

The Stray Grains from Fragments in the Rejoined Platforms of Ni-Based Single-Crystal Superalloy


Abstract
1. Introduction
2. Experimental and Simulation Methods
2.1. Experiment Methods
2.2. Simulation Methods
- (1)
- The simulation models of the castings were constructed according to the actual dimensions. The thickness of the ceramic shell was assigned to be 7 mm from the actual measurement.
- (2)
- The heat transfer was assumed to be heat conduction and radiation, and heat convection was ignored. The coefficients of the thermal emissivity and thermal conductivity were gained from reference [23,24,25,26] or from the experiments. The thermophysical parameters were calculated using the commercial software JMatPro (Trade Mark of Sente Software Ltd. Surrey Technology Center, Surrey GU2 7YG, UK). The thermal results were validated through a thermocouple instrumented experiment.
3. Results
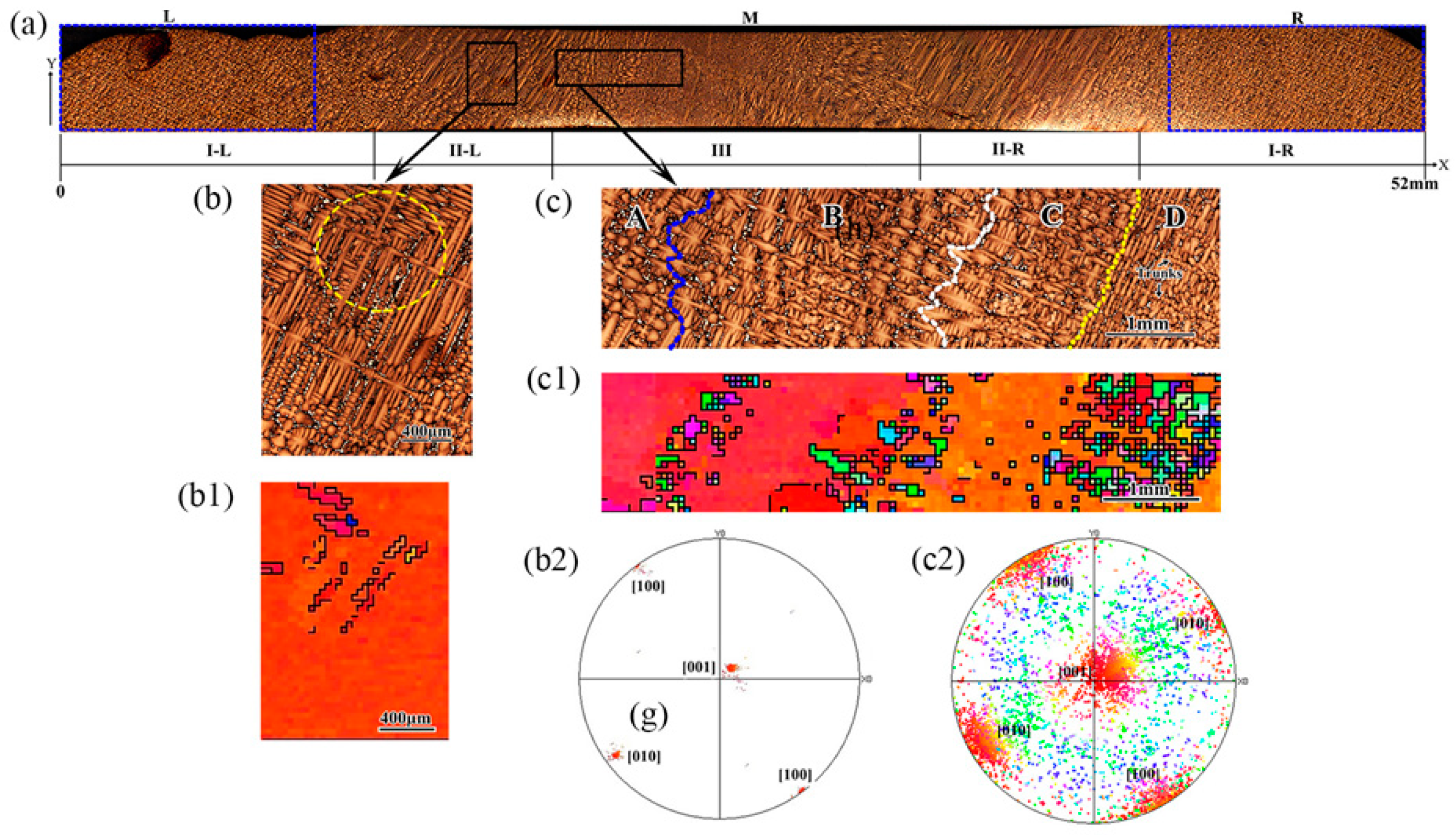
3.1. Dendrite Evolution in the Rejoined Platform
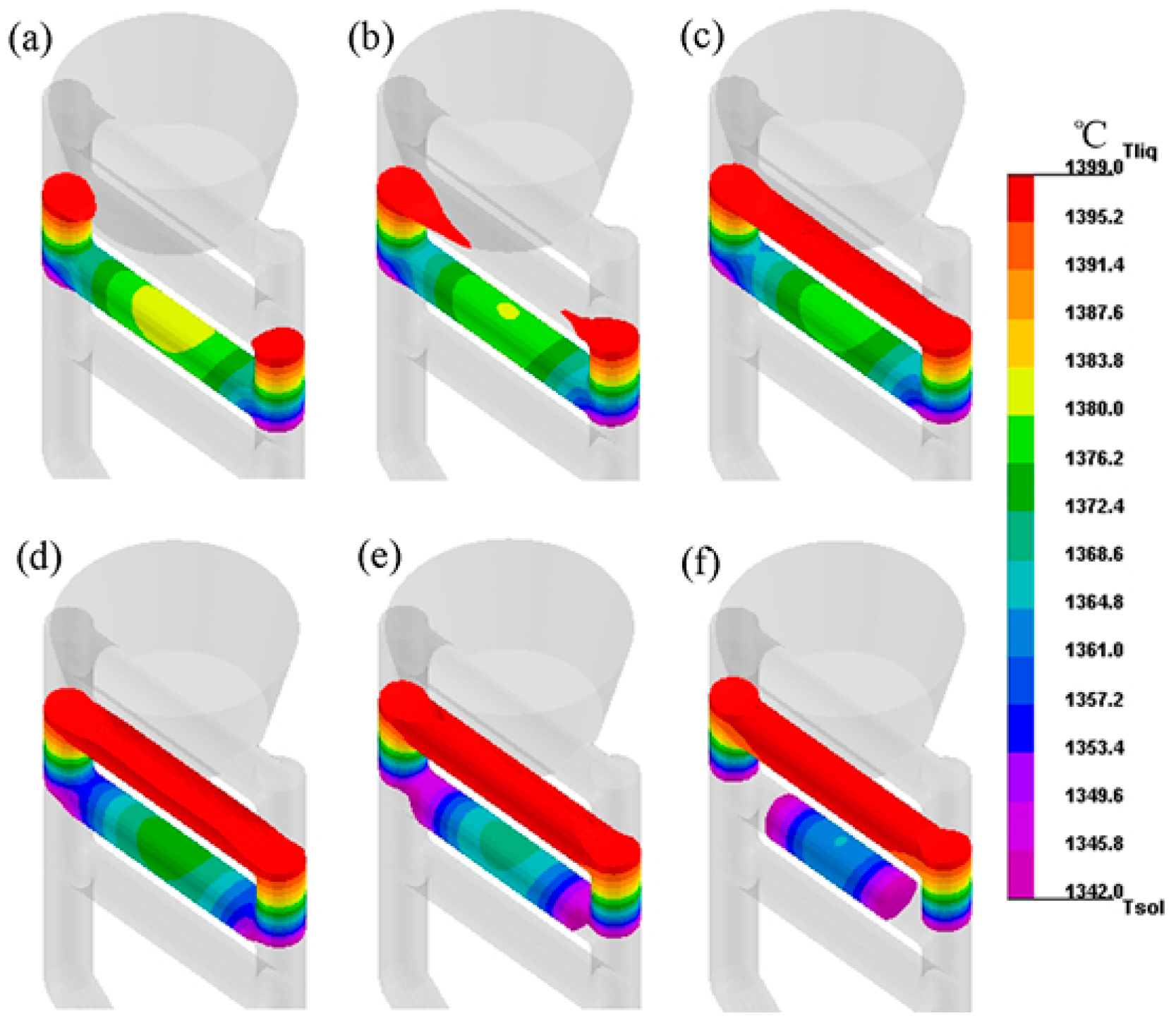
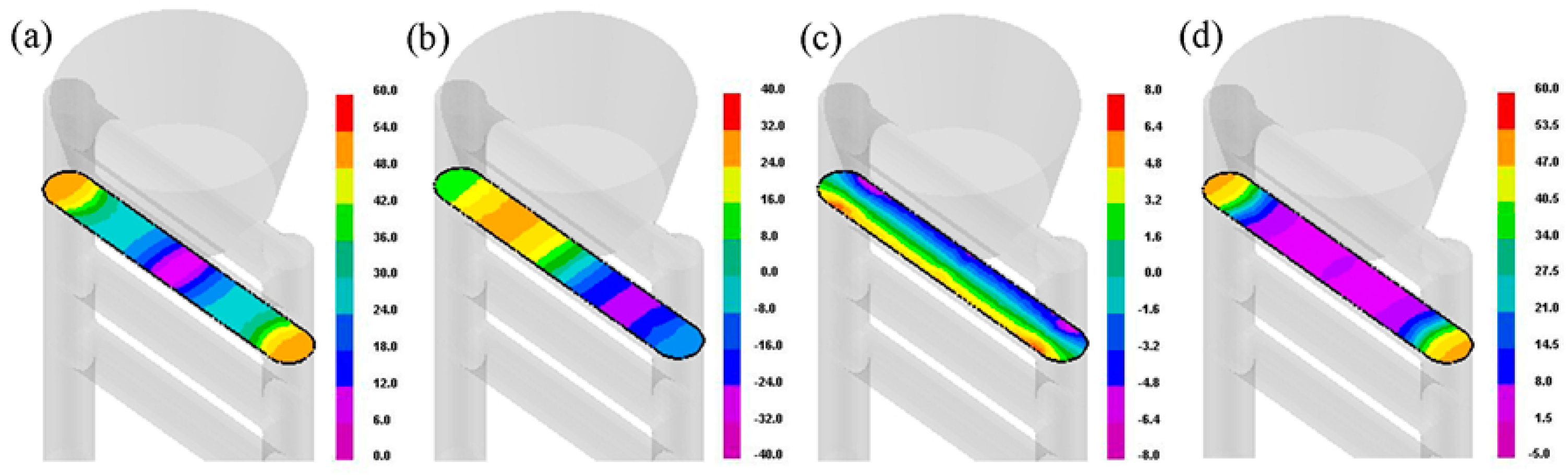
3.2. Finite Element Simulation
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Reed, R.C. The Superalloys Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar]
- Wang, Z.; Li, J.; Liu, S.; Zhao, J.; Wang, X.; Yang, W. Investigation on freckle formation of nickel-based single crystal superalloy specimens with suddenly reduced cross section. J. Alloys Compd. 2022, 918, 165631. [Google Scholar] [CrossRef]
- Yang, Q.; Zhu, X.; Wang, F.; Ma, D.; Wu, J. A study of sliver in C-shaped grain selectors during investment casting of single-crystal superalloy. Metals 2023, 13, 1102. [Google Scholar] [CrossRef]
- Xia, H.; Yang, Y.; Feng, Q.; Xu, Q.; Dong, H.; Liu, B. Generation mechanism and motion behavior of sliver defect in single crystal Ni-based superalloy. J. Mater. Sci. Technol. 2023, 137, 232–246. [Google Scholar] [CrossRef]
