
Biocoke Thermochemical Properties for Foamy Slag Formations in Electric Arc Furnace Steelmaking




Abstract
1. Introduction
- −
- The value of fixed carbon, ash value, and composition are important in carbon source interactions with molten slag and slag foaming behavior [23].
- −
- The value of volatile matters can also contribute to slag foaming behavior, but it is less effective than the gas from the chemical reaction [24].
- −
- Carbon microstructure is an important factor worth considering [8].
- −
- Wetting capacity, surface roughness, and chemical reactivity of carbon sources are important parameters influencing this process [8].
2. Materials and Methods
3. Results and Discussion
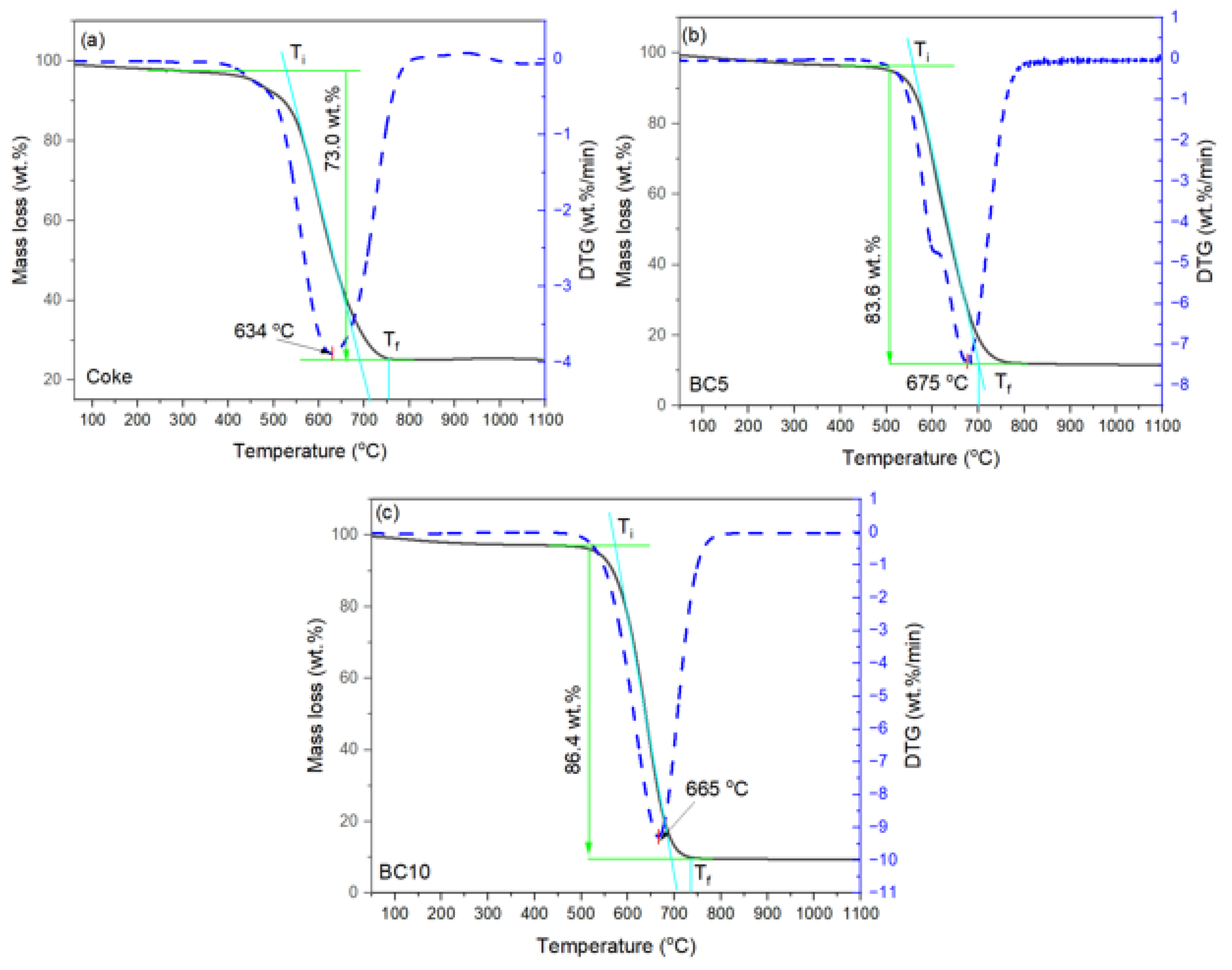
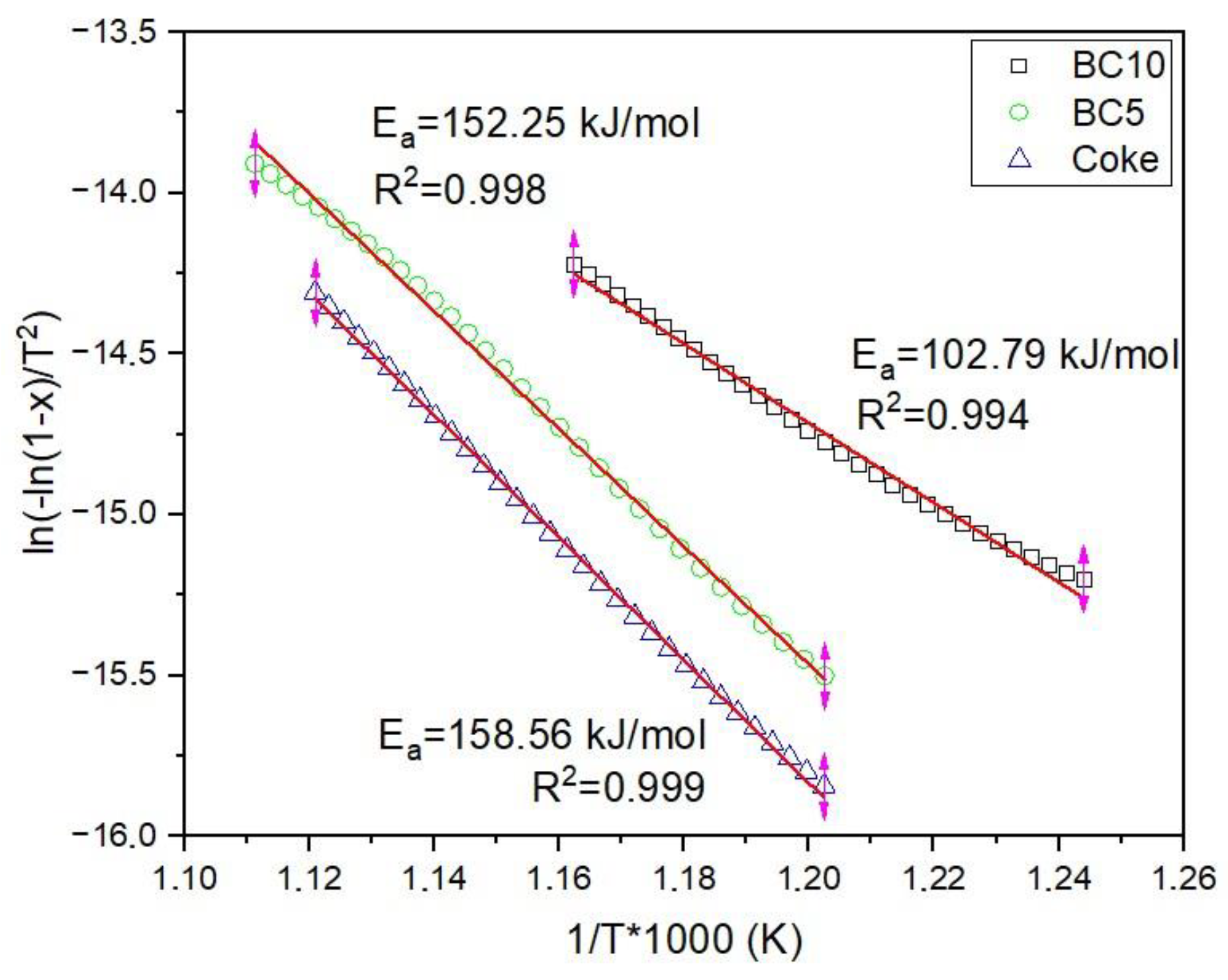
3.1. Thermogravimetric Characters of Carbon Sources
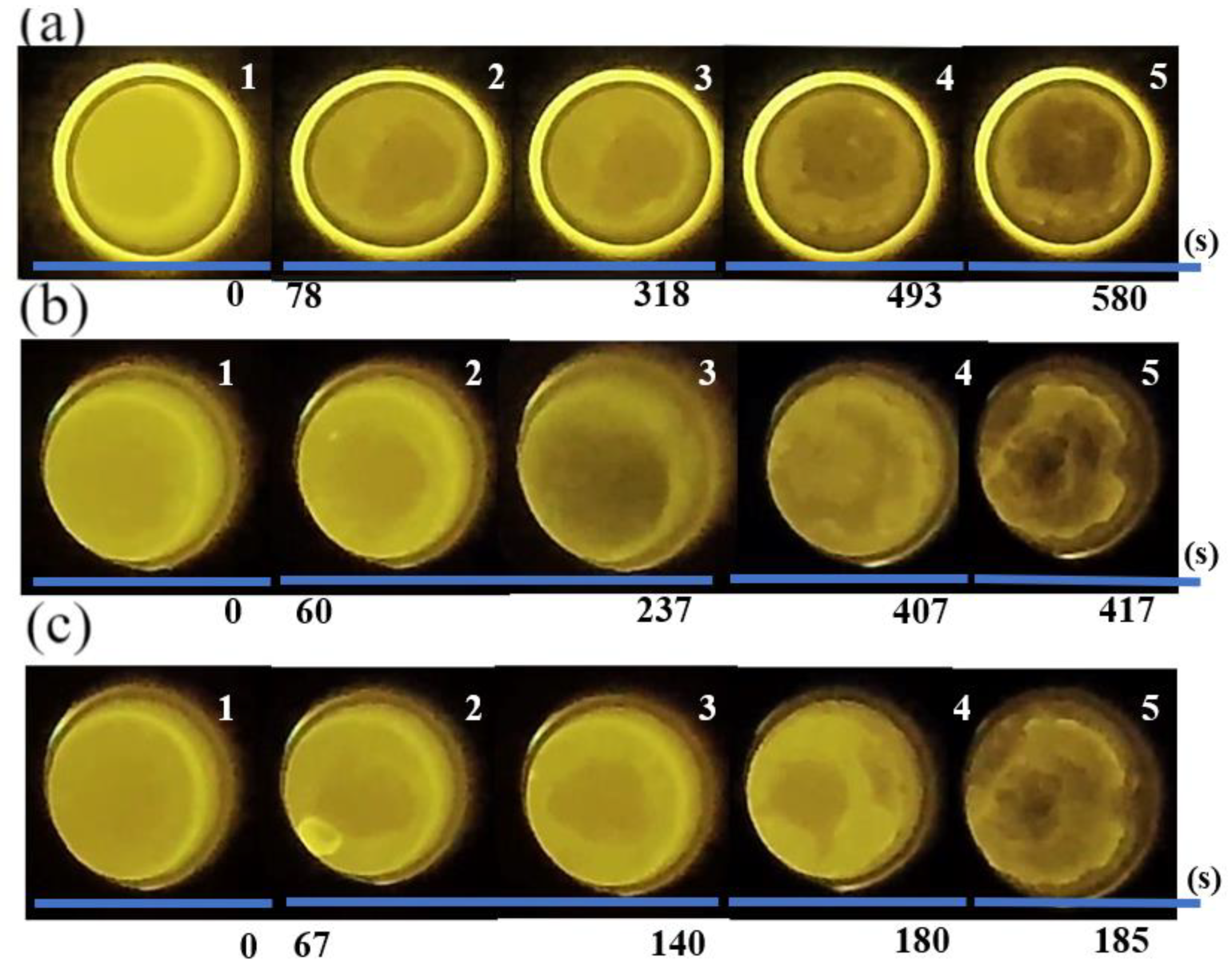
3.2. Formation of Slag Foam and Its Characteristics
4. Conclusions
- −
- The reactivity of the carbon source samples through combustion under air revealed the difference in mass loss between carbon sources in increasing order of coke < biocoke with 5 wt.% wood pellets < biocoke with 10 wt.% wood pellets. Likewise, differences were revealed in the activation energies between these sources, where coke Ea was 158.56 kJ/mol, for biocoke with 5 wt.% wood pellets, it was 152.25 kJ/mol, and for biocoke with 10 wt.% wood pellets, it was 102.79 kJ/mol.
