1. Introduction
Iron aluminides are Fe-Al alloys with 20–50 at.% (all compositions are given in the text in atomic percent unless otherwise stated) Al, in which the matrix consists of a disordered bcc (Fe, Al) solid solution (A2) or an ordered intermetallic phases FeAl (B2) and Fe
3Al (D0
3). Their features include excellent oxidation resistance, about 30% lower density than commercial superalloys, low manufacturing costs, and they can reduce the use of strategic elements, such as Ni, Cr, and Mo, in materials for structural applications [
1]. Iron aluminide-based alloys may address a key challenge in the power generation industries by replacing heavy and rather expensive advanced steels with more creep-resistant and lightweight alloys in ultra-supercritical steam turbines [
1,
2]. Nonetheless, low strength and creep resistance at temperatures above 600 °C have limited their potential application [
1].
Advanced iron aluminide alloys strengthened with ternary Laves phase precipitates based on (Fe, Al)
2Ta have been revealed to be very promising to improve the high-temperature mechanical properties of iron aluminides. They can be considered potential candidates to possibly replace high-alloyed steels up to a service temperature of 650–800 °C, primarily because of their superior creep resistance and excellent oxidation resistance up to 800 °C [
3,
4,
5,
6]. Despite several investigations on microstructure formation and high-temperature oxidation and creep properties of Fe-Al-Ta alloys [
4,
5,
7,
8], their hot deformation behavior and dynamic restoration mechanisms have only been studied to a limited degree. In earlier studies by the author, the hot deformation behavior and microstructure evolution of Fe-25Al-1.5Ta alloys produced by spark plasma sintering (SPS) were investigated in the temperature range of 900–1100 °C, where a disordered
A2 α-(Fe, Al) solid solution phase was stable along with the
C14 Laves phase [
9,
10,
11]. The presence of a fine-grained (average size of 7 μm) and equiaxed microstructure at a hot working temperature was reported to improve workability and led to a wide processing window without flow instability over the entire deformation range tested (900–1100 °C/0.0013–1 s
−1). The optimum processing domain for the SPSed Fe-25Al-1.5Ta alloy was located at 1050–1100 °C/0.0013–0.01 s
−1, with a power dissipation efficiency of between 40 to 50%, where the material underwent dynamic recrystallization (DRX). Whereas, dynamic recovery (DRV) was the major softening mechanism that occurred at low temperature and high strain rate domains. The hot deformation behavior of the SPSed Fe-25Al-1.5Ta alloy was also investigated in the temperature range of 800–850 °C, where an ordered
B2-FeAl and
C14 Laves phase coexist [
10,
11]. The processing map predicted a domain of flow instability, resulting from cracking, in the range at lower temperatures and higher strain rates (800 °C/1 s
−1).
Laser powder bed fusion (LPBF) additive manufacturing of Fe-25Al-1.5Ta alloys was also investigated [
12], which could open up new possibilities to combine the beneficial properties of precipitation-strengthened Fe-Al-Ta iron aluminides with the geometric complexity of L-PBF to produce lightweight high-temperature resistant model alloys for turbine blades. Hot compression revealed a practical thermomechanical post-processing treatment for Fe-Al-Ta iron aluminides built by LPBF [
13]. The hot working refined the epitaxially elongated grains in the LPBF builds and reduced the porosity. The microstructure and hot deformation behavior of LPBF and conventionally cast Fe-25Al-1.5Ta alloys were compared [
14]. The LPBF builds recrystallized in a similar way to the as-cast samples during hot deformation. Nevertheless, the LPBF-produced samples were subject to less work hardening, requiring less deformation resistance and, therefore, could be formed by a lower deformation force.
The properties of the Fe-Al-Ta alloys at elevated temperatures, such as the flow behaviors, deformation mechanisms, and microstructural changes, have not been sufficiently investigated. Nonetheless, they are expected to replace high-alloyed steels in critical components. Steam turbine blades have been successfully formed by conventional forging from as-cast Fe-25Al-2Ta ingots. However, the mechanical properties of the forged blades are still not optimal due to the coarse-grained (100–1000 μm) microstructure inherited from the as-cast precursor [
15]. If Fe-Al-Ta alloys are to be made available for commercial applications in the future, they will be produced by thermomechanical processing at high temperatures like other commercially produced metals and alloys. Thermomechanical processing can control not only the shapes of the metal products but also their microstructures and textures, by adjusting the processing parameters to achieve tailored mechanical properties for specific applications. It is, therefore, essential to investigate the behavior and microstructural evolution of Fe-Al-Ta alloys during thermomechanical processing at hot deformation temperatures. The present study aims to investigate the hot deformation behavior and the corresponding deformation mechanisms of an Fe-25Al-1.5Ta cast alloy, by using processing maps during hot compression at a temperature range of 900–1100 °C, where a disordered
A2 α-(Fe, Al) and
C14-(Fe, Al)
2Ta Laves phases coexist. The microstructure at room temperature is mainly composed of equiaxed grains decorated with
C14 precipitates over the entire cylindrical cross-section. A series of isothermal compression tests at high temperatures are conducted under different strain rates up to a true strain of 0.8, and the dependence of the flow stress on the temperature and strain rate are studied. The constitutive flow behavior is modeled based on the hyperbolic sinusoidal Arrhenius-type equations, and the mathematical relations are derived to describe the flow behavior and the correlation between the characteristic parameters and the Zener–Hollomon (
Z) parameter. The critical stress values for the onset of dynamic recrystallization (DRX) are determined by locating the inflection points on the Kocks–Mecking plots. Processing maps based on a dynamic materials model (DMM) are constructed at different strains to evaluate the hot workability and recognize the safe and unsafe processing domains and active deformation mechanisms.
The present study includes the phase identification results at different deformation temperatures and detailed microstructural characterization after deformation and considers hot deformation processing maps at different strains compared to existing research [
10].