- Yang, Z.; Liu, C.; Hu, S.; Zheng, S.; Luo, Y.; Dai, S. Influence of platform position on stray grain nucleation in Ni-based single-crystal dummy blade clusters. China Foundry 2021, 18, 442–449. [Google Scholar]
- Liu, Z.; Miao, K.; Lian, W.; Lu, Z.; Li, D. Elimination of the stray grain defects of single crystal blade by variable wall thickness sased on integral ceramic mold. Metals 2022, 12, 1832. [Google Scholar]
- Ren, N.; Li, J.; Wang, B.; Zeng, L.; Xia, M.; Li, J. Design of variable withdrawal rate for superalloy single-crystal blade fabrication. Mater. Des. 2021, 198, 109347. [Google Scholar] [CrossRef]
- Vehn, M.M.T.; Dedecke, D.; Paul, U.; Sahm, P.R. Undercooling related casting defects in single crystal Ni-based superalloy. In Superalloys 1996; Kissinger, R.D., Deye, D.J., Anton, D.L., Cetel, A.D., Nathal, M.V., Pollock, T.M., Woodford, D.A., Eds.; TMS: Pittsburgh, PA, USA, 1996; pp. 471–479. [Google Scholar]
- Wang, W.; Kermanpur, A.; Lee, P.D.; McLean, M. Simulation of dendritic growth in the platform region of single crystal superalloy turbine blades. J. Mater. Sci. 2003, 38, 4385–4391. [Google Scholar]
- Bussac, A.D.; Gandin, C.A. Prediction of a process window for the investment casting of dendritic single crystals. Mater. Sci. Eng. A 1997, 237, 35–42. [Google Scholar] [CrossRef]
- Ma, D.; Xu, W.; Xu, F.; Wei, J.; Zhang, H. Comparative investigation of the undercooling capacity and single-crystal castability of some Ni-based superalloys. Crystals 2023, 13, 57. [Google Scholar] [CrossRef]
- Zhang, X.; Zhou, Y.; Jin, T.; Sun, X.F. Study on the tendency of stray grain formation of Ni-based single crystal superalloys. Acta Metall. Sin. 2012, 48, 1229–1236. [Google Scholar] [CrossRef]
