

Effect of Various Processes on Microstructure of CoCrFeNiAlx High-Entropy Alloy Shot Peening Layer



Abstract
1. Introduction
2. Experimental
2.1. Material Preparation
2.2. Characterization
3. Results and Discussion
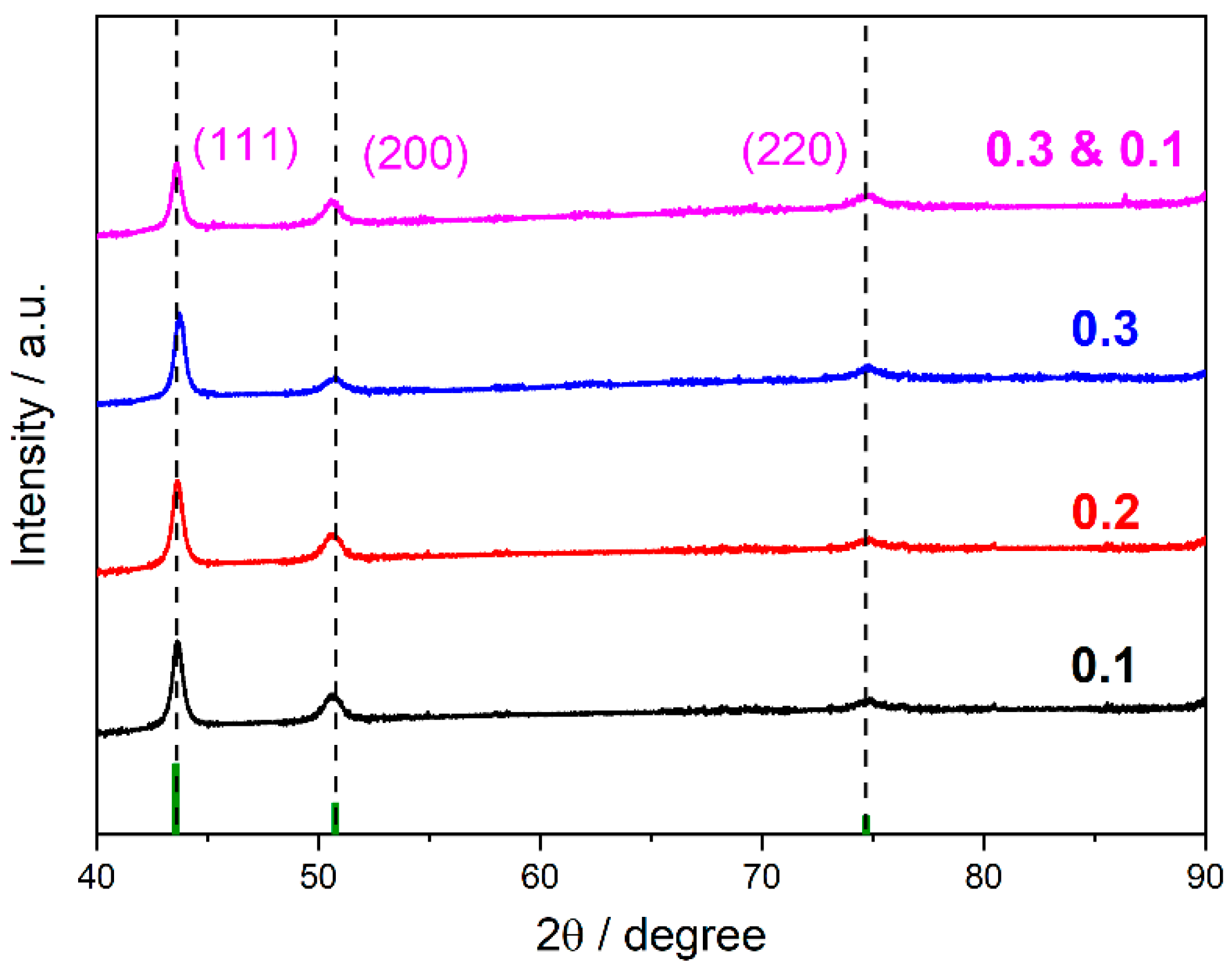
3.1. XRD Analysis
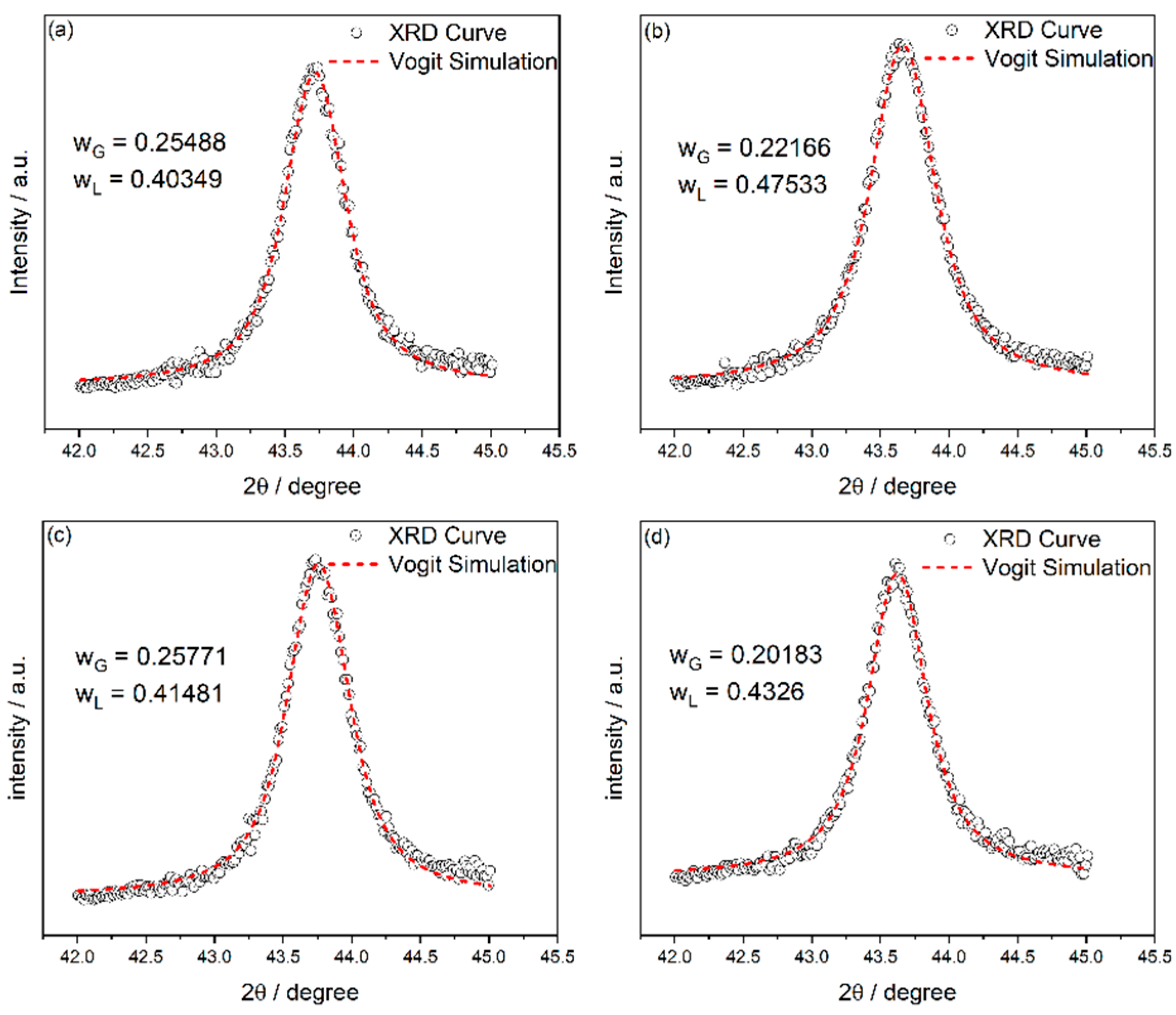
3.1.1. Voigt Approximate Function Method for Linear Analysis
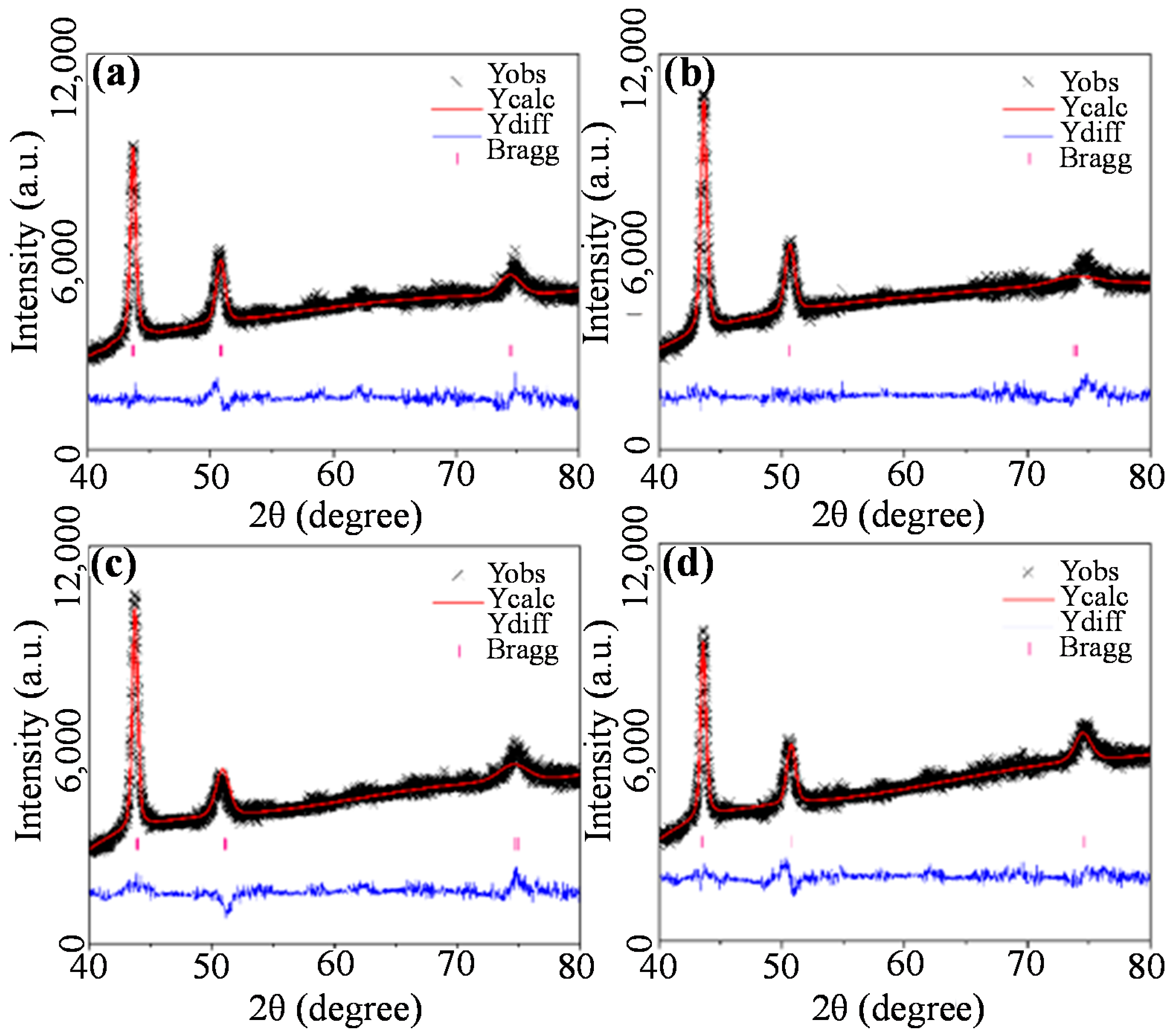
3.1.2. Rietveld Full Spectrum Analysis
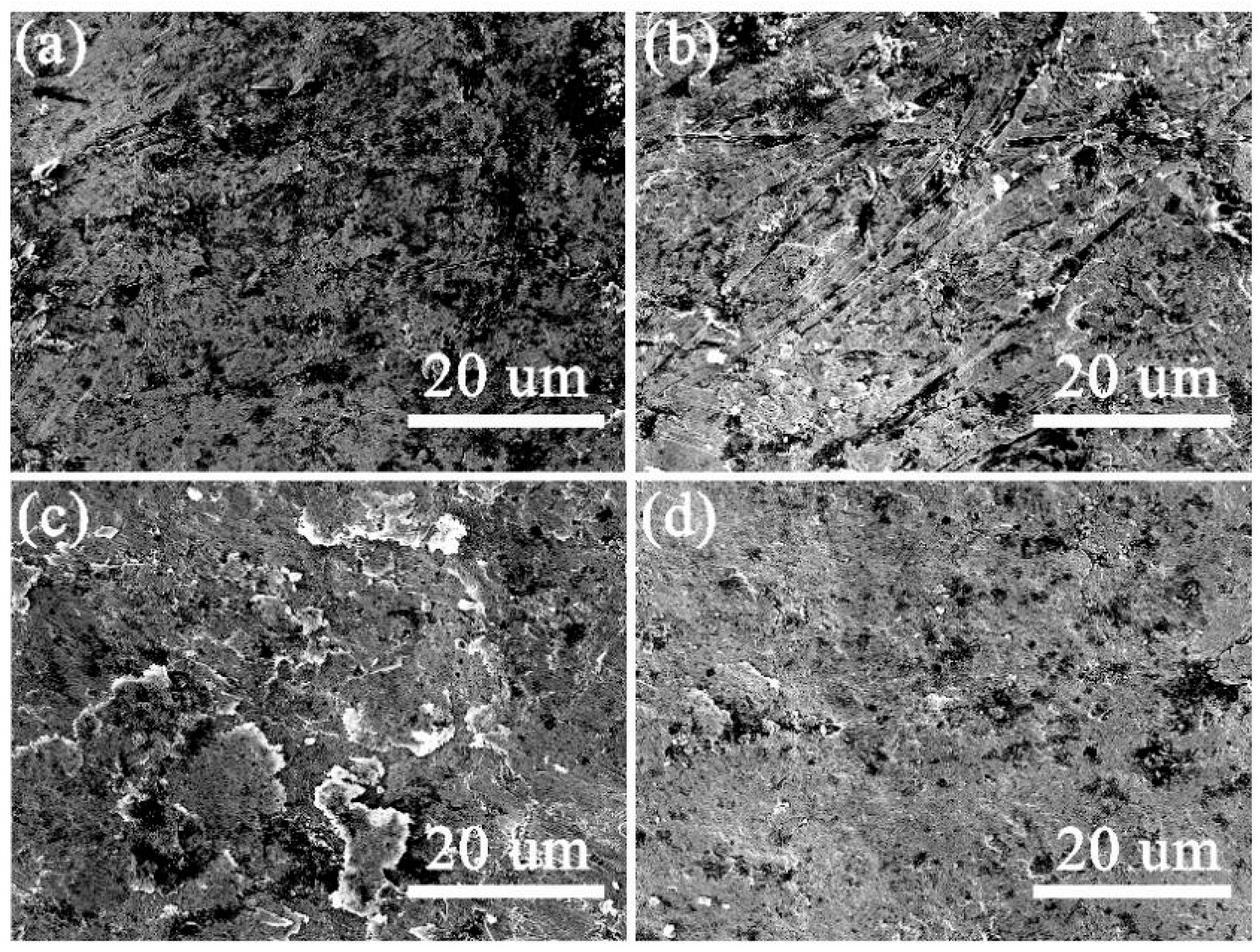
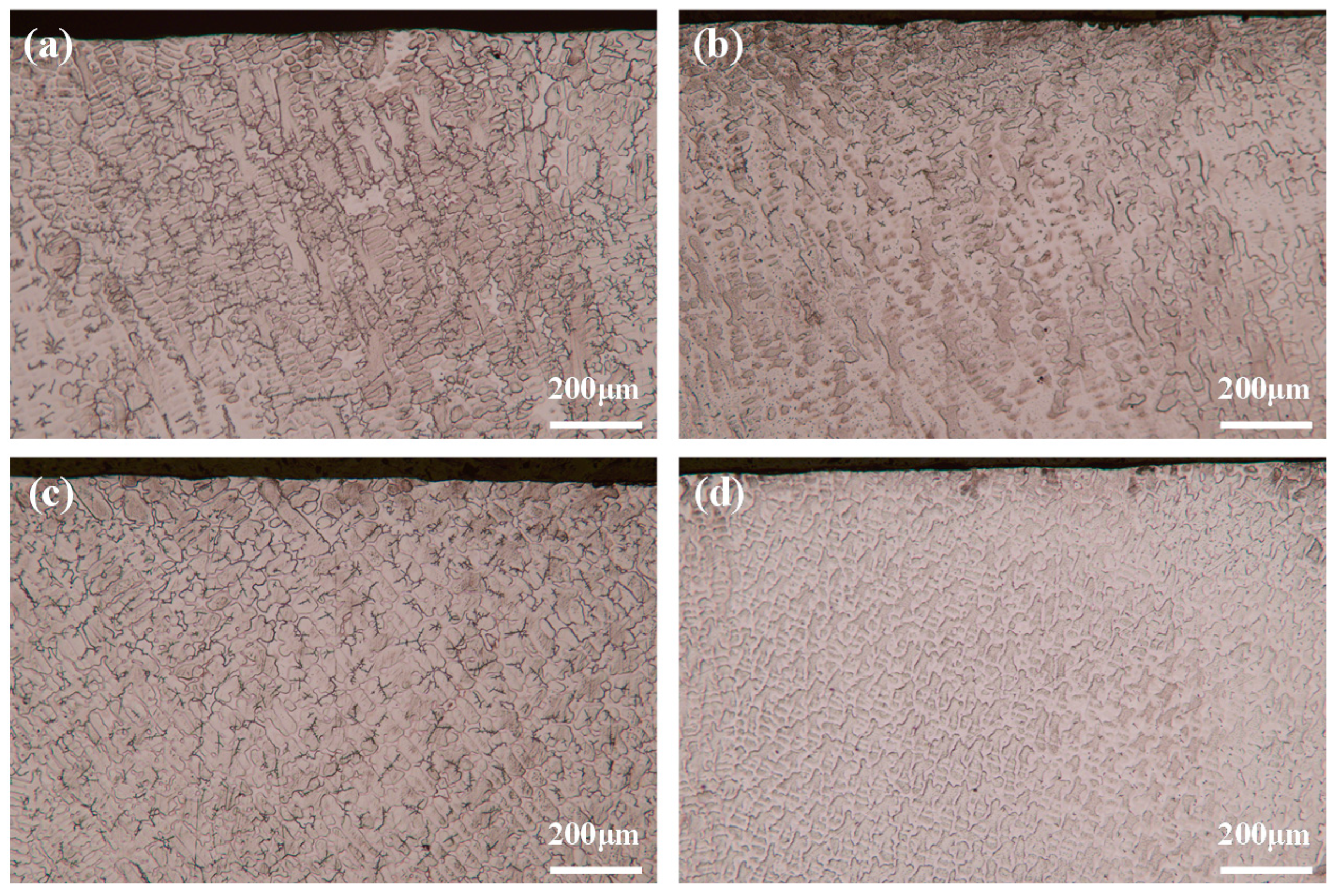
3.2. Surface Morphology Analysis
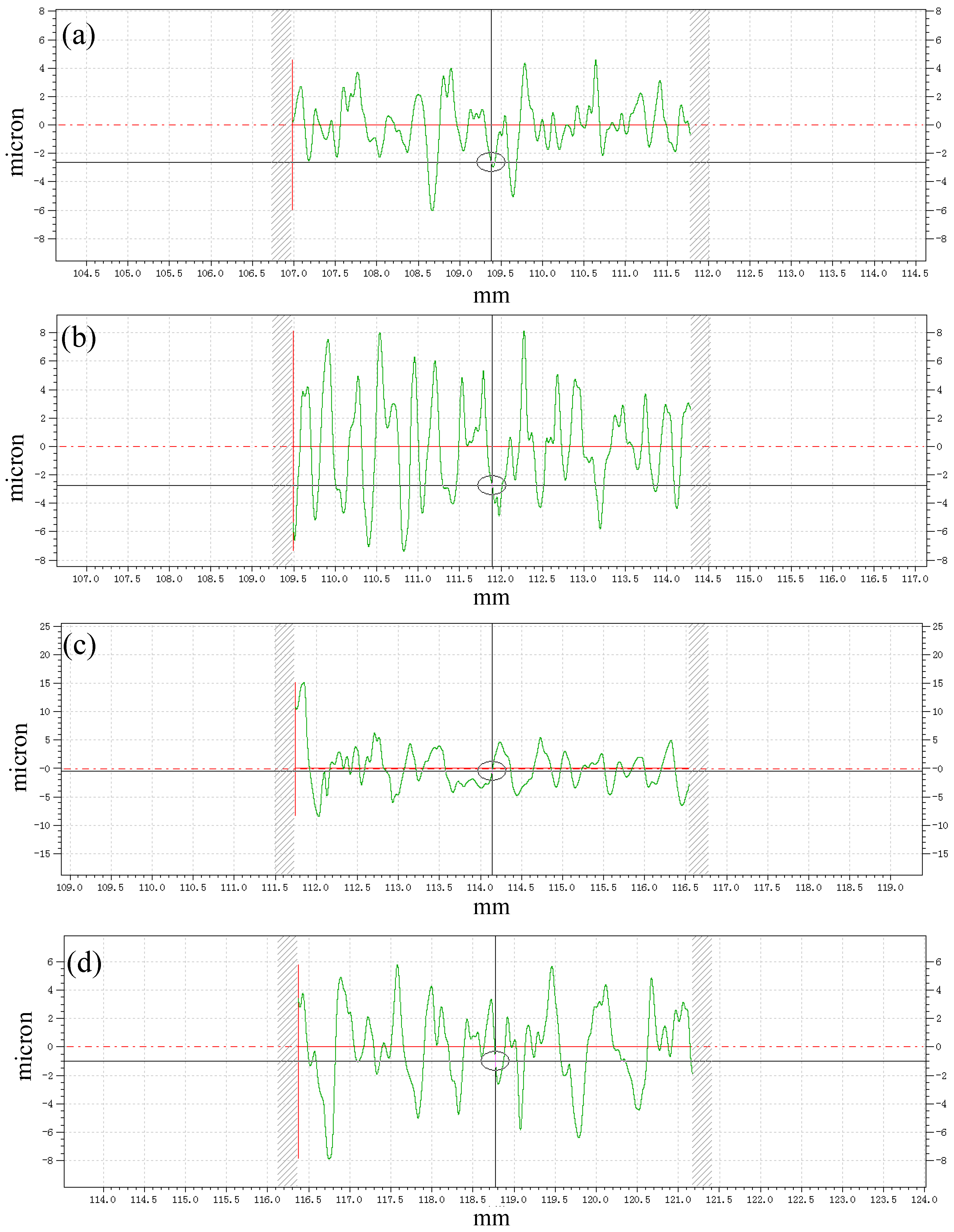
3.3. Surface Roughness Characterization
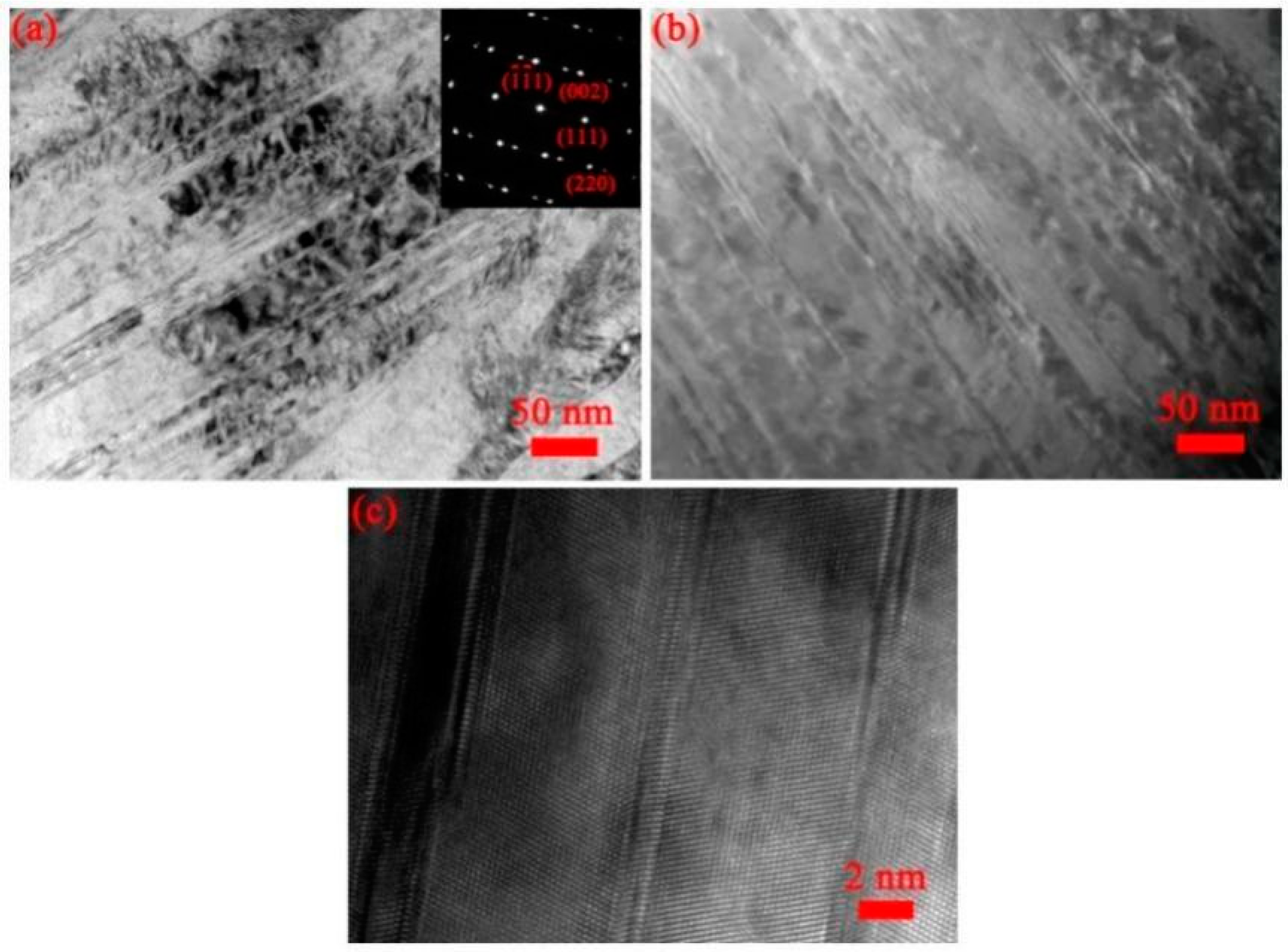
3.4. Transmission Electron Microscope Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bagherifard, S. Enhancing the Structural Performance of Lightweight Metals by Shot Peening. Adv. Eng. Mater. 2019, 21, 1801140. [Google Scholar] [CrossRef]
- Zhao, J.; Tang, J.; Zhou, W.; Jiang, T.; Liu, H.; Xing, B. Numerical Modeling and Experimental Verification of Residual Stress Distribution Evolution of 12Cr2Ni4A Steel Generated by Shot Peening. Surf. Coat. Technol. 2022, 43, 127993. [Google Scholar] [CrossRef]