6. Conclusions
The hot deformation behavior and restoration processes for an Fe-25Al-1.5Ta alloy produced by centrifugal investment casting were investigated using hot-compression tests with strain rates ranging from 0.0013 s−1 to 1 s−1 at temperatures between 900 and 1100 °C, where the disordered A2 α-(Fe, Al) and the C14-(Fe, Al)2Ta Laves phase coexisted. Based on the flow stress–strain behaviors and microstructural observations, the main conclusions can be summarized as follows:
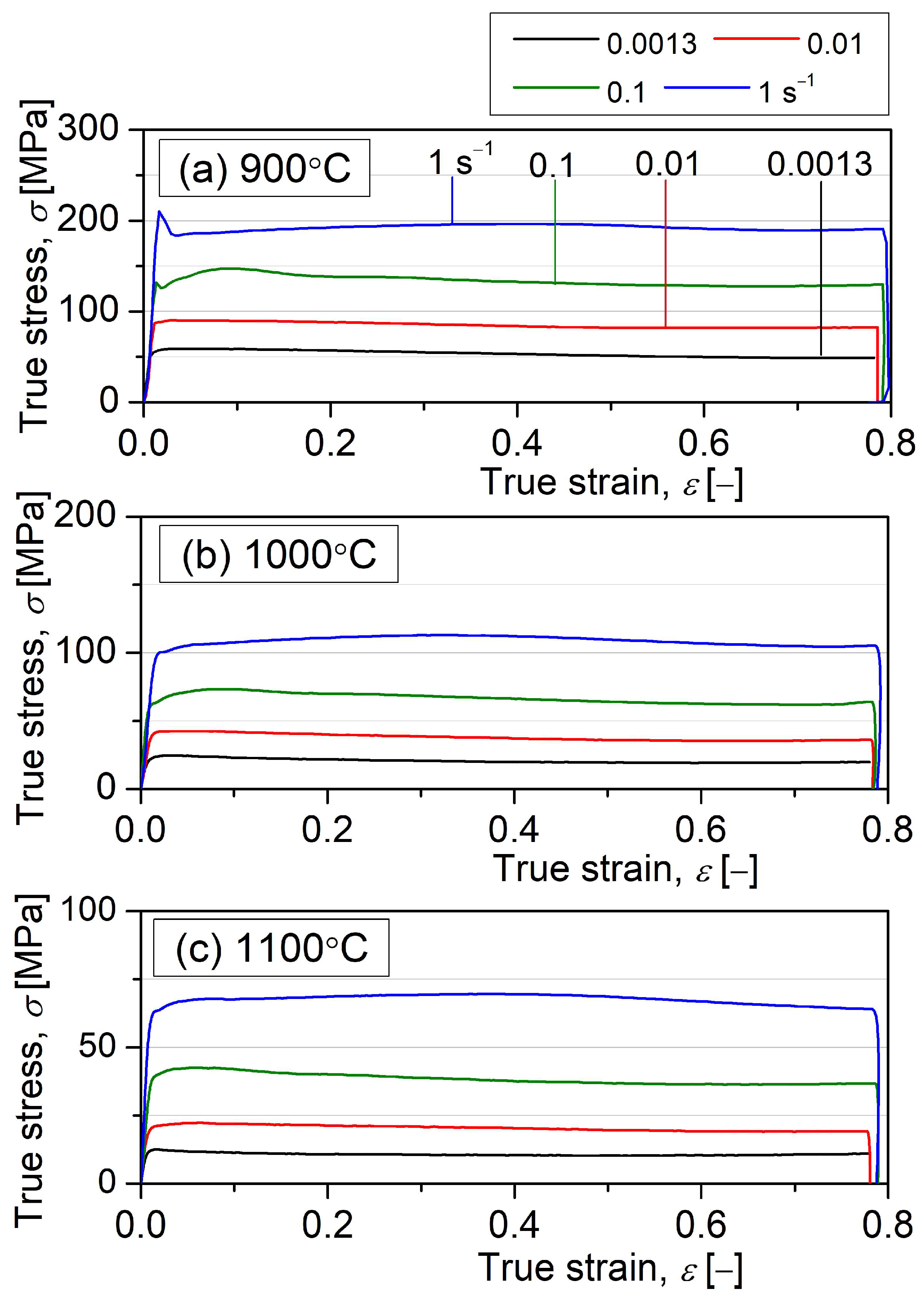
The flow stress–strain curves showed a broad maximum followed by a slight decrease in stress until a steady state was reached. When deformed at a strain rate of 1 s−1 at 900 °C, the flow curves exhibited a distinct stress peak followed by a stress drop.
The constitutive equation for hot deformation for the studied Fe-25Al-1.5Ta alloy can be formulated as: .
The activation energy (Q) for hot deformation was averaged to 385 kJ·mol−1 over the entire deformation range using the stress–strain data obtained from the flow curves.
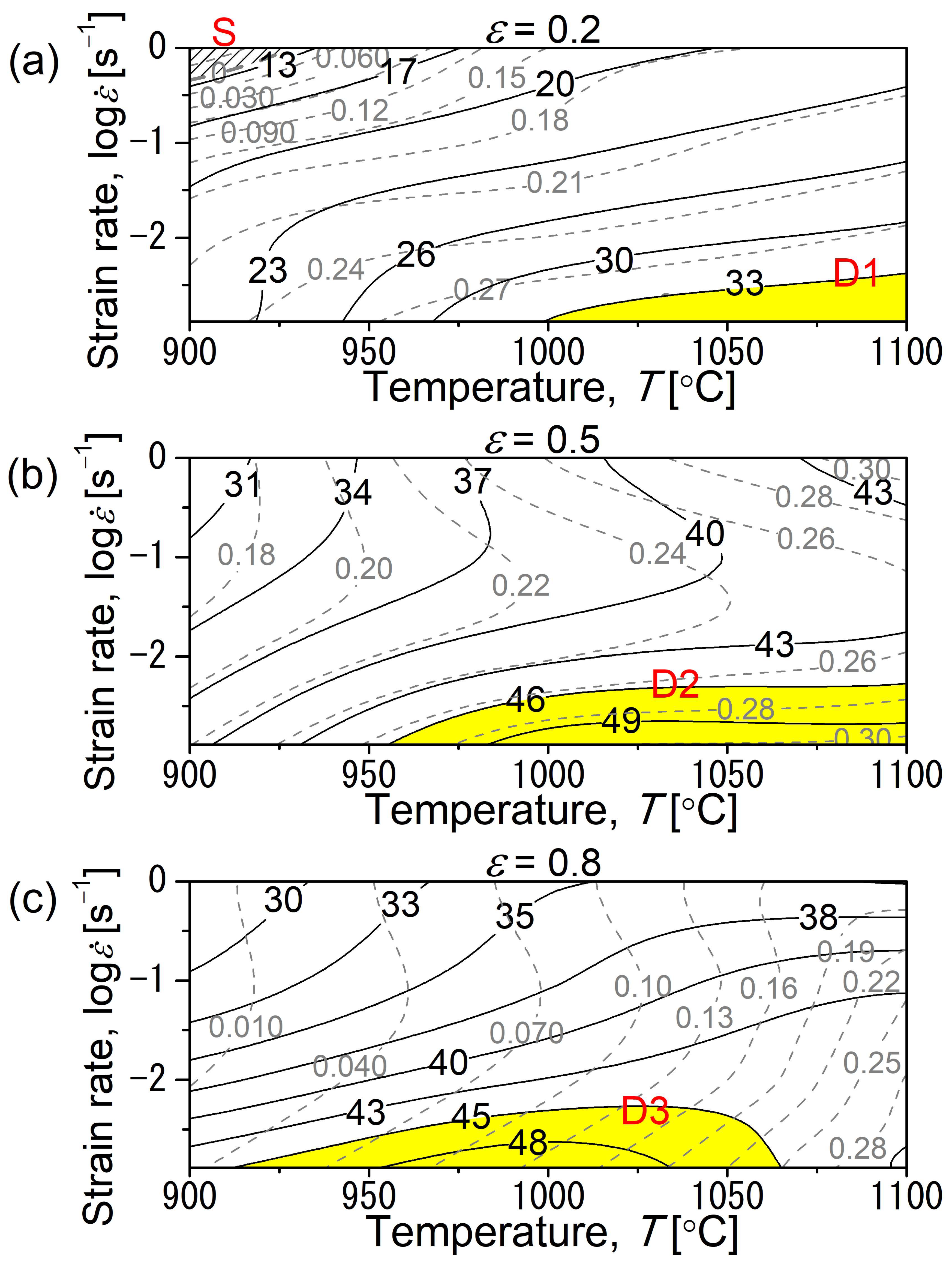
The optimum processing windows for the studied alloy were located at 1000–1100 °C/0.0013–0.004 s−1, 960–1100 °C/0.0013–0.005 s−1, and 910–1060 °C/0.0013–0.005 s−1 when deformation was conducted up to a true strain of 0.2, 0.5, and 0.8, respectively.
