

Relationship between Structure and Properties of Intermetallic Materials Based on γ-TiAl Hardened In Situ with Ti3Al



Abstract
:
1. Introduction
2. Materials and Methods
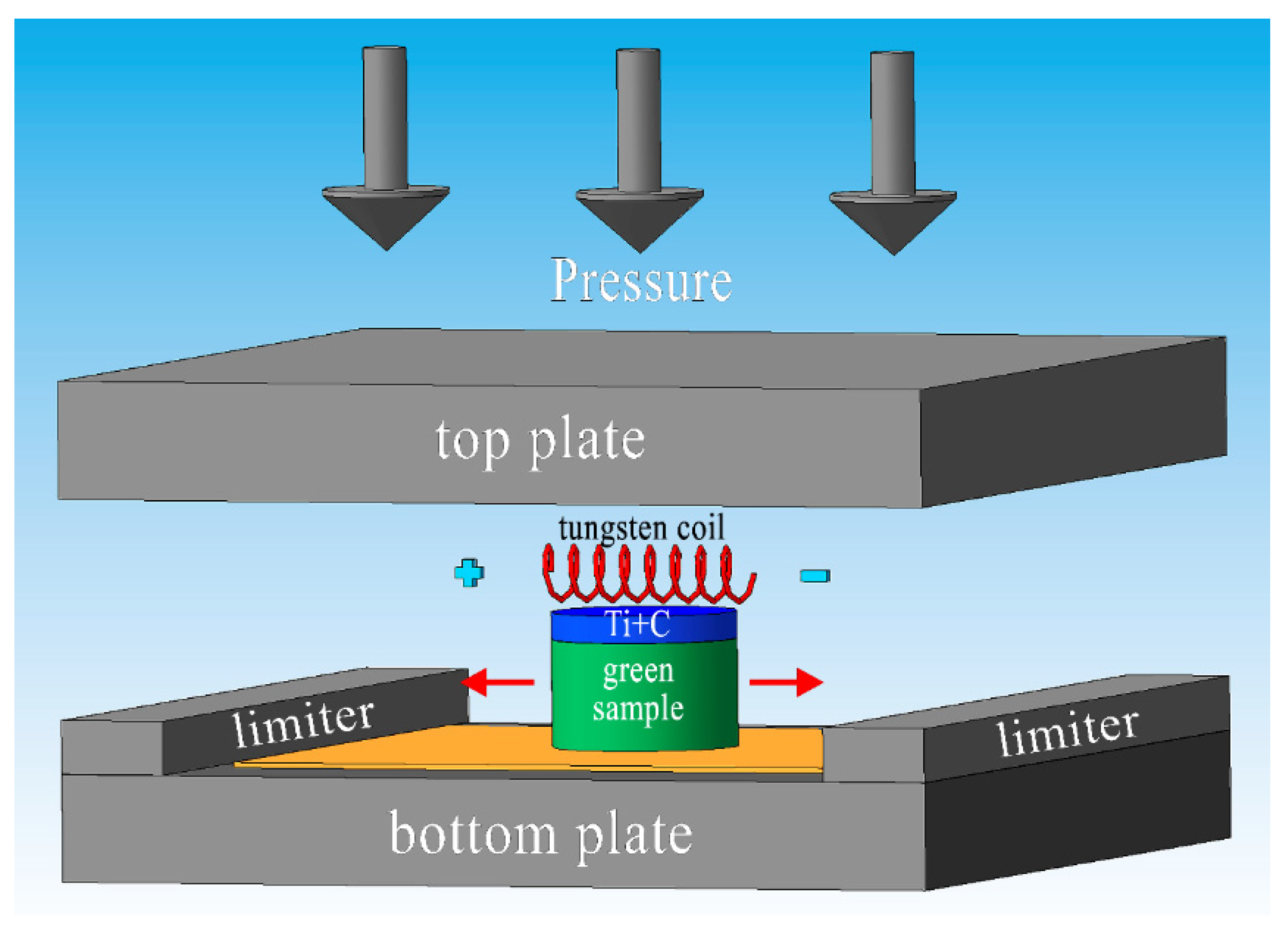
2.1. Objects and Procedures
2.2. Characterization
2.3. Mechanical Testing
2.4. Tribology Testing
2.5. Thermodynamic Analysis
3. Results and Discussion
3.1. Synthesis Characterization
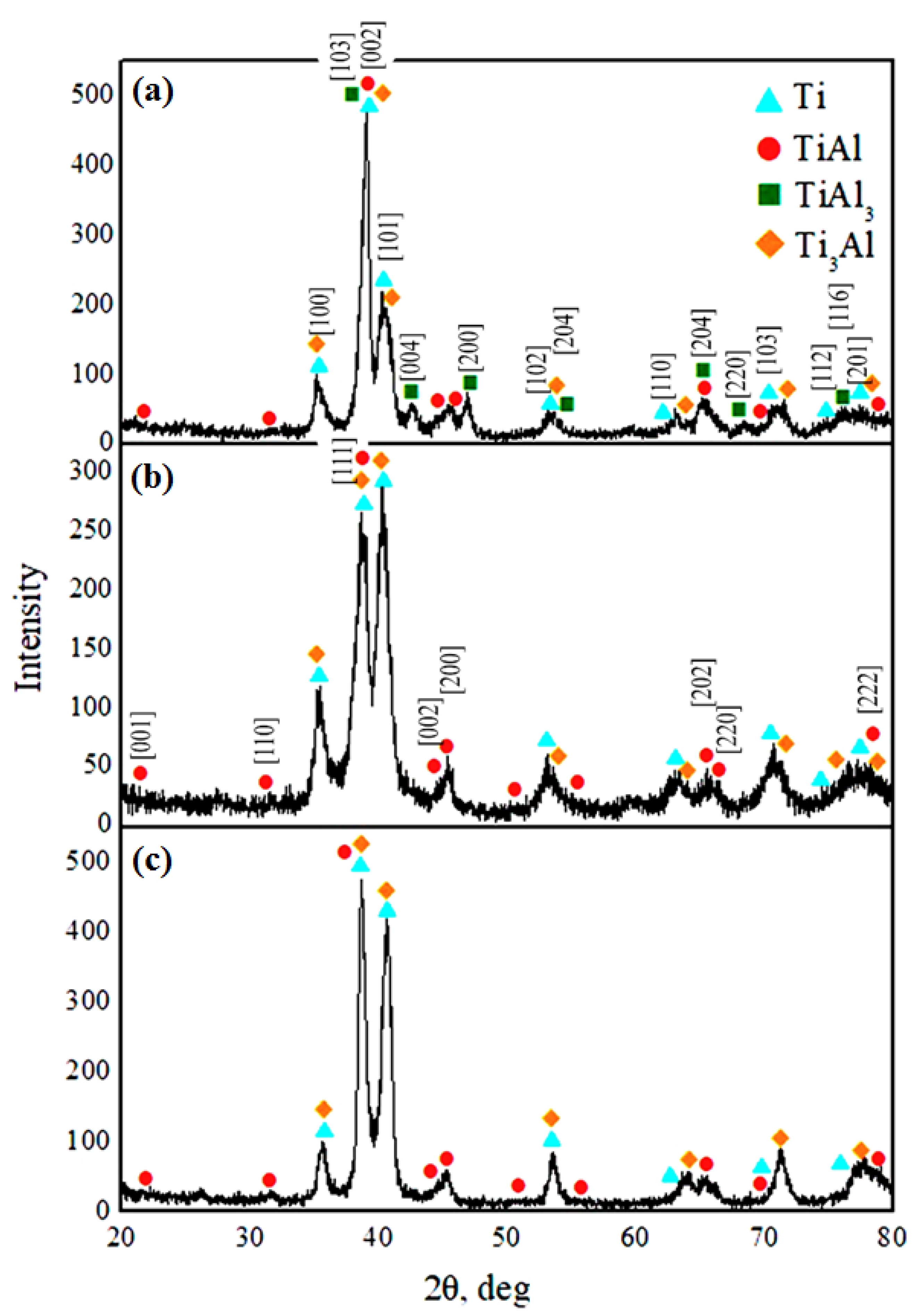
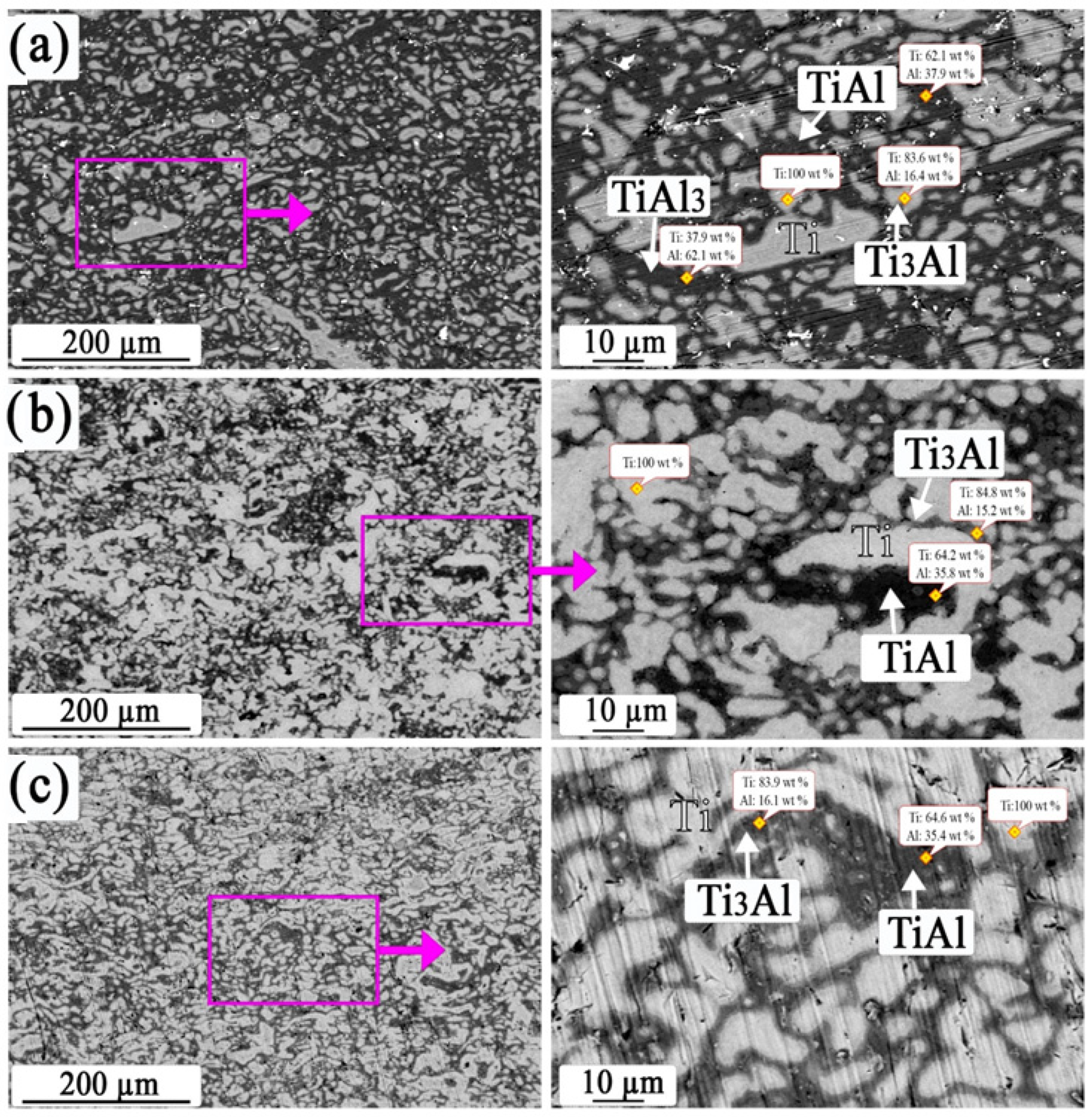
