessary. It can be concluded that processing can be improved.
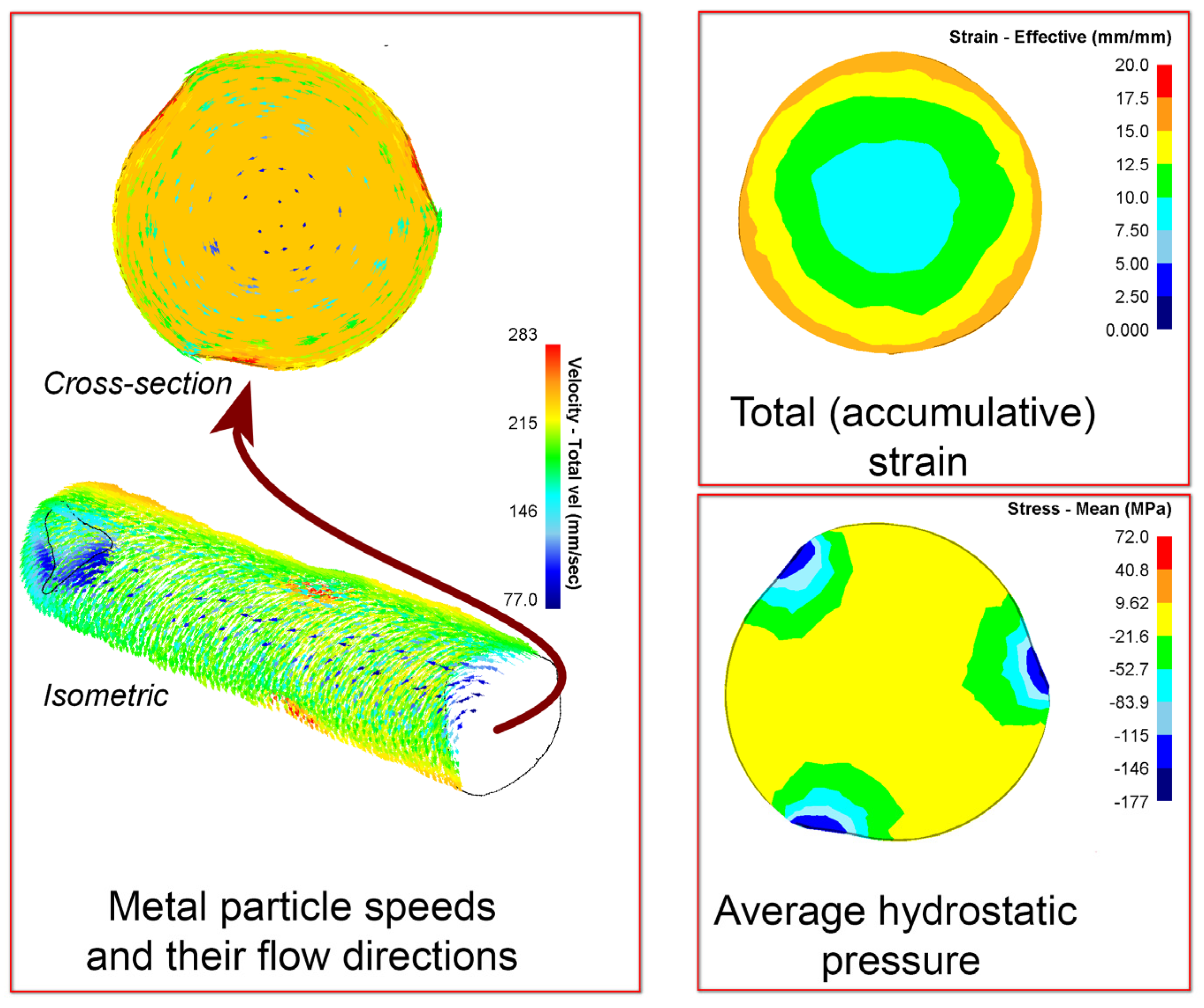
- The strain level data alone were insufficient for defect closure prediction. This process for radial shear rolling cases mainly depends on the metal flow directions by the cross-section and their non-monotonicity.
