


Impact of Injection Rate on Flow Mixing during the Refining Stage in an Electric Arc Furnace





Abstract
1. Introduction
2. Methodology
2.1. Description of the Integrated CFD Platform for EAF Refining Simulations
- The supersonic coherent jet is simulated first based on the injection conditions of the burners operating in lance mode. This simulation assumes a steady-state condition, as the impact of the liquid bath on co-jet operation is expected to be minor. This step provides velocity profiles and composition of the injecting flow from the tip of the burner to the surface of the bath.
- Outputs from the coherent jet simulation are used to estimate the cavities formed by the jets on the surface of the liquid bath.
- The computational domain for the refining simulation is created based on the actual geometry of the industrial-scale EAF and the geometry of cavities calculated in step 2. This domain includes the liquid bath only. A transient simulation is performed in the computational domain where oxygen is injected at the cavities, at the rate provided by the coherent jet simulation solution.
2.2. Simulation of the Supersonic Coherent Jet Burners (Steady State Simulation)
2.3. Calculation of the Cavity Produced by the Coherent Jet in the Liquid Bath
2.4. Stirring of the Bath Due to Jet Injection (Transient Simulation)
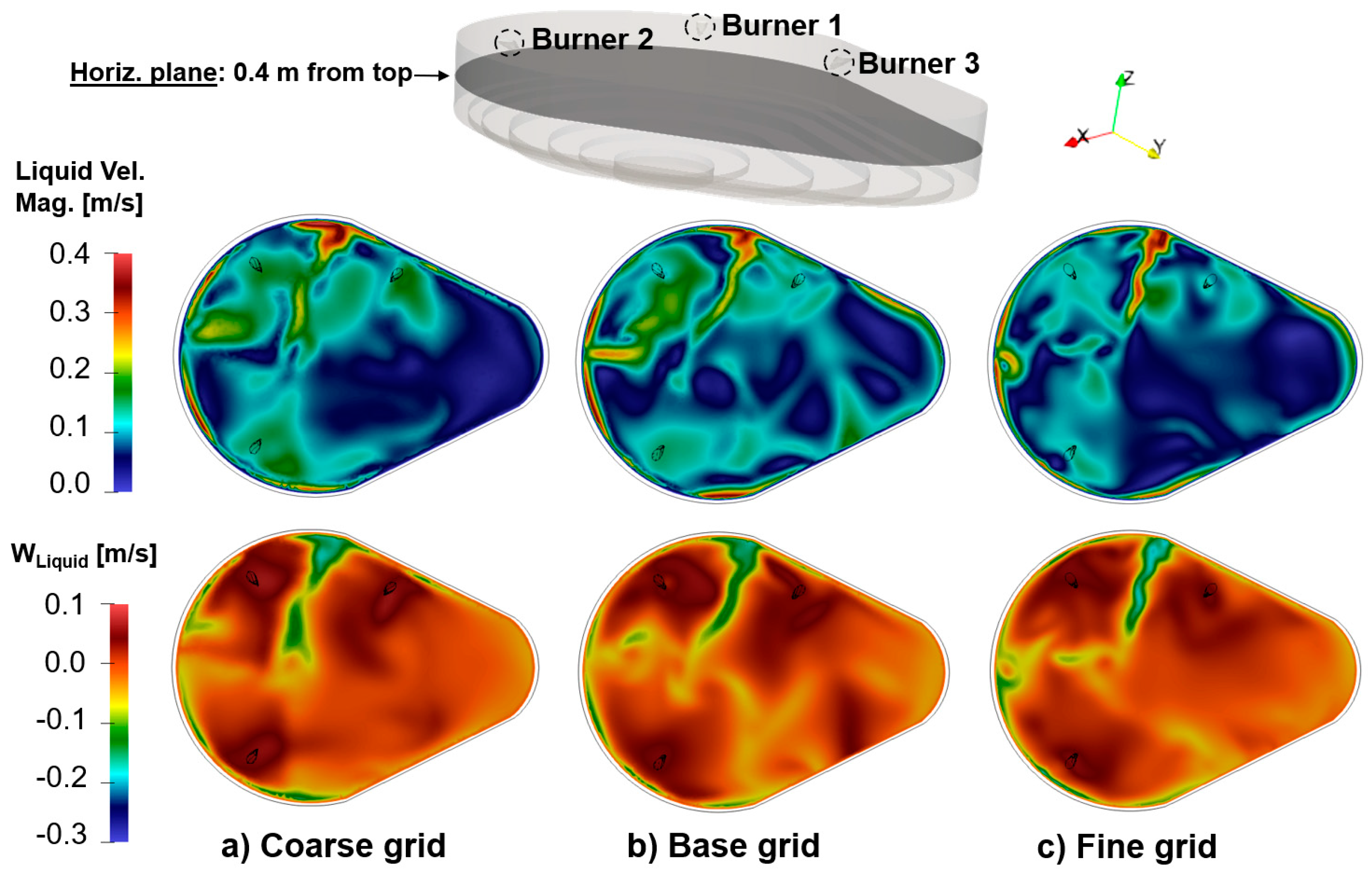
2.5. Grid Sensitivity Study
2.6. Operation Conditions of Case Simulations
3. Results
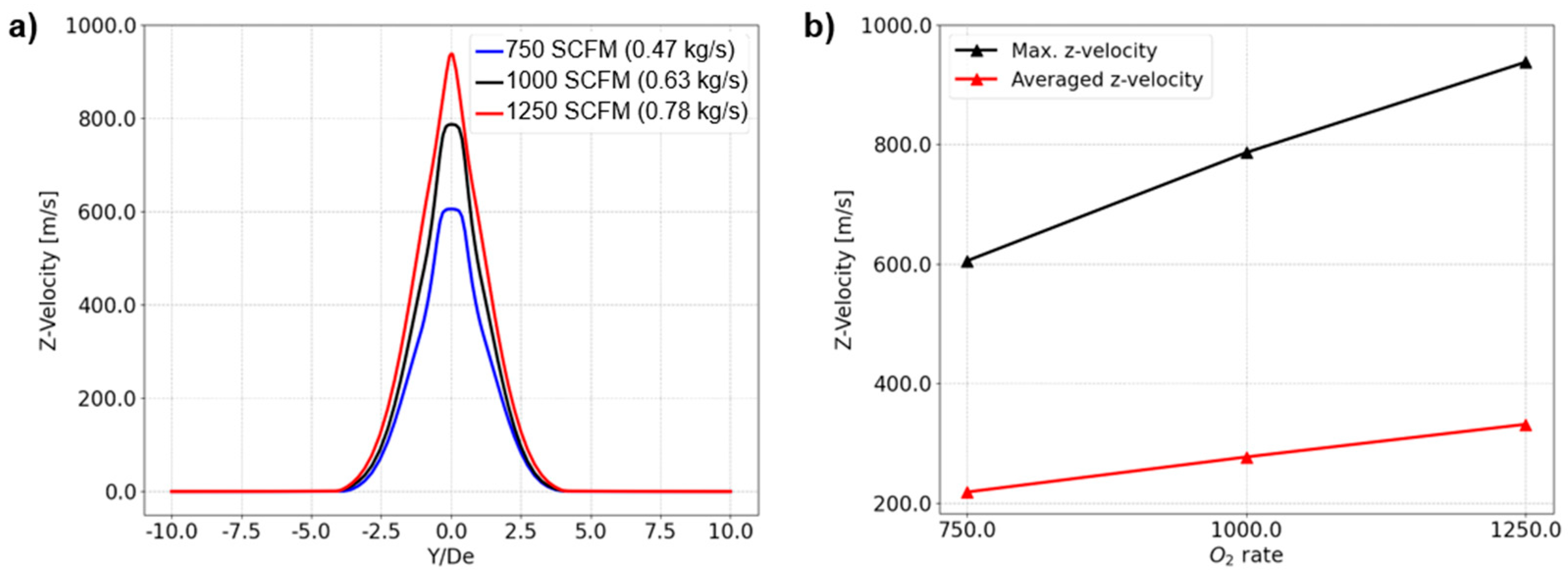
3.1. Impact of Flow Rate on the Coherent Jets’ Penetration Depth
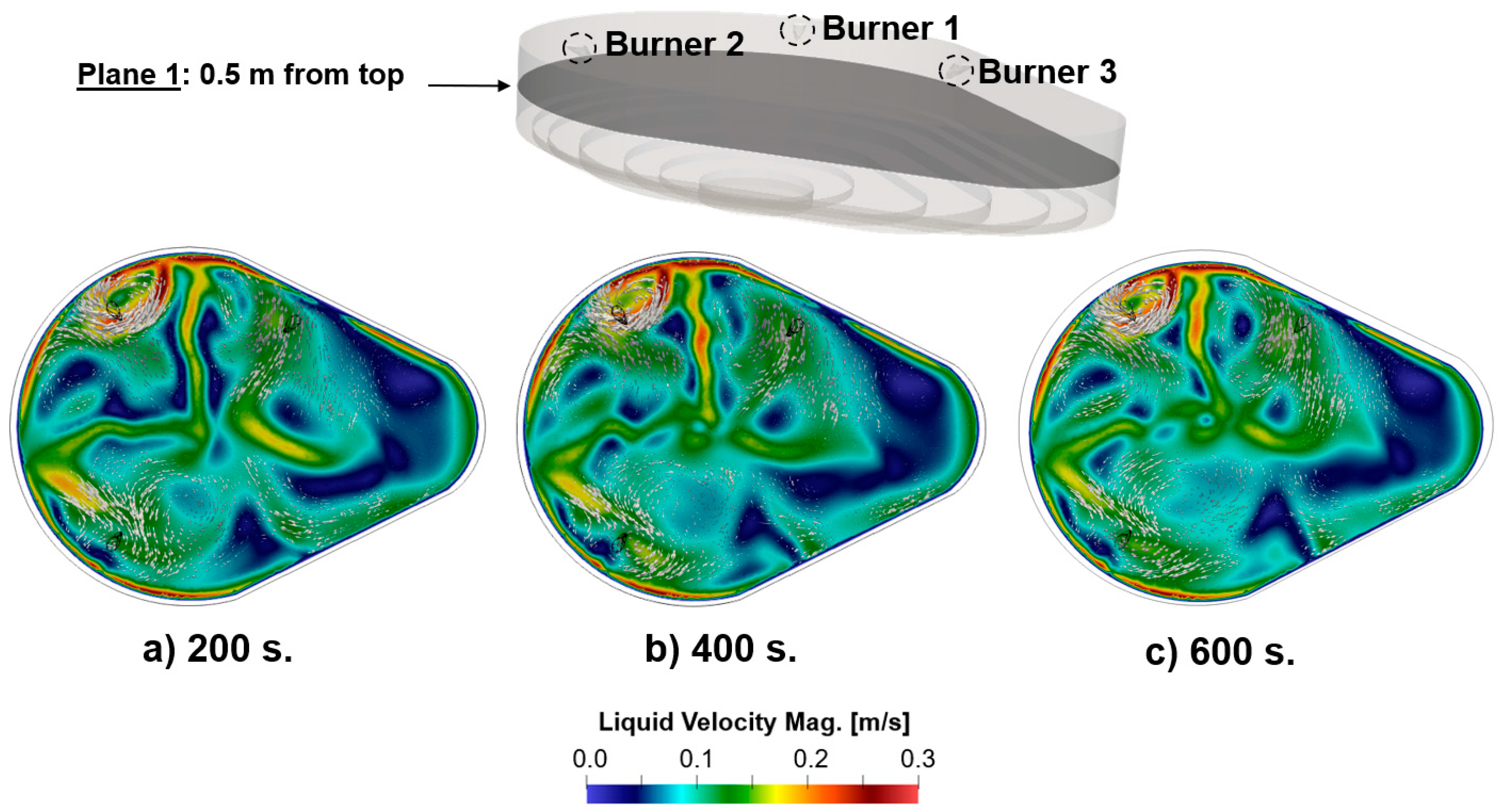
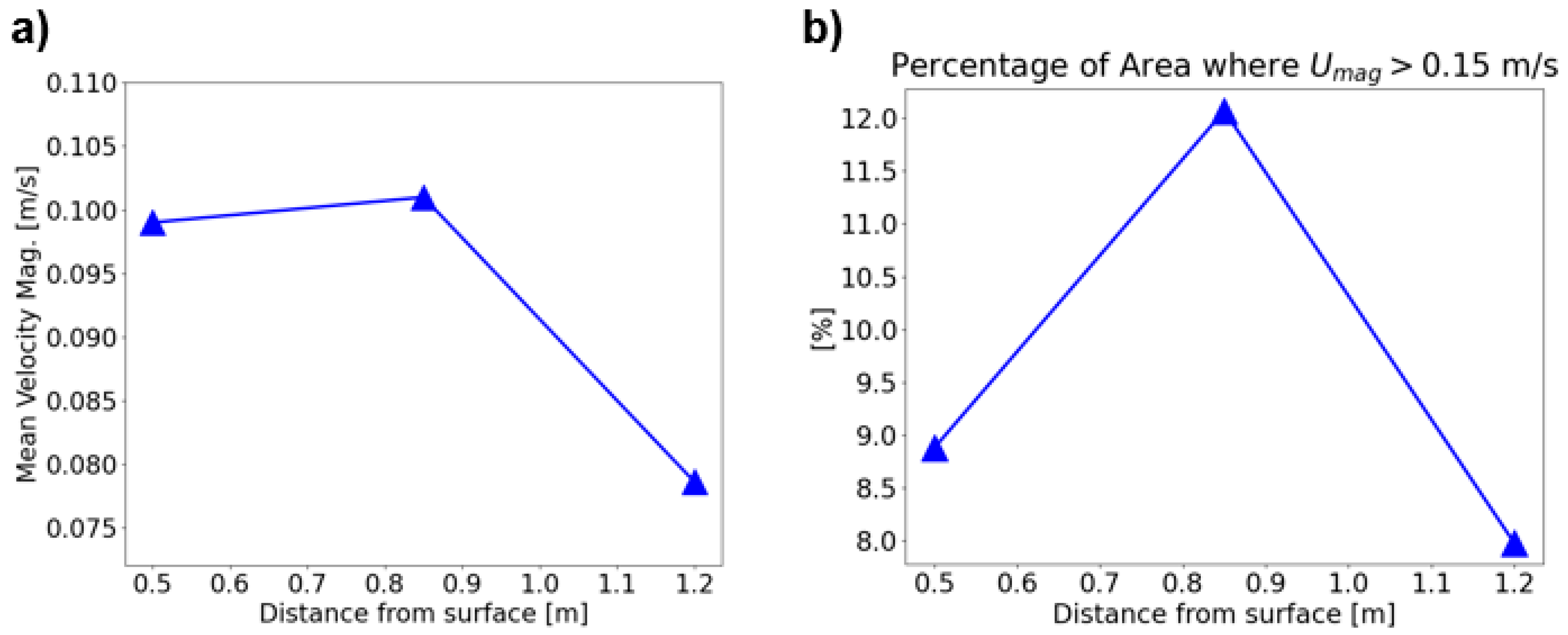
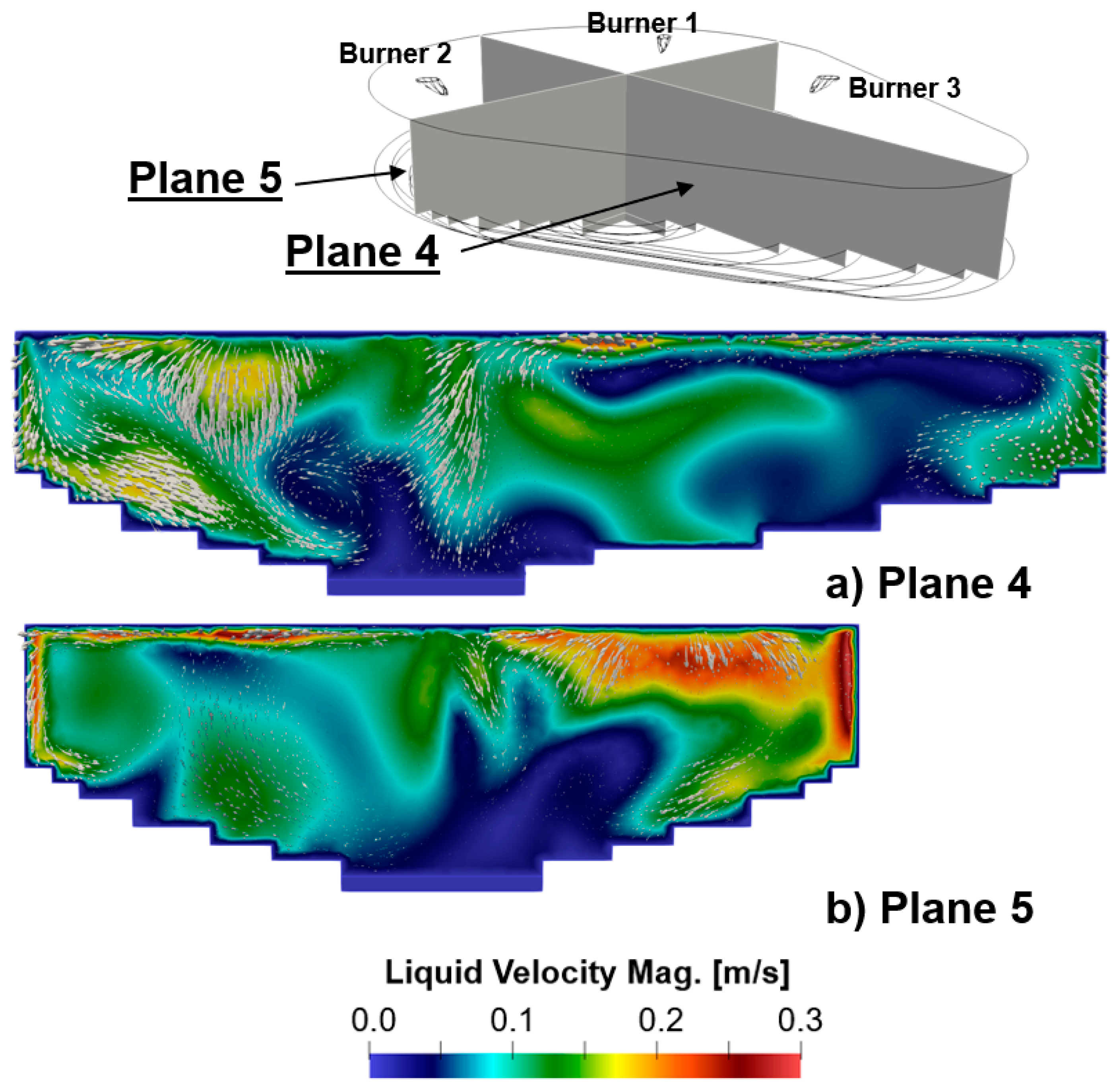
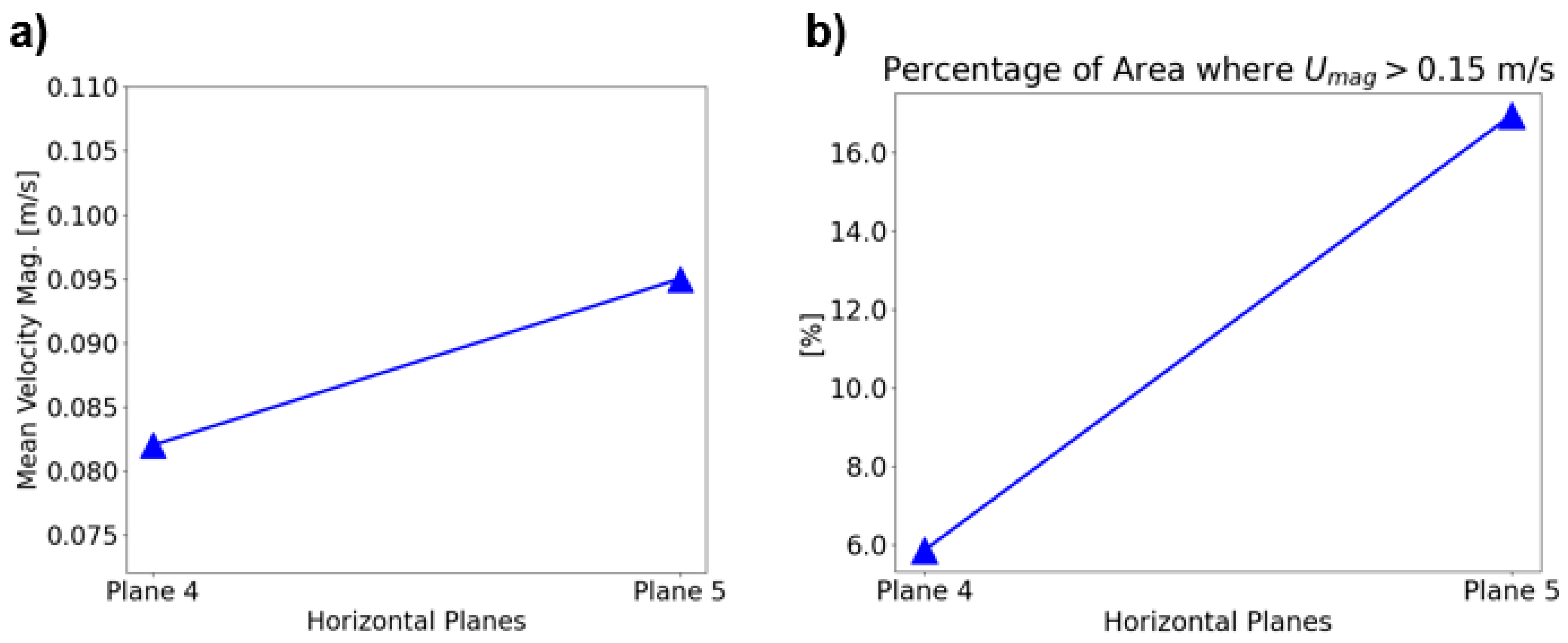
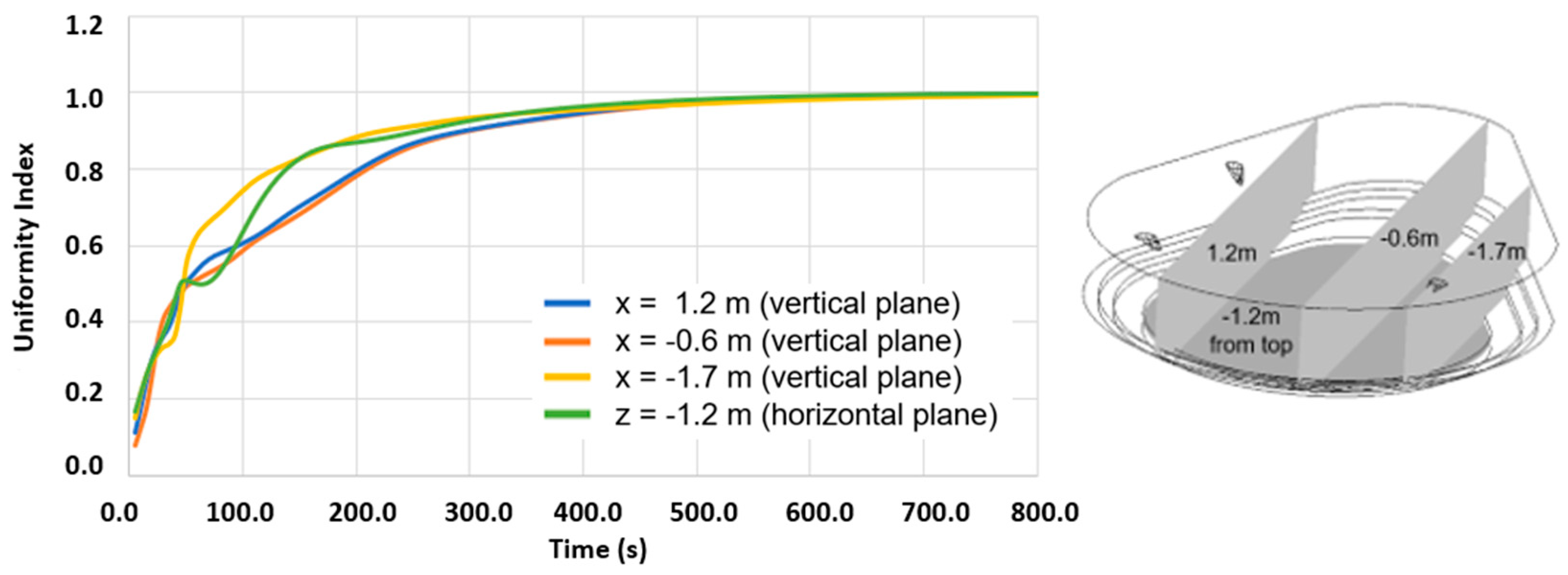
3.2. Baseline Results in the Steel Bath Domain
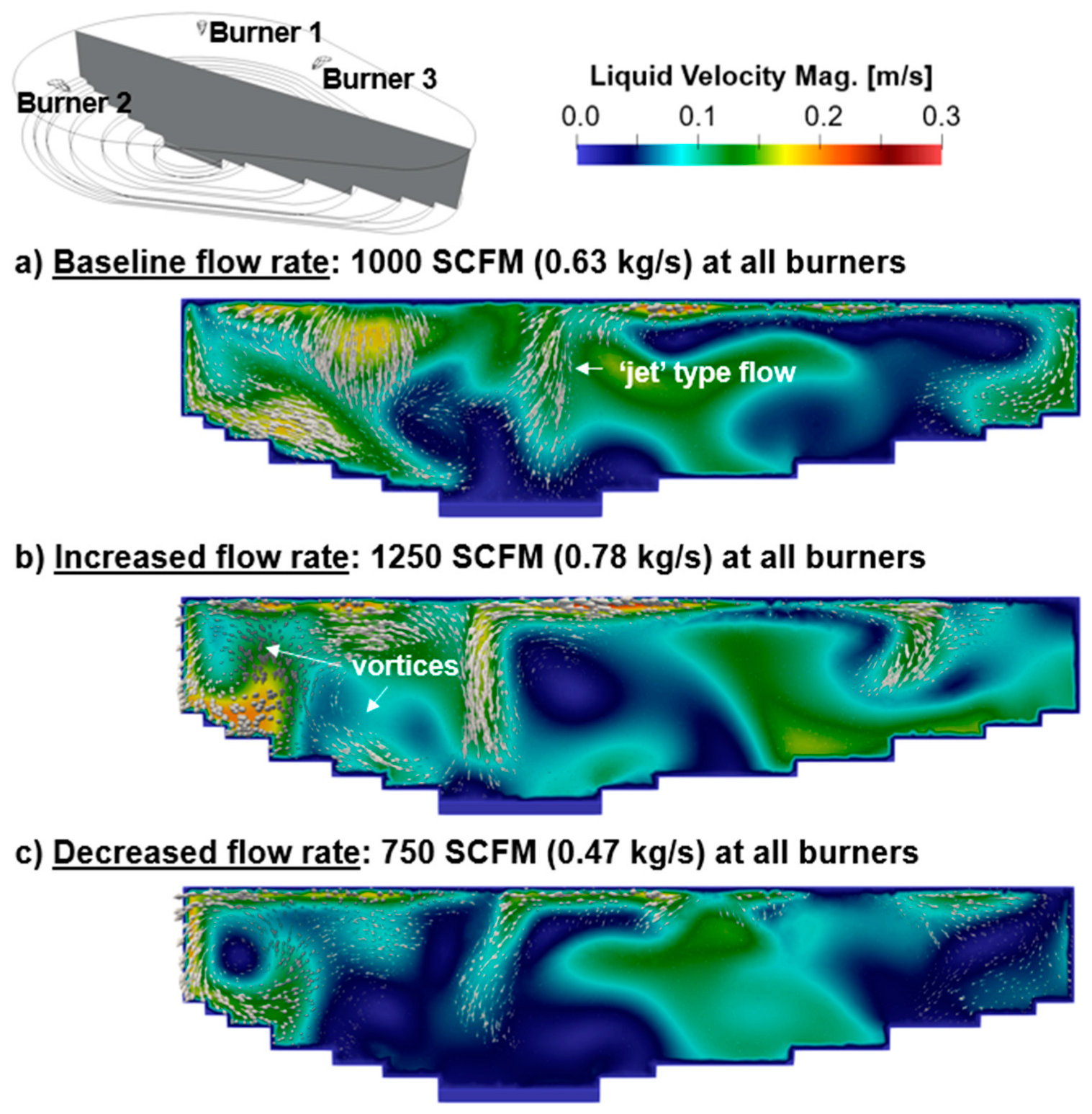
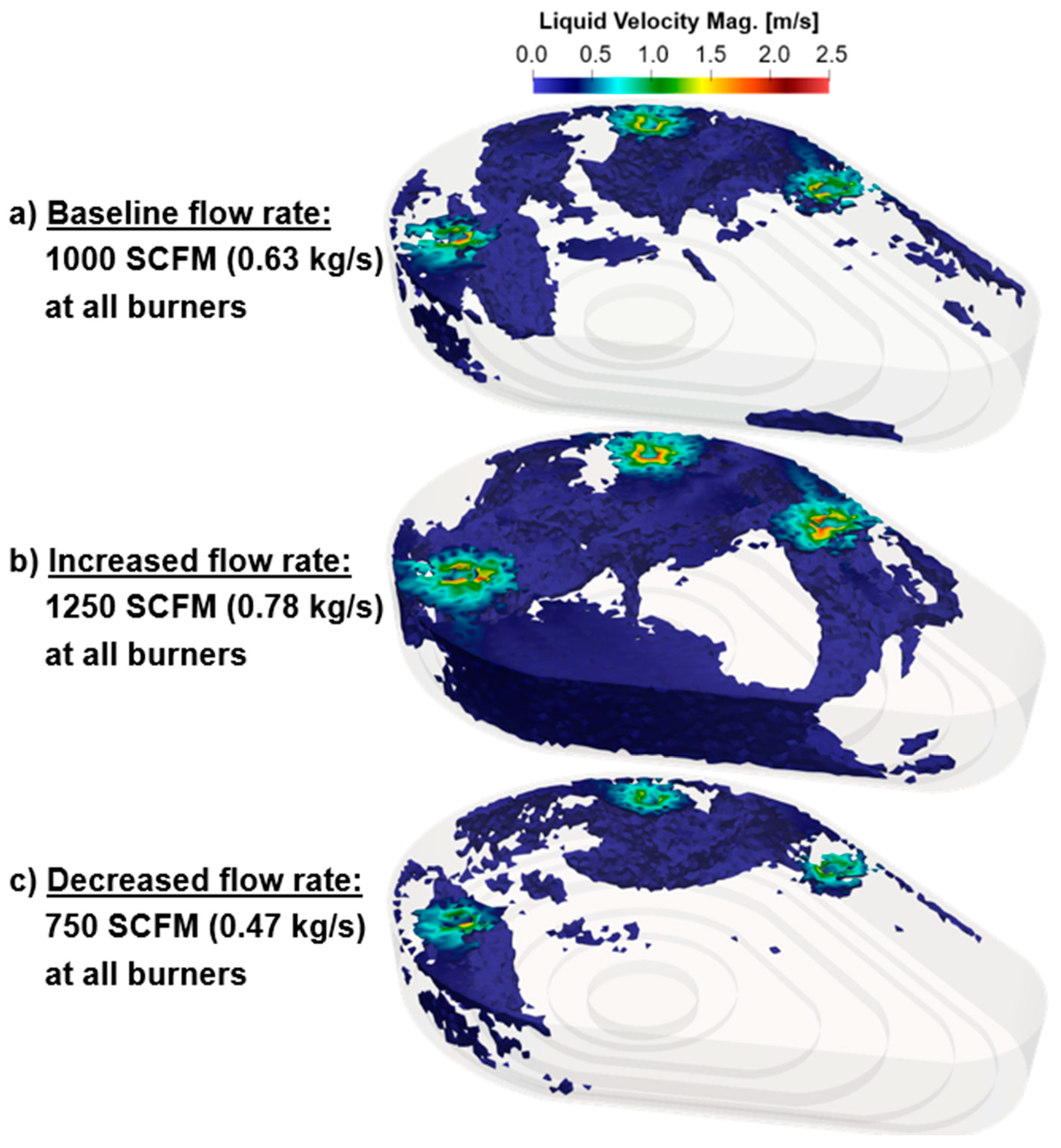
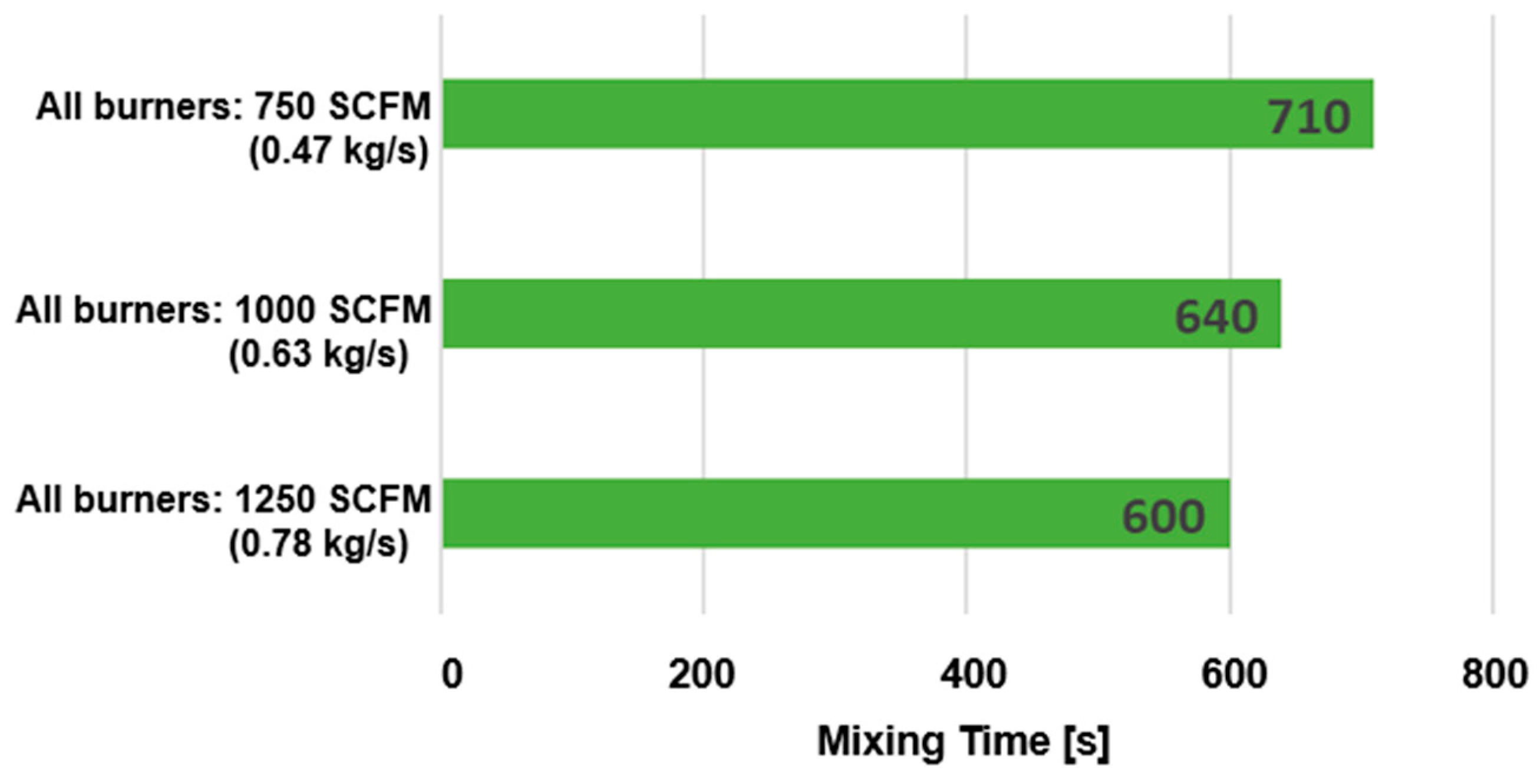
3.3. Effect of Total Flow Rate
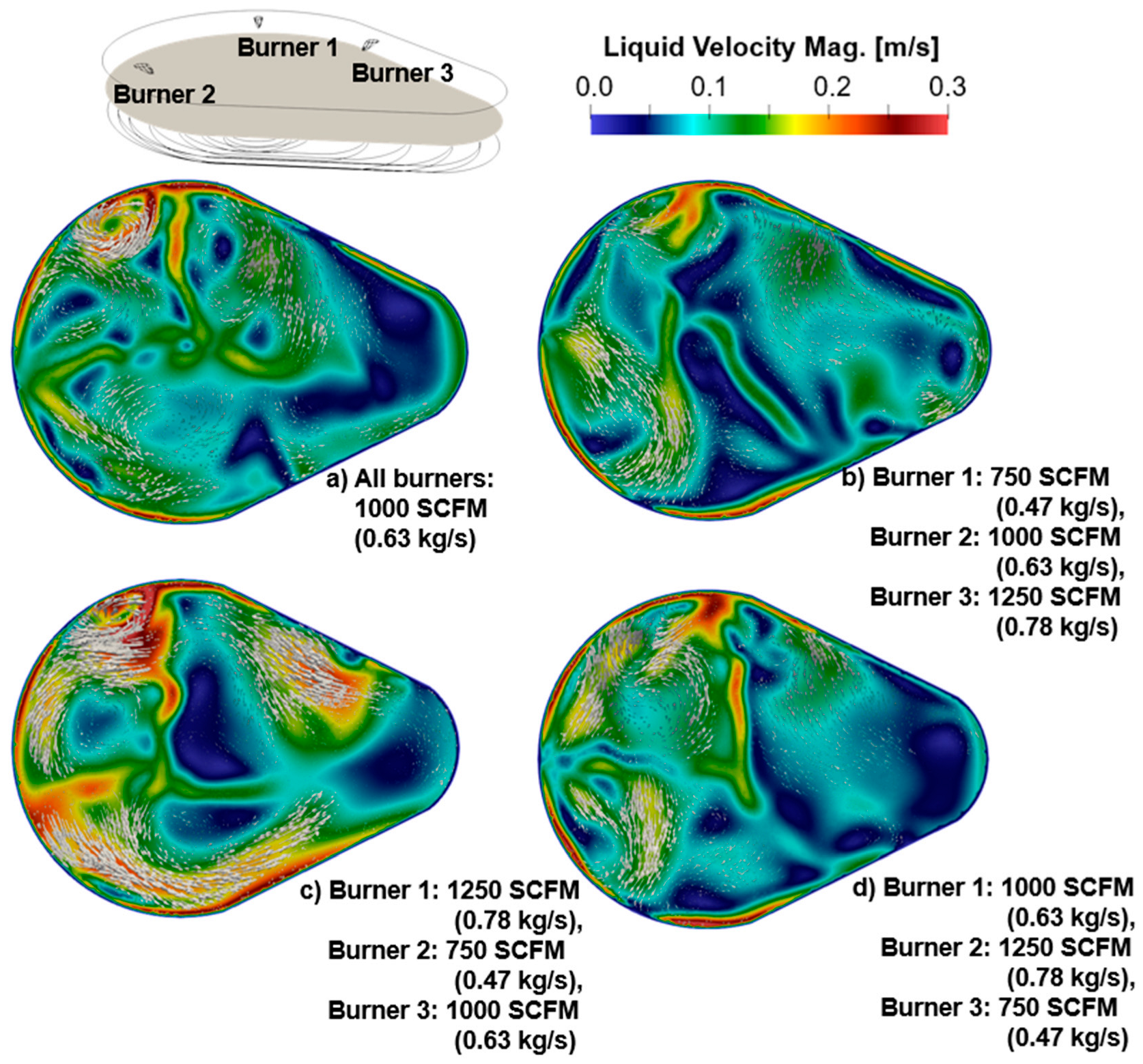
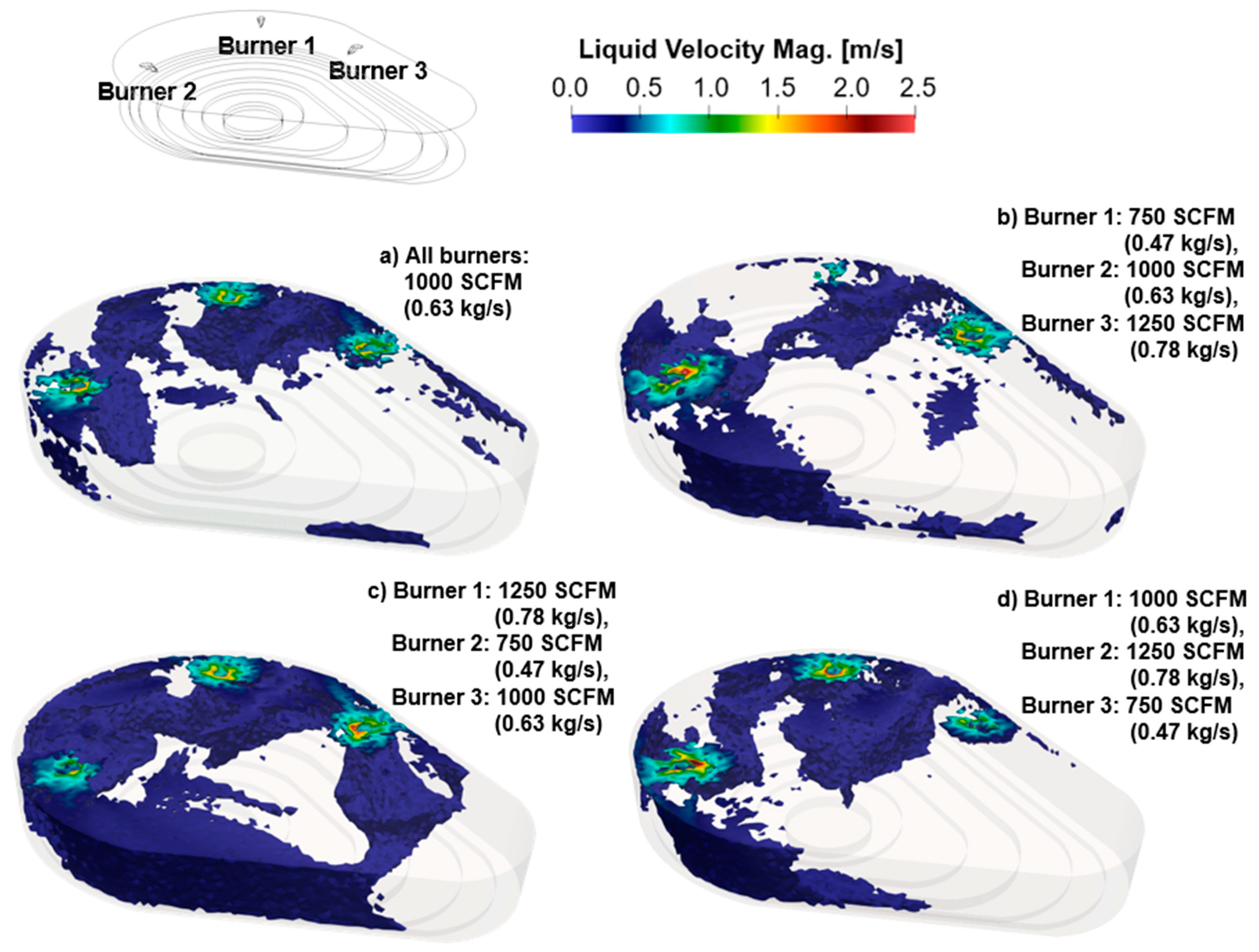
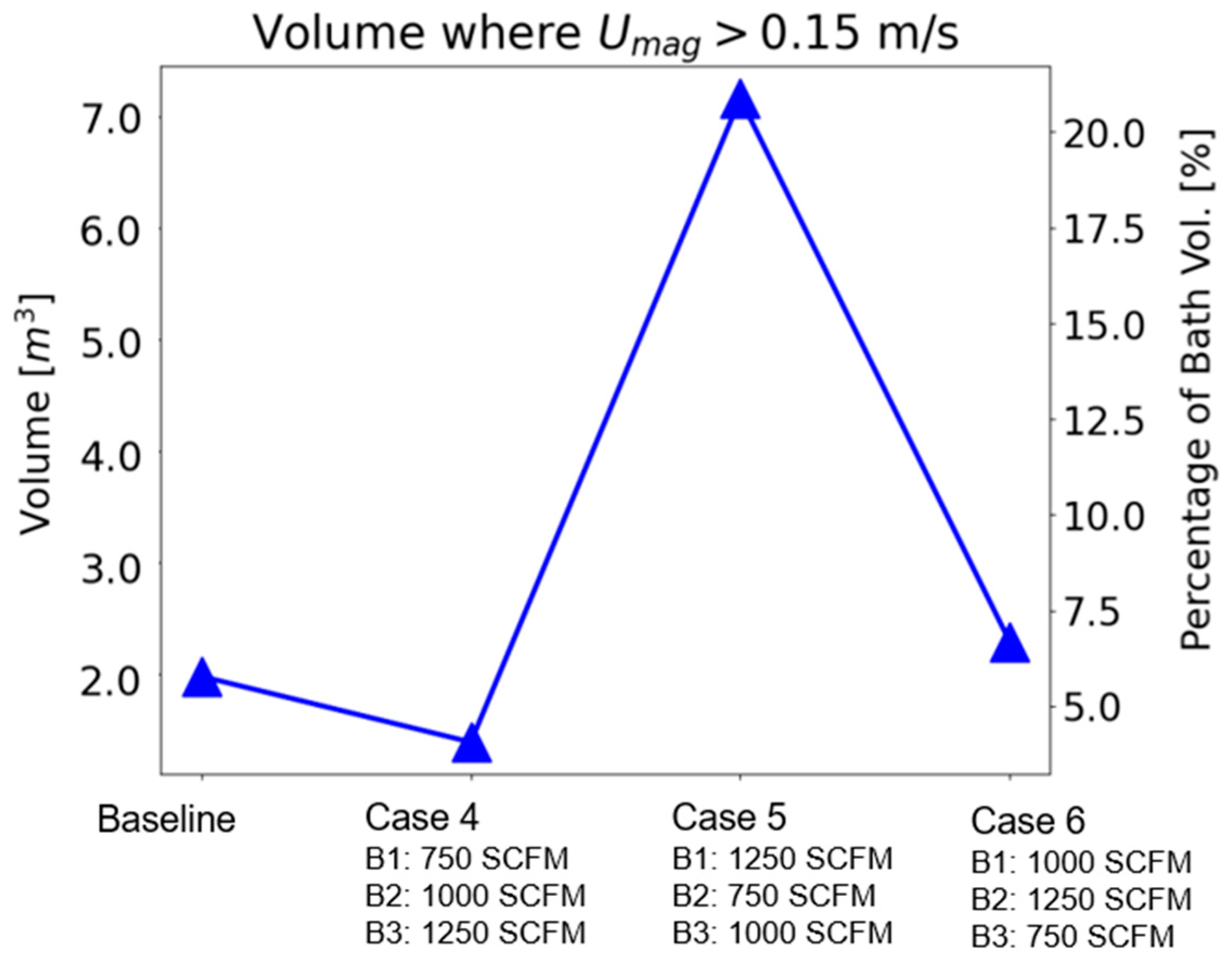
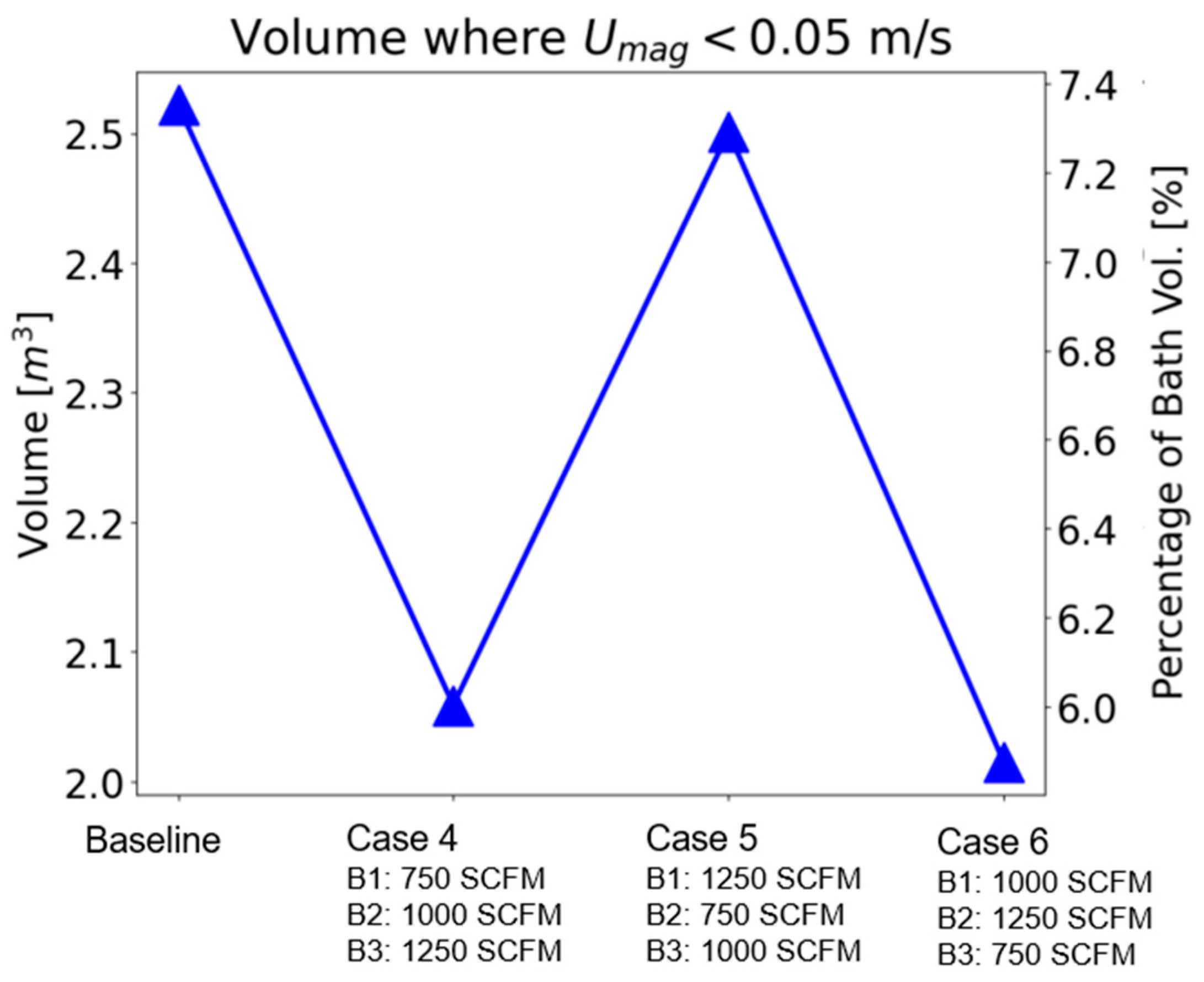
