Abstract
In this study, Ti-48Al-3Nb-1.5Ta powders were manufactured from cast bars by the supreme-speed plasma rotating electrode process (SS-PREP) and used to prepare hot isostatically pressed (HIPed) material at 1050–1260 °C with 150 MPa for 4 h. The phase, microstructure and mechanical performance were analyzed by XRD, SEM, electrical universal material testing machine and other methods. The results revealed that the phase constitution changed from γ phase to α2 phase and then to γ phase with the material changing from as-cast to powders and then to as-HIPed. Compared with the as-cast material, the grain size and element segregation were significantly reduced for both powders and as-HIPed. When the hot isostatic pressing (HIP) temperature was low, the genetic characteristics of the powder microstructure were evident. With the HIP temperature increasing, the homogeneity of the composition and microstructure increased, and the prior particle boundaries (PPBs) gradually disappeared. The elastic moduli of powder and as-HIPed were superior to those of as-cast, which increased with the HIP temperature increasing. The hardness of as-HIPed was lower than that of the powder. The compressive strength, compressive strain, bending strength, and tensile strength of as-HIPed were higher than those of as-cast. With an increase in the HIP temperature, the compressive strength decreased gradually, and the compressive strain first decreased and then increased.
1. Introduction
TiAl is a promising material for high-temperature applications due to its excellent properties of low density and high strength (the density is only half that of nickel-based alloys). As the best candidate material for weight reduction and efficiency [1,2], γ-TiAl is considered to be a substitute for nickel-based superalloys in the range of 800~900 °C. Blades, turbine disks, valves, and other crucial heated end components of aeroengines have been manufactured using TiAl alloy. Particularly, the GEnx engines’ low-pressure turbine blades have successfully used the Ti-48Al-2Cr-2Nb (at.%) alloy, resulting in a considerable reduction in the engine weight [3]. However, the service temperature of commercial TiAl alloys such as Ti4822 is only about 650 °C and the deficiency of mechanical performance at high temperature restricts the application of TiAl alloys.
Alloying is a common method to improve the comprehensive mechanical properties of TiAl alloy. Cr, Mn, V, Mo, Ta, Nb, B, Y, C and W are usually added to TiAl alloys [1], which can improve the performance of TiAl alloys through solid solution strengthening and second phase strengthening. The high temperature strength, creep resistance and oxidation resistance can be improved by adding appropriate Nb and Ta to the TiAl alloy [1], which is expected to further improve the service temperature of the TiAl alloy. However, Nb and Ta tend to segregate in the alloy, and it is difficult to eliminate segregation, especially for Ta, which is difficult to diffuse as it is a rather heavy element [4].
The constitution segregation can be improved by powder metallurgy techniques like HIP, and HIPed TiAl alloys also have remarkable benefits such as fine grain and isotropy [2,5,6,7]. Research on HIPed TiAl alloys has been carried out by IMR, GKSS, Rolls-Royce and Birmingham University, and TiAl auto engine connecting rods, TiAl rotating symmetric thin-wall structure parts and high pressure compressor casings have been prepared through the HIP process [2,8,9,10,11].
According to earlier studies [12], casting Ti-48Al-3Nb-1Ta can achieve a fine lamella structure by microstructure adjustment, which results in outstanding mechanical properties. The performance at high temperatures is anticipated to be further improved by appropriately increasing the Ta concentration. With HIP’s benefits, it is hoped to achieve a finer lamella structure and weaken the composition segregation, improving the overall mechanical performance of TiAl alloy.
Metal powder is the prerequisite for high-quality HIP alloys. There are many kinds of metal powder preparation processes, among which the metal powders prepared by the SS-PREP® have many advantages, such as high sphericity, outstanding flow ability, less hollow powder and oxygen increment, and the properties of powder metallurgy (P/M) parts will be ensured [1].
Although previous studies have been conducted on HIPed TiAl alloys and cast TiAl alloys with Nb and Ta additions [13,14], there is no relevant study on the evolution behavior of the rapidly solidified microstructure, which is achieved by the SS-PRE process from cast bars of a Ti-48Al-3Nb-1.5Ta alloy during HIP processes.
In this study, the microstructure evolution and properties of Ti-48Al-3Nb-1.5Ta from as-cast to powders and then to as-HIPed are investigated and clarified, providing valuable guidance for the application of TiAl alloy at higher temperatures.
2. Materials and Methods
In this study, Ti-48Al-3Nb-1.5Ta in different states, including as-cast, powders and as-HIPed, were investigated. The cast Ti-48Al-3Nb-1.5Ta was prepared by vacuum arc remelting three times, and it was also the raw material for preparing powders using SS-PREP® in Sino-Euro Materials Technologies of Xi’an Co., Ltd. (Sino-Euro, Xi’an, China) after being machined into bars. The powders were mostly perfect spherical in shape, as shown in Figure 1a. The particle distribution was determined by a laser particle analyzer (Bettersize BT-9300, Better, Dandong, China) according to ASTM B822-17, as shown in Figure 1b. Other details about Ti-48Al-3Nb-1.5Ta powders can be found in the previous study [15]. The prealloyed powders with the size of 45–250 μm were poured into 45# steel capsules and degassed at 673 K for 4 h to remove air, and then the stem on the top of the capsule was welded when the vacuum of the capsule reached Pa. Finally, the sealed capsules were put into the HIP furnace. The capsules were heated to the specified temperatures, as shown in Figure 2, at a heating rate of 4 °C/min and pressurized up to 150 MPa for 4 h, followed by cooling at 5 °C/min to room temperature. The temperature and pressure were elevated at the same time. The HIPed billets with different temperatures were denoted as 1#–5#, as shown in Table 1.
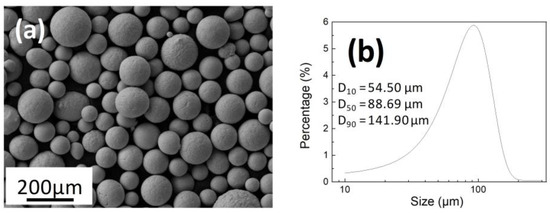
Figure 1.
The typical morphology (a) and the particle distribution (b) of SS-PREP® Ti-48Al-3Nb-1.5Ta powders with the range of 45–250 μm.
