

Microstructural Evolution and Material Flow during Friction Stir Welding of 6013 Aluminum Alloy Studied by the Stop-Action Technique

 , , ,
, , ,  and
and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
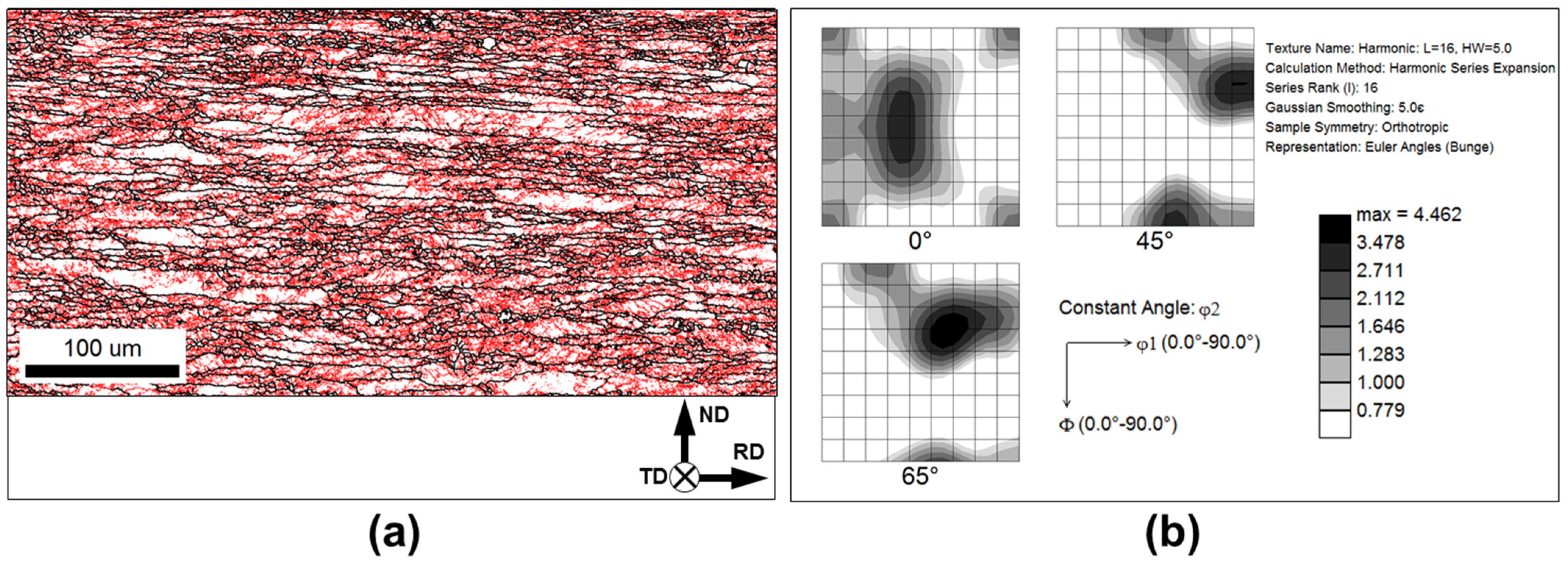
3.1. Base Material
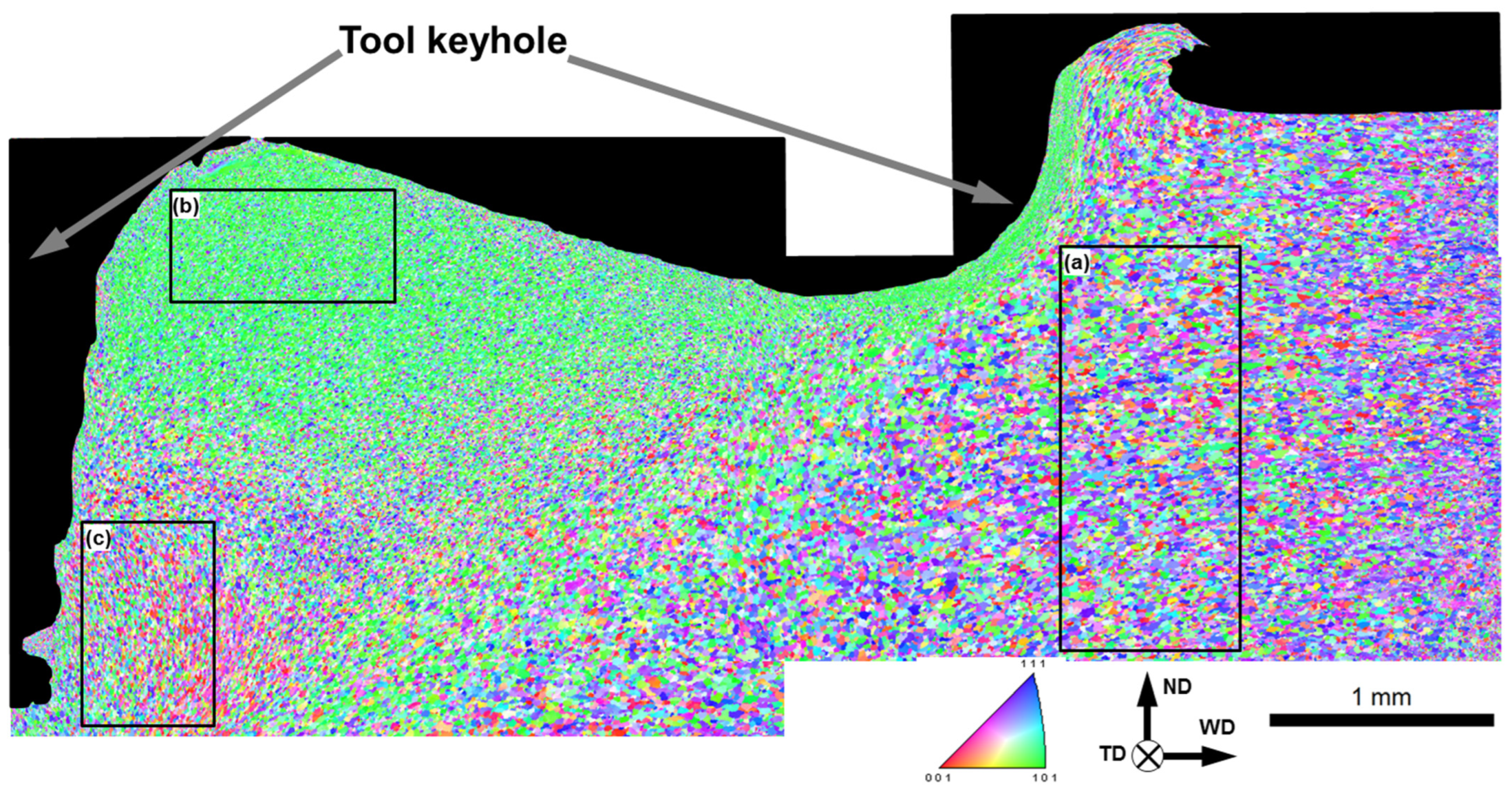
3.2. Microstructural Processes Ahead of the Welding Tool