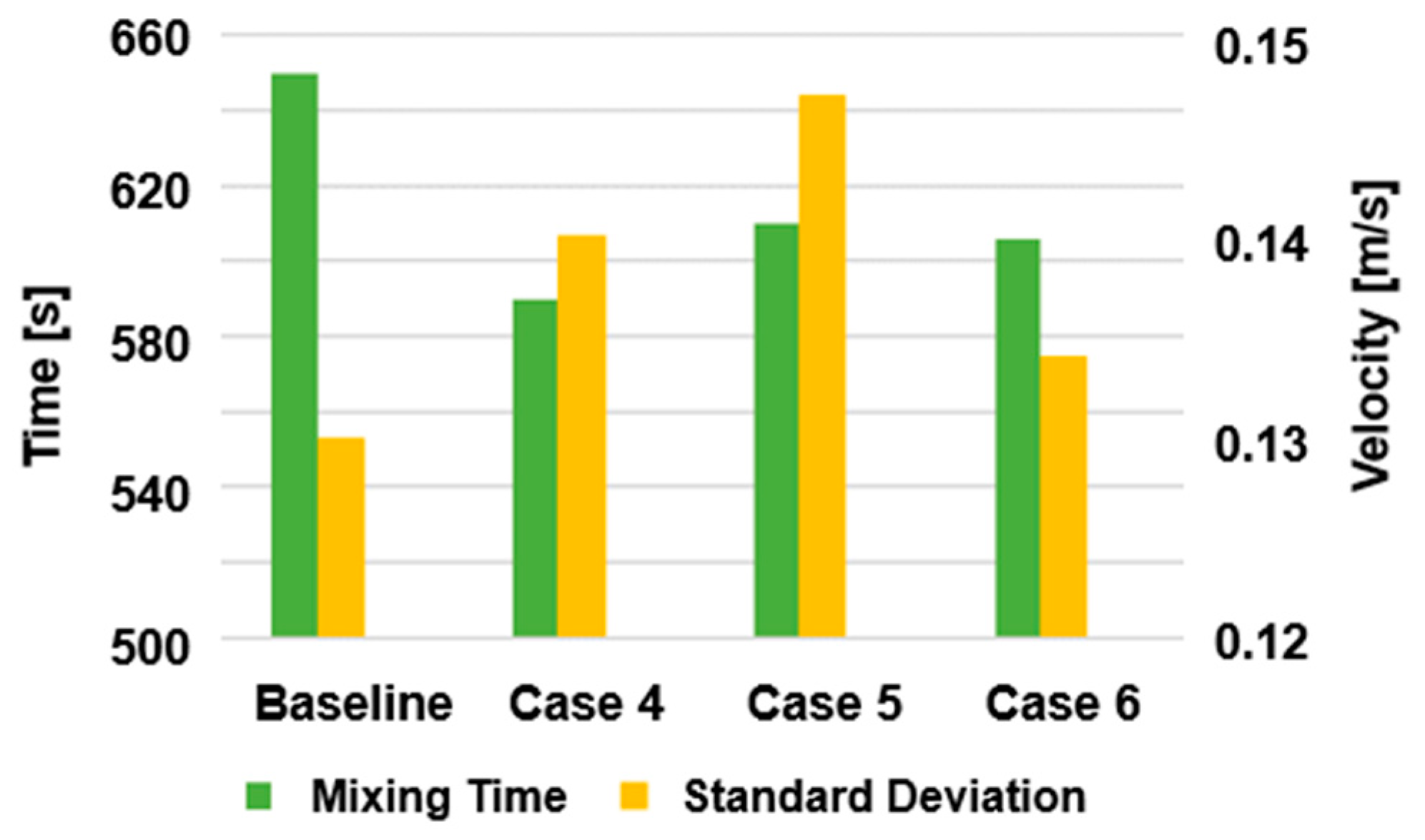
3.4. Effect of Non-Uniform Burner Flow Rates
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fan, Z.; Friedmann, S.J. Low-carbon production of iron and steel: Technology options, economic assessment, and policy. Joule 2021, 5, 829–862. [Google Scholar] [CrossRef]
- Puschmann, T.; Hoffmann, C.H.; Khmarskyi, V. How Green FinTech Can Alleviate the Impact of Climate Change—The Case of Switzerland. Sustainability 2020, 12, 10691. [Google Scholar] [CrossRef]
- Conejo, A.N.; Yan, Z. Electric Arc Furnace Stirring: A Review. Steel Res. Int. 2023, 94, 2200864. [Google Scholar] [CrossRef]
- Dreyfus, L. Electric Furnace. U.S. Patent 2,256,518, 1941. [Google Scholar]
- Teng, L.; Meador, M.; Ljungqvist, P. Application of New Generation Electromagnetic Stirring in Electric Arc Furnace. Steel Res. Int. 2017, 88, 1600202. [Google Scholar] [CrossRef]
- Chen, Y.; Silaen, A.K.; Zhou, C.Q. 3D Integrated Modeling of Supersonic Coherent Jet Penetration and Decarburization in EAF Refining Process. Processes 2020, 8, 700. [Google Scholar] [CrossRef]