- Kumar, P.; Mahobia, G.S.; Mandal, S.; Singh, V.; Chattopadhyay, K. Enhanced Corrosion Resistance of the Surface Modified Ti-13Nb-13Zr Alloy by Ultrasonic Shot Peening. Corros. Sci. 2021, 189, 109597. [Google Scholar] [CrossRef]
- Choi, J.W.; Kim, J.T.; Hong, S.H.; Park, H.J.; Jumaev, E.; Kim, K.B. Investigation of Correlation between the Microstructural Characteristics and Mechanical Properties of (CoCuFeNi)100-XAlx High Entropy Alloys. J. Alloys Compd. 2023, 933, 167679. [Google Scholar] [CrossRef]
- Tsai, M.T.; Huang, J.C.; Tsai, W.Y.; Chou, T.H.; Chen, C.F.; Li, T.H.; Jang, J.S.C. Effects of Ultrasonic Surface Mechanical Attrition Treatment on Microstructures and Mechanical Properties of High Entropy Alloys. Intermetallics 2018, 93, 113–121. [Google Scholar] [CrossRef]
- Hasan, M.N.; Liu, Y.F.; An, X.H.; Gu, J.; Song, M.; Cao, Y.; Li, Y.S.; Zhu, Y.T.; Liao, X.Z. Simultaneously Enhancing Strength and Ductility of a High-Entropy Alloy via Gradient Hierarchical Microstructures. Int. J. Plast. 2019, 123, 178–195. [Google Scholar] [CrossRef]
- Kim, M.J.; Kang, G.C.; Hong, S.H.; Park, H.J.; Mun, S.C.; Song, G.; Kim, K.B. Understanding Microstructure and Mechanical Properties of (AlTa0.76)XCoCrFeNi2.1 Eutectic High Entropy Alloys via Thermo-Physical Parameters. J. Mater. Sci. Technol. 2020, 57, 131–137. [Google Scholar] [CrossRef]