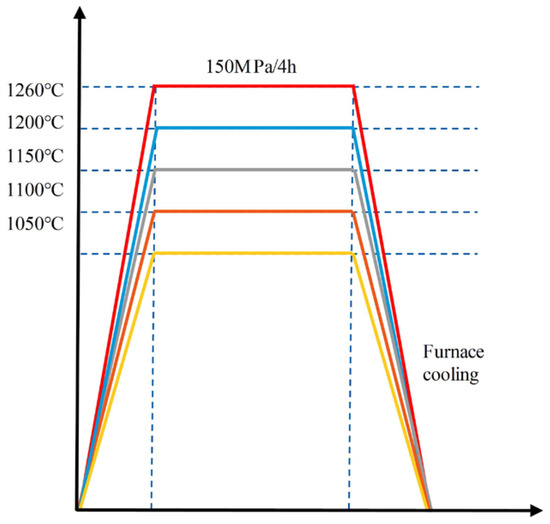
Figure 2.
HIP processes.

Table 1.
Numbers of HIP billets with different temperatures.
The HIP process mainly includes three stages: initial compaction of powder particles, plastic creep deformation and diffusion bonding. The process of filling the powders into capsules is accompanied by vibration. The relative density of the powders is about 66%, and there are still many gaps between the particles. Due to the shielding effect of the capsule on the pressure, the thermal expansion effect of compaction is more obvious in the early stage, resulting in a small decrease in the relative density. With the increase in temperature and pressure, the compaction enters the rapid densification stage, when the powders translate and rotate, and the lap holes collapse rapidly. At this time, there is no large plastic deformation of particles, and the contact among particles is still mainly point contact, as illustrated in Figure 3. The rearrangement and viscoplastic deformation of powders is the main mechanism of rapid densification. During the stages of heat preservation and pressure preservation, viscoplastic deformation, such as diffusion and creep, is the main densification mechanism. In addition, since the shear stress of the powders exceeds the yield strength, plastic deformation will occur in the sliding mode, so obvious twinned plastic deformation occurs within the grains. During the sliding process, some powders are squeezed into adjacent pores, which reduces the porosity and increases the relative density. Therefore, plastic deformation of the powders is also one of the main mechanisms of densification. The remaining tiny pores are isolated from each other, dispersed among particles, and spheroidized under the effect of surface tension. At this time, the powder plastic flow no longer plays a role. Instead, the dislocation creep, volume diffusion, and grain diffusion are activated, slow diffusion and creep of atoms and holes occur, and atoms in the powders slowly enter the residual micropores [16]. The viscoplastic rheological effect still occurs with the unloading stage, but the significant thermal strain becomes the main factor of densification in the later stage [17].
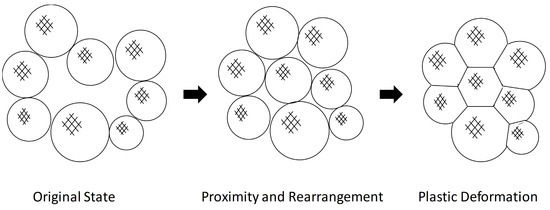
Figure 3.
Schematic diagram of powder densification process by HIP.
The as-cast test specimens were cut from the cast bars and the as-HIPed test specimens were cut from the HIPed billets after the capsules were removed. For SEM microstructure analysis, the powders were sieved into 15–45, 45–106, and 106–250 μm. The same range for the powders used for HIP, 45–250 μm, was employed for other analyses. The densities of as-cast and as-HIPed samples with a size of 10 10 10 mm prepared by wire cutting, were determined by an electronic hydrometer (DH-300, DahoMeter, Shenzhen, China) through Archimedean principle and the results were obtained as arithmetic mean values from three test-sample measurements. The phase transition temperature was measured with a φ4 3.5 mm sample by differential scanning calorimetry (DSC, NETZSCH DSC 214, NETZSCH, Selb, Germany) with a heating rate of 10 °C/min from room temperature to 1500 °C. The phase constituent of the 10 10 10 mm samples was analyzed by X-ray diffraction (XRD, Bruker D8 DISCOVER A25, Bruker, Billerica, MA, USA) with Co Kα radiation and 2.5°/min from 20° to 90° at room temperature. The microstructures and the element distribution were analyzed by scanning electron microscopy (SEM, ZEISS Sigma 300, Oberkochen, Germany) equipped with energy dispersive X-ray spectrometry (EDX, ZEISS Sigma 300, Oberkochen, Germany) and transmission electron microscopy (TEM, FEI Talos F200X TEM, Hillsboro, OR, USA). The crystallographic feature was further analyzed by electron backscattered diffraction (EBSD, ZEISS Sigma 300, Oberkochen, Germany). The 10 10 10 mm cubic samples of as-cast and as-HIPed and powders, mounted into epoxy resin, mechanically polished with SiC abrasive papers and polishing cloth, and finally polished by a vibratory Polisher, were used for SEM and EBSD analysis. The specimens for TEM were first cut into a 10 10 0.4 mm slice, then polished to 0.05 mm thickness with SiC abrasive papers manually and were finally obtained by ion milling. Hardness and elastic modulus were analyzed by a nanomechanical testing system (Hysitron TI-950, Bruker, Billerica, MA, USA) with 10 mN force and results were obtained as arithmetic mean values from ten test point measurements approximately evenly distributed along a straight line of one 10 10 10 mm sample with the same preparation method with EBSD. The compression test samples with the size of φ5 20 mm, the bending test samples with the size of 50 8 2.5 mm and the tensile samples with a diameter of 3 mm and a gauge length of 15 mm were used to determine the mechanical performance by the microcomputer control electron universal testing machine (CMT5105, Sansi Yongheng, Ningbo, China) according to GB/T 7314-2017 (Chinese Standard), YB/T 5349-2014 (Chinese Ferrous Metallurgy Industry Standard) and GB/T 228.1-2021 (Chinese Standard), respectively. The mechanical performances were obtained as arithmetic mean values from two test samples measurements for each item.
3. Results and Discussion
3.1. Density
The density is one of the most important properties that directly determines the performance of HIPed parts. The densities of the as-cast and as-HIPed samples with different HIP temperatures were measured as shown in Figure 4. The densities of as-HIPed parts increased with increasing HIP temperatures due to the diffusion coefficient of the elements increasing and material transportation accelerating [18], and were higher than those of as-cast and the increasing rate became mild when the HIP temperature reached 1100 °C. The density ratio of the as-cast to the 5# HIPed billet was 97.95% and this means there were more voids and defects in the cast material which may cause material failure after crack initiation under service.
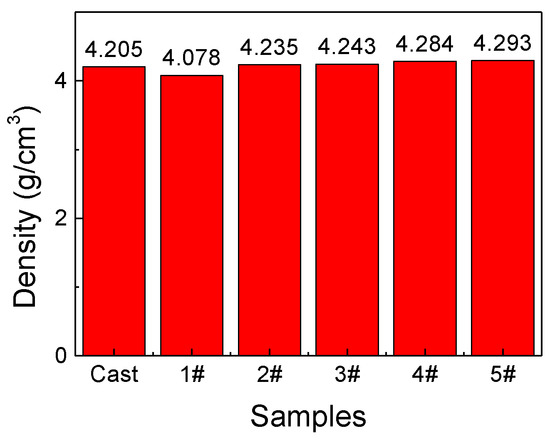
Figure 4.
