

Laser Beam Machining of Titanium Alloy—A Review



Abstract
:1. Introduction
2. Laser Beam Machining (LBM)
2.1. Type of Laser Beam
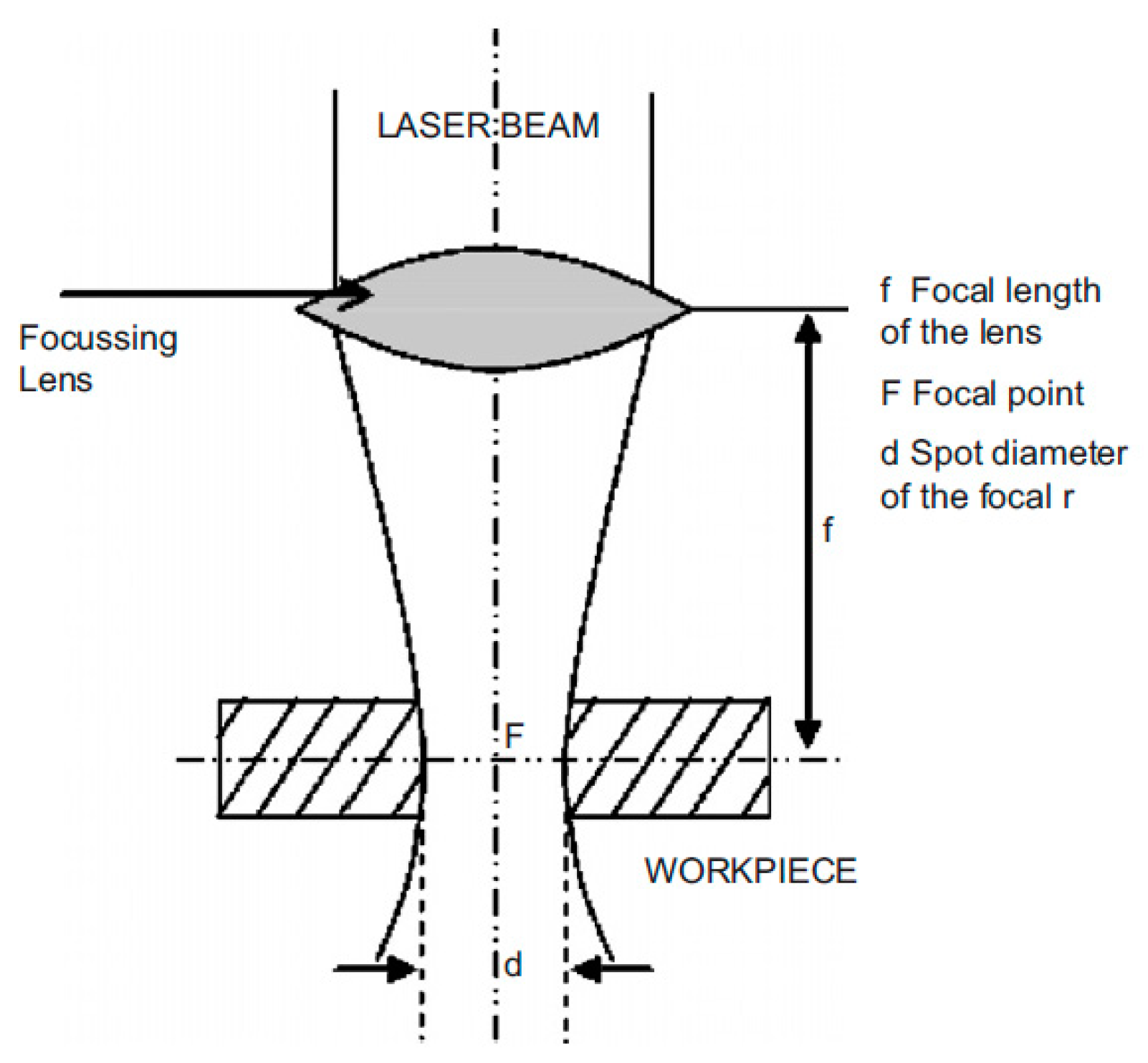
2.2. Principal of LBM
2.3. Characteristics of the Surface Generated by LBM
2.4. Role of Input Parameters during LBM on Surface Characteristics
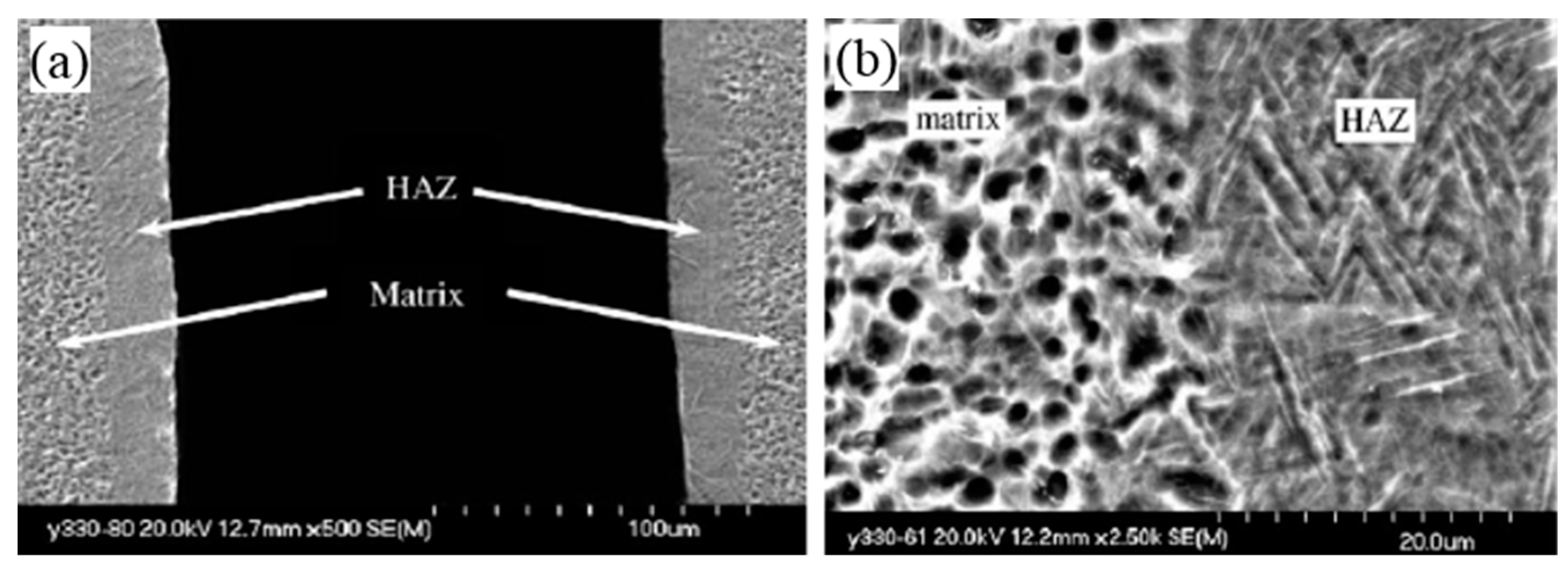
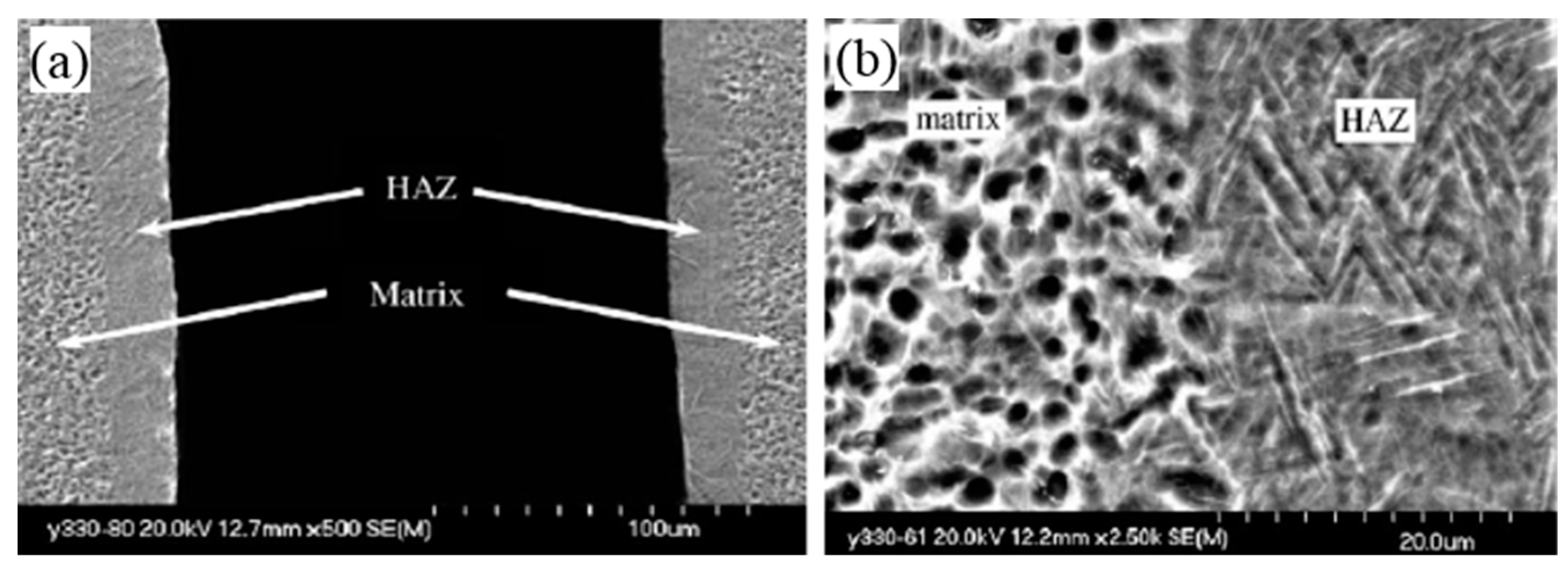
2.4.1. Heat-Affected Zone (HAZ)
2.4.2. Taper Formation