No instability domains were predicted based on Prasad’s flow instability criterion when deformation was performed up to a true strain of 0.5 and 0.8, indicating a high degree of hot workability at the deformation range of 900–1100 °C/0.0013–1 s−1.
When deformed up to a lower strain of 0.2, the processing map predicted a domain of flow instability, likely resulting from flow localization in the range of lower temperatures and higher strain rates (900–928 °C/0.45–1 s−1).
The dynamic recovery of the dislocations into substructures and the formation of fine recrystallized grains at the pre-existing grain boundaries were characterized as possible mechanisms of flow softening.
The critical strain and stress for the onset of recrystallization were correlated to the Zener–Hollomon parameter (Z) by and .
In summary, based on experimental and modeling approaches, we demonstrated that complex softening processes, characterized by a combination of the DRV and DRX, contribute efficiently to the high degree of hot deformability of the Fe-25Al-1.5Ta alloy with a strengthening Laves phase.
Author Contributions
Conceptualization, A.E.; Methodology, A.E.; Investigation, A.E., H.M. and M.T.; Resources, H.M.; Writing—original draft preparation, A.E.; Writing—Review & Editing, A.E., H.M. and M.T.; Supervision, A.E. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The data are available on request from the corresponding authors.
Acknowledgments
The material and process development was supported by the Graduate Research School “LokPro” at BTU Cottbus-Senftenberg. A. Emdadi acknowledges Access e.V. Center (Aachen, Germany) for optical microscopy.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Palm, M.; Stein, F.; Dehm, G. Iron Aluminides. Annu. Rev. Mater. Res. 2019, 49, 297–326. [Google Scholar] [CrossRef]
- Morris, D.G.; Muñoz-Morris, M.A. Recent Developments Toward the Application of Iron Aluminides in Fossil Fuel Technologies. Adv. Eng. Mater. 2011, 13, 43–47. [Google Scholar] [CrossRef]
- Risanti, D.D.; Sauthoff, G. Microstructures and mechanical properties of Fe-Al-Ta alloys with strengthening Laves phase. Intermetallics 2011, 19, 1727–1736. [Google Scholar] [CrossRef]
- Prokopčáková, P.; Švec, M.; Palm, M. Microstructural evolution and creep of Fe-Al-Ta alloys. Int. J. Mater. Res. 2016, 107, 396–405. [Google Scholar] [CrossRef]
- Palm, M. Fe–Al materials for structural applications at high temperatures: Current research at MPIE. Int. J. Mater. Res. 2009, 100, 277–287. [Google Scholar] [CrossRef]
- Hotař, A.; Palm, M. Oxidation resistance of Fe-25Al-2Ta (at.%) in air. Intermetallics 2010, 18, 1390–1395. [Google Scholar] [CrossRef]
- Risanti, D.; Sauthoff, G. Iron–Aluminium-Base Alloys with Strengthening Laves Phase for Structural Applications at High Temperatures. Mater. Sci. Forum 2005, 475–479, 865–868. [Google Scholar]
- Pütz, R.D.; Zander, D. High temperature oxidation mechanisms of grain refined Fe-25Al-1.5Ta(+TaC/+(Ta,Nb)C) iron aluminides at 700 °C in air. Corros. Sci. 2022, 198, 110149. [Google Scholar] [CrossRef]
- Emdadi, A.; Sizova, I.; Bambach, M.; Hecht, U. Hot deformation behavior of a spark plasma sintered Fe-25Al-1.5Ta alloy with strengthening Laves phase. Intermetallics 2019, 109, 123–134. [Google Scholar] [CrossRef]
- Emdadi, A. High-Temperature Deformation Behavior of Intermetallic Titanium and Iron Aluminides Produced by Spark Plasma Sintering, 1st ed.; Shaker: Düren, Germany, 2021. [Google Scholar]
- Emdadi, A.; Sizova, I.; Stryzhyboroda, O.; Hecht, U.; Buhl, J.; Bambach, M. Hot Workability of a Spark Plasma Sintered Intermetallic Iron Aluminide Alloy Above and Below the Order-disorder Transition Temperature. Procedia Manuf. 2020, 47, 1281–1287. [Google Scholar] [CrossRef]
- Emdadi, A.; Bolz, S.; Buhl, J.; Weiß, S.; Bambach, M. Laser Powder Bed Fusion Additive Manufacturing of Fe3Al-1.5Ta Iron Aluminide with Strengthening Laves Phase. Metals 2022, 12, 997. [Google Scholar] [CrossRef]