- Meng, X.B.; Li, J.G.; Chen, Z.Q.; Wang, Y.H.; Zhu, S.Z.; Bai, X.F.; Wang, F.; Zhang, J.; Jin, T.; Sun, X.F.; et al. Effect of platform dimension on the dendrite growth and stray grain formation in a Ni-base single-crystal superalloy. Metall. Mater. Trans. A 2013, 44, 1955–1965. [Google Scholar] [CrossRef]
- Li, Y.; Liu, L.; Huang, T.; Wang, H.F.; Zhang, J.; Fu, H.Z. Multi-scale characterization of stray grain in the platform of nickel-base single crystal turbine blade. Vacuum 2016, 131, 181–187. [Google Scholar]
- Zhou, Y. Formation of stray grains during directional solidification of a nickel-based superalloy. Scr. Mater. 2011, 65, 281–284. [Google Scholar]
- Ma, D.; Bührig-Polaczek, A. Application of a heat conductor technique in the production of single-crystal turbine blades. Metall. Mater. Trans. B 2009, 40, 738–748. [Google Scholar] [CrossRef]
- Hao, H.; Jiang, W.; Xie, G.; Zhang, G.; Lu, Y.; Zhang, J.; Lou, L. Microstructure and grain orientation evolution of a specially shaped shroud during directional solidification process. Prog. Nat. Sci. Mater. Int. 2013, 23, 211–215. [Google Scholar] [CrossRef]
- Wang, F.; Wu, Z.; Huang, C.; Ma, D.; Jakumeit, J.; Bührig-Polaczek, A. Three-dimensional dendrite growth within the shrouds of single crystal blades of a Nickel-based superalloy. Metall. Mater. Trans. A 2017, 48, 5924–5939. [Google Scholar] [CrossRef]
- Sun, D.; Liu, L.; Huang, T.; Yang, W.; Li, Y.; Yue, Q.; Zhang, J.; Fu, H. Insight of the dendrite deformation in Ni-based superalloys for increased misorientation along convergent boundaries. Prog. Nat. Sci. Mater. Int. 2018, 28, 489–495. [Google Scholar] [CrossRef]
- Yasuda, H.; Ohnaka, I.; Kawasaki, K.; Sugiyama, A.; Ohmichi, T.; Iwane, J.; Umetani, K. Direct observation of stray crystal formation in unidirectional solidification of Sn Bi alloy by X-ray imaging. J. Cryst. Growth 2004, 262, 645–652. [Google Scholar]