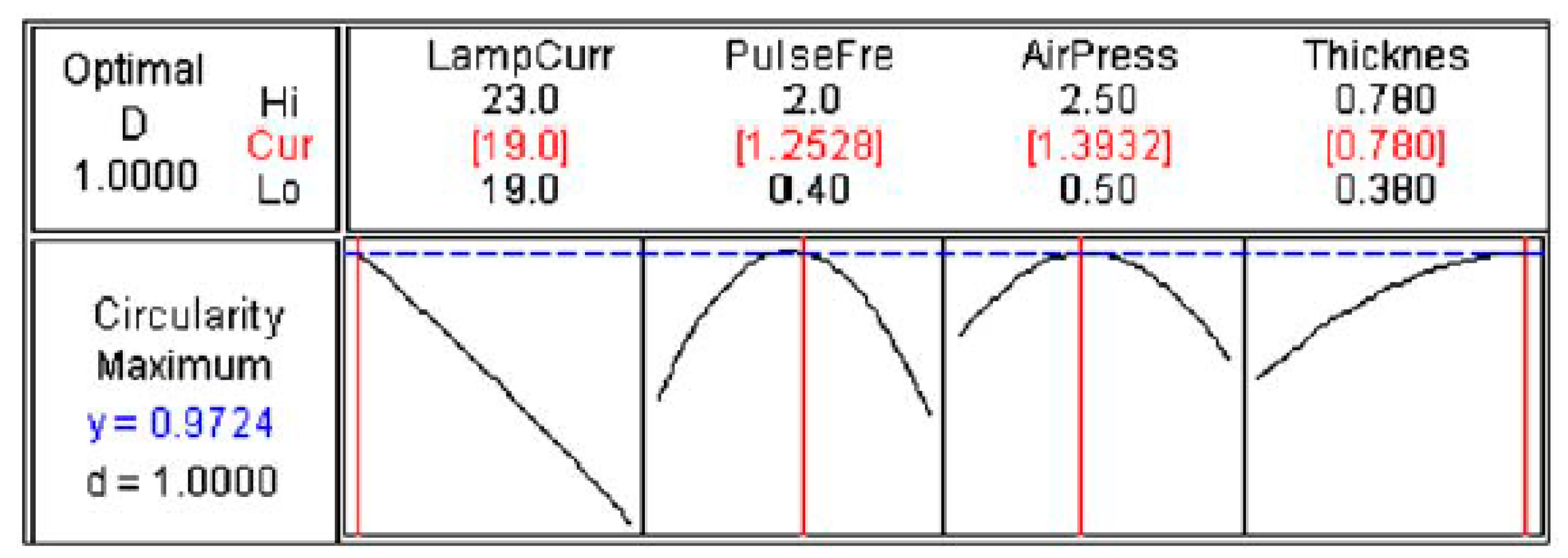
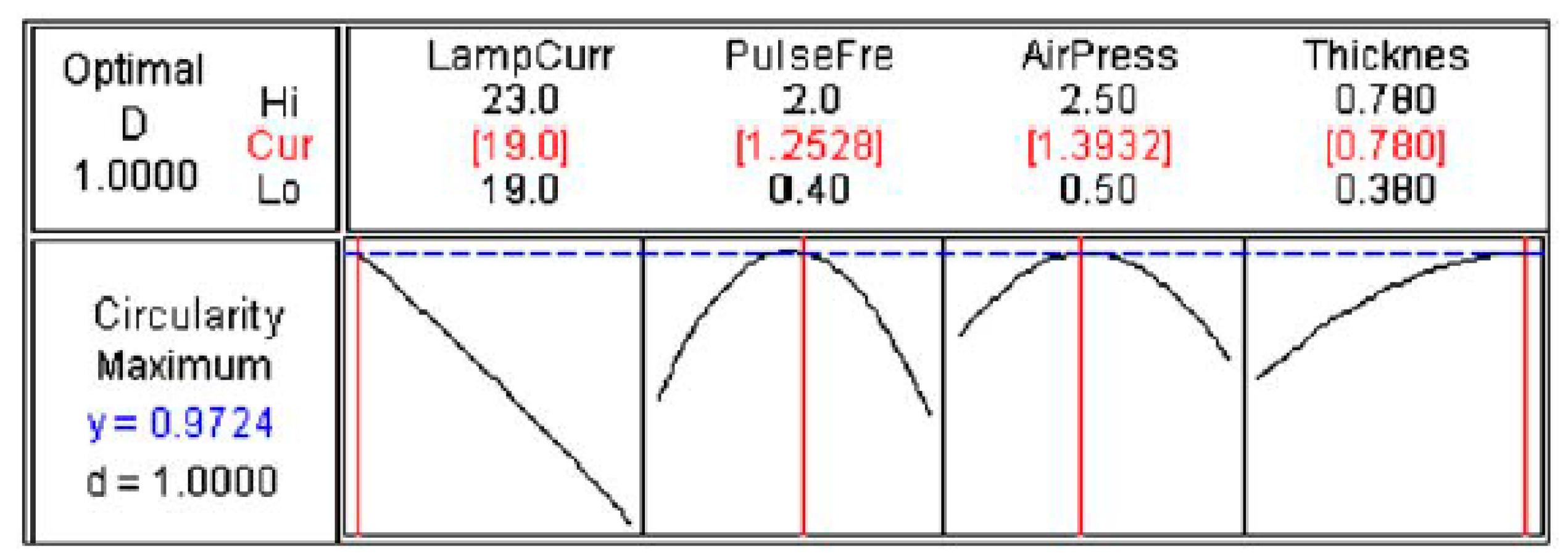
2.4.3. Circularity Formation
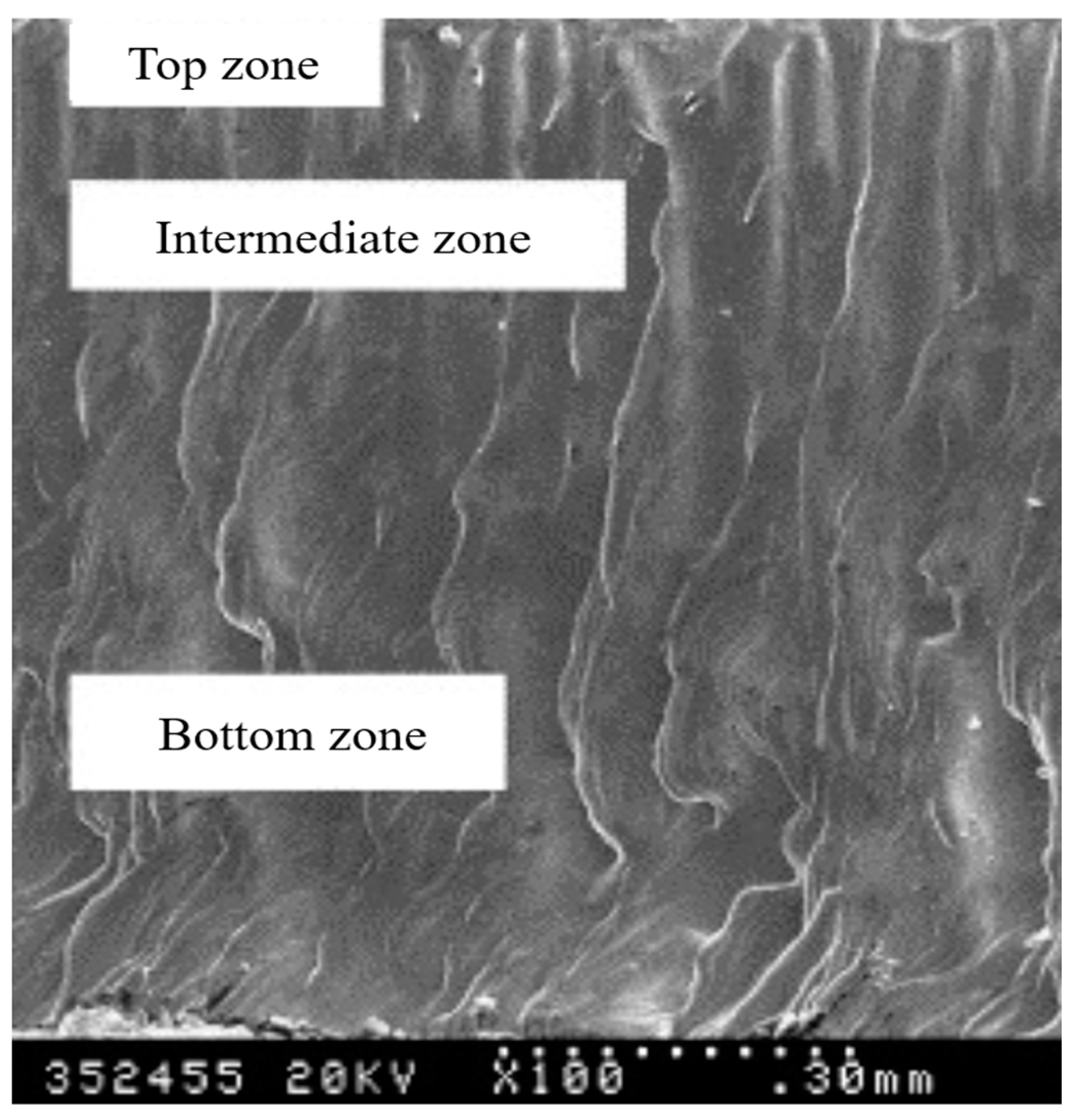
2.4.4. Surface Roughness
2.4.5. Effect of Scanning Speed
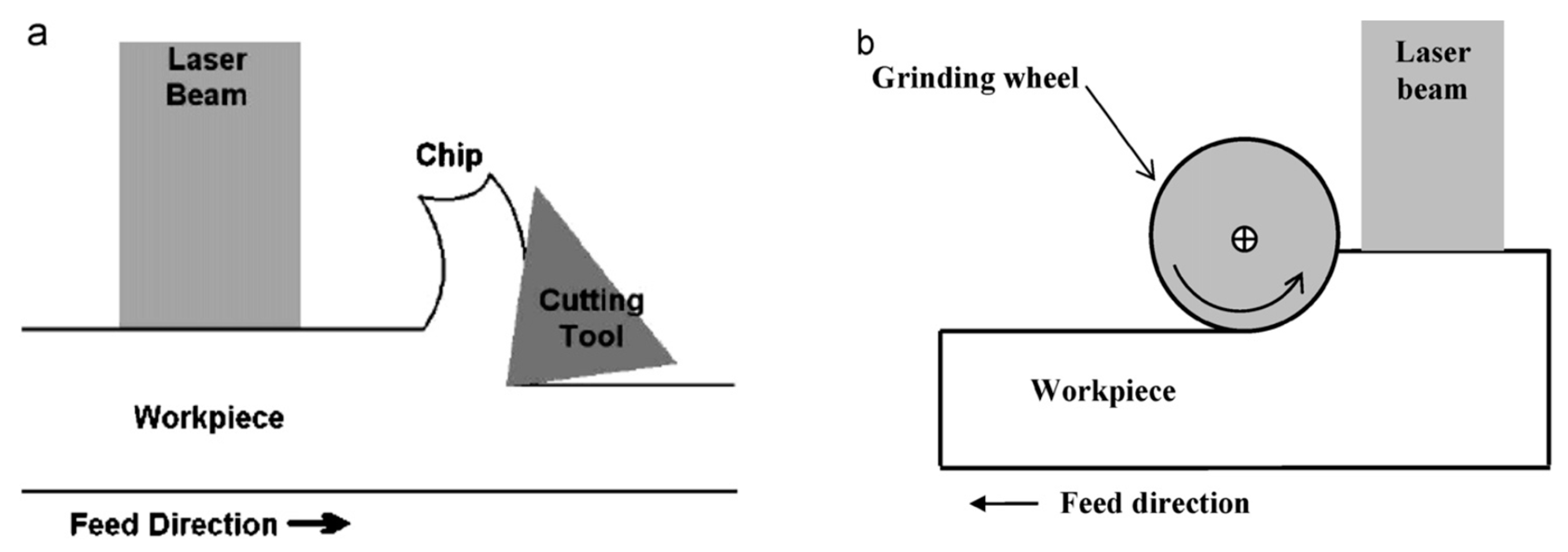
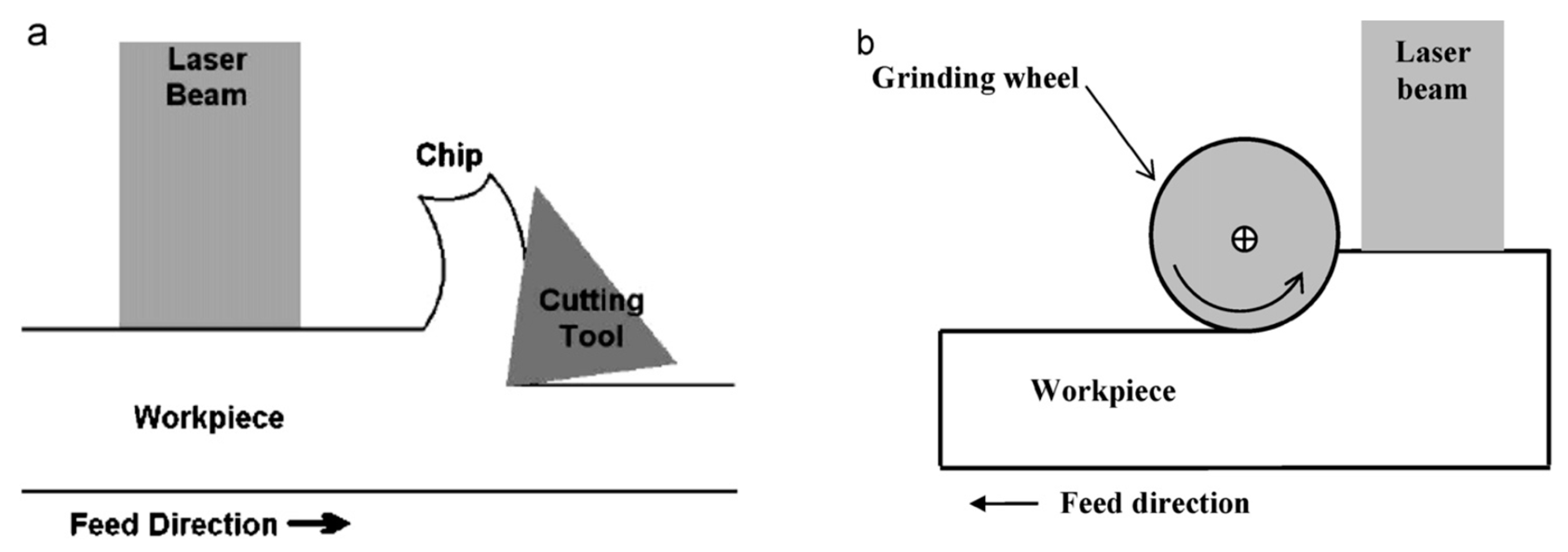
3. Laser Beam-Assisted Hybrid Machining
4. Discussions
5. Future Aspects/Direction
- To establish theoretical equations for predicting the performance of LBM of titanium alloys.
- To evaluate and compare the performance of existing techniques together.
- To extend the developments of hybrid procedures by combining several approaches so that the disadvantages of discrete procedures can be diminished, and the advantages of the considered techniques are super-positioned to strengthen the performance.
6. Conclusions
- LBM is a compelling machining approach for producing complicated shapes and holes in various materials. Nevertheless, the major drawbacks are (a) the lower energy efficacy and (b) diverging/converging profile of the beam.
- This method is also appropriate for accurate production of miniature parts. The miniature holes of smaller radius (up to 2.5 mm) and higher aspect ratio (above 20) are possible to produce precisely, utilizing tripled lasers of nanosecond frequency.
- The quality of LBM is controlled by (a) mode of operation, wavelength, and laser power, (b) material thickness and type, and (c) speed, position of focal plane, energy, frequency, pulse interval, aided gas type, and pressure. The output qualities of concern for LBM are hole or kerf taper, HAZ, recast layer, surface finish, dross, and cracks.
- The investigators optimised the procedure through experimental and statistical optimisation. It is necessary to develop the modelling procedures to identify optimum or close to optimum procedure variables.