- Emdadi, A.; Bolz, S.; Jensch, F.; Tovar, M.; Weiß, S. On the Hot Deformation of a Fe-Al-Ta Iron Aluminide Prepared via Laser Powder Bed Fusion. Crystals 2023, 13, 627. [Google Scholar] [CrossRef]
- Emdadi, A.; Weiß, S. A Comparative Study of Microstructure and Hot Deformability of a Fe–Al–Ta Iron Aluminide Prepared via Additive Manufacturing and Conventional Casting. Crystals 2022, 12, 1709. [Google Scholar] [CrossRef]
- Hanus, P.; Bartsch, E.; Palm, M.; Krein, R.; Bauer-Partenheimer, K.; Janschek, P. Mechanical properties of a forged Fe–25Al–2Ta steam turbine blade. Intermetallics 2010, 18, 1379–1384. [Google Scholar] [CrossRef]
- Schaberger-Zimmermann, E.; Pütz, R.D.; Subašić, E.; Zander, D. Development of a Two-Stage Etching Procedure for Grain Analysis of Intermetallic Iron Aluminides (Fe-Al-Ta). Pract. Metallogr. 2021, 58, 120–128. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K. Processing Maps: A Status Report. J. Mater. Eng. Perform. 2003, 12, 638–645. [Google Scholar] [CrossRef]
- Ziegler, H.; Eidgenössische Technische Hochschule. Some Extremum Principles in Irreversible Thermodynamics, with Application to Continuum Mechanics. Prog. Solid Mech. 1963, 4, 93–193. [Google Scholar]
- Tsuji, N.; Matsubara, Y.; Saito, Y. Dynamic recrystallization of ferrite in interstitial free steel. Scr. Mater. 1997, 37, 477–484. [Google Scholar] [CrossRef]
- Tsuji, N.; Matsubara, Y.; Saito, Y.; Maki, T. Occurrence of Dynamic Recrystallization in Ferritic Iron. J. Jpn. Inst. Met. Mater. 1998, 62, 967–976. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Poliak, E.; Jonas, J. A one-parameter approach to determining the critical conditions for the initiation of dynamic recrystallization. Acta Mater. 1996, 44, 127–136. [Google Scholar] [CrossRef]
- Najafizadeh, A.; Jonas, J.J. Predicting the Critical Stress for Initiation of Dynamic Recrystallization. ISIJ Int. 2006, 46, 1679–1684. [Google Scholar] [CrossRef]
- Sellars, C.; McTegart, W. On the mechanism of hot deformation. Acta Met. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Kim, S.-I.; Yoo, Y.-C. Prediction of dynamic recrystallisation behaviour of AISI type 4140 medium carbon steel. Mater. Sci. Technol. 2002, 18, 160–164. [Google Scholar] [CrossRef]
- Łyszkowski, R.; Bystrzycki, J. Hot deformation and processing maps of an Fe3Al intermetallic alloy. Intermetallics 2006, 14, 1231–1237. [Google Scholar] [CrossRef]
- Liu, C.; Guan, H.; Tai, Q.; Yuan, F.; Han, F.; Gu, H.; Zhang, L.; Li, G. Microstructure, texture and mechanical studies of an inconspicuous shear band formed during hot compression of Ti-6Al-4V alloy. Mater. Sci. Eng. A 2017, 698, 18–26. [Google Scholar] [CrossRef]
- Emdadi, A.; Stryzhyboroda, O.; Hecht, U.; Bambach, M. Complex dynamic restoration processes leading to a high degree of deformability in a dual-phase Al0.5CoCrFeNi high entropy alloy. J. Alloys Compd. 2022, 918, 165583. [Google Scholar] [CrossRef]
- Ke, B.; Ye, L.; Tang, J.; Zhang, Y.; Liu, S.; Lin, H.; Dong, Y.; Liu, X. Hot deformation behavior and 3D processing maps of AA7020 aluminum alloy. J. Alloy. Compd. 2020, 845, 156113. [Google Scholar] [CrossRef]
- Lei, C.; Wang, Q.; Tang, H.; Liu, T.; Li, Z.; Jiang, H.; Wang, K.; Ebrahimi, M.; Ding, W. Hot deformation constitutive model and processing maps of homogenized Al-5Mg-3Zn-1Cu alloy. J. Mater. Res. Technol. 2021, 14, 324–339. [Google Scholar] [CrossRef]
- Ghosh, S.; Hamada, A.; Patnamsetty, M.; Borek, W.; Gouda, M.; Chiba, A.; Ebied, S. Constitutive modeling and hot deformation processing map of a new biomaterial Ti-14Cr alloy. J. Mater. Res. Technol. 2022, 20, 4097–4113. [Google Scholar] [CrossRef]
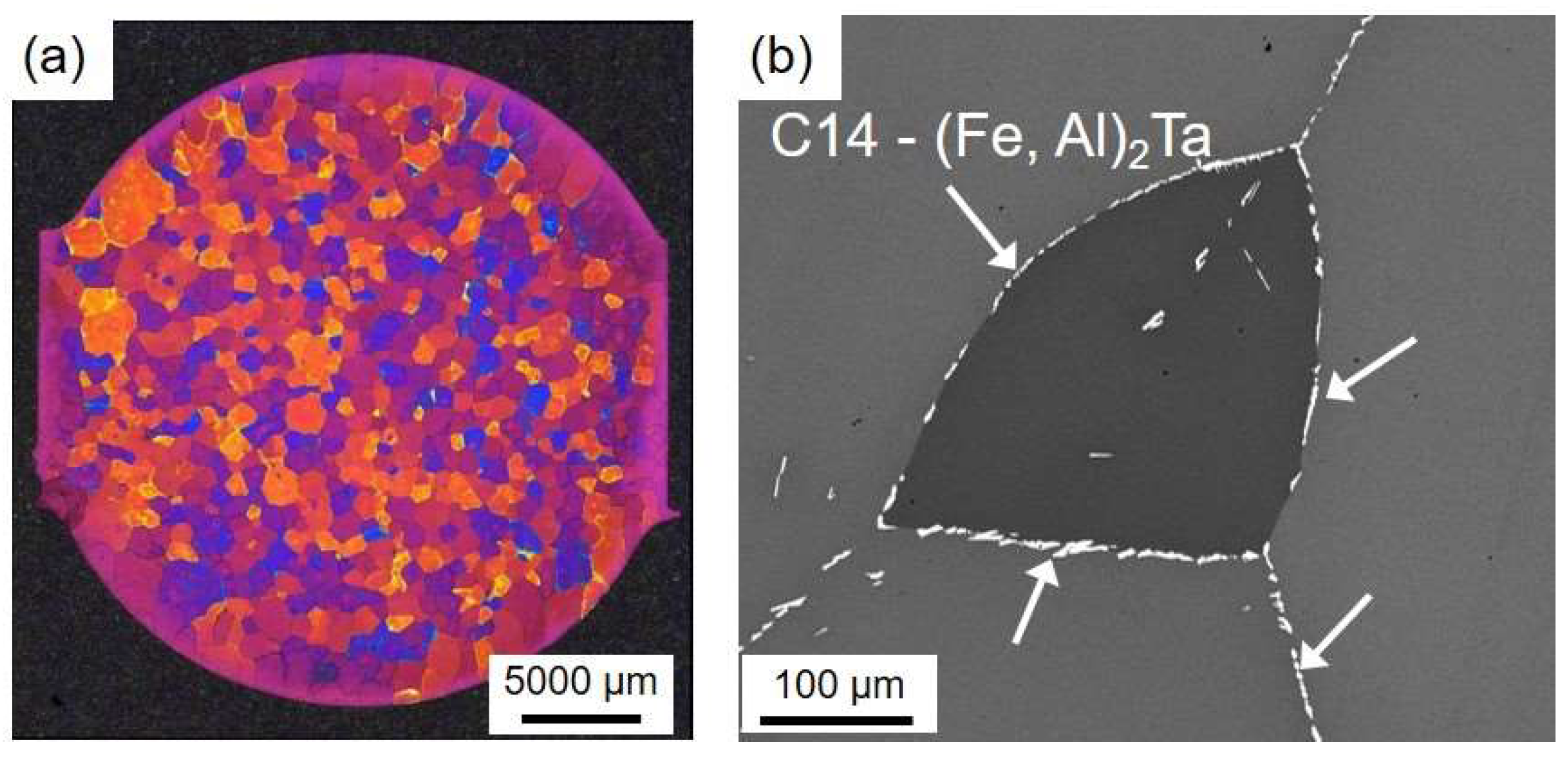
Figure 1.
OM image (a) and SEM-BSE micrograph (b) of the as-cast Fe-25Al-1.5Ta alloy, showing the λ-C14 Laves phase precipitates (indicated by the arrows) located mainly at the grain boundaries and occasionally within the grains.