- −
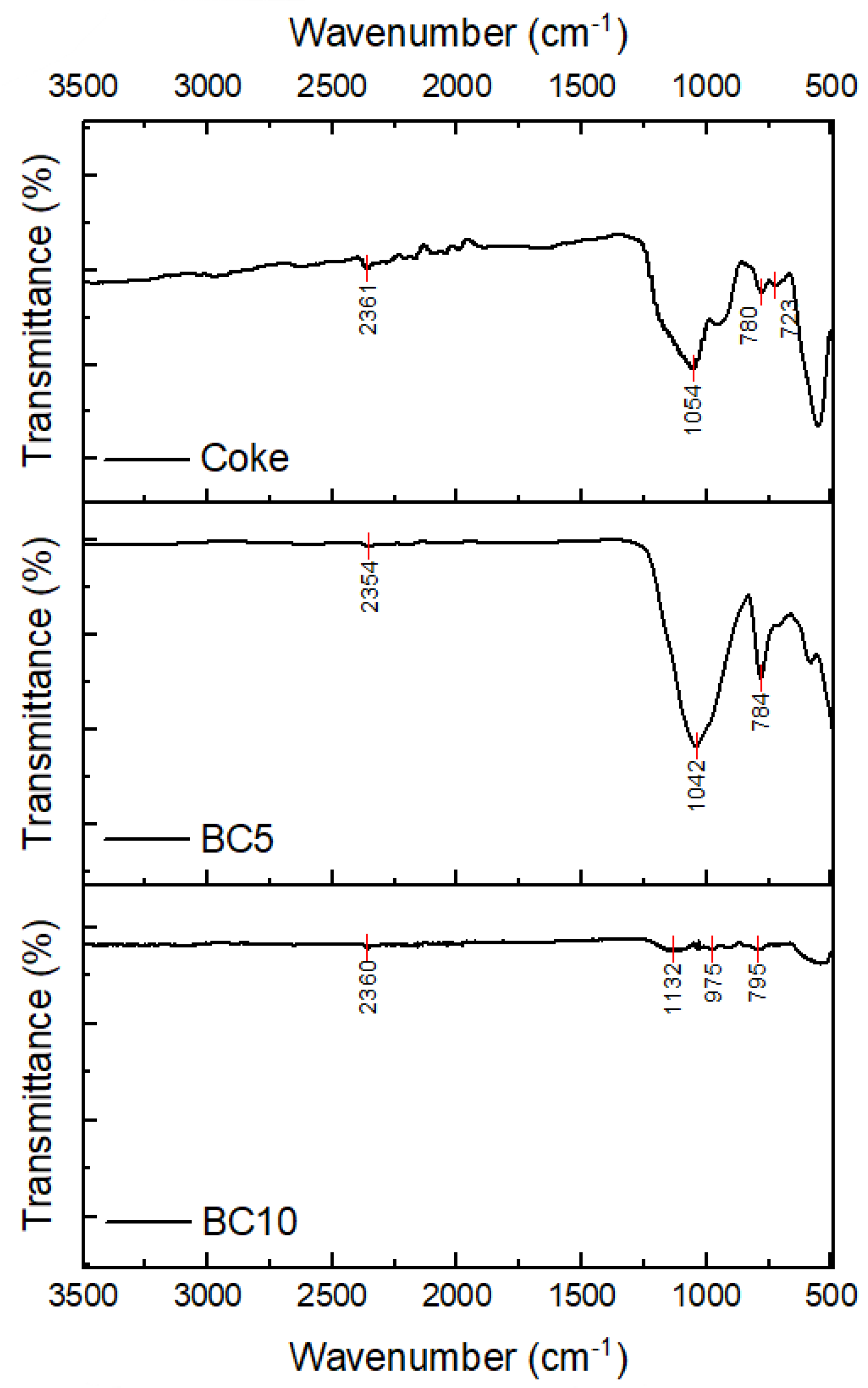
- According to FTIR analysis, for biocoke with 10 wt.% wood pellets, the intensity of the peaks is very weak compared to coke or biocoke with 5 wt.% wood pellets, indicating that biocoke with 10 wt.% wood pellets has almost entirely reacted with air oxygen.
- −
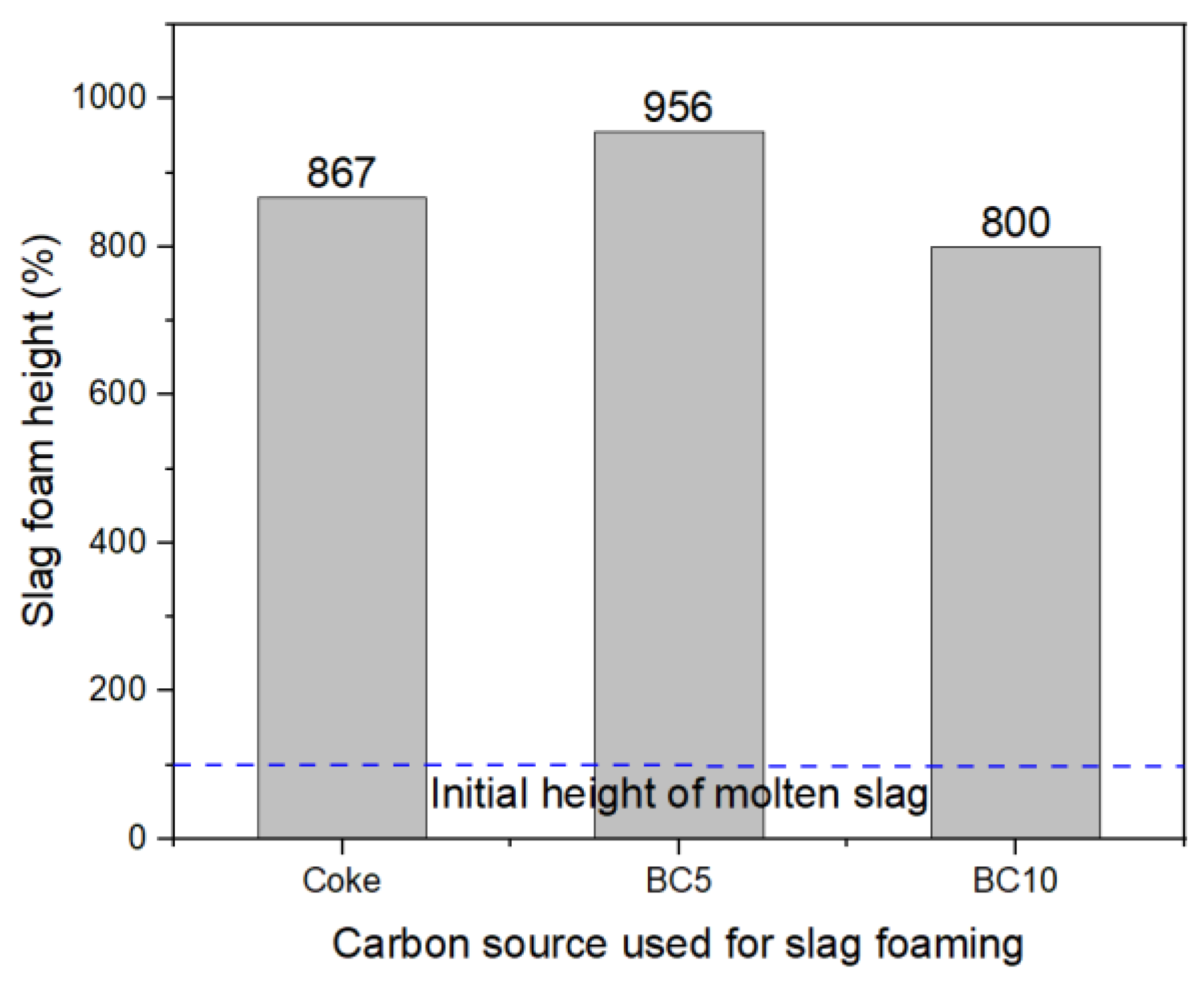
- The applicability of biocoke for facilitating foaming slag was confirmed, marked by stable foaming and increased volume and height, without an uncontrollable change in the slag foaming characters. Comparatively, the relative foaming volume, ΔV/V0, was improved for biocoke with 5 wt.% wood pellets in contrast to coke. However, the utilization of biocoke with 10 wt.% wood pellets exhibited marginally less foaming compared to coke. The introduction of 5 wt.% wood pellets increased the reaction rate, reducing slag foaming time. Conversely, adding 10 wt.% wood pellets significantly decreased foaming time, limiting this process.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Correction Statement
References
- Axelson, M.; Oberthür, S.; Nilsson, L.J. Emission Reduction Strategies in the EU Steel Industry: Implications for Business Model Innovation. J. Ind. Ecol. 2021, 25, 390–402. [Google Scholar] [CrossRef]