3.2. X-ray Powder Diffraction and Microstructure
3.3. Mechanical Characteristics
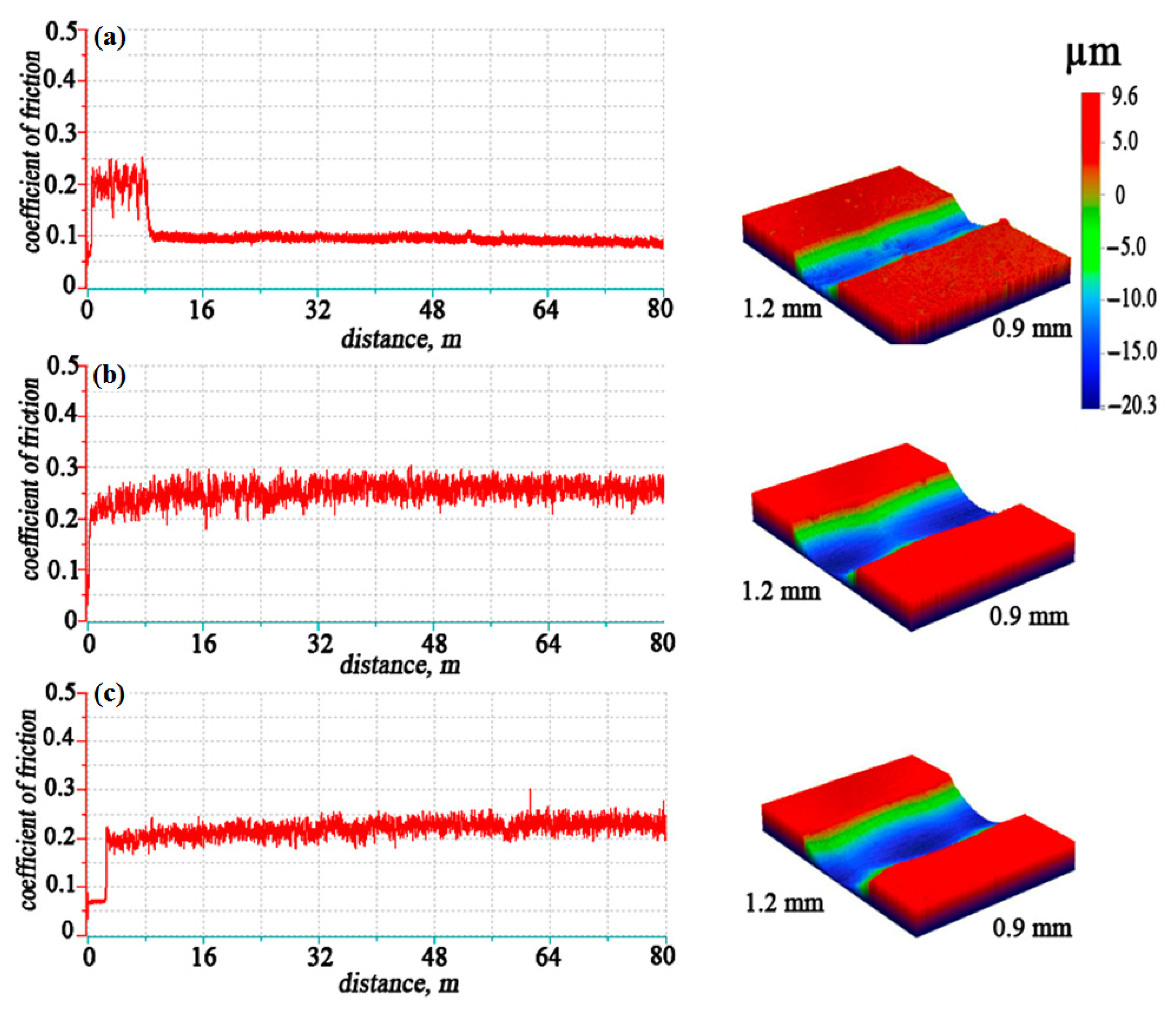
3.4. Tribological Characteristics
4. Conclusions
- (1)
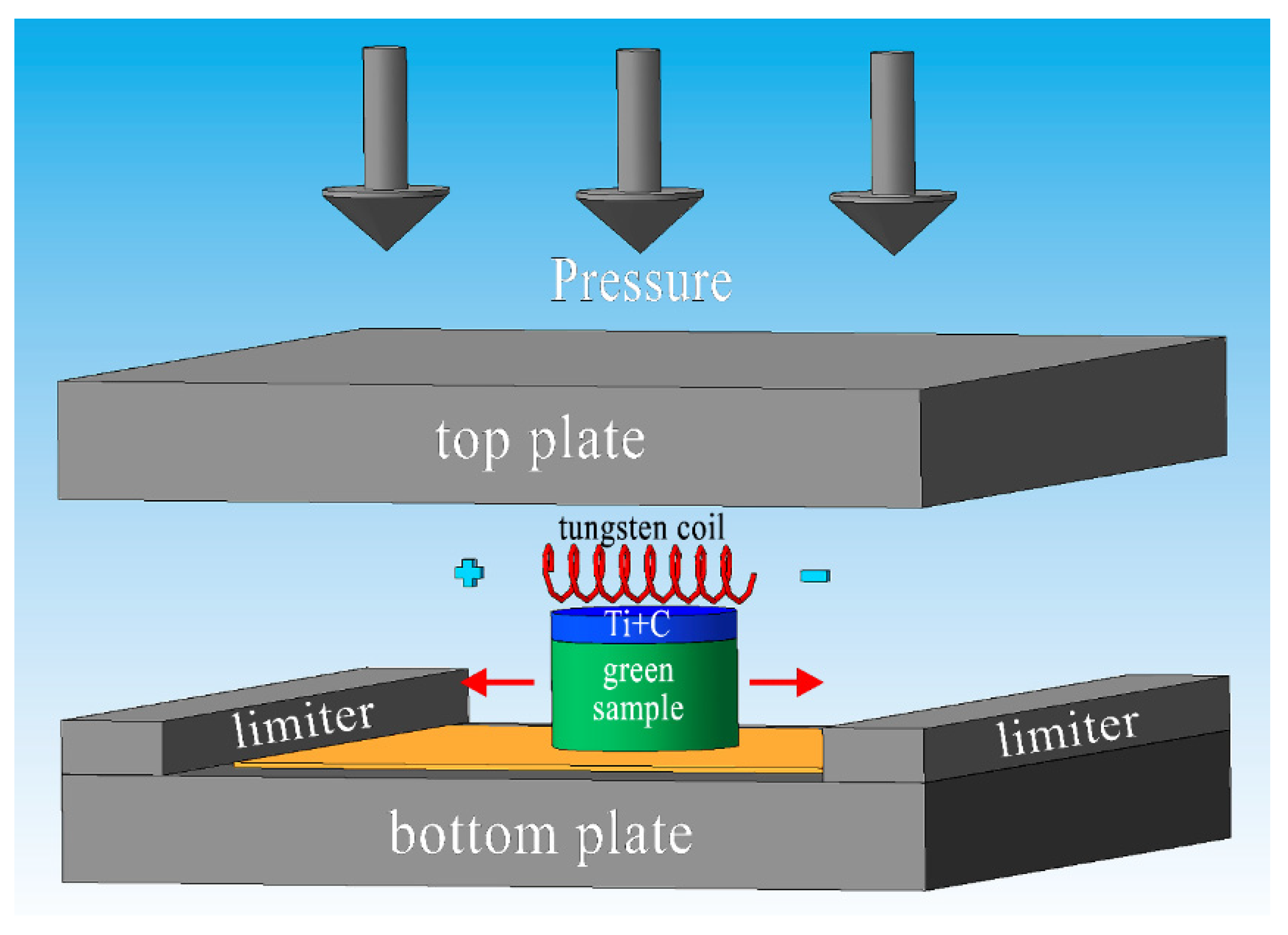
- Under the conditions of free SHS compression, from the initial components of titanium and aluminum, intermetallic materials based on γ-TiAl were obtained and in situ strengthened by the Ti3Al phase. To increase the exothermicity of the studied compositions, a chemical furnace based on the Ti–C composition was used, which made it possible to increase the combustion temperature and stabilize the combustion front. It is shown that by changing the composition and synthesis time, it is possible to control the phase composition and structure of the material.
- (2)
- It has been established that a decrease in the molar fraction of titanium and an increase in the molar fraction of aluminum in the initial mixture leads to an increase in the mechanical and tribological characteristics of intermetallic materials, as well as their mechanical and tribological properties.
- (3)
- It has been established that, for the material of the initial composition Ti–Al, the wear is 4–4.5 times lower and the friction coefficient is 2.4 times lower as compared to the compositions 1.5 Ti–Al and 3 Ti–Al in the Al2O3 intermetallic–ceramic friction pair. In this case, the size of the running-in area of the Al2O3 ceramic counterbody to the surface of the studied materials has practically the same value.