- Jayaraj, S.; Kang, S.; Suh, Y.K. A review on the analysis and experiment of fluid flow and mixing in micro-channels. J. Mech. Sci. Tech. 2007, 21, 536–548. [Google Scholar] [CrossRef]
- Kang, T.G.; Anderson, P.D. The Effect of Inertia on the Flow and Mixing Characteristics of a Chaotic Serpentine Mixer. Micromachines 2014, 5, 1270–1286. [Google Scholar] [CrossRef]
- Liu, R.H.; Stremler, M.A.; Sharp, K.V.; Olsen, M.G.; Santiago, J.G.; Adrian, R.J.; Aref, H.; Beebe, D.J. Passive mixing in a three-dimensional serpentine microchannel. J. Microelectromech. Syst. 2000, 9, 190–197. [Google Scholar] [CrossRef]
- Lang, E.; Drtina, P.; Streiff, F.; Fleischli, M. Numerical simulation of the fluid flow and the mixing process in a static mixer. Int. J. Heat Mass Transf. 1995, 38, 2239–2250. [Google Scholar] [CrossRef]
- Li, Y.; Lou, W.T.; Zhu, M.Y. Numerical simulation of gas and liquid flow in steelmaking converter with top and bottom combined blowing. Ironmak. Steelmak. 2013, 40, 505–514. [Google Scholar] [CrossRef]