- Substantial investigation is required in the two utmost application fields, for instance, machining of micro-parts and machining thick workpieces.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dubey, A.K.; Yadava, V. Laser beam machining—A review. Int. J. Mach. Tools Manuf. 2008, 48, 609–628. [Google Scholar] [CrossRef]
- Biffi, C.A.; Lecis, N.; Previtali, B.; Vedani, M.; Vimercati, G.M. Fiber laser microdrilling of titanium and its effect on material microstructure. Int. J. Adv. Manuf. Technol. 2011, 54, 149–160. [Google Scholar] [CrossRef]
- Donachie, M.J. Titanium: A Technical Guide; ASM International, Materials Park: Novelty, OH, USA, 2000. [Google Scholar]
- Arisoy, Y.M.; Özel, T. Machine learning based predictive modeling of machining induced microhardness and grain size in Ti–6Al–4V alloy. Mater. Manuf. Process. 2015, 30, 425–433. [Google Scholar] [CrossRef]
- Kalantari, O.; Fallah, M.; Jafarian, F.; Hamzeloo, S. Surface integrity in laser-assisted machining of Ti6Al4V. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 5009–5016. [Google Scholar] [CrossRef]
- Blog, E. Machinability Rating and Chart. Available online: https://blog.enerpac.com/machinability-rating-and-chart-download/ (accessed on 10 August 2023).
- Pandey, A.K.; Dubey, A.K. Simultaneous optimization of multiple quality characteristics in laser cutting of titanium alloy sheet. Opt. Laser Technol. 2012, 44, 1858–1865. [Google Scholar] [CrossRef]
- Kumar, J. Investigating the Machining Characteristics of Titanium Using Ultrasonic Machining. Ph.D. Thesis, Thapar Institute of Engineering Technology, Patiala, India, 2009. [Google Scholar]
- Kara, F.; Takmaz, A. Optimization of cryogenic treatment effects on the surface roughness of cutting tools. Mater. Test. 2019, 61, 1101–1104. [Google Scholar] [CrossRef]
- Plastike, M.O.J.Z.B. Optimization of surface roughness in finish milling of AISI P20+ S plastic-mold steel. Optimization 2018, 195, 200. [Google Scholar]
- Kara, F.; Karabatak, M.; Ayyıldız, M.; Nas, E. Effect of machinability, microstructure and hardness of deep cryogenic treatment in hard turning of AISI D2 steel with ceramic cutting. J. Mater. Res. Technol. 2020, 9, 969–983. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.; Prakash, C. Understanding the wire electrical discharge machining of Ti6Al4V alloy. Heliyon 2019, 5, e01473. [Google Scholar] [CrossRef]
- Basak, A.; Pramanik, A.; Prakash, C. Surface, kerf width and material removal rate of Ti6Al4V titanium alloy generated by wire electrical discharge machining. Heliyon 2019, 5, 01473. [Google Scholar]
- Basak, A.; Pramanik, A.; Prakash, C.; Kotecha, K. Micro-mechanical characterization of superficial layer synthesized by electric discharge machining process. Mater. Lett. 2021, 305, 130769. [Google Scholar] [CrossRef]
- Pramanik, D.; Kuar, A.; Sarkar, S.; Mitra, S. Enhancement of sawing strategy of multiple surface quality characteristics in low power fiber laser micro cutting process on titanium alloy sheet. Opt. Laser Technol. 2020, 122, 105847. [Google Scholar] [CrossRef]
- Pramanik, A. Problems and solutions in machining of titanium alloys. Int. J. Adv. Manuf. Technol. 2014, 70, 919–928. [Google Scholar] [CrossRef]
- Müller, F.; Monaghan, J. Non-conventional machining of particle reinforced metal matrix composite. Int. J. Mach. Tools Manuf. 2000, 40, 1351–1366. [Google Scholar] [CrossRef]
- Bandyopadhyay, S.; Gokhale, H.; Sundar, J.S.; Sundararajan, G.; Joshi, S. A statistical approach to determine process parameter impact in Nd: YAG laser drilling of IN718 and Ti-6Al-4V sheets. Opt. Lasers Eng. 2005, 43, 163–182. [Google Scholar] [CrossRef]
- Bandyopadhyay, S.; Sundar, J.S.; Sundararajan, G.; Joshi, S. Geometrical features and metallurgical characteristics of Nd: YAG laser drilled holes in thick IN718 and Ti–6Al–4V sheets. J. Mater. Process. Technol. 2002, 127, 83–95. [Google Scholar] [CrossRef]
- Tabata, N.; Yagi, S.; Hishii, M. Present and future of lasers for fine cutting of metal plate. J. Mater. Process. Technol. 1996, 62, 309–314. [Google Scholar] [CrossRef]
- Biswas, R.; Kuar, A.; Mitra, S. Multi-objective optimization of hole characteristics during pulsed Nd: YAG laser microdrilling of gamma-titanium aluminide alloy sheet. Opt. Lasers Eng. 2014, 60, 1–11. [Google Scholar] [CrossRef]
- Meijer, J. Laser beam machining (LBM), state of the art and new opportunities. J. Mater. Process. Technol. 2004, 149, 2–17. [Google Scholar] [CrossRef]
- Steen, W.M.; Mazumder, J. Laser Material Processing; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Hong, L.; Vilar, R.; Youming, W. Laser beam processing of a SiC particulate reinforced 6061 aluminium metal matrix composite. J. Mater. Sci. 1997, 32, 5545–5550. [Google Scholar] [CrossRef]