- Hara, S.; Ogino, K. Slag-Foaming Phenomenon in Pyrometallurgical Processes. ISIJ Int. 1992, 32, 81–86. [Google Scholar] [CrossRef]
- Luz, A.P.; Avila, T.A.; Bonadia, P.; Pandolfelli, V.C. Slag Foaming: Fundamentals, Experimental Evaluation and Application in the Steelmaking Industry. Refract. Worldforum 2011, 3, 91–98. [Google Scholar]
- Agnihotri, A.; Singh, P.K.; Singh, D.; Gupta, M. Foamy Slag Practice to Enhance the Energy Efficiency of Electric Arc Furnace: An Industrial Scale Validation. Mater. Today Proc. 2021, 46, 1537–1542. [Google Scholar] [CrossRef]
- Morales, R.D.; Rubén, L.G.; López, F.; Camacho, J.; Romero, J.A. The Slag Foaming Practice in EAF and Its Influence on the Steelmaking Shop Productivity. ISIJ Int. 1995, 35, 1054–1062. [Google Scholar] [CrossRef]
- Matsuura, H.; Fruehan, R.J. Slag Foaming in an Electric Arc Furnace. ISIJ Int. 2009, 49, 1530–1535. [Google Scholar] [CrossRef]
- Vieira, D.; Almeida, R.A.M.D.; Bielefeldt, W.V.; Vilela, A.C.F. Slag Evaluation to Reduce Energy Consumption and EAF Electrical Instability. Mat. Res. 2016, 19, 1127–1131. [Google Scholar] [CrossRef]
- Huang, X.-A.; Ng, K.W.; Giroux, L.; Duchesne, M. Carbonaceous Material Properties and Their Interactions with Slag During Electric Arc Furnace Steelmaking. Met. Mater. Trans. B 2019, 50, 1387–1398. [Google Scholar] [CrossRef]