- Duan, Y.B.; Wei, J.H. Influence of rotating of side blowing gas jets on fluid mixing characteristics in a 120t AOD bath with side and top combined blowing. Shanghai Met. 2007, 29, 31–36. [Google Scholar]
- Mazumdar, D.; Guthrie, R.I. Mixing models for gas stirred metallurgical reactors. Metall. Mater. Trans. B 1986, 17, 725–733. [Google Scholar] [CrossRef]
- Zhu, M.Y.; Inomoto, T.; Sawada, I.; Hsiao, T.C. Fluid fow and mixing phenomena in the ladle stirred by argon through multi-tuyere. ISIJ Int. 1995, 35, 472–479. [Google Scholar] [CrossRef]
- Amaro-Villeda, A.M.; Ramirez-Argaez, M.A.; Conejo, A.N. Effect of Slag Properties on Mixing Phenomena in Gas-stirred Ladles by Physical Modeling. ISIJ Int. 2014, 54, 1–8. [Google Scholar] [CrossRef]
- Cheng, R.; Zhang, L.; Yin, Y.; Zhang, J. Effect of Side Blowing on Fluid Flow and Mixing Phenomenon in Gas-Stirred Ladle. Metals 2021, 11, 369. [Google Scholar] [CrossRef]
- Li, B. Fluid flow and mixing process in a bottom stirring electrical arc furnace with multi-plug. ISIJ Int. 2000, 40, 863–869. [Google Scholar] [CrossRef]