- Tong, Z.; Liu, H.; Jiao, J.; Zhou, W.; Yang, Y.; Ren, X. Microstructure, Microhardness and Residual Stress of Laser Additive Manufactured CoCrFeMnNi High-Entropy Alloy Subjected to Laser Shock Peening. J. Mater. Process. Technol. 2020, 285, 116806. [Google Scholar] [CrossRef]
- Yang, T.; Xia, S.; Liu, S.; Wang, C.; Liu, S.; Zhang, Y.; Xue, J.; Yan, S.; Wang, Y. Effects of AL Addition on Microstructure and Mechanical Properties of AlxCoCrFeNi High-Entropy Alloy. Mater. Sci. Eng. A 2015, 648, 15–22. [Google Scholar] [CrossRef]
- Lyu, P.; Gao, Q.; Peng, T.; Yuan, H.; Guan, Q.; Cai, J.; Liu, H.; Liu, X. Microstructure and Properties of CoCrFeNiAlx (x = 0.1, 0.5, 1) High-Entropy Alloys Enhanced by Laser Surface Remelting. Mater. Charact. 2022, 185, 111717. [Google Scholar] [CrossRef]
- Rao, J.C.; Diao, H.Y.; Ocelík, V.; Vainchtein, D.; Zhang, C.; Kuo, C.; Tang, Z.; Guo, W.; Poplawsky, J.D.; Zhou, Y.; et al. Secondary Phases in AlxCoCrFeNi High-Entropy Alloys: An in-Situ TEM Heating Study and Thermodynamic Appraisal. Acta Mater. 2017, 131, 206–220. [Google Scholar] [CrossRef]
- Cao, T.; Shang, J.; Zhao, J.; Cheng, C.; Wang, R.; Wang, H. The Influence of Al Elements on the Structure and the Creep Behavior of AlxCoCrFeNi High Entropy Alloys. Mater. Lett. 2016, 164, 344–347. [Google Scholar] [CrossRef]
