

The Effect of Defect Characteristics on Prediction of Fatigue Life of TC4 Titanium Alloy Welded Joints



Abstract
:1. Introduction
2. Materials and Methods
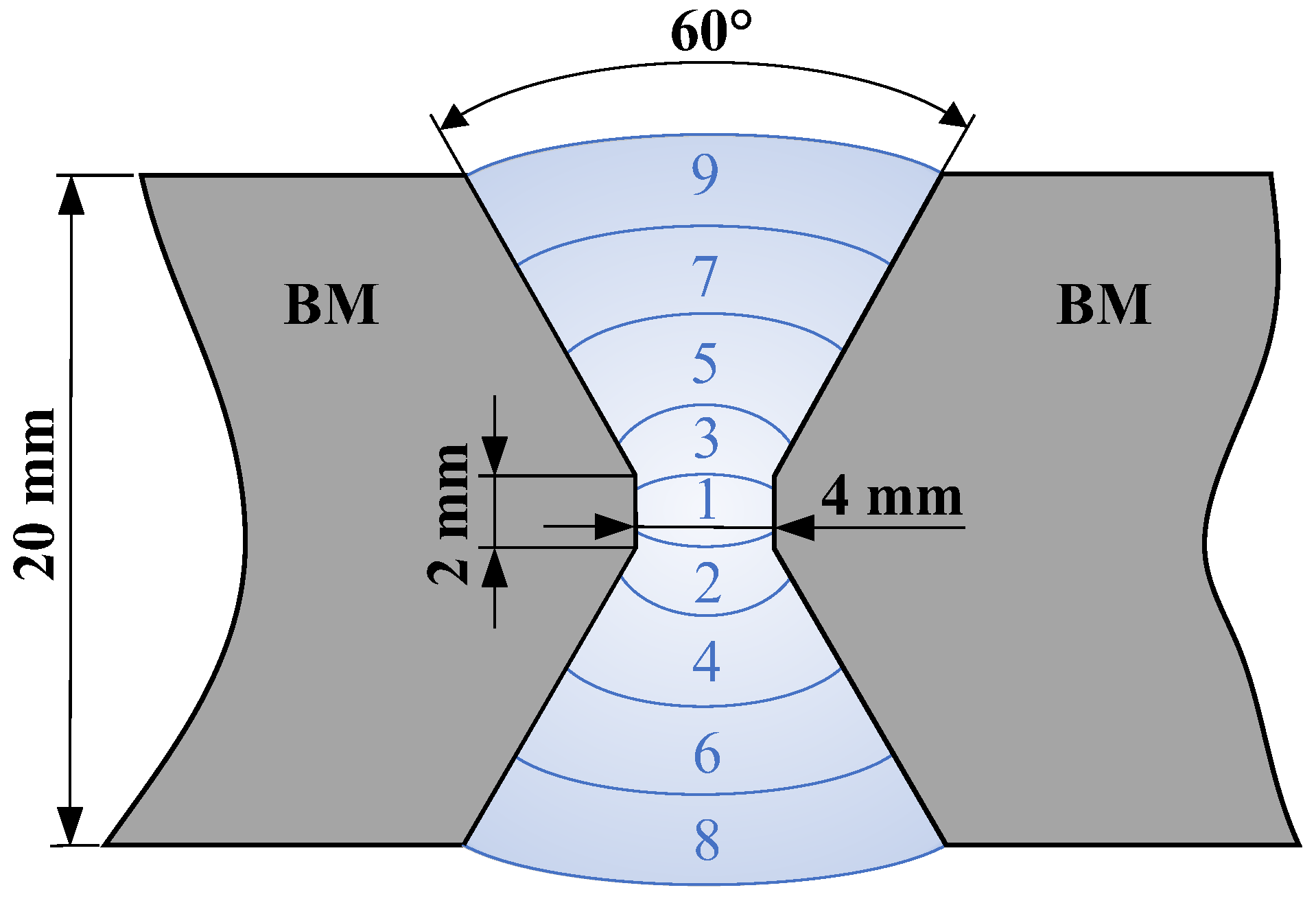
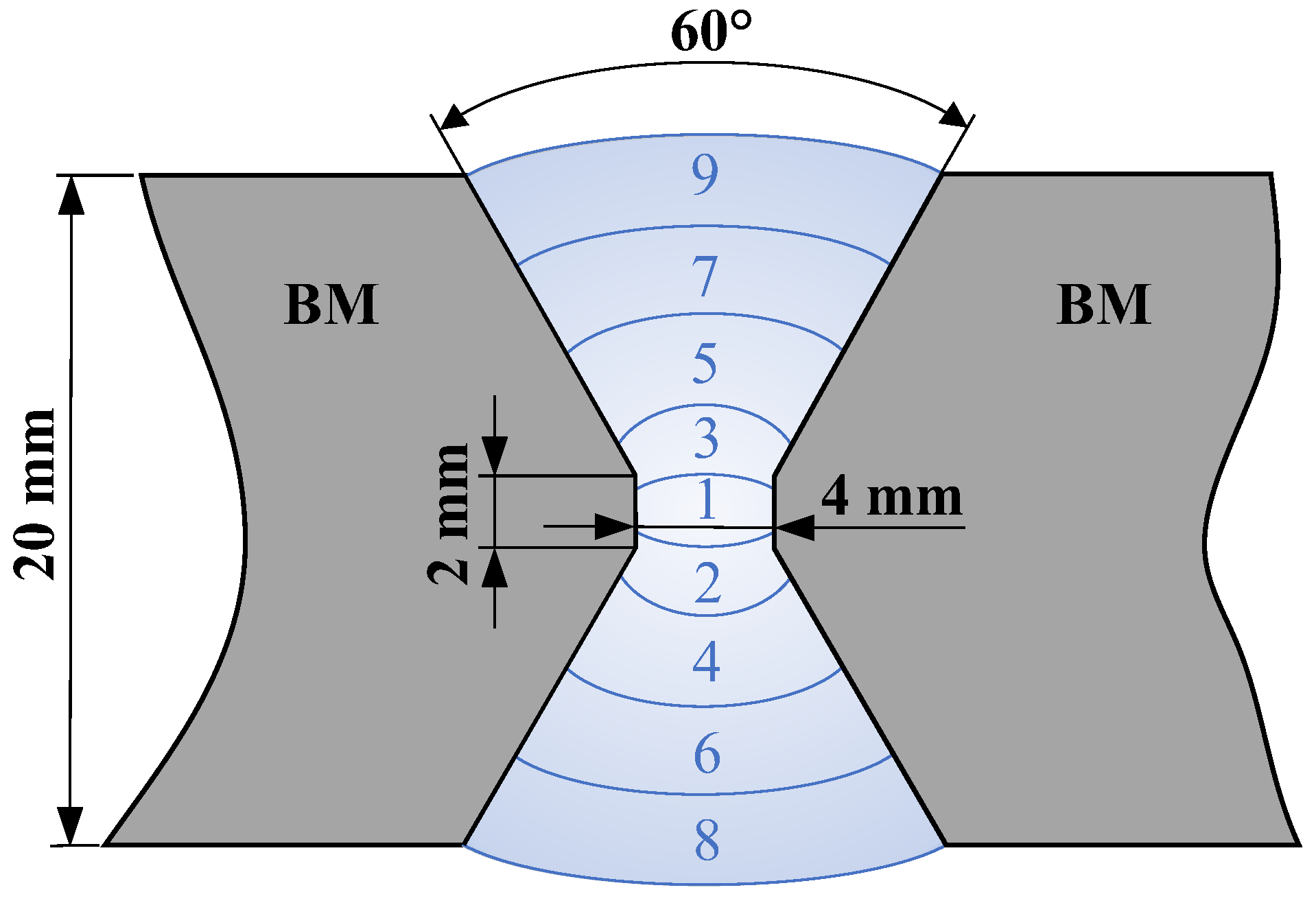
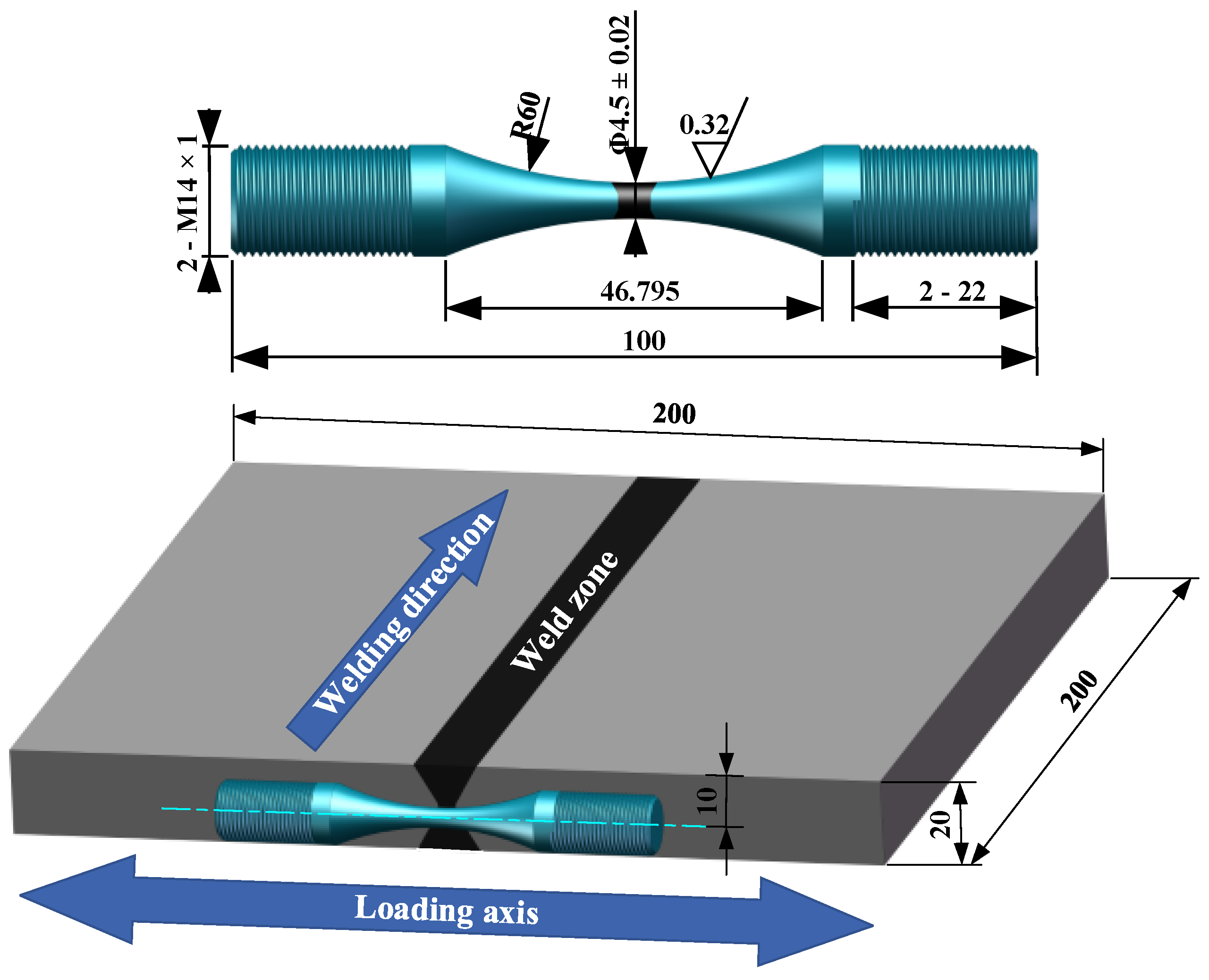