- The radial shear rolling process could be used for the improvement of small, special steel ingots intended for the direct manufacturing of bars for special structural elements.
- Scientific data concerning the behavior of defects under very complex vortex metal flow and high strain conditions have been obtained for the first time and should contribute to future investigations in this field. This work will continue, especially with regard to clarifying the limits on the size of defects, taking into account the scale factor.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ioltukhovskiy, A.G.; Leontyeva-Smirnova, M.V.; Sokolov, N.B.; Kondratiev, V.P.; Zelenskiy, G.K. Development of New-Generation 12% Chromium Steels for Russian Nuclear Power Engineering. Issues At. Sci. Technol. Ser. Mater. Sci. New Mater. 2005, 1, 247. [Google Scholar]
- Pavlov, V.A.; Lozovaya, E.Y.; Babenko, A.A. Spetselectrometallurgy of Steels and Alloys: Textbook; Ural University Publishing House: Ekaterinburg, Russia, 2018. [Google Scholar]
- Kawałek, A.; Dyja, H.; Gałkin, A.M.; Ozhmegov, K.V.; Sawicki, S. Physical Modelling of the Plastic Working Processes of Zirconium Alloy Bars and Tubes in Thermomechanical Conditions. Arch. Metall. Mater. 2014, 59, 935–940. [Google Scholar] [CrossRef]
- Kawałek, K.; Dyja, H.; Galkin, A.M.; Ozhmegov, K.V.; Knapiński, M. Physical modelling of the plastic working processes of modified zr-nb zirconium alloy bars and tubes. Metalurgija 2015, 54, 79–82. [Google Scholar]
- Chelladurai, C.; Mohan, N.S.; Hariharashayee, D.; Manikandan, S.; Sivaperumal, P. Analyzing the Casting Defects in Small Scale Casting Industry. Mater. Today Proc. 2021, 37, 386–394. [Google Scholar] [CrossRef]
- Maisuradze, M.V.; Ryzhkov, M.A. Typical Engineering Steel Defects. Metallurgist 2021, 64, 1279–1287. [Google Scholar] [CrossRef]
- Banaszek, G.; Ozhmegov, K.; Kawalek, A.; Sawicki, S.; Magzhanov, M.; Arbuz, A. Investigation of the Influence of Hot Forging Parameters on the Closing Conditions of Internal Metallurgical Defects in Zirconium Alloy Ingots. Materials 2023, 16, 1427. [Google Scholar] [CrossRef] [PubMed]
- Park, J.-J. Effect of Shear Deformation on Closure of a Central Void in Thin-Strip Rolling. Mech. Mater. Trans. A 2016, 47, 479–487. [Google Scholar] [CrossRef]
- Park, J.-J. Prediction of Void Closure in a Slab during Various Deformation Processes. J. Mech. Sci. Technol. 2011, 25, 2871–2876. [Google Scholar] [CrossRef]
- Pietrzyk, M.; Kawalla, R.; Pircher, H. Simulation of the Behaviour of Voids in Steel Plates during Hot Rolling. Steel Res. 1995, 66, 526–529. [Google Scholar] [CrossRef]
- Cheng, R.; Zhang, J.; Wang, B. Closure Behavior of Spherical Void in Slab during Hot Rolling Process. Metall. Res. Technol. 2018, 115, 301. [Google Scholar] [CrossRef]
- Liu, D. The Control System of Modular Rolling Mill in High-Speed Bar Production Line. In Proceedings of the 2023 15th International Conference on Machine Learning and Computing, Zhuhai, China, 17–20 February 2023; ACM: New York, NY, USA, 2023; pp. 513–521. [Google Scholar]
- Farvees, M.; Raheem, S.; Thamboo, J.; Zahra, T.; Asad, M. Unconfined Bond Stress and Slip Characteristics of Steel Bars Embedded in Masonry Cement Mortars. Case Stud. Constr. Mater. 2023, 19, e02240. [Google Scholar] [CrossRef]