- Wang, Z.; Gao, M.C.; Ma, S.G.; Yang, H.J.; Wang, Z.H.; Ziomek-Moroz, M.; Qiao, J.W. Effect of Cold Rolling on the Microstructure and Mechanical Properties of Al0.25CoCrFe1.25Ni1.25 High-Entropy Alloy. Mater. Sci. Eng. A 2015, 645, 163–169. [Google Scholar] [CrossRef]
- Kim, T.; Lee, H.; Jung, S.; Lee, J.H. A 3D FE Model with Plastic Shot for Evaluation of Equi-Biaxial Peening Residual Stress Due to Multi-Impacts. Surf. Coat. Technol. 2012, 206, 3125–3136. [Google Scholar] [CrossRef]
- Mahmoudi, A.H.; Jamali, A.M.; Salahi, F.; Khajeian, A. Effects of Water Jet Peening on Residual Stresses, Roughness, and Fatigue. Surf. Eng. 2021, 37, 972–981. [Google Scholar] [CrossRef]
- Weizhi, L.; Chuanhai, J.; Ji, V. Surface Layer Characteristics of TiB2/Al Composite by Stress Peening. Mater. Trans. 2009, 50, 837–840. [Google Scholar] [CrossRef]
- Hong, T.; Ooi, J.Y.; Shaw, B. A Numerical Simulation to Relate the Shot Peening Parameters to the Induced Residual Stresses. Eng. Fail. Anal. 2008, 15, 1097–1110. [Google Scholar] [CrossRef]
- Meo, M.; Vignjevic, R. Finite Element Analysis of Residual Stress Induced by Shot Peening Process. Adv. Eng. Softw. 2003, 34, 569–575. [Google Scholar] [CrossRef]