- Tang, G.; Chen, Y.; Silaen, A.K.; Krotov, Y.; Riley, M.F.; Zhou, C.Q. Investigation on coherent jet potential core length in an electric arc furnace. Steel Res. Int. 2019, 90, 1800381. [Google Scholar] [CrossRef]
- Sano, M.; Mori, K. Fluid flow and mixing characteristics in a gas-stirred molten metal bath. Trans. Iron Steel Inst. Jpn. 1983, 23, 169–175. [Google Scholar] [CrossRef]
- Banks, R.B.; Chandrasekhara, D.V. Experimental investigation of the penetration of a high-velocity gas jet through a liquid surface. J. Fluid Mech. 1963, 15, 13–34. [Google Scholar] [CrossRef]
- Ishikawa, H.; Mizoguchi, S.; Segawa, K. A model study on jet penetration and slopping in the LD converter. ISIJ Int. 1972, 58, 76–84. [Google Scholar]
- Gonzalez, O.J.P.; Ramírez-Argáez, M.A.; Conejo, A.N. Effect of arc length on fluid flow and mixing phenomena in AC electric arc furnaces. ISIJ Int. 2010, 50, 1–8. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grid | Number of Cells (Million) | Volume Averaged at Plane Located 0.4 m from the Surface (m3) | CPU Hours | ||
|---|---|---|---|---|---|
