Abstract
Research on multi-pass hot processing of 7075 Al-alloy was rarely discussed. This study aims to design and evaluate different thermomechanical processing strategies (TMPS) to produce 3 mm-thick sheets of 7075 Al-alloy. A physical simulation was performed using the hot compression test of a Gleeble 3500 to study flow mechanisms and microstructural evolution, while an experimental investigation was carried out using a rolling mill to examine the effect of TMPS on the mechanical properties. Four hot forming strategies were designed and tested at a constant strain rate of 0.1 s−1 over a temperature range of 200–450 °C. These strategies involved applying a constant amount of deformation of 65–70% in single (SP), double (DP), triple (TP), and quadruple (QP) passes of thermomechanical processing to study the influence of multi-pass thermomechanical processing on the final mechanical properties and industrial feasibility. The microstructure analysis showed a significant refinement and more uniform distribution of precipitates with an increasing number of passes, as observed through optical micrographs and the full width at half maximum (FWHM)-position relationship of XRD data. The results indicate that QP is the optimum strategy for producing the best mechanical properties in the shortest production time.
1. Introduction
Due to the rapid pace of technological advancement, many academics and manufacturers have been searching for sustainable ways to increase fuel use efficiency as awareness of global warming, environmental degradation, and the limitations of fossil fuel supplies has grown [,,,]. There is an unfulfilled need for novel materials with favorable strength-to-weight ratios [,,,,]. The 7000 series has outstanding characteristics among the many classes of Al-alloys, particularly low density, increased specific strength, and stress corrosion cracking resistance [,,,,,,,,]. These alloys are used for a diversity of technical applications, e.g., in the automotive and aerospace sectors, because the mechanical properties of the 7000 series of aluminum can be altered through heat treatment or thermomechanical processing to satisfy widespread applications [,,,,]. Flat-rolled aluminum sheets are widely utilized in the industry as input material for subsequent processing operations for both commercial and military purposes [,].
Nevertheless, one significant drawback of this series is its poor formability at ambient temperature [,]. Due to their poor formability and significant spring-back, Al-alloy panel components with complicated geometries are challenging to form at room temperature [,]. To overcome this restriction, raising the forming temperature increases alloy ductility, making it possible to produce intricately formed, high-strength Al-alloy components []. Thus, enhancing workability is crucial to the industrialization of part manufacturing and requires a better understanding of the flow behavior of the 7000 series Al-alloy.
The final microstructure of a material, which is determined by its history of processing, directly affects its final mechanical properties. Careful control of the hot rolling processing parameters can create materials with exceptional combinations of mechanical properties [,]. Most related investigations have focused on analyzing the flow behavior of the alloy during hot compression and hot tension testing to determine the best hot forming conditions [,,,,,,,,,,,,]. The 7075 Al-alloy is claimed to be highly workable over a wide temperature range and develops a complex microstructure with a reduced grain size due to the occurrence of dynamic recovery and dynamic recrystallization during thermomechanical processing, which improves its mechanical attributes [,].
The existence of second-phase particles is one of the most significant factors influencing the hot deformation behavior of 7xxx series precipitation-hardenable Al-alloys [,]. The 7075 Al-alloy contains an assortment of second-phase particles arranged within the grains or along grain boundaries, including the Mg(Zn2, AlCu) M (or η) hexagonal phase, the S (Al2CuMg) orthorhombic phase, the Al32(Mg, Zn)49 T phase, and Fe-rich phases such as Al7Cu2Fe and Al3Fe. The types of precipitates formed depend on the heat treatment and/or processing temperature. The presence of these particles has a considerable impact on the alloy’s workability at high temperatures as well as its mechanical properties at ambient temperature []. Therefore, to gain a deep comprehension of the microstructure and mechanical properties following processing, it is essential to understand the intricate precipitation behavior and interactions between precipitation and dislocation in high-strength Al-alloys [,].
Park and Kim [] studied the deformation mechanisms during hot compression of the as-cast and homogenized 7075 Al-alloys. They believe that to achieve good hot workability of 7075 Al-alloy with high solute contents, it is possible to skip the homogenization treatment step and benefit from directly using the as-cast alloy since the latter has segregated precipitates that formed during solidification and serve as nucleation sites for the mechanisms of restoration, leading to the formation of a finer and more uniform (sub)grain structure than the homogenized microstructure. Sajadifar et al. [], Gupta et al. [], and Lin et al. [] studied the effect of hot deformation on the flow behavior of 7075 Al-alloy and found that the flow stress increases as the deformation temperature falls or the strain rate rises. Guo-zheng et al. [] studied the dynamic softening behaviors of 7075 Al-alloy during isothermal hot compression at different temperatures and strain rates using Gleeble 1500. They stated that the deformation temperature considerably influences flow stress more than strain rate. They reported that the dynamic softening rate due to the dynamic recrystallization clearly occurs at a low strain rate of 0.01 s−1 and a high strain rate of 10 s−1 at a low temperature of 250 °C. At a moderate strain rate of 0.1 s−1 and elevated temperatures (300–450 °C), the flow stress is nearly constant due to the balance between thermal softening and work hardening.