- Fu, P.; Jiang, C. Residual Stress Relaxation and Micro-Structural Development of the Surface Layer of 18CrNiMo7-6 Steel after Shot Peening during Isothermal Annealing. Mater. Des. 2014, 56, 1034–1038. [Google Scholar] [CrossRef]
- Turnbull, A.; Pitts, J.J.; Lord, J.D. Residual Stress Relaxation in Shot Peened High Strength Low Alloy Steel. Mater. Sci. Technol. 2008, 24, 327–334. [Google Scholar] [CrossRef]
- Gao, Y.K. Influence of Shot Peening on Tension-Tension Fatigue Properties in Ti-10V-2Fe-3Al Titanium Alloy. Zhongguo Youse Jinshu Xuebao/Chin. J. Nonferrous Met. 2004, 14, 60–63. [Google Scholar]
- Zhang, P.; Wang, S.; Lin, Z.; Yue, X.; Gao, Y.; Zhang, S.; Yang, H. Investigation on the Mechanism of Micro-Milling CoCrFeNiAlX High Entropy Alloys with End Milling Cutters. Vacuum 2023, 211, 11939. [Google Scholar] [CrossRef]
- Chen, L.; Xiong, X.; Tao, X.; Su, Y.; Qiao, L. Corrigendum to “Effect of Dislocation Cell Walls on Hydrogen Adsorption, Hydrogen Trapping and Hydrogen Embrittlement Resistance” [Corros. Sci. (2020) 108428]. Corros. Sci. 2020, 169, 108623. [Google Scholar] [CrossRef]
- Fan, H.; Wang, Q.; El-Awady, J.A.; Raabe, D.; Zaiser, M. Strain Rate Dependency of Dislocation Plasticity. Nat. Commun. 2021, 12, 1845. [Google Scholar] [CrossRef]