Author Contributions
Funding
Conflicts of Interest
References
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M.J. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549–559. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Intermetallic titanium aluminides in aerospace applications—Processing, microstructure and properties. Mater. High Temp. 2016, 33, 560–570. [Google Scholar] [CrossRef]
- Yang, K.; Shi, X.; Zhai, W.; Chen, L.; Zhang, A.; Zhang, Q. Tribological behavior of TiAl matrix self-lubricating composites reinforced by multilayer grapheme. RSC Adv. 2015, 5, 44618–44625. [Google Scholar] [CrossRef]
- Xu, Z.; Yao, J.; Shi, X.; Shi, X.; Zhai, W.; Ibrahim, A.M.M.; Xiao, Y.; Chen, L.; Zhu, Q.; Zhang, A. A study of the frictional layer of TiAl-12Ag-5TiB2 composite during dry sliding wear. J. Mater. Eng. Perform. 2015, 24, 2875–2884. [Google Scholar] [CrossRef]
- Kang, Y.; Hongru, M.; Xiyao, L.; Yangming, Z. Effect of the micro-structure evolution of friction layer on the sliding tribology behavior of TiAl-10 wt.% Ag at 16 N-0.5 m/s. Ind. Lubr. Tribol. 2018, 70, 1676–1683. [Google Scholar] [CrossRef]
- Yang, K.; Shi, X.; Huang, Y.; Liu, X.; Wang, Y. A study of the friction layer of TiAl-10 wt.% Ag composite and the prediction model of friction and wear behaviors. Proc. Inst. Mech. Eng. J. J. Eng. Tribol. 2018, 232, 699–710. [Google Scholar] [CrossRef]
- Yu, S.; Zhan, X.; Liu, F.; Guo, Y.; Wang, Q.; Li, Y.; Wang, Z.; Wang, Z.; Tan, L.; Fan, X.; et al. 900 °C oxidation resistance of Ni-base superalloys alloyed with different refractory elements. J. Alloys Compd. 2022, 904, 164071. [Google Scholar] [CrossRef]
- Hagen, S.P.; Weiser, M.; Abu-Khousa, B.; Virtanen, S. Influence of the Co/Ni ratio and dendritic segregations on the high-temperature oxidation resistance of multinary Co-rich superalloys at 850 °C and 1050 °C. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2022, 53, 1552–1571. [Google Scholar] [CrossRef]
- Dhinakaran, V.; Ajith, J.; Fathima Yasin Fahmidha, A.; Jagadeesha, T.; Sathish, T.; Stalin, B. Wire arc additive manufacturing (WAAM) process of nickel based superalloys—A review. Mater. Today Proc. 2020, 21, 920–925. [Google Scholar] [CrossRef]
- Xu, R.; Li, M.; Zhao, Y. A review of microstructure control and mechanical performance optimization of γ-TiAl alloys. J. Alloys Compd. 2023, 932, 167611. [Google Scholar] [CrossRef]
- Ye, X.C.; Xiao, K.Q.; Cao, R.X.; Wu, H.; Zhao, G.; Li, B. Microstructure evolution and microhardness of TiAl based alloy blade by vacuum suction casting. Vacuum 2019, 163, 186–193. [Google Scholar] [CrossRef]
- Narayana, P.L.; Kim, J.H.; Yun, D.W.; Kim, S.E.; Reddy, N.S.; Yeom, J.T.; Seo, D.; Hong, J.K. High temperature isothermal oxidation behavior of electron beam melted multi-phase γ-TiAl alloy. Intermetallics 2022, 141, 107424. [Google Scholar] [CrossRef]
- Lu, X.; Li, J.; Chen, X.; Qiu, J.; Wang, Y.; Liu, B.; Liu, Y.; Rashad, M.; Pan, F. Mechanical, tribological and electrochemical corrosion properties of in-situ synthesized Al2O3/TiAl composites. Intermetallics 2020, 120, 106758. [Google Scholar] [CrossRef]
- Wang, H.; Wang, Q.; Zeng, L.; Zhang, H.; Ding, H. Microstructure, mechanical and tribological performances of a directionally solidified γ-TiAl alloy. Mater. Charact. 2021, 179, 111393. [Google Scholar] [CrossRef]
- Zhang, N.; Sun, D.; Han, X.; Wang, D.; Wang, Q.; Liu, H.; Yu, Z. Dry-sliding tribological properties of TiAl alloys and Ti2AlN/TiAl composites at high temperature. J. Mater. Eng. Perform. 2018, 27, 6107–6117. [Google Scholar] [CrossRef]
- Yanga, K.; Shi, X.; Huang, Y.; Wang, Z.; Wang, Y.; Zhang, A.; Zhang, Q. The research on the sliding friction and wear behaviors of TiAl-10 wt.% Ag at elevated temperatures. Mater. Chem. Phys. 2017, 186, 317–326. [Google Scholar] [CrossRef]
- Wei, D.B.; Zhou, X.; Li, F.K.; Li, M.F.; Li, S.Q.; Zhang, P.Z. Effects of plasma surface Ta alloying on the tribology behavior of γ-TiAl. J. Min. Metall. B 2021, 57, 97–104. [Google Scholar] [CrossRef]