Lu et al. [] studied the influence of the processing parameters during the isothermal tensile test on the properties of 7075 Al-alloy to find the best processing parameters. They stated that dynamic recovery is the primary softening mechanism of stable zones, and that the presence of precipitated particles can significantly slow down continuous dynamic recrystallization. Hongfu et al. [] studied the influence of increasing the amount of deformation with the number of rolling passes at 400 °C on the microstructure and mechanical properties of 7075 Al-alloy. They stated that the deformation mechanism is dynamic recovery below 40% reduction and turns to dynamic recrystallization when the amount of reduction increases over 40%.
Zheng et al. [] studied the influence of the heating rate and preheat temperature on the flow behavior and hardness of 7075 Al-alloys during a hot tensile test. They found that raising the preheating temperature induces a decrease in hardness followed by an inconsiderable rise. This is because the precipitates become coarser and eventually dissolve as the preheat temperature increases. An increase in the rate of heating increases flow stress levels as the precipitates become coarser during heating before deformation. Because of the shorter heating time, a faster heating rate delays the loss of hardness.
Abolhasani et al. [] studied the influence of the equivalent rolling strain and temperature on the structure and tensile properties of 7075 Al-alloy. They observed that the dynamic recovery is the main restoration process at 250 and 350 °C as, at these low temperatures, the driving force is not sufficient to initiate the dynamic recrystallization. However, the dynamic recrystallization is dominant at higher temperature at 450 °C. They found that the tensile properties are deteriorated by raising the rolling temperature in the range of 250–350 °C because of dynamic recovery, while the tensile properties are enhanced by raising the rolling temperature in the range of 350–450 °C as a result of dynamic recrystallization and precipitation of fine precipitates. Lin et al. [] stated that the optimum conditions for hot processing of 7075 Al-alloy are in the temperature range of 350–450 °C at a strain rate of 0.001–0.05 s−1.
Jiang et al. [] examined the influence of several pass reductions at 400 °C and a constant strain rate on the microstructure and properties of 7075 Al-alloy during hot rolling. They stated that the hot-rolled microstructure was composed of a mixture of elongated and equiaxed grains. They reported that work hardening, and grain refining strengthening are the domain mechanisms affecting the mechanical properties. Regarding the post-processing, they [] also found that T6 heat treatment after hot rolling improved the mechanical properties due to the recrystallization and precipitation of the second phase. Scharifi et al. [] investigated the impact of thermomechanical processing on the aging kinetics and hardness of 7075 Al-alloy. They reported a weak response of hardness to aging as a result of reducing the dislocation density due to the occurrence of recovery and recrystallization mechanisms.
From the literature mentioned above, most studies examined the direct correlations between the forming temperature, strain rate, and strain on the microstructure and flow behavior of 7075 Al-alloys. Rarely is the influence of the multi-pass processing on correlating the flow behavior with the final mechanical properties highlighted.
The current research focuses on bulk metal forming using hot compression tests of the Gleeble physical thermomechanical simulator and the hot rolling process, which imply similar deformation characteristics. Four multi-pass thermomechanical processing strategies (TMPS) were designed, and their effects on the flow behavior, microstructure, and mechanical properties of the resulting sheets were investigated. The industrial feasibility of the designed strategies was also emphasized. The primary objective of designing the TMPS was to reduce the amount of deformation per pass and production time to lower the overall manufacturing cost while simultaneously avoiding softening mechanisms to ensure good mechanical properties of the produced sheets.
2. Experimental Procedure
The 7075 Al-alloy plates of 50 mm, 20 mm, and 10 mm dimensions, 250 MPa yield strength, 363 MPa ultimate tensile strength, and 15% elongation were the as-received materials in the current work. Table 1 presents the chemical composition. When developing thermomechanical processing strategies for specific materials, the industrial need to reduce processing time must be considered. The attempted design idea compares the effects of the same amount of reduction (65–70%) performed in single-pass deformation with multi-pass deformation on the flow stress, microstructure, mechanical properties, and processing time. Four different thermomechanical processing strategies were designed and evaluated.

Table 1.
Chemical composition of the as-received 7075 Al-alloy.
To prevent coarsening and heterogeneity of the microstructure, all TMPS were started by heating up to a relatively high temperature of 500 °C to reduce the necessary flow stress and the required soaking time, which in turn minimized the processing cost when these TMPS were used on an industrial scale. A 5 °C/s rate of heating is selected to prevent the coarsening of the precipitates during heating []. A soaking time of 15 s is selected to ensure uniform temperature distribution in the specimens before deformation. A high strain rate is preferable from a cost perspective to speed up processing. Unfortunately, large strain rates harm mechanical properties because they enhance brittleness, which leads to cracking on loading. In order to avoid alloy brittleness and shorten the overall time spent on the production line, a reasonable strain rate of 0.1 s−1 was adopted in the current TMPS.