- Ma, A.; Roters, F.; Raabe, D. A Dislocation Density Based Constitutive Law for BCC Materials in Crystal Plasticity FEM. Comput. Mater. Sci. 2007, 39, 91–95. [Google Scholar] [CrossRef]
- Kumar, L.; Kumar, P.; Narayan, A.; Kar, M. Rietveld Analysis of XRD Patterns of Different Sizes of Nanocrystalline Cobalt Ferrite. Int. Nano Lett. 2013, 3, 8. [Google Scholar] [CrossRef]
- Srdić, V.V.; Winterer, M. Aluminum-Doped Zirconia Nanopowders: Chemical Vapor Synthesis and Structural Analysis by Rietveld Refinement of X-Ray Diffraction Data. Chem. Mater. 2003, 15, 2668–2674. [Google Scholar] [CrossRef]
- Young, R.A.; Wiles, D.B. Profile Shape Functions in Rietveld Refinements. J. Appl. Crystallogr. 1982, 15, 430–438. [Google Scholar] [CrossRef]
- Popa, N.C. The (Hkl) Dependence of Diffraction-Line Broadening Caused by Strain and Size for All Laue Groups in Rietveld Refinement. J. Appl. Crystallogr. 1998, 31, 176–180. [Google Scholar] [CrossRef]
- Murugesan, S.; Kuppusami, P.; Mohandas, E.; Vijayalakshmi, M. X-Ray Diffraction Rietveld Analysis of Cold Worked Austenitic Stainless Steel. Mater. Lett. 2012, 67, 173–176. [Google Scholar] [CrossRef]
- Hansen, N. Hall-Petch Relation and Boundary Strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Weertman, J.R. Hall-Petch Strengthening in Nanocrystalline Metals. Mater. Sci. Eng. A 1993, 166, 161–167. [Google Scholar] [CrossRef]