2.1. Welding and Specimen Preparation
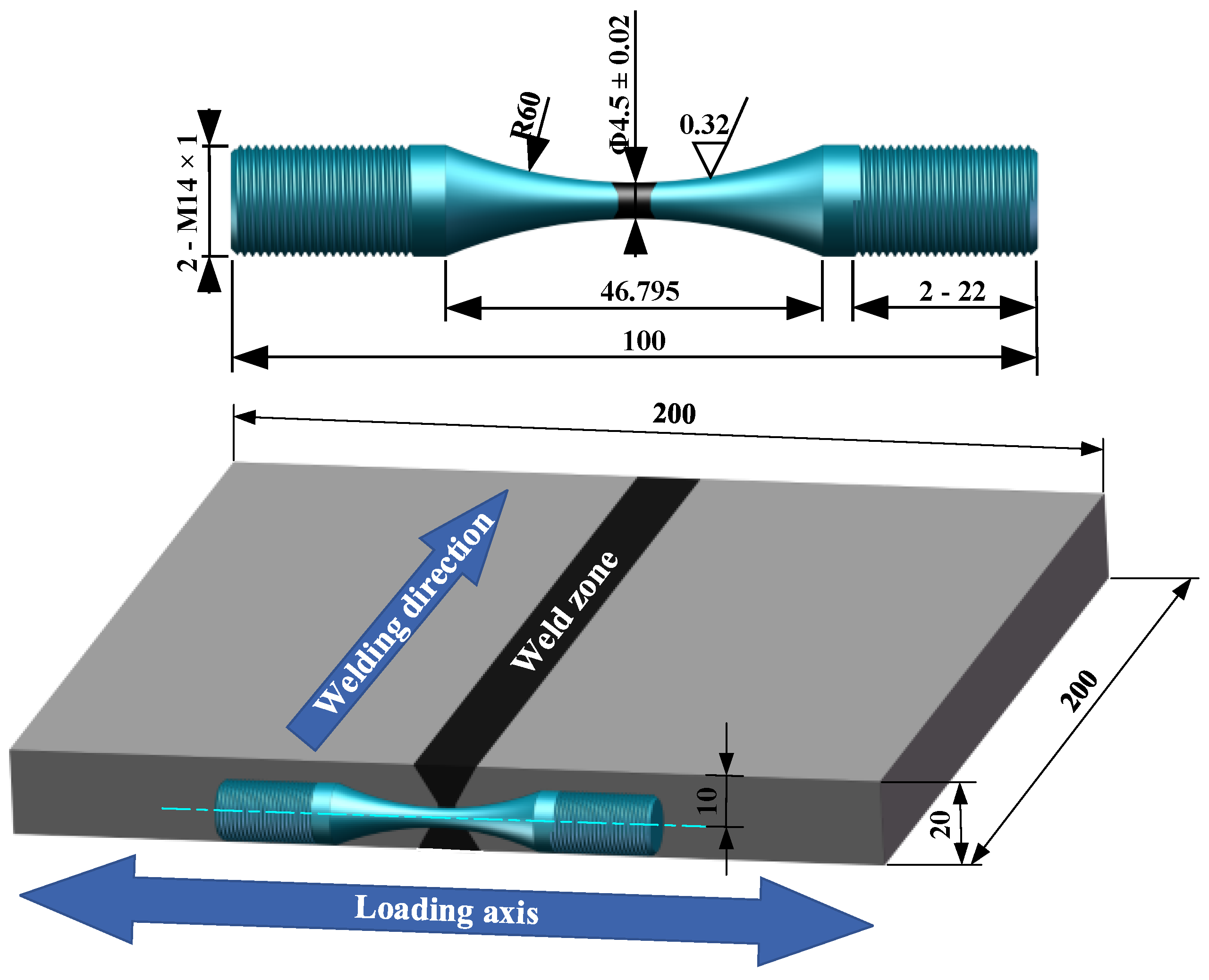
2.2. Specimen Preparation
2.3. Fatigue Testing Method
3. Results and Discussion
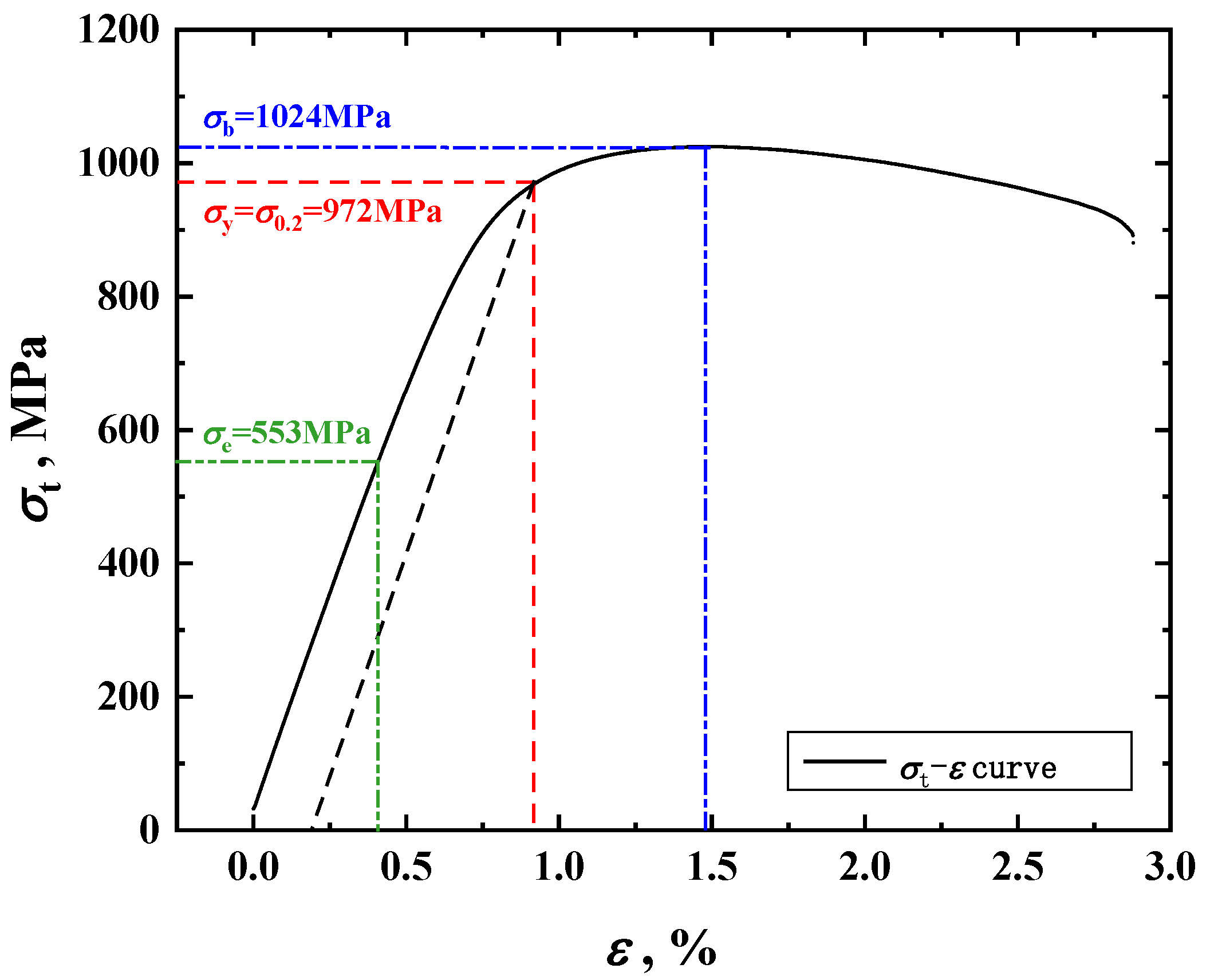
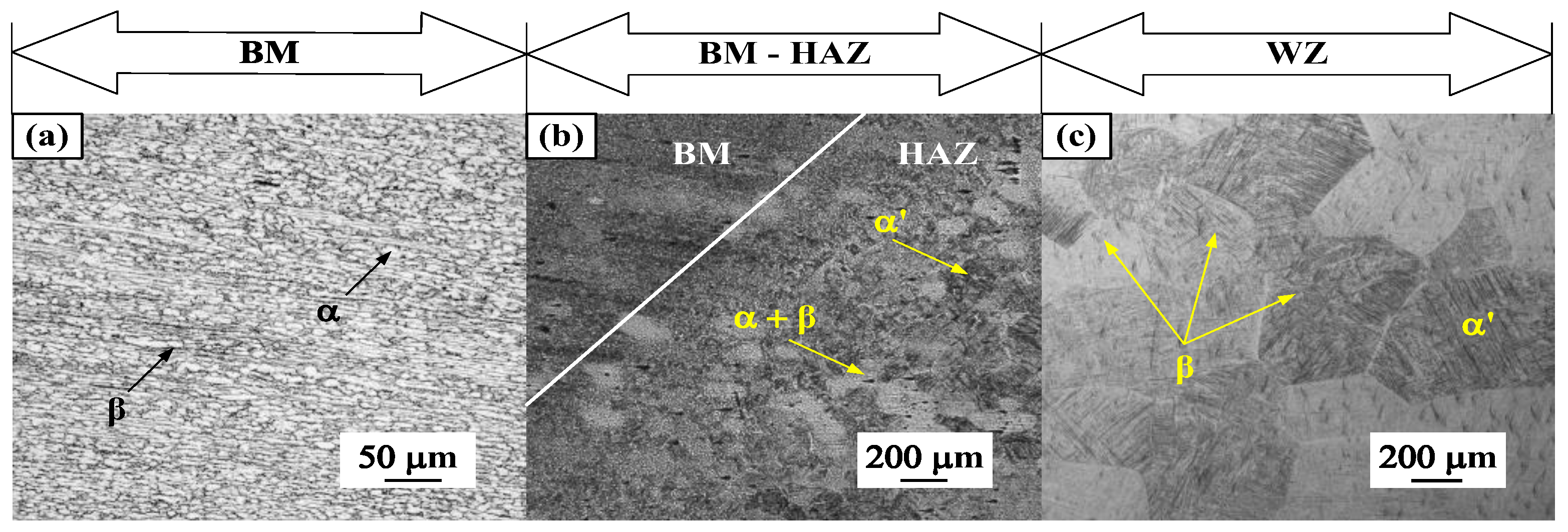
3.1. Microstructure and Mechanical Properties