The processing parameters and sequence of each TMPS are presented in Table 2. The first strategy involves isothermal thermomechanical processing in a single pass (SP) at 450 °C by 65.36% (Figure 1a). The second TMPS involves dividing the total amount of deformation into double passes of thermomechanical processing (DP) at 450 °C—39.22% and 350 °C—26.14% (Figure 1b). The third TMPS involves dividing the total amount of deformation into triple passes of thermomechanical processing (TP) at 450 °C—39.22%, 350 °C—16.34%, and 250 °C—9.8% (Figure 1c). The final TMPS involves dividing the entire amount of deformation into quadruple passes of thermomechanical processing (QP) at 450 °C—32.68%, 400 °C—16.34%, 300 °C—9.8%, and 200 °C—6.54% (Figure 1d).
Table 2.
Processing parameters and time schedule of the different TMPS at a 0.1 s−1 strain rate.
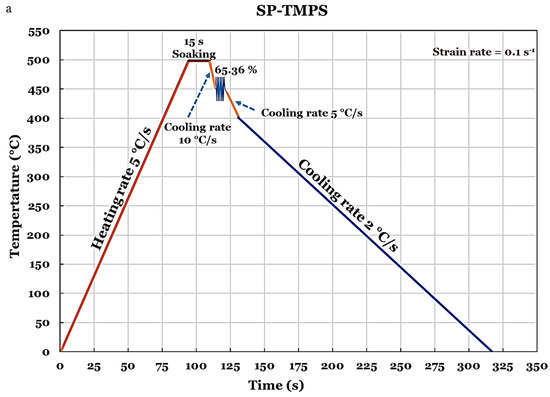
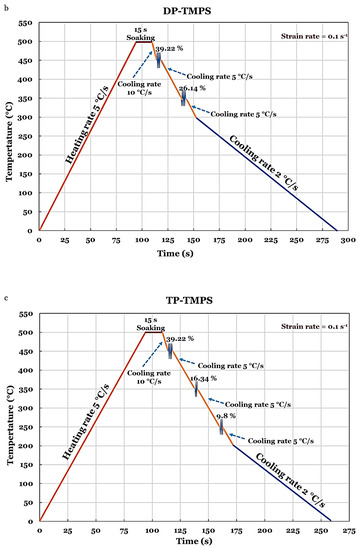
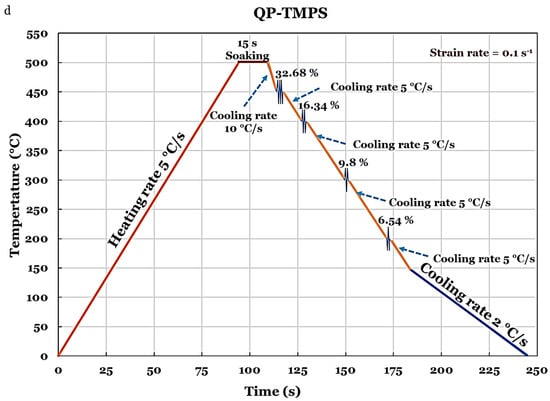
Figure 1.
The designed TMPS at a constant strain rate of 0.1 s−1: (a) SP, (b) DP, (c) TP, and (d) QP.
To account for the time required for conveying the plates from the roughing mill to the finishing mill, a 20 s inter-pass time (delay time) was set in all TMPS. Post-heat treatment is not included in the production process to cut down on time and expense.
Using compression experiments on the Gleeble 3500 thermomechanical simulator, the designed TMPS were simulated to study the flow behavior. Specimens for the Gleeble thermomechanical simulator were machined from the as-received plates as cylinders of 10 mm in diameter and 15 mm in length. Each specimen in the thermomechanical simulator was fastened between two stainless steel jaws after being welded utilizing a thermocouple spot welder to an S-type (platinum-rhodium) thermocouple. After deformation, all the developed techniques engaged in free cooling to ambient temperature at a rate of 2 °C/s.
Employing a rolling mill, all the TMPS (Figure 1 and Table 2) were put to practical use. The total amount of deformation in practical work was 69–70%. Air cooling to ambient temperature was adapted after deformation in order to replicate the real production process. The thickness of the final sheets is approximately 3 mm.
The typical metallographic methodology, which entails grinding, polishing, and chemically etching with a Keller’s solution of 80 mL distilled water, 6 mL nitric acid, 3 mL hydrofluoric acid, and 10 mL hydrochloric acid, had been used to prepare the as-received and Gleeble specimens. The microstructure was investigated with an optical microscope. The phases were identified using X-ray diffraction (XRD). XRD has been conducted with Cu kα radiation at a scan rate of 0.2°/min in the range of 0–100°. The types of phases and their weight % that develop in the 7075 Al-alloy under equilibrium conditions were calculated using the thermodynamic phase diagram software JMatPro, which contains a thermodynamic database for Al-alloys. The average grain size was estimated manually using the intercept lines method.
In addition to studying the flow behavior during thermomechanical processing, the tensile properties of the produced sheets were also examined. Tensile specimens were cut from the practically thermomechanically processed sheets according to ASTM E8. The uniaxial tensile tests were conducted with a strain rate of 0.5 mm/s in the rolling direction at room temperature.
3. Results and Discussion
The current study dealt with thermomechanically controlled processing from a unique perspective that aligns more with industrial practice. In order to eliminate the softening behavior and promote strain hardening during deformation to produce materials with enhanced properties, controlling the deformation mechanism is critical when developing the proposed TMPS. Further, productivity has been considered by minimizing the necessary rolling load, i.e., flow stress, and the time of processing [,]. Because 7075 Al-alloy is a widely used material in aerospace and automotive applications, this work seeks to accomplish the optimum TMPS to obtain high mechanical properties and productivity.