- Jiang, L.; Fu, H.; Zhang, H.; Xie, J. Physical Mechanism Interpretation of Polycrystalline Metals’ Yield Strength via a Data-Driven Method: A Novel Hall–Petch Relationship. Acta Mater. 2022, 231, 117868. [Google Scholar] [CrossRef]
- Klimova, M.; Zherebtsov, S.; Stepanov, N.; Salishchev, G.; Haase, C.; Molodov, D.A. Microstructure and Texture Evolution of a High Manganese TWIP Steel during Cryo-Rolling. Mater. Charact. 2017, 132, 20–30. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Fe | Co | Cr | Ni | Mo | Al |
|---|---|---|---|---|---|---|
| A0 | 25.7 | 22.74 | 23.99 | 23.23 | 4.34 | 0 |
| A1 | 25.7 | 22.74 | 23.99 | 23.23 | 3.34 | 1 |
| A2 | 25.7 | 22.74 | 23.99 | 23.23 | 2.34 | 2 |
| A3 | 25.7 | 22.74 | 23.99 | 23.23 | 1.34 | 3 |
| A4 | 25.7 | 22.74 | 23.99 | 23.23 | 0 | 4 |
| (111) | 0.1 | 0.2 | 0.3 | 0.3 + 0.1 |
|---|---|---|---|---|
| Crystal block size (nm) | 17.6 | 16.3 | 16.8 | 16.5 |
| Microdistortion (10−3) | 6.0 | 6.2 | 6.5 | 6.3 |
| Dislocation density (×1010 (m−2)) | 4.1 | 4.3 | 4.9 | 4.6 |
| Reliability Factor | 0.1 | 0.2 | 0.3 | 0.3 + 0.1 |
|---|---|---|---|---|
| Rp | 1.49 | 1.43 | 1.66 | 1.5 |
| Rwp | 1.96 | 1.89 | 2.28 | 1.97 |
| (hkl) | 0.1 | 0.2 | 0.3 | 0.3 + 0.1 |
|---|---|---|---|---|
| (111) | 15.59 | 15.81 | 14.28 | 14.48 |