Densities of as-cast and as-HIPed.
3.2. Phase Identification
Since the transformation temperature has a great influence on the microstructure evolution, the phase-transition temperature was analyzed as shown in Figure 5, which showed that Tγ→α+γ was 1247.6 °C, Tα+γ→α was 1342.6 °C and Tm was 1419.1 °C, according to the TiAl binary phase diagram.
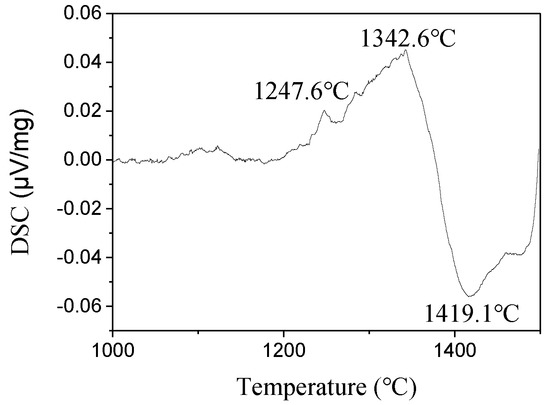
Figure 5.
Simultaneous thermal analysis of HIPed Ti-48Al-3Nb-1.5Ta.
To investigate the difference in the phase constitution in different states, EBSD and XRD were conducted on as-cast, powders and as-HIPed Ti-48Al-3Nb-1.5Ta. The results are shown in Figure 6 and Figure 7. The as-cast sample mainly consisted of γ phase, the powders mainly consisted of α2 phase, due to the rapid cooling rate, and γ phase was dominant after HIP.
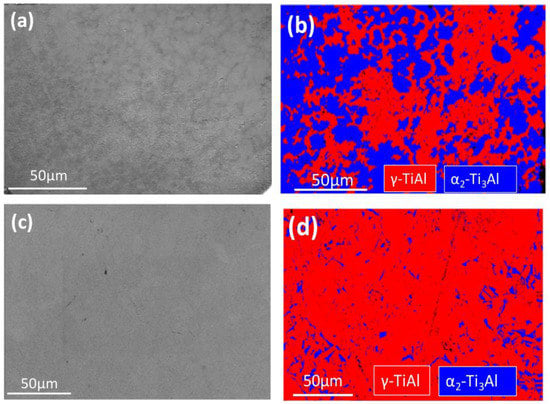
Figure 6.
Original images and phase constitution of Ti-48Al-3Nb-1.5Ta: (a,b) powder; (c,d) 5# HIPed billet.
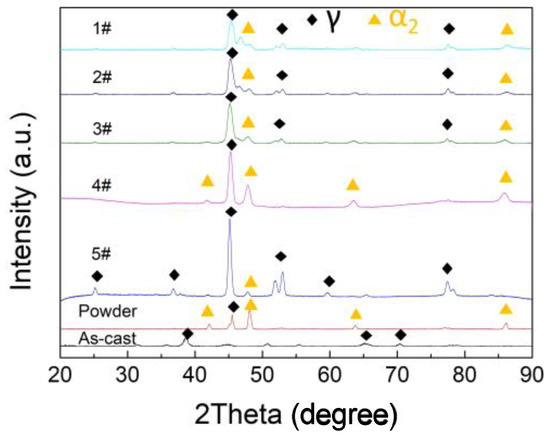
Figure 7.
XRD patterns of as-cast, powders and as-HIPed.
The rapid solidification of droplets is a non-equilibrium process in SS-PREP, and the diffusion is insufficient or even prevented. The phase transition of α → α2 + γ is incomplete, so the volume fraction of α2 in powders is higher, which is more obvious in fine particles because of the higher cooling rate [19]. Note that it is just a non-equilibrium state without a change of composition.
During the HIP process, with the increase in temperature, the metastable α2 phase in the prealloyed powders will transform into γ phase when the temperature reaches the phase transition point [20,21]. This transformation is first the crystal structure change of HCP → FCC, changing the stacking order of the local (0001) plane in the HCP matrix by decomposing the perfect dislocation in the HCP matrix into stacking fault . Then, atomic diffusion changes the chemical composition, which leads to the ordering transformation of the FCC structure into the L10 structure [22]. During the HIP process in the α2+γ two-phase region, as the “atomic volume” of γ-phase is smaller than that of α2 phase, the excess production of γ-phase is promoted under isostatic pressure, resulting in the abnormal increase in the volume fraction of γ-phase [23], which is exactly the opposite of the transformation during manufacturing powders. With the increase in HIP temperatures, the α2 phase content decreased gradually, while the γ phase content increased gradually as the number of γ peaks and the intensity of the main γ peaks both increased in XRD patterns, which is consistent with the DSC analysis result of the powders in the previous study [15]. Namely, there is a long endothermic trend below 1261 °C for Ti-48Al-3Nb-1.5Ta powders, which is the process by which the non-equilibrium α2 phase transforms into equilibrium γ phase. With the increase in temperature, the transformation amount of α2 → γ gradually increases until the state of equilibrium [9]. Additionally, the γ summit around 37° of 5# shifted to the left compared with as-cast, which is mainly caused by the slight expansion of the lattice structure [24]. Given that Ta has a larger atomic radius compared to Al, Ta atoms replace Al atoms in the lattice under conditions of enhanced diffusion at high temperatures during the HIP process, resulting in XRD peak shifting toward lower angles, while Ta is characterized by segregation in the as-cast material.
The TEM bright-field (BF) image and the selected area diffraction pattern (SADP) of the 5# HIPed billet are shown in Figure 8, demonstrating that it was composed of γ phase and α2 phase, with a few dislocations in the γ phase, particularly close to the interface of the two phases, which is consistent with Yang’s research [25]. In the initial thermal deformation stage, the dislocation movement is the main deformation mechanism, as investigated in previous studies [26,27]. As depicted in Figure 8a, numerous dislocations quickly propagated throughout the γ grain and accumulated there. While some dislocations migrate to the grain boundaries and vanish, others become jammed and entangled, obstructing further migration [28].
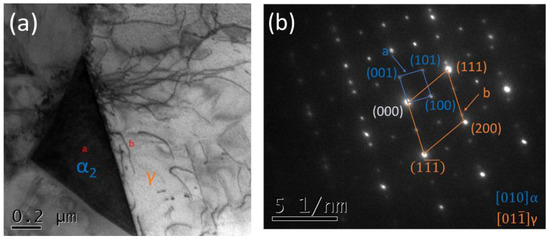
Figure 8.