3.1. Flow Behavior and Mechanisms
Hot compression tests utilizing a Gleeble simulator are employed to identify the material’s flow behavior during thermomechanical processing. This tool is reliable and capable of simulating actual industrial operations. Accurate flow behavior characterization during thermomechanical processing can help material designers select the processing parameters. Figure 2 presents the flow curves during the different designed TMPS. At the processing conditions of the SP (Figure 1a), i.e., approximately 65% deformation at 450 °C, dynamic recrystallization is likely to occur. However, the flow curve of SP shows no flow softening. This observation is in agreement with the results of Guo-Zheng et al. [], who examined the influence of deformation temperature in the range of 250–450 °C on the flow behavior at approximately 80% deformation and a strain rate of 0.1 s−1. They found that no dynamic softening occurs at 450 °C and this is consistent with the current findings of SP. On SP, the flow stress is slightly increased during deformation due to the flow hardening as a result of precipitation and dislocations multiplying, interacting, and piling up [,]. This can be interpreted as the influence of flow hardening due to precipitation is dominant and stronger than the influence of dynamic recrystallization on the flow stress. Moreover, dynamic recrystallization does not always reduce the flow stress as it adversely affects the strength, as reported by Jiang et al. []. Dynamic recrystallization reduces the density of dislocations, resulting in a reduction in strength. Simultaneously, it leads to the formation of finely equiaxed grains, hence enhancing the strength due to the grain refinement strengthening mechanism.
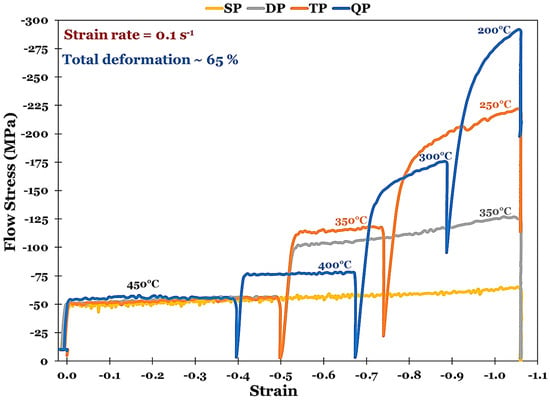
Figure 2.
Flow stress-strain curves of the specimens during the physical simulation of TMPS at a 0.1 s−1 strain rate and approximately 65% deformation.
In DP (Figure 1b), the amount of total deformation is partitioned; therefore, no dynamic recrystallization is likely to occur due to the low amount of deformation encountered in each pass, i.e., 39.22% and 26.14% for the first and second passes of DP, respectively, as the dynamic recrystallization is found beneficial to grain refinement when the amount of deformation reaches 40%, as reported by Hongfu et al. []. The second pass (350 °C) of DP requires higher flow stress than the first pass (450 °C) as the temperature of deformation decreases. The flow stress in the two passes shows an increase during deformation (Figure 2). This indicates that the effect of work hardening is greater than dynamic recovery.
In the TP strategy (Figure 1c), the amount of total deformation is partitioned into three passes, so no dynamic recrystallization occurs as a result of the low amount of deformation encountered in each pass in addition to the low deformation temperature; therefore, the driving force is insufficient to initiate the dynamic recrystallization as reported by Abolhasani et al. []. At deformation temperatures below 350 °C, dynamic recovery and dynamic precipitation are the dominant deformation mechanisms. The flow stress increases from the first to the third pass as a result of decreasing the deformation temperature from 450 °C in the first pass to 250 °C in the third pass. The flow stress in the three passes shows an increase during deformation (Figure 2) because of strain hardening.
In QP (Figure 1d), the flow stress is constant in the first and second passes, while it increases in the third and fourth passes. Again, no dynamic recrystallization occurs as a result of the low amount of deformation per pass and the low deformation temperatures. Therefore, dynamic recovery and strain hardening are balanced in the first two passes. As dislocations multiply and interact during deformation, leading to strain hardening, the dynamic recovery reduces the dislocation density and equalizes the change in strength []. On the other hand, the hardening due to dislocation interaction and precipitation is dominant in the third and fourth passes of QP (Figure 2).
A slight fluctuation of a wavering nature in the flow stress with increasing strain was observed. It is believed that factors such as the material’s inherent inhomogeneity, dissolution and reprecipitation of the precipitate, and the counterbalancing of flow softening and flow hardening are to blame for this fluctuation, as reported by Gupta et al. []. Generally, in all the designed passes in all strategies, stable material flow is achieved either when balance occurs between the flow softening and strain hardening phenomena or when strain hardening is dominant.