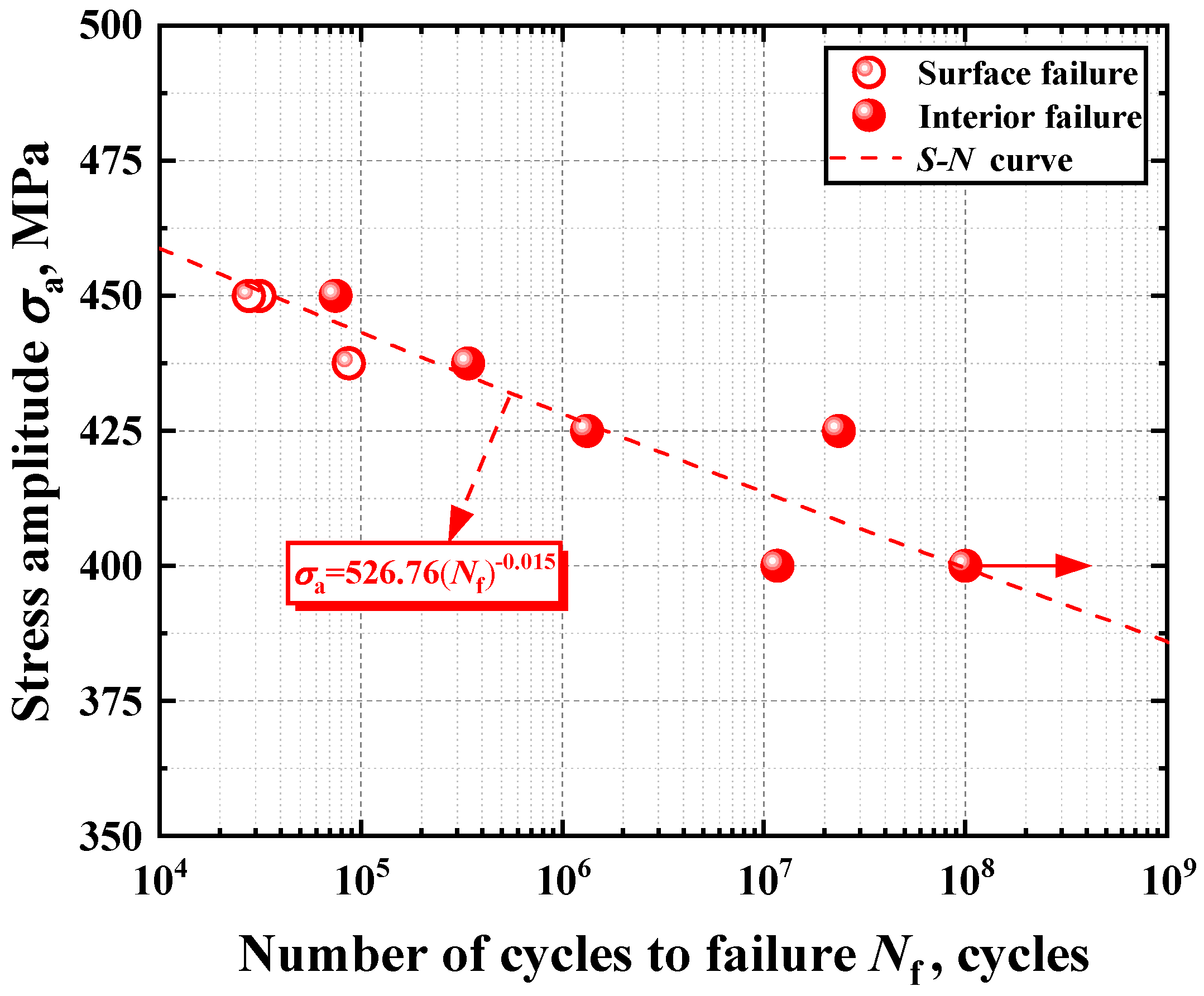
3.2. S–N Characteristics
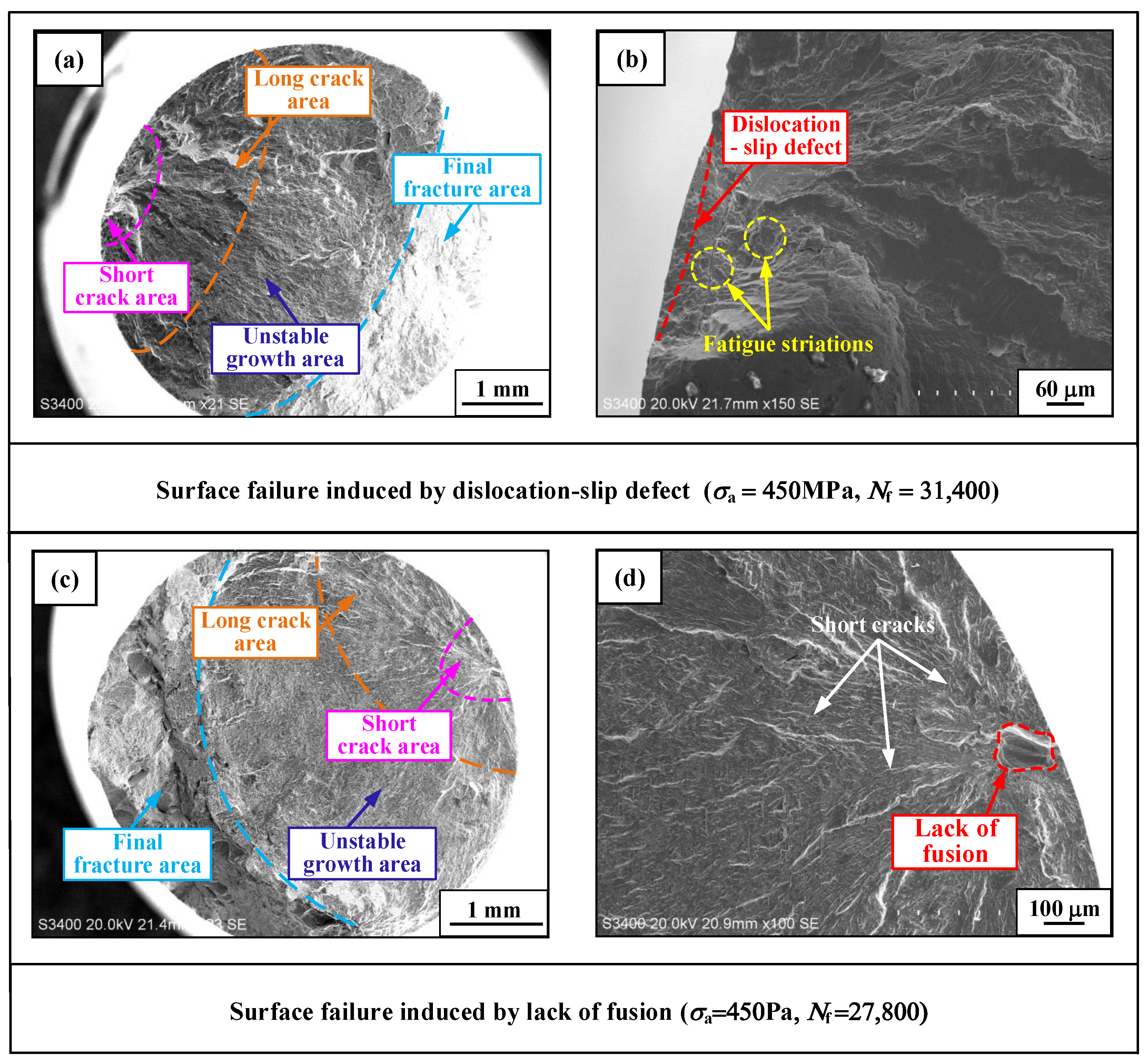
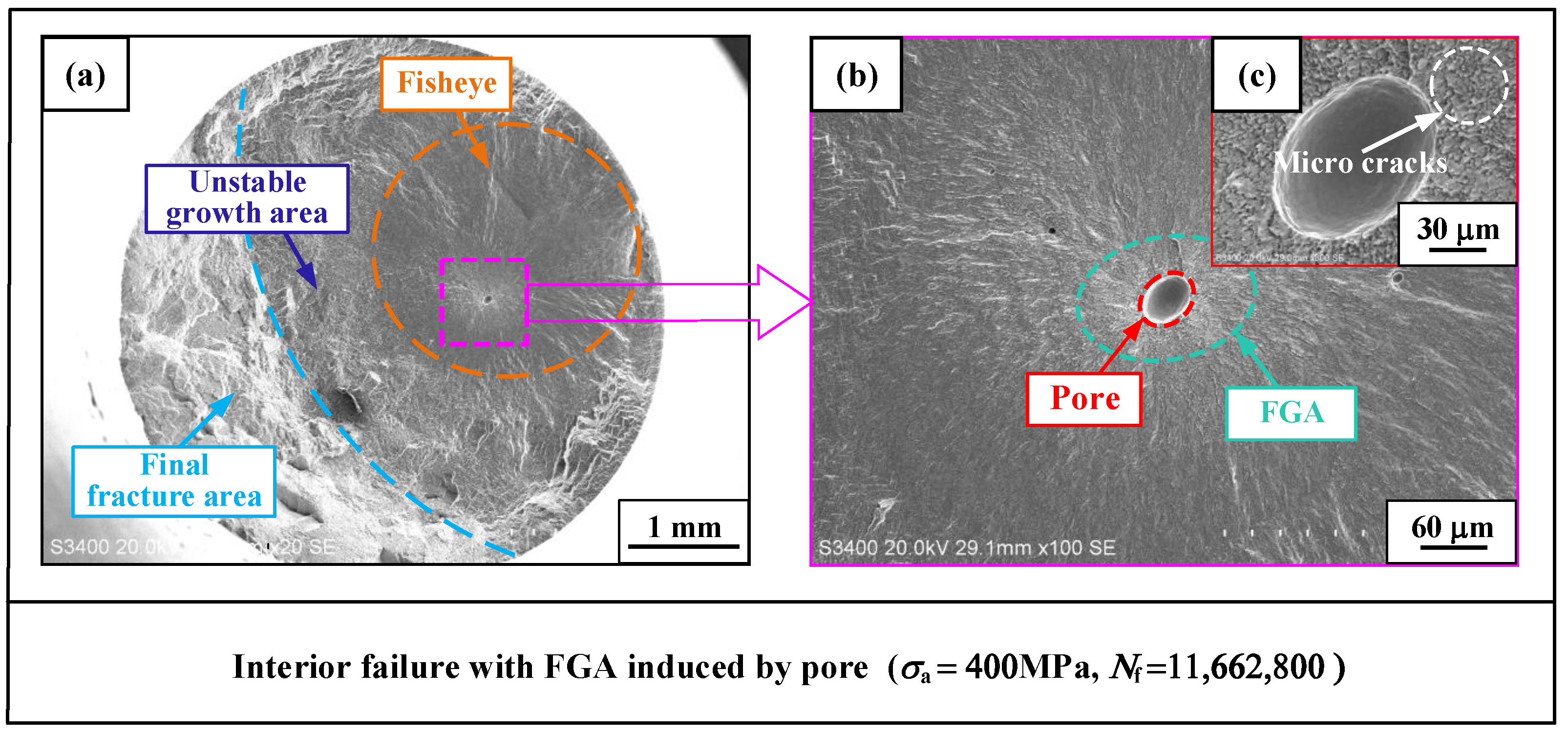
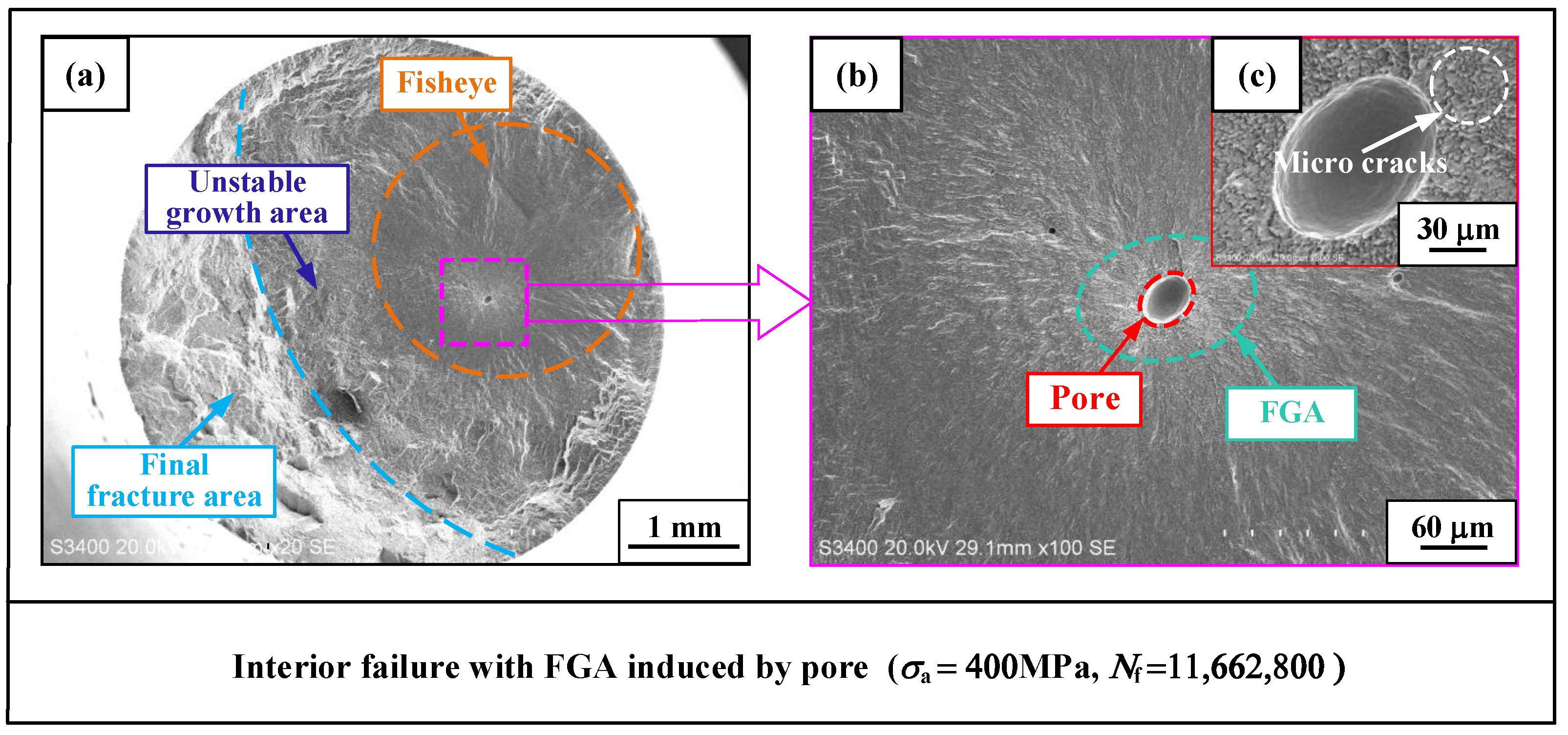
3.3. Typical Fracture Observation
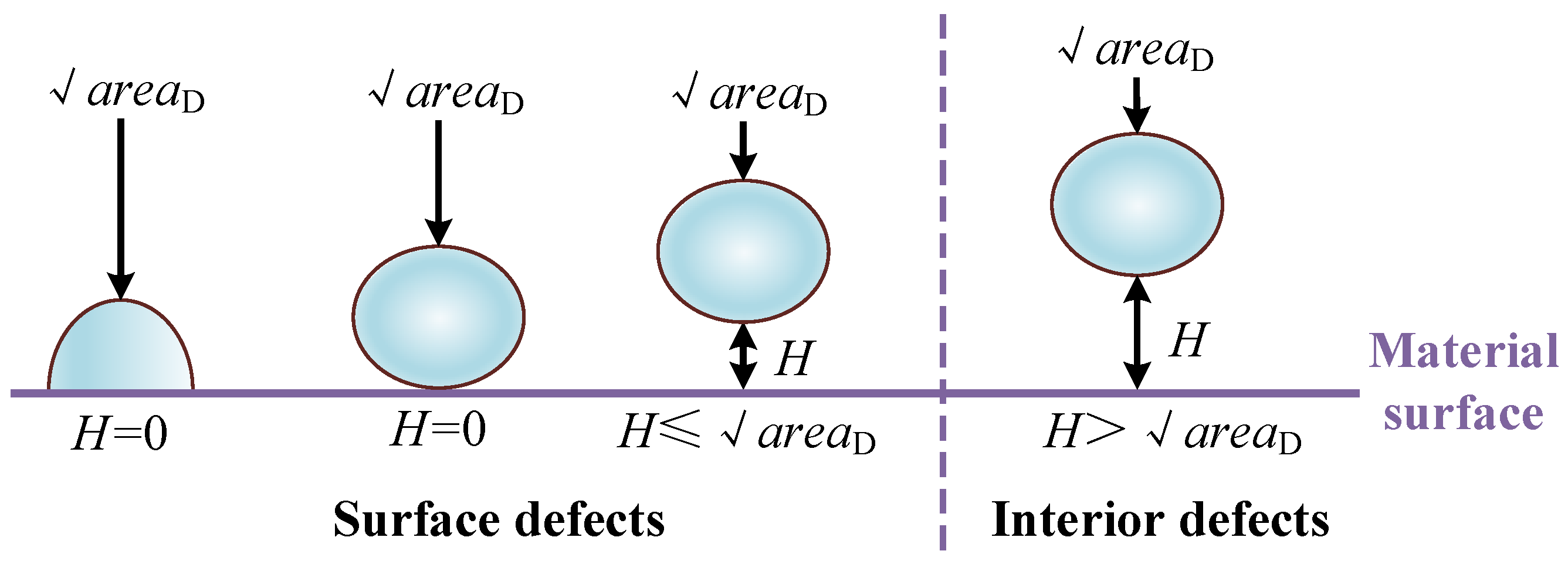