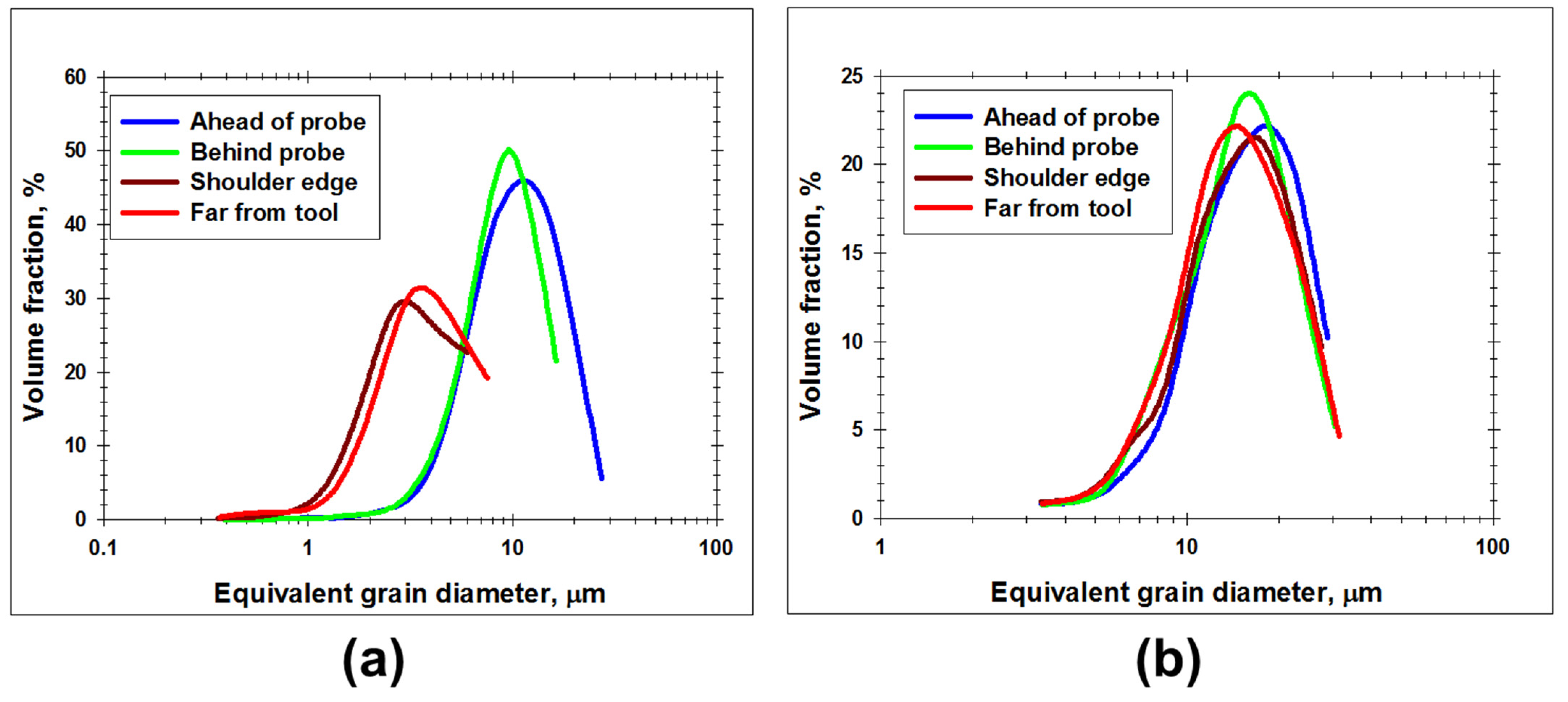
3.2.1. Grain Structure
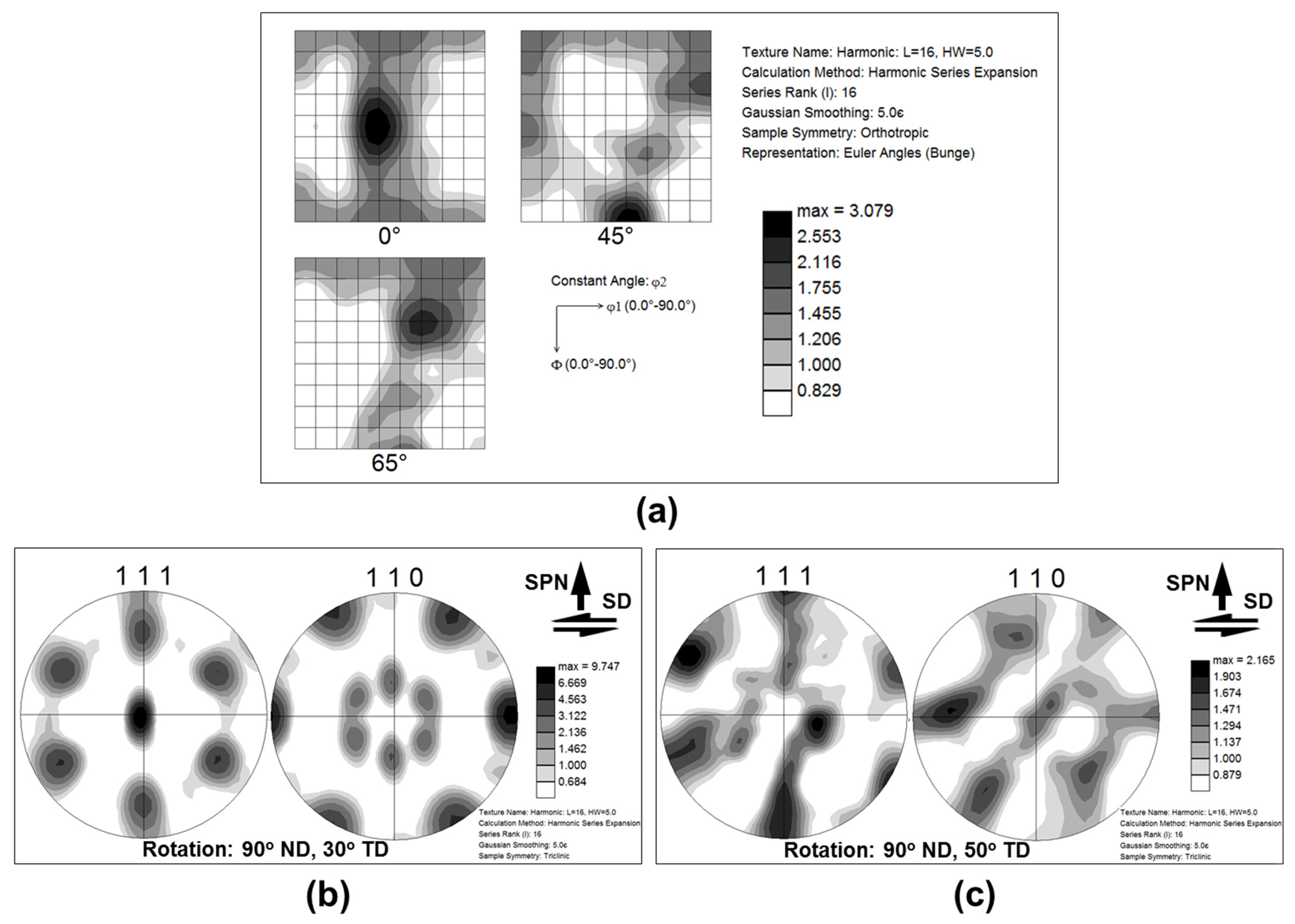
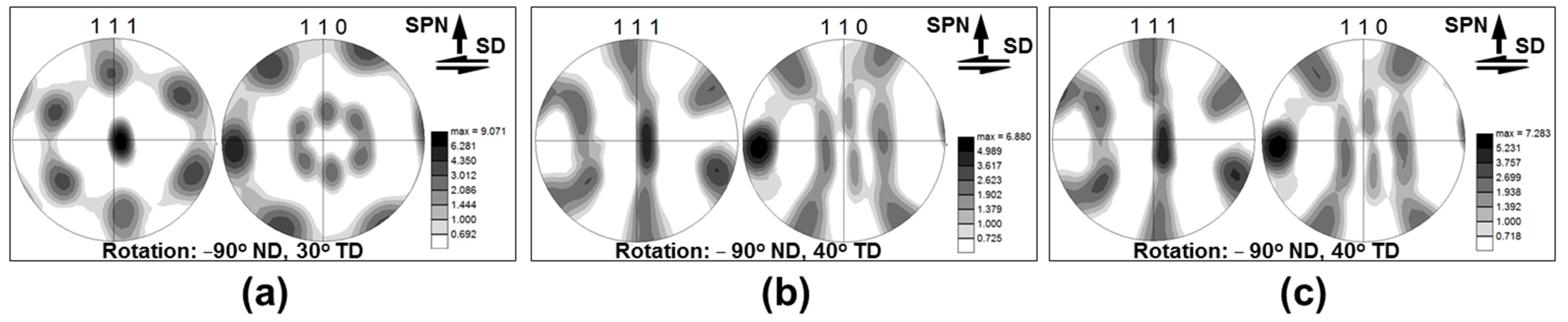
3.2.2. Crystallographic Texture
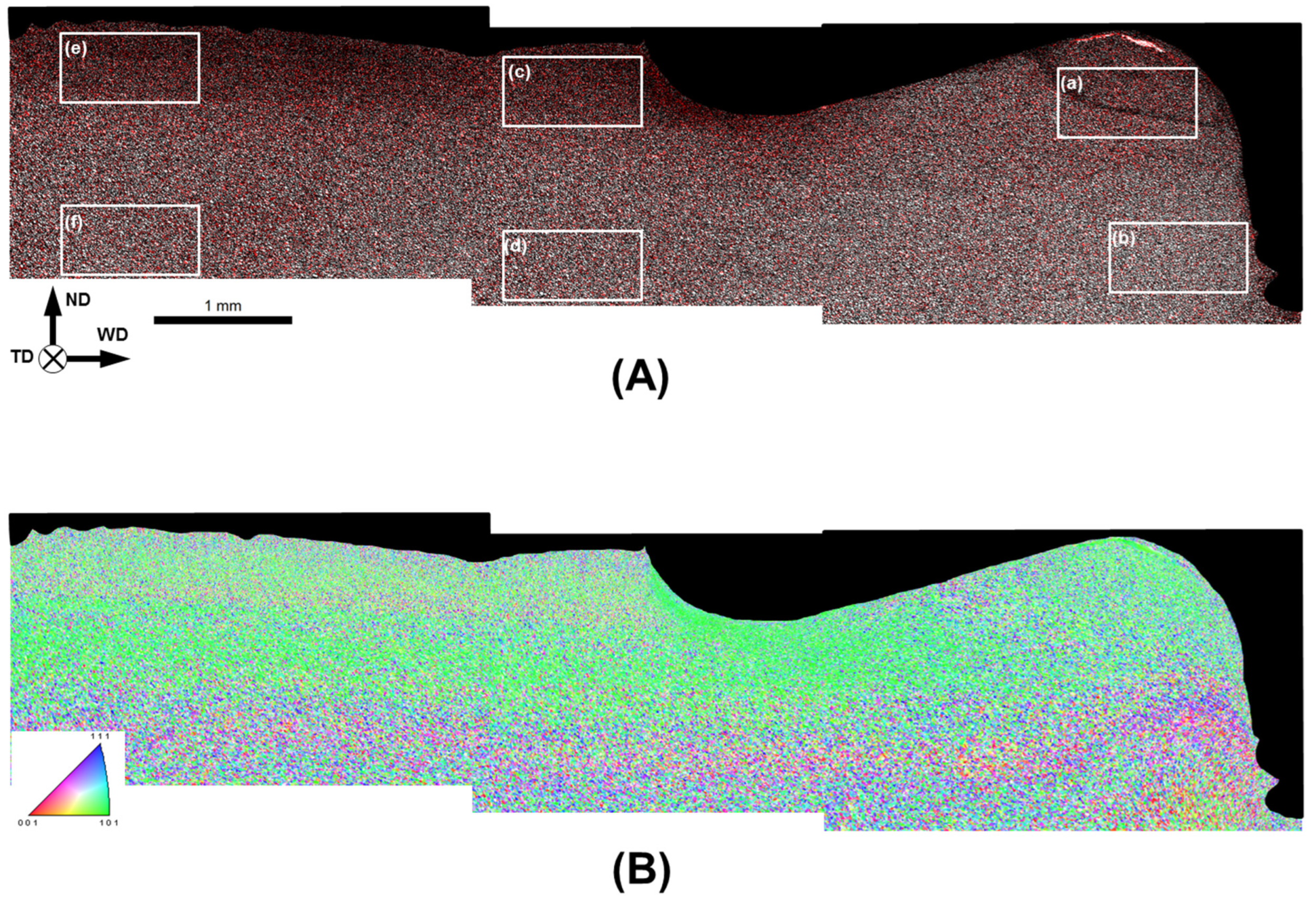
3.3. Microstructural Processes behind the Welding Tool
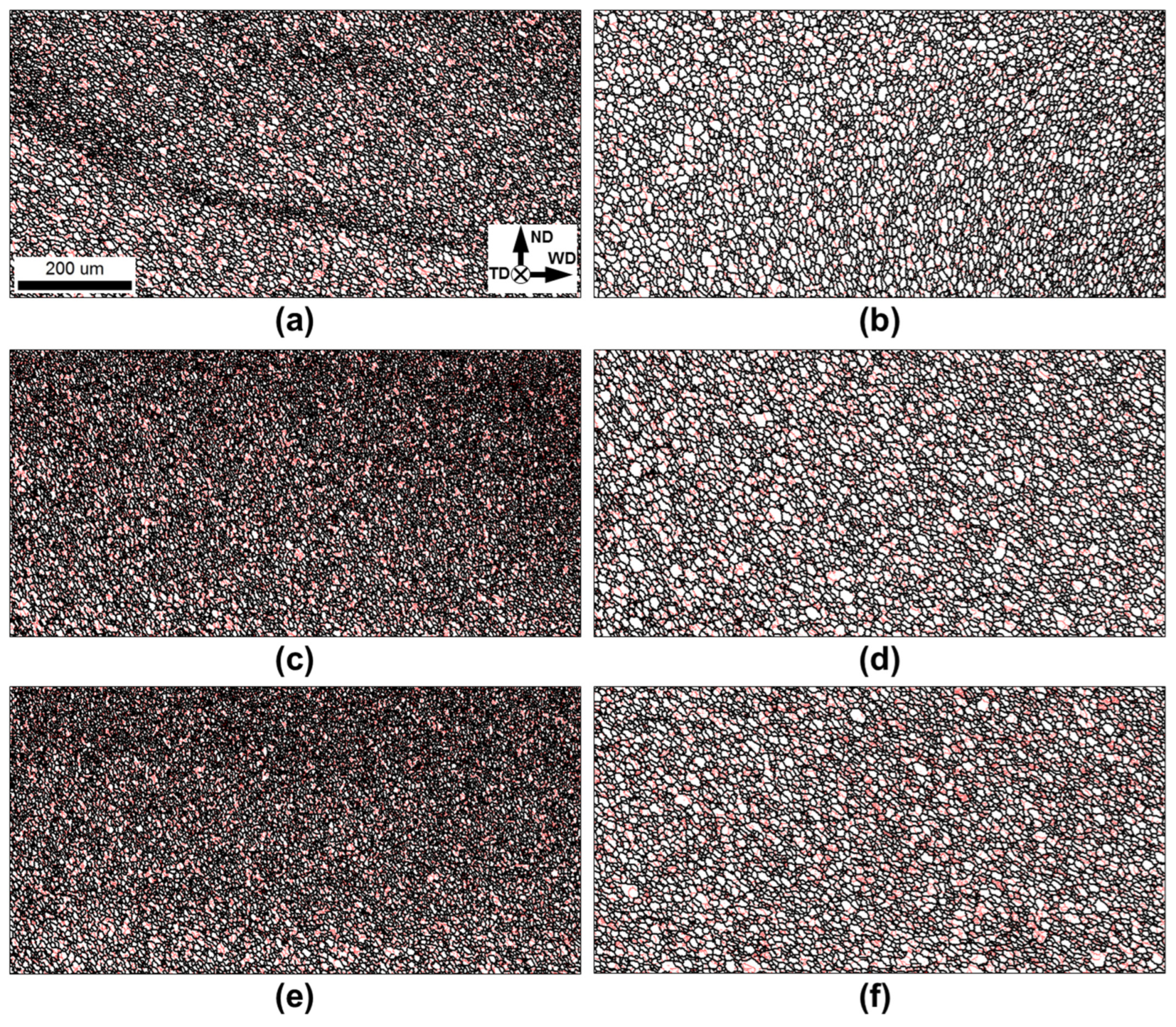
3.3.1. Grain-Structure Development
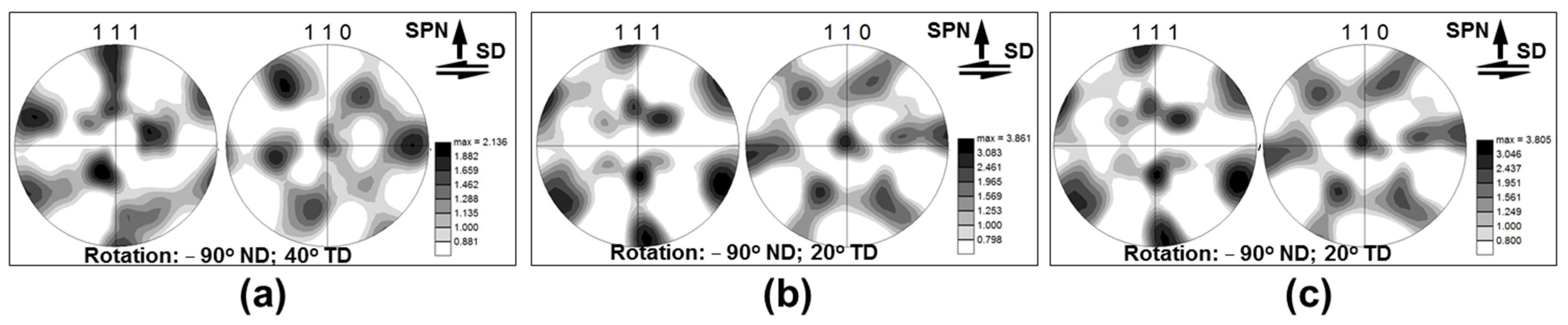
3.3.2. Evolution of Crystallographic Texture
4. Summary
- (1)
- Due to the relatively high-heat-input condition of FSW, the base cold-rolled material first experienced a static recrystallization in the heat-affected zone far ahead of the welding tool. The recrystallization involved the nucleation and growth of recrystallized grains, thus being discontinuous in nature.
- (2)
- With the approach of the welding tool, the recrystallized grains underwent a plastic deformation in the FSW-induced strain field. The extensive development of deformation-induced boundaries gave rise to continuous dynamic recrystallization, which promoted microstructural refinement. The width of the thermo-mechanically affected zone ahead of the welding tool exceeded ~1 mm, thus being relatively broad.