- Zelin, M. Microstructure Evolution in Pearlitic Steels during Wire Drawing. Acta Mater. 2002, 50, 4431–4447. [Google Scholar] [CrossRef]
- Zhang, S.; Song, H.; Zhang, F.; Liu, W. A New Integration of Hot Pressing and Carbon Partition Process to Produce High Strength Steel Components with Better Toughness. MATEC Web Conf. 2015, 21, 07005. [Google Scholar] [CrossRef]
- Nam, W.J.; Bae, C.M.; Oh, S.J.; Kwon, S.-J. Effect of Interlamellar Spacing on Cementite Dissolution during Wire Drawing of Pearlitic Steel Wires. Scr. Mater. 2000, 42, 457–463. [Google Scholar] [CrossRef]
- Atienza, J.M.; Martinez-Perez, M.L.; Ruiz-Hervias, J.; Mompean, F.; Garcia-Hernandez, M.; Elices, M. Residual Stresses in Cold Drawn Ferritic Rods. Scr. Mater. 2005, 52, 305–309. [Google Scholar] [CrossRef]
- Duan, Y.; Liu, W.; Ma, Y.; Cai, Q.; Zhu, W.; Li, J. Microstructure Characterization and Tensile Properties of Hot Isostatic Pressed China Ultrahigh Strength Steel. J. Mater. Res. Technol. 2020, 9, 15192–15201. [Google Scholar] [CrossRef]
- Chen, F.; Zhao, X.; Chen, H.; Ren, J. Void Closure Behavior during Plastic Deformation Using the Representative Volume Element Model. Appl. Phys. A 2020, 126, 685. [Google Scholar] [CrossRef]
- Chen, J.; Chandrashekhara, K.; Mahimkar, C.; Lekakh, S.N.; Richards, V.L. Void Closure Prediction in Cold Rolling Using Finite Element Analysis and Neural Network. J. Mater. Process. Technol. 2011, 211, 245–255. [Google Scholar] [CrossRef]
- Faini, F.; Attanasio, A.; Ceretti, E.; Giardini, C.; Trombini, F.; Viotto, L. Study of Void Closure in Hot Rolling of Stainless Steel Slabs. Procedia Eng. 2017, 207, 1397–1402. [Google Scholar] [CrossRef]
- Salehi, S.; Arashpour, M.; Kodikara, J.; Guppy, R. Sustainable Pavement Construction: A Systematic Literature Review of Environmental and Economic Analysis of Recycled Materials. J. Clean. Prod. 2021, 313, 127936. [Google Scholar] [CrossRef]
- Naotunna, C.N.; Samarakoon, S.M.S.M.K.; Fosså, K.T. Experimental Investigation of Crack Width Variation along the Concrete Cover Depth in Reinforced Concrete Specimens with Ribbed Bars and Smooth Bars. Case Stud. Constr. Mater. 2021, 15, e00593. [Google Scholar] [CrossRef]
- Wong, E.T.T.; Norman, G. Economic Evaluation of Materials Planning Systems for Construction. Constr. Manag. Econ. 1997, 15, 39–47. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and Post-Dynamic Recrystallization under Hot, Cold and Severe Plastic Deformation Conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk Nanostructured Materials from Severe Plastic Deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Korznikov, A.V.; Mulyukov, R.R. Structure and Properties of Ultrafine-Grained Materials Produced by Severe Plastic Deformation. Mater. Sci. Eng. A 1993, 168, 141–148. [Google Scholar] [CrossRef]
- Segal, V.M. The Method of Material Preparation for Subsequent Working. Patent No. 575892, 1977. [Google Scholar]
- Segal, V.M. Equal Channel Angular Extrusion: From Macromechanics to Structure Formation. Mater. Sci. Eng. A 1999, 271, 322–333. [Google Scholar] [CrossRef]
- Strangward-Pryce, G.; Song, K.; Mizohata, K.; Hofmann, F. The Effect of High-Pressure Torsion on Irradiation Hardening of Eurofer-97. Nucl. Mater. Energy 2023, 36, 101468. [Google Scholar] [CrossRef]
- Ni, H.; Ding, C.; Wang, H.; Lv, S.; Wang, X.; Liu, Y. The Evolutions of Microstructure, Texture and Hardness of A1050 Deformed by HPT at the Transition Area. Materials 2023, 16, 4686. [Google Scholar] [CrossRef]