- Mengis, L.; Grimme, C.; Galetz, M.C. Tribological properties of the uncoated and aluminized Ti–48Al–2Cr–2Nb TiAl alloy at high temperatures. Wear 2021, 477, 203818. [Google Scholar] [CrossRef]
- Yang, K.; Ma, H.; Li, X.; He, Q. The analysis in in situ preparation, mechanics, and tribology of TiAl–SnAgCu/Graphene composites. Adv. Eng. Mater. 2018, 20, 1800719. [Google Scholar] [CrossRef]
- Shen, Q.; Shi, X.; Yang, K.; Zou, J.; Zhai, W.; Huang, Y. Tribological performance of TiAl matrix composites containing silver and V2O5 nanowires at elevated temperatures. RSC Adv. 2016, 61, 56294–56302. [Google Scholar] [CrossRef]
- Ozge, G.; Rahmi, U. Development of gamma titanium aluminide (γ-TiAl) alloys: A review. J. Alloys Compd. 2022, 929, 167262. [Google Scholar] [CrossRef]
- Laska, N.; Bauer, P.P.; Helle, O.; Kreps, F. Sputtering and characterization of MAX-phase forming Cr–Al–C and Ti–Al–C coatings and their application on γ-based titanium aluminides. Adv. Eng. Mater. 2022, 24, 2100722. [Google Scholar] [CrossRef]
- Mengis, L.; Grimme, C.; Galetz, M.C. High-temperature sliding wear behavior of an intermetallic γ–based TiAl Alloy. Wear 2018, 426–427, 341–347. [Google Scholar] [CrossRef]
- Li, D.; Wang, B.; Luo, L.; Li, X.; Yu, J.; Wang, L.; Xu, Y.; Su, Y.; Guo, J.; Fu, H. In-situ synthesis of Al2O3-reinforced high Nb–TiAl laminated composite with an enhanced strength-toughness performance. Ceram. Int. 2022, 48, 1589–1602. [Google Scholar] [CrossRef]
- Li, J.; Hu, R.; Zhou, M.; Gao, Z.; Wu, Y.; Luo, X. High temperature micromechanical behavior of Ti2AlN particle reinforced TiAl based composites investigated by in-situ high-energy X-ray diffraction. Mater. Des. 2021, 212, 110225. [Google Scholar] [CrossRef]
- Shen, J.; Hu, L.; Zhang, L.; Liu, W.; Fang, A.; Sun, Y. Synthesis of TiAl/Nb composites with concurrently enhanced strength and plasticity by powder metallurgy. Mater. Sci. Eng. A 2020, 795, 139997. [Google Scholar] [CrossRef]
- Jie, L.; Tongli, W.; Mengfei, W.; Li, W.; Qi, Z.; Kehong, W.; Peter, S.; Norbert, S.; Norbert, H.; Nikolai, K. In situ observation of competitive growth of α grains during β → α transformation in laser beam manufactured TiAl alloys. Mater. Charact. 2021, 179, 111371. [Google Scholar] [CrossRef]
- Ren, H.S.; Shang, Y.L.; Ren, X.Y.; Jing, Y.J.; Xiong, H.P.; Cheng, Y.Y. Microstructure and mechanical properties of TiAl/TiAl joints brazed with a newly developed Ti–Ni–Nb–Zr quaternary filler alloy. Prog. Nat. Sci. Mater. Int. 2022, 32, 758–768. [Google Scholar] [CrossRef]
- Ye, L.H.; Hao, W.; Gang, Z.; Hu, Q.M.; Rui, Y. Phase stability of TiAl-X (X=V, Nb, Ta, Cr, Mo, W, and Mn) alloys. J. Alloys Compd. 2020, 819, 153291. [Google Scholar] [CrossRef]
- Xiao, S.L.; Xu, L.J.; Yu, H.B.; Tian, J.; Chen, Y.Y. Microstructure and mechanical properties of Ti–45Al–5.5(Cr,Nb,B,Ta) alloy sintered at different SPS temperatures. Trans. Nonferrous Met. Soc. China 2012, 22, 2960–2964. [Google Scholar] [CrossRef]
- Lapin, J. Creep behavior of a cast intermetallic Ti–45.2Al–2W–0.6Si–0.7B alloy. Scr. Mater. 2004, 50, 261–265. [Google Scholar] [CrossRef]
- Dong, S.; Qu, Y.; Chen, R.; Li, G.; Zhang, W.; Wang, Q.; Fang, H.; Guo, J. Proper (Nb,Fe) co-alloyed TiAl-based alloy with good hot deformation processing capability. Intermetallics 2023, 153, 107780. [Google Scholar] [CrossRef]
- Li, M.; Li, J.; Zhou, T.; Hu, L.; Shi, L.; Chen, Y.; Xu, L. Microstructure evolution, deformation behavior and manufacture design of TiAl matrix composites reinforced with in-situ borides precipitation. rans. Nonferrous Met. Soc. China 2023, 33, 107–127. [Google Scholar] [CrossRef]
- Liang, X.; Liu, Z.; Li, H.; Chen, F.; Yang, W.; Ouyang, S.; Liu, Y.; Wang, L. Microstructure and elevated-temperature mechanical properties of in situ Ti2AlNb-reinforced TiAl-matrix composite prepared by powder metallurgy. Mater. Today Commun. 2020, 24, 101179. [Google Scholar] [CrossRef]
- Noda, T.; Okabe, M.; Isobe, S.; Sayashi, M. Silicide precipitation strengthened TiAl. Mater. Sci. Eng. A 1995, 192–193, 774–779. [Google Scholar] [CrossRef]