- (3)
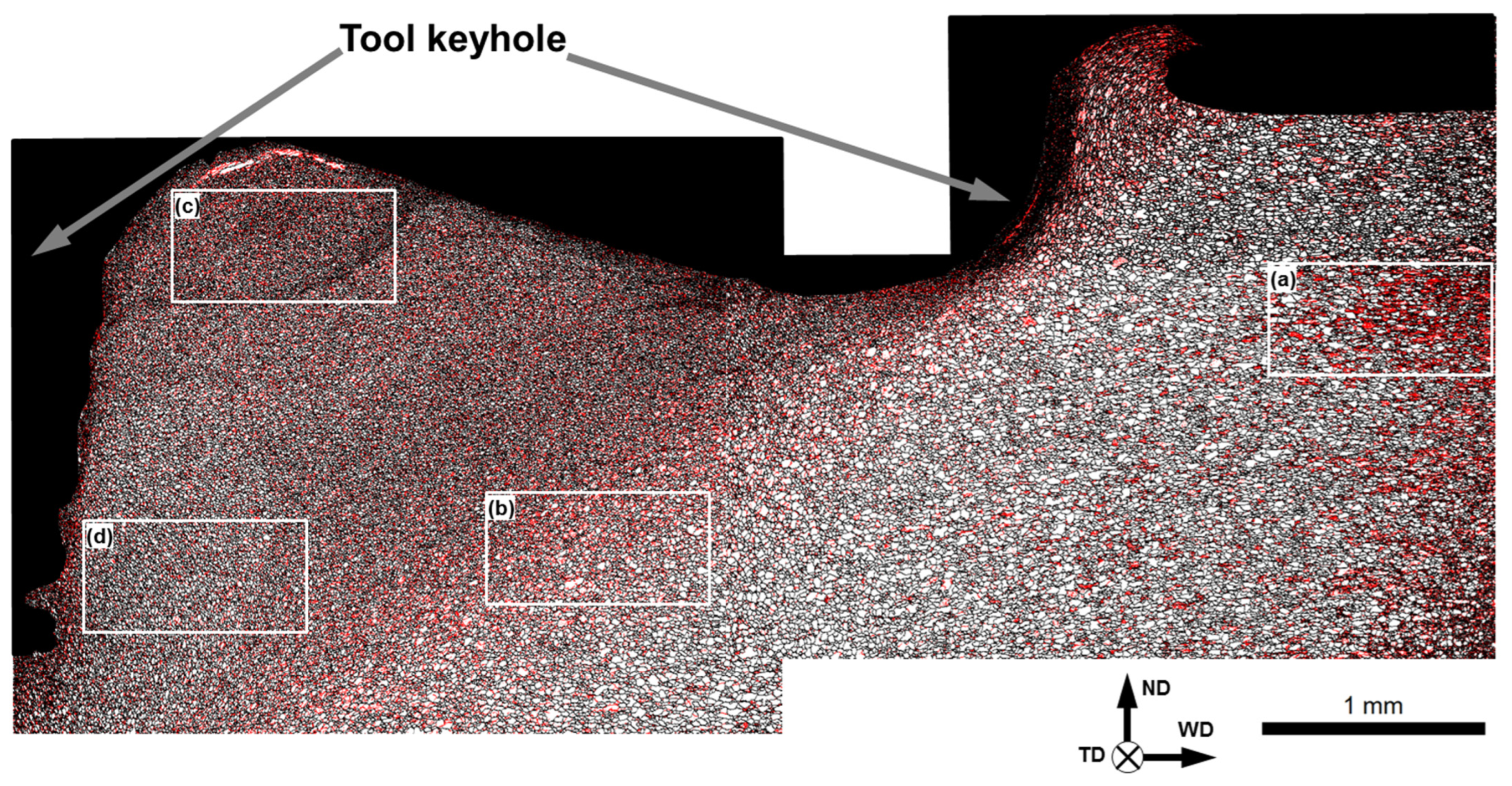
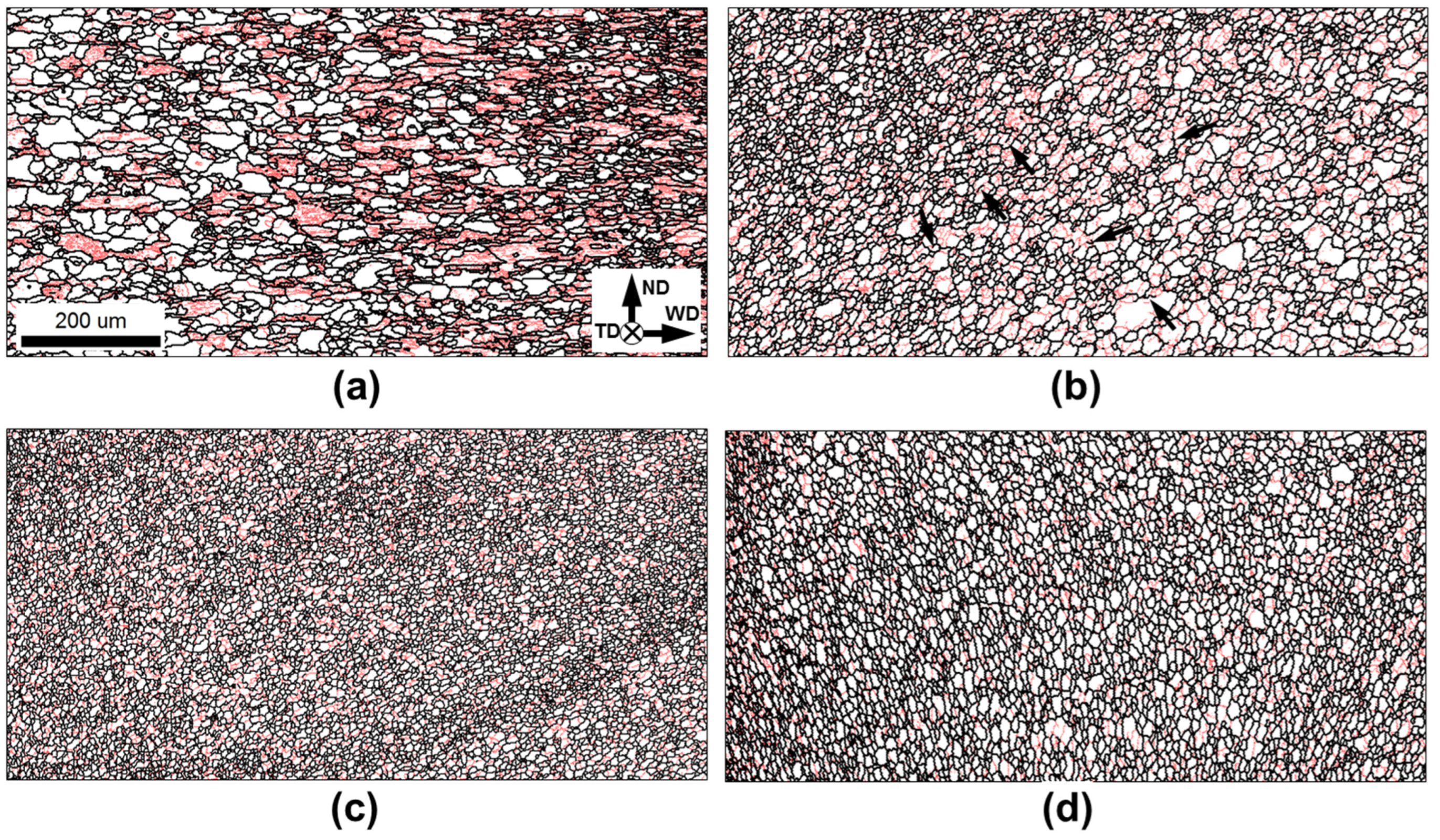
- Given the considerable differences in grain size and crystallographic texture, two distinctly different subareas within the thermo-mechanically affected zone were defined, viz., (i) its upper part (i.e., the shoulder-influenced area) and (ii) the nugget zone (i.e., the probe-influenced area). The shoulder-influenced area was characterized by a smaller grain size and a sharper crystallographic texture. The diffuse texture in the nugget zone was attributed to the complex character of material flow in this area due to the influence of the probe threads.
- (4)
- The transportation of the entrapped material around the rotating tool resulted only in minor changes in microstructure, thus evidencing a “superplastic-like” character of material flow. This observation was likely attributable to the high-heat-input condition of FSW employed in the present study. The preservation of the relatively strong crystallographic texture at this stage allowed excluding the grain-boundary sliding from consideration as the key microstructural mechanism. Hence, the revealed microstructural stability was attributed to a dynamic balance between different microstructural processes that mutually compensated each other.