The flow behavior can be summarized as follows. As the pass deformation temperature falls, the required flow stress rises. The changes in the deformation temperature and the applied strain considerably influence the flow stress and the flow mechanism. The flow curves at all TMPS exhibited no decline during deformation after reaching the peak stress, i.e., no flow softening occurred. The first pass in all TMPS that is conducted at 450 °C requires relatively constant flow stress irrespective of the amount of deformation (65.36%, 39.22%, 39.22%, and 32.68% in SP, DP, TP, and QP, respectively). This reveals uniform forming and a balance between the flow softening and strain hardening mechanisms. The second pass in TP (at 350 °C—16.34%) and in QP (at 400 °C—16.34%) show the same balance behavior. While the strain hardening occurs in the second pass of DP (350 °C—26.14%), the third pass of TP (250 °C—9.8%), and the third and fourth passes of QP (300 °C—9.8%, and 200 °C—6.54%).
3.2. Microstructural Investigation
The development of the industrial thermomechanical processing procedure to produce 7075 Al sheets requires studying the effect of the different processing parameters on the microstructure. Figure 3 presents the types of phases in 7075 Al-alloy and their calculated weight percentage in equilibrium conditions. Different phases are formed in the Al matrix in different amounts. The main phase is MgZn2. Other phases such as Al2CuMg, AlCuMg, Al7Cu2Fe, AlCrMgMn, Al3Fe, Al6Mn, and Mg2Si are also formed in 7075 Al-alloy, depending on the processing conditions. Most of these phases dissolve into the Al matrix and reprecipitate upon subsequent processing [].

Figure 3.
Types of phases and their fractions in 7075 Al-alloy.
The optical microstructure of the as-received alloy is shown in Figure 4. The as-received microstructure reveals a large, elongated, pancake-like structure. Optical micrographs of the microstructure after TMPS and their XRD analysis are presented in Figure 5 and Figure 6, respectively. All micrographs show elongated pancake-shaped grains in the rolling direction. The recrystallized grains are detected in the microstructure of SP, as marked in Figure 5a. After SP and DP, the microstructure reveals coarse grains, while after TP and QP, the microstructures show significant refinement. The average grain size was estimated to be 32.86, 30.63, 23.75, and 21.92 μm after SP, DP, TP, and QP, respectively. It is reported [] that an obvious deformation of grains is only observed when the rolling reduction is over 38%. TP (Figure 5c) and QP (Figure 5d) result in more complex microstructure than SP (Figure 5a) and DP (Figure 5b), which indicates more complex deformation mechanisms. It can also be observed that after QP, the precipitated phase is more finely and uniformly distributed compared to TP. The judgement for the uniformity of the precipitates came from an accurate visual investigation of the micrographs at different magnifications.
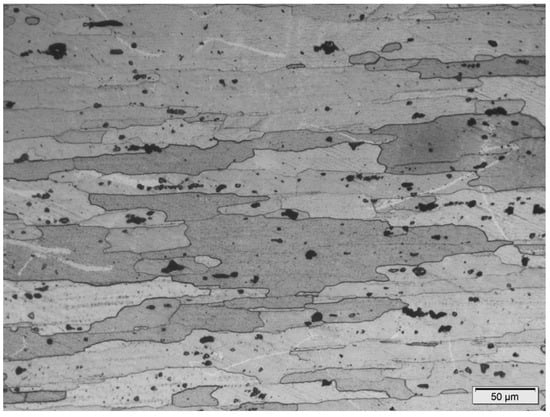
Figure 4.
Optical micrograph of the as-received 7075 Al-alloy plate.
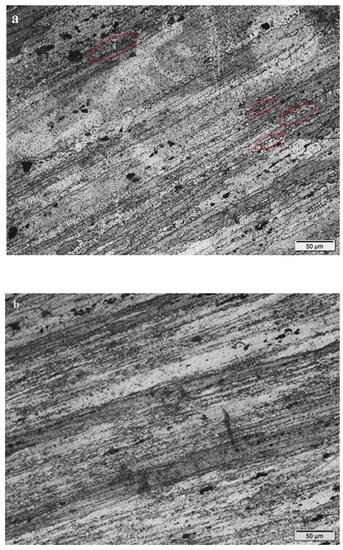
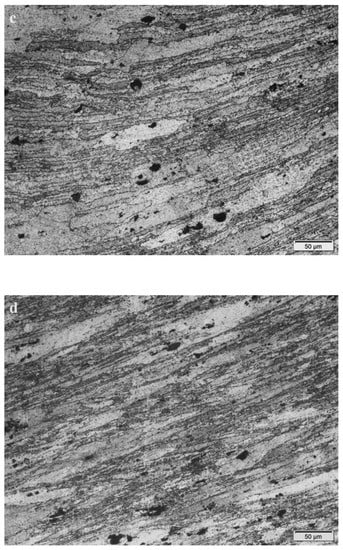
Figure 5.
Optical micrographs after applying the designed TMPS: (a) SP with marked regions of the recrystallized grains, (b) DP, (c) TP, and (d) QP.
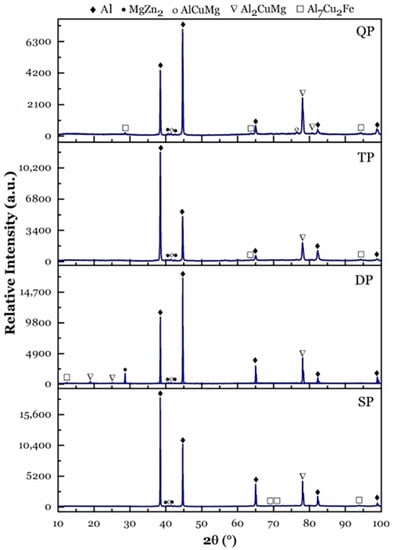
Figure 6.