TEM of 5# HIPed billet: (a) BF image; (b) SADP of the area highlighted in image (a).
3.3. Microstructural Evolution
To investigate the microstructure evolution, the microstructures of Ti-48Al-3Nb-1.5Ta as-cast, powders and as-HIPed were analyzed, as shown in Figure 9, Figure 10 and Figure 11. The microstructure of the as-cast is a typical dendrite structure. The microstructures of the SS-PREP® powders are directly related to the size of the droplets when they fly out of the melting pool at the end of the bar by centrifugal force during SS-PREP. With the increase in the droplet size, the specific surface region decreases, the cooling rate slows down, and the microstructure gradually changes from a featureless smooth structure to a dendritic and cellular dendritic morphology. The grain size was refined and the segregation was weakened significantly from the as-cast to powders, as we could see the particle sizes of the powders were even much smaller than a dendrite of as-cast. The microstructures of as-HIPed with different temperatures were characterized mainly as near-gamma and locally duplex, for HIP temperatures in this study located in the γ single-phase region and near Tγ→α+γ, according to the phase diagram in Figure 5.
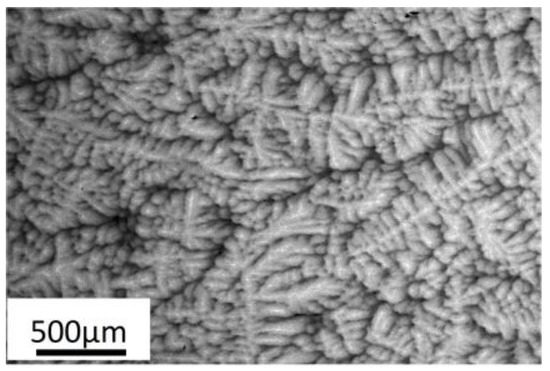
Figure 9.
The microstructure of as-cast Ti-48Al-3Nb-1.5Ta.
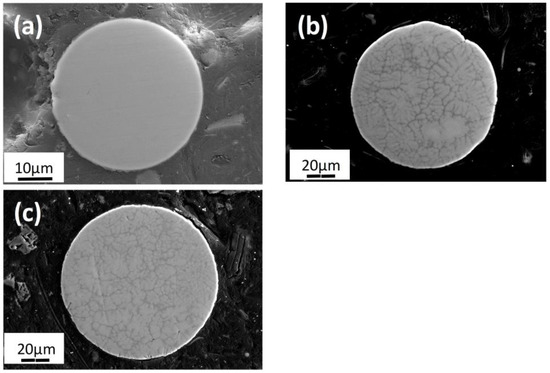
Figure 10.
The microstructures of powders: (a) 15–45 μm, (b) 45–106 μm, (c) 106–250 μm.
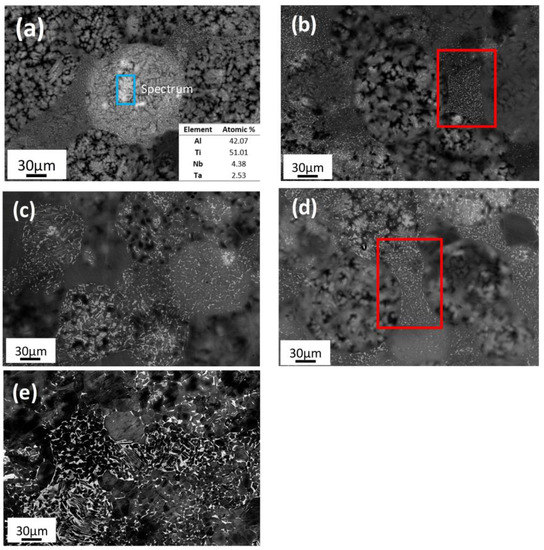
Figure 11.
The microstructures of as-HIPed materials: (a) 1#, (b) 2#, (c) 3#, (d) 4#, (e) 5#. The red box regions show that the smaller particles will bear higher interparticle contact stress and generate larger plastic deformation.
During the HIP process, Ti-48Al-3Nb-1.5Ta powders soften at high temperatures with an increase in the temperature in the furnace, and the strength of the powders decreases gradually, contributing to serious deformation of the powders [29]. When the pressure is higher than the yield stress of the powders, plastic deformation occurs and the particle gaps are gradually filled. The plastic deformation is not uniform. When particles with different sizes contact each other, smaller particles will bear higher interparticle contact stress and generate larger plastic deformation, while larger particles will generate relatively smaller plastic deformation [30], as shown in the marked regions in Figure 11. For Ti-48Al-3Nb-1.5Ta powders with dendrite structures, plastic deformation begins in the Al-rich γ phase region between the dendrites. During deformation, unit dislocation, super-dislocation and super-dislocation are activated, where high density dislocations tangle and deformation twins appear. When the plastic deformation exceeds the recrystallization threshold value, the free energy stored by the high density defects causes dynamic recrystallization in the deformation region, refining the equiaxed grain size and greatly reducing the dislocation density, while dislocations and twins will be retained to the final structure and the grain is irregular and coarser in the region without dynamic recrystallization [31]. In the 1# HIPed billet (Figure 11a), the cellular dendrite structures of the original particles embedded in the near-spherical structure were observed. The microstructure of the different original particles was independent, and the boundary was sharp. The initial lamellar structure originates from the Al-poor dendrite stem, as shown in the spectrum, and Nb and Ta are rich in the initial lamellar structure because Nb and Ta are rich in the dendritic stem. The deformation of particles can promote dynamic recrystallization and generate equiaxed grains around PPBs [32]. Based on the size of the near-spherical structure and the absence of the equiaxed grain around the near-spherical structure boundaries, it indicated that these near-spherical structures originated from the undeformed Ti-48Al-3Nb-1.5Ta powders and the microstructure heredity of Ti-48Al-3Nb-1.5Ta powders was evident. Guo and Cai found a similar heterogeneous microstructure in Ti55 and TA15 by HIP, which are near-α titanium alloys [29,33]. The oxide layer on the surface of the prealloyed powders protects the powders from deformation during the HIP process.