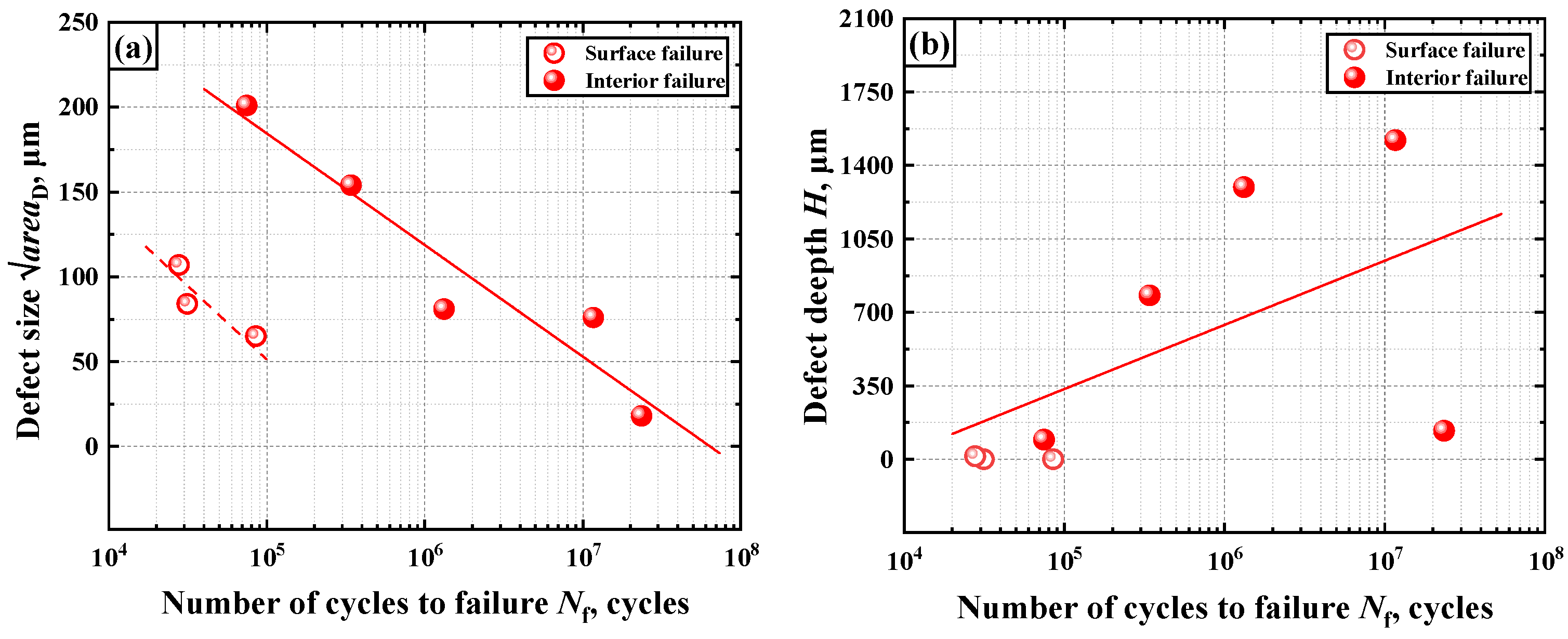
3.4. Crack Characteristic Size
3.5. Evaluation of Stress-Intensity-Factor Range
3.6. Correction for S–N Relationships
3.7. Fatigue Life Assessment of Interior Failure
4. Conclusions
- The grain size and the amount of acicular martensite from the WZ, HAZ, and BM decreased in order, with a stepwise distribution. All interior failures were induced by pores, and no other types of defect-induced failures were found in surface failures, except for dislocation–slip defects and the lack of fusion as characteristic crack sources.