| (200) | 10.24 | 9.20 | 9.04 | 9.18 |
| (220) | 12.19 | 9.75 | 6.67 | 7.30 |
| (hkl) | 0.1 | 0.2 | 0.3 | 0.3 + 0.1 |
|---|---|---|---|---|
| (111) | 5.98 | 5.89 | 6.53 | 6.23 |
| (200) | 7.91 | 8.81 | 8.97 | 8.56 |
| (220) | 4.69 | 5.86 | 8.56 | 7.93 |
| Heading | 0.1 | 0.2 | 0.3 | 0.3 + 0.1 |
|---|---|---|---|---|
| Ra | 1.35 | 2.69 | 2.78 | 2.17 |
| Rz | 7.19 | 11.87 | 12.22 | 10.71 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Gou, G.; Jiang, C.; Xu, J. Effect of Various Processes on Microstructure of CoCrFeNiAlx High-Entropy Alloy Shot Peening Layer. Metals 2023, 13, 1441. https://doi.org/10.3390/met13081441
Li X, Gou G, Jiang C, Xu J. Effect of Various Processes on Microstructure of CoCrFeNiAlx High-Entropy Alloy Shot Peening Layer. Metals. 2023; 13(8):1441. https://doi.org/10.3390/met13081441
Chicago/Turabian StyleLi, Xiaodong, Guoqing Gou, Chuanhai Jiang, and Jijin Xu. 2023. "Effect of Various Processes on Microstructure of CoCrFeNiAlx High-Entropy Alloy Shot Peening Layer" Metals 13, no. 8: 1441. https://doi.org/10.3390/met13081441
APA StyleLi, X., Gou, G., Jiang, C., & Xu, J. (2023). Effect of Various Processes on Microstructure of CoCrFeNiAlx High-Entropy Alloy Shot Peening Layer. Metals, 13(8), 1441. https://doi.org/10.3390/met13081441