- Kieush, L.; Koveria, A.; Boyko, M.; Yaholnyk, M.; Hrubiak, A.; Molchanov, L.; Moklyak, V. Influence of Biocoke on Iron Ore Sintering Performance and Strength Properties of Sinter. Min. Min. Depos. 2022, 16, 55–63. [Google Scholar] [CrossRef]
- Solar, J.; Hernandez, A.; Lopez-Urionabarrenechea, A.; De Marco, I.; Adrados, A.; Caballero, B.M.; Gastelu, N. From Woody Biomass Waste to Biocoke: Influence of the Proportion of Different Tree Components. Eur. J. Wood Prod. 2017, 75, 485–497. [Google Scholar] [CrossRef]
- Koveria, A.; Kieush, L.; Svietkina, O.; Perkov, Y. Metallurgical Coke Production with Biomass Additives. Part 1. A Review of Existing Practices. Can. Metall. Q. 2020, 59, 417–429. [Google Scholar] [CrossRef]
- Montiano, M.G.; Díaz-Faes, E.; Barriocanal, C.; Alvarez, R. Influence of Biomass on Metallurgical Coke Quality. Fuel 2014, 116, 175–182. [Google Scholar] [CrossRef]
- Hu, M.; Chen, Z.; Wang, S.; Guo, D.; Ma, C.; Zhou, Y.; Chen, J.; Laghari, M.; Fazal, S.; Xiao, B.; et al. Thermogravimetric Kinetics of Lignocellulosic Biomass Slow Pyrolysis Using Distributed Activation Energy Model, Fraser–Suzuki Deconvolution, and Iso-Conversional Method. Energy Convers. Manag. 2016, 118, 1–11. [Google Scholar] [CrossRef]
- Chen, X.; Liu, L.; Zhang, L.; Zhao, Y.; Qiu, P. Pyrolysis Characteristics and Kinetics of Coal–Biomass Blends during Co-Pyrolysis. Energy Fuels 2019, 33, 1267–1278. [Google Scholar] [CrossRef]