- Bridgman, P.W. On Torsion Combined with Compression. J. Appl. Phys. 1943, 14, 273–283. [Google Scholar] [CrossRef]
- Bridgman, P.W. Shearing Phenomena at High Pressures, Particularly in Inorganic Compounds. Proc. Am. Acad. Arts Sci. 1937, 71, 387. [Google Scholar] [CrossRef]
- Bridgman, P.W. Effects of High Shearing Stress Combined with High Hydrostatic Pressure. Phys. Rev. 1935, 48, 825–847. [Google Scholar] [CrossRef]
- Sitdikov, O.; Sakai, T.; Goloborodko, A.; Miura, H.; Kaibyshev, R. Effect of Pass Strain on Grain Refinement in 7475 Al Alloy during Hot Multidirectional Forging. Mater. Trans. 2004, 45, 2232–2238. [Google Scholar] [CrossRef]
- Gamin, Y.V.; Skugorev, A.V.; Karashaev, M.M.; Kin, T.Y.; Galkin, S.P.; Mahmoud Alhaj Ali, A.; Cheverikin, V.V. Analysis of Microstructure Evolution of Co-Cr-Mo Alloy during Isothermal Forging. Metals 2023, 13, 1583. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Alexandrov, I.V.; Islamgaliev, R.K. Processing and Properties of Nanostructured Materials Prepared by Severe Plastic Deformation. In Nanostructured Materials; Chow, G.-M., Noskova, N.I., Eds.; Springer: Dordrecht, The Netherlands, 1998; pp. 121–142. ISBN 978-94-010-6100-1. [Google Scholar]
- Langdon, T.G. Twenty-Five Years of Ultrafine-Grained Materials: Achieving Exceptional Properties through Grain Refinement. Acta Mater. 2013, 61, 7035–7059. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of Equal-Channel Angular Pressing as a Processing Tool for Grain Refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Faraji, G.; Kim, H.S. Review of Principles and Methods of Severe Plastic Deformation for Producing Ultrafine-Grained Tubes. Mater. Sci. Technol. 2017, 33, 905–923. [Google Scholar] [CrossRef]
- Zayed, E.M.; Shazly, M.; El-Sabbagh, A.; El-Mahallawy, N.A. Deformation Behavior and Properties of Severe Plastic Deformation Techniques for Bulk Materials: A Review. Heliyon 2023, 9, e16700. [Google Scholar] [CrossRef]
- Sakai, G.; Nakamura, K.; Horita, Z.; Langdon, T.G. Developing High-Pressure Torsion for Use with Bulk Samples. Mater. Sci. Eng. A 2005, 406, 268–273. [Google Scholar] [CrossRef]
- Jiang, H.; Liu, Y.; Wu, Y.; Zhao, K.; Shan, D.; Zong, Y. Grain Refinement Mechanism and Microstructural Evolution of M50NiL Steel during Multi-Directional Impact Forging. J. Mater. Eng. Perform 2019, 28, 3505–3516. [Google Scholar] [CrossRef]
- Galkin, S.P. Regulating radial-shear and screw rolling on the basis of the metal trajectory. Steel Transl. 2004, 4, 57–60. [Google Scholar]
- Troitskii, D.V.; Gamin, Y.V.; Galkin, S.P.; Budnikov, A.S. Parametric Model of a Three-Roll Unit of Radial-Shear Rolling Mini-Mill. Izv. Vysš. Učebn. Zaved. Cern. Met. 2023, 66, 376–386. [Google Scholar] [CrossRef]
- Lezhnev, S.N.; Naizabekov, A.B.; Volokitina, I.E.; Panin, E.A.; Kuis, D.V. Recycling of Stainless Steel Bar Scrap by Radial-Shear Rolling to Obtain an Ultrafine-Grained Gradient Structure. Litʹë Met. 2021, 2, 61–67. [Google Scholar] [CrossRef]
- Arbuz, A.; Kawalek, A.; Ozhmegov, K.; Dyja, H.; Panin, E.; Lepsibayev, A.; Sultanbekov, S.; Shamenova, R. Using of Radial-Shear Rolling to Improve the Structure and Radiation Resistance of Zirconium-Based Alloys. Materials 2020, 13, 4306. [Google Scholar] [CrossRef] [PubMed]