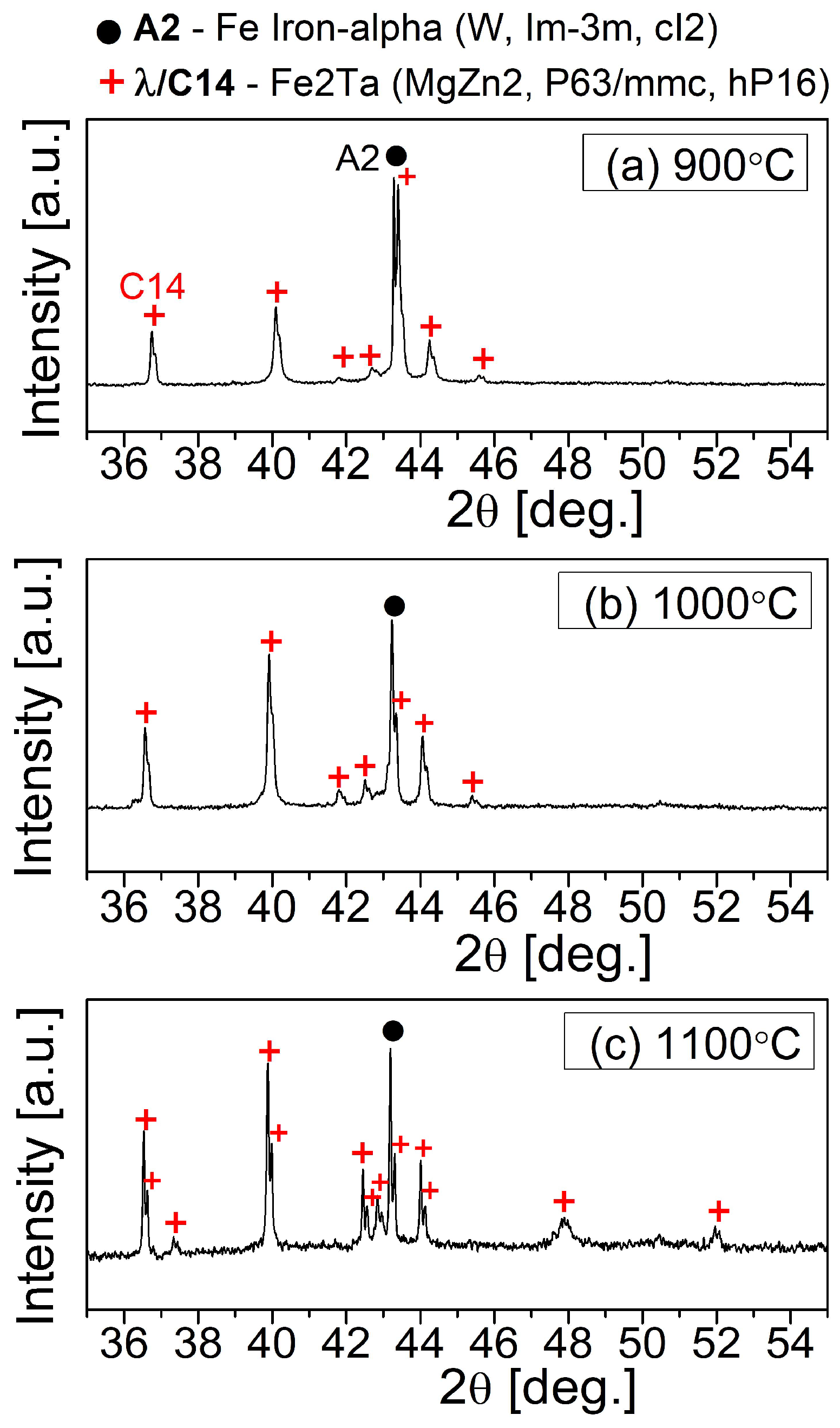
Figure 2.
XRD patterns for the Fe-25Al-1.5Ta samples at different temperatures showing a dual-phase mixture of A2 and C14 Laves phase over the whole temperature range tested.
Figure 3.
True stress–strain flow curves for the as-cast Fe-25Al-1.5Ta alloy specimens hot compressed up to a true strain of 0.8 at different temperatures and strain rates.
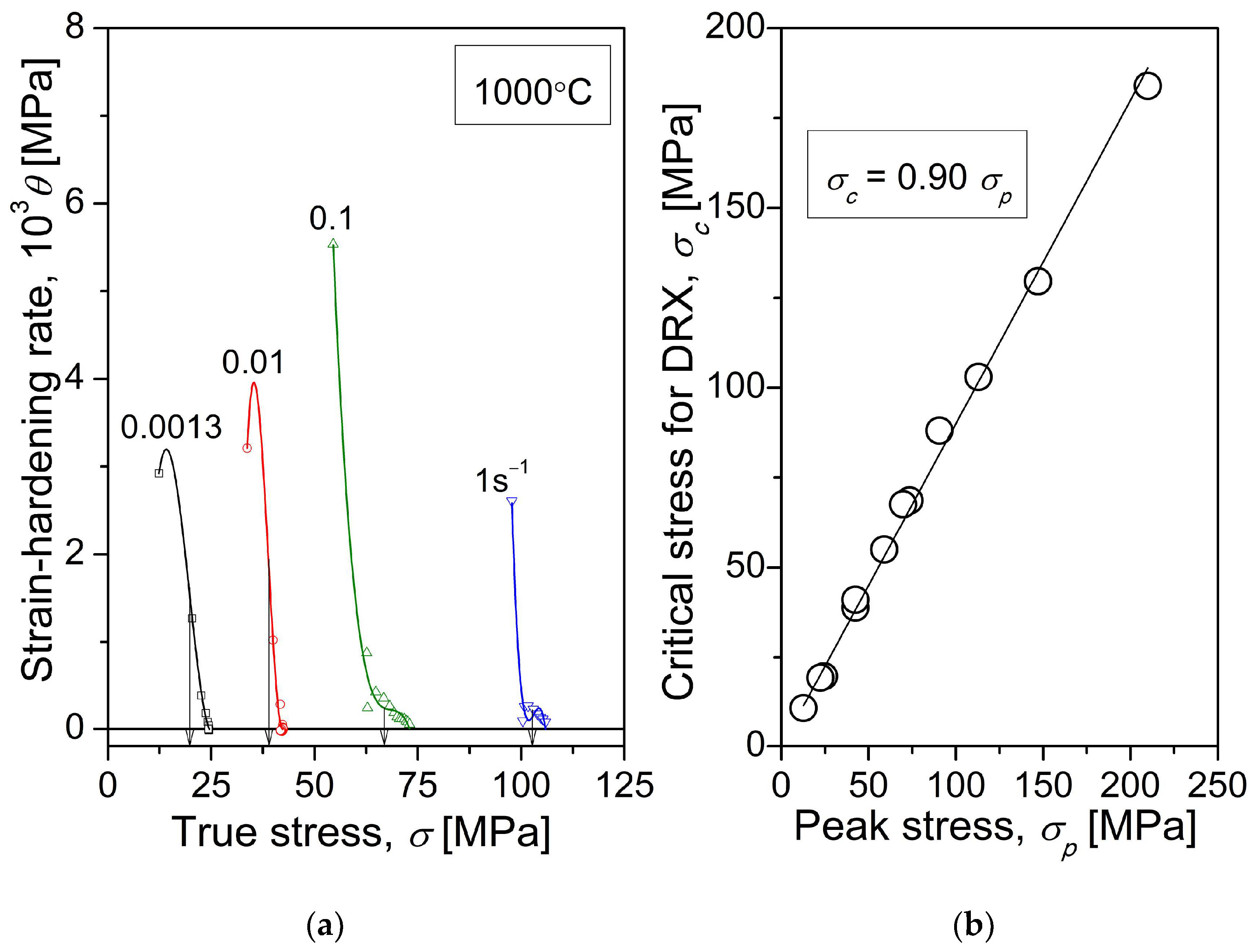
Figure 4.