- Mathiesen, R.H.; Arnberg, L. Stray crystal formation in Al-20wt.% Cu studied by synchrotron X-ray video microscopy. Mater. Sci. Eng. A 2005, 413–414, 283–287. [Google Scholar]
- Huo, M.; Liu, L.; Yang, W.; Sun, D.; Hu, S.; Zhang, J.; Fu, H. Formation of slivers in the extended cross-section platforms of Ni-based single crystal superalloy. Adv. Eng. Mater. 2018, 20, 1701189. [Google Scholar]
- Miller, J.D.; Pollock, T.M. The effect of processing conditions on heat transfer during directional solidification via the bridgman and liquid metal cooling processes. Metall. Mater. Trans. A 2014, 45, 411–425. [Google Scholar] [CrossRef]
- Gao, S.F.; Liu, L.; Wang, N.; Zhao, X.B.; Zhang, J.; Fu, H. Grain selection during casting Ni-base, single-crystal superalloys with spiral grain selector. Metall. Mater. Trans. A 2012, 43, 3767–3775. [Google Scholar]
- Wang, N.; Liu, L.; Gao, S.; Zhao, X.; Huang, T.; Zhang, J.; Fu, H. Simulation of grain selection during single crystal casting of a Ni-base superalloy. J. Alloys Compd. 2014, 586, 220–229. [Google Scholar] [CrossRef]
- Brundidge, C.L.; Miller, J.D.; Pollock, T.M. Development of dendritic structure in the liquid-metal-cooled, directional-solidification process. Metall. Mater. Trans. A 2011, 42, 2723–2732. [Google Scholar] [CrossRef]
- Huo, M.; Liu, L.; Yang, W. Dendrite deformation in the rejoined platforms of Ni-based single crystal superalloys. Adv. Eng. Mater. 2023; early view. [Google Scholar] [CrossRef]
- Miller, J.D.; Pollock, T.M. Stability of dendrite growth during directional solidification in the presence of a non-axial thermal field. Acta Mater. 2014, 78, 23–36. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhou, J.; Yin, Y.; Ji, X.; Shen, X.; Guo, Z. Study on the solutal convection during dendrite growth of superalloy under directional solidification condition. J. Mater. Res. Technol. 2023, 23, 3916–3927. [Google Scholar] [CrossRef]