- (5)
- Near the edge of the tool shoulder behind the welding tool, significant changes in microstructure and crystallographic texture were found. These observations evidenced that the stir zone material experienced a secondary deformation due to the stirring action of the tool shoulder. The secondary deformation resulted in the development of a fine-grained surface layer in the stir zone.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Simar, A.; Avettand-Fenoel, M.-N. State of the Art about Dissimilar Metal Friction Stir Welding. Sci. Technol. Weld. Join. 2017, 22, 389–403. [Google Scholar] [CrossRef]
- Shankar, S.; Mehta, K.P.; Chattopadhyaya, S.; Vilaca, P. Dissimilar Friction Stir Welding of Al to non-Al Metallic Materials: An overview. Mater. Chem. Phys. 2022, 288, 126371. [Google Scholar] [CrossRef]
- Xue, X.; Wu, X.; Liao, J. Hot Cracking Susceptibility and Shear Fracture Behavior of Dissimilar Ti6Al4V/AA6060 Alloys in Pulsed Nd:YAG Laser Welding. Chin. J. Aeronaut. 2021, 34, 375–386. [Google Scholar] [CrossRef]
- Xue, X.; Pereira, A.; Vincze, G.; Wu, X.; Liao, J. Interfacial Characteristics of Dissimilar Ti6Al4V/AA6060 Lap Joint by Pulsed Nd:YAG Laser Welding. Metals 2019, 9, 71. [Google Scholar] [CrossRef]
- Pereira, V.F.; Fonseca, E.B.; Costa, A.M.S.; Bettini, J.; Lopes, E.S.N. Nanocrystalline Structural Layer Acts as Interfacial Bond in Ti/Al Dissimilar Joints Produced by Friction Stir Welding in Power Control Mode. Scr. Mater. 2020, 174, 80–86. [Google Scholar] [CrossRef]
- Choi, J.-W.; Liu, H.; Fujii, H. Dissimilar Friction Stir Welding of Pure Ti and Pure Al. Mater. Sci. Eng. A 2018, 730, 168–176. [Google Scholar] [CrossRef]
- Kar, A.; Suwas, S.; Kailas, S.V. Two-Pass Friction Stir Welding of Aluminum Alloy to Titanium Alloy: A Simultaneous Improvement in Mechanical Properties. Mater. Sci. Eng. A 2018, 733, 199–210. [Google Scholar] [CrossRef]
- Li, B.; Shen, Y.; Luo, L.; Hu, W. Effects of Processing Variables and Heat Treatments on Al/Ti-6Al-4V Interface Microstructure of Bimetal Clad-Plate Fabricated via a Novel Route Employing Friction Stir Lap Welding. J. Alloys Compd. 2016, 658, 904–913. [Google Scholar] [CrossRef]
- Zhao, H.; Yu, M.; Jiang, Z.; Zhou, L.; Song, X. Interfacial Microstructure and Mechanical Properties of Al/Ti Dissimilar Joints Fabricated via Friction Stir Welding. J. Alloys Compd. 2019, 789, 139–149. [Google Scholar] [CrossRef]
- Huang, Y.; Lv, Z.; Wan, L.; Shen, J.; dos Santos, J.F. A new Method of Hybrid Friction Sir Welding Assisted by Friction Surfacing for Joining Dissimilar Ti/Al alloy. Mater. Lett. 2017, 207, 172–175. [Google Scholar] [CrossRef]
- Wu, A.; Song, Z.; Nakata, K.; Liao, J.; Zhou, L. Interface and Properties of the Friction Stir Welded Joints of Titanium Alloy Ti6Al4V with Aluminum Alloy 6061. Mater. Des. 2015, 71, 85–92. [Google Scholar] [CrossRef]
- Aonuma, M.; Nakata, K. Dissimilar Metal Joining of 2024 and 7075 Aluminum Alloys to Titanium Alloys by Friction Stir Welding. Mater. Trans. 2011, 52, 948–952. [Google Scholar] [CrossRef]
- Yu, M.; Zhao, H.; Jiang, Z.; Guo, F.; Zhou, L.; Song, X. Microstructure and Mechanical Properties of Friction Stir Lap AA6061-Ti6Al4V Welds. J. Mater. Proc. Technol. 2019, 270, 274–284. [Google Scholar] [CrossRef]
- Kar, A.; Kailas, S.V.; Suwas, S. Effect of Zinc Interlayer in Microstructure Evolution and Mechanical Properties in Dissimilar Friction Stir Welding of Aluminum to Titanium. J. Mater. Eng. Perform. 2018, 27, 6016–6026. [Google Scholar] [CrossRef]
- Shehabeldeen, T.A.; Yin, Y.; Ji, X.; Shen, X.; Zhang, Z.; Zhou, J. Investigation of the Microstructure, Mechanical Properties and Fracture Mechanisms of Dissimilar Friction Stir Welded Aluminium/Titanium Joints. J. Mater. Res. Technol. 2021, 11, 507–518. [Google Scholar] [CrossRef]
- Kar, A.; Suwas, S.; Kailas, S.V. Significance of Tool Offset and Copper Interlayer during Friction Stir Welding of Aluminum to Titanium. Int. J. Adv. Manuf. Technol. 2019, 100, 435–443. [Google Scholar] [CrossRef]
- Zhou, L.; Yu, M.; Zhao, H.; Jiang, Z.; Guo, F.; Song, X. Dissimilar Friction Stir Welding of AA6061 and Ti6Al4V Alloys: A study on Microstructure and Mechanical Properties. J. Manuf. Proc. 2019, 48, 119–126. [Google Scholar] [CrossRef]
- Chen, Y.; Yu, L.; Ni, Q. Influence of Zinc on the Microstructure and Brittle Phases of Friction Stir Welded Joint of Al/Ti Dissimilar Alloys. Adv. Mater. Res. 2012, 413, 439–443. [Google Scholar] [CrossRef]
- Kar, A.; Kailas, S.V.; Suwas, S. Effect of Mechanical Mixing in Dissimilar Friction Stir Welding of Aluminum to Titanium with Zinc Interlayer. Trans. Ind. Inst. Met. 2019, 72, 1533–1536. [Google Scholar] [CrossRef]
- Nasir, T.; Kalaf, O.; Asmael, M.; Zeeshan, Q.; Safaei, B.; Hussain, G.; Motallebzadeh, A. The Experimental Study of CFRP Interlayer of Dissimilar Joint AA7075-T651/T-6Al-4V Alloys by Friction Stir Spot Welding on Mechanical and Microstructural Properties. Nanotechnol. Rev. 2021, 10, 401–413. [Google Scholar] [CrossRef]
- Chen, Z.W.; Yazdanian, S. Microstructures in Interface Region and Mechanical Behaviours of Friction Stir Lap Al6060 to Ti–6Al–4V welds. Mater. Sci. Eng. A 2015, 634, 37–45. [Google Scholar] [CrossRef]