XRD profiles of the specimens after applying the designed TMPS.
Concerning the grains to be inclined after rolling, in a perfectly symmetrical rolling process, the grains should remain aligned with the rolling direction, and there should be no inclination or tilting. However, in reality, it is difficult to achieve perfectly symmetrical rolling due to various factors, such as uneven deformation across the width or thickness of the material, non-uniform friction between the material and the rolls, and other mechanical factors. These factors can create non-uniform stresses and strains in the material, which can cause the grains to tilt or become inclined relative to the rolling direction.
Another possible explanation for inclined grains is the presence of a non-uniform texture in the material. Even in a perfectly symmetrical rolling process, the texture can be non-uniform due to various factors, such as variations in the crystallographic orientation of the grains or variations in the deformation path. This non-uniform texture can cause certain grains to become inclined or tilted relative to the rolling direction. It is also possible that the inclination of grains in the material is not solely a result of the rolling process but is due to prior processing steps, such as casting or forging. These prior processing steps can introduce non-uniformities in the microstructure, affecting grain orientation and inclination during rolling. In summary, while there is no physical reason for grains to become inclined in a perfectly symmetrical rolling process, real-world factors such as non-uniform deformation, non-uniform texture, and prior processing steps can all contribute to the inclination of grains in the material. Measuring the grain size from the hot-rolled microstructure is often inaccurate as the deformation marks in the rolling directions and the boundaries of the elongated grains are difficult to distinguish using the optical microscope. For this reason, the FWHM data are used to indicate crystal size, while the peak intensity indicates the fraction of the different precipitates. The changes in the FWHM value are caused by lattice strain during deformation and grain size changes along the rolling direction []. XRD profiles of specimens after TMPS confirm the presence of the same phases with different percentages and sizes, as indicated by the difference in intensity and FWHM in the different XRD profiles, respectively. All the thermomechanically processed alloys are composed of MgZn2, AlCuMg, Al2CuMg, and Al7Cu2Fe in an Al base. Table 3 presents the position, intensities, and full width at half maximum for the different detected phases. It can be observed that QP has the highest fraction of fine precipitates as the FWHM is inversely proportional to the grain size []. Figure 7 shows a relationship between the FWHM and peak position (2 θ). It can be concluded that SP exhibits the coarsest grain size, while TP and QP have comparable fine grain sizes. However, DP has an intermediate one. These results confirm the grain size that was manually estimated, as mentioned above.
Table 3.
The diffraction angles intensities, and FWHM of the different phases in the thermomechanically processed microstructure.
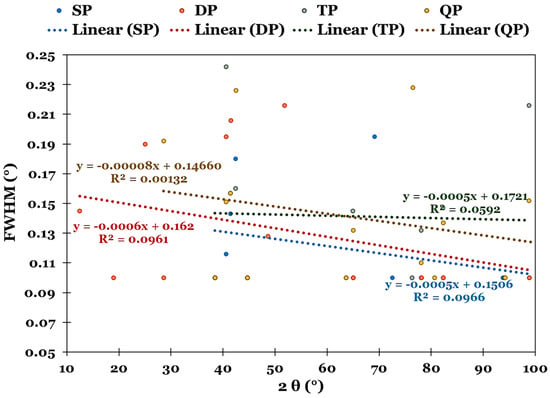
Figure 7.
FWHM vs. position chart of 7075 Al-alloy structure after applying the designed TMPS.
3.3. The Industrial Feasibility
Studying Al-alloys’ response at high temperatures is essential for estimating the magnitude of load required for any application-included loading condition and for high-temperature forming of the alloy. Many engineering applications ask for parts that can function at high temperatures; as a result, the high-temperature behavior of the thermomechanically processed AA7075 alloy needs to be thoroughly studied []. For designing a cost-effective processing strategy to produce 7075 Al sheets, the manufacturing line’s implementation time must be considered. Shortening the processing time is desirable [,]. The overall TMPS time is estimated in the current work. The schedule for the designed TMPS is summarized in Table 2. In general, from a cost-saving perspective, the QP strategy is most successful one to produce 7075 Al sheets as it meets the time-saving demand of 244.71 s and satisfy the criteria of light deformation per pass; therefore, enhancing the industrial feasibility and productivity. TP and DP require 259.31 and 288.72 s to be implemented on the production line, respectively. SP needs the longest production time of 317.2 s.
3.4. Mechanical Properties of the Thermomechanically Processed Sheets
Figure 8 depicts the engineering stress-engineering strain curves for the practically thermomechanically processed sheets. The tensile characteristics in the rolling direction are summarized in Table 4. All the TMPS promote the ultimate and yield strength compared with the as-received material. This is attributed to the combined effects of stretching the grains along the rolling direction (Figure 5), as the texture orientation influences the mechanical properties of hot-rolled Al 7075, as reported by Jiang et al. []; moreover, the dominant deformation mechanisms of work hardening mechanism as revealed from the flow behavior (Figure 2), and grain refinement strengthening mechanism as revealed from FWHM versus position chart after applying the designed TMPS (Figure 7). QP shows the highest strength and ductility compared to the other TMPS, followed by TP and DP. The SP results in the lowest yield and ultimate strengths compared with the other TMPS. This may be due to the grain refinement mechanism that is more pronounced in QP and TP, enhances the mechanical properties.