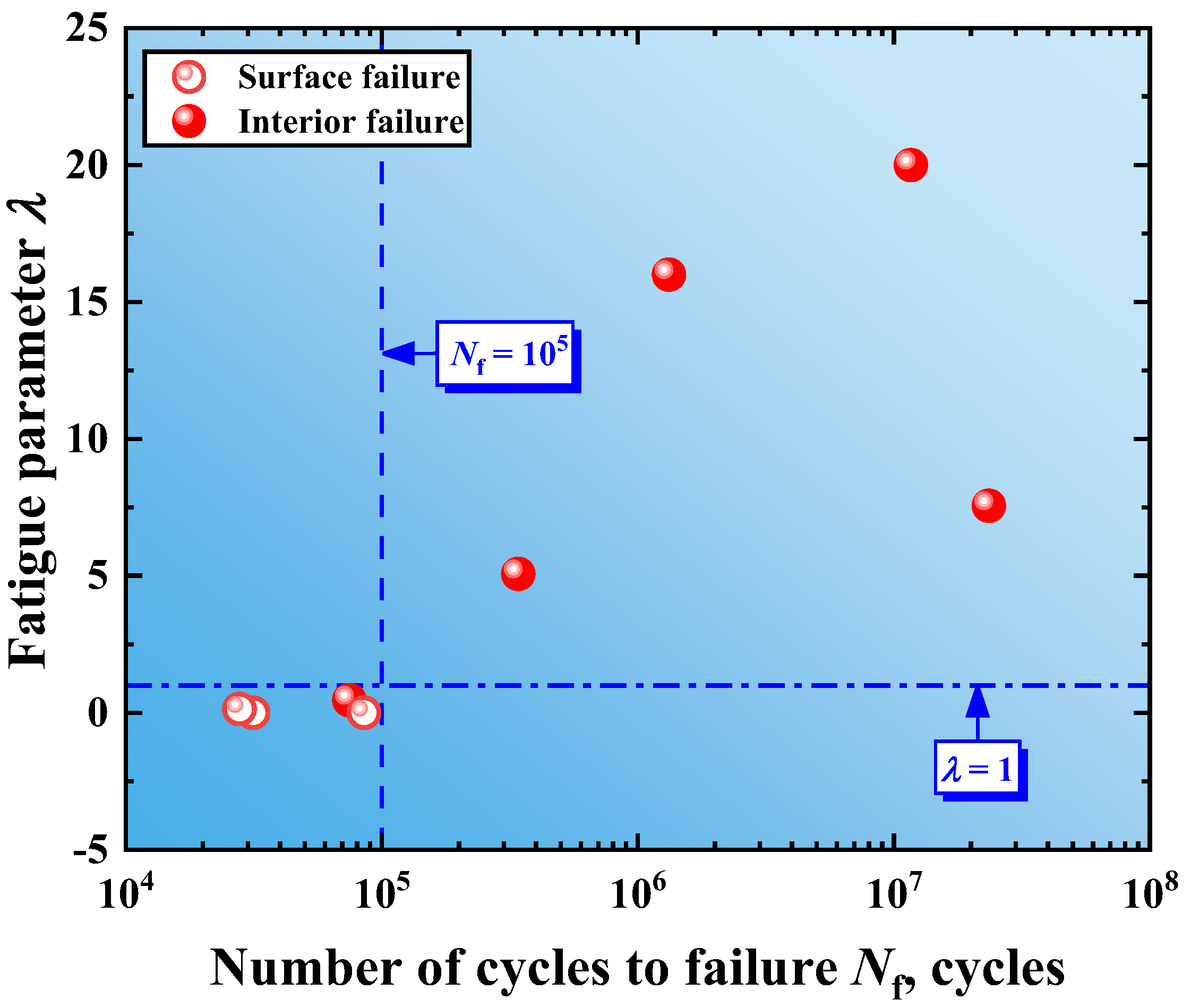
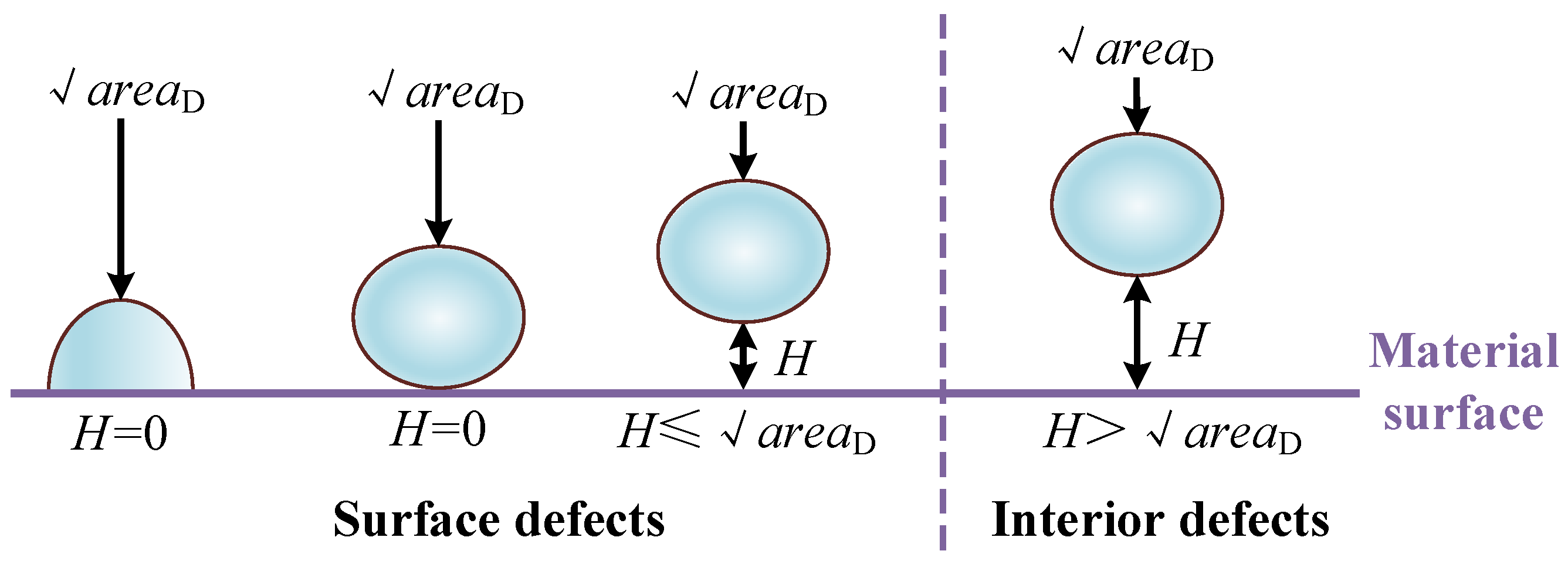
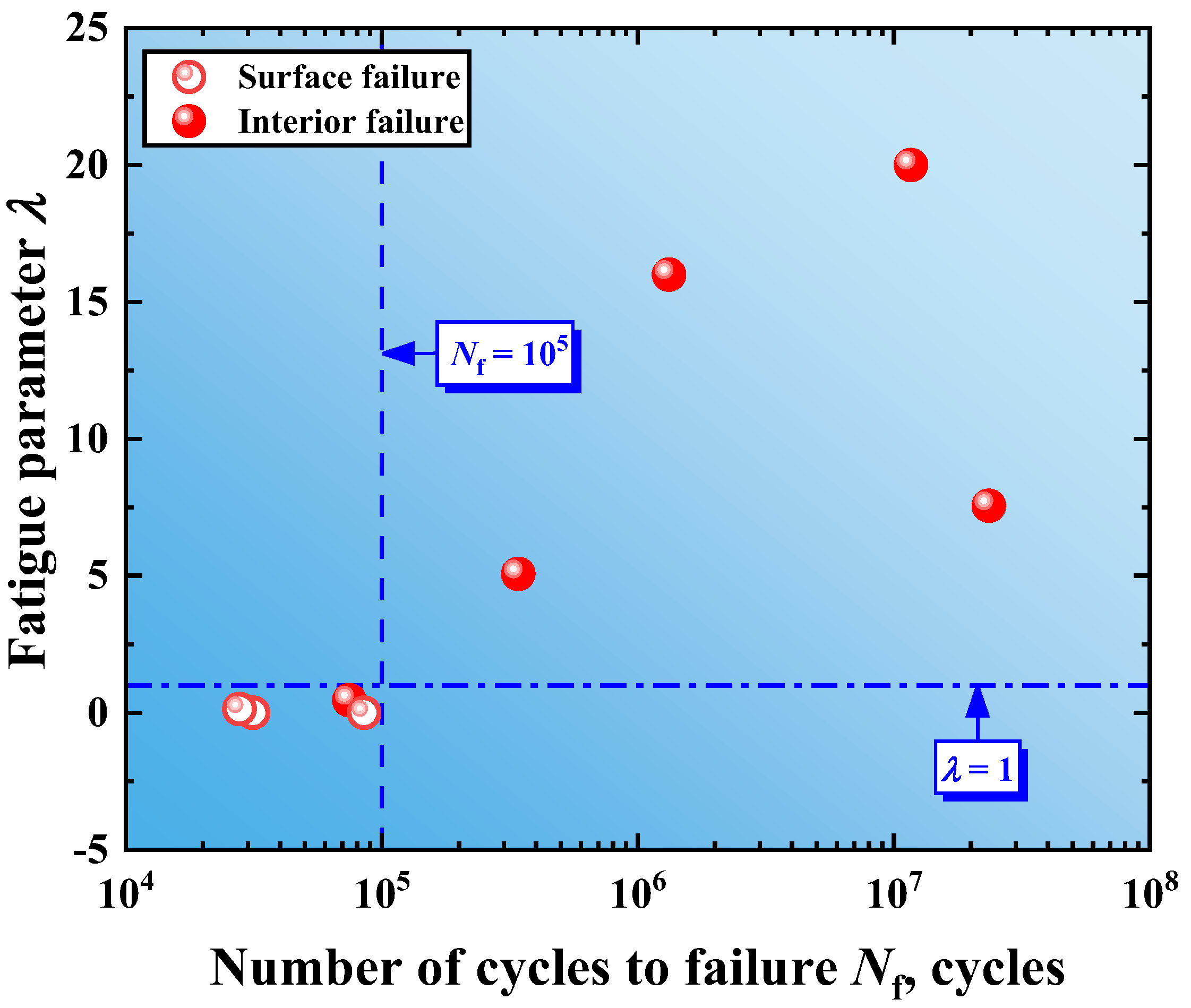
- The size and depth of defects exhibit negative and positive feedback mechanisms with fatigue life, accompanied by significant dispersion, and a fatigue parameter (λ) constructed based on them can better describe the distribution law of fatigue life.