Before plastic deformation, particles collide with each other or wedge against each other, and large plastic strain and lattice distortion only occur in the local region of the particle boundary, forming a large strain band at the boundary. Due to the accumulation of large strain energy, dynamic recovery and recrystallization occur in the large strain zone of the boundary during the preservation of heat and pressure, and many equiaxed α phases are formed, which aggregate into a spatial network at the boundary, namely PPB. Although there was a degassing process for removing foreign gas absorbed on the surface of particles with the process of Pa and 400 °C for 4 h before HIP, TiO2 and Al2O3 oxide layers were still difficult to remove and remained on the surface of the powders. The oxide layers on the surface of the powders affect the diffusion of elements and the metallurgical bonding between particles and hinder the growth of grains. Due to its poor plasticity, it cannot be coordinated with the deformation of the matrix during deforming, resulting in dislocation accumulation and stress concentration, forming cracks and holes at the interface between the PPB and the matrix, eventually weakening the binding force of the particle boundary, becoming the main crack source and propagation channel, and giving poor performance [16].
Although the PPBs could still be seen in the 2# HIPed billet (Figure 11b), element migration and microstructure transformation had taken place among the different grains, and the associated microstructures had been generated. With the increase in the HIP temperature, the element diffusion was more efficient, segregation was weakened, the homogeneity of the microstructure was improved, and the PPBs gradually disappeared because of the reduction in element migration activation energy and yield strength of the powders [34].
There is a local coarsening phenomenon after HIP at 1150 °C, although the overall microstructure is fine. The local coarsening region is randomly distributed, and the size is similar to that of coarse prealloyed powders. When the temperature rises to 1260 °C, these local coarsening regions transform into a lamellar structure. There may be two reasons for local coarsening after HIP. On the one hand, different cooling rates lead to different phase constitutions of the prealloyed powders with different sizes, and α phase transforms into γm phase (massive γ phase) in coarse powders due to a relatively low cooling rate [35]. During the subsequent densification process, the specific strain of γm phase is generated due to lattice distortion, which provides a driving force for subsequent grain growth and full lamination [36]. On the other hand, segregation during solidification leads to the reduction in or disappearance of the α phase in local regions, resulting in γ-phase coarsening without the pinning effect of the α phase during subsequent densification [37].
To analyze the crystallographic characteristics, the EBSD analysis of as-cast and as-HIPed materials was performed. The pole figures (PFs) are shown in Figure 12, indicating that all orientations were evenly distributed. It can be seen from the color distribution that random crystal orientation is an inherent characteristic of HIPed materials, independent of the HIP temperature. The filled powders experienced isotropic pressure and heat during the HIP process, which resulted in no preferential crystal orientation [29].
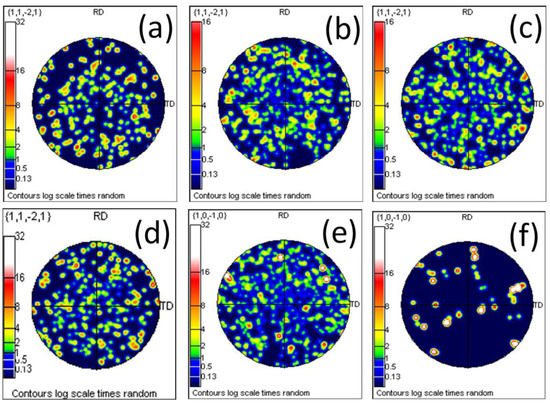
Figure 12.
PF maps of as-HIPed and as-cast materials: (a) 1#; (b) 2#; (c) 3#; (d) 4#; (e) 5#; (f) as-cast.
The average grain sizes of as-cast and as-HIPed, analyzed by EBSD, are shown in Figure 13 and Figure 14. As expected, with the increase in the HIP temperature, the average grain size increased gradually, which is consistent with Cai’s research [32]. However, the grain sizes of all HIP temperatures were much smaller than those of as-cast (Figure 13f). Twins exist in as-HIPed samples with different temperatures, as we can see from Figure 15 and Figure 16, because dynamic recrystallization under high temperature and stress results in stacking faults [38], and the extrinsic stacking faults act as sites for twin nucleation. At the same time, Ta can reduce the stacking fault energy by replacing Al at the interface, contributing to the appearance of twin boundaries [39]. The γ lamellae present a 180° true-twin relationship with the γ matrix, according to the SADP.
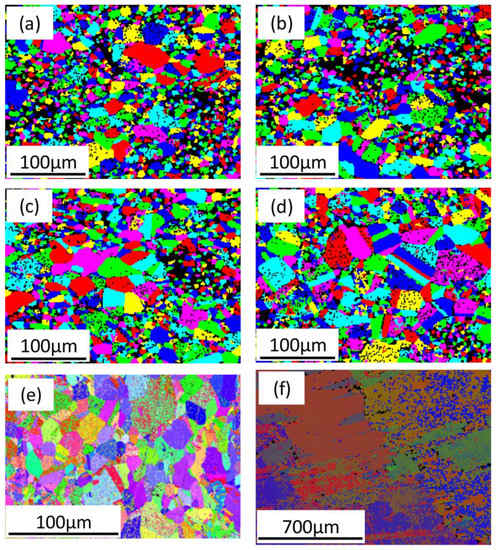
Figure 13.
EBSD analysis of as-HIPed and as-cast materials: (a) 1#; (b) 2#; (c) 3#; (d) 4#; (e) 5#; (f) as-cast.
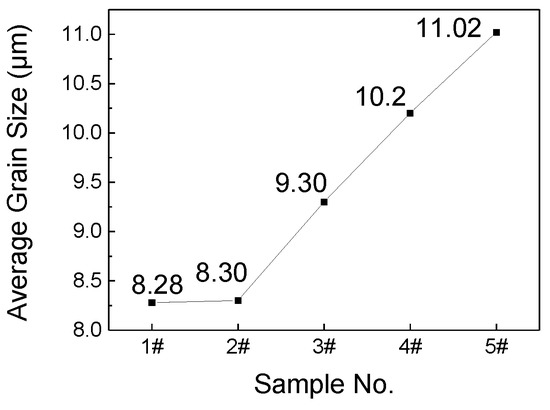
Figure 14.
Average grain sizes of HIP billets with different temperatures.
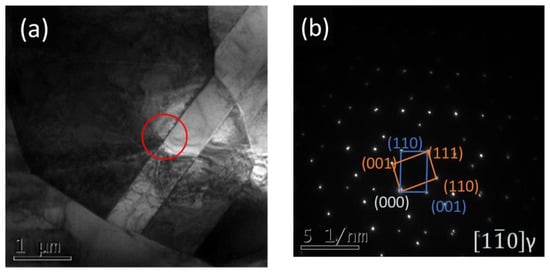
Figure 15.
The twin crystal in 5# HIPed billet: (a) TEM BF image; (b) SADP of the area highlighted with a red circle in image (a).