| Uliquid | Vliquid | Wliquid | |||
| Coarse | 0.3 | −0.012 | −0.020 | 0.0038 | 6464 |
| Base | 0.6 | −0.009 | −0.014 | 0.0027 | 6528 |
| Fine | 1.3 | −0.006 | −0.018 | 0.0022 | 7936 |
| Name | Variables | Value |
|---|---|---|
| Jet cavities | Quantity | 3 |
| Oxygen injection | Flow rates | 750, 1000, 1250 SCFM (0.47, 0.63, 0.78 kg/s) |
| Mass fraction of oxygen | 100% | |
| Liquid Steel | Density | 7500 kg/m3 |
| Static temperature | 1815 K (1542 C) | |
| Coherent jet burner | Angle of inclination | 45 degrees |
| Cases | Coherent Jet Flow Rates (SCFM) (kg/s) | Stirring Energy (W/ton) | |||
|---|---|---|---|---|---|
| Burner 1 | Burner 2 | Burner 3 | Total Injection | ||
| 1 | 1000 (0.63) | 1000 (0.63) | 1000 (0.63) | 3000 (1.88) | 0.078 |
| 2 | 1250 (0.78) | 1250 (0.78) | 1250 (0.78) | 3750 (2.34) | 0.104 |
| 3 | 750 (0.47) | 750 (0.47) | 750 (0.47) | 2250 (1.41) | 0.130 |
| Cases | Coherent Jet Flow Rates (SCFM) (kg/s) | |||
|---|---|---|---|---|
| Burner 1 | Burner 2 | Burner 3 | Total Injection | |
| 4 | 750 (0.47) | 1000 (0.63) | 1250 (0.78) | 3000 (1.88) |