- Chryssolouris, G. Laser Machining: Theory and Practice; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Pham, D.; Dimov, S.; Petkov, P. Laser milling of ceramic components. Int. J. Mach. Tools Manuf. 2007, 47, 618–626. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Moiduddin, K.; Akash, R.; Krishnan, S.; Mian, S.H.; Ameen, W.; Alkhalefah, H. Influence of process parameters on dimensional accuracy of machined Titanium (Ti-6Al-4V) alloy in Laser Beam Machining Process. Opt. Laser Technol. 2020, 132, 106494. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Akash, R.; Krishnan, S.; Phan, N.H.; Pi, V.N.; Elsheikh, A.H. Surface quality measures analysis and optimization on machining titanium alloy using CO2 based laser beam drilling process. J. Manuf. Process. 2021, 62, 1–6. [Google Scholar] [CrossRef]
- Sahu, A.K.; Jha, S. Microchannel fabrication and metallurgical characterization on titanium by nanosecond fiber laser micromilling. Mater. Manuf. Process. 2020, 35, 279–290. [Google Scholar] [CrossRef]
- Worts, N.; Jones, J.; Squier, J. Surface structure modification of additively manufactured titanium components via femtosecond laser micromachining. Opt. Commun. 2019, 430, 352–357. [Google Scholar] [CrossRef]
- Obeidi, M.A.; Mussatto, A.; Dogu, M.N.; Sreenilayam, S.P.; McCarthy, E.; Ahad, I.U.; Keaveney, S.; Brabazon, D. Laser surface polishing of Ti-6Al-4V parts manufactured by laser powder bed fusion. Surf. Coat. Technol. 2022, 434, 128179. [Google Scholar] [CrossRef]
- Lee, S.; Ahmadi, Z.; Pegues, J.W.; Mahjouri-Samani, M.; Shamsaei, N. Laser polishing for improving fatigue performance of additive manufactured Ti-6Al-4V parts. Opt. Laser Technol. 2021, 134, 106639. [Google Scholar] [CrossRef]
- Shanjin, L.; Yang, W. An investigation of pulsed laser cutting of titanium alloy sheet. Opt. Lasers Eng. 2006, 44, 1067–1077. [Google Scholar] [CrossRef]
- Ahmed, N.; Ahmad, S.; Anwar, S.; Hussain, A.; Rafaqat, M.; Zaindin, M. Machinability of titanium alloy through laser machining: Material removal and surface roughness analysis. Int. J. Adv. Manuf. Technol. 2019, 105, 3303–3323. [Google Scholar] [CrossRef]
- Almeida, I.; De Rossi, W.; Lima, M.; Berretta, J.; Nogueira, G.; Wetter, N.; Vieira, N., Jr. Optimization of titanium cutting by factorial analysis of the pulsed Nd: YAG laser parameters. J. Mater. Process. Technol. 2006, 179, 105–110. [Google Scholar] [CrossRef]
- Goyal, R.; Dubey, A.K. Hybrid approach for modeling and optimization of hole taper during laser trepan drilling of Ti-6Al-4V alloy sheet. Procedia Mater. Sci. 2014, 5, 1781–1790. [Google Scholar] [CrossRef]
- Ng, G.; Li, L. The effect of laser peak power and pulse width on the hole geometry repeatability in laser percussion drilling. Opt. Laser Technol. 2001, 33, 393–402. [Google Scholar] [CrossRef]
- Biswas, R.; Kuar, A.; Sarkar, S.; Mitra, S. A parametric study of pulsed Nd: YAG laser micro-drilling of gamma-titanium aluminide. Opt. Laser Technol. 2010, 42, 23–31. [Google Scholar] [CrossRef]
- Ghany, K.A.; Newishy, M. Cutting of 1.2 mm thick austenitic stainless steel sheet using pulsed and CW Nd: YAG laser. J. Mater. Process. Technol. 2005, 168, 438–447. [Google Scholar] [CrossRef]
- Chen, S.-L. The effects of high-pressure assistant-gas flow on high-power CO2 laser cutting. J. Mater. Process. Technol. 1999, 88, 57–66. [Google Scholar] [CrossRef]
- Lamikiz, A.; de Lacalle, L.L.; Sanchez, J.; Del Pozo, D.; Etayo, J.; Lopez, J. CO2 laser cutting of advanced high strength steels (AHSS). Appl. Surf. Sci. 2005, 242, 362–368. [Google Scholar] [CrossRef]
- Rajaram, N.; Sheikh-Ahmad, J.; Cheraghi, S. CO2 laser cut quality of 4130 steel. Int. J. Mach. Tools Manuf. 2003, 43, 351–358. [Google Scholar] [CrossRef]
- Duley, W.; Gonsalves, J. CO2 laser cutting of thin metal sheets with gas jet assist. Opt. Laser Technol. 1974, 6, 78–81. [Google Scholar] [CrossRef]
- Zheng, H.; Han, Z.; Chen, Z.; Chen, W.; Yeo, S. Quality and cost comparisons between laser and waterjet cutting. J. Mater. Process. Technol. 1996, 62, 294–298. [Google Scholar] [CrossRef]
- Al-Sulaiman, F.; Yilbas, B.; Ahsan, M. CO2 laser cutting of a carbon/carbon multi-lamelled plain-weave structure. J. Mater. Process. Technol. 2006, 173, 345–351. [Google Scholar] [CrossRef]
- Lum, K.; Ng, S.; Black, I. CO2 laser cutting of MDF: 1. Determination of process parameter settings. Opt. Laser Technol. 2000, 32, 67–76. [Google Scholar] [CrossRef]