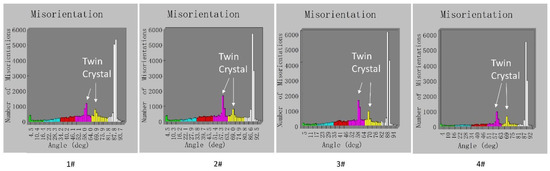
Figure 16.
Examination of the grain boundaries in 1# to 4# HIPed billets.
3.4. Mechanical Properties
In order to analyze the mechanical properties of Ti-48Al-3Nb-1.5Ta from as-cast to powders and then to as-HIPed, nanoindentation analysis was carried out on the samples in different states, as shown in Figure 17, and the compression and bending performance of as-cast and as-HIPed samples were analyzed, as shown in Figure 18 and Figure 19.
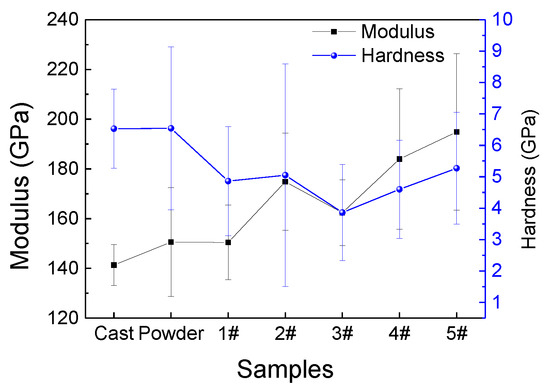
Figure 17.
The modulus and hardness of as-cast, powders and as-HIPed.
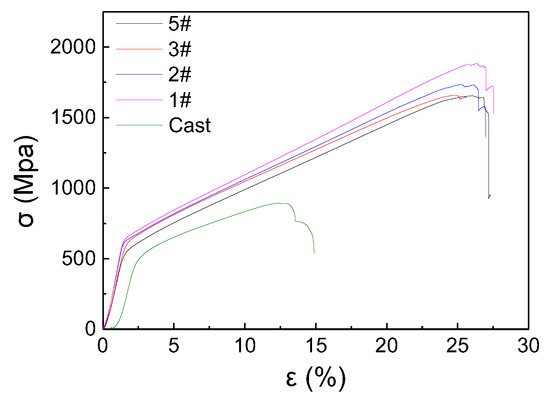
Figure 18.
The compression stress–strain curve of as-cast and as-HIPed.
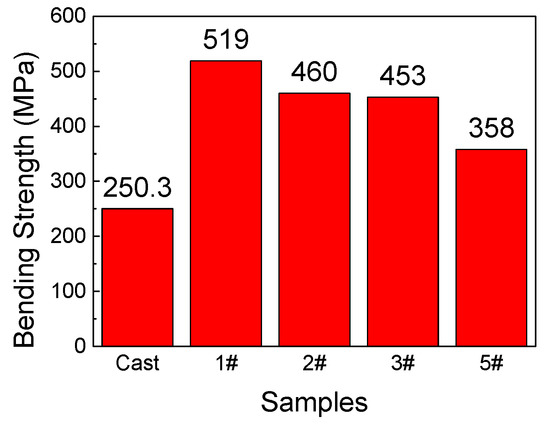
Figure 19.
The bending stress of as-cast and as-HIPed.
The elastic modulus reflects the interaction force between atoms, which depends on the types of atoms and lattices [40] mainly affected by the chemical composition. The elastic moduli of the powders and as-HIPed were larger than those of the as-cast, which was mainly due to the serious constituent segregation in the cast alloy. The elastic modulus of the 1# HIPed billet was almost consistent with the powder, indicating that the composition uniformity was close, because the element diffusion was weak when HIP at a lower temperature. With the increasing HIP temperature, the elastic modulus increased, on the whole, which was mainly related to the increase in the constituent homogenization.
The hardness of as-HIPed was lower than that of the powder. It can be seen from the above that α2 phase transforms into γ phase during the HIP process, and the hardness of γ phase is lower than that of α2 phase [41]. The lamellar structure began to appear in local regions as the HIP temperature increased to 1150 °C, as shown in Figure 11c. In the lamellar structure, the lamellar α2 phase reduces the interstitial atom concentration in γ phase, resulting in the weakened ability of P-N stress pinning dislocations, and the enhanced deformation ability of γ phase, reducing the hardness of the microstructure, so the hardness decreases after the lamellar structure appears [42]. With an increase in the HIP temperature, the densification increases, which is helpful for increasing hardness. Hardness first decreases and then increases with the increase in HIP temperature under comprehensive effects.
The compressive strength, compressive strain and bending strength of as-HIPed materials were higher than those of as-cast, as shown in Figure 18 and Figure 19. In addition, the tensile strength of the 4# HIP billet was 444.7 MPa, which was higher than that of as-cast (385.9 MPa). This was mainly because of the poor mechanical properties of the cast alloy due to its coarse structure and severe constitution segregation [42]. Meanwhile, with the increase in the HIP temperature, the compressive strength and bending strength decreased gradually, and the compressive strain first decreased and then increased. On the one hand, it was affected by the grain size. According to the Hall–Petch formula, a smaller grain size means higher strength and better plasticity. The grain size increased with increasing HIP temperature. At the same time, with the HIP temperature increasing, the γ phase ratio increased and the microcracks increased, mainly caused by the phase stress and crystallographic orientation between the α2 and γ phases [43], leading to the decrease in strength. With the increase in HIP temperature and densification, the compressive strain first decreased and then increased under the comprehensive effects. The compression, bending and tensile performance of HIPed billets were obviously superior to the as-cast material and the plasticity was more significant for applications. As-HIPed Ti-48Al-3Nb-1.5Ta is more in line with service requirements, in spite of its lower hardness, compared with as-cast.
4. Conclusions
Ti-48Al-3Nb-1.5Ta powders were manufactured from cast bars by SS-PREP® and used to prepare HIPed materials at different temperatures. The microstructure evolution and characteristics of Ti-48Al-3Nb-1.5Ta from as-cast to powders and then to as-HIPed were investigated and clarified. The main conclusions are as follows:
- (1)
- The phase constitution of Ti-48Al-3Nb-1.5Ta changed from γ phase to α2 phase and then to γ phase with material states from as-cast to powders and then to as-HIPed;
- (2)
- The grain sizes and element segregation of Ti-48Al-3Nb-1.5Ta were significantly reduced for both powders and as-HIPed, compared with as-cast. When the HIP temperature was low, the genetic characteristics of the powder microstructure were evident. With increasing HIP temperature, the homogeneity of composition and microstructure increased and the PPBs gradually disappeared. The initial lamellar structure originates from the dendrite stem during the HIP process, and Nb and Ta are rich in the initial lamellar structure;
- (3)
- The elastic moduli of the powder and as-HIPed materials were superior to those of as-cast, which increased with the increase in HIP temperature. The hardness of the as-HIPed materials was lower than that of the powder. The compressive strength, compressive strain and tensile strength of as-HIPed were higher than those of as-cast. With an increase in the HIP temperature, the compressive strength decreased gradually, and the compressive strain first decreased and then increased.