- Chen, W.-H.; Wu, J.-S. An Evaluation on Rice Husks and Pulverized Coal Blends Using a Drop Tube Furnace and a Thermogravimetric Analyzer for Application to a Blast Furnace. Energy 2009, 34, 1458–1466. [Google Scholar] [CrossRef]
- Xu, J.; Zuo, H.; Wang, G.; Zhang, J.; Guo, K.; Liang, W. Gasification Mechanism and Kinetics Analysis of Coke Using Distributed Activation Energy Model (DAEM). Appl. Therm. Eng. 2019, 152, 605–614. [Google Scholar] [CrossRef]
- Yang, T.; Wei, B.; Wang, S.; Liu, W.; Chen, L.; Wang, J.; Abudureheman, M.; Ma, J.; Wang, F. Effect of Particle Size on the Kinetics of Pure Oxygen Combustion of Coke. Thermochim. Acta 2023, 719, 179405. [Google Scholar] [CrossRef]
- Qin, Y.; Ling, Q.; He, W.; Hu, J.; Li, X. Metallurgical Coke Combustion with Different Reactivity under Nonisothermal Conditions: A Kinetic Study. Materials 2022, 15, 987. [Google Scholar] [CrossRef]
- Fidalgo, B.; Berrueco, C.; Millan, M. Chars from Agricultural Wastes as Greener Fuels for Electric Arc Furnaces. J. Anal. Appl. Pyrolysis 2015, 113, 274–280. [Google Scholar] [CrossRef]
- Cardarelli, A.; De Santis, M.; Cirilli, F.; Barbanera, M. Computational Fluid Dynamics Analysis of Biochar Combustion in a Simulated Ironmaking Electric Arc Furnace. Fuel 2022, 328, 125267. [Google Scholar] [CrossRef]