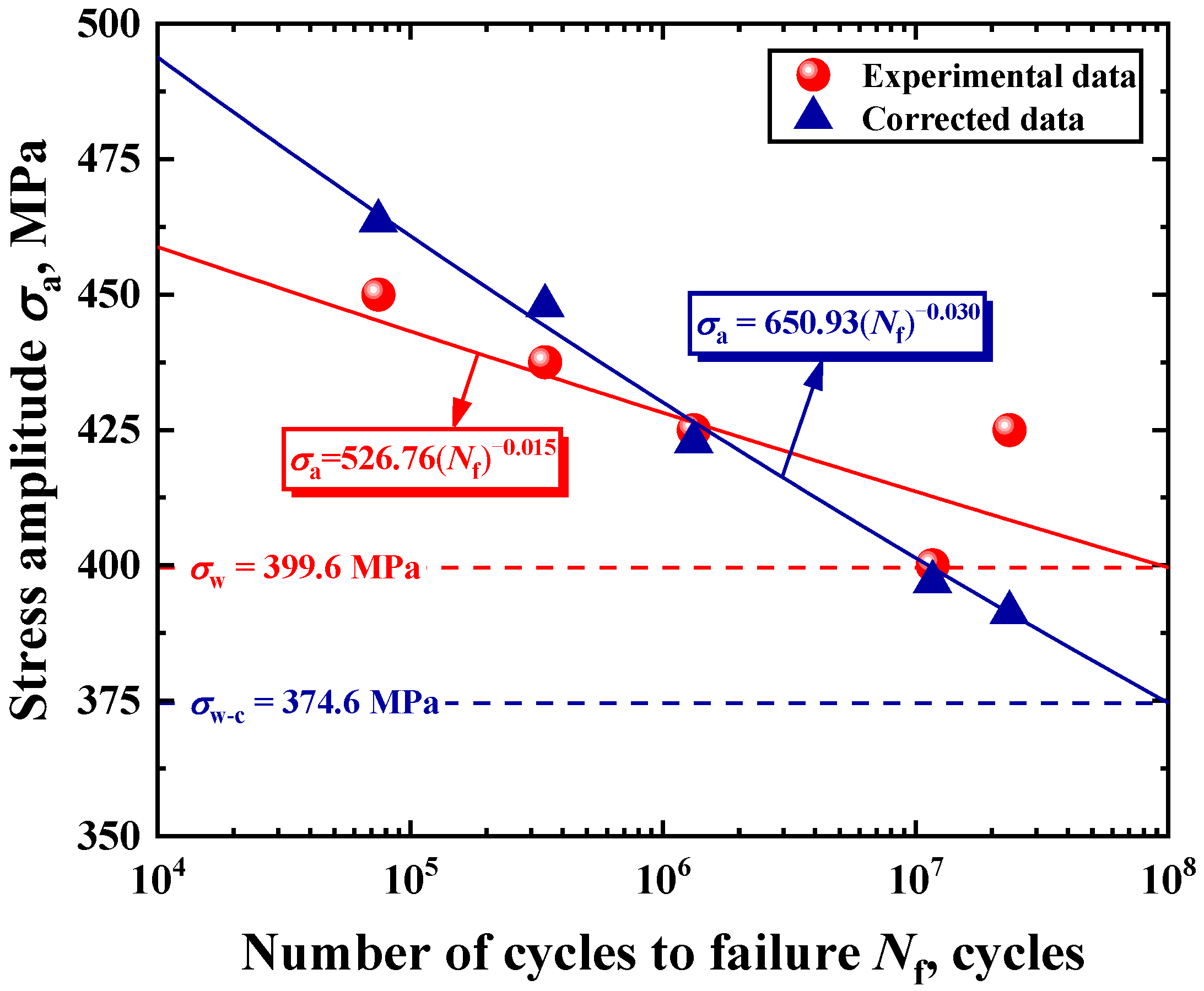
- The stress correction factor proposed by introducing the fatigue parameter (λ) and the average defect size while taking into account the size of each defect, was effective in optimizing the dispersion of the S–N characteristics, and the fatigue limit after stress correction was 374.6 MPa, which is slightly reduced compared with the initial 399.6 MPa.
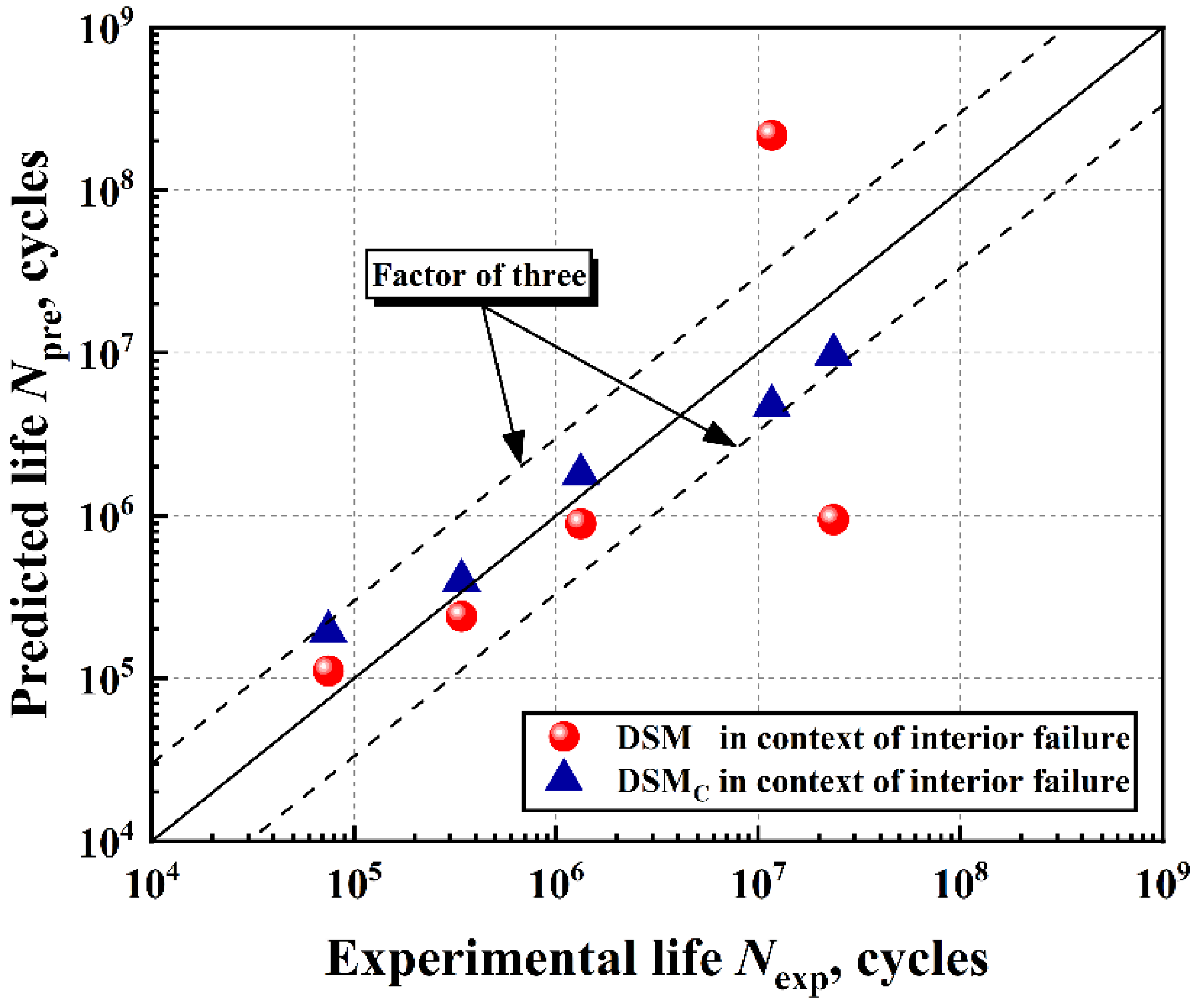
- Based on dislocation–slip theory as well as correction stress, a reliable method for fatigue life prediction was proposed under the condition that the defect type and size can be estimated or detected. The model provides non-conservative results for the low-life region and conservative results for the long-life region.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ou, P.; Cao, Z.; Rong, J.; Yu, X. Molecular Dynamics Study on the Welding Behavior in Dissimilar TC4-TA17 Titanium Alloys. Materials 2022, 15, 5606. [Google Scholar] [CrossRef]
- Li, Z.Y.; Xu, L.Y.; Hao, K.D.; Zhao, L.; Jing, H.Y. Microstructure and properties of MAG and oscillating laser arc hybrid welded X80 steel. Trans. China. Weld. Inst. 2022, 43, 36–42. [Google Scholar]
- Xu, X.; Xie, L.; Zhou, S.; An, J.; Huang, Y.; Liu, Y.; Jin, L. Effect of Welding Defects on Fatigue Properties of SWA490BW Steel Cruciform Welded Joints. Materials 2023, 16, 4751. [Google Scholar] [CrossRef] [PubMed]
- Hwang, J.R.; Huang, C.D.; Lin, W.H.; Huang, J.Y.; Fung, C.P. High Cycle Fatigue Life of Ti-6Al-4V Titanium Alloy Processed by Electron Beam Welding. Chiang. Mai. J. Sci. 2022, 49, 473–486. [Google Scholar] [CrossRef]
- Liu, X.G.; Guo, H.D.; Wang, B.Z.; Li, J.W.; Wu, B. Study on high cycle fatigue fractal damage model of TC11 alloy welded joint. J. Aerosp. Power. 2011, 26, 355–361. [Google Scholar]
- Balasubramanian, T.S.; Balasubramanian, V.; Muthumanikkam, M.A. Fatigue Performance of Gas Tungsten Arc, Electron Beam, and Laser Beam Welded Ti-6Al-4V Alloy Joints. J. Mater. Eng. Perform. 2011, 24, 1620–1630. [Google Scholar] [CrossRef]
- Liu, H.Q.; Song, J.; Wang, H.M.; Yu, C.L.; Du, Y.H.; He, C.; Wang, Q.Y.; Chen, Q. Slip-driven and weld pore assisted fatigue crack nucleation in electron beam welded TC17 titanium alloy joint. Int. J. Fatigue 2022, 154, 106525. [Google Scholar] [CrossRef]
- Ma, J.; Zhao, Z.H.; Nie, B.H.; Zheng, Z.T.; Zhang, Z. Research on Very High Cycle Fatigue Behavior of the Electron Beam Weldment for TC21 Titanium Alloy. J. Mech. Eng. 2015, 51, 69–75. [Google Scholar] [CrossRef]
- Liu, Z.P.; Zhang, H.; Hou, Z.G.; Yan, Z.F.; Liaw, P.K.; Dong, P. Competitive relationship during fatigue-crack initiation of friction-stir-welded Al alloy. Mat. Sci. Eng. A Struct. 2021, 809, 141006. [Google Scholar] [CrossRef]
- Zhang, L.; Li, Q.B.; Dai, Y.; Chen, D.G.; He, Y.F. A study on fatigue damage behavior of single-wire MIG welding joint for TC4 titanium alloy. Iron Steel Vanadium Titan. 2022, 43, 62–67. [Google Scholar]
- Liu, F.L.; Zhang, H.; Liu, H.Q.; Chen, Y.; Kashif, K.M.; Wang, Q.Y.; Liu, Y.J. Influence of Welded Pores on Very Long-Life Fatigue Failure of The Electron Beam Welding Joint of TC17 Titanium Alloy. Materials 2019, 12, 1825. [Google Scholar] [CrossRef] [PubMed]
- Liu, F.L.; Chen, Y.; He, C.; Wang, C.; Li, L.; Liu, Y.J.; Wang, Q.Y. Very long-life fatigue failure mechanism of electron beam welded joint for titanium alloy at elevated temperature. Int. J. Fatigue 2021, 152, 106446. [Google Scholar] [CrossRef]
- Gao, N.; Li, W. Effect of stress ratio on the very high-cycle fatigue failure mechanism of TC4 titanium alloy. Chin. J. Eng. 2019, 41, 254–260. [Google Scholar]
- Zhao, A.G.; Xie, J.J.; Sun, C.Q.; Lei, Z.Q.; Hong, Y.S. Prediction of threshold value for FGA formatio. Mater. Sci. Eng. A 2011, 528, 6872–6877. [Google Scholar] [CrossRef]
- Murakami, Y.; Yokoyama, N.N.; Nagata, J. Mechanism of fatigue failure in ultralong life regime. Fatigue Fract. Eng. Mater. Struct. 2010, 25, 735–746. [Google Scholar] [CrossRef]
- Shiozawa, K.; Moriib, Y.; Nishino, S. Subsurface crack initiation and propagation mechanism in high-strength steel in a very high cycle fatigue regime. Int. J. Fatigue 2006, 28, 1521–1532. [Google Scholar] [CrossRef]
- Sakai, T.; Oguma, N.; Morikawa, A. Microscopic and nanoscopic observations of metallurgical structures around inclusions at interior crack initiation site for a bearing steel in very high-cycle fatigue. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 1305–1314. [Google Scholar] [CrossRef]
- Liu, Y.J.; Liu, F.L.; He, R.X.; Wang, Q.Y.; Wang, C.; He, C.; Kashif, K.M.; Chen, Y. Mechanical behaviors of electron beam welded titanium alloy up to very high cycle fatigue under different process conditions. Mater. Sci. Eng. A. 2021, 802, 140685. [Google Scholar] [CrossRef]