- Dressler, U.; Biallas, G.; Mercado, U.A. Friction Stir Welding of Titanium Alloy TiAl6V4 to Aluminium Alloy AA2024-T3. Mater. Sci. Eng. A 2009, 526, 113–117. [Google Scholar] [CrossRef]
- Yu, M.; Zhao, H.; Xu, F.; Chen, T.; Zhou, L.; Song, X.; Ma, N. Effects of Ultrasonic on Friction stir Al–Ti Welds: A Comparative Study. Sci. Technol. Weld. Join. 2021, 26, 551–558. [Google Scholar] [CrossRef]
- Kar, A.; Yadav, D.; Suwas, S.; Kailas, S.V. Role of Plastic Deformation Mechanisms during the Microstructural Evolution and Intermetallics Formation in Dissimilar Friction Stir Weld. Mater. Character. 2020, 164, 110371. [Google Scholar] [CrossRef]
- Kar, A.; Malopheyev, S.; Mironov, S.; Kaibyshev, R.; Suwas, S.; Kailas, S.V. A New Method to Elucidate Fracture Mechanism and Microstructure Evolution in Titanium during Dissimilar Friction Stir Welding of Aluminum and Titanium. Mater. Character. 2021, 171, 110791. [Google Scholar] [CrossRef]
- Kar, A.; Suwas, S.; Kailas, S.V. Multi-Length Scale Characterization of Microstructure Evolution and its Consequence on Mechanical Properties in Dissimilar Friction Stir Welding of Titanium to Aluminum. Metall. Mater. Trans. A 2019, 50, 5153–5173. [Google Scholar] [CrossRef]
- Ma, Z.; Sun, X.; Ji, S.; Wang, Y.; Yue, Y. Influences of Ultrasonic on Friction Stir Welding of Al/Ti Dissimilar Alloys Under Different Welding Conditions. Int. J. Adv. Manuf. Technol. 2021, 112, 2573–2582. [Google Scholar] [CrossRef]
- Mironov, S.; Sato, Y.S.; Kokawa, H. Friction-stir welding and Processing of Ti-6Al-4V Titanium alloy: A Review. J. Mater. Sci. Technol. 2018, 34, 58–72. [Google Scholar] [CrossRef]
- Kalinenko, A.; Dolzhenko, P.; Borisova, Y.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Tailoring of Dissimilar Friction Stir Lap Welding of Aluminum and Titanium. Materials 2022, 15, 8418. [Google Scholar] [CrossRef]
- Colligan, K. Material Flow Behavior during Friction Stir Welding of Aluminum. Weld. J. 1999, 78, 229–237. [Google Scholar]
- Prangnell, P.B.; Heason, C.P. Grain Structure Formation during Friction Stir Welding Observed by the ‘Stop Action Technique’. Acta Mater. 2005, 53, 3179–3192. [Google Scholar] [CrossRef]
- Fonda, R.W.; Bingert, J.F.; Colligan, K.J. Development of Grain Structure during Friction Stir Welding. Scr. Mater. 2004, 51, 243–248. [Google Scholar] [CrossRef]
- Suhuddin, U.F.H.R.; Mironov, S.; Sato, Y.S.; Kokawa, H.; Lee, C.-W. Grain Structure Evolution during Friction-Stir Welding of AZ31 Magnesium Alloy. Acta Mater. 2009, 57, 5406–5418. [Google Scholar] [CrossRef]
- Mironov, S.; Onuma, T.; Sato, Y.S.; Kokawa, H. Microstructure Evolution during Friction-Stir Welding of AZ31 Magnesium Alloy. Acta Mater. 2015, 100, 301–312. [Google Scholar] [CrossRef]
- Suhuddin, U.F.H.R.; Mironov, S.; Sato, Y.S.; Kokawa, H. Grain Structure and Texture Evolution during Friction Stir Welding of Thin 6016 Aluminum Alloy Sheets. Mater. Sci. Eng. A 2010, 527, 1962–1969. [Google Scholar] [CrossRef]
- Liu, F.C.; Nelson, T.W. In-Situ Grain Structure and Texture Evolution during Friction Stir Welding of Austenite Stainless Steel. Mater. Design. 2017, 115, 467–478. [Google Scholar] [CrossRef]
- Liu, X.C.; Sun, Y.F.; Nagira, T.; Ushioda, K.; Fujii, H. Evaluation of Dynamic Development of Grain Structure during Friction Stir Welding of Pure Copper Using a Quasi in Situ Method. J. Mater. Sci. Technol. 2019, 35, 1412–1421. [Google Scholar] [CrossRef]
- Mahto, R.P.; Rout, M.; Pal, S.K. Mechanism of Microstructure Evolution and Grain Growth in Friction Stir Welding of AA6061-T6 and AISI304 in Air and Water Media. Mater. Chem. Phys. 2021, 273, 125081. [Google Scholar] [CrossRef]
- Chen, J.; Li, Z.; Han, J.; Peng, L.; Fujii, H.; Wu, Y.; Cheng, H. Investigation on Microstructure Evolution of Mg-Gd-Zn-Zr Alloys during Friction Stir Processing by Liquid CO2 Cooling Assisted Stop Action. Mater. Sci. Eng. A 2023, 876, 145140. [Google Scholar] [CrossRef]
- Liu, X.C.; Sun, Y.F.; Fujii, H. Clarification of Microstructure Evolution of Aluminum during Friction Stir Welding Using Liquid CO2 Rapid Cooling. Mater. Design. 2017, 129, 151–163. [Google Scholar] [CrossRef]
- Liu, X.C.; Sun, Y.F.; Nagira, T.; Fujii, H. Investigation of Temperature Dependent Microstructure Evolution of Pure Iron during Friction Stir Welding Using Liquid CO2 Rapid Cooling. Mater. Character. 2018, 137, 24–38. [Google Scholar] [CrossRef]
- Imam, M.; Sun, Y.; Fujii, H.; Ma, N.; Tsutsumi, S.; Ahmed, S.; Chintapenta, V.; Murakawa, H. Deformation Characteristics and Microstructural Evolution in Friction Stir Welding of Thick 5083 Aluminum Alloy. Int. J. Adv. Manuf. Technol. 2018, 99, 663–681. [Google Scholar] [CrossRef]
- Liu, X.C.; Sun, Y.F.; Nagira, T.; Ushioda, K.; Fujii, H. Microstructure Evolution of Cu–30Zn during Friction Stir Welding. J. Mater. Sci. 2018, 53, 10423–10441. [Google Scholar] [CrossRef]
- Xu, N.; Chen, L.; Feng, R.N.; Song, Q.N.; Bao, Y.F. Recrystallization of Cu-30Zn Brass during Friction Stir Welding. J. Mater. Res. Technol. 2020, 9, 3746–3758. [Google Scholar] [CrossRef]
- Nagira, T.; Liu, X.; Ushioda, K.; Fujii, H. Microstructural Evolutions of 2N Grade Pure Al and 4N Grade High-Purity Al during Friction Stir Welding. Materials 2021, 14, 3606. [Google Scholar] [CrossRef]