Author Contributions
Conceptualization, Z.Z. (Zhenbo Zuo), Y.L. and R.H.; methodology, Z.Z. (Zhenbo Zuo), H.Z. and S.L.; formal analysis, Z.Z. (Zhenbo Zuo) and X.Z.; investigation, Z.Z. (Zhen Zhu), H.T., J.L. and Z.G.; resources, A.L., H.Z. and X.Z.; data curation, Z.Z. (Zhenbo Zuo), A.L. and Z.Z. (Zhen Zhu); writing—original draft preparation, Z.Z. (Zhenbo Zuo); writing—review and editing, R.H. and X.L.; supervision, R.H., Y.L. and S.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Key R&D Program of Shaanxi, grant number 2022GY-388, and Xi’an Science and Technology Project, grant number 21XJZZ0077.
Data Availability Statement
All the data generated during this study are included in this article.
Acknowledgments
We would like to thank everyone supplying help.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Appel, H.F.; Paul, J.; Oehring, M. Gamma Titanium Aluminide Alloys: Science and Technology; John Wiley & Sons: Hoboken, NJ, USA, 2011; pp. 465–732. [Google Scholar]
- Yang, R. Advances and challenges of TiAl base alloys. Acta Metall. Sin. 2015, 51, 129–147. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M.J. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549–559. [Google Scholar] [CrossRef]
- Zhang, R.; Liu, P.; Cui, C.; Qu, J.; Zhang, B.; Du, J.; Zhou, Y.; Sun, X. Present Research Situation and Prospect of Hot Working of Cast & Wrought Superalloys for Aero-Engine Turbine Disk in China. Acta Metall. Sin. 2021, 57, 1215–1228. [Google Scholar]
- Li, J.; Song, B.; Nurly, H.; Xue, P.; Wen, S.; Wei, Q.; Shi, Y. Microstructure evolution and a new mechanism of B2 phase on room temperature mechanical properties of Ti-47Al-2Cr-2Nb alloy prepared by hot isostatic pressing. Mater. Charact. 2018, 140, 64–71. [Google Scholar] [CrossRef]
- Yang, C.; Hu, D.; Wu, X.; Huang, A.; Dixon, M. Microstructures and tensile properties of hot isostatic pressed Ti4522XD powders. Mater. Sci. Eng. A 2012, 534, 268–276. [Google Scholar] [CrossRef]
- Li, H.-Z.; Che, Y.-X.; Liang, X.-P.; Tao, H.; Zhang, Q.; Chen, F.-H.; Han, S.; Liu, B. Microstructure and high-temperature mechanical properties of near net shaped Ti−45Al−7Nb−0.3W alloy by hot isostatic pressing process. Trans. Nonferrous Met. Soc. China 2020, 30, 3006–3015. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Design, processing, microstructure, properties, and applications of advanced intermetallic TiAl alloys. Adv. Eng. Mater. 2013, 15, 191–215. [Google Scholar] [CrossRef]
- Li, J.Z. Fundamental Study of Key Technology for TiAl Intermetallic Compound Components Fabricated by Hot Isostatic Pressing. Ph.D. Dissertation, Huazhong University of Science and Technology, Wuhan, China, 2019. [Google Scholar]
- Wu, J.; Xu, L.; Lu, Z.G.; Guo, R.P.; Cui, Y.Y.; Yang, R. Effect of container on the microstructure and properties of powder metallurgy TiAl alloys. Mater. Sci. Forum 2015, 817, 604–609. [Google Scholar] [CrossRef]
- Lasalmonie, A. Intermetallics: Why is it so difficult to introduce them in gas turbine engines? Intermetallics 2006, 14, 1123–1129. [Google Scholar] [CrossRef]
- Zhang, K. Evaluation Mechanism of Solidification Microstructure and Metastable Structure of Ta-Containing Hyperperitectic TiAl Alloys. Ph.D. Dissertation, Northwestern Polytechnic University, Xi’an, China, 2020. [Google Scholar]
- Lapin, J.; Kamyshnykova, K. Effect of Ta and W Additions on Microstructure and Mechanical Properties of Tilt-Cast Ti-45Al-5Nb-2C Alloy. Metals 2021, 11, 2052. [Google Scholar] [CrossRef]
- Huang, X.-M.; Cai, G.-M.; Liu, H.-S. Phase equilibria and transformation in the Ti–Al–Ta system. J. Mater. Sci. 2022, 57, 2163–2179. [Google Scholar] [CrossRef]
- Zuo, Z.; Hu, R.; Luo, X.; Wang, Q.; Li, C.; Zhu, Z.; Lan, J.; Liang, S.; Tang, H.; Zhang, K. Solidification behavior and microstructures characteristics of Ti-48Al-3Nb-1.5Ta powder produced by supreme-speed plasma rotating electrode process. Acta Metall. Sin. 2023, 1–14. [Google Scholar] [CrossRef]
- Xue, P.J. Study on Process Technology of Near Net Shape Hot Isostatic Pressing of Ti6Al4V Powders. Ph.D. Dissertation, Huazhong University of Science and Technology, Wuhan, China, 2014. [Google Scholar]
- Liu, G.C. Metal Powders Densification under Hot Isostatic Pressing: Numerical Simulation and Experiment. Ph.D. Dissertation, Huazhong University of Science and Technology, Wuhan, China, 2011. [Google Scholar]
- Pei, Y.; Qu, X.; Ge, Q.; Wang, T. Evolution of Microstructure and Elements Distribution of Powder Metallurgy Borated Stainless Steel during Hot Isostatic Pressing. Metals 2022, 12, 19. [Google Scholar] [CrossRef]
- Gerling, R.; Clemens, H.; Schimansky, F. Powder metallurgical processing of intermetallic gamma titanium aluminides. Adv. Eng. Mater. 2004, 6, 23–38. [Google Scholar] [CrossRef]
- Schaeffer, R.; Janowski, G. Phase transformation effects during hip of TiAl. Acta Metall. Mater. 1992, 40, 1645–1651. [Google Scholar] [CrossRef]
- Choi, B.; Marschall, J.; Deng, Y.; McCullough, C.; Paden, B.; Mehrabian, R. Densification of rapidly solidified titanium aluminide powders—II. The use of a sensor to verify HIRing models. Acta Metall. Mater. 1990, 38, 2245–2252. [Google Scholar] [CrossRef]