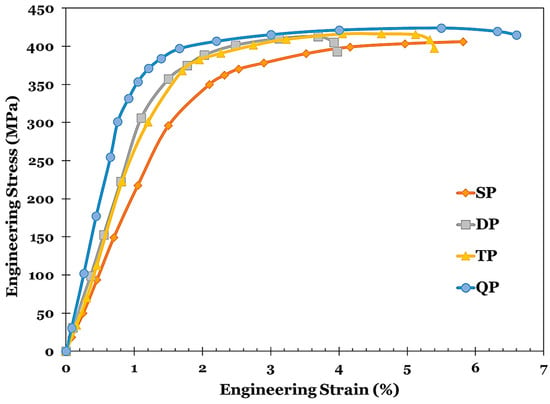
Figure 8.
The engineering stress- engineering strain curves of the practically thermomechanically processed sheets according to the designed TMPS.
Table 4.
Mechanical properties of the thermomechanically processed sheets in the rolling direction.
As the processed sheets will be subject to further processing, they should have suitable formability. Some mechanical characteristics were calculated from tensile test data, including the strain hardening exponent, the ratio between yield strength and ultimate tensile strength, and tensile toughness, as presented in Table 4. QP reveals the best combination of these characteristics, followed by TP, while SP shows the lowest.
3.5. Properties-Processing Characteristics Relationship of the Designed TMPS
Determining the ideal deformation conditions to control the flow behavior and providing manufacturing recommendations for large-scale production requires a thorough understanding of the effects of processing parameters on the thermomechanical behaviors of materials under thermomechanical processing conditions. The goal of the current study was to attain a TMPS design that achieves good mechanical performance at minimum cost requirement. During designing of TMPS, the processing parameters, especially, deformation temperature and amount of deformation per pass, was selected to reduce the extent of the softening mechanisms and hence make the work hardening mechanism dominant, therefore, enhancing the resultant mechanical properties. Moreover, each step, i.e., heating rate, deformation temperature, soaking time, amount of deformation per pass, and stain rate, as illustrated in Section 2 of the experimental procedure, was chosen to minimize the total production time, hence the production cost. The relationship between the processing characteristics and the mechanical properties of the finished sheets should be correlated to determine the optimum TMPS, as shown in Figure 9. The optimal TMPS should satisfy the requirements of the best possible combination of mechanical properties at the most economically advantageous processing characteristics, i.e., low amount of deformation per pass, suitable peak flow stress, and short processing time. The best TMPS for meeting enhanced mechanical properties and productivity criteria is the QP strategy. It results in a more uniform and finer microstructure and the best combination of mechanical properties; moreover, compared to other TMPS, it requires the least processing time.
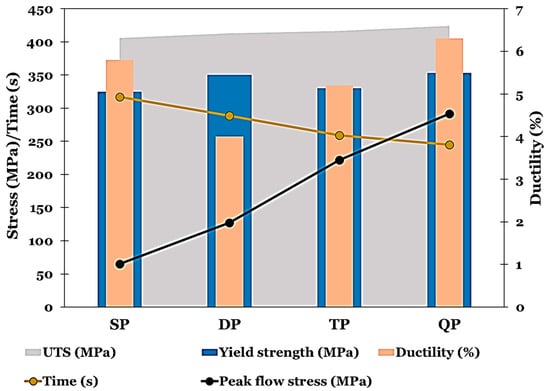
Figure 9.
Properties-processing characteristics relationship of the designed TMPS.
4. Conclusions
The need for light deformation/pass to be employed through multi-pass processing rather than heavy deformation in a single pass is an essential demand of the feasible industrial approaches to be appropriate to the maximum capacity of the available industrial rolling mills. Therefore, the current work has proposed different TMPS for 7075 Al-alloy. The influence of these TMPS with varying the number of passes and the deformation temperature was studied on the flow behavior, microstructure, and mechanical properties of 7075 Al-alloy at constant strain and strain rate. Upon designing the TMPS, industrial requirements such as enhancing strength and decreasing processing time are considered. The following conclusions can be drawn:
- (1)
- A stable material flow that is beneficial for heavy deformation is achieved in all the designed passes in all strategies, either when balance occurs between the flow softening and strain hardening phenomena or when strain hardening is dominant.
- (2)
- The work hardening and grain refinement strengthening mechanisms that occur during hot rolling of 7075 Al-alloy play a significant role in enhancing the mechanical properties of the alloy.
- (3)
- The best TMPS for meeting properties and productivity criteria is the QP strategy. It has the most uniform and fine microstructure and the best mechanical properties (424 MPa UTS and 6.3% elongation). Moreover, it requires the shortest period of time to process (244.71 s) compared to other TMPS.