- Zhang, H.; Wu, M.; Rodrigues, C.M.G.; Ludwig, A.; Kharicha, A.; Rónaföldi, A.; Roósz, A.; Veres, Z.; Svéda, M. Dendrite fragmentation mechanism under forced convection condition by rotating magnetic field during unidirectional solidification of AlSi7 alloy. Acta Mater. 2022, 241, 118391. [Google Scholar]
- Ren, N.; Panwisawas, C.; Li, J.; Xia, M.; Dong, H.; Li, J. Solute enrichment induced dendritic fragmentation in directional solidification of nickel-based superalloys. Acta Mater. 2021, 215, 117043. [Google Scholar] [CrossRef]
- Hansen, G.; Liu, S.; Lu, S.; Hellawell, A. Dendritic array growth in the systems NH4Cl-H2O and [CH2CN]2-H2O: Steady state measurements and analysis. J. Cryst. Growth 2002, 234, 731–739. [Google Scholar] [CrossRef]
- Liu, S.; Lu, S.Z.; Hellawell, A. Dendritic array growth in the systems NH4Cl-H2O and [CH2, CN]2-H2O: The detachment of dendrite side arms induced by deceleration. J. Cryst. Growth 2002, 234, 740–750. [Google Scholar] [CrossRef]
- Peng, P.; Li, X.Z.; Li, J.G.; Su, Y.Q.; Guo, J.J.; Fu, H.Z. Detachment of secondary dendrite arm in a directionally solidified Sn-Ni peritectic alloy under deceleration growth condition. Sci. Rep. 2016, 6, 27682. [Google Scholar] [CrossRef] [PubMed]
- Li, B.; Brody, H.D.; Kazimirov, A. Real-time observation of dendrite coarsening in Sn-13%Bi alloy by synchrotron microradiography. Phys. Rev. E 2004, 70, 062602. [Google Scholar] [CrossRef] [PubMed]
- Kurz, W.; Rappaz, M.; Trivedi, R. Progress in modelling solidification microstructures in metals and alloys. Part II: Dendrites from 2001 to 2018. Int. Mater. Rev. 2021, 66, 30–76. [Google Scholar] [CrossRef]