The plots for the strain-hardening rate (θ) as a function of true stress (σ) for the Fe-25Al-1.5Ta samples hot compressed with different strain rates to a true strain of 0.8 at 1000 °C (a), and critical stress for the initiation of the DRX (σc) as a function of the peak stress (σp) (b) providing σc/σp = 0.9. The θ-σ data points were fitted using a 3rd-degree polynomial. Arrows in (a) point to σc.
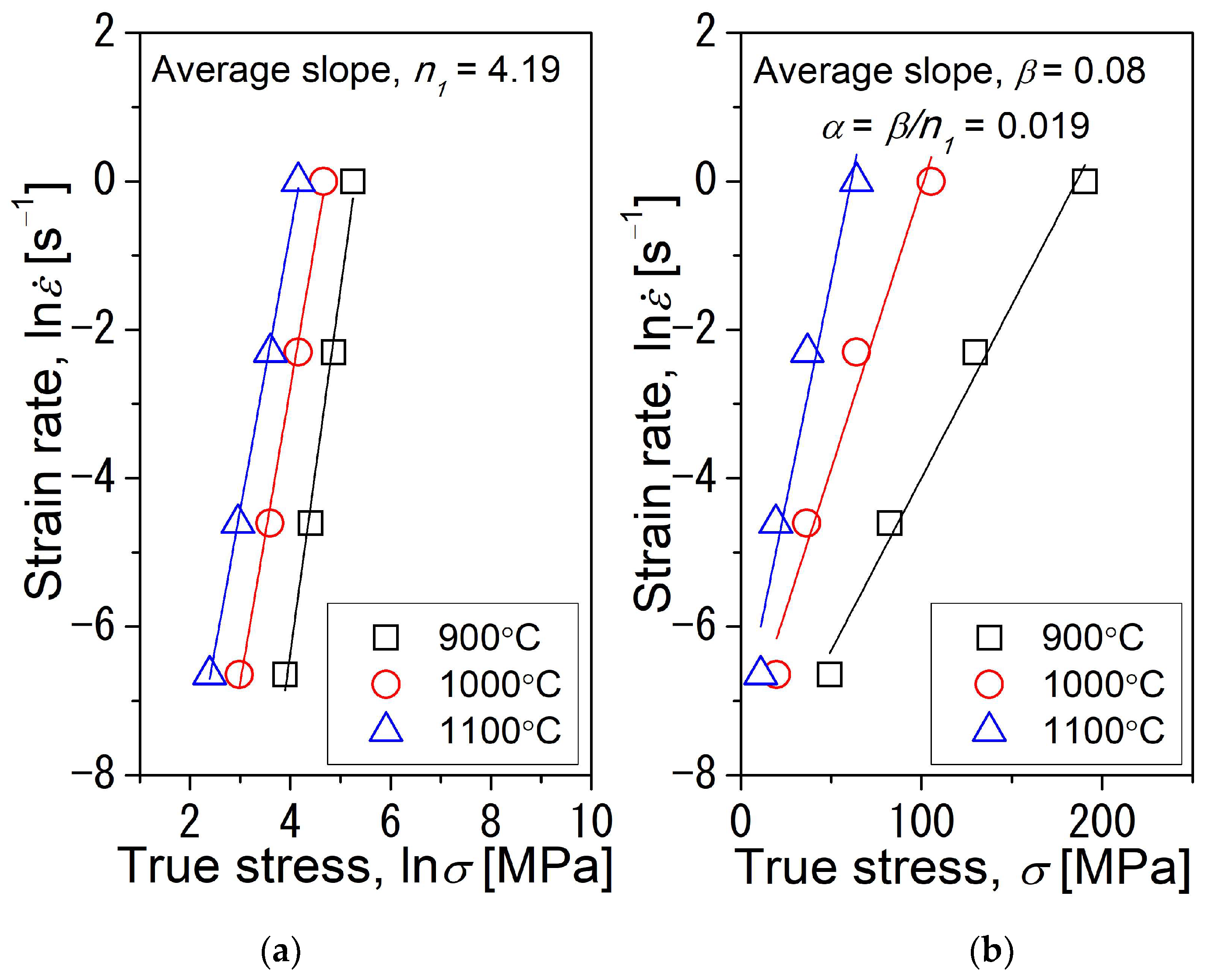
Figure 5.
Flow stress analysis for the Fe-25Al-1.5Ta alloy showing the linear fit for the ln (strain rate) vs. ln (stress) (a) and ln (strain rate) vs. stress (b), obtained from the flow stress–strain curves at a strain of 0.8. The average slope values in (a,b) are the parameters n1 and β, respectively, and β/n1 gives α.
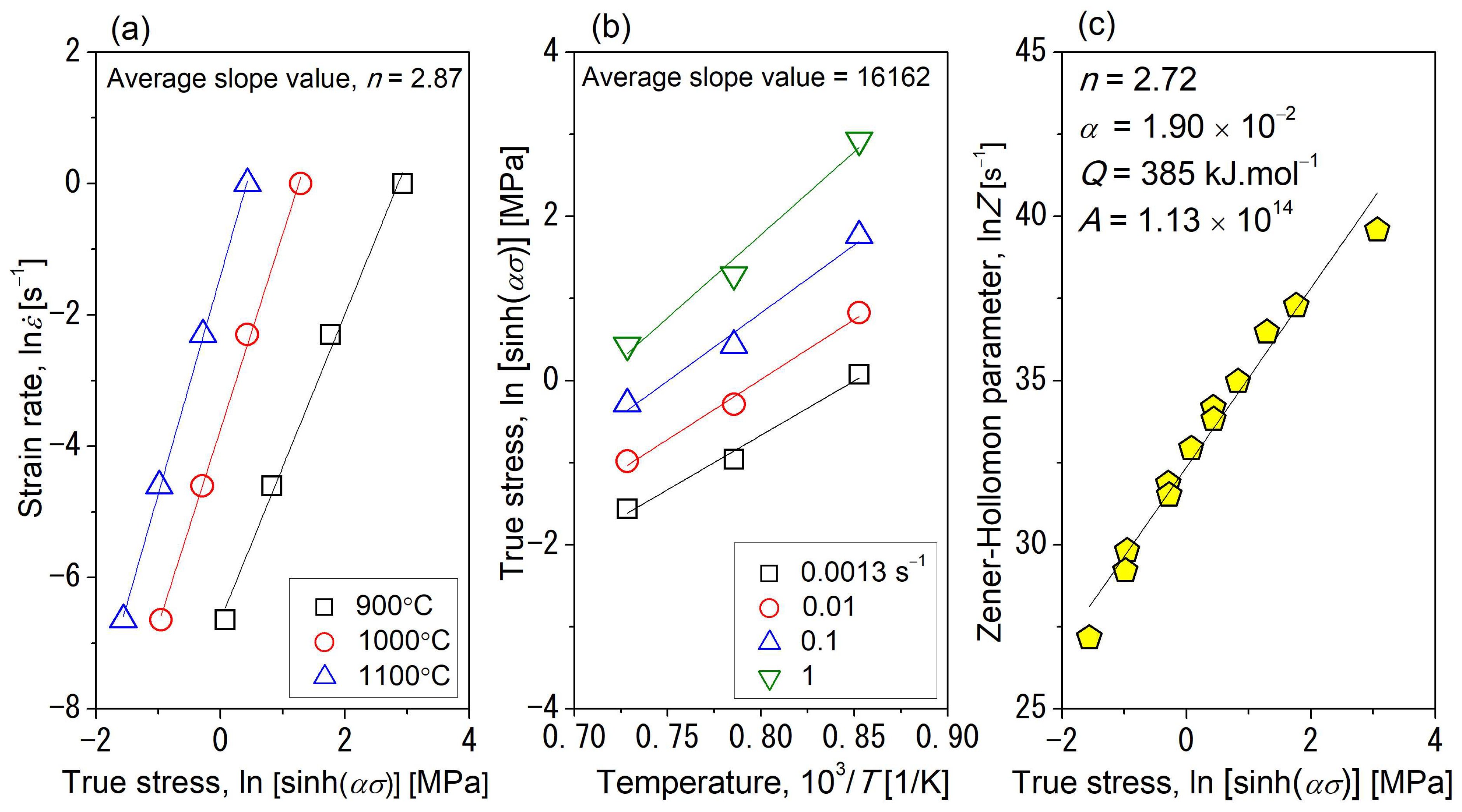
Figure 6.