- Karatas, C.; Keles, O.; Uslan, I.; Usta, Y. Laser cutting of steel sheets: Influence of workpiece thickness and beam waist position on kerf size and stria formation. J. Mater. Process. Technol. 2006, 172, 22–29. [Google Scholar] [CrossRef]
- Illyefalvi-Vitez, Z. Laser processing of adhesives and polymeric materials for microelectronics packaging applications. In Proceedings of the 4th International Conference on Adhesive Joining and Coating Technology in Electronics Manufacturing, Espoo, Finland, 6 August 2002; Presented at Adhesives in Electronics 2000 (Cat. No. 00EX431). pp. 289–295. [Google Scholar]
- Yadava, V.; Jain, V.K.; Dixit, P.M. Temperature distribution during electro-discharge abrasive grinding. Mach. Sci. Technol. 2002, 6, 97–127. [Google Scholar] [CrossRef]
- Rozzi, J.C.; Pfefferkorn, F.E.; Incropera, F.P.; Shin, Y.C. Experimental evaluation of the laser assisted machining of silicon nitride ceramics. In ASME International Mechanical Engineering Congress and Exposition; American Society of Mechanical Engineers: New York, NY, USA, 2000; pp. 229–239. [Google Scholar]
- Yue, T.M.; Chan, T.; Man, H.C.; Lau, W. Analysis of ultrasonic-aided laser drilling using finite element method. CIRP Ann. 1996, 45, 169–172. [Google Scholar] [CrossRef]
- Rajurkar, K.; Levy, G.; Malshe, A.; Sundaram, M.; McGeough, J.; Hu, X.; Resnick, R.; DeSilva, A. Micro and nano machining by electro-physical and chemical processes. CIRP Ann. 2006, 55, 643–666. [Google Scholar] [CrossRef]
- Li, L.; Achara, C. Chemical assisted laser machining for the minimisation of recast and heat affected zone. CIRP Ann. 2004, 53, 175–178. [Google Scholar] [CrossRef]
- Li, L.; Diver, C.; Atkinson, J.; Giedl-Wagner, R.; Helml, H. Sequential laser and EDM micro-drilling for next generation fuel injection nozzle manufacture. CIRP Ann. 2006, 55, 179–182. [Google Scholar] [CrossRef]
- Basak, A.; Matteazzi, P.; Vardavoulias, M.; Celis, J.-P. Corrosion–wear behaviour of thermal sprayed nanostructured FeCu/WC–Co coatings. Wear 2006, 261, 1042–1050. [Google Scholar] [CrossRef]
- Basak, A.K.; Celis, J.-P.; Vardavoulias, M.; Matteazzi, P. Effect of nanostructuring and Al alloying on friction and wear behaviour of thermal sprayed WC–Co coatings. Surf. Coat. Technol. 2012, 206, 3508–3516. [Google Scholar] [CrossRef]
- Stephen, A.; Sepold, G.; Metev, S.; Vollertsen, F. Laser-induced liquid-phase jet-chemical etching of metals. J. Mater. Process. Technol. 2004, 149, 536–540. [Google Scholar] [CrossRef]
- Mandal, A.; Dixit, A.R.; Chattopadhyaya, S.; Paramanik, A.; Hloch, S.; Królczyk, G. Improvement of surface integrity of Nimonic C 263 super alloy produced by WEDM through various post-processing techniques. Int. J. Adv. Manuf. Technol. 2017, 93, 433–443. [Google Scholar] [CrossRef]
- Wang, F.; Liu, Y.; Zhang, Y.; Tang, Z.; Ji, R.; Zheng, C. Compound machining of titanium alloy by super high speed EDM milling and arc machining. J. Mater. Process. Technol. 2014, 214, 531–538. [Google Scholar] [CrossRef]
- Alshemary, A.; Pramanik, A.; Basak, A.; Littlefair, G. Accuracy of duplex stainless steel feature generated by electrical discharge machining (EDM). Measurement 2018, 130, 137–144. [Google Scholar] [CrossRef]
- Moses, M.-D.; Jahan, M. Micro-EDM machinability of difficult-to-cut Ti-6Al-4V against soft brass. Int. J. Adv. Manuf. Technol. 2015, 81, 1345–1361. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Treatment Conditions | Machinability |
|---|---|---|
| Aluminum Alloy | Solution treated and aged | 300 |
| Re-sulfurized Steel (B1112) | Hot rolled | 100 |
| Carbon steel (1020) | Cold drawn | 70 |
| Alloy steel (4340) | Annealed | 45 |
| Titanium (pure) | Annealed | 40 |
| Stainless steel (302) | Annealed | 35 |
| Titanium alloy (Grade 6) | Annealed | 30 |
| Titanium alloy (Grade 5) | Annealed | 22 |
| Titanium alloy (Ti-6-6-2) | Annealed | 20 |
| Titanium alloy (Grade 5) | Solution treated and aged | 18 |
| Co-based alloys (HS25) | Annealed | 10 |
| Ni-based alloys (Rene 41) | Solution treated and aged | 6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pramanik, A.; Basak, A.K. Laser Beam Machining of Titanium Alloy—A Review. Metals 2023, 13, 1536. https://doi.org/10.3390/met13091536
Pramanik A, Basak AK. Laser Beam Machining of Titanium Alloy—A Review. Metals. 2023; 13(9):1536. https://doi.org/10.3390/met13091536
Chicago/Turabian StylePramanik, Alokesh, and Animesh Kumar Basak. 2023. "Laser Beam Machining of Titanium Alloy—A Review" Metals 13, no. 9: 1536. https://doi.org/10.3390/met13091536
APA StylePramanik, A., & Basak, A. K. (2023). Laser Beam Machining of Titanium Alloy—A Review. Metals, 13(9), 1536. https://doi.org/10.3390/met13091536