- Wei, R.; Zheng, X.; Zhu, Y.; Feng, S.; Long, H.; Xu, C.C. Hydrothermal Bio-Char as a Foaming Agent for Electric Arc Furnace Steelmaking: Performance and Mechanism. Appl. Energy 2024, 353, 122084. [Google Scholar] [CrossRef]
- Son, K.; Lee, J.; Hwang, H.; Jeon, W.; Yang, H.; Sohn, I.; Kim, Y.; Um, H. Slag Foaming Estimation in the Electric Arc Furnace Using Machine Learning Based Long Short-Term Memory Networks. J. Mater. Res. Technol. 2021, 12, 555–568. [Google Scholar] [CrossRef]
- Yunos, N.F.M.; Zaharia, M.; Ismail, A.N.; Idris, M.A. Transforming Waste Materials as Resources for EAF Steelmaking. Int. J. Mater. Eng. 2014, 4, 167–170. [Google Scholar]
- Zhang, Y.; Fruehan, R.J. Effect of the Bubble Size and Chemical Reactions on Slag Foaming. Met. Mater Trans. B 1995, 26, 803–812. [Google Scholar] [CrossRef]
- Luz, A.P.; Tomba Martinez, A.G.; López, F.; Bonadia, P.; Pandolfelli, V.C. Slag Foaming Practice in the Steelmaking Process. Ceram. Int. 2018, 44, 8727–8741. [Google Scholar] [CrossRef]
- Menad, N.-E.; Kana, N.; Seron, A.; Kanari, N. New EAF Slag Characterization Methodology for Strategic Metal Recovery. Materials 2021, 14, 1513. [Google Scholar] [CrossRef]
- ASTM D3172-13; Standard Practice for Proximate Analysis of Coal and Coke 2013. ASTM International: West Conshohocken, PA, USA, 2013.