Flow behavior kinetic analysis for the Fe-25Al-1.5Ta alloy showing the linear fit for the ln vs. ln[sinh(ασ)] at different temperatures (a), ln[sinh(ασ)] vs. 1/T at different strain rates (b), and lnZ vs. ln[sinh(ασ)] (c), obtained from the flow curves at a true strain of 0.8.
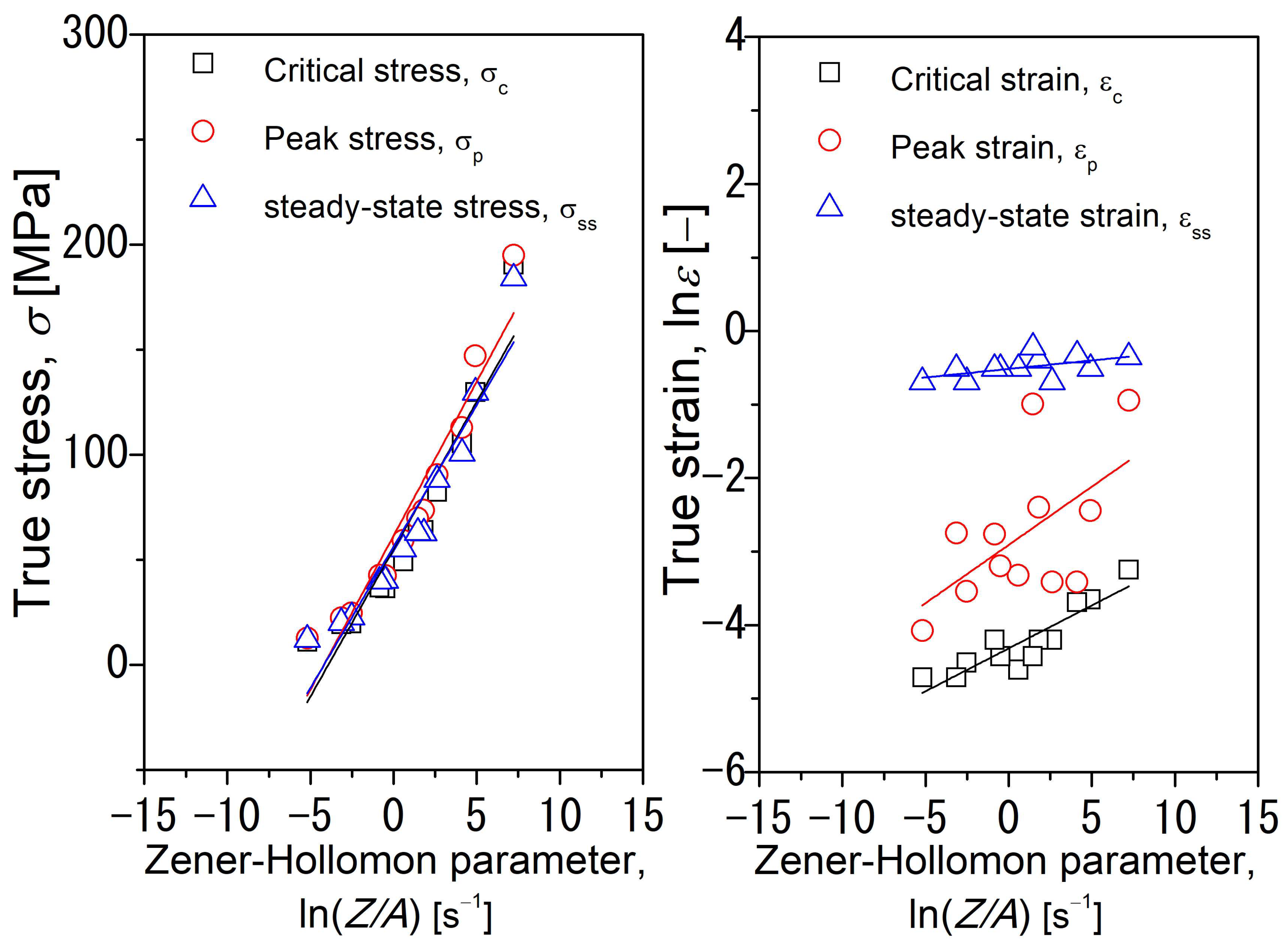
Figure 7.
Relationships between the dimensionless parameter Z/A and the given parameters (σc/εc—critical stress and strain for the onset of the DRX, σp/εp—peak stress and strain, σss/εss—steady-state stress and strain) obtained through linear fitting.
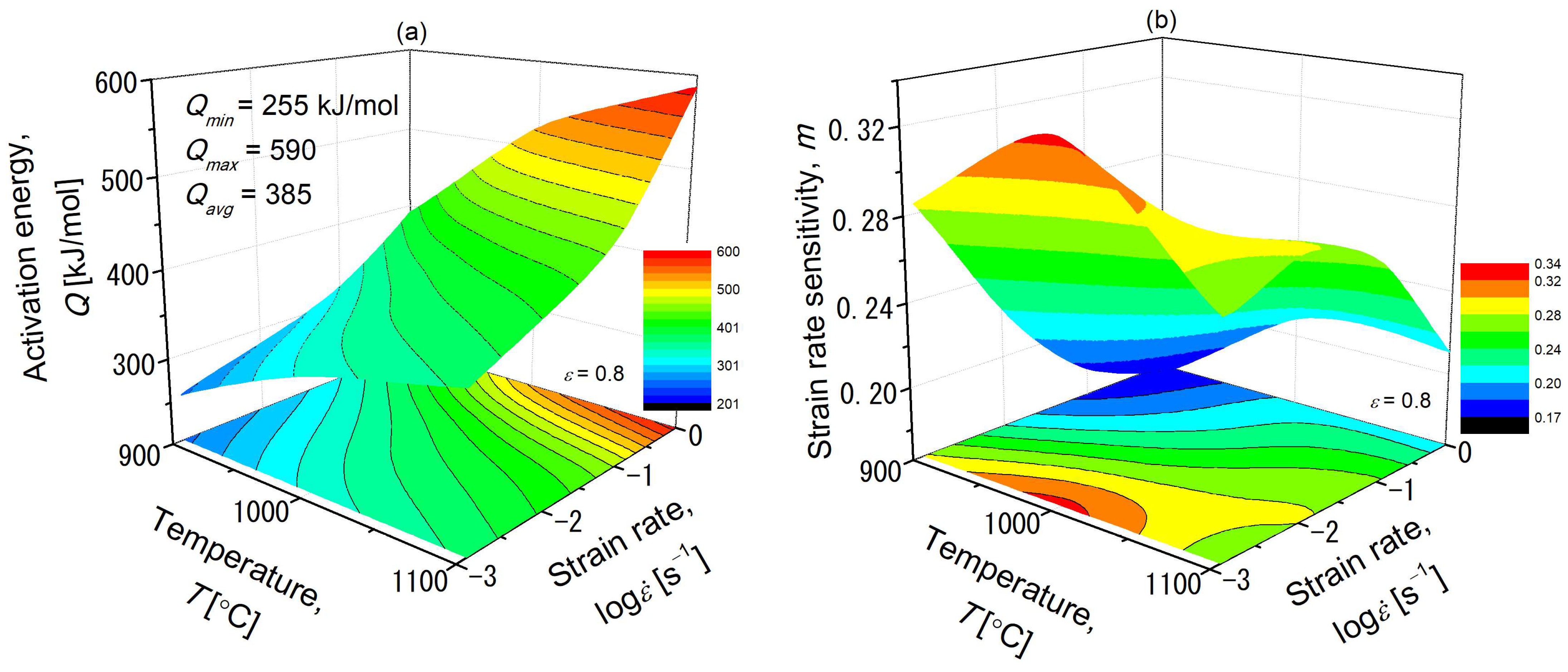
Figure 8.