- Liu, X.; Sun, Y.; Nagira, T.; Ushioda, K.; Fujii, H. Effect of Stacking Fault Energy on the Grain Structure Evolution of FCC Metals during Friction Stir Welding. Acta Metall. Sin. 2020, 33, 1001–1012. [Google Scholar] [CrossRef]
- Xu, N.; Ueji, R.; Fujii, H. Dynamic and Static Change of Grain Size and Texture of Copper during Friction Stir Welding. J. Mater. Proc. Technol. 2016, 232, 90–99. [Google Scholar] [CrossRef]
- Liu, X.C.; Wu, C.S. Elimination of Tunnel Defect in Ultrasonic Vibration Enhanced Friction Stir Welding. Mater. Design. 2016, 90, 350–358. [Google Scholar] [CrossRef]
- Zhang, Z.; Xiao, B.L.; Wang, D.; Ma, Z.Y. Effect of Alclad Layer on Material Flow and Defect Formation in Friction-Stir-Welded 2024 Aluminum Alloy. Metall. Mater. Trans. A. 2011, 42, 1717–1726. [Google Scholar] [CrossRef]
- Liu, X.C.; Sun, Y.F.; Nagira, T.; Ushioda, K.; Fujii, H. Experimental Evaluation of Strain and Strain Rate during Rapid Cooling Friction Stir Welding of Pure Copper. Sci. Technol. Weld. Join. 2019, 24, 352–359. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, X.; Wei, X. Evolution of Grain Structure and Texture for 6082-T6 Aluminum Alloy during Friction Stir Welding. J. Wuhan Univ. Technol. 2019, 34, 397–403. [Google Scholar] [CrossRef]
- Da Silva, A.A.M.; Arruti, E.; Janeiro, G.; Aldanondo, E.; Alvarez, P.; Echeverria, A. Material Flow and Mechanical Behaviour of Dissimilar AA2024-T3 and AA7075-T6 Aluminium Alloys Friction Stir Welds. Mater. Design. 2011, 32, 2021–2027. [Google Scholar] [CrossRef]
- Imam, M.; Sun, Y.; Fujii, H.; Ma, N.; Tsutsumi, S.; Murakawa, H. Microstructural Characteristics and Mechanical Properties of Friction Stir Welded Thick 5083 Aluminum Alloy. Metall. Mater. Trans. A. 2017, 48, 208–229. [Google Scholar] [CrossRef]
- Alvarez, P.; Janeiro, G.; da Silva, A.A.M.; Aldanondo, E.; Echeverria, A. Material Flow and Mixing Patterns during Dissimilar FSW. Sci. Technol. Weld. Join. 2010, 15, 648–653. [Google Scholar] [CrossRef]
- Zeng, X.H.; Xue, P.; Wang, D.; Ni, D.R.; Xiao, B.L.; Wang, K.S.; Ma, Z.Y. Material Flow and Void Defect Formation in Friction Stir Welding of Aluminium alloys. Sci. Technol. Weld. Join. 2018, 23, 677–686. [Google Scholar] [CrossRef]
- Raturi, M.; Bhattacharya, A. Microstructure and Texture Correlation of Secondary Heating Assisted Dissimilar Friction Stir Welds of Aluminum Alloys. Mater. Sci. Eng. A 2021, 825, 141891. [Google Scholar] [CrossRef]
- Gera, D.; Fu, B.; Suhuddin, U.F.H.R.; Plaine, A.; Alcantara, N.; dos Santos, J.F.; Klusemann, B. Microstructure, Mechanical and Functional Properties of Refill Friction Stir Spot Welds on Multilayered Aluminum Foils for Battery Application. J. Mater. Res. Technol. 2021, 13, 2272–2286. [Google Scholar] [CrossRef]
- Li, G.; Zhou, L.; Luo, L.; Wu, X.-M.; Guo, N. Material Flow Behavior and Microstructural Evolution during Refill Friction Stir Spot Welding of Alclad 2A12-T4 Aluminum Alloy. Int. J. Miner. Metall. Mater. 2021, 28, 131–141. [Google Scholar] [CrossRef]
- Yamamoto, H.; Imagawa, Y.; Ito, K.; Chen, K.; Zhang, L. Alloying a Topmost Steel-Plate Layer with WC-Tool Constituent Elements during Friction Stir Processing. J. Manuf. Proc. 2021, 69, 311–319. [Google Scholar] [CrossRef]
- Humphreys, F.J. Quantitative Metallography by Electron Backscatter Diffraction. J. Micros. 1999, 195, 170–185. [Google Scholar] [CrossRef]
- Mishin, V.; Shishov, I.; Kalinenko, A.; Vysotskii, I.; Zuiko, I.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Numerical Simulation of the Thermo-Mechanical Behavior of 6061 Aluminum Alloy during Friction-Stir Welding. J. Manuf. Mater. Process. 2022, 6, 68. [Google Scholar] [CrossRef]
- Fonda, R.W.; Knipling, K.E. Texture Development in Friction Stir Welds. Sci. Technol. Weld. Join. 2011, 16, 288–294. [Google Scholar] [CrossRef]
- Hou, W.; Ding, Y.; Huang, G.; Huda, N.; Ahmad Shah, L.H.; Piao, Z.; Shen, Y.; Shen, Z.; Gerlich, A. The Role of Pin Eccentricity in Friction Stir Welding of Al-Mg-Si Alloy Sheets: Microstructural Evolution and Mechanical Properties. Int. J. Adv. Manuf. Technol. 2022, 121, 7661–7675. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalinenko, A.; Dolzhenko, P.; Malopheyev, S.; Shishov, I.; Mishin, V.; Mironov, S.; Kaibyshev, R. Microstructural Evolution and Material Flow during Friction Stir Welding of 6013 Aluminum Alloy Studied by the Stop-Action Technique. Metals 2023, 13, 1342. https://doi.org/10.3390/met13081342
Kalinenko A, Dolzhenko P, Malopheyev S, Shishov I, Mishin V, Mironov S, Kaibyshev R. Microstructural Evolution and Material Flow during Friction Stir Welding of 6013 Aluminum Alloy Studied by the Stop-Action Technique. Metals. 2023; 13(8):1342. https://doi.org/10.3390/met13081342
Chicago/Turabian StyleKalinenko, Alexander, Pavel Dolzhenko, Sergey Malopheyev, Ivan Shishov, Vasiliy Mishin, Sergey Mironov, and Rustam Kaibyshev. 2023. "Microstructural Evolution and Material Flow during Friction Stir Welding of 6013 Aluminum Alloy Studied by the Stop-Action Technique" Metals 13, no. 8: 1342. https://doi.org/10.3390/met13081342
APA StyleKalinenko, A., Dolzhenko, P., Malopheyev, S., Shishov, I., Mishin, V., Mironov, S., & Kaibyshev, R. (2023). Microstructural Evolution and Material Flow during Friction Stir Welding of 6013 Aluminum Alloy Studied by the Stop-Action Technique. Metals, 13(8), 1342. https://doi.org/10.3390/met13081342