- Li, P.; Yang, Y.Q.; Koval, V.; Chen, J.; Luo, X.; Zhang, W.; Wang, B. Temperature-dependent deformation processes in two-phase TiAl + Ti3Al nano-polycrystalline alloys. Mater. Des. 2021, 199, 109422. [Google Scholar] [CrossRef]
- Bazhina, A.D.; Konstantinov, A.S.; Chizhikov, A.P.; Avdeeva, V.V.; Bazhin, P.M. Materials based on the MAX phases of the Ti-Al-C system obtained under combustion and high-temperature shear deformation. Mater. Lett. 2022, 318, 132196. [Google Scholar] [CrossRef]
- Bazhin, P.M.; Stolin, A.M.; Konstantinov, A.S.; Chizhikov, A.P.; Prokopets, A.D.; Alymov, M.I. Structural features of titanium boride-based layered composite materials produced by free SHS compression. Dokl. Chem. 2019, 488, 246–248. [Google Scholar] [CrossRef]
- Bazhina, A.; Chizhikov, A.; Konstantinov, A.; Khomenko, N.; Bazhin, P.; Avdeeva, V.; Chernogorova, O.; Drozdova, E. Structure, phase composition and mechanical characteristics of layered composite materials based on TiB/xTi-Al/α-Ti (x = 1, 1.5, 3) obtained by combustion and high-temperature shear deformation. Mater. Sci. Eng. A 2022, 858, 144161. [Google Scholar] [CrossRef]
- Bazhina, A.; Konstantinov, A.; Chizhikov, A.; Bazhin, P.; Stolin, A.; Avdeeva, V. Structure and mechanical characteristics of a layered composite material based on TiB/TiAl/Ti. Ceram. Int. 2022, 48, 14295–14300. [Google Scholar] [CrossRef]
- Prokopets, A.D.; Bazhin, P.M.; Konstantinov, A.S.; Antipov, M.S.; Avdeeva, V.V. Structural features of layered composite material TiB2/TiAl/Ti6Al4 obtained by unrestricted SHS-compression. Mater. Lett. 2021, 300, 130165. [Google Scholar] [CrossRef]
- Tomilin, O.B.; Muryumin, E.E.; Fadin, M.V.; Shchipakin, S.Y. Preparation of luminophore CATIO3:PR3+ by self-propagating high-temperature synthesis. Russ. J. Inorg. Chem. 2022, 67, 431–438. [Google Scholar] [CrossRef]
- Levashov, E.A.; Mukasyan, A.S.; Rogachev, A.S.; Shtansky, D.V. Self-propagating high-temperature synthesis of advanced materials and coatings. Int. Mater. Rev. 2017, 62, 203–239. [Google Scholar] [CrossRef]
- Radishevskaya, N.I.; Nazarova, A.Y.; L’vov, O.V.; Kasatskii, N.G.; Salamatov, V.G.; Saikov, I.V.; Kovalev, D.Y. Self-propagating high-temperature synthesis of MgAl2O4 spinel. Inorg. Mater. 2020, 56, 142–150. [Google Scholar] [CrossRef]
- Li, C.X.; Xia, J.; Dong, H. Sliding wear of TiAl intermetallics against steel and ceramics of Al2O3, Si3N4 and WC/Co. Wear 2006, 261, 693–701. [Google Scholar] [CrossRef]
- Levashov, E.A.; Shtansky, D.V.; Kiryukhantsev-Korneev, P.V.; Petrzhik, M.I.; Tyurina, M.Y.; Sheveiko, A.N. Multifunctional nanostructured coatings: Formation, structure, and the uniformity of measuring their mechanical and tribological properties. Russ. Metall. 2010, 10, 917–935. [Google Scholar] [CrossRef]
- Rogachev, A.S. Mechanical activation of heterogeneous exothermic reactions in powder mixtures. Russ. Chem. Rev. 2019, 88, 875–900. [Google Scholar] [CrossRef]
- Dreizin, E.L.; Schoenitz, M. Mechanochemically prepared reactive and energetic materials: A review. J. Mater. Sci. 2017, 52, 11789–11809. [Google Scholar] [CrossRef]
- Lapshin, O.V.; Boldyreva, E.V.; Boldyrev, V.V. Role of mixing and milling in mechanochemical synthesis (review). Russ. J. Inorg. Chem. 2021, 66, 433–453. [Google Scholar] [CrossRef]
- Kim, J.Y.; Park, E.S.; Lee, T.; Ryu, S.; Kim, S.E.; Kim, S.W. Origin of enhanced room temperature ductility in TiAl alloys: Reducing activation difference of deformation mechanism of γ phase. J. Alloys Compd. 2022, 899, 163307. [Google Scholar] [CrossRef]
- Prokopets, A.D.; Konstantinov, A.S.; Chizhikov, A.P.; Bazhin, P.M.; Stolin, A.M. General trends of structure formation in graded composite materials based on the Ti3AlC2 MAX Phase on titanium. Inorg. Mater. 2020, 56, 1087–1091. [Google Scholar] [CrossRef]
- Stolin, A.M.; Bazhin, P.M.; Konstantinov, A.S.; Alymov, M.I. Production of large compact plates from ceramic powder materials by free SHS compaction. Dokl. Chem. 2018, 480, 136–138. [Google Scholar] [CrossRef]