| 5 | 1250 (0.78) | 750 (0.47) | 1000 (0.63) | 3000 (1.88) |
| 6 | 1000 (0.63) | 1250 (0.78) | 750 (0.47) | 3000 (1.88) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ugarte, O.; Busa, N.; Konar, B.; Okosun, T.; Zhou, C.Q. Impact of Injection Rate on Flow Mixing during the Refining Stage in an Electric Arc Furnace. Metals 2024, 14, 134. https://doi.org/10.3390/met14020134
Ugarte O, Busa N, Konar B, Okosun T, Zhou CQ. Impact of Injection Rate on Flow Mixing during the Refining Stage in an Electric Arc Furnace. Metals. 2024; 14(2):134. https://doi.org/10.3390/met14020134
Chicago/Turabian StyleUgarte, Orlando, Neel Busa, Bikram Konar, Tyamo Okosun, and Chenn Q. Zhou. 2024. "Impact of Injection Rate on Flow Mixing during the Refining Stage in an Electric Arc Furnace" Metals 14, no. 2: 134. https://doi.org/10.3390/met14020134
APA StyleUgarte, O., Busa, N., Konar, B., Okosun, T., & Zhou, C. Q. (2024). Impact of Injection Rate on Flow Mixing during the Refining Stage in an Electric Arc Furnace. Metals, 14(2), 134. https://doi.org/10.3390/met14020134