Three-dimensional activation energy, Q, (a) and strain rate sensitivity, m, (b) maps for the Fe-25Al-1.5Ta alloy at a true strain of 0.8, showing the average Q of 385 kJ·mol−1 over the whole deformation range and the highest m value of 0.33 at 1000 °C/0.0013 s−1.
Figure 9.
Processing map for the as-cast Fe-25Al-1.5Ta alloy at a true strain of 0.2 (a), 0.5 (b), and 0.8 (c), showing the safe and unsafe processing domains. The hatched region S in (a) represents a low-efficiency domain, including flow instability at 900 °C/1 s−1. The areas highlighted in yellow (denoted as D1, D2, and D3) indicate the optimum processing windows with the most efficient energy dissipation. The solid and dash contour numbers indicate the efficiency of the power dissipation (η) in percent and the instability parameter (ξ), respectively.
Figure 10.
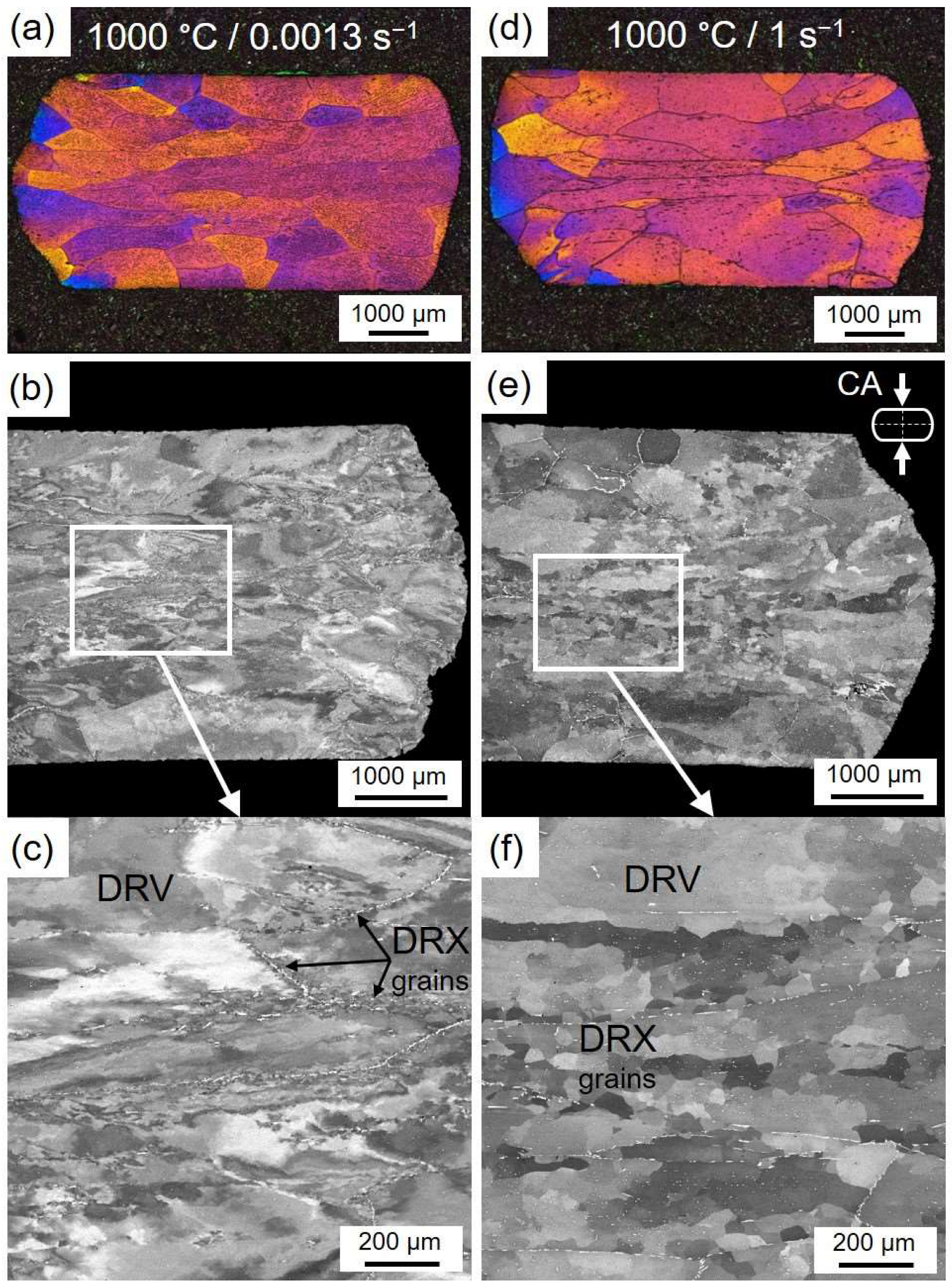
Representative OM image (
a,
d) and BSE-SEM micrographs (
b,
c,
e,
f) for the Fe-25Al-1.5Ta specimens hot compressed to a true strain of 0.8 at 1000 °C with a strain rate of 0.0013 s
−1, corresponding to D3 in the processing map in
Figure 9c, (
a–
c) and 1 s
−1 (
d–
f), showing elongated deformed grains with orientation gradients and substructures inside and a few small grains located close to the initial grain boundary regions (indicated by the arrows). The
C14 Laves phase precipitates appear white in the BSE-SEM micrographs. The compression axis (CA) is vertical.
Table 1.
The constitutive equations derived for the as-cast Fe-25Al-1.5Ta alloy describing the flow behavior and the correlation between the given parameters (σc/εc—critical stress and strain for the initiation of the DRX, σp/εp—peak stress and strain, σss/εss—steady-state stress and strain), and the dimensionless parameter Z/A.
|
| |
| |
| |
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}