- Yang, W.; Yu, H.; Wang, J.; Cai, C.; Xu, Z.; Li, S.; Liu, F.; Yang, G. Application of dendrite fragmentation to fabricate the homogeneous dispersed structure in undercooled Cu-Co immiscible alloy. J. Alloys Compd. 2011, 509, 9675–9678. [Google Scholar] [CrossRef]
- Liu, F.; Cai, Y.; Guo, X.F.; Yang, G.C. Structure evolution in undercooled DD3 single crystal superalloy. Mater. Sci. Eng. A 2000, 291, 9–16. [Google Scholar]
- Yang, L.; Ren, N.; Panwisawas, C.; Li, J.; Xia, M.; Dong, H.; Li, J. Melt flow-induced mechanical deformation of dendrites in alloy solidification: A coupled thermal fluid—Solid mechanics approach. J. Mater. Res. Technol. 2023, 25, 4094–4109. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Co | Mo | W | Ta | Re | Nb | Al | Hf | C |
|---|---|---|---|---|---|---|---|---|---|---|
| Bal. | 4.3 | 9 | 2 | 8 | 7.5 | 2 | 0.5 | 5.6 | 0.1 | 0.006 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huo, M.; Chen, C.; Jian, H.; Yang, W.; Liu, L. The Stray Grains from Fragments in the Rejoined Platforms of Ni-Based Single-Crystal Superalloy. Metals 2023, 13, 1470. https://doi.org/10.3390/met13081470
Huo M, Chen C, Jian H, Yang W, Liu L. The Stray Grains from Fragments in the Rejoined Platforms of Ni-Based Single-Crystal Superalloy. Metals. 2023; 13(8):1470. https://doi.org/10.3390/met13081470
Chicago/Turabian StyleHuo, Miao, Chuyue Chen, Hangyue Jian, Wenchao Yang, and Lin Liu. 2023. "The Stray Grains from Fragments in the Rejoined Platforms of Ni-Based Single-Crystal Superalloy" Metals 13, no. 8: 1470. https://doi.org/10.3390/met13081470
APA StyleHuo, M., Chen, C., Jian, H., Yang, W., & Liu, L. (2023). The Stray Grains from Fragments in the Rejoined Platforms of Ni-Based Single-Crystal Superalloy. Metals, 13(8), 1470. https://doi.org/10.3390/met13081470