- Gudenau, H.W.; Senk, D.; Fukada, K.; Babich, A.; Froehling, C. Coke Behaviour in the Lower Part of BF with High Injection Rate. In International BF Lower Zone Symposium; Illawarra Branch: Wollongong, Australia, 2002. [Google Scholar]
- Kieush, L.; Koveria, A.; Schenk, J.; Rysbekov, K.; Lozynskyi, V.; Zheng, H.; Matayev, A. Investigation into the Effect of Multi-Component Coal Blends on Properties of Metallurgical Coke via Petrographic Analysis under Industrial Conditions. Sustainability 2022, 14, 9947. [Google Scholar] [CrossRef]
- Kieush, L.; Schenk, J. Investigation of the Impact of Biochar Application on Foaming Slags with Varied Compositions in Electric Arc Furnace-Based Steel Production. Energies 2023, 16, 6325. [Google Scholar] [CrossRef]
- Kieush, L.; Schenk, J.; Koveria, A.; Hrubiak, A.; Hopfinger, H.; Zheng, H. Evaluation of Slag Foaming Behavior Using Renewable Carbon Sources in Electric Arc Furnace-Based Steel Production. Energies 2023, 16, 4673. [Google Scholar] [CrossRef]
- Lu, J.-J.; Chen, W.-H. Investigation on the Ignition and Burnout Temperatures of Bamboo and Sugarcane Bagasse by Thermogravimetric Analysis. Appl. Energy 2015, 160, 49–57. [Google Scholar] [CrossRef]
- Coats, A.W.; Redfern, J. Kinetic Parameters from Thermogravimetric Data. Nature 1964, 201, 68. [Google Scholar] [CrossRef]
- Tang, L.; Xiao, J.; Mao, Q.; Zhang, Z.; Yao, Z.; Zhu, X.; Ye, S.; Zhong, Q. Thermogravimetric Analysis of the Combustion Characteristics and Combustion Kinetics of Coals Subjected to Different Chemical Demineralization Processes. ACS Omega 2022, 7, 13998–14008. [Google Scholar] [CrossRef] [PubMed]
- Okolo, G.N.; Neomagus, H.W.J.P.; Everson, R.C.; Roberts, M.J.; Bunt, J.R.; Sakurovs, R.; Mathews, J.P. Chemical–Structural Properties of South African Bituminous Coals: Insights from Wide Angle XRD–Carbon Fraction Analysis, ATR–FTIR, Solid State 13 C NMR, and HRTEM Techniques. Fuel 2015, 158, 779–792. [Google Scholar] [CrossRef]
- Warren, B.E. X-Ray Diffraction in Random Layer Lattices. Phys. Rev. 1941, 59, 693–698. [Google Scholar] [CrossRef]
- Wang, J.; Wang, W.; Chen, X.; Bao, J.; Duan, L.; Xu, R.; Zheng, H. Investigation on the Evolution of Structure and Strength of Iron Coke during Carbonization: Carbon Structure, Pore Structure, and Carbonization Mechanism. Powder Technol. 2024, 431, 119059. [Google Scholar] [CrossRef]
- Zheng, H.; Xu, R.; Zhang, J.; Daghagheleh, O.; Schenk, J.; Li, C.; Wang, W. A Comprehensive Review of Characterization Methods for Metallurgical Coke Structures. Materials 2021, 15, 174. [Google Scholar] [CrossRef] [PubMed]
- Fu, X.; Pang, Q.; Yang, X.; Zhan, W.; He, Z. Effect of High Temperature on Macroscopic Properties and Microstructure of Metallurgical Coke. Fuel 2024, 356, 129543. [Google Scholar] [CrossRef]
- Ochoa, A.; Ibarra, Á.; Bilbao, J.; Arandes, J.M.; Castaño, P. Assessment of Thermogravimetric Methods for Calculating Coke Combustion-Regeneration Kinetics of Deactivated Catalyst. Chem. Eng. Sci. 2017, 171, 459–470. [Google Scholar] [CrossRef]
- DiGiovanni, C.; Li, D.; Ng, K.W.; Huang, X. Ranking of Injection Biochar for Slag Foaming Applications in Steelmaking. Metals 2023, 13, 1003. [Google Scholar] [CrossRef]
- Ng, K.W.; MacPhee, J.A.; Giroux, L.; Todoschuk, T. Reactivity of Bio-Coke with CO2. Fuel Process. Technol. 2011, 92, 801–804. [Google Scholar] [CrossRef]
- Suopajärvi, H.; Dahl, E.; Kemppainen, A.; Gornostayev, S.; Koskela, A.; Fabritius, T. Effect of Charcoal and Kraft-Lignin Addition on Coke Compression Strength and Reactivity. Energies 2017, 10, 1850. [Google Scholar] [CrossRef]