- Berazategui, D.A.; Cavaliere, M.A.; Montelatici, L.; Dvorkin, E.N. On the Modelling of Complex 3D Bulk Metal Forming Processes via the Pseudo-Concentrations Technique. Application to the Simulation of the Mannesmann Piercing Process. Int. J. Numer. Meth. Eng. 2006, 65, 1113–1144. [Google Scholar] [CrossRef]
- Cho, J.M.; Kim, B.S.; Moon, H.K.; Lee, M.C.; Joun, M.S. Comparative Study on Mannesmann Roll Piercing Processes between Diescher’s Guiding Disk and Stiefel’s Guiding Shoe. In Proceedings of the 11th International Conference on Numerical Methods in Industrial Forming Processes: NUMIFORM 2013, Shenyang, China, 6–10 July 2013; pp. 843–849. [Google Scholar]
- Lezhnev, S.N.; Naizabekov, A.B.; Panin, E.A.; Volokitina, I.E.; Arbuz, A.S. Graded Microstructure Preparation in Austenitic Stainless Steel during Radial-Shear Rolling. Metallurgist 2021, 64, 1150–1159. [Google Scholar] [CrossRef]
- Naizabekov, A.; Lezhnev, S.; Arbuz, A.; Panin, E. The Effect of Radial-Shear Rolling on Microstructure and Mechanical Properties of Stainless Austenitic Steel AISI-321. MATEC Web Conf. 2018, 190, 11003. [Google Scholar] [CrossRef][Green Version]
- Ding, X.; Sun, L.; Huang, X.; Zhao, Z. Research on Three-Roll Screw Rolling Process for Ti6Al4V Titanium Alloy Bar. High Temp. Mater. Process. 2019, 38, 178–182. [Google Scholar] [CrossRef]
- Dmitriev, S.; Malikov, V.; Ishkov, A. The Steel Defects Investigation by the Eddy Current Method. IOP Conf. Ser. Mater. Sci. Eng. 2019, 698, 066045. [Google Scholar] [CrossRef]
- Kadykov, V.N.; Umanskii, A.A.; Mart’yanov, Y.A. Study of surface deformation during rolling of the bar calibers. Izv. Vysš. Učebn. Zaved. Cern. Met. 2015, 56, 8. [Google Scholar] [CrossRef][Green Version]
- Klueh, R.L.; Shingledecker, J.P.; Swindeman, R.W.; Hoelzer, D.T. Oxide Dispersion-Strengthened Steels: A Comparison of Some Commercial and Experimental Alloys. J. Nucl. Mater. 2005, 341, 103–114. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Ukai, S.; Fujiwara, M. Perspective of ODS Alloys Application in Nuclear Environments. J. Nucl. Mater. 2002, 307–311, 749–757. [Google Scholar] [CrossRef]
- Hampel, U.; Babout, L.; Banasiak, R.; Schleicher, E.; Soleimani, M.; Wondrak, T.; Vauhkonen, M.; Lähivaara, T.; Tan, C.; Hoyle, B.; et al. A Review on Fast Tomographic Imaging Techniques and Their Potential Application in Industrial Process Control. Sensors 2022, 22, 2309. [Google Scholar] [CrossRef] [PubMed]
- Arbuz, A.; Kawalek, A.; Panichkin, A.; Ozhmegov, K.; Popov, F.; Lutchenko, N. Using the Radial Shear Rolling Method for Fast and Deep Processing Technology of a Steel Ingot Cast Structure. Materials 2023, 16, 7547. [Google Scholar] [CrossRef]
- Skripalenko, M.M.; Rogachev, S.O.; Bazhenov, V.E.; Romantsev, B.A.; Skripalenko, M.N.; Karpov, B.V.; Titov, A.Y.; Koltygin, A.V.; Danilin, A.V. Research of Three-High Screw Rolling of Aluminum Billets with Copper Inserts at Different Rolls Feed Angles. Metals 2023, 13, 1671. [Google Scholar] [CrossRef]
- Faini, F.; Attanasio, A.; Ceretti, E. Experimental and FE Analysis of Void Closure in Hot Rolling of Stainless Steel. J. Mater. Process. Technol. 2018, 259, 235–242. [Google Scholar] [CrossRef]
- EN 485-2; Aluminium and Aluminium Alloys. Sheet, Strip and Plate. Mechanical Properties. European Standard; European Committee for Standardization: Brussels, Belgium, 2007.