- Fomin, F.; Horstmann, M.; Huber, N.; Kashaev, N. Probabilistic fatigue-life assessment model for laser-welded Ti-6Al-4V butt joints in the high-cycle fatigue regime. Int. J. Fatigue 2018, 116, 22–35. [Google Scholar] [CrossRef]
- Murakami, Y. Metal Fatigue: Effects of Small Defects and Nonmetallic Inclusions; Elsevier: Oxford, UK, 2002. [Google Scholar]
- Liao, D.; Zhu, S.P.; Keshtegar, B.; Qian, G.A.; Wang, Q.Y. Probabilistic framework for fatigue life assessment of notched components under size effects. Int. J. Fatigue 2020, 181, 105685. [Google Scholar] [CrossRef]
- Sun, C.Q.; Liu, X.L.; Hong, Y.S. A Two-Parameter Model to Predict Fatigue Life of High-Strength Steels in a Very High Cycle Fatigue Regime. Acta Mech. Sin. 2015, 31, 383–391. [Google Scholar] [CrossRef]
- Niu, X.P.; Zhu, S.P.; He, J.C.; Liao, D.; Correia, J.A.F.O.; Berto, F.; Wang, Q.Y. Defect tolerant fatigue assessment of AM materials: Size effect and probabilistic prospects. Int. J. Fatigue 2022, 160, 106884. [Google Scholar] [CrossRef]
- Zhu, M.L.; Xuan, F.Z.; Du, Y.N.; Tu, S.T. Very High Cycle Fatigue Behavior of a Low Strength Welded Joint at Moderate Temperature. Int. J. Fatigue 2012, 40, 74–83. [Google Scholar] [CrossRef]
- Zhu, M.L.; Xuan, F.Z.; Chen, J. Influence of Microstructure and Microdefects on Long-Term Fatigue Behavior of a Cr-Mo-V Steel. Mater. Sci. Eng. A 2012, 546, 90–96. [Google Scholar] [CrossRef]
- He, J.C.; Zhu, S.P.; Luo, C.Q.; Niu, X.P.; Wang, Q.Y. Size effect in fatigue modelling of defective materials: Application of the calibrated weakest-link theory. Int. J. Fatigue 2022, 165, 107213. [Google Scholar] [CrossRef]
- Lan, Y.D.; Zhang, W.F.; Liu, X.P.; Li, N.; Dai, W. Effects of Welded Pores on Fatigue Life of Titanium Alloy Electron-Beam Welded Joints. In Proceedings of the 2018 Prognostics and System Health Management Conference (PHM-Chongqing), Chongqing, China, 26–28 October 2018; pp. 1144–1148. [Google Scholar]
- Tanaka, K.; Mura, T. A dislocation model for fatigue crack initiation. J. Appl. Mech. 1981, 48, 97–103. [Google Scholar] [CrossRef]
- Le, V.D.; Pessard, E.; Morel, F.; Prigent, S. Fatigue behaviour of Additively Manufactured Ti-6Al-4V alloy: The role of defects on scatter and statistical size effect. Int. J. Fatigue 2020, 140, 105811. [Google Scholar] [CrossRef]
- GB/T 3075-2008; Metal Materials—Fatigue Testing: Axial Force Control Methods. Standardization Administration of China: Beijing, China.
- Chen, H.; Yang, Y.; Cao, S.; Gao, K.; Xu, S.; Li, Y.; Zhang, R. Fatigue Life Prediction of Aluminum Alloy 6061 Based on Defects Analysis. Int. J. Fatigue 2021, 147, 106189. [Google Scholar] [CrossRef]
- Romano, S.; Brückner-Foit, A.; Brandão, A.; Gumpinger, J.; Ghidini, T.; Beretta, S. Fatigue Properties of AlSi10Mg Obtained by Additive Manufacturing: Defect-Based Modelling and Prediction of Fatigue Strength. Eng. Fract. Mech. 2018, 187, 165–189. [Google Scholar] [CrossRef]
- Serrano-Munoz, I.; Buffiere, J.Y.; Mokso, R.; Verdu, C.; Nadot, Y. Location, Location & Size: Defects Close to Surfaces Dominate Fatigue Crack Initiation. Sci. Rep. 2017, 7, 45239. [Google Scholar]
- Tanaka, K.; Nakai, Y.; Yamashita, M. Fatigue Growth Threshold of Small Cracks. Int. J. Fatigue 1981, 17, 519–533. [Google Scholar] [CrossRef]
- Chan, K.S. A Microstructure-Based Fatigue-Crack-Initiation Model. Metall. Mater. Trans. A 2003, 34, 43–58. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | N | H | Fe | O | Al | V | Ti |
| 0.011 | 0.009 | 0.0006 | 0.026 | 0.060 | 6.19 | 4.03 | Balance |
| C | N | H | Fe | O | Al | V | Ti |
| 0.007 | 0.008 | 0.0007 | 0.12 | 0.14 | 6.35 | 3.96 | Balance |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, Y.; Chen, F.; Li, M.; Yu, H.; Li, W.; Deng, H. The Effect of Defect Characteristics on Prediction of Fatigue Life of TC4 Titanium Alloy Welded Joints. Metals 2023, 13, 1540. https://doi.org/10.3390/met13091540
Guo Y, Chen F, Li M, Yu H, Li W, Deng H. The Effect of Defect Characteristics on Prediction of Fatigue Life of TC4 Titanium Alloy Welded Joints. Metals. 2023; 13(9):1540. https://doi.org/10.3390/met13091540
Chicago/Turabian StyleGuo, Yupeng, Furong Chen, Mingkai Li, Huan Yu, Wei Li, and Hailong Deng. 2023. "The Effect of Defect Characteristics on Prediction of Fatigue Life of TC4 Titanium Alloy Welded Joints" Metals 13, no. 9: 1540. https://doi.org/10.3390/met13091540
APA StyleGuo, Y., Chen, F., Li, M., Yu, H., Li, W., & Deng, H. (2023). The Effect of Defect Characteristics on Prediction of Fatigue Life of TC4 Titanium Alloy Welded Joints. Metals, 13(9), 1540. https://doi.org/10.3390/met13091540