- Ogawa, Y.; Katayama, H.; Hirata, H.; Tokumitsu, N.; Yamauchi, M. Slag Foaming in Smelting Reduction and Its Control with Carbonaceous Materials. ISIJ Int. 1992, 32, 87–94. [Google Scholar] [CrossRef]
- Oh, J.S.; Lee, J. Composition-Dependent Reactive Wetting of Molten Slag on Coke Substrates. J. Mater. Sci. 2016, 51, 1813–1819. [Google Scholar] [CrossRef]
- Migas, P.; Karbowniczek, M. Interactions between Liquid Slag and Graphite During the Reduction of Metallic Oxides. Arch. Metall. Mater. 2010, 55, 1147–1157. [Google Scholar] [CrossRef]
- Sahajwalla, V.; Khanna, R.; Rahman, M.; Saha-Chaudhury, N.; Knights, D.; O’Kane, P.; Association for Iron & Steel Technology. Recycling of Waste Plastics for Slag Foaming in EAF Steelmaking. In Proceedings of the AISTech—Iron and Steel Technology Conference Proceedings, Cleveland, OH, USA, 1–4 May 2006; Volume 2. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | FeO, wt.% | CaO, wt.% | SiO2, wt.% | MgO, wt.% | Al2O3, wt.% | Total | B2 | B3 |
|---|---|---|---|---|---|---|---|---|
| 29.0 | 35.0 | 17.0 | 10.0 | 9.0 | 100.0 | 2.0 | 1.3 |
| Characters | Coke | BC5 | BC10 |
|---|---|---|---|
| Proximate analysis, wt.% | |||
| M | 0.77 | 0.66 | 0.65 |
| VM (db) | 1.46 | 1.40 | 1.42 |
| VM (daf) | 1.48 | 1.42 | 1.44 |
| Ash (db) | 11.1 | 10.8 | 10.5 |
| Cfix (db) | 87.4 | 87.8 | 88.1 |
| Higher heating value, MJ/kg | |||
| HHV | 29.57 | 29.59 | 29.63 |
| Elemental analysis, wt.% | |||
| S (db) | 1.36 | 1.28 | 1.20 |
| C (db) | 84.51 | 84.74 | 85.05 |
| H (db) | 0.30 | 0.27 | 0.22 |
| N (db) | 1.10 | 1.06 | 1.02 |
| * Others, mainly O (db) | 1.63 | 1.85 | 2.01 |
| Characteristic of microstructural parameter, nm | |||
| d002 | 0.36 | 0.35 | 0.35 |
| La | 3.60 | 2.98 | 3.04 |
| Sample | Coke, g | BC5, g | BC10, g |
|---|---|---|---|
| Stoichiometrically required amount | 5.53 | 5.50 | 5.49 |
| Combustion Characteristics | Coke | BC5 | BC10 |
|---|---|---|---|
| Ignition temperature Ti, °C | 530 | 558 | 559 |
| Peak temperature Tp, °C | 634 | 675 | 665 |
| Burnout temperature Tf, °C | 758 | 701 | 735 |
| T, °C | 228 | 143 | 176 |
| Weight loss, wt.% | 73.0 | 83.6 | 86.4 |
| Slag Characters | Molten Slag | ||
|---|---|---|---|
| Initial slag height mean hslag, cm | 0.9 | ||
| Initial slag volume mean Vslag, cm3 | 28.04 | ||
| Slag foaming characters | SF (Coke) | SF (BC5) | SF (BC10) |
| Slag foam height hfoam, cm | 7.8 | 8.6 | 7.2 |
| Time of slag foaming, s | 580 | 417 | 185 |
| Slag foam volume Vfoam, cm3 | 243.02 | 267.94 | 224.33 |
| Relative foaming volume, ΔV/V0 | 7.67 | 8.56 | 7.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kieush, L.; Schenk, J.; Koveria, A.; Hrubiak, A. Biocoke Thermochemical Properties for Foamy Slag Formations in Electric Arc Furnace Steelmaking. Metals 2024, 14, 13. https://doi.org/10.3390/met14010013
Kieush L, Schenk J, Koveria A, Hrubiak A. Biocoke Thermochemical Properties for Foamy Slag Formations in Electric Arc Furnace Steelmaking. Metals. 2024; 14(1):13. https://doi.org/10.3390/met14010013
Chicago/Turabian StyleKieush, Lina, Johannes Schenk, Andrii Koveria, and Andrii Hrubiak. 2024. "Biocoke Thermochemical Properties for Foamy Slag Formations in Electric Arc Furnace Steelmaking" Metals 14, no. 1: 13. https://doi.org/10.3390/met14010013
APA StyleKieush, L., Schenk, J., Koveria, A., & Hrubiak, A. (2024). Biocoke Thermochemical Properties for Foamy Slag Formations in Electric Arc Furnace Steelmaking. Metals, 14(1), 13. https://doi.org/10.3390/met14010013