- Wang, G.; Xu, L.; Cui, Y.Y.; Yang, R. Densification mechanism of TiAl pre-alloy powders consolidated by hot isostatic pressing and effects of heat treatment on the microstructure of TiAl powder compacts. Acta Metall. Sin. 2016, 52, 1079–1088. [Google Scholar] [CrossRef]
- Huang, A.; Hu, D.; Loretto, M.; Mei, J.; Wu, X. The influence of pressure on solid-state transformations in Ti-46Al-8Nb. Scr. Mater. 2007, 56, 253–256. [Google Scholar] [CrossRef]
- Mohammadnejad, A.; Bahrami, A.; Khajavi, L.T. Microstructure and Mechanical Properties of Spark Plasma Sintered Nanocrystalline TiAl-xB Composites (0.0 < x < 1.5 at. %) Containing Carbon Nanotubes. J. Mater. Eng. Perform. 2021, 30, 4380–4392. [Google Scholar]
- Yang, D.Y. Microstructure and Phase Structure of TiAl Alloy Prepared by Gas Atomization and Sintering. Ph.D. Dissertation, Harbin Institute of Technology, Harbin, China, 2015. [Google Scholar]
- Singh, V.; Mondal, C.; Sarkar, R.; Bhattacharjee, P.P.; Ghosal, P. Dynamic recrystallization of a β(B2)-Stabilized γ-TiAl based Ti-45Al-8Nb-2Cr-0.2B alloy: The contributions of constituent phases and Zener-Hollomon parameter modulated recrystallization mechanisms. J. Alloys Compd. 2020, 828, 154386. [Google Scholar] [CrossRef]
- Zhu, L.; Li, J.S.; Tang, B.; Zhao, F.T.; Hua, K.; Yan, S.P.; Kou, H.C. Dynamic recrystallization and phase transformation behavior of a wrought beta-gamma TiAl alloy during hot compression. Prog. Nat. Sci. 2020, 30, 517–525. [Google Scholar] [CrossRef]
- Chen, X.; Tang, B.; Liu, D.; Wei, B.; Zhu, L.; Liu, R.; Kou, H.; Li, J. Dynamic recrystallization and hot processing map of Ti-48Al-2Cr-2Nb alloy during the hot deformation. Mater. Charact. 2021, 179, 111332. [Google Scholar] [CrossRef]
- Cai, C.; Gao, X.; Teng, Q.; Kiran, R.; Liu, J.; Wei, Q.; Shi, Y. Hot isostatic pressing of a near α-Ti alloy: Temperature optimization, microstructural evolution and mechanical performance evaluation. Mater. Sci. Eng. A 2021, 802, 140426. [Google Scholar] [CrossRef]
- Nair, S.V.; Tien, J.K. Densification mechanism maps for hot isostatic pressing (HIP) of unequal sized particles. Metall. Trans. A 1987, 18, 97–107. [Google Scholar] [CrossRef]
- Wang, X.N.; Zhu, L.P.; Yu, W.; Ding, X.F.; Nan, H. Research progress of powder hot isostatic pressing for intermetallic titanium aluminide. Rare Met. Mater. Eng. 2021, 50, 3797–3808. [Google Scholar]
- Cai, C.; Song, B.; Xue, P.; Wei, Q.; Yan, C.; Shi, Y. A novel near α-Ti alloy prepared by hot isostatic pressing: Microstructure evolution mechanism and high temperature tensile properties. Mater. Des. 2016, 106, 371–379. [Google Scholar] [CrossRef]
- Guo, R.; Xu, L.; Chen, Z.; Wang, Q.; Zong, B.Y.; Yang, R. Effect of powder surface state on microstructure and tensile properties of a novel near α-Ti alloy using hot isostatic pressing. Mater. Sci. Eng. A 2017, 706, 57–63. [Google Scholar] [CrossRef]
- Wang, G.; Zheng, Z.; Chang, L.T.; Xu, L.; Cui, Y.Y.; Yang, R. Characterization of TiAl prealloyed powder and its densification microstructure. Acta Metall. Sin. 2011, 47, 1263–1269. [Google Scholar] [CrossRef]
- Wang, P.; Viswanathan, G.B.; Vasudevan, V.K. Observation of a massive transformation from α to γ in quenched Ti-48 At. pct ai alloys. Metall. Trans. A 1992, 23, 690–697. [Google Scholar] [CrossRef]
- Fischer, F.; Cha, L.; Dehm, G.; Clemens, H. Can local hot spots induce α2/γ lamellae during incomplete massive transformation of γ-TiAl alloys? Intermetallics 2010, 18, 972–976. [Google Scholar] [CrossRef]
- Adams, A.; Rahaman, M.; Dutton, R. Microstructure of dense thin sheets of γ-TiAl fabricated by hot isostatic pressing of tape-cast monotapes. Mater. Sci. Eng. A 2008, 477, 137–144. [Google Scholar] [CrossRef]
- Ge, X.X. Study on Solidification Microstructure and Diffusion Behavior of a High-W Containing Ni-Based PM Superalloy. Master’s Dissertation, Northwestern Polytechnical University, Xi’an, China, 2020. [Google Scholar]
- Singh, S.; Howe, J. Effect of Ta on twinning in TiAl. Scr. Metall. Mater. 1991, 25, 485–490. [Google Scholar] [CrossRef]
- Guo, Z.; Wang, X.; Yang, X.; Jiang, D.; Ma, X.; Song, H.; Young, R.B. Relationships between Young’s modulus, hardness and orientation of grain in polycrystalline copper. Acta Metall. Sin. 2008, 44, 901–904. [Google Scholar] [CrossRef]
- Schloffer, M.; Iqbal, F.; Gabrisch, H.; Schwaighofer, E.; Schimansky, F.-P.; Mayer, S.; Stark, A.; Lippmann, T.; Göken, M.; Pyczak, F.; et al. Microstructure development and hardness of a powder metallurgical multi phase γ-TiAl based alloy. Intermetallics 2012, 22, 231–240. [Google Scholar] [CrossRef]
- Zhang, H.F. Microstructure and Properties of TiAl-Based Alloy Prepared by Powder Metallurgy. Master’s Dissertation, Harbin Institute of Technology, Harbin, China, 2012. [Google Scholar]
- Li, J.; Song, B.; Wen, S.; Shi, Y. A new insight of the relationship between crystallographic orientation and micro-cracks of Ti-47Al-2Cr-2 Nb alloy. Mater. Sci. Eng. A 2018, 731, 156–160. [Google Scholar] [CrossRef]



















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).