- Lee, Y.S.; Lee, S.U.; Van Tyne, C.J.; Joo, B.D.; Moon, Y.H. Internal Void Closure during the Forging of Large Cast Ingots Using a Simulation Approach. J. Mater. Process. Technol. 2011, 211, 1136–1145. [Google Scholar] [CrossRef]
- Arbuz, A.; Kawalek, A.; Ozhmegov, K.; Panin, E.; Magzhanov, M.; Lutchenko, N.; Yurchenko, V. Obtaining an Equiaxed Ultrafine-Grained State of the Longlength Bulk Zirconium Alloy Bars by Extralarge Shear Deformations with a Vortex Metal Flow. Materials 2023, 16, 1062. [Google Scholar] [CrossRef]
- Lezhnev, S.; Naizabekov, A.; Kuis, D.; Kasperovich, A.; Panin, E. Modeling of the Rebar Products Recycling Technology by Radial-Shear Rolling and Drawing. In Proceedings of the 30th Anniversary International Conference on Metallurgy and Materials, Brno, Czech Republic, 26–28 May 2021; pp. 193–198. [Google Scholar]
- Lopatin, N.V.; Salishchev, G.A.; Galkin, S.P. Mathematical Modeling of Radial-Shear Rolling of the VT6 Titanium Alloy under Conditions of Formation of a Globular Structure. Russ. J. Non-Ferr. Met. 2011, 52, 442–447. [Google Scholar] [CrossRef]
- Dobatkin, S.; Galkin, S.; Estrin, Y.; Serebryany, V.; Diez, M.; Martynenko, N.; Lukyanova, E.; Perezhogin, V. Grain Refinement, Texture, and Mechanical Properties of a Magnesium Alloy after Radial-Shear Rolling. J. Alloys Compd. 2019, 774, 969–979. [Google Scholar] [CrossRef]
- Galkin, S.P. Radial Shear Rolling as an Optimal Technology for Lean Production. Steel Transl. 2014, 44, 61–64. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arbuz, A.; Panichkin, A.; Popov, F.; Kawalek, A.; Ozhmegov, K.; Lutchenko, N. Modeling the Evolution of Casting Defect Closure in Ingots through Radial Shear Rolling Processing. Metals 2024, 14, 53. https://doi.org/10.3390/met14010053
Arbuz A, Panichkin A, Popov F, Kawalek A, Ozhmegov K, Lutchenko N. Modeling the Evolution of Casting Defect Closure in Ingots through Radial Shear Rolling Processing. Metals. 2024; 14(1):53. https://doi.org/10.3390/met14010053
Chicago/Turabian StyleArbuz, Alexandr, Alexandr Panichkin, Fedor Popov, Anna Kawalek, Kirill Ozhmegov, and Nikita Lutchenko. 2024. "Modeling the Evolution of Casting Defect Closure in Ingots through Radial Shear Rolling Processing" Metals 14, no. 1: 53. https://doi.org/10.3390/met14010053
APA StyleArbuz, A., Panichkin, A., Popov, F., Kawalek, A., Ozhmegov, K., & Lutchenko, N. (2024). Modeling the Evolution of Casting Defect Closure in Ingots through Radial Shear Rolling Processing. Metals, 14(1), 53. https://doi.org/10.3390/met14010053