- (4)
- Designing the TMPS to promote uniform microstructure, mechanical properties, and industrialization is attained by picking out the deformation parameters, including heating rate, soaking temperature and time, deformation temperature, strain, number of passes, inter-pass time, and cooling conditions.
Author Contributions
Methodology, E.E.-S., A.E.R. and R.R.; investigation, E.E.-S., A.I.Z.F. and A.E.; writing—original draft, A.E.R. and A.E.; writing—review and editing, E.E.-S., A.I.Z.F. and R.R.; funding acquisition, A.E.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by King Saud University through Researchers Supporting Project number (RSPD2023R711).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The datasets used and/or analyzed during the current study are available from the corresponding author upon reasonable request.
Acknowledgments
The authors extend their appreciation to King Saud University for funding this work through Researchers Supporting Project number (RSPD2023R711), King Saud University, Riyadh, Saudi Arabia.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Quan, G.Z.; Liu, K.W.; Jie, Z.; Bin, C. Dynamic softening behaviors of 7075 aluminium alloy. Trans. Nonferr. Met. Soc. China 2009, 19, 537–541. [Google Scholar] [CrossRef]
- Abolhasani, A.; Zarei-Hanzaki, A.; Abedi, H.R.; Rokni, M.R. The room temperature mechanical properties of hot rolled 7075 aluminium alloy. Mater. Des. 2012, 34, 631–636. [Google Scholar] [CrossRef]
- Lu, J.; Song, Y.; Hua, L.; Zheng, K.; Dai, D. Thermal deformation behavior and processing maps of 7075 aluminium alloy sheet based on isothermal uniaxial tensile tests. J. Alloys Compd. 2018, 767, 856–869. [Google Scholar] [CrossRef]
- Hongfu, Y.; Rensong, H.; Yelin, Z.; Shanju, Z.; Mengnie, L.; Koppala, S.; Kemacheevakul, P.; Sannapaneni, J. Effect of rolling deformation and passes on microstructure and mechanical properties of 7075 aluminium alloy. Ceram. Int. 2023, 49, 1165–1177. [Google Scholar] [CrossRef]
- Zheng, K.; Li, Y.; Yang, S.; Fu, K.; Zheng, J.; He, Z.; Yuan, S. Investigation and modeling of the preheating effects on precipitation and hot flow behavior for forming high strength AA7075 at elevated temperatures. J. Manuf. Mater. Process. 2020, 4, 76. [Google Scholar] [CrossRef]
- Scharifi, E.; Shoshmina, D.; Biegler, S.; Weidig, U.; Steinhoff, K. Influence of hot deformation on the precipitation hardening of high-strength aluminium AA7075 during thermo-mechanical processing. Metals 2021, 11, 681. [Google Scholar] [CrossRef]
- Sajadifar, S.V.; Scharifi, E.; Weidig, U.; Steinhoff, K.; Niendorf, T. Performance of thermo-mechanically processed AA7075 alloy at elevated temperatures-from microstructure to mechanical properties. Metals 2020, 10, 884. [Google Scholar] [CrossRef]
- Scharifi, E.; Knoth, R.; Weidig, U. Thermo-mechanical forming procedure of high strength Aluminum sheet with improved mechanical properties and process efficiency. Procedia Manuf. 2019, 29, 481–489. [Google Scholar] [CrossRef]
- Park, S.Y.; Kim, W.J. Difference in the hot compressive behavior and processing maps between the as-cast and homogenized Al-Zn-Mg-Cu (7075) Alloys. J. Mater. Sci. Technol. 2016, 32, 660–670. [Google Scholar] [CrossRef]
- Lin, Y.C.; Li, L.-T.; Xia, Y.-C.; Jiang, Y.-Q. Hot deformation and processing map of a typical Al–Zn–Mg–Cu alloy. J. Alloys Compd. 2013, 550, 438–445. [Google Scholar] [CrossRef]
- Jiang, J.; Liu, Y.; Xiao, G.; Wang, Y.; Ju, Y. Effect of pass reduction on microstructure, mechanical properties and texture of hot-rolled 7075 alloy. Mater. Charact. 2019, 147, 324–339. [Google Scholar] [CrossRef]
- Gupta, R.K.; Kumar, V.A.; Krishnan, A.S.; Niteshraj, J. Hot Deformation Behavior of Aluminium Alloys AA7010 and AA7075. J. Mater. Eng. Perform. 2019, 28, 5021–5036. [Google Scholar] [CrossRef]
- Lin, Y.C.; Li, L.-T.; Fu, Y.-X.; Jiang, Y.-Q. Hot compressive deformation behavior of 7075 Al alloy under elevated temperature. J. Mater Sci. 2012, 47, 1306–1318. [Google Scholar] [CrossRef]
- El-Shenawy, E.; Mohamed, H.; Reda, R. Effect of Hot Rolling Strategy on the Mechanical Behavior and Productivity of Ti-6Al-4V Alloy. Materials 2022, 15, 8344. [Google Scholar] [CrossRef] [PubMed]
- El-Shenawy, E.; Reda, R. Optimization of TMCP strategy for microstructure refinement and flow-productivity characteristics enhancement of low carbon steel. J. Mater. Res. Technol. 2019, 8, 2819–2831. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).