- Bazhin, P.; Konstantinov, A.; Chizhikov, A.; Prokopets, A.; Bolotskaia, A. Structure, physical and mechanical properties of TiB-40 wt.% Ti composite materials obtained by unrestricted SHS compression. Mater. Today Commun. 2020, 25, 101484. [Google Scholar] [CrossRef]
- Antipov, M.S.; Bazhin, P.M.; Chizhikov, A.P.; Konstantinov, A.S.; Stolin, A.M.; Khomenko, N.Y. Formability, phase composition, and microstructure of TiC–(5–50 wt%) NiCr–based materials obtained by free SHS compression. Russ. J. Inorg. Chem. 2022, 67, 1658–1664. [Google Scholar] [CrossRef]
- Bazhina, A.D.; Bazhin, P.M.; Chizhikov, A.P.; Konstantinov, A.S.; Stolin, A.M. Influence of high-temperature annealing on structure of titanium aluminide materials obtained by combustion and high-temperature shear deformation. Intermetallics 2021, 139, 107313. [Google Scholar] [CrossRef]
- Duan, B.; Yang, Y.; He, S.; Feng, Q.; Mao, L.; Zhang, X.; Jiao, L.; Lu, X.; Chen, G.; Li, C. History and development of γ-TiAl alloys and the effect of alloying elements on their phase transformations. J. Alloys Compd. 2022, 909, 164811. [Google Scholar] [CrossRef]
- Güther, V.; Allen, M.; Klose, J.; Clemens, H. Metallurgical processing of titanium aluminides on industrial scale. Intermetallics 2018, 103, 12–22. [Google Scholar] [CrossRef]
- Wimler, D.; Lindemann, J.; Kremmer, T.; Clemens, H.; Mayer, S. Microstructure and mechanical properties of novel TiAl alloys tailored via phase and precipitate morphology. Intermetallics 2021, 138, 107316. [Google Scholar] [CrossRef]
- Imayev, V.M.; Ganeev, A.A.; Trofimov, D.M.; Parkhimovich, N.J.; Imayev, R.M. Effect of Nb, Zr and Zr + Hf on the microstructure and mechanical properties of β-solidifying γ-TiAl alloys. Mater. Sci. Eng. A 2021, 817, 141388. [Google Scholar] [CrossRef]
- Vardanyan, E.L.; Ramazanov, K.N.; Nagimov, R.S.; Nazarov, A.Y. Properties of intermetallic Ti-Al based coatings deposited on ultrafine grained martensitic steel. Surf. Coat. Technol. 2020, 389, 125657. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Ratio of Initial Components, mol | Composition of Initial Components, wt % | Adiabatic Combustion Temperature (without Chemical Furnace), °C | Combustion Temperature under Experimental Conditions (without Chemical Furnace), °C | Combustion Temperature under Experimental Conditions (with Chemical Furnace), °C | Synthesis Time (with Chemical Furnace), s | |
|---|---|---|---|---|---|---|---|
| Ti | Al | ||||||
| I | Ti–Al | 64 | 36 | 1250 | 1120 | 1350 | 8.5 |
| II | 1.5 Ti–Al | 72 | 28 | 1000 | 890 | 1150 | 10 |
| III | 3 Ti–Al | 84 | 16 | 670 | no | 1000 | 16 |
| Parameter | Value |
|---|---|
| Track length | 4 mm |
| Applied load | 1 N |
| Maximum speed | 10 cm/s |
| Counterbody | A ball with a diameter of 3 mm |
| Counterbody material | Al2O3 |
| Run | 10,000 cycles (80 m) |
| Medium | Air |
| Parameter | Composition | ||
|---|---|---|---|
| I | II | III | |
| Hardness, GPa | 9.4–10.2 | 8.7–9.1 | 6.8–8.1 |
| Modulus of elasticity, GPa | 187–215 | 177–185 | 151–170 |
| Wear, 10−4 × mm3/N/m | 1.03 | 4.07 | 4.64 |
| Friction coefficient | 0.1 | 0.25 | 0.22 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Avdeeva, V.; Bazhina, A.; Antipov, M.; Stolin, A.; Bazhin, P. Relationship between Structure and Properties of Intermetallic Materials Based on γ-TiAl Hardened In Situ with Ti3Al. Metals 2023, 13, 1002. https://doi.org/10.3390/met13061002
Avdeeva V, Bazhina A, Antipov M, Stolin A, Bazhin P. Relationship between Structure and Properties of Intermetallic Materials Based on γ-TiAl Hardened In Situ with Ti3Al. Metals. 2023; 13(6):1002. https://doi.org/10.3390/met13061002
Chicago/Turabian StyleAvdeeva, Varvara, Arina Bazhina, Mikhail Antipov, Alexander Stolin, and Pavel Bazhin. 2023. "Relationship between Structure and Properties of Intermetallic Materials Based on γ-TiAl Hardened In Situ with Ti3Al" Metals 13, no. 6: 1002. https://doi.org/10.3390/met13061002
APA StyleAvdeeva, V., Bazhina, A., Antipov, M., Stolin, A., & Bazhin, P. (2023). Relationship between Structure and Properties of Intermetallic Materials Based on γ-TiAl Hardened In Situ with Ti3Al. Metals, 13(6), 1002. https://doi.